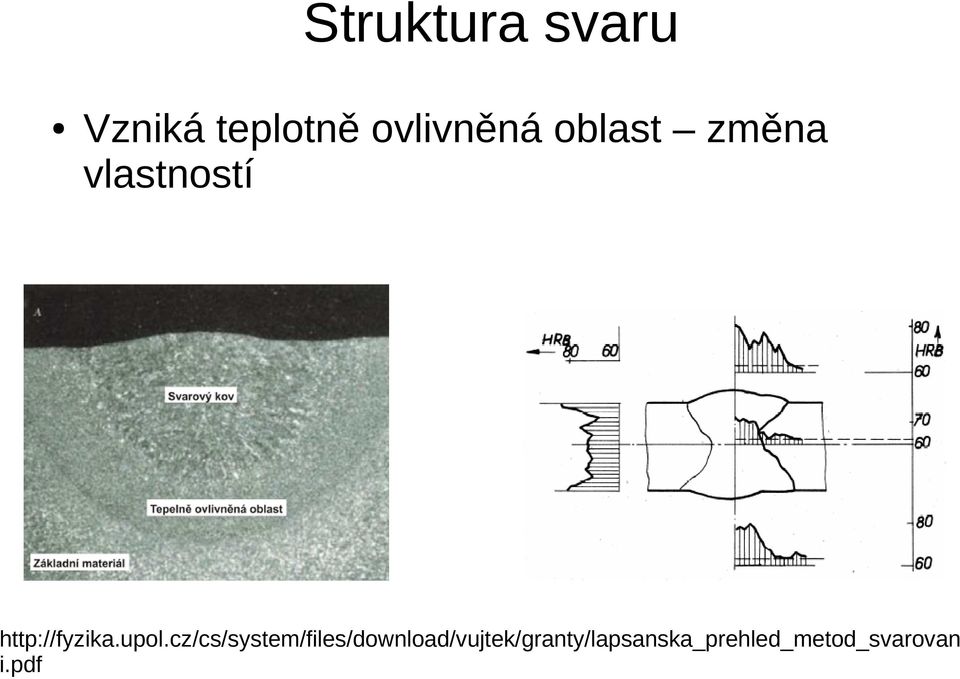
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
|
|
|
- Dagmar Kubíčková
- před 8 lety
- Počet zobrazení:
Transkript
1 Svařování Pájení

2 Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování plamenem, obloukové svařování. Jedním z hlavních problémů při svařování je, že kovy reagují s atmosférou rychleji, když stoupá jejich teplota. Metoda, jak chránit horký kov před atakem atmosféry, je druhým nejdůležitějším rozlišujícím znakem. Technika sahá od svařování pod tavidlem, které vytváří ochrannou strusku, až po svařování v ochranné atmosféře. Metoda svařování obloukem, poprvé zavedená koncem 19. století, však zůstává nejvýznamnější a nejvíce používanou technikou. Jak název napovídá, zdrojem tepla je elektrický oblouk vytvořený nejčastěji mezi svařovaným dílem a elektrodou nebo svařovacím drátem. Elektrická energie přeměněná na teplo vytváří oblouk o teplotě až C, čímž se kovy roztaví a spojí. Do spoje lze přidávat materiál stejný nebo různý od spojovaných.

3 Struktura svaru Vzniká teplotně ovlivněná oblast změna vlastností i.pdf
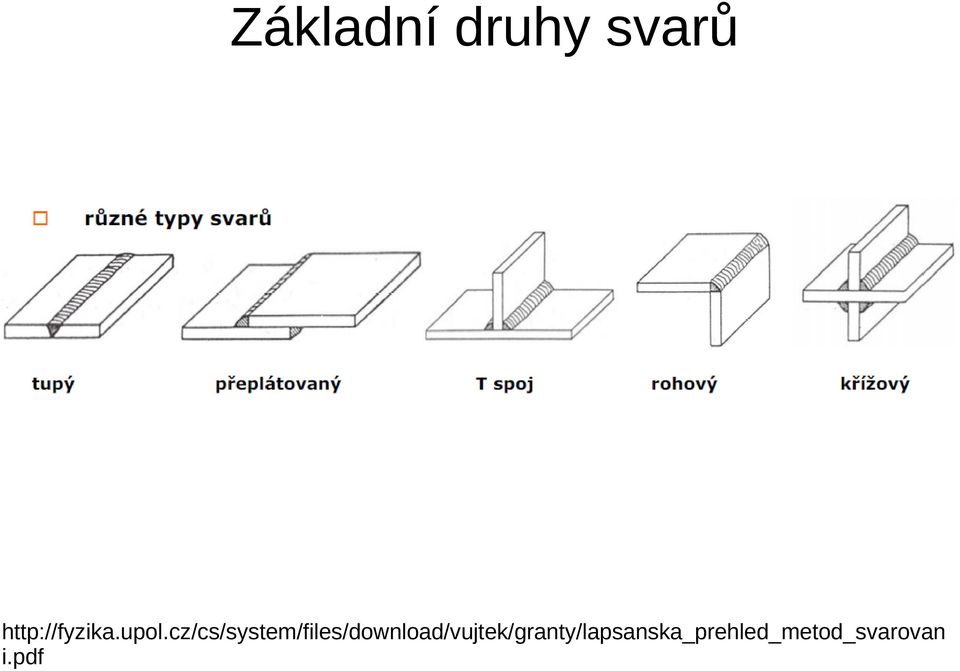
4 Základní druhy svarů i.pdf

5 Ruční obloukové svařování Elektrický oblouk vzniká mezi koncem obalené kovové elektrody a svařencem. Roztavené kapky kovu z elektrody se přenášejí obloukem do svarové lázně a jsou chráněny plyny vznikajícími z rozkladu obalu, který je tvořen tavidly. Roztavená struska se dostává na povrch svarové lázně, kde během tuhnutí chrání svarový kov před přístupem atmosféry. Po svaření každé housenky je nutno strusku odstranit. Vyrábějí se stovky různých elektrod, často jsou legované, aby se prodloužila trvanlivost, pevnost a tažnost svaru.


6 Svařování pod tavidlem Holá elektroda (drát) se brodí v hrubozrném tavidle (MnO2, SiO2) Tavidlo chrání roztavení kov a vytvoří strusku, nenatavené tavidlo slouží jako tepelná izolace Lepší než MMA i.pdf


7 Svařování v ochranné atmosféře plynů Při svařování v ochranné atmosféře plynu (GMAW - Gas Metal Arc Welding, MIG - Metal Inert Gas, MAG - Metal Active Gas) vzniká oblouk mezi nepřetržitým svařovacím drátem a svařencem. Oblouk a svarová lázeň jsou chráněny proudem inertního nebo aktivního plynu. Tato metoda se hodí pro většinu materiálů a přídavné materiály jsou k dispozici pro široký sortiment kovů. Svařování MIG/MAG je podstatně produktivnější než MMA, kde se produktivita ztrácí pokaždé, když svářeč zastaví, aby vyměnil spotřebovanou elektrodu. Svařování MIG/MAG je univerzální metoda, kterou je možno ukládat svarový kov ve větším množství a ve všech svařovacích polohách.


8 Obloukové svařování wolframovou elektrodou v inertním plynu (GTAW - Gas Tunsten Arc Welding, TIG - Tungsten Inert Gas Welding, WIG - Wolfram Inert Gas Welding) Je to metoda, při které oblouk hoří mezi základním materiálem a wolframovou elektrodou v ochraně inertního plynu a přídavný materiál je do oblouku podáván samostatně. Svařování TIG zajišťuje výjimečně čisté a vysoce kvalitní svary. Protože nevzniká žádná struska, je sníženo na minimum riziko vměstků ve svarovém kovu a hotové svary nevyžadují žádné čištění. Nejvíce se užívá na svařování hliníku a nerezavějících ocelí, kde je absolutně nejdůležitější celistvost svaru. Této metody se široce používá k vysoce kvalitním spojům v leteckém, chemickém a potravinářském průmyslu.


9 Odporové svařování Při odporovém svařování se kovy spojují bez přídavného materiálu, ale do prostoru, který je nutno svařit, se aplikuje tlak a elektrický proud. Množství tepla závisí tedy na elektrickém odporu v místě svaru. Toto je důležitý faktor této metody, který jí propůjčil své jméno. Teplo Q = RI 2 t (odpor, proud, čas) Bodové svařování Nejznámější druh odporového svařování. Spoj je tvořen jedním nebo několika bodovými svary dvou přes sebe přesahujících plechů. Pro svařování se používají zvláštní kontaktní špičky. Bodové svařování může být průběžný proces využívající otáčejících se elektrod na překrývajících se plochách.


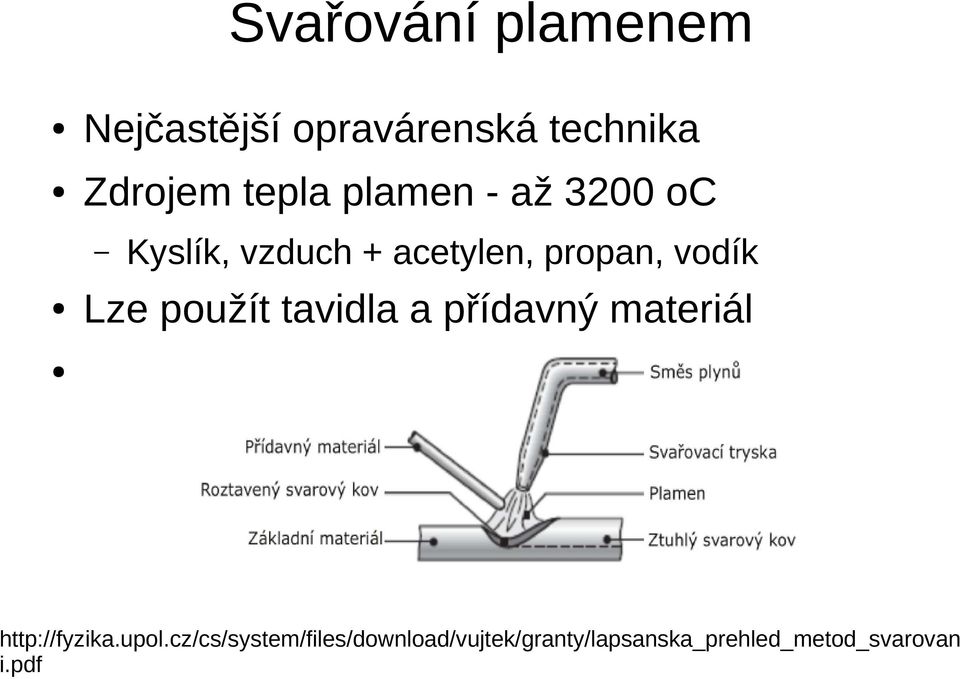
10 Svařování plamenem Nejčastější opravárenská technika Zdrojem tepla plamen - až 3200 oc Kyslík, vzduch + acetylen, propan, vodík Lze použít tavidla a přídavný materiál i.pdf
11 Pájení Pájení je způsob spojování součástí roztaveným pomocným materiálem, tzv. pájkou s nižší teplotou tavení než mají spojované součásti, které se při tom neroztaví. Je zvykem rozlišovat pájení na tzv. měkké a tvrdé, podle teploty tavení pájky. (Odpovídající výrazy v angličtině jsou soldering a brazing.) Pájky s teplotou tavení do cca 400 C (500) jsou označovány jako měkké, nad touto teplotou jako tvrdé. Podmínkou pevného a těsného spojení pájením je mj. dobrá smáčivost základního materiálu roztavenou pájkou. Ta je (kromě na metalurgických vlastnostech) závislá na čistotě povrchu při teplotě pájení. Potřebná čistota se dosahuje při pájení v běžné atmosféře použitím tzv. Tavidel.
 závislá na čistotě povrchu při teplotě pájení.")
12 Vlastnosti Pájením mohou být spojovány všechny běžné kovy, rovněž sklo a keramika Mohou být spojovány konstrukční součásti s velkými rozdíly síly stěn Pájecí teploty jsou značně nižší než při svařování. Tím vzniká menší pnutí a napětí, která vznikají důsledkem rozdílných teplot. Pájené spoje jsou vodotěsné a také elektricky vodivé. Především u pájení naměkko je dosahováno jen malé pevnosti spojů. Pájené spoje jsou napadnutelné korozí vzhledem k rozdílným materiálům pájky a základního materiálu (rozdíly potenciálů). Z důvodu malých tolerancí na spáry mezi materiály musí být příprava obrobku přesná. Použití tavidla nebo ochranného plynu je nutné.
.")
 tavidla pro tvrdé pájení (borax, kyselina boritá, směs boraxu a kyseliny borité) podle účinku tavidla s leptavým účinkem tavidla bez leptavého")
13 Tavidla Tavidla lze rozdělit: podle způsobu pájení tavidla pro měkké pájení kapaliny s obsahem chemicky účinné látky, většinou kyseliny solné nebo fosforečné pro pájení elektrických spojů se dobře hodí pryskyřice z borovic (kalafuna) tavidla pro tvrdé pájení (borax, kyselina boritá, směs boraxu a kyseliny borité) podle účinku tavidla s leptavým účinkem tavidla bez leptavého účinku
 podle účinku tavidla s leptavým účinkem tavidla bez leptavého")
14 Měkké pájky jsou slitiny měkkých kovů s různým poměrem složek, kterým se dosahují jejich požadované vlastnosti, především teplota tavení. Pro pájení elektroniky se dlouho používala eutektická slitina s 37 % olova a 63 % cínu. Její teplota tání je 183 C. Výhodou eutektické slitiny je hlavně to, že tuhne bez přechodových fází. Existuje řada měkkých pájek s dalšími kovy jako je např.kadmium nebo zinek, vhodných pro teploty do 400 C. Velkou skupinu tvoří tzv. cínové pájky s obsahem více složek jako je Sn,Pb, Sb, Zn, které pokrývají rozsah teplot od 185 do asi 260 C. Super měkké slitiny Pb+Sn+Cd+Bi vhodné pro pájení se vyznačují teplotou tání v mezích od 65 do 100 C.

15 Tvrdé pájky Pro tvrdé pájení je velký výběr slitin i čistých kovů, a to jak pro pájení pod tavidlem, tak i ve vakuu nebo v redukční atmosféře. Čisté kovy se používají spíš jen výjimečně. Může to být stříbro, měď, zlato a paladium. Pro tvrdé pájení v atmosféře se vyrábí velký počet slitin různých kovů s vyšší teplotou tavení. Jsou to např. slitiny stříbra, mědi, kadmia, niklu a zinku v nejrůznějších kombinacích. Většina z nich obsahuje zinek, který má vysokou tenzi par a nemůže být proto použit pro pájení ve vakuu, kde se prudce odpařuje (sublimuje). Používají se také slitiny drahých kovů, např. Au-Ag, Au- Pd, Au-Cu, Au-Ni, Zvláštní skupinu pájek tvoří tzv, aktivní pájky s malým obsahem titanu nebo vanadia, které jsou použitelné i pro pájení kovů na keramiku nebo grafit. Zvláštní pájky a tavidla jsou nutné také pro pájení hliníku a jeho slitin. Osvědčily se zde zinkové pájky a složitější slitiny (Al, Cu, Sn, Cd).
. Používají se také slitiny drahých kovů, např.")
16 Nejběžnější postupy Nánosové (reakční) roztavená pájka je nanášena na spojované plochy Kapilární součásti jsou vhodně zajištěny proti vzájemnému posunutí a do mezery je vložená pájka (např. ve formě zrn), po vložení do pece se pájka roztaví a dojde ke spojení.

17 Pájení - příklady Elektronika elektricky vodivé spoje Potrubí např. teplovodní topení Spojování pozinkovaných plechů Letování konzerv, hudebních nástrojů atd.

1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Neželezné kovy a jejich slitiny. Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny
 Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Inovativní výrobce strojů a nářadí pro opracování trubek. 2008 Katalog
 Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB
 EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů.
 5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Ceník CHEM-WELD platný od
 Elektrody na vysocelegované materiály a pro opravy 2200 2200 200 Elektroda odolná 2,00 kg 4,00 2 079 Kč 2 515 Kč 2200 250 vůči teplotám 2,50 kg 4,00 2 011 Kč 2 433 Kč 2200 325 do 1200 C. 3,25 kg 5,00 1
Elektrody na vysocelegované materiály a pro opravy 2200 2200 200 Elektroda odolná 2,00 kg 4,00 2 079 Kč 2 515 Kč 2200 250 vůči teplotám 2,50 kg 4,00 2 011 Kč 2 433 Kč 2200 325 do 1200 C. 3,25 kg 5,00 1
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Měkké pájení. Jak na to? - Měkké pájení
 Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Norma upřesňuje zobrazení rozměrů svarů a rozměrů příprav svarových spojů.
 Změna normy pro zobrazování svarů na výkresech norma ČSN EN ISO 2553, Svařování a příbuzné procesy zobrazování na výkresech Svarové spoje Ing. Jiří Barták, CSc., WELDING PLZEŇ Táto evropská norma má status
Změna normy pro zobrazování svarů na výkresech norma ČSN EN ISO 2553, Svařování a příbuzné procesy zobrazování na výkresech Svarové spoje Ing. Jiří Barták, CSc., WELDING PLZEŇ Táto evropská norma má status
Inovace profesní přípravy budoucích učitelů chemie
 Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější.
 Nejjednodušší prvek. Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější. Vodík tvoří dvouatomové molekuly, je lehčí než
Nejjednodušší prvek. Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější. Vodík tvoří dvouatomové molekuly, je lehčí než
Metody svařování. Pojízdná svařovací souprava
 Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
EWM-coldArc- Studený proces svařování elektrickým obloukem
 Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Klasifikace a značení podle mezinárodní normy ISO 17672
 Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Svářečská škola a školy s dlouholetou tradicí a zkušenostmi
 Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
 ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
AlfaNova Celonerezové tavně spojované deskové výměníky tepla
 AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
LAHVOVÉ REDUKČNÍ VENTILY
 LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
PrávnínařízeníEU. Výběr vhodnéslitiny
 PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Svářečská škola a
 Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené