Studijní text Frézárna
|
|
|
- František Zeman
- před 5 lety
- Počet zobrazení:
Transkript
1 Studijní text Frézárna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle
2 Obsah: 1. Bezpečnost práce 2. Měřidla, měření 3. Upínání nástrojů a obrobků 4. Obrážečky, obrážení 5. Frézování rovinných ploch 6. Frézování drážek 7. Frézování tvarových ( zakřivených) ploch 8. Dělící přístroje
3
4 2. Měřidla měření Účel měření - např. správná funkce strojů vyžaduje, aby se jejich součásti vyráběli s určitou přesností. Musíme dbát na dodržení jejich rozměrů, tzn. měřit je. Měřením se kontrolují výsledky výrobních pochodů, zjišťuje se, zda rozměry součástí odpovídají hodnotám výrobní dokumentace nebo s jakou přesností byly dodrženy. Nejčastěji používaná měřidla ve frézárně : 1. Posuvné měřítko - jedná se o délková měřidla s rovnoběžnými měřícími plochami. Na hlavní (pevné) části s milimetrovou stupnicí, na posuvné části s noniem. Mezi nimi je možno v určitém rozsahu měřit délky vně i uvnitř předmětu. Přesnost měřidla je dána noniovou diferencí. Ta je dána poměrem velikosti jednoho dílku hlavního měřítka k celkovému počtu dílků noniové stupnice a je 0,1, 0,5 a 0,02 mm. 2. Hloubkoměr - je určen pro měření drážek, hloubky děr, vybrání apod. Jedná se vlastně o upravená posuvná měřítka. Při měření se hloubkoměr svou pevnou příčnou částí přiloží na měřenou součást a jeho posuvná část se vysouvá až se dotkne dna otvoru.na noniu se odečte příslušný rozměr. Je-li výsuvná část hloubkoměru s výstupkem, lze měřit osazené otvory. 3. Mikrometr- jeho hlavní části jsou třmen s pevným měřícím dotykem,mikrometrický šroub o stoupání 0,5mm s pohyblivým měřícím dotykem, dělící bubínek, brzda a třecí spojka.při měření se měřené součást opře o pevný dotyk a otáčením bubínku se šroub posouvá až dosedne na měřenou součást. Přítlačnou sílu při měření (8-9N)zajišťuje třecí spojka.velikost rozměru je dána dálkou vyšroubovaného šroubu a úhlu jeho pootočení. Stupnice mikrometru je dělena po 0,5mm a obvod měřícího bubínku je dělen na 50 dílků. Pootočí-li se bubínek o jeden dílek, posune se měřící dotyk o 0,01mm. Při odečítání rozměru se musí uvážit, zda se údaj nachází v první nebo druhé polovině milimetru stupnice a počet setin odečtených na bubínku správně přičíst k základnímu údaji stupnice.z výrobních důvodů mikrometrického šroubu je rozsah těchto měřidel odstupňován po 25mm. 4. Příložný a plochý úhelník - používá se k měření kolmosti obráběných ploch. Jedná se o nepřímé měření kdy vizuálně porovnáváme velikost úhlu.přesnost měření je tedy dána přesností použitého úhelníku a přesností odhadu světelné mezery mezi ramenem úhelníku a měřenou součástí. 5. Optický úhloměr - optická hlava se používá na přesné odčítání úhlů a na přesné středové dělení součástek.přesnost se odčítá na 1 min, s odhadem 30 vteřin. 6. Číselníkový úchylkoměr- slouží k určení odchylky měřeného rozměru od předem nastavené hodnoty s přesností 0,01 nebo větší.ve spojení se zvláštním držákem pro měření vnitřních otvorů, úchylek geometrického tvaru, rovnoběžnost, souosost apod.
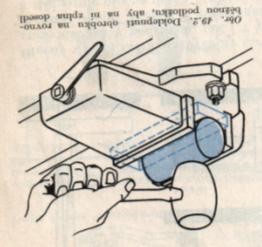
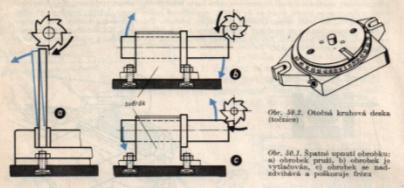
5 3. Upínání obrobků při frézování Obecné zásady pro upínání obrobků : 1. Spojení obrobku se stolem frézky musí být takové, aby se nemohl působením řezných sil ani nadzdvihnout ani posunout. 2. Pokud je to možné, má se obrobek upnout v co nejkratším čase. 3. Obrobené ploch se nesmějí při upínání poškodit. 4. Obrobek se nesmí při obrábění zbortit. 5. Vzdálenost mezi frézou a stolem frézky má být pokud možno nejmenší. Způsob upínání K upevnění obrobků má stůl frézky drážky pro upínací šrouby. Hlavy upínacích šroubů mají čtvercovou hlavu. Ke každému šroubu patří kromě matice také podložka. Do strojního svěráku - upínáme menší obrobky. Podle možnosti má být svěrák postaven do takové polohy, aby jeho nehybná (pevná) čelist zachycovala řezné síly.poněvadž se obrobek při upínání mírně nadzdvihne, doklepne se na rovnoběžnou podložku paličkou, aby zplna dosedl. Pro tvarové obrobky se používá vyhovujících vložek nebo speciálních čelistí. V určitých případech používáme speciální svěráky : otočný, je možný natočit vodorovně v libovolném úhlu, universální, je otočný jak vodorovně tak svisle, samostředící pro upínání kruhových součástí. Pomocí upínky a podložky - upínáme rozměrnější obrobky přímo na pracovní plochu frézky. Na upínací desku - pomocné většinou pravoúhlé těleso, které nám vytvoří upínací plochu kolmou na plochu frézky. Do přípravku - jednoúčelové upínací zařízení, vhodné pro větší počet obrobků stejného tvaru a rozměru.
6 Frézování - upínání nástrojů Upínání frézy frézovacím trnem Vedení a unášení frézy umožňují na jednom konci trnu jeho kužel (ISO nebo Morse), unášeč a upínací šroub. Druhý konec trnu je veden úložným pouzdrem. Fréza se na trn nasune, její správnou polohu jistí rozpěrné kroužky. Točivý(kroutící) moment se přenáší na frézu unášečem (drážkami a perem) nebo třením. Upínání nástrčným trnem Nástrčný trn s kuželem (ISO nebo Morse)se také upíná do hlavy vřetena. Fréza se upevňuje na válcový nebo kuželový čep. K přenosu točivého momentu na frézu se používají příčná a podélná pera. Šroub zabraňuje sklouznutí frézy s trnu. Používají se převážně pro čelní frézy a menší frézovací hlavy. Přímé upínání do vřetene frézky Frézovací hlavy nebo velké čelní frézy se nasouvají přímo na kuželovou hlavu vřetene. Frézy s kuželovou stopkou se rovněž upínají přímo za použití redukčního pouzdra. Upínání kleštinami Pro frézy s válcovou stopkou. Obecné zásady pro upínání fréz 1. Fréza musí být bezpečně unášena pracovním vřetenem a nesmí házet. U fréz které házejí jsou zuby namáhány nerovnoměrně a mohou se snadno vylomit. Obrobená plocha není rovinná a je rýhovaná. 2. Vnitřní kuželovou plochu v hlavě vřetena, vnější kuželovou plochu trnu a a rozpěrné kroužky je nutné udržovat v čistotě. Chráníme je před mechanickým poškozením. 3. Válcové plochy v díře frézy a rozpěrných kroužků a plochu vřetene před smontováním mírně potřít tukem. 4. Fréza musí být s trnem přesně slícována. Frézy nasazeny s vůlí házejí, s nadměrným přesahem mohou prasknout. 5. U fréz se zuby ve šroubovici je nutno dbát na smysl působení axiální síly. 6. Fréza má být co nejblíže hlavy vřetena. (další opěrné ložisko) 7. Čelní dosedací plochy rozpěrných kroužků musí být vzájemně rovnoběžné, nepoškozené a kolmé k ose děr.

7 4. Obrážečky, obrážení Řezný pohyb, tj. hlavní pohyb je přímočarý, za něho odděluje jednobřitý nástroj jednu proužkovou třísku za druhou. Při obrážení se pohybuje nástroj buď svisle nebo vodorovně. Vodorovné obrážení se uplatňuje při obrábění menších až středně velkých obrobků. Svislým obrážením se v obrobcích zhotovují především dutiny ostrohranných tvarů. Posuvové pohyby během obrážení se udílí posuv obrobku vodorovně, proti tomu má nástroj posuv svislý. V porovnání s frézováním je obrážení nevýhodné pro své dlouhodobé chody naprázdno. S výhodou se však používá při obrábění dlouhých ploch( vedení, drážky, prismata). Výhodou je pak jednoduchý jednobřitý nástroj. Použití: Kusová a malosériová výroba




8 5.Frézování rovinných ploch Rovinné plochy se obrábějí zejména válcovými frézami, válcovými čelními frézami a frézovacími hlavami. Také je možné použít fréz se stopkou. Různé způsoby upnutí při rovinném frézování
9



 Kotoučové frézy")

10 6. Frézování drážek Příklady frézovaných drážek,zářezů, výřezů a podélných děr v obrobcích Potřebné nástroje a) Kotoučové frézy na drážky b) Válcové frézy na drážky pro pera c)fréza na T drážky
")
11 d) Frézy úhlové - pro šikmé(rybinové) drážky


.")
.")
12 7. Frézování oblých(zařivených) ploch Frézování : a) Pomocí tvarových fréz - výrobek dostává tvar podle tvaru ostří frézy. Vypouklá fréza vyhlubuje v obrobku vydutinu - naopak vydutá fréza vytváří na obrobku vypouklinu. Tvarové frézy jsou normalizované. - Zaoblovací půlkruhové a čtvrtkruhové frézy mají podsoustružené zuby a úhel čela asi 8 (malé nekorigované zdeformování tvaru zaoblení). - Nevýhoda - jednoúčelový nástroj, velká styčná plocha mezi nástrojem a obrobkem (velké řezné a upínací síly). b) Pomocí kopírovacích frézek - Výroba zápustek - Jednodušší nástroj, zhotovení téměř jakéhokoli tvaru, - Speciální frézka c) Pomocí sdružených (sadových) fréz d) tvarové frézy na ozubení

13

 jednoduché (přímé dělení) dělící kotouč je")

14 8. Frézování dělícím způsobem - dělící přístroje Pro výrobu obrobků, které mají na svém obvodu nebo čele určitý počet pravidelně rozmístěných ploch, poř. vybrání. Dělící přístroje Rozdělení a) jednoduché (přímé dělení) dělící kotouč je uložen na vřetenu(otáčí se s ním). Většinou má 2 24 dílků nebo zářezů. Výhodou je jednoduché ovládání, přesné dělení. Nevýhodou malý rozsah dělení. b) universální dělící kotouč stojí, vřeteno je otáčeno klikou přes šnekový převod


15 (nejčastěji 1:40). Dělení se tu dosahuje dělícím kotoučem s dírkami, uspořádanými podle jejich počtu v pravidelných roztečích na příslušných roztečných kružnicích. Do dírek zapadá odpružený kolík dělící kliky, který zajišťuje polohu pootočeného obrobku. c)univerzální s výměnnými koly u tohoto dělícího přístroje jsou mezi dělící kliku a šnek zařazena výměnná ozubená kola, jejichž počty zubů se musí vypočítat podle dělení obvodu obrobku, dělící kotouč nemají. Při každém dělení (tj. při jakémkoliv počtu dílů, musí se dělící klika otočit pouze o jednu otáčku. Tím se zabraňuje omylům, které by mohly nastat chybným spočítáním dírek v dělícím kotouči.

16 d) diferenciální dělící přístroj Tímto přístrojem lze dělit na jakýkoli počet dílů (včetně prvočísel). Dělící kotouč není nehybný,nýbrž může dostávat přídavný točivý pohyb buď ve směru nebo v protisměru otáčení dělící kliky. Přídavný pohyb se přenáší z vřetena pohybujícího se obrobku přes výměnná kola.
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Frézování spojených ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
Volba upínacích prostředků a způsoby upínání jsou závislé
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 9 _ K O N T R O L A A M Ě Ř E N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 9 _ K O N T R O L A A M Ě Ř E N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 9 _ K O N T R O L A A M Ě Ř E N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Přípravky. - Co nejjednodušší a nejlehčí - Co nejvíce částí přípravku by měli být normalizované => nízká cena - Ţádné ostré hrany
 Přípravky - Pomůcky, které urychlují, usnadňují, umoţňují výrobu Základní funkce přípravků 1) Správné ustavení obrobku ) Jednoduché, pevné a rychlé upnutí obrobku 3) Správné vedení nástroje vzhledem k
Přípravky - Pomůcky, které urychlují, usnadňují, umoţňují výrobu Základní funkce přípravků 1) Správné ustavení obrobku ) Jednoduché, pevné a rychlé upnutí obrobku 3) Správné vedení nástroje vzhledem k
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Plošné měření a orýsování - test
 1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Vratidla stavitelná ČSN Držáky nástrčných výhrubníků a výstružníků ČSN
 Vratidla stavitelná ČSN 24 1126 Velikost čtyřhranu Průměr Průměr od do tělesa rukojeti Délka mm mm mm mm mm 2 4,5 12 5 125 2,5 7,1 18 8 210 3,15 6,3 18 8 210 3,55 9 27 11 310 5,6 16 40 14 400 14 31,5 78
Vratidla stavitelná ČSN 24 1126 Velikost čtyřhranu Průměr Průměr od do tělesa rukojeti Délka mm mm mm mm mm 2 4,5 12 5 125 2,5 7,1 18 8 210 3,15 6,3 18 8 210 3,55 9 27 11 310 5,6 16 40 14 400 14 31,5 78
před použitím měřidla očistíme povrchy pracovních předmětů od pilin a jiných nečistot, které by mohly měřidlo poškodit a zkreslit výsledek
 Měření úhlů Základní pojmy V technické praxi se velikost rovinného úhlu udává ve stupních, které se dělí na minuty a vteřiny. Úhly se měří buď přímo úhloměry, úhelníky, úhlovými měrkami apod., nebo nepřímo
Měření úhlů Základní pojmy V technické praxi se velikost rovinného úhlu udává ve stupních, které se dělí na minuty a vteřiny. Úhly se měří buď přímo úhloměry, úhelníky, úhlovými měrkami apod., nebo nepřímo
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
FRÉZAŘSKÉ PŘÍSTROJE MILLING FIXTURES. http://www.zjp.cz, e-mail: zjp@zjp.cz, tel.+420 583 412 057, fax +420 583 450 364 195
 RÉZŘSKÉ PŘÍSTROJ RÉZŘSKÉ MILLIN IXTURS PŘÍSTROJ MILLIN IXTURS 195 RÉZŘSKÉ PŘÍSTROJ Všechny frézařské přístroje ISON-IL jsou důkladně otestovány, přičemž musí splňovat přísné kontrolní normy ISON-IL Jen
RÉZŘSKÉ PŘÍSTROJ RÉZŘSKÉ MILLIN IXTURS PŘÍSTROJ MILLIN IXTURS 195 RÉZŘSKÉ PŘÍSTROJ Všechny frézařské přístroje ISON-IL jsou důkladně otestovány, přičemž musí splňovat přísné kontrolní normy ISON-IL Jen
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů. Parametry. Technická data
 10-4 Multimar. Univerzální měřicí přístroje Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů Použití Na měření vnějších a vnitřních rozměrů vnějších a vnitřních závitů středicích
10-4 Multimar. Univerzální měřicí přístroje Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů Použití Na měření vnějších a vnitřních rozměrů vnějších a vnitřních závitů středicích
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
OVMT Měření vnějších rozměrů
 Měření vnějších rozměrů Základní pojmy Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Zásady správného měření 1. Pro
Měření vnějších rozměrů Základní pojmy Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Zásady správného měření 1. Pro
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Význam měření druhy měřidel a způsoby měření při frézování
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výkony potřebují kvalitu.
 ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
FMO-1 FMO-2 FMO-3 FMO-4 FMO-6 FMO-7 FMO-8
 Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
1 Frézování pomocí dělicího přístroje
 1 Dělicí přístroj slouží k natáčení obrobku o příslušný úhel popř. k rozdělení obrobku na příslušný počet dílů. Rozlišujeme dělení : a) přímé b) nepřímé c) diferenciální Dělicí přístroje rozlišujeme :
1 Dělicí přístroj slouží k natáčení obrobku o příslušný úhel popř. k rozdělení obrobku na příslušný počet dílů. Rozlišujeme dělení : a) přímé b) nepřímé c) diferenciální Dělicí přístroje rozlišujeme :
11. Měření závitů. Profil metrického závitu je určen jmenovitými rozměry:
 11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
OVMT Kontrola měřidel Kontrola mikrometru
 Kontrola měřidel Kontrola mikrometru Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Posuvná měřítka Posuvná měřítka
Kontrola měřidel Kontrola mikrometru Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Posuvná měřítka Posuvná měřítka
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Upínání obrobků na soustruhu
 Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
5. Měřidla. Měření délek. Měřidla přímá
 5. Měřidla Měření délek Základní pravidla správného měření: - měřit musíme přesnějším měřidlem, než je požadovaná přesnost rozměru součásti, například při toleranci součásti 0,2 mm použijeme měřidlo s
5. Měřidla Měření délek Základní pravidla správného měření: - měřit musíme přesnějším měřidlem, než je požadovaná přesnost rozměru součásti, například při toleranci součásti 0,2 mm použijeme měřidlo s
TECHNICKÉ LABORATOŘE OPAVA, akciová společnost Kalibrační laboratoř geometrických veličin Těšínská 2962/79B, Opava
 Obor měřené : Délka Kalibrace: Nominální teplota pro kalibraci : (20 ± 2) C 1. Etalonové stupnice do 1000 mm 0,7 + 2.L [µm] KP 1.1 2. Koncové měrky (0,5 100) mm 0,08 + 0,8.L [µm] KP 1.2 3. Koncové měrky
Obor měřené : Délka Kalibrace: Nominální teplota pro kalibraci : (20 ± 2) C 1. Etalonové stupnice do 1000 mm 0,7 + 2.L [µm] KP 1.1 2. Koncové měrky (0,5 100) mm 0,08 + 0,8.L [µm] KP 1.2 3. Koncové měrky
Název školy: Střední odborná škola stavební Karlovy Vary Autor: zev materiálu: Číslo projektu: Tematická oblast : Datum tvorby:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
TECHNICKÉ LABORATOŘE OPAVA, akciová společnost Kalibrační laboratoř geometrických veličin Těšínská 2962/79B, Opava
 Obor měřené veličiny: Délka Kalibrace: Nominální teplota pro kalibraci: (20 ± 2) C 1. Etalonové stupnice do 1000 mm 0,7 + 2 L [µm] KP 1.1 2. Koncové měrky (0,5 až 100) mm 0,08 + 0,8 L [µm] KP 1.2 3. Koncové
Obor měřené veličiny: Délka Kalibrace: Nominální teplota pro kalibraci: (20 ± 2) C 1. Etalonové stupnice do 1000 mm 0,7 + 2 L [µm] KP 1.1 2. Koncové měrky (0,5 až 100) mm 0,08 + 0,8 L [µm] KP 1.2 3. Koncové
U Ústav technologie obrábění, projektování a metrologie
 U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Upínání nástrojů fréz
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Frézování tvarových ploch II
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206
 Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Přípravky. Jsou výrobní pomůcky, které urychlují, usnadňují a někdy umožňují výrobu. Základní funkce přípravků
 Přípravky Jsou výrobní pomůcky, které urychlují, usnadňují a někdy umožňují výrobu. Základní funkce přípravků Správné a jednoznačné ustavení obrobku. Pevné, rychlé a bezpečné upnutí obrobku. Správné vedení
Přípravky Jsou výrobní pomůcky, které urychlují, usnadňují a někdy umožňují výrobu. Základní funkce přípravků Správné a jednoznačné ustavení obrobku. Pevné, rychlé a bezpečné upnutí obrobku. Správné vedení
5.FRÉZOVÁNÍ. Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou.
 1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Sada 1 Klempířská technologie
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 13. Měření posuvným měřítkem a mikrometrem Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 13. Měření posuvným měřítkem a mikrometrem Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo
RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda
 RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda ŘEZÁNÍ KOVŮ I VY_32_INOVACE_OVS_3_12 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony Předmět
RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda ŘEZÁNÍ KOVŮ I VY_32_INOVACE_OVS_3_12 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony Předmět
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ
 1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
MaraMeter. Třmenový kalibr s indikátorovým úchylkoměrem 840 F / FC
 - 9-2 MaraMeter. Ukazovací měřicí přístroje MaraMeter. Třmenový kalibr s indikátorovým úchylkoměrem 840 F / FC Přehled MaraMeter 840 F. Třmenový kalibr s indikátorovým úchylkoměrem pro přesné a spolehlivé
- 9-2 MaraMeter. Ukazovací měřicí přístroje MaraMeter. Třmenový kalibr s indikátorovým úchylkoměrem 840 F / FC Přehled MaraMeter 840 F. Třmenový kalibr s indikátorovým úchylkoměrem pro přesné a spolehlivé
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
10. Frézování. Frézováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity.
 10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín,
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín,
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Použití. Rozsah měření* Rozlišení Mezní chyba Hmotnost Obj. číslo Obj. číslo vnější vnitřní (DIN 862) dřevěné mm mm mm/inch mm g pouzdro
 dřevěné mm mm mm/inch mm g pouzdro") - 10-2 Digitální univerzální posuvné měřítko 25 ES Varimeter RS232C Použití Obrázek s příslušenstvím Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení vnějších a vnitřních kuželů
- 10-2 Digitální univerzální posuvné měřítko 25 ES Varimeter RS232C Použití Obrázek s příslušenstvím Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení vnějších a vnitřních kuželů
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Řezání závitů
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání závitů Závit šroubu vznikne, navineme-li těleso závitového profilu na válec (popř. kužel) pod určitým
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání závitů Závit šroubu vznikne, navineme-li těleso závitového profilu na válec (popř. kužel) pod určitým
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
2.2.2 Mikrometrická měřidla
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 2.2.2 Mikrometrická měřidla Jsou měřidla, která pracují na principu otáčení mikrometrickým šroubem pomocí bubínku,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 2.2.2 Mikrometrická měřidla Jsou měřidla, která pracují na principu otáčení mikrometrickým šroubem pomocí bubínku,
NOVÉ VÝROBKY Měřicí stojánek v provedení Mini
 NOVÉ VÝROBKY Měřicí stojánek v provedení Mini Podrobné informace na straně 272. Ruční měřidla Stojánky pro úchylkoměry Strana 262 265 Měřicí stolky Strana 266 267 Magnetické stojánky Přístroje na kontrolu
NOVÉ VÝROBKY Měřicí stojánek v provedení Mini Podrobné informace na straně 272. Ruční měřidla Stojánky pro úchylkoměry Strana 262 265 Měřicí stolky Strana 266 267 Magnetické stojánky Přístroje na kontrolu
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Geometrická přesnost Schlesingerova metoda
 TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1
 Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_19_T_3.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka
Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_19_T_3.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka