VLIV TOPOGRAFIE TŘECÍCH POVRCHŮ NA KONTAKTNÍ ÚNAVU
|
|
|
- Věra Novotná
- před 5 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN VLIV TOPOGRAFIE TŘECÍCH POVRCHŮ NA KONTAKTNÍ ÚNAVU INFLUENCE OF TOPOGRAPHY OF RUBBING SURFACES ON ROLLING CONTACT FATIGUE DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. RADEK ZAHRADNÍK Ing. MARTIN VRBKA, Ph.D. BRNO 2010
2
3
4
5 ANOTACE Tato diplomová práce se zabývá vlivem topografie třecího povrchu na kontaktní únavovou životnost. Tento vliv je zkoumán skrze testy na nově zrekonstruované stanici R-MAT, jejíž rekonstrukce a podrobný záznam o ní je součástí této diplomové práce. Vliv je posouzen v oblasti třecích povrchů s vyšší drsností povrchů, než byly doposud zkoumány. Dále je také zkoumán vliv cílené modifikace třecího povrchu při těchto vyšších drsnostech. ANOTACION This master thesis deals with influence of topography of friction surfaces on rolling contact fatigue. This influence is examined by newly reconstructed R-MAT station, whose reconstruction and fully report about it, is part of this master thesis. Influence is examined on area with higher surface's roughness which it wasn't examined before. Further research is made on area of surfaces with topographical modification with higher surface's roughness. KLÍČOVÁ SLOVA R-MAT, kontaktní únava, kontaktní únavová životnost, topografie třecích povrchů, modifikace třecích povrchů KEY WORDS R-MAT, contact fatigue, rolling contact fatigue, RCF, topografion of friction surfaces, surface texturing BIBLIOGRAFICKÁ CITACE DLE ČSN ISO 690: ZAHRADNÍK, R. Vliv topografie třecích povrchů na kontaktní únavu. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce Ing. Martin Vrbka, Ph.D.
6
7 ČESTNÉ PROHLÁŠENÍ Prohlašuji, že jsem diplomovou práci zpracoval samostatně, za použití uvedené literatury, pod odborným vedením pana Ing. Martina Vrbky, Ph.D. V Brně dne..
8
9 PODĚKOVÁNÍ Na tomto místě bych rád poděkoval svému otci Leopoldovi Zahradníkovi, bez jehož podpory by toto dílo nikdy nevzniklo. Ze srdce Ti děkuji.
10
11 OBSAH OBSAH OBSAH 11 ÚVOD 11 1 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Přirozené vtisky Negativní dopady přirozených vtisků Pozitivní dopady přirozených vtisků Modifikace texturami na konformních površích Kontaktní únava a modifikace nekonformních povrchů 17 2 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Formulace problému Analýza problému kontaktní únavy 30 3 VYMEZENÍ CÍLŮ PRÁCE 32 4 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ D model stanice R-MAT2E Motivace tvorby 3D dat Poţadavky na 3D data Výchozí model a původní dokumentace stanice Postup stavby modelu a tvorba výrobní dokumentace Finální verze Popis funkce stanice R-MAT Rekonstrukce stanice R-MAT Výběr stanice a výchozí stav Převodové poměry Vnitřní součásti vřeten Kontaktní tlak Prokluzový systém Řídící mechanismus a průběh testu Mazací okruh U-rameno vzorku Hřídele vřeten Značení stanice Postup měření, volba testů a testovacích podmínek Metodický přístup k měření Topografie vzorku a testovacích kotoučů 51 11
12 OBSAH Testovací podmínky Vyhodnocení výsledků Metodika vyhodnocení Vyhodnocení počtu cyklů a prokluzových podmínek Vizuální vyhodnocení testovacích stop 53 5 ANALÝZA A INTERPRETACE ZÍSKANÝCH VÝSLEDKŮ Záběh stanice R-MAT2E Stabilita prokluzových podmínek Rušení řídícího panelu Mazací okruh Vyhodnocení výsledků měření Vzorek A - Nemodifikovaný třecí povrch 5% prokluz Vzorek A - Nemodifikovaný třecí povrch 0% prokluz Vzorek B - Modifikovaný třecí povrch v reţimu 5% prokluzu Souhrnné vyhodnocení Diskuze k dosaţeným výsledkům 66 6 ZÁVĚR 70 Seznam pouţitých zdrojů 71 Seznam pouţitých zkratek, symbolů a veličin 74 Seznam obrázků a grafů 75 Seznam tabulek 78 Seznam příloh 79 12

13 ÚVOD ÚVOD Ţijeme v době, kdy výkresy a rýsovací prkno nahradili 3D modeláři a monitory s velkou úhlopříčkou. CAD/CAM/CAE systémy nám umoţní vytvořit produkt, optimalizovat jeho tvar, pomocí MKP metod ověřit správnost návrhu před samotnou výrobou. Metody rapidprototypingu umoţňují snadné vytvoření i velice sloţité součásti na nečisto a poskytují pojistku pro odhalení chyb 3D návrhu. Vše výše uvedené spolu s moderními CNC stroji tvoří řetězec vysoce optimalizovaného kruhu návrhu a výroby součástí. Ale i přesto se stále setkáváme s poruchami či naprostou ztrátou funkčnosti, Obr. 1 [31]. Obr. 2 [4] ukazuje procentuální zastoupení veškerých ztrát funkčnosti výrobků ve strojírenství. Vidíme, ţe kaţdý druhý výrobek selţe díky mechanickému opotřebení. Mezi tento druh opotřebení patří i kontaktní únava, kterou známe např. z valivých loţisek. U těchto součástí se jedná o takzvaný styk dvou nekonformních těles a díky malé kontaktní ploše zde roste kontaktní tlak do řádu jednotek GPa. Pokud takto vysoký tlak narazí na větší povrchové narušení či jiný druh inperfenkce, rychle se objevuje jiţ zmíněná kontaktní únava. Obr. 1 Ztráta funkčnost převodového mechanismu vlivem opotřebení materiálu na ozubení [31] 11

14 ÚVOD Obr. 2 Rozbor procentuálního zastoupení jednotlivých příčin poruch strojírenských výrobků [4] Dnešní doba zasaţená globální finanční krizí nedopřává firmám luxus uvést na trh produkt, který by nedodrţoval smluvní podmínky ţivotnosti. Vyvstává otázka, jak uspokojit stále větší nároky na ţivotnost materiálu? Jedna z moţností, jak tyto poţadavky uspokojit je cílená modifikace topografie třecích povrchů. 12

15 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA 1 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ 1 Tvar a struktura (topografie) třecího povrchu se významně podílí na výsledném mazacím reţimu, ve kterém kontakt operuje a utváření mazacího filmu. Během provozu zařízení se topografie třecího povrchu můţe radikálně měnit. Nejčastější změnou bývá narušení povrchu vtiskem nečistot, viz 1.1. Pod pojmem cílená modifikace topologie třecího povrchu si lze představit záměrné vytváření miniaturních vtisků do třecích povrchů. Tyto modifikace se provádějí jak u konformních, tak nekonformních povrchů. Existují dva úhly pohledu a tyto vtisky. Můţeme na ně pohlíţet jako na koncentrátory napětí nebo jako na zásobníky maziva, které zlepšují třecí podmínky při zhoršených mazacích podmínkách (smíšený či mezní mazací reţim). Zde nastává problém, zjistit, které vlivy převládají a do jaké míry je můţeme dále ovlivnit. 1.1 Přirozené vtisky Negativní dopady přirozených vtisků Přirozenými chápeme takové vtisky, které se na površích objevují nezáměrně a jsou např. pozůstatky z technologických operací. Negativní dopady narušení třecích povrchů nejsou pro tribologii jiţ ničím novým. Známe je jiţ desítky let. Tato narušení jsou zapříčiněna nejčastěji kontaminací maziva různými nečistotami, zpravidla prachem, pozůstatky po výrobě či různých technologických operací. Mezi nejnebezpečnější kontaminace patři kusy materiálu z třecích ploch, které se od nich oddělili. Tyto nečistoty mývají nejhorší dopady a mohou vzniknout dvojím mechanismem. První je tzn. Hladící proces, při záběhu součásti, kdy povrchové nerovnosti se opotřebovávají při záběhu a prvních kontaktech kov na kov. Druhý a mnohem závaţnější je stav, kdy dochází k odlupování větších vrstev materiálu. To se děje díky propagaci trhlin inicializovaných z povrchových nerovností hlouběji do materiálu a následuje oddělení této vrstvy. Tento jev nazýváme pitting, popř. spalling. Pitting/Spalling jako takový trvale vyřazuje strojní součást z provozu Obr. 1-1 Znázornění tvorby nepřípustného makropittingu z ještě přípustného mikropittingu [4] 13

16 PŘEHLED SOUČASNÉHO POZNÁNÍ Pokud se pitting objeví na součástech s kalenými povrchy, dojde často k oddělení pouze kalené vrstvy. Pokud nedojde k zachycení těchto nečistot ve filtračním systému, způsobí tyto tvrdé částice další, velice váţná, narušení povrchů na ostatních součástech, které kontaminovaný mazací okruh obsluhuje a tímto je také můţe trvale vyřadit z provozu. Obr. 1-2 Mechanismus tvorby pittingu/spallingu vlivem podpovrchových nehomogenit v materiálu [4] Obsáhlý výzkum v této oblasti provedl Harvey P. Nixon a jeho kolegové. Sestavili metodu pro účinnější odhad dopadů kontaminace specifickými druhy znečištění. Tuto metodu nazvali "Debris Signature Analysis - Analýza otisku nečistoty" Obr. 2-3 [27]. 14
![FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Obr. 1-3 Schéma metody Debris Signature Analysis [27] Obr.](/docs-images/91/107181726/images/17-2.jpg "1-4 Rozdíly tvaru vtisku dle materiálu nečistot v mazivu [27] Tuto metodu poté dále pouţil Nixon, Fox, Cogdell a další v [28], kde se pomocí dané metodiky snaţili o odhad ţivotnosti loţisek, které")
17 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Obr. 1-3 Schéma metody Debris Signature Analysis [27] Obr. 1-4 Rozdíly tvaru vtisku dle materiálu nečistot v mazivu [27] Tuto metodu poté dále pouţil Nixon, Fox, Cogdell a další v [28], kde se pomocí dané metodiky snaţili o odhad ţivotnosti loţisek, které pracují v různě kontaminovaných podmínkách. Vycházeli z druhu nečistot, se kterými se loţisko přijde do styku. Vyhodnotili tvar povrchových narušení, sestavili numerický model rozloţení kontaktního tlaku (viz Obr. 2-5) a na základě tohoto rozloţení odhadli ţivotnost dle metodiky, kterou vypracovali v [29]. Takto získané výsledky porovnali s experimentálními. Toto srovnání můţeme vidět opět na Obr

![Akamatsu a jeho kolegové jako první poukázali v [24] na pozitivní dopady přítomnosti vtisků na kontaktní únavovou](/docs-images/91/107181726/images/18-2.jpg "ţivotnost v smíšeném a mezném reţimu mazání.")
18 PŘEHLED SOUČASNÉHO POZNÁNÍ Obr. 1-5 Srovnání ţivotnosti zjištěné experimentálně, resp. odhadem [28] Pozitivní dopady přirozených vtisků Akamatsu a jeho kolegové jako první poukázali v [24] na pozitivní dopady přítomnosti vtisků na kontaktní únavovou ţivotnost v smíšeném a mezném reţimu mazání. Pozorovali zvýšení ţivotnosti, pokud na třecím povrchu převládalo nesouměrné a zároveň negativní rozdělení tvaru povrchu, viz Obr Obr. 1-6 Rozdělení tvaru povrchu dle [24]. 16
19 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA V práci [25] Nakatsuji a Mori předvedli na ozubení z uhlíkové oceli pozitivní dopady elektrolytického leštění povrchů zubů na jejich odolnost proti pittingu. Nárůst ţivotnosti takto ošetřených povrchů je zapříčiněn jednodušší tvorbou mazacího filmu, jenţ byla podpořena přítomností oxidačních a fosforečných směsí v kontaktu a také mnoha mikro-póry. Kvantifikovali nárůst této ţivotnosti jako 1,5 násobek ţivotnosti oproti povrchu s běţným broušením a rovněţ ukázali na skutečnost, ţe jiné neţ běţné broušení nemá praktický dopad pro tento druh oceli a její odolnost proti tvorbě pittingu. Na tuto práci autoři dále navázali další [26], kde se jiţ nezaměřili přímo na kontakt ozubených kol, ale na kontakt uhlíkové oceli obecně včetně skluzu. Došli k obdobným závěrům, jako v [25]. Vrstvy oxidů a fosforečnanů omezují kontakty kov na kov při záběhu a po jejich opotřebení stále zůstává mnoţství mikro-pórů, které usnadňují tvorbu mazacího filmu. Právě toto vede k větší odolnosti proti pittingu, čili také únavové ţivotnosti. 1.2 Modifikace texturami na konformních površích Myšlenka cílené modifikace třecích povrchů se zrodila na základě výzkumu dopadů přirozených vtisků. U konformních povrchů pitting/spalling přímo nenastává, jelikoţ konformní styk těles se vyznačují velkou stykovou plochou, čili se nevytváří tak vysoké Hertzovi tlaky. Opotřebení se však zde objevuje velice často. Stav poznání je rozvinut do stádia širokého průmyslového pouţití modifikací texturami, kde se tyto textury nanášejí pomocí laseru přes stínítko. Typickou součástí, která se takto modifikuje, jsou pístní krouţky, které jsou z tribologického hlediska značně namáhány. Tyto povrchy trpí vysokým opotřebením, které je způsobeno neustálým střídám doběhu, rozběhu a reverzace chodu. Zde právě je pole působnosti textur. Vtisky, které na površích plní úlohu zásobníku maziva, vypouštějí ve směru působení převládající unášecí síly mazivo. Toto emitované mazivo zvětšuje lokálně tloušťku filmu a omezuje počet kontaktů kov na kov. 1.3 Kontaktní únava a modifikace nekonformních povrchů V předchozím odstavci bylo autorem řečeno, ţe kontaktní únava se objevuje především na nekonformních površích, a právě tímto směrem jsou v současné době zaměřeny výzkumy, zabývající zvýšením kontaktní únavy. Avšak samotné dedikované testy kontaktní únavy, se provádějí sporadicky a pouze na několika pracovištích. Často se vyskytují sdruţené analýzy, kdy se zkoumá vliv těchto textur na tloušťku mazacího filmu, rozloţení kontaktního tlaku a sekundárně se zkoumá vliv na kontaktní únavu, resp. inicializaci pittingu v blízkém okolí vtisku. Je nutné podotknout, ţe počet pracovišť limitují především časová náročnosti takovýchto testů, jelikoţ výsledky jsou velice variabilní kvůli mnoţství faktorů, které je ovlivňují, coţ je nutné promítnout v počtu testů. Jedním z těchto vlivů je reţim, ve kterém kontaktní plochy operují. Na základě pokusů [6] byla vyslovena myšlenka, ţe dopad uměle vytvořených vtisků na třecích površích se mění na základě mazacího reţimu, ve kterém povrchy operují, tj. blahodárný vliv při špatných mazných podmínkách, resp. nepříznivý nebo ţádný vliv při dobrých mazacích podmínkách
20 PŘEHLED SOUČASNÉHO POZNÁNÍ Obr. 1-7 Dopady zatíţení na mikro-ehd mazací reţim za přítomnosti vtisků na povrchu [6] V práci [9] se autoři zabývali hlouběji problematikou vtisků. Sledovali tvorbu, tvar a projevy vtisku. Vyslovili teze, ţe přírodní vtisk (vytvořený kontaminací maziva) se plasticky zdeformuje během několika prvních cyklů. Příčné a podélné rýhy jsou bezpečnější neţ kónické a jehlanovité vtisky. Zbytkové napětí po vytvoření vtisku pozitivně ovlivňuje ţivotnost, ramena vtisku (Obr. 2-13), coţ jsou silně plasticky zdeformovaná okolí vtisků, které vyčnívají do prostoru, přenášejí na povrch největší kontaktní tlaky a jsou hlavními inicializátory spallingu. Spalling byl v těchto experimentech inicializován v blízkosti zadní hrany vtisku. Obsáhlá studie Néliase a Villeho [2], které však byla zaměřena vtisky, které se vytvářejí přirozeně, obsahovala stacionární i nestacionární analýzu EHD liniového dotyku. Autoři ukázali na to, ţe tlaková špička se řídí směrem skluzu. To znamená, ţe se objevuje na přední, respektive zadní hraně vtisku, přičemţ tento efekt záleţí na průměrném kontaktním tlaku a zdali tento tlak stačí na to, aby mazivo transformovalo do sklovatělého nebo kvasi-pevného stavu, coţ jsou ovšem důsledky čistě hydrodynamických principů kontinua. Stanovili vzorec, pomocí kterého lze určit hrubý odhad kritické hodnoty skluzu, při které budou mít stykové plochy stále ještě neomezenou ţivotnost. Dále ukázali, ţe odolnost materiálu vůči kontaktní únavě se značně zmenšuje i při velice malé hodnotě skluzu. 18
21 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Obr. 1-8 Vymezení 3 mazacích reţimů na základě 3 různých velikostí vtisku. (a) Kvasihladký EHD reţim, nerovnost povrchu je plně absorbována elastickou deformací povrchu. (b) Mikro-EHD reţim bez kavitace. (c) Mikro-EHD reţim s kavitací s vysokou tlakovou špičkou. V dalším zkoumání kontaktní únavy nekonformních povrchů [1] pouţili autoři netradiční tvar vtisku. Identor měl tvar pyramidy a mikro-vtisky měli tvar čtyřúhelníku (oproti běţnějším kruhovým a elipsovitým tvarům). Své poznatky shrnuly do 4 hlavních poznatků: Mikro-vtisky dokáţou úspěšně pomoci při záběhu, předchází hrubým kontaktům kov na kov, zmenšují oblast zasaţenou pettingem a zadírání při vysokém zatíţení nebo přetíţení stroje. Tyto dopady přisuzovali efektu emitace maziva z olejových kapes, které se vytvoří v povrchové textuře. Následující studie [12], která je zaměřena na vliv topografie povrchu za smíšeného reţimu mazání prokázala jasný vliv drsnosti povrchu na kontaktní únavu. Největší únosnost prokázali nejhladší povrchy s minimem povrchových defektů. Další článek [16] je zaměřen na porovnání měření rozloţení tlaku okolo vtisku s numerickými modely. Objevují se uţ známá fakta o tlakové špičce, coţ je však názorně předvedeno na numerických modelech i na praktických pokusech, viz Obr Bylo upozorněno na to, ţe napětí roste směrem k povrchu. Naměřené tlakové špičky korespondovaly s numerickými hodnotami. Podle toho bylo usouzeno, ţe teoreticky zjištěná smyková napětí v kontaktu jsou odhadnuta poměrně přesně. Proto je tedy moţné ověřit autory nově vytvořené kritérium pro kontaktní únosnost, které je zaloţeno na porovnání kontaktní tvrdosti a lokálního limitu. Toto kritérium 19

22 PŘEHLED SOUČASNÉHO POZNÁNÍ zkoumá propagaci smykových napětí v dislokacích a materiálu obecně, za pouţití elastické teorie chování materiálů. Toto kritérium však nelze pouţít k vyhodnocení sníţení kontaktní únavy. Obr. 1-9 Rozloţení maximálních smykových napětí v okolí vtisku. [16] D. Nélias a jeho kolegové se v další práci [14] zaměřili na vytvoření experimentálního procedury, pomocí které lze vyhodnotit ţivotnost oceli. Tento postup testovali na dvou typech oceli a to 32CrMoV13 a M50. Na vzorky z těchto ocelí nanášeli 3 různě dimenzované vtisky. Dále numericky modelovali proces vtisku, jeho zatíţení a zbytková plastická napětí, které po tomto procesu zbudou okolo vtisku. Experimentální numerická analýza ukázala, ţe ocel M50 je mnohem náchylnější k inicializaci pittingu neţ je loţisková ocel 32CrMoV13 a tyto výsledky podpořili reálnými experimenty. Výsledky obou typů analýz se shodovaly. Rovněţ došli k závěrům, ţe obvodové napětí má malý vliv a skluz velký vliv na kontaktní únavu. Pro jednotlivé materiály stanovili parametr IR limit, který je závislý na podmínkách provozu, materiálu samotném a lze ho pouţít jako projev daného materiálu na podnět zárodku pittingu, který se na něm vytváří za přítomnosti vtisku. Tato studie také potvrdila neblahý vliv skluzu na odolnost proti vzniku pittingu. 20


23 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Obr Znázornění dopadu počtu cyklů na oblast za vtiskem. S přibývajícím počtem cyklů se oblast narušení rozšiřuje dále od hrany vtisku. [14] Další vývoj v problematice kontaktní únavy [21] byl nasměrován ryze praktickým směrem. Autoři si vytyčili cíl, vytvořit razící nástroj pro tvorbu přesných textur na větší rozloze. Tento praktický pokus ukázal, ţe problémy se neskrývají v ryze mechanické povaze problému (tlakové špičky, skluz), ale i ryze praktické. Jako základ pro nástroj byla pouţita litografie na křemíkovém wafferu, potaţeném vrstvou diamantového opozitu vtisku, která se pokovila niklem. Vyvstávaly však problémy s touto vrstvou, která byla moc měkká a plasticky se deformovala, samotný nástroj, který jinak fungoval dobře, však nevydrţel větší počet cyklů raţení. Obr Detail vtisků Petterssonova a Jacobsonova razícího nástroje. [21] 21
. Obr. 1-13 Plastické rameno, které vznikne při vniknutí indentoru.")
![Výška ramena h b.[14] Toto rameno silně ovlivňuje kontaktní únavu a to i při malých rozměrech (tj. méně neţ 1 mikrometr).](/docs-images/91/107181726/images/24-1.jpg "Tyto ramena vytvoří na jinak hladkém okolí výraznou povrchovou nerovnost a multiplikují nominální hodnotu tlaku. Na zadní straně vtisku vzniká tlaková špička, která inicializuje pitting.")
24 PŘEHLED SOUČASNÉHO POZNÁNÍ Obr Vlevo detail razícího nástroje; vpravo pohled na hotovou texturu. [21] Článek [22], který byl publikován krátce po [21], je zaměřen na vliv plastického ramena, které vytvoří okolo vtisku (Obr. 2-13). Obr Plastické rameno, které vznikne při vniknutí indentoru. Výška ramena h b.[14] Toto rameno silně ovlivňuje kontaktní únavu a to i při malých rozměrech (tj. méně neţ 1 mikrometr). Tyto ramena vytvoří na jinak hladkém okolí výraznou povrchovou nerovnost a multiplikují nominální hodnotu tlaku. Na zadní straně vtisku vzniká tlaková špička, která inicializuje pitting. Tento efekt byl ověřen pomocí dalších vzorků, které byly dále po vytvoření textury dále povrchově upravovány, tj. byly odstraněny ramena vtisku, coţ se pozitivně projevilo na odolnosti proti inicializaci pittingu. V práci [13], která byla zaměřena na pozorování tloušťky mazacího filmu při EHD reţimu mazání za přítomnosti mikro-textury, byl pozorován efekt skluzu na emitaci maziva z olejové kapsy, která se ve vtisku vytvoří. Podobnou prácí je i článek [24], který byl publikován později a ve kterém je navíc k experimentálnímu měření, 22

25 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA přidány numerické analýzy. Závěry obou se shodovaly. Autoři ukázali, ţe při podmínkách čistého valení nemají mikro-textury přílišný vliv na tloušťku mazacího filmu. Jakmile však nastoupí skluz, dochází k narušení distribuce filmu a kolísání jeho tloušťky. Můţe se však objevit i jeho protrţení při hlubokém vtisku. Autoři však také dodávají, ţe při mělkém vtisku nastává lokální zvýšení tloušťky mazacího filmu. Při opuštění maziva z kapsy, se zvýší jeho viskozita a takovéto mazivo elasticky deformuje povrch. Směr této propagace je dán směrem skluzu. A. Nakajima a T. Mawatari přišli s podnětnou prácí [15], která se však netýkala přímo textur, ale pouze kontaktní únavy jako takové. Opět potvrdili, ţe se zvyšujícím se poměrem skluzu, se počet cyklů, do vzniku makro-pittingu rapidně zmenšuje. Nicméně přispěli názorem, ţe skluz způsobuje i termální projevy, které se také podílejí neblaze na kontaktní únavě. Také vytvořili 3D model tlakové špičky pro různé hodnoty skluzu. Obr D model tlakové špičky pro hodnoty skluzu s = 0% nahoře, resp. s = -0,6% dole. Na svou předchozí práci [13] navázali Křupka a Hartl dalším článkem [5], který byl zaměřen na nekonformní povrchy za smíšeného mazání. Ukázali podobný závěr, který byl jiţ v [24] a to, ţe mělké vtisky způsobí lokální zvýšení mazacího filmu. Tento lokální nárůst omezí počet mikrokontaktů kov na kov. Díky tomuto se tribologické vlastnosti smíšeného mazacího reţimu značně zlepšují. U této studie byl také proveden test kontaktní únavy. Výstupem tohoto testu byla bezpečná hloubka vtisku, při které se negativně neprojeví na kontaktní únavě. 23

26 PŘEHLED SOUČASNÉHO POZNÁNÍ Obr Ukázka měření tloušťky mazacího filmu. Bílá čárkovaná čára ukazuje rovinu řezu, ve které je vyhodnocována tloušťka mazacího filmu (graf vpravo). Mělké vtisky působí jako zásobníky maziva a zvětšují lokální tloušťku mazacího filmu. [13] Následující článek zasvěcený kontaktní únavě [10] přinesl spousty zajímavých poznatků. Autoři provedli několik experimentů, ve kterých zkoumali vliv umělých vtisků na inicializaci pittingu za pouţití různého mazacího média, tj. oleje a mazacího tuku. Sestavili numerické modely pro ověření těchto testů. Detailně popsali, jak pracuje mechanismus opotřebení, který byl do jisté míry stejný pro obě maziva. Rameno vtisku se velice rychle opotřebí a jeho výška kvapně klesá na určitou hodnotu, na které jiţ setrvává. Poté díky velkým tlakovým špičkám, které vznikají při průchodu kontaktu vtiskem na jeho výstupních hranách, dochází k vysokým plastickým deformacím, které vyústí do inicializace trhliny a k její volné propagaci do hloubky. Zde se začali experimenty s olejem a mazacím tukem rozcházet, protoţe při pouţití oleje a plně kapalinového mazání je parametr menší neţ při pouţití mazacího tuku. To znamená, ţe za pouţití oleje nastává smíšený mazací reţim, díky kterému je opotřebení větší a silně plasticky zdeformovaný materiál, tj. zárodky trhlin, zmizí. Toto se však při pouţití mazacího tuku neděje, zde je plný mazací film, oddělující obě třecí plochy a zárodky lehce propagují do materiálu. Numerické analýzy potvrdily lokace tlakových špiček, které korespondují s lokacemi, které byly zjištěny experimentálně. Tyto rozdílné mechanismy podporuje i práce [10]. 24

27 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Dále autoři popsali závislost, kdy při zvýšení úhlu propagace trhliny, se zvýšila hodnota součinitelů napětí K I a K II. V poslední řadě autoři přišli se zajímavou myšlenkou, ţe vtisky a jejich efekt urychlení tvorby a propagace trhlin by mohly slouţit jako porovnání odolnosti vzorků při určitých operačních podmínek, čím samozřejmě nejde nahradit zkoušky na Charpiho kladivu atp., coţ tvůrci této myšlenky sami dodávají. Obr Srovnání objemu opotřebení mazacího tuku a oleje. [10] Rozvinout poznatky mechanismu tvorby pittingu (spallingu, flakingu) za přítomnosti umělých vtisků se pokusili T. Ueda a N Mitamura v [18] na testech valivých tělísek. Přinesli nový poznatek o tom, ţe tangenciální síla akceleruje vznik trhlin a ţe pozici trhliny určuje její směr. Tato síla generuje významné tlakové, resp. tahové napětí na výstupním, resp. vstupní hraně vtisku (Obr. 2-17). Důvod, proč se trhliny objevují na hnaných součástech, na výstupních hranách vtisků je právě to, ţe zde je shoda ve směru skluzu se směrem valení a nastává zde nejlepší podmínky pro šíření trhliny. Zvětšení únavového ţivota autoři dosáhli opakovanou reverzací tangenciální síly, s tím spojených přetvoření, která zamezila šíření trhlin. Toto šíření ovlivňuje i viskozita maziva, která při vysokých hodnotách sniţuje ţivotnost. Modifikovanou studii kontaktní únavy předloţili W. Wang a jeho kolegové v [20], kdy studovali chování vtisků do keramiky za podmínek kontaminovaného maziva. Při svých výpočtech popsali zajímavý jev, kdy keramická kulička s vytvořenou strukturou produkuje, tzn. "hladící efekt." kdy keramický povrch vyhladí povrchové nerovnosti na ocelových površích (drahách valivých elementů) a tím pozitivně ovlivní únavovou ţivotnost. Toto lze docílit např. výměnou jednoho elementu ve valivém loţisku za keramický. 25
28 PŘEHLED SOUČASNÉHO POZNÁNÍ Obr Znázornění směru tangenciální síly a jejího vlivu na pohyb materiálu. S přibývajícím výzkumem na poli kontaktní únavy, vyvstala potřeba spolehlivého systému popisu geometrie vtisku, která by byla vyuţita při optimalizaci tvarů a velikostí. Tento systém přinesli G. Stackhowiak a P. Podsiadlo, kteří v [7] vypracovali systém na 3D charakterizaci, klasifikaci a optimalizaci povrchových textur. Jednu z posledních hlubších analýz přirozených vtisků, které vzniknou při kontaminaci maziva, provedli E. Antaluca a D. Nélias v [19]. Jejich práce se skládá z 3 hlavních částí: Nejprve se zaměřili na zjištění zbytkového napětí a deformací pro procesu vytvoření vtisku pomocí numerického modelu. Dále provedli nestacionární analýzu zatíţení vtisku v průběhu zátaţného cyklu pomocí elasticko-plastického řešiče. Nakonec pomocí multi-osového Dang Vanova kritéria (Obr. 2-18) vyhodnotili míru negativního dopadu vtisku na kontaktní únavu. Vyčíslili řádově hodnoty hydrostatických tlaků, které vznikají v oblasti povrchového důlku. Upozornili na velikost plastických deformací, které mohou dosáhnout aţ 70% za předpokladu stejné tvrdosti nečistot, která tento vtisk vytváří a ţe tento projev musí být brán v potaz při sestavování počátečních podmínek pro simulaci cyklických zatíţení. K tomu kvantifikovali míru plastických deformací, které vniknou cyklickým opakováním zátěţového cyklu, které se však pohybují v řádech procent a nejsou jiţ tak nebezpečná. 26
29 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Obr Multi-osové Dang Vanovo kritérium. Poslední rozsáhlý výzkum modifikovaných textur přinesli M. Vrbka a kol. v [33]. Autoři zde podrobně zkoumali vliv hloubky vtisku, hustoty vtisků a rozloţení textur, Obr Obr Ukázka textur při testech v [33]. 27
30 PŘEHLED SOUČASNÉHO POZNÁNÍ V této práci byl zjištěn jasný vliv hloubky vtisku, hustoty textury na kontaktní únavovou ţivotnost. Na Obr. 2-20, kde jsou vyobrazeny výsledky jednotlivých textur z Obr dokazují, ţe hloubka vtisku hraje zásadní roli při tvorbě kontaktní únavy. Textury T1, T3 a T4 mají hloubku vtisku okolo 0,6 µm a textura T2 hloubku 1,45 µm. Dále textury T3 a T4 mají dvojnásobnou hustotu vtisků a dosáhly ţivotnosti cca dvanáctinásobně vyšší vůči netexturovaným povrchům. Autoři toto navýšení vysvětlují sníţením kontaktů kov na kov vzájemných povrchových nerovností díky emitaci maziva z prostoru vtisků. Obr Výsledky kontaktní únavové ţivotnosti ze [33]. Textury jsou znázorněny na Obr Vzor rozloţení vtisků po povrchu nemá hmatatelný vliv, kvůli malé oblasti (Obr. 2-21), které je ovlivněna při nízké hladině prokluzu. Avšak při vyšších hodnotách prokluzu, kde by mazivo putovalo dále od hranice vtisku, by rozloţení textury mohlo hrát roli. Obr Znázornění velikosti oblasti ovlivněné emitaci maziva ze vtisků při prokluzu 5%. 28
31 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA I kdyţ se po všech zde přednesených výsledcích můţe zdát, ţe jiţ ledacos známe, opak je pravdou. Stojí před námi spousty problémů, především jak efektivně vyuţít textury na nekonformních třecích plochách, jak je ekonomicky tyto povrchy vytvářet mechanickou cestou a zdali se hodí i pro jiné druhy materiálů neţ kovy. Jinými slovy, je zde spousty prostoru k výzkumu a vývoji. 29
32 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA 2 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA 2.1 Formulace problému Mazání texturovaných ploch je velice specifický a komplikovaný problém, zahrnuje spousty různých fyzikálních mechanismů a není lehké ho zkoumat. Princip modifikací texturami se osvědčil na konformních površích, kde dosahujeme velkých úspor [17] a byl úspěšně převeden do praxe. U nekonformních povrchů je situace sloţitější především kvůli vyšším kontaktním tlakům, coţ způsobuje jevy, které se obtíţně zkoumají a popisují. Pro stanovení funkce jakou textury plní na nekonformních površích, musíme do úvahy vzít také velké mnoţství vedlejších faktorů (viz kapitola 2.2). Proto je důleţité zcela přesně navrhnout tvar (hloubku) vtisku, hustotu a jejich uspořádání na třecím povrchu, aby převládaly pozitivní vlivy. 2.2 Analýza problému kontaktní únavy Dnes je známo hned několik faktorů, které ovlivňují funkčnost textur na nekonformních površích od nebezpečných koncentrátorů k bezpečným mazacím kapsám. Víme, ţe především hloubka vtisků textur ovlivňuje zásadně jejich funkci a proto musí být volena patřičnou obezřetností. Jo to však i tvar vtisku, operační podmínky, druh zvoleného maziva, které je pouţito. Plastické zhuštění materiálu okolo hran vtisku ramena, přenášení velké kontaktní špičky a jsou suţovány mnohými plastickými deformacemi, které ústí v počáteční inicializaci trhlin a pokud tyto povrchy operují v mazacím reţimu s plným mazacím filmem, např. pokud je pouţit mazací tuk místo oleje, nebo nedochází k časté reverzaci chodu, tyto zárodky se "neodpotřebují", tj. nevymizí působením přirozeného opotřebení. Nabývají na velikosti a dále propagují do materiálu. Dochází tak ke pittingu/spallingu. Dalším faktorem, který silně ovlivňuje chování třecích povrchů je skluz, u kterého je jedno, zdali hovoříme o texturovaných nebo netexturovaných površích, skluz má negativní dopad vţdy. V podmínkách čistého valení se kontaktní únava projevuje ve velice omezeném měřítku a materiály jak je známe dnes, jsou v reţimu čistého valení značně trvanlivé. Bohuţel většina strojních zařízení nepracuje v podmínkách čistého valení, ale s prokluzem. I při velice malé hodnotě skluzu nastává rapidní sníţení cyklů do vzniku makropittingu. Tento pokles je způsoben především vznikem nebezpečných smykových napětí, vysokými teplotami, které tak následně vyvolávají další deformace. Obecně tak nastávají nestacionární změny v chování stykových ploch. Zatím nedokáţeme najít účinné řešení, které by kompenzovalo sníţenou ţivotnost. Pokud se snaţíme docílit nejvyšší kontaktní ţivotnosti, vyţaduje to zkusit mnoho různých přístupů a provést řadu testů. Kombinace průměrů, hloubky a hustoty vtisků tvoří nepřeberné mnoţství moţností samo o sobě a modifikace topografií povrchů je zatím jenom jeden směr, kam se můţeme ubírat. Na Ústavu konstruování se pro výzkum kontaktní únavové ţivotnosti pouţívají stanice R-MAT minulého století a autor je vyuţije i pro tuto diplomovou práci. Největší komplikace při výzkumu texturovaných povrchů, je čas. Testy kontaktní únavy jsou časově velice náročné. Zvláště pokud volíme nízké procento prokluzu a bereme v potaz všechny moţné skutečnosti uvedené výše. Na zařízeních typu R- MAT probíhají zkoušky materiálů podle zátěţných podmínek od cca 30 hodin u při 20% prokluzu aţ po 35 dní u 0 % prokluzu, viz Tab. 2-1 a 2-2. Stanice byly zkonstruovány v 70. letech, dnes jimi disponuje ÚK a zrekonstruovány jsou 2. 30
33 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA Vyjma stanice R-MAT2C, jsou všechny určeny pro zkoušky v reţimu čistého valení. Dnešní výzkumy jsou zaměřeny na smíšený reţim valení a smýkání. Kapacita pro výzkum kontaktní únavy se prozatím jeví jako nedostatečná. Doba potřebná k relevantním vědeckým závěrům je neúnosně dlouhá. Zkrácení této doby je moţno snadno docílit navýšením počtu stanic, schopných realizovat prokluzové podmínky. Veličina Hodnota Jednotka Průměr kotouče 139 mm Průměr vzorku 9,6 mm Otáčky kotouče 496 ot/min Otáčky vzorku 7181,6667 ot/min Průměrná životnost vzorku 1,32E+07 cyklů Délka testu 30,6 hod Veličina Hodnota Jednotka Průměr kotouče 145 mm Průměr vzorku 9,6 mm Otáčky kotouče 660 ot/min Otáčky vzorku 9968,75 ot/min Průměrná životnost vzorku 4,54E+08 cyklů Délka testu 31,6 den Tab. 2-1, 2-2 Odhad délky testu na základě hodnot uvedených v [4]. 31
34 VYMEZENÍ CÍLU PRÁCE 3 VYMEZENÍ CÍLŮ PRÁCE Hlavním cílem této práce je posoudit vliv topografie třecího povrchu na kontaktní únavu. K posouzení tohoto cíle budou sloţit testy kontaktní únavové ţivotnosti v smíšeném reţimu valení a smýkání na stanicích R-MAT. K tomu je však zapotřebí rekonstruovat další stanici. Rekonstrukce dalšího stanice R-MAT je tudíţ dílčím, avšak i stěţejní cíl této DP. Dá se předpokládat, ţe v budoucnu by mohla nastat potřeba další rekonstrukce. Parametrický model stanice R-MAT by případnou další rekonstrukci velice usnadnil. Tudíţ dalším dílčím cílem této práce je sestavit parametrický model zařízení R- MAT, který byl potencionálně vyuţitelný v budoucnu. Musí být vytvořen jednotný systém vedení technické dokumentace napříč verzemi, ve kterých je zpracována, musí být respektovány moderní trendy v oblasti počítačové podpory konstruování (dále jen CAD) a přitom zachována nutná pracovní pruţnost zpracování při úkolu tohoto typu. Zařízení musí být schopno realizovat prokluzy 0%, 5%, 10%, 15% a 20% při vyvození libovolného tlaku v kontaktu do maximální hodnoty 5GPa. Pokud nyní hovoříme např. o prokluzu 5%, je tím myšlena nominální hodnota prokluzu vřeten, ke které se skutečná hodnota bude přibliţovat v rámci desetin procenta. Realizace těchto prokluzů musí být jednoduchá a systematická s ohledem na bezpečnou manipulaci se vzorkem. Při konfiguraci zařízení nesmí docházet ke kontaktům vzorku a testovacích kotoučů či existovat jiná moţnost narušení struktury povrchu vzorku. Otáčky pevného vřetena musí být v rozsahu od 600 do 700 ot/min. Elektromotor stanice R-MAT2E se musí samovolně odpojit od sítě na základě uţivatelem definované hladiny vibrací bez ovlivnění dalších stanic. Vliv topografie třecích povrchů je problematika, která vysoce převyšuje rámec diplomové práce. Tuto problematiku studuje mnoho vědeckých týmů, po celém světě. V této diplomové práci se autor zaměří na chování třecího povrchu při drsnosti vzorku R a = 0,1 µm, resp. R a = 0,4 µm na testovacích kotoučích. Budou provedeny série testů s cílem zjistit počet cyklů do narušení funkční plochy vzorku makropittingem. Tyto testy poběţí v reţimu čistého valení, 5% prokluzu s nemodifikovaným třecím povrchem a také v reţimu 5% prokluzu s modifikovaným - texturovaným třecím povrchem. 32
35 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ 4 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ 4 Rekonstrukce je vhodné rozdělit do několika etap. První bude sestavení 3D parametrického modelu v prostředí AutoCAD Inventor 2010 (dříve Autodesk Inventor) s vyuţitím jiţ existujících 3D dat z předchozích let. Toto bude zahrnovat analýzu 3D modelu nerekonstruované stanice R-MAT2C, výměnu komponent, které se liší u stanice R-MAT2E, zapracování konstrukčních změn a prokluzového systému. Vše s vyuţitím moderních trendů v počítačové podoře konstruování. Druhá etapa bude spočívat v samotné realizaci rekonstrukce zkušební stanice. Bude muset být rozebrána, vyčištěna a vyměněny opotřebované díly. Poté osazena prokluzovým systémem, přepojen řídicí systém a znova sestavena. Tato etapa bude zahrnovat tvorbu výkresové dokumentace jako podklad pro výrobu nových součástí, resp. úpravy stávajících. Poslední etapa se bude sestávat z vyladění stoje, prověření funkčnosti mazacího oběhu, systému vibrací, zjištění prokluzových podmínek, které panují mezi kotouči a vzorkem, a příprava na ostré testování vzorků. Tato etapa bude podrobněji rozebrána v kapitole 5.1. Druhá část, měření kontaktní únavové ţivotnosti bude rozčleněna na 5 etap. První etapa bude spočívat v návrhu metodického přístupu k měření, stanovení testovacích podmínek a způsobu vyhodnocení. Tato etapa je rozebrána 4.4 a 4.5. Druhá z nich bude cílena na realizaci 6 měření nemodifikovaného třecího povrchu v reţimu 5% prokluzu. Třetí etapa zahrnuje provedení 3 testů s texturovanými stopami v reţimu 5% prokluzu. Čtvrtá etapa spočívá v realizaci 6 aţ 7 testů (podle aktuálních možností) na nemodifikovaném třecím povrchu v reţimu čistého valení. Poslední etapa má za cíl provést souhrnné vyhodnocení výsledků, kterých bude dosaţeno v druhé aţ čtvrté etapě, viz kapitola D model stanice R-MAT2E V laboratoři kontaktní únavy se nachází 6 stanic pro radiální zkoušky materiálu. Je na snaze myšlenka, ţe časem nemusí ani 2 rekonstruované stanice stačit na pokrytí potřeb vědecko-výzkumné činnosti ÚK. Před započetím jakýkoliv rekonstrukčních prací je nezbytné vypracovat kompletní 3D model. Autor měl k dispozici 3D dokumentaci k nerekonstruované stanici R- MAT2C, která je však konstrukčně odlišná, samotná dokumentace obsahuje chyby a je vytvořena nesystémovým způsobem, který znemoţňuje její snadné pouţití v případných dalších rekonstrukcích a to do té míry, ţe se musí vytvořit zcela nová sestava Motivace tvorby 3D dat Pokročilé průmyslové procesy se bez nativních 3D dat jiţ neobejdou. Typický proces návrhu produktu spočívá v rychlém zachycení myšlenky, vytvořením parametrického modelu, provedením MKP analýzy, případnou změně návrhu aţ pro tvorbu vstupních dat pro CNC obráběcí centra. Nativní 3D model je pojítkem při všech těchto činnostech. I kdyţ je dílna ÚK co do technologických operací velice skromná, tyto trendy se uplatní i zde. Snadno modifikovatelný model stanice by v mnohém zmenšil úsilí při rekonstrukci další stanice, dále by bylo moţno provést pevnostní či harmonickou analýzu a zmapovat testovací podmínky podrobněji


36 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Poţadavky na 3D data Autor si stanovil tyto poţadavky a cíle, při tvorbě nové 3D dokumentace: Model musí být bez chyb vnitřního uspořádání dat Výkresová dokumentace bude provázána s modely pro snadnou modifikovatelnost Vazba součástí a podsestav modelu bude realizováno skrze skutečné vazebné prvky stanice popř. pevně definovanou pomocnou geometrii Součásti budou v modelovém stromu systematicky rozčleněny pro přehlednost a snadnou práci s pohledy v pracovním prostředí Komponenty, které lze vytvořit pomoci generátorů součástí, a jsou vytvořeny ručně, budou nahrazeny generovanými součástmi Výchozí model a původní dokumentace stanice Z první rekonstrukce stanice R-MAT2C pochází i původní dokumentace. Její autor odvedl značný kus práce při kompletaci jednotlivých součástí, avšak nectil systémový přístup a nebyl brán potaz na pozdější vyuţití těchto dat. Hlavní sestava hlásí chyby i hned po otevření, je z velké části neparametrická a bez potřebné adaptivity. Obsahuje ručně vytvořené součásti, které lze vygenerovat automaticky. Sestava jako taková je modelem nerekonstruované stanice a konstrukční změny jsou realizovány zcela jiným modelem, bez vazby na model stanice. Výkresová dokumentace vyrobených součástí je řešena sloţitým postupem, který zahrnuje export pohledů do programu AutoCAD a úpravy v tomto prostředí, coţ vede ke k opětovným ručním zásahům místo automatických úprav. Krom jiného obsahovala také značné mnoţství chyb, co se týká geometrických tolerancí, které byly předepisovány v rozmezích, ve kterých se nenacházejí ani tolerance výrobních strojů dílny Ústavu Konstruování. Obr. 4-1 Rozdíl virtuálního a skutečného modelu. 34


37 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr. 4-2 Ukázka modelu stromu předchozí dokumentace Postup stavby modelu a tvorba výrobní dokumentace Autor se nastudování původní dokumentace se s ní pokusil dále pracovat, brzy však tuto myšlenku opustil a dospěl k závěru, ţe lze pouţít pouze součásti jako takové a hlavní sestavu, včetně podsestav je třeba vytvořit zcela znova. Prostředí AutoCAD Inventor 2010 obsahuje jiţ mnoho různých pracovních prostředí, která jsou optimalizována pro jistý druh práce. Autor se jich rozhodl vyuţít maximální moţnou formou. Součásti, které šlo vytvořit pomocí interních akcelerátorů, ale nebyly takto vytvořeny, byly nahrazeny. Mezi tyto součásti patří např. rám stroje nebo hřídele vřeten. Stanice R-MAT obsahuje cca 300 unikátních součásti a hlavní sestava je rozčleněna do 30 podsestav. Sestavování podsestav ze součástí byl kladen značný důraz na systematičnost vazeb, respektovaní reálných dosedacích ploch a moţnost bezproblémové výměny komponenty bez rozpadu zbytku vazeb. Umisťovaní podsestav bylo realizováno především pomocí prvků, které k tomu slouţí i na fyzickém modelu (středící kolíky, šrouby). Pro výkresovou dokumentaci autor vytvořil šablony výkresů, razítek a vnitřní normu Styl normy pro prostředí AutoCAD Inventor, aby byly v souladu s normami technického kreslení dle ČSN a s interními poţadavky na technickou dokumentaci Ústavu konstruování. Při kreslení výkresové dokumentace byly brány v potaz moţnosti dílny a technické limity výrobních strojů



38 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr. 4-3 Ukázka vazbení podsestav. Vazby jsou umisťovány na prvky z fyzického modelu k tomu určené Finální verze Konečná verze sestavy stanice R-MAT2E obsahuje přes 250 unikátních dílů, celkově však přes 500. Modelový strom byl pro přehlednost rozčleněn do sloţek podle normalizovaných součástí a všechny komponenty byly vazbeny pokud moţno intuitivně se spojitostí k reálným vazbám. Autorovi není znám způsob jak v prostředí AutoCAD Inventor 2010 vymodelovat reálně chovající se lano nebo řemen. Tyto součásti jsou vytvořeny pomoci parametrických délek, které jsou adaptivní na plochy, ke kterým dosedají, coţ je však ve skutečnosti nereálné chování. Tato atypická adaptivita je jediným nedostatkem finálního 3D modelu stanice R-MAT2E. Obr. 4-4 Náhled na kompletní sestavu zepředu, resp. zezadu. 36

39 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr. 4-5 Detail umístění vzorku. 4.2 Popis funkce stanice R-MAT Stanice R-MAT (zkratka z Radiální zkoušky materiálu) byla původně zkonstruována čistě pro reţim čistého valení s třecím převodem mezi kotouči a vzorkem a s úpravami se vůbec nepočítalo. Testovací vzorek se umístí do U-ramene, kde se můţe volně otáčet. Z jedné strany je opřen o pevné vřeteno a z druhé strany se přitlačí k sobě pohyblivým vřeteno. Pivot závaţí je spojen ocelovým lankem přes kladku k tomuto vřetenu. Poţadovaný kontaktní tlak determinuje hmotnost závaţí, viz Obr. 28. Vzorek se volně otáčí mezi kotouči. Libovolné testovací místo vzorku, projde za jednu otáčku kotouče cca 15krát (přesněji v převodovém poměru) do styku s třecí plochou kotouče a to navíc dvojnásobně, jelikoţ jsou 2 místa dotyku. Po narušení povrchu dojde k nárůstu vibrací, které zaznamená senzor umístěný na čelisti U- ramene vzorku. Vyhodnocovací stanice akcelerometru vyšle signál do relé v řídící skříni stanici, které ji odstaví. Trvanlivost vzorku (kontaktní únavu) je vyhodnocena na základě délky běhu stroje. Délka zkoušky se odečítá v minutách z čítače na řídící skříni všech stanic R-MAT. Po kaţdém testu se tento čítač musí manuálně vynulovat. Počet cyklů se na základě délky trvání testu, znalosti rozměrů vzorku a kotoučů spočte jednoduchým výpočtem, viz Tab Obr. 4-6 Schematické znázornění stanice R-MAT Veličina Hodnota Jednotka Průměr vzorku 9,6 mm Průměr kotouče 145 mm Převodový poměr 15,1 - Otáčky vřetena 668 ot/min Otáčky vzorku 10089,6 ot/min Délka testu 5000 min Počet cyklů vzorku 1,01E+08 cykly Tab. 4-1 Tabulka přepočtu naměřeného času na počet otáček vzorku. 37

40 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr. 4-7 Znázornění vřeten (ţlutě), lanového převodu (červeně) v částečně rozebraném stavu 4.3 Rekonstrukce stanice R-MAT Výběr stanice a výchozí stav V laboratoři kontaktní únavy se nachází 5 nerekonstruovaných stanic R-MAT. Stanice A byla vyřazena z výběru na základě doporučení R. Konečného (vedoucí dílny ÚK a bývalý pracovník na stanicích R-MAT, pozn. autora), stanice B je vyhrazena pro 0% prokluz, stanici D má nefunkční čerpadlo mazacího okruhu, stanici F chybí drobné součástí, jako jsou víčka či pojištění konců hřídelů. Autor vybral pro rekonstrukci stanici E kvůli funkčnosti čerpadla maziva a bezproblémovému chodu elektromotoru. Dále tato stanice má všechny drobné součásti a je snadno přístupná, protoţe je situována ve středu laboratoře a je k ní dobrý přístup ze všech stran. Autor doporučuje pro další rekonstrukci stanici R- MATF Převodové poměry R-MATE je zkonstruována s 2 převody, viz Tab a Obr Převod 1 vede od elektromotoru s výkonem 500 W a otáčkami 1500 ot/min z řemenice 1 (ţlutý rámeček), na mezihřídel (červený rámeček), kde se nachází spojená řemenice 2 a 3. Z řemenice 3 vede převod 2 na řemenici 4 (oranţový rámeček), která se nachází na pevném vřetenu. 38

41 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Veličina - Popis Hodnota Jednotka Otáčky elektromotoru 1500 ot/min Průměr řemenice 1 - Řemenice elektromotoru 82 mm Průměr řemenice 2 - Řemenice mezihřídele pro motor 92 mm Průměr řemenice 3 - Řemenice mezihřídele pro vřeteno 192 mm Průměr řemenice 4 - Řemenice vřetena 152 mm Otáčky mezihřídele 1337 ot/min Otáčky pevného vřetena 1058 ot/min Otáčky požadované ot/min Tab. 4-2 Původní převodové poměry stanice R-MAT2E. Obr. 4-8 Znázornění převodů na stanici R-MAT2E Autor se rozhodl pro docílení poţadovaných otáček vyuţít kombinaci stávajících řemenic. Řemenice elektromotoru zůstala zachována, řemenice 3 bude konstrukčně upravena na samostatnou řemenici a bude jí osazeno pevné vřeteno. Tím vznikne jednoduchý převod, s cca 660 ot/min na pevném vřetenu. Veličina Hodnota Jednotka Průměr kotouče 145 mm Průměr vzorku 9,6 mm Otáčky kotouče 638 ot/min Otáčky vzorku 9636 ot/min Průměrná životnost vzorku 1,00E+08 ot Délka testu 7,21 den 39
42 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Tab. 4-3 Odhad délky testů při 10 8 cyklech vzorku na stanici R-MAT2E. Obr. 4-9 Schéma zátěţného mechanismu na stanici R-MAT2E. Obr Statické uvolnění zátěţného mechanismu R-MAT2E Vnitřní součásti vřeten Z důvodu absence záznamu servisní kontroly a nutnosti vyměnit hřídel pohyblivého vřetena, která jiţ byla připravena z minulé rekonstrukce, byla stanice rozebrána do úrovně, kdy zbyl pouze rámu stroje s elektromotorem a čerpadlovým motorem, upínací deska a pouzdry vřeten. Nebylo odhaleno ţádné poškození vnitřních součástí, byla pouze vyměněna stará loţiska za nová, vloţena nová hřídel pohyblivého vřetena a s tím spojené nové víčko vřetena, které musí být průchozí. Ostatní součásti byly pouţity ve stavu, v jakém byly před rozebráním. 40


43 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Pevné vřeteno před (vlevo) a po rekonstrukci (vpravo) Kontaktní tlak Vzorek materiálu je pevně sevřen mezi testovacími kotouči pevného a pohyblivého vřetena. S pevným vřetenem nelze nijak manipulovat, pohyblivé vřeteno lze odklopit, z důvodu bezpečné manipulace se vzorkem. Ten je mezi kotouči vřeten sevřen přítlačnou silou, která je vyvozena závaţím, které je přes lano uchyceno k pohyblivému vřetenu. Dotyk vzorek-kotouč je řešen jako bodový, typ válec-koule s eliptickou kontaktní plochou. Obr ukazuje zjednodušený statický rozbor mechanismu. Na základě tohoto rozboru autor vytvořil parametrický výpočet F g = f (p m ) v programu MathCAD 14, kde potřebná tíhová síla F g je funkcí kontaktního tlaku p m. Autor vyuţil interaktivních stránek [32], Obr. 4-12, která umoţňuje snadný výpočet kontaktního tlaku a vygenerování postupu výpočtu do programu MathCAD a autor tento rozšířil o výpočet neznámé síly F g. Při výpočtu bylo zanedbáno tření na kladce, elastičnost lana a nestacionalita kontaktu vzorekkotouč. Výpočet umoţňuje jednoduše stanovit hmotnost závaţí pro libovolný kontaktní tlak. Výpočet je zaloţen na Hertzově teorii popsané v [34] a principech statiky kontinua

44 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Ukázka web aplikace pro stanovení kontaktního tlaku Prokluzový systém Jak jiţ bylo zmíněno v bodu 4.2, stanice byla konstruována na reţim čistého valení s čistě třecím převodem. V situaci, kdy chceme vyvodit potřebný prokluz, musíme vnutit pohyblivému vřetenu jasně dané otáčky, které závisí na hodnotě prokluzu. Toto musí být realizováno pomocí převodu s dostatečnou silou vůči třecímu převodu vřeten a vzorku, bez nulového prokluzu na tomto převodu. Toto je moţno realizovat pouze pomocí převodu s ozubenými koly, řetězovým převodem nebo pomocí převodu s ozubeným řemenem. Prokluzový systém musí být realizován tak, aby umoţňoval proměnlivou osovou vzdálenost mezi vřeteny, která se mění při manipulaci se vzorkem nebo jeho výměně. Rozsah pohybu pohyblivého vřetene je v rozsahu dotyku kotouče o vzorek a dorazu. Během celého tohoto rozsahu se musí vřeteno plynule a samovolně pohybovat z jedné pozice do druhé. Nesmí se stát, ţe by tah v napnutém řemenu přetáhl vřeteno z koncové pozice na dorazu k vzorku a hrozilo tak narušení testovací stopy. Ozubený převod nelze pouţít kvůli velkým osovým vzdálenostem obou vřeten. Řetězový převod byl jiţ neúspěšně testován. Stanice R-MAT2C prodělala celkově 2 rekonstrukce. Jednu ranou rekonstrukci, o které autor nemá ţádné podrobnější informace. Během ní byl na stanici umístěn řetězový převod pro vyvození podmínek smíšeného reţimu. Řetězový převod se však neosvědčil, byl zdrojem vysoké míry hluku a trpěl značným opotřebením, poruchovostí a způsoboval velké vibrace, které 42

45 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ znesnadňovali měření. Poté byla provedena řádná rekonstrukce Bc. Popelkou, ve které byl řemenový převod nahrazen ozubenými řemeny se stejnou strukturou rozloţení řemenic. Tato koncepce se osvědčila dnes jiţ během 2letého provozu. Autor tuto koncepci nastudoval a vyhodnotil jako realizovatelnou i na stanici R- MATE, viz bod Z výše uvedených skutečností je prokluzový systém realizovaný jako dvojitý. Pevné vřeteno je roztáčeno hlavním elektromotorem na otáčky 670 ot/min. Na hřídel pevného vřetena je za velkou řemenici nasazena malá řemenice. Tato řemenice determinuje prokluz, jak bude později vysvětleno. Z této řemenice spolu zabírá pomocí ozubeného řemene HTD 5M 535 s mezikusem, který je ve vhodně zvolené pozici připevněn k upínací desce. Dále je tento mezikus spojen dalším ozubeným řemenem HTD 5M 375 který vnucuje otáčky pohyblivému vřetenu v pevně daném poměru vůči otáčkám pevného vřetena. Poměr otáček obou vřeten je vyvozen z realizovaného prokluzu. Pro kaţdou hodnotu prokluzu je určena jiná řemenice, s jiným počtem zubů, která se nasazuje na pevné vřeteno. Tab. 4-4 ukazuje souhrn řemenic pro dané prokluzy, počty zubů, polotovary a řemeny, které je nutno pouţít k spřaţení s mezikusem. Obr Znázornění prokluzového systému. Červený rámeček řemenice pevného vřetena, zeleně mezikus a ţlutě pohyblivé vřeteno. Prokluz Řemenice Polotovar Řemen 5% 42z HTD 5M 44z HTD 5M % 40z HTD 5M 44z HTD 5M % 38z HTD 5M 44z HTD 5M % 36z HTD 5M 44z HTD 5M Tab. 4-4 Souhrn rozměrů řemenic prokluzového systému. 43

46 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Při posuvu pohyblivého vřetene z jedné koncové polohy do druhé je změna osové vzdálenosti promítnuta do napjatosti řemene HTD 375. Chybou tohoto uspořádání je, ţe maximální napětí v řemenu není v testovací pozici vřetena, ale na dorazu v manipulační pozici. Bohuţel však uspořádání stroje neumoţňuje jinou pozici mezikusu, jelikoţ by buď součásti kolidovali s ostatními součástmi stanice, nebo by řemenový převod z pevného vřetena na mezikus neměl přímou cestu. Celý systém by se tak musel překonstruovat, viz bod Obr Pohyblivé vřeteno v manipulační pozici vlevo, resp. v testovací pozici vlevo Řídící mechanismus a průběh testu Stanice R-MAT jsou vybavena od výroby jednoduchým řídícím mechanismem, sestávajíce se ze snímače vibrací na U-rameni vzorku, svodem do svorkovnice (Obr. 4-15) na boční stěně. Tato svorkovnice je spojena s řídící skříní Obr. 4-16, na kterou jsou napojeny všechny stanice R-MAT. Řídící skříň se sestává z bloku START/STOP tlačítek pro stanice, počítadel minut a ovládání vypínacího mechanismu. Tento mechanismus pracoval s analogovými prvky a mez se nastavovala obsluhou zkusmo dle zkušeností a individuality dané stanice. 44




47 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Svorkovnice, která spojuje řídící skříň stanic a konkrétní elektromotor dané stanice. Obr Řídící skříň vlevo, svorkovnice stanice R-MAT2E vpravo v rámečku. Doba existence se však neblaze podepsala na všech výše uvedených částech. Ovládací prvky řídící skříně se pozbyly z velké míry na účinnosti a moţnost seřizovat ovlivňovat s nimi chování zařízení jsou velice mizivé. Snímač stanice R- MATE byl vyřazen z provozu úplně. Působení času a UV záření způsobilo ztvrdnutí a křehkost ochranného plastového obalu, který ztratil svůj svou funkci. Došlo tak k přetrţení vedení snímače, Obr

48 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Zničený snímač vibrací. Autor však od začátku počítal se zcela jiným snímačem vibrací. Při předchozích rekonstrukcí byl pouţit akcelerometr ATW04 s monitorovací jednotkou VDT02-A od firmy Viditech, jenţ se osvědčil. Akcelerometr předává údaje o kmitání U-ramene vzorku a teplotě okolí monitorovací jednotce, která po dosaţení uţivatelem nastavené mezi vyšle signál k odpojení dané stanice od sítě. Průběh vibrací je moţno online sledovat pomocí výrobcem dodané aplikace, Obr Skrze ni lze také nastavovat mezní hodnoty zrychlení (vibrací) či třídit data a sledovat trendy sledovaných veličin. Na stanici R-MATB akcelerometr jiţ nemá praktické vyuţití a byl přemístěn na R- MATE. Větší problém vyvstal s přepojením samotného kanálu B jednotky VDT02-A v řídící skříni k jednotce R-MATE. Autor nemá dostatečnou odbornou kvalifikaci pro práce s elektroinstalací a nyní není na Ústavu konstruování nikdo, kdo by řídící skříni rozuměl a věděl přímo, jak systém funguje. Vedoucímu Ing. Vrbkovi se nakonec podařilo sehnat původní obsluhu, která rovněţ stojí za přepojením stanice R-MAT2C a autor tyto úpravy pečlivě zdokumentoval a zpracoval do návodu, na jehoţ základě je moţné libovolné přepojení stanice. Toto přepojení by však měl provést odborně školený personál. 46


49 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Náhled ovládacího softwaru řídící jednotky VDT02-A Mazací okruh Mazací okruh je realizován pomocí čerpadla, zásobníku oleje a potrubí. Čerpadlo a zásobník jsou uloţeny v prostorech rámu stanice pod upínací deskou a potrubí se dělí na 2 části, přívodní a odvodní část. Přívodní část začíná u zásobníku maziva, dále do čerpadla a pokračuje skrze upínací desku nahoru, kde se rozvádí a zásobuje mazivem vnitřní prostory obou vřeten, loţiska vzorku a mazací hubice. Odvodní část vede od obou vřeten, mazacích hubic a misky U-ramene vzorku do upínací desky, kde se v jednom odpadním kanálu slévá a hromadně odvádí zpět do zásobníku, viz Obr Mazací trubice se naplňují postupně mazivem a přes plyšové knoty, které nasáknou olejem, lubrikuje funkční plochy kotouče. Čerpadlo bylo před rekonstrukcí v pořádku a bylo tudíţ zachováno. Musely být však vyměněn zásobník maziva kvůli usazeninám a potrubní rozvody. Toto potrubí je zhotoveno z plastových trubiček a léta provozu a UV záření se projevila na její plastové hmotě, která ztvrdla, zkřehla a byla zanesená usazeninami. Původní mazivo bylo vyměněno za nový olej Renolin MA22, který je pouţit i u stanice R-MAT2C Obr Schéma mazacího okruhu [4] 47


50 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ U-rameno vzorku Během testu je vzorek pevně umístěn v čelistích U-ramena vzorku. Tato součást musí plnit 3 hlavní funkce: Umoţnit bezpečnou manipulaci se vzorkem Zamezit axiálnímu posuvu vzorku, aby byla drţena testovací stopa Přenášet vibrace do akcelerometru, který je na něm umístěn Na stanici R-MATE se s tímto ramenem obtíţně manipuluje při axiálním posuvu ve vodících lištách, coţ sice není v nesouladu s ţádným z výše uvedeným bodem (právě naopak), stěţuje to však práci obsluze, která musí vyvinout značnou sílu pro přesun z jedné stopy na druhou. Technologická operace nepřipadá v úvahu, dílna není vybavena na tak přesné broušení povrchů. Autor se pokusil tento nešvar vyřešit nahrazením U-ramena z jiné stanice, bohuţel ty jsou vyrobeny na míru dané stanici a nelze je takto snadno zaměnit. Autor také rameno kompletně rozebral, vyčistil a promazal, bohuţel taky bez výsledku. Bylo dospěno k závěru, ţe drţák je vyroben s velkým přesahem na vodících plochách a s tímto stavem je vhodnější se smířit a seznámit obsluhu. Obr U-rameno vzorku s detailem Hřídele vřeten Původní hřídele obou vřeten jsou velice podobná, liší jen zakončením na jednom z konců. U pohyblivého vřetena hřídel končí ještě v samotném pouzdru a je zavíčkována neprůchozím víčkem. Hřídel pohyblivého vřetena je delší, o má o jednu funkční plochu více pro nasazení velké řemenice. Na začátku rekonstrukce byla autorovi předána spolu s 3D daty také jiţ nová hotová hřídel z předchozí rekonstrukce pro pohyblivé vřeteno. Tato hřídel je delší a má funkční plochu na řemenici prokluzového systému. Pro pevné vřeteno měl autor 2 moţnosti. Buď vyrobit novou delší hřídel, na kterou by se rozměrově vešla jak velká řemenice hlavního pohonu, tak i řemenice prokluzu. Druhá moţnost byla pouţít stávající hřídel a vyřešit nedostatek prostoru pro nasazení obou řemenic. První moţnost autor brzy zavrhl z důvodů obtíţné realizovatelnosti technických operací spojené s výrobou nové hřídele. Dílna Ústavu konstruování není vybavena 48

51 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ dostatečně přesnými stroji pro výrobu v potřebných tolerancích, nedisponuje kalírnou, bruskami pro vybroušení funkčních ploch a není ani vybavena pro přesné měření geometrických tolerancí. Proto autor zavrhl i jiné uspořádání prokluzového systému nebo zcela novou variantu, která by vyřešila problémy zmíněné např. v kapitole Problém druhé moţnosti byl v tom, ţe řemenice neměla pod sebou dostatečné mnoţství plochy hřídele pro pevné nasazení. Stejná situace panuje na stanici R- MAT2C a vyvolaná házení malé řemenice o cca 1mm v radiálním směru. Tento nedostatek byl vyřešen zkrácením osazení hlavní řemenice, coţ uvolnilo prostor pro nasazení řemenice prokluzu. Do vzniklé dutiny (Obr. 4-20) bylo vsunuto víčko s dráţkou pro pero, které je axiálním tlakem z přepjatého šroubu připevněno k hřídeli a zamezení rotace je vyřešena perem, Obr Obr Dutina, která vznikne kvůli nedostatečné délce původní hřídele pevného vřetena. 49

52 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Náhled zajištění řemenice prokluzu Značení stanice Původní označení stanice R-MATE, které tato stanice neslo, se vztahuje k původní funkci stroje. Po rekonstrukci autor zvolil označení R-MAT2E, které je v souladu s označením stanice R-MAT2C. Toto nové značení je také pouţito na výkresové dokumentaci a je dále pouţito v textu a autor jím odlišuje stav stanice před a po rekonstrukci. 4.4 Postup měření, volba testů a testovacích podmínek Metodický přístup k měření Princip měření byl jiţ zmíněn v kapitole 4.2 a Cílem testu je změřit počet cyklů vzorku do porušení struktury povrchu v dané stopě. Způsob, jakým je stanice zkonstruována (malý vzorek, velký testovací kotouč) determinuje pravděpodobnost tvorby pittingu především na vzorku, i kdyţ pitting kotouče nemůţe být vyloučen. Hodnoty těchto cyklů se mohou lišit v řádech desítek procent. Tvar a počet pittingu hraje také svou roli. Proto je potřeba jasně odlišit testovací stopy mezi sebou a správně je přiřadit naměřeným údajům. Autor zpracoval detailní metodiku postupu měření (Příloha č. 1), tento postup zahrnuje přípravu k měření, systém členění testovacích stop, deník testů, sled jednotlivých kroků při průběhu testu, manipulace se vzorky atd. Dodrţení tohoto postupu zamezuje chybám, které by mohly vzniknout. 50
53 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Zde na tomto místě je vhodné vysvětlil systém členění testovacích stop. Ty přísluší jednotlivým vzorkům, které jsou číslovány abecedně velkými písmeny počínaje A a příslušné stopy se odlišují římskými číslicemi, počínaje I. Vzorek se označí centropenem na osazení pro loţisko na straně blíţe k senzoru vibrací. Jednotlivé stopy se značí v místě stopy bez pittingu po skončení testu a před spuštěním nového. Toto značení je taktéţ součástí přílohy č Topografie vzorku a testovacích kotoučů Všechny předchozí testy, které byly provedeny na stanicích R-MAT v posledních letech, byly provedeny s třecími povrchy, které byly vyrobeny na nízkou drsnost povrchu okolo R a = 0,1 µm. Takto kvalitní povrchy se však zpravidla v praxi nenacházejí a drsnost funkčních ploch součástí se nachází v rozmezí od 0,1 µm do 0,8 µm. Pro testy kontaktní únavy byly zvoleny právě drsnosti v tomto rozmezí. Testovací kotouče jsou vybroušeny na R a = 0,4 µm a testovací vzorek na R a = 0,1 µm. K posouzení vlivu textur na kontaktní únavu je potřeba výše uvedenou drsností zjistit nejprve průměrnou ţivotnost vzorku s netexturovaným či jinak modifikovaným povrchem. Proto bude nejprve měřena ţivotnost vzorku za reţimu 5% prokluzu a poté s 0% prokluzem v reţimu čistého valení na stejném vzorku. Toto zajistí jasnou prokazatelnost a vyloučení vnějších vlivů. Počet testů je tímto omezen na cca 14 moţných testovacích stop. Tento vzorek je označen jako vzorek A jemu příslušné testovací stopy římskými čísli II. aţ XIV. Po ukončení těchto testů bude zkoumán vliv textury na kontaktní únavovou ţivotnost. Pouţití vhodně zvolené modifikace nekonformně zakřiveného povrchu se jeví jako účinná metoda pro zvýšení kontaktní únavové ţivotnosti, stejně jak je tomu u konformních povrchů. Je třeba však zdůraznit vhodně zvolené, jelikoţ tyto textury sestávajíce z uměle vytvořených vtisků do třecích povrchů ovlivňují rozloţení hertzova tlaku v kontaktní oblasti a mohou způsobit pravý opak sníţení kontaktní únavové ţivotnosti. Stanice osazena novým vzorkem - vzorek B, se 3 stopami, které jsou modifikovány kaţdá stejnou texturou, Obr Obr Znázornění testovacích stop vzorku B. Tyto stopy jsou modifikované po celém svém obvodu, hloubka vtisků je 1,45 µm, průměr jednotlivých vtisků cca 65 µm. Tato textura byla vybrána Ing. Vrbkou na základě jeho pokusů na stanici R-MAT2C. Prokazovala v měřeních provedených v [33] nejvyšší kontaktní únavovou ţivotnost. 51
54 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Testovací podmínky Všechny autorem provedené testy a jejichţ výsledky, jeţ jsou součástí této diplomové práce, byly provedeny se zátěţí, které vyvozuje kontaktní tlak 4 GPa, jako mazivo slouţil minerální olej Renolin MA22 s dynamickou viskozitou 0,021 Pa při 40 C a tlakově-viskózním koeficientem 15 GPa -1. Materiál vzorků i kotoučů je stejný a to AISI Při testech čistého valení byly sejmuty oba řemeny prokluzového systému. Pro kaţdou stopu byly pouţity nové kotouče, z důvodu omezení zmatečných tesů, kdy nastane pitting na kotoučích a ne v testovací stopě vzorku. Průběh testů byl autorem zaznamenáván do Deníku testů, jenţ je k nalezení v příloze č. 3. Všechny testy byly provedeny stejnou metodikou, která je popsána v příloze č. 1 - Metodický přístup k měření. Dodrţení tohoto přístupu má předcházet zmatečnosti měření, chyb z nepozornosti (především zaměnění testovací stopy s jinou) a usnadnit vyhodnocení. 4.5 Vyhodnocení výsledků Metodika vyhodnocení Vyhodnocení je vedeno dvojím směrem. První spočívá ve statistickém vyhodnocení počtu cyklů do porušení a ve vyhodnocení poměrů prokluzových podmínek. Druhý směr je vizuální vyhodnocení fotografií testovacích stop, kde se vyhodnocuje tvar pittingu, počet a umístění na stopě a stopy samotné, viz další kapitola Vyhodnocení počtu cyklů a prokluzových podmínek Tento směr spočívá v sestavení statistických souborů pro jejich vyhodnocení. Jednotlivá měření jsou rozčleněna do souborů podle prokluzu topografie třecího povrchu. V souboru se vyhodnocuje počet cyklů do porušení s danou hodnotou. Výsledkem jsou souhrnné grafy ţivotnosti vzorku v daných podmínkách. Dále prokluzové podmínky, které panují na třecím povrchu. Ty se vyhodnocují ve 2 bodech (Obr. 4-23), v místech dotyku obou vřeten a vzorku. Stanoví se obvodové rychlosti, jejich vzájemné poměry a vypočte se prokluz na základě obvodových rychlostí [4]. Dle teorie, by měla nastat rovnováha, čili obvodová rychlost by měla odpovídat průměru rychlostí kotoučů a otáčky být ve středu rozmezí otáček, které je vymezeno otáčkami pevného vřetena a pohyblivého vřetena přenásobených převodovým poměrem mezi daným vřetenem a vzorkem. Výsledkem v tomto případě jsou tabulky s rozdělením prokluzů pro jednotlivé body a jejich srovnáním s teoretickou hodnotou. Zpracování je provedeno pomocí softwaru Microsoft Excel
55 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Schéma stanice R-MAT2E s kontaktními body. [4] Vizuální vyhodnocení testovacích stop Po ojetí všech testovacích stop je vzorek vyjmut z U-ramene a jsou odstraněna loţiska pomocí přípravku - Obr Vzorek se mechanicky označí na čele osazení pro loţiska u strany blíţe senzoru. Poté je očištěn od nečistot acetonem a vloţen pod mikroskop Nikon SMZ800, Obr Tento mikroskop disponuje redukcí na druhý výstup, kde se nachází speciální objektiv se standardním bajonetem firmy Nikon. Zde je moţno připevnit libovolnou digitální zrcadlovku značky Nikon. Pozorovatel najde skrze pozorování okulárem cílovou stopu, zaostří a sejme snímek. Čísla snímku jsou zaznamenány pro konkrétní stopu a později v PC je celá sada snímků zpětně rozčleněna pro jednotlivé stopy. Pro zhotovení snímků v této práci byl pouţit digitální zrcadlovka Nikon D50, jenţ má tu výhodu, ţe výrobce k ní dodává infračervené dálkové ovládání ML-L3, které umoţňuje zhotovit snímek bez dotyku těla fotoaparátu. Tato vlastnost je velice vhodná, jelikoţ sebemenší chvění senzoru fotoaparátu by vedlo k nepouţitelným snímkům. Toto by se muselo obejít skrze zpoţděnou expozici, která by však vedla k enormnímu nárůstu času, potřebného k zhotovení snímků, coţ by kladlo neúměrné nároky na pozornost pozorovatele a hrozily by chyby při přiřazování názvů fotek ke stopám



56 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Obr Model přípravku na odstranění loţisek. Obr Soustava mikroskopu a fotoaparátu pro zhotovení fotografií testovacích stop. 54
57 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ 5 ANALÝZA A INTERPRETACE ZÍSKANÝCH VÝSLEDKŮ 5.1 Záběh stanice R-MAT2E Stabilita prokluzových podmínek Záběh stanice se ukázal být z hlediska prokluzových podmínek velice problematický. Řemeny HTD 5M se vyrábějí pouze v typizovaných řadách a není tudíţ moţnost pouţít řemen s ideální délkou, ale je nutné zvolit vhodný kompromis. Řemeny, které se na stanici R-MAT2C ukázali jako vhodné a fungující, na stanici R-MAT2E neplnili funkci. Délka je větší, neţ by bylo potřeba. Zuby řemene přeskakovali přes řemenici a ve výsledku nebyl dodrţen stabilní prokluz na poţadované hladině nebo prokluz nebyl realizován vůbec a nastal reţim čistého valení. Tento problém byl posléze vyřešen změnou pozice pohyblivého vřetena. Tím se uvolnil prostor pro větší manipulaci s mezikusem, který tak mohl být umístěn do nové pozice, kde budou oba řemeny prokluzového systému dostatečně napnuté pro správnou funkčnost Rušení řídícího panelu Jak jiţ bylo řečeno, toto zařízení je v provozu jiţ řadu let a prakticky bez údrţby. Autor byl svědkem během práce na R-MAT2E několika jevů, kdy stanice zaznamenala rušení či signály ze všech stanic, i kdyţ nebyly v provozu. Tyto jevy vykazovaly nahodilé chování. Tyto jevy by však neměly ovlivnit měření na stanicích R-MAT2E a R-MAT2C. S určitostí to však vyloučit nejde a autor doporučuje vţdy kontrolovat testovací stopu, zda došlo odpojení stanice z důvodu dosáhnutí meze vibrací či jiného důvodu Mazací okruh Při úvodních testech na prázdno, které byly provedeny, aby se do stanice napumpoval olej, se ukázala netěsnost mazacího okruhu. Do potrubí se dostávalo značné mnoţství vzduchu a přívod oleje byl minimální. Na vině byla špatná hubice u čerpadla, která byla vyměněna za novou a zbylé ponechány. Při delším odstavení stanice hladina oleje v mazacích hubicích klesne a mazací knoty, které slouţí pro přenesení maziva na testovací plochy obou kotoučů, které by měly být stále nasáknuty mazivem, jsou suché. Před kaţdým testem je tudíţ nutno tuto hladinu doplnit a knoty nasát olejem. Dále bylo zjištěno, ţe tyto knoty jsou příliš přitlačeny na kotouče a zahřívají je. Autor tyto knoty nahradil zcela novými, které vyrobil 8mm kratší, coţ usnadňuje nasazování kotoučů a omezuje jejich zahřívání a přitom zachovává funkci Vyhodnocení výsledků měření V následujících body obsahují souhrnné vyhodnocení výsledků, kterých bylo při měření dosaţeno. Jsou rozčleněna na tři kategorie, podle topografie a třecího reţimu. Ve výsledcích je diskutován nominální prokluz, jmenovitý prokluz, skutečný prokluz a prokluz Σ. Prokluz nominální je hodnota, která věcně odlišuje konstrukčně různé převody pro vyvození různého procenta prokluzu mezi vřeteny, viz Nominální hodnota není při testu dosaţena. Na realizaci prokluzového systému jsou pouţity ozubené řemeny, které mají typizované řady, a nelze přímo vyvodit prokluz o stanovém procentu, pouze přibliţnou hodnotu
58 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Jmenovitý prokluz je hodnota prokluzu v daném testu pro obě vřetena bez uvaţování třecího převodu mezi kotouči a vzorkem. Svou hodnotou se blíţí nominálnímu prokluzu. U nominálního prokluzu 5%, jmenovitý prokluz fluktuuje okolo hodnoty 4,7%. Skutečný prokluz se liší od jmenovitého tím, ţe při jeho vypočtu jsou zohledněny průměry nasazených kotoučů. Jinak řečeno převodový poměr v třecím převodu kotouč-vzorek-kotouč. Tento skutečný prokluz mezi vřeteny se můţe lišit aţ o několik procent (stopa A-II.), ale pokud jsou pouţity kotouče, které se svými průměry příliš neliší, blíţí se jeho hodnota jmenovitému prokluzu. Autor předpokládal značný vliv tohoto prokluzu na měření, coţ se však nepodařilo prokázat. Více v kapitole 5.3. Prokluz Σ je vypočtený na základě obvodových rychlostí a slouţí k analýze rovnováhy třecích poměrů mezi body dotyku kotoučů a vzorku Vzorek A - Nemodifikovaný třecí povrch 5% prokluz Tyto testy byly provedeny jako první, v testovacích stopách II. aţ VII. Stopa I. nebyla zahrnuta do výsledků, jelikoţ se v této stopě testoval chod stanice R-MAT2E. Znázornění poloh testovacích stop na vzorku A je k vidění na Obr. 5-1 včetně ukázek narušení povrchů, které ve stopách nastalo. Tab. 5-1 obsahuje souhrn nejdůleţitějších údajů z měření, vyhodnocení jmenovitého a skutečného prokluzu mezi vřeteny. V grafu 5-1 je vidět přehled stop II. aţ VII. s příslušnými hodnotami cyklů do porušení spolu se skutečnými hodnotami prokluzu. Tabulka 5-2 obsahuje vyhodnocení rovnováhy prokluzových podmínek mezi body kontaktu pro jednotlivé stopy. 56










59 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Obr. 5-1 Znázornění testovacích stop vzorku A s fotografiemi vybraných stop. V červeném rámečku fotografie stop z reţimu 5% prokluzu, v ţlutém rámečku fotografie stop z reţimu čistého valení. Na Obr. 5-1 je vidět několik různých příkladů pittingu, vzniklých na povrchu vzorku. Z praktických důvodů nebylo moţno umístit všechny pořízené fotografie. Ty jsou součástí Přílohy č. 2. Z fotografií je zřetelně vidět různé povrchy stop podle třecího reţimu. Z fotografií ve stopách II., IV. a V. můţeme vidět jasně ohraničený tvar důlku, středně velké aţ velkého charakteru s nízkým počtem okolního narušení (mikropitting) stopy. 57
60 Počet cyklů do porušení ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Pevné vřeteno Otáčky Rozměry (průměry) Test Prokluz Pitting Pohyblivé Pevné Pohyblivé Délka Pevné Pohyblivé Vzorek Vzorek Dráha Životnost Jmenovitý Skutečný vřeteno vřeteno vřeteno testu vřeteno vřeteno ot min -1 ot min -1 ot min -1 mm mm mm -- min Cykly % % ,78 139,22 9,6 II 843,5 1,66E+07 4,69 6,62 Ano Ne Ano ,44 141,6 9,6 III 672 1,30E+07 4,69 4,57 Ne Ne Ano ,38 141,22 9,6 IV 550 1,05E+07 4,68 4,80 Ne Ne Ano , ,4 141,64 9,6 V 403 7,68E+06 4,76 4,58 Ne Ne Ano , ,3 141,4 9,6 VI 559 1,07E+07 4,76 4,69 Ne Ne Ano ,36 141,76 9,6 VII 854 1,64E+07 4,84 4,55 Ano Ne Ano Tab. 5-1 Souhrn výsledků měření pro vzorek A v reţimu 5% prokluzu. Testy nominálního 5% prokluzu probíhaly aţ na výjimku u stopy II. s repasovanými kotouči s průměrem okolo 141 mm. Vyjma stop II. a VII. se pitting objevil pouze na vzorku. Tyto stopy dosáhly také největší ţivotnosti. Kdyţ vezmeme do úvahy, jakým způsobem je řízen průběh testu, ţe moţnost vzniku pittingu na kotouči je více neţ 15krát menší a pokud vyloučíme přítomnost povrchové vady při startu testu, dojdeme k závěru, ţe hodnoty ze stopy II. a VII. mohou být s velkou pravděpodobností nadhodnoceny z důvodu příliš vysoké meze vibrací, při které dojde k odpojení stanice. Více o tomto problému v kapitole 5.3 1,80E+07 1,60E+07 Výsledky měření kontaktní únavové životnosti vzorku A v režimu 5% prokluzu Vzorek 1,40E+07 1,20E+07 1,00E+07 8,00E+06 6,00E+06 4,00E+06 2,00E+06 0,00E+00 II 6,62 III 4,57 IV 4,80 V 4,58 VI 4,69 VII 4,55 Testovací stopa Prokluz [%] Graf. 5-1 Výsledky měření kontaktní únavové ţivotnosti vzorku A v reţimu 5% prokluzu pro kaţdou jednotlivou stopu. V grafu 5-1 jsou vyneseny jednotlivé počty cyklů v dané stopě po dosaţení meze vibrací a odpojení stanice. Dále je uveden skutečný prokluz, který panoval mezi 58
61 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ vřeteny pro kaţdou jednotlivou stopu zvlášť. Vidíme, ţe nepanuje ţádná korelace mezi skutečnou hodnotou prokluzu a počtem cyklů do porušení. Obvodové rychlosti vřeten U 1 U 2 U v Σ Teoretické rozmezí otáček vzorku Pevné vřeteno Pohyblivé vřeteno Teoretický střed Otáčky vzorku Odchylka otáček Prokluzy v místě na vzorku Bod 1 Bod 2 [m s -1 ] [m s -1 ] [m s -1 ] % [ot min -1 ] [ot min -1 ] [ot min -1 ] [ot min -1 ] BOOL [%] % % 4,97 4,66 4,95 6, Je v rozsahu -45,88 0,26 6,15 4,96 4,74 4,85 4, Je v rozsahu 0,15 2,22 2,25 4,97 4,74 4,80 4, Je v rozsahu 22,24 3,36 1,32 4,97 4,75 4,79 4, Je v rozsahu 31,54 3,64 0,84 4,96 4,74 4,82 4, Je v rozsahu 16,32 3,01 1,57 4,97 4,75 4,83 4, Je v rozsahu 14,09 2,83 1,62 Tab. 5-2 Souhrn prokluzových podmínek všech měření v reţimu 5% prokluzu na vzorku A. Řazeno od stopy II. po VII. Obr. 5-2 Kontaktní body, ve kterých je vyhodnocován prokluz. [4] Tabulka 5-2 podrobně rozebírá prokluzové podmínky. Tyto podmínky jsou vyhodnocovány ve dvou bodech, uvedených v kapitole a znázorněny na Obr. 4-23, který je totoţný s Obr V tabulce jsou uvedeny hodnoty obvodových rychlostí a prokluzu mezi vřeteny vypočteného ze vzorce s vyuţitím obvodových rychlostí [4]. Při testu by měla panovat rovnováha v obou bodech kontaktu, tzn. stejná tloušťka mazacího filmu a tudíţ i parametr mazání. Výše zmíněné nastane právě, kdyţ je obvodová rychlost vzorku průměrem obvodových rychlostí kotoučů a otáčky jsou ve středu teoretického intervalu, viz bod Vidíme, ţe tato situace nastala pouze v jednom případě a to stopa III. Aţ na stopu II. došlo vţdy k většímu prokluzu v bodě 1. Nenastala však hromadně ani situace (opět vyjma stopy II.), kdy by se otáčky srovnali v jednom místě, kdy by se prokluz v 59
62 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ jednom bodě blíţil prokluzu vřeten a v druhém bodě blíţil nule. Tato situace se dá očekávat, jako 2. nejpravděpodobnější Vzorek A - Nemodifikovaný třecí povrch 0% prokluz Tyto testy probíhaly v stopách VIII. aţ XIV. Tab. 5-3 obsahuje souhrn nejdůleţitějších údajů z měření, graf 5-2 zobrazuje počet cyklů do porušení a skutečné prokluzy pro jednotlivé testovací stopy. Rozloţení testovacích stop a příklady narušení povrchu je moţno vidět na Obr. 5-1 v kapitole Povrchy stop s reţimem čistého valení jsou na první pohled jasně odlišitelné od stop s prokluzem. Po celé délce jsou mnohem více narušeny mikropittingem a samotný makropitting, který je zodpovědný za zvýšení hladiny vibrací, je mnohdy rozválcován, coţ svědčí o špatně zvolené meze vibrací, při které dojde k odpojení stanice. Otáčky Rozměry (průměry) Test Prokluz Pitting Pevné vřeteno Pohyblivé vřeteno Vzorek Pevné vřeteno Pohyblivé vřeteno Vzorek Dráha Délka testu Životnost Jmenovitý Skutečný Pevné vřeteno Pohyblivé vřeteno Vzorek ot min -1 ot min -1 ot min -1 mm mm mm -- min Cykly , ,38 9,6 VIII 402 7,82E+06 0,27-4,79E-03 Ne Ne Ano 672,5 679, ,8 137,28 9,6 IX 308 5,99E+06-1,03 6,57E-02 Ne Ano Ano 672,5 679, ,6 X 447 8,79E+06-1,03-1,03E+00 Ne Ne Ano 671,5 688, ,2 139,7 9,6 XI 557 1,12E+07-2,47-2,56E-02 Ne Ano Ano ,74 139,8 9,6 XII 509 9,96E+06 0,00-4,29E-02 Ne Ne Ano 671,5 666, ,26 142,2 9,6 XIII 687 1,36E+07 0,75 8,42E-02 Ne Ne Ano 671, ,34 139,36 9,6 XIV 526 1,05E+07-2,68 9,82E-02 Ano Ne Ano Tab. 5-3 Souhrn výsledků měření pro vzorek A v reţimu čistého valení. Při pohledu na Tab. 5-3 vidíme, ţe ze 7 testů nastal pitting na kotouči ve 3 případech. Na rozdíl od reţimu prokluzu, kdy stopy poznamenané pittingem na kotouči vykazovaly největší ţivotnost, se zde tato souvislost neprojevila. 60
63 Počet cyklů do porušení ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ 1,40E+07 1,20E+07 Výsledky měření kontaktní únavové životnosti vzorku A v režimu 0% prokluzu 1,00E+07 8,00E+06 6,00E+06 4,00E+06 2,00E+06 0,00E+00 VIII -4,79E-03 IX 6,57E-02 X -1,03E+00 XI -2,56E-02 XII -4,29E-02 XIII 8,42E-02 XIV 9,82E-02 Testovací stopa Prokluz [%] Graf. 5-2 Výsledky měření kontaktní únavové ţivotnosti vzorku A v reţimu čistého valení pro kaţdou jednotlivou stopu. Rozbor prokluzových podmínek nemá v reţimu čistého valení smysl. Naměřené otáčky vzorku, které nejsou v teoretickém rozmezí, jsou způsobeny čistě nepřesností měření otáček vzorku i otáček kotoučů. Stroboskop měří v rozmezí s diferencí 1 ot a v rozmezí ot s diferencí 10 ot. Není moţno zjistit tedy dostatečně přesné hodnoty, část mantisy je interpolována, coţ vede výše zmíněným zaokrouhlovacím chybám. Obvodové rychlosti vřeten U 1 U 2 U v Σ Teoretické rozmezí otáček vzorku Pevné vřeteno Pohyblivé vřeteno Teoretický střed Otáčky vzorku Odchylka otáček [m s -1 ] [m s -1 ] [m s -1 ] % [ot min -1 ] [ot min -1 ] [ot min -1 ] [ot min -1 ] BOOL [%] 4,89 4,89 4,89 0, Není v rozsahu -50,00 4,89 4,88 4,89 0, Je v rozsahu 0,62 4,93 4,98 4,94-1, Není v rozsahu -22,86 5,03 5,04 5,03-0, Není v rozsahu -50,00 4,92 4,92 4,92-0, Je v rozsahu 0,62 4,97 4,96 4,97 0, Není v rozsahu -22,86 5,04 5,03 5,04 0, Není v rozsahu -110,04 Tab. 5-4 Analýza podmínek rovnováhy v reţimu čistého valení. Řazeno od stopy VIII. po XIV. 61

64 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Vzorek B - Modifikovaný třecí povrch v reţimu 5% prokluzu Pro tyto testy pouţit nový vzorek se 3 testovacími stopami I. aţ III. Důvod, proč byly pouţity pouze 3, je časová náročnost tvorby texturovaného povrchu. Na Ústavu konstruování se nachází pouze jedno zařízení pro tvorbu texturovaných povrchů (Obr. 5-3) a tuto kapacitu se autor této práce dělí i jinými výzkumnými pracovníky Ústavu konstruování. Jedna stopa obsahuje přes 4000 jednotlivých vtisků a z časových důvodů nebylo moţno vytvořit více testovacích stop. Obr. 5-4 ukazuje znázornění testovacích stop s fotografiemi konečného narušení povrchu. Tab. 5-5 obsahuje záznamy z měření, graf 5-3 znázorňuje hodnoty cyklů do porušení spolu se skutečnými hodnotami prokluzu pro jednotlivé stopy. V Tab. 5-6 nalezneme analýzu rovnováhy prokluzu. Obr. 5-3 Indentor pro vytváření texturovaných povrchů. 62


 Test Prokluz Pitting Pohyblivé vřeteno Vzorek Pevné vřeteno Pohyblivé vřeteno Vzorek Dráha Délka")

65 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Obr. 5-4 Znázornění testovacích stop vzorku B fotografie narušení vybraných stop. Z Obr. 5-4 vidíme, ţe povrch testovacích stop je totoţný se prokluzovými stopami na vzorku A. Pitting se vytvářel na více místech a nedocházelo k jeho rozválcování. Docházelo však k "odpotřebení" textury během provozu. Na fotografiích ve středu testovací stopy není vidět ţádný zřetelný náznak textury. Opět u stopy II., která se projevila největší ţivotností, došlo k pittingu kotouče, coţ můţe svědčit o zkreslenosti výsledku této stopy. Pevné vřeteno Otáčky Rozměry (průměry) Test Prokluz Pitting Pohyblivé vřeteno Vzorek Pevné vřeteno Pohyblivé vřeteno Vzorek Dráha Délka testu Životnost Jmenovitý Skutečný Pevné vřeteno Pohyblivé vřeteno ot min -1 ot min -1 ot min -1 mm mm mm -- min Cykly ,6 9,6 I 622 1,18E+07 4,68 5,73 Ne Ne Ano ,6 139,8 9,6 II ,36E+07 4,68 4,53 Ne Ano Ano ,5 138,9 9,6 III 251 4,76E+06 4,68 5,13 Ne Ne Ano Tab. 5-5 Souhrn výsledků měření pro vzorek B v reţimu 5% prokluzu. Vzorek 63
66 Počet cyklů do porušení ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ 2,50E+07 Výsledky měření kontaktní únavové životnosti vzorku B v režimu 0% prokluzu 2,00E+07 1,50E+07 1,00E+07 5,00E+06 0,00E+00 I 5,73 II 4,53 III 5,13 Testovací stopa Prokluz [%] Graf. 5-3 Výsledky měření vzorku B pro kaţdou jednotlivou stopu. V grafu 5-3 ukazuje, ţe procento skutečného prokluzu není v ţádné závislosti vůči počtu cyklů do porušení a zároveň je vidět velký rozptyl koncových hodnot. Tato skutečnost plus nízký počet měření znemoţňuje zformulovat relevantní závěry o průměrné ţivotnosti vzorku. I u texturovaných povrchů platí předpoklad rovnováhy prokluzů v obou místech dotyku. Tento předpoklad nebyl uspokojivě splněn v ţádném z měření. Obvodové rychlosti vřeten U 1 U 2 U v Σ Teoretické rozmezí otáček vzorku Pevné vřeteno Pohyblivé vřeteno Teoretický střed Otáčky vzorku Odchylka otáček Prokluzy v místě na vzorku Bod 1 Bod 2 [m s -1 ] [m s -1 ] [m s -1 ] % [ot min -1 ] [ot min -1 ] [ot min -1 ] [ot min -1 ] BOOL [%] % % 4,95 4,69 4,76 5, Není v rozsahu 26,19 3,99 1,58 4,90 4,69 4,75 4, Je v rozsahu -39,86 3,1 1,33 4,90 4,66 4,77 5, Je v rozsahu -36,43 2,71 2,3 Tab. 5-6 Analýza rovnováhy prokluzových podmínek. Řazeno od stopy I. po III Souhrnné vyhodnocení V této kapitole jsou shrnuty všechny doposud prezentované výsledky. V grafu 5-4 vidíme počty testů provedené pro kaţdý třecí reţim a topografii povrchu, počet cyklů v jednotlivých měřeních, označení stop. Stopy I. aţ III. vzorku B jsou označeny jako B-I, B-II a B-III pro odlišení stejnojmenných stop vzorku A. Z tohoto grafu vidíme, ţe v absolutním pohledu dosáhla nejvyšší kontaktní únavové ţivotnosti stopa II. vzorku B, která však mohla být nadhodnocena, jak bylo uvedeno v předcházející kapitole. 64
67 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Tabulka 5-7 obsahuje statistické vyhodnocení souborů měření rozčleněno do 3 kategorií, podle charakteru testů. Vidíme, ţe soubory sledovaná veličina (počet cyklů do porušení) vykazuje velkou míru fluktuace a je obtíţné relevantně stanovit její střední hodnotu. Graf 5-5 zobrazuje porovnání aritmetických průměrů z tabulky 5-7. Jak jiţ bylo řečeno, pro relevantní aritmetický průměr u modifikovaného třecího povrchu by bylo zapotřebí více měření s menším rozptylem hodnot, proto nelze brát průměrnou hodnotu jako směrodatnou. Počet cyklů do porušení 2,50E+07 2,00E+07 1,50E+07 1,00E+07 5,04E+06 Výsledky měření kontaktní únavové životnosti vzorku A & B 5% prokluz s texturou 5% prokluz 0% prokluz 4,00E+04 B-I II VIII B-II III IX B-III IV X V XI VI XII VII XIII XIV Testovací stopy Graf. 5-4 Výsledky měření vzorku A a B pro kaţdou jednotlivou stopu zvlášť a jejich vzájemné srovnání. Aritmetický Směrodatná Sada měření Rozptyl průměr odchylka 5% prokluz vzorek A 1,25E+07 1,05E+13 3,24E+06 0% prokluz vzorek A 9,69E+06 5,15E+12 2,27E+06 5% prokluz vzorek B 1,34E+07 6,05E+13 7,78E+06 Tab. 5-7 Statické vyhodnocení souborů dat, které byly naměřeny a rozčleněny do jednotlivých kategoriií. 65
68 Počet cyklů do porušení ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ 1,40E+07 Výsledky průměrné kontaktní únavové životnosti povrchů 1,20E+07 1,00E+07 8,00E+06 6,00E+06 4,00E+06 2,00E+06 0,00E+00 0% prokluz 5% prokluz 5% prokluz s texturou Graf. 5-5 Srovnání průměrné ţivotnosti jednotlivých reţimů při testech s drsností vzorku R a = 0,1 µm a drsností kotouče R a = 0,4 µm 5.3 Diskuze k dosaţeným výsledkům Výše uvedené výsledky měření jsou velice překvapivé. Studie [12] detailně popsala závislost délky kontaktní únavové ţivotnosti na drsnosti povrchu a studie [2] poukázala na devastující vliv i malé hodnoty procentuálního skluzu na ţivotnost třecích povrchů. Výsledky prezentované v této diplomové práci ukazují, ţe při vyšší drsnosti povrchu na kotoučích okolo R a = 0,4 µm se jednak kontaktní únavová ţivotnost vzorků citelně sníţila vůči vzorkům s niţší drsností, coţ se předpokládalo, zároveň se však sníţil vliv prokluzu na sníţení kontaktní únavové ţivotnosti, coţ je závěr velice překvapivý. Při testech, které souběţně probíhaly a probíhají na R-MAT2C pod vedením Ing. Vrby, které jsou však provedeny s niţší drsností kotouče okolo R a = 0,1 aţ 0,2 µm. vycházejí ţivotnost 8 násobně vyšší neţ při drsnosti R a = 0,4 µm. V grafu 5-5 vidíme zásadní závěr této diplomové práce. Reţim 5% prokluzu vykazoval cca o 20% vyšší ţivotnost, neţ tomu bylo při čistém valení. Toto můţe být způsobeno dvěma mechanismy. Pokud bereme v potaz, ţe při vyšší drsnosti se na povrchu materiálu nachází více přirozených povrchových nerovností, lze dojít k závěru, ţe se v těchto prohlubních usazuje mazivo, které je při zhoršených mazacích podmínkách vytlačováno ve směru unášecí síly a zvětšuje se tak tloušťka mazacího filmu. Dochází tedy k posunu na Stribekově křivce od smíšeného aţ mezného mazání směrem doprava k reţimu EHD mazání. Povrchové nerovnosti by tak působily především kladně na kontaktní únavovou ţivotnost. Druhý mechanismus, který by 66

69 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ vysvětloval vyšší ţivotnost v reţimu prokluzu, by mohl být hladící proces. Při prokluzu dochází k částečnému smýkání třecích povrchů a povrchové nerovnosti na obou površích jsou tímto drhnutím o sebe vyhlazeny, nejvyšší povrchové nerovnosti, kterou jsou zároveň nevětšími koncentrátory napětí, jsou odpotřebovány z povrchu pryč a ve výsledku má niţší drsnost neţ na počátku testu. Pro tento fakt mluví i srovnání stopy s prokluzem a čistým valením na Obr. 5-5, kde ve stopě s čistým valením je vidět značné mnoţství mikropittingu a celkové zdevastování testovací stopy. Obr. 5-5 Rozdíly mezi stopou s prokluzem vlevo, resp. čistým valením vpravo. Který z těchto mechanismů působí více a zdali vůbec mají tyto nastíněné mechanismy vliv nelze v tuto chvíli posoudit. Je potřeba dalšího výzkumu, který bude zaměřen výhradně tímto směrem. Hladící proces je moţno ověřit poměrně jednoduše, analýzou povrchu před testem, v jeho průběhu a po skočení. Determinace vlivu zásobníků maziva, které se formují v povrchových nerovnostech, bude v mnohém obtíţnější úkol, jelikoţ neznáme přesné třecí podmínky a především tloušťku mazacího filmu mezi kontaktem kotouč-vzorek. Avšak pro tento mechanismus hovoří jiné výzkumy např. [24], [25], které hodnotí kladně přítomnost povrchových nerovností, které se stávají rezervoáry maziva. Je taky překvapující, ţe velikost skutečného prokluzu není v korelaci s dosahovanými počty cyklů do porušení. Autor předpokládal citelné sníţení ţivotnosti i při malém nárůstu prokluzu, avšak tento závěr se vůbec nepotvrdil. Důsledkem toho je teze, ţe je moţno vyuţívat repasované disky různých průměrů, u kterých bude hodnota skutečného prokluzu variovat. Nebylo prokázáno, ţe by toto výkyvy měli jakýkoliv vliv na délku testu. Problém velkého rozptylu měření je determinován především způsobem řízení testu. Abychom mohli hodnověrně polemizovat nad průměrnou ţivotností, musel by kaţdý test být přerušen v okamţiku výskytu prvního makropittingu v testovací stopě místo po dosaţení určité hladiny vibrací. Pokud bychom tohoto stavu chtěli docílit, vyţadovalo by to korigovat pro kaţdý test mez vibrací snímače na předem neznámou hodnotu. Obr. 5-4 ukazuje typický průběh testu, kdy se trend hladiny vibrací s časem mění, coţ můţe, ale také nemusí být přímo důsledkem makropittingu. Vidíme, ţe zvýšení hladiny vibrací 0,5 mm/s proběhlo v řádu cca 96 min a pokud toto bylo způsobeno makropittingem, měl být test uţ v tuto dobu odpojen cca 80 min (vzorkování dat je po 16 minutách). Odpojení nastalo aţ o 112 min později, po prvotním navýšení hladiny vibrací, téměř skokově, kdy se během 16 min prudce zvýšila hladina vibrací 67
70 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ z 2,4 mm/s na více neţ 4 mm/s, kdy došlo k odpojení. Ideální průběh testu by vypadal podobně Obr Křivka hladiny vibrací po spuštění testu setrvávala okolo počáteční hodnoty, která zpravidla fluktuuje od 1 mm/s aţ po 2,8 mm/s a k navýšení hladiny vibrací by došlo skokově, během jednoho 16 minutového snímacího intervalu. Nastavení správné hladiny koncových vibrací je tudíţ klíčový faktor pro kvalitu měření. Ta je nyní stanovena pevně na hladině 4 mm/s. Nastavení vůči počátečním hodnotám vibrací při startu kaţdého jednotlivého testu by pravděpodobně vyprodukovalo výsledky s menším rozptylem. Jak jiţ bylo řečeno, počáteční hodnoty však velmi kolísají podél vzorku. Nejvyšší hladiny je dosahováno u středu vzorku a nejméně u koncových hubic, které vzorek svírají. Toto chování lze vysvětlit radiálním házením vzorku, které roste podél osy vzorku k maximální hodnotě u jeho středu. Z globálního pohledu je sice velice malé, avšak i tak měřitelné. Zdali a na kolik se tato fluktuace počátečních vibrací podílí na konečném výsledku cyklů do porušení je lze jen spekulovat a autor navrhuje se zaměřit v příštích testech tímto směrem a stanovit mez vibrací jako funkci vzdálenosti testovací stopy od konce vzorku. Posouzení vlivu radiálního házení by mohlo v důsledku vést k bliţšímu pochopení mechanismu měření snad i k sníţení rozptylu měření. Autor dále navrhuje provést více testů modifikovaných povrchů, které by podaly jasnější charakter o jejím vlivu na kontaktní únavovou ţivotnost. Testy, které proběhly v rámci této práce, nepodaly hodnověrné výsledky, podle kterých by bylo moţno stanovovat vědecké závěry. Obr. 5-4 Trend vibrací při testech na R-MAT2E. 68

71 ANALÝZA A INTERPRETA ZÍSKANÝCH VÝSLEDKŮ Obr. 5-5 Ideální průběh testu na R-MAT2E. 69
72 ZÁVĚR 6 ZÁVĚR Tato diplomová práce si kladla za cíl posoudit vliv topografie třecích povrchů s vyšší drsností na kontaktní únavu. Pro dosaţení tohoto cíle bylo nezbytné zrekonstruovat stanici R-MATE, která slouţí pro testy kontaktní únavy. Tudíţ druhým a nezbytným cílem této práce bylo provést tuto rekonstrukci, podrobně ji zdokumentovat a pomocí testů, provedené na této stanici, posoudit vliv topografie třecích povrchů s vyšší drsností na kontaktní únavu. Rekonstrukce spočívala v rozšíření pole působnosti této stanice na podmínky prokluzu, čehoţ je dosaţeno instalací prokluzového systému. Stanice byla rekonstruována podle návrhu jiţ funkčního prototypu R-MAT2C, který je v provozu od roku Při volně postupu a jeho realizaci byl kladen značný důraz systémovost, z důvodu moţné další rekonstrukce v budoucnu. V prostředí AutoCAD Inventor 2010 byla vytvořena nová sestava, která obsahuje konstrukční změny, doplňuje stávající 3D dokumentace stanice R-MAT a zohledňuje moderní trendy v oblasti počítačové podpory konstruování. Dále byla vytvořena nativní výkresová dokumentace v tomto prostředí se zpětnou vazbou na 3D data, včetně šablon stylů, razítek a popisových polí. Vliv topografie třecího povrchu na kontaktní únavu je velice obsáhlý a komplikovaný problém, který zcela převyšuje rámec diplomové práce. V této diplomové byl posuzován především chování třecího povrchu s vyšší drsností povrchu za podmínek smíšeného mazání. Při testech byly pouţity testovací kotouče s drsností R a = 0,4 µm na funkční ploše. Tato drsnost nebyla doposud při ţádných testech pouţita. Byla provedena série testů v reţimu čistého valení, 5% prokluzu a také s modifikovaným (texturovaným) třecím povrchem taktéţ v reţimu 5% prokluzu. Všechny tyto testy byly provedeny za podmínek smíšeného mazání. Výsledky byly vzájemně konfrontovány a ukázaly na překvapivý trend, kdy při vyšší drsnosti povrchu se kontaktní únavová ţivotnost za přítomnosti i malého procenta prokluzu nesniţovala, jak bylo předpokládáno, ale naopak byla o cca 20% vyšší neţ v reţimu čistého valení. Autor nastínil dva moţné mechanismy vysvětlení tohoto závěru, kaţdý z nich je však potřeba podepřít dalším výzkumem nad rámec této diplomové práce. Dopad textury se nepodařilo prokazatelně posoudit, díky velkému rozptylu výsledků při malém počtu měření, ze kterých nebylo moţno vytvořit hodnověrný vědecký záměr. Pro potřeby měření byl vytvořen metodický přístup k měření na stanicích R-MAT2, který má za cíl slouţit budoucím obsluhám těchto stanic a minimalizovat vnější vlivy na výsledky měření. Autor navrhuje další výzkum zaměřit směrem k analýze počátečních vibrací podél vzorku, coţ by vedlo k lepšímu stanovení mezní hladiny vibrací a tudíţ snad i k menšímu rozptylu testů. Dále navrhuje ověření hypotéz, které byly nastíněny pro vysvětlení závěrů měření, kterých bylo zde dosaţeno, posoudit vliv vyššího procenta prokluzu neţ 5% a k prostému navýšení počtu testů. 70
73 SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŢITÝCH ZDROJŮ [1] NAKATSUJI T., MORI A. The tribological effect of mechanically produced micro-dents by a micro diamond pyramid on medium carbon steel surfaces in rolling sliding contact. Meccanica 2001; vol. 36, no. 6, s [2] NELIAS D., VILLE F. Detrimental effects of debris dents on rolling contact fatigue. Journal of Tribolology, January 2000, vol. 122, no. 1, s [3] ŠAMÁNEK, O. Vliv povrchových nerovností na funkci mazaných kontaktů strojních částí. Brno: Vysoké učení technické v Brně, Fakulta strojního inţenýrství, s. Vedoucí diplomové práce doc. Ing. Ivan Křupka, Ph.D. [4] POPELKA, J. Vliv cílené modifikace topografie na únavové poškozování třecích povrchů. Brno: Vysoké učení technické v Brně, Fakulta strojního inţenýrství, s. Vedoucí diplomové práce Ing. Martin Vrbka, Ph.D. [5] VRBKA M., VAVERKA M., KŘUPKA I., HARTL M. The effect of surface texturing on lubrikant Film thickness and contact pressure within Nonconformal surfaces. Tribology International, November 2008, vol. 41., no. 11, s [6] ZHAI, X. On mechanisms of fatigue life enhancement by surface dents in heavily loaded rolling line contacts, Tribolology Transition. October 1997, vol. 40, no. 4, s [7] MOURIER, L., MAZUYER, D., LUBRECHT, A. A., DONNET, C. Transient increase of film thickness in micro-textured EHL contacts. Tribology International, December 2006, vol. 39., no. 12, s [8] KŘUPKA I., POLIŠČUK R., HARTL M. Behavior of thin viscous boundary films in lubricated contacts between micro-textured surfaces, Tribology International, April 2009, vol. 42., no. 4, s [9] GAO N., DWYER-JOYCE R. S., BEYNON J. H., Effects of Surface Defects on Rolling Contact Fatigue of 60/40 Brass. University of Sheffield. Department of Mechanical Engineering, 12th International Conference on Wear of Materials, 25 29April 1999 Atlanta, USA. [10] MOTA V., FERREIRA L. A. Influence of grease composition on rolling contact wear: Experimental study. Tribology International, April 2009, vol. 42., no. 4, s [11] MOTA V. M. M. B. da, MOREIRA P. M. G. P., L.A.A. FERREIRA. A study on the effects of dented surfaces on rolling contact fatigue. International Journal of Fatigue, October-November 2008, vol. 30, no , s [12] EPSTEIN D, KEER L. M., WANG Q. J., CHENG HS, ZHU D. Effect of surface topography on contact fatigue in mixed lubrication. Tribolology Transition. October 2003, vol. 46, no. 4, s [13] KŘUPKA I, HARTL M. The effect of surface texturing on thin EHD lubrication films. Tribology Internation, July 2007, vol. 40, no. 7, s [14] NELIAS D., JACQ C., LORMAND G., DUFRAGNE G., VINCENT A. New methodology to evaluate the rolling contact fatigue performance of bearing steels with surface dents: application to 32CrMoV13 Nitrided and M50 steels. Journal of Tribolology, March 2005, vol. 127, no. 3, s ISSN [15] NAKAJIMA A., MAWATARI.T. Effect of Slip Ratio on Rolling Contact Fatigue of Bearing Steel Rollers Lubricated with Traction Oil. Tribology and 71
74 SEZNAM POUŽITÝCH ZDROJŮ Interface Engineering Series, September 2004, vol. 48, no. 1, s ISBN [16] COULON, S., JUBAULT, I., LUBRECHT, A. A., VILLE, F. Pressure profiles measured within lubricated contacts in presence of dented surfaces. Comparison with numerical models. Tribology international, February 2004, vol. 37, no. 2, s [17] BORGHI A., GUALTIERI E., MARCHETTO D., MORETTI L., VALERI S. Tribological effects of surface texturing on nitriding steel for high-performance engine applications, WEAR, September 2008, vol. 265, no. 7 8, s [18] UEDA T., MITAMURA N. Mechanism of dent initiated flaking and bearing life enhancement technology under contaminated lubrication condition Part I: Effect of tangential force on dent initiated flaking. Tribology international, November 2008, vol. 41, no. 11, s [19] ANTALUCA E., NÉLIAS D. Contact fatigue analysis of a dented surface in a dry elastic plastic circular point contact, Tribology Letters, February 2008, vol. 29, no. 2, s [20] WANG, W., WONG, P. L., HE, F., WAN, G. T. Y. Experimental study of the smoothing effect of a ceramic rolling element on a Bering raceway in contaminated lubrication. Tribology Letters, October 2007, vol. 28, no. 1, s [21] PETTERSSON U., JACOBSON S. Tribological texturing of steel surfaces with a novel diamond embossing tool technique, Tribology International, July 2006, vol. 39, no. 7, s [22] DOMMARCO R. C., BASTIAS P. C., RUBIN C. A., HAHN G. T. The influence of material build up around artificial defects on rolling contact fatigue life and failure mechanism. Wear, June 2006, vol. 260, no , s [23] DAHLBERG J., ALFREDSSON B. Surface stresses at an axisymmetric asperity in a rolling contact with traction. International Journal of Fatigue, September 2008, vol. 30, no. 9, s [24] AKAMATSU, Y. Influence of surface roughness skewness on rolling contact fatigue life. Tribology Transition, October 1992, vol. 35, no. 4, s [25] NAKATSUJI, T., MORI, A. The tribological effect of electrolytically produced micro-pools and phosphoric compounds on medium carbon steel surfaces in rolling sliding contact. Tribology Transition, April 2001, vol. 44, no. 2, s [26] NAKATSUJI, T., MORI, A., Pitting Durability of Electrolytically Polished Medium Carbon Steel Gears - Succeeding Report. Tribology Transition, April 1999, vol. 42, no. 2, s [27] HARVEY, P. NIXON. Debris signature analysis: A method for assesing the dentrimental effect of specific debris contaminated lubrication environments. In Sae technical paper for Earthmoving Industry conference and exposition 8-9 April,1998 Illinois, USA. Timken company, , ISSN [28] HARVEY, P. NIXON. Assesing and predicting the perfomance of bearings in debris contaminated lubrication environment. In Sae technical paper for International off-highway &powerplant conference and exposition September,1999 Indiana, USA. Timken company, , ISSN
75 SEZNAM POUŽITÝCH ZDROJŮ [29] GERALD, P. FOX. Abearing life prediction method for ulilizing progressive functional surface damage analysis from a debris contaminated lubrication environment. In Sae technical paper for International off-highway &powerplant conference and exposition September,1999 Indiana, USA. Timken company, , ISSN [30] HARVEY, P. NIXON. Experimental and Analytical methods for assesing bearing performance under debris contaminated lubrication conditions. In Sae technical paper forsae International off-highway congress March, 2002 Indiana, USA. Timken company, , ISSN [31] Low RPM and pitting [online]. c2007, poslední revize [cit ]. Dostupné z: < [32] Advanced engineering design: lifetime performance and reliability [online]. c2004, poslední revize [cit ]. Dostupné z: < [33] VRBKA M, Effect of surface texturing on rolling contact fatigue within mixed lubricated non-conformal rolling/sliding contacts. Tribology International, February 2010, vol. 43, no. 8, s [34] BOHÁČEK F. Části a mechanismy strojů II. 2. opravené vydání. Vysoké učení technické v Brně,
76 SEZNAM OBRÁZKŮ A GRAFŮ SEZNAM POUŢITÝCH ZKRATEK, SYMBOLŮ A VELIČIN cca. [ ] přibliţně F g [N] zatěţující síla na pohyblivé vřeteno h min [nm] minimální tloušťka mazacího filmu HTD [ ] typ synchronního řemenového převodu RCF [ ] valivá kontaktní únavová ţivotnost U 1 [m s -1 ] obvodová rychlost testovacího kotouče 1 U 2 [m s -1 ] obvodová rychlost testovacího kotouče 2 U v [m s -1 ] obvodová rychlost vzorku Σ [%] symbol prokluzu mezi dvěma povrchy Λ [ ] parametr mazání 74
77 SEZNAM POUŽITÍCH ZKRATEK, SYMBOLŮ A VELIČIN SEZNAM OBRÁZKŮ A GRAFŮ Obr. 1 Ztráta funkčnost převodového mechanismu vlivem opotřebení materiálu na ozubení [31] 11 Obr. 2 Rozbor procentuálního zastoupení jednotlivých příčin poruch strojírenských výrobků [4] 12 Obr. 1-1 Znázornění tvorby nepřípustného makropittingu z ještě přípustného mikropittingu [4] 13 Obr. 1-2 Mechanismus tvorby pittingu/spallingu vlivem podpovrchových nehomogenit v materiálu [4] 14 Obr. 1-3 Schéma metody Debris Signature Analysis [27] 15 Obr. 1-4 Rozdíly tvaru vtisku dle materiálu nečistot v mazivu [27] 15 Obr. 1-5 Srovnání ţivotnosti zjištěné experimentálně, resp. odhadem [28] 16 Obr. 1-6 Rozdělení tvaru povrchu dle [24]. 16 Obr. 1-7 Dopady zatíţení na mikro-ehd mazací reţim za přítomnosti vtisků na povrchu [6] 18 Obr. 1-8 Vymezení 3 mazacích reţimů na základě 3 různých velikostí vtisku. (a) Kvasihladký EHD reţim, nerovnost povrchu je plně absorbována elastickou deformací povrchu. (b) Mikro-EHD reţim bez kavitace. (c) Mikro-EHD reţim s kavitací s vysokou tlakovou špičkou. 19 Obr. 1-9 Rozloţení maximálních smykových napětí v okolí vtisku. [16] 20 Obr Znázornění dopadu počtu cyklů na oblast za vtiskem. S přibývajícím počtem cyklů se oblast narušení rozšiřuje dále od hrany vtisku. [14] 21 Obr Detail vtisků Petterssonova a Jacobsonova razícího nástroje. [21] 21 Obr Vlevo detail razícího nástroje; vpravo pohled na hotovou texturu. [21] 22 Obr Plastické rameno, které vznikne při vniknutí indentoru. Výška ramena h b.[14] 22 Obr D model tlakové špičky pro hodnoty skluzu s = 0% nahoře, resp. s = - 0,6% dole. 23 Obr Ukázka měření tloušťky mazacího filmu. Bílá čárkovaná čára ukazuje rovinu řezu, ve které je vyhodnocována tloušťka mazacího filmu (graf vpravo). Mělké vtisky působí jako zásobníky maziva a zvětšují lokální tloušťku mazacího filmu. [13] 24 Obr Srovnání objemu opotřebení mazacího tuku a oleje. [10] 25 Obr Znázornění směru tangenciální síly a jejího vlivu na pohyb materiálu. 26 Obr Multi-osové Dang Vanovo kritérium. 27 Obr Ukázka textur při testech v [33]. 27 Obr Výsledky kontaktní únavové ţivotnosti ze [33]. Textury jsou znázorněny na Obr Obr Znázornění velikosti oblasti ovlivněné emitaci maziva ze vtisků při prokluzu 5%. 28 Obr. 4-1 Rozdíl virtuálního a skutečného modelu. 34 Obr. 4-2 Ukázka modelu stromu předchozí dokumentace. 35 Obr. 4-3 Ukázka vazbení podsestav. Vazby jsou umisťovány na prvky z fyzického modelu k tomu určené. 36 Obr. 4-4 Náhled na kompletní sestavu zepředu, resp. zezadu
78 SEZNAM OBRÁZKŮ A GRAFŮ Obr. 4-5 Detail umístění vzorku. 37 Obr. 4-6 Schematické znázornění stanice R-MAT 37 Obr. 4-7 Znázornění vřeten (ţlutě), lanového převodu (červeně) v částečně rozebraném stavu 38 Obr. 4-8 Znázornění převodů na stanici R-MAT2E 39 Obr. 4-9 Schéma zátěţného mechanismu na stanici R-MAT2E. 40 Obr Statické uvolnění zátěţného mechanismu R-MAT2E. 40 Obr Pevné vřeteno před (vlevo) a po rekonstrukci (vpravo). 41 Obr Ukázka web aplikace pro stanovení kontaktního tlaku. 42 Obr Znázornění prokluzového systému. Červený rámeček řemenice pevného vřetena, zeleně mezikus a ţlutě pohyblivé vřeteno. 43 Obr Pohyblivé vřeteno v manipulační pozici vlevo, resp. v testovací pozici vlevo. 44 Obr Svorkovnice, která spojuje řídící skříň stanic a konkrétní elektromotor dané stanice. 45 Obr Řídící skříň vlevo, svorkovnice stanice R-MAT2E vpravo v rámečku. 45 Obr Zničený snímač vibrací. 46 Obr Náhled ovládacího softwaru řídící jednotky VDT02-A. 47 Obr Schéma mazacího okruhu [4] 47 Obr U-rameno vzorku s detailem 48 Obr Dutina, která vznikne kvůli nedostatečné délce původní hřídele pevného vřetena. 49 Obr Náhled zajištění řemenice prokluzu. 50 Obr Znázornění testovacích stop vzorku B. 51 Obr Schéma stanice R-MAT2E s kontaktními body. [4] 53 Obr Model přípravku na odstranění loţisek. 54 Obr Soustava mikroskopu a fotoaparátu pro zhotovení fotografií testovacích stop. 54 Obr. 5-1 Znázornění testovacích stop vzorku A s fotografiemi vybraných stop. V červeném rámečku fotografie stop z reţimu 5% prokluzu, v ţlutém rámečku fotografie stop z reţimu čistého valení. 57 Graf. 5-1 Výsledky měření kontaktní únavové ţivotnosti vzorku A v reţimu 5% prokluzu pro kaţdou jednotlivou stopu. 58 Obr. 5-2 Kontaktní body, ve kterých je vyhodnocován prokluz. [4] 59 Graf. 5-2 Výsledky měření kontaktní únavové ţivotnosti vzorku A v reţimu čistého valení pro kaţdou jednotlivou stopu. 61 Obr. 5-3 Indentor pro vytváření texturovaných povrchů. 62 Obr. 5-4 Znázornění testovacích stop vzorku B fotografie narušení vybraných stop. 63 Graf. 5-3 Výsledky měření vzorku B pro kaţdou jednotlivou stopu. 64 Graf. 5-4 Výsledky měření vzorku A a B pro kaţdou jednotlivou stopu zvlášť a jejich vzájemné srovnání. 65 Graf. 5-5 Srovnání průměrné ţivotnosti jednotlivých reţimů při testech s drsností vzorku R a = 0,1 µm a drsností kotouče R a = 0,4 µm 66 Obr. 5-5 Rozdíly mezi stopou s prokluzem vlevo, resp. čistým valením vpravo. 67 Obr. 5-4 Trend vibrací při testech na R-MAT2E. 68 Obr. 5-5 Ideální průběh testu na R-MAT2E
79 SEZNAM POUŽITÍCH ZKRATEK, SYMBOLŮ A VELIČIN 77
80 SEZNAM TABULEK SEZNAM TABULEK Tab. 2-1, 2-2 Odhad délky testu na základě hodnot uvedených v [4] Tab. 4-1 Tabulka přepočtu naměřeného času na počet otáček vzorku Tab. 4-2 Původní převodové poměry stanice R-MAT2E Tab. 4-3 Odhad délky testů při 10 8 cyklech vzorku na stanici R-MAT2E Tab. 4-4 Souhrn rozměrů řemenic prokluzového systému Tab. 5-1 Souhrn výsledků měření pro vzorek A v reţimu 5% prokluzu Tab. 5-2 Souhrn prokluzových podmínek všech měření v reţimu 5% prokluzu na vzorku A. Řazeno od stopy II. po VII Tab. 5-3 Souhrn výsledků měření pro vzorek A v reţimu čistého valení Tab. 5-4 Analýza podmínek rovnováhy v reţimu čistého valení. Řazeno od stopy VIII. po XIV Tab. 5-5 Souhrn výsledků měření pro vzorek B v reţimu 5% prokluzu Tab. 5-6 Analýza rovnováhy prokluzových podmínek. Řazeno od stopy I. po III Tab. 5-7 Statické vyhodnocení souborů dat, které byly naměřeny a rozčleněny do jednotlivých kategoriií
81 SEZNAM PŘÍLOH SEZNAM PŘÍLOH Příloha č. 1 - Metodický přístup k měření Příloha č. 2 - Fotografie stop vzorku A & B Příloha č. 3 - Deník testů (vzor) Příloha č. 4 - Deník testů (záznam testů vzorku A & B) Příloha č. 5 - Výkresová dokumentace 79
82 PŘÍLOHY VLIV TOPOGRAFIE TŘECÍCH POVRCHŮ NA KONTAKTNÍ ÚNAVU Vypracoval: Bc. Radek Zahradník Vedoucí práce: Ing. Martin Vrbka, Ph.D Strojní inţenýrství, Konstrukční inţenýrství
83 SEZNAM PŘÍLOH Příloha č. 1 - Metodický přístup k měření Příprava vzorku: Vzorek musí být před měřením osazen loţisky SKF 624 na obou koncích. Ty nalisujeme s maximální moţnou opatrností pomocí kladiva s gumovou hlavou. Dále se vzorek musí očistit od přilnutých nečistot a otisků prstů. Pokud se jedná o vzorek s modifikovaných povrchem, usadíme tento vzorek manipulačního třenu, vloţíme pod mikroskop a centropenem zaznačíme místo textury nebo místo vtisku. Systém označení stop na vzorku: Jednotlivé vzorky jsou označeny velký písmen české abecedy, počínaje písmenem A,B... Písmena s diakritikou jsou vynechány. V případě vyčerpání písmen abecedy se písmeno rozšíří o jednu arabskou číslici, počínaje 1, 2 Jednotlivé stopy na vzorku jsou označeny římskými číslicemi počínaje I. Příklad označení: vzorek D, testovací stopa IX. vzorek D1, testovací stopa III. Při vyhodnocování výsledků testovacích stop autor doporučuje primárně vyhodnocovat testovací stopy jednotlivých vzorků zvlášť. Pokud je potřeba stopy z vícera vzorků vyhodnotit v jednom grafu, je třeba tyto stopy odlišit uvedením písmena vzorku před stopu. Příklad: B-II, popř. D1-IX. Toto značení můţe být pouţito i při jiných potřebách, kdy je ţádoucí označit vzorek a číslo stopy bez zbytečných podrobností. Značení vzorku, testovacích stop: Vzorek se označuje aţ po skončení testů všech stop, jelikoţ není prostor, kde ho označit na začátku testů. Pokud by došlo k výměně vzorků v průběhu testů jednoho z nich, je potřeba vzorek uchovat v obalu, s označením do opětovného nasazení na stanici R-MAT. Vzorek samotný se označí aţ po sejmutí loţisek, kdy dojde k obnaţení jiţ nepotřebných funkčních ploch. Testovací stopy se označí po skončení testu, centropenem, pokud moţno v místech, kde se nenachází makropitting. Mazivo můţe znesnadňovat zřetelné nanesení stopy a musí být popř. očištěno. Postup 1. měření: 1. Z hromady kotoučů vyčleněny pro testy vybereme 2 kotouče. Jejich povrch pečlivě zkontrolujeme, zda není špatně vybroušen a narušen pittingem. Dále se zkontroluje, jestli je pouţita správná drsnost povrchu. Pokud se na kotouči nachází pitting. Toto místo zřetelně označíme a přesuneme ho na vyčleněnou hromadu. 2. Z těchto 2 vybraných a zkontrolovaných kotoučů označíme, které z nich bude připevněno na pevné vřeteno a které na pohyblivé vřeteno. 3. U obou kotoučů změříme jejich průměr přes funkční plochy a výsledky měření se zanesou do deníku testů, do příslušné kolonky. 4. Umístíme pohyblivé vřeteno do manipulační pozice. 5. Vzorek zablokuje vloţkami mezi vřetena a U-rameno umístíme tak, aby se nacházelo v cca v polovině mezery mezi vřeteny. 81
84 PŘÍLOHY 6. Z mazacích hubic vyndáme bavlněné knoty, vyčistíme je v benzínu, vrátíme zpět a nasajeme do nich mazivo. 7. Do mazacích hubic doplníme mazivo po okraj. 8. Vloţíme vzorek do čelistí a zajistíme šrouby. Dbáme zvýšené opatrnosti, aby nebyla poškozena funkční plocha vzorku. 9. Na hřídele obou vřeten nasadíme nové testovací kotouče, v souladu s bodem s bodem 2. Kaţdý kotouč nese označení axiální poloměru funkční plochy. Kotouče musí být nasazeny tímto označením směrem od vřetena, tak aby šlo vidět, tj. čelem s označením na stranu blíţe senzoru vibrací. 10. Pomocí kladiva a dulčíku zajistíme pojistné matice obou kotoučů. 11. Přesuneme pohyblivé vřeteno do testovací pozice. Při tomto posunu nesmí kotouč narazit do vzorku, ale lehce dosednout za plné kontroly obsluhy. 12. Přesuneme vzorek do 1. testovací stopy. Pokud se jedná o texturovanou stopu, volně najedeme do této stopy, opřeme vzorek o plochu kotouče a vizuální zkontrolujeme, zda se místo dotyku nachází v šířce textury. 13. Zatíţíme mrtvou pohyblivé vřeteno mrtvou vahou přes ocelové lanko. 14. Resetujeme vyhodnocovací jednotku Viditech pomocí kovové pinzety nebo drátu. Reset se provede spojením 2 pin šroubů u dolního okraje jednotky, konkrétně 3. a 4. šroubu zleva. 15. Na čítači minut pro danou stanici odečteme konečnou délku testu, vynulujeme tlačítkem vlevo od číslic. 16. Provedeme závěrečnou kontrolu. Překontrolujeme volnost pohybu kotoučů, správnost nasazení, mazací hubice, hladinu maziva, dotyk v testovací stopě. 17. Spustíme nový test. Postup 2 aţ x-tého měření: 18. Vizuálně zkontrolujeme aktuální testovací stopu a funkční plochy obou kotoučů na přítomnost pittingu. 19. Pokud se pitting nachází na kotoučích nebo vzorku, body 3 a 4 přeskočíme. 20. Pokud se zde pitting nenachází, zkontrolujeme sběrnou krabici, zda svítí kontrolka překročení meze. Pokud ano, resetujeme ji a test spustíme znova. Pokud ne, spustíme test ihned znova. 21. Takto nově spuštěný test hlídáme několik minut, přičemţ sledujeme hladinu vibrací, zda se nepohybuje blízko stanovené meze. Pakliţe ano, musíme tuto mez zvýšit. Doporučené hodnota navýšení je 1 mm/s. 22. Z hromady kotoučů vyčleněny pro testy vybereme 2 kotouče. Jejich povrch pečlivě zkontrolujeme, zda není špatně vybroušen a narušen pittingem. Dále se zkontroluje, jestli je pouţita správná drsnost povrchu. Pokud se na kotouči nachází pitting. Toto místo zřetelně označíme a přesuneme ho na vyčleněnou hromadu. 23. Z těchto 2 vybraných a zkontrolovaných kotoučů označíme, které z nich bude připevněno na pevné vřeteno a které na pohyblivé vřeteno. 24. U obou kotoučů změříme jejich průměr přes funkční plochy a výsledky měření se zanesou do deníku testů, do příslušné kolonky. 25. Odepneme závaţí a pohyblivé vřeteno umístíme do manipulační pozice. 26. Vzorek zablokuje vloţkami mezi vřetena a U-rameno umístíme tak, aby se nacházelo v cca v polovině mezery mezi oběma kotouči. Nedojde tak k moţnému dotyku vzorku a kotoučů při jejich výměně. 82
85 SEZNAM PŘÍLOH 27. Pomocí kladiva a dulčíku povolíme pojistné matice obou kotoučů a sejmeme je spolu s distanční vloţkou z hřídelí. 28. Z hřídelí sejmeme oba pouţité kotouče. Při odjímaní dbáme na to, aby kotouč nespadl nebo nenarazil na jinou kovovou plochu. 29. Pouţité kotouče označíme centropenem. V popisku uvedeme, ţe byly pouţity, dále označení vzorku a číslo testovací stopy. Pokud se na kotouči nachází pitting, místo označíme na čele kotouče s vyznačením místa pittingu. 30. Stopu na vzorku, u které byl právě skončen test, označíme centropenem jejím číslem, čitelně v místě kde se nenachází pitting. 31. Z mazacích hubic vyndáme bavlněné knoty, vyčistíme je v benzínu, vrátíme zpět a nasajeme do nich mazivo. 32. Do mazacích hubic doplníme mazivo po okraj. 33. Na hřídele obou vřeten nasadíme nové testovací kotouče, v souladu s bodem s bodem 6. Kaţdý kotouč nese označení axiální poloměru funkční plochy. Kotouče musí být nasazeny tímto označením směrem od vřetena, tak aby šlo vidět, tj. čelem s označením na stranu blíţe senzoru vibrací. 34. Pomocí kladiva a dulčíku zajistíme pojistné matice obou kotoučů. 35. Přesuneme vzorek do nové testovací stopy. Pokud se jedná o texturovanou stopu, volně najedeme do této stopy, opřeme vzorek o plochu kotouče a vizuální zkontrolujeme, zda se místo dotyku nachází v šířce textury. 36. Přesuneme pohyblivé vřeteno do testovací pozice. Při tomto posunu nesmí kotouč narazit do vzorku, ale lehce dosednout za plné kontroly obsluhy 37. Zatíţíme mrtvou pohyblivé vřeteno mrtvou vahou přes ocelové lanko. 38. Resetujeme vyhodnocovací jednotku Viditech pomocí kovové pinzety nebo drátu. Reset se provede spojením 2 pin šroubů u dolního okraje jednotky, konkrétně 3. a 4. šroubu zleva. 39. Na čítači minut pro danou stanici odečteme konečnou délku testu, vynulujeme tlačítkem vlevo od číslic. 40. Provedeme závěrečnou kontrolu. Překontrolujeme volnost pohybu kotoučů, správnost nasazení, mazací hubice, hladinu maziva, dotyk v testovací stopě. 41. Spustíme nový test. Manipulace se vzorkem: Funkční plocha nesmí přijít do skončení operace vyhodnocení do styku s ţádným kovovým povrchem (vyjma testovacích kotoučů). Při přemisťování vzorku, upínání nasazování loţisek a jejich sejmutí je nutno dbát zvýšené opatrnosti, jelikoţ vzorek přichází do styku s jinými kovovými mechanismy. Při manipulaci s jiţ upnutým vzorkem se musí dbát zvýšené opatrnosti, aby nedošlo k nárazu kotouče o vzorek. K eliminaci tohoto nebezpečí sloţí vloţky, které blokují pozici vzorku a nedovolí vzájemnému kontaktu funkčních ploch. Tyto vloţky se musí pouţít při jakékoliv manipulaci se vzorkem, přejezdu na novou stopu a výměně kotoučů. Postup vyhodnocení: 1. Vzorek vyjmeme ze stanice R-MAT. 2. Sejmeme loţiska v lisovacím přípravku. 3. Na plochy pod loţiska označíme vzorek příslušným písmenem, viz kapitola Značení vzorku, testovacích stop. 83
86 PŘÍLOHY 4. Dále vyznačíme stranu blíţe k senzoru vibrací. 5. Od strany blíţe k senzoru vibrací provedeme značení stop, mimo vzorek samotný. 6. Vzorek je očištěn od nečistot pomocí acetonu a vaty. 7. Vzorek je vloţen do manipulačního třenu. 8. Pod soustavu mikroskopu (viz bod 4.5.3) umístíme třen se vzorkem. 9. Postupně vyhodnocujeme stopy jednu po druhé. Vyfotíme všechny izolované makropittingy ve stopě. Zaznamenáváme čísla fotografií pro jednotlivé stopy. 10. V PC rozčleníme fotografie pro jednotlivé stopy podle záznamu z předchozího bodu. Deník testů: Viz příloha č

87 SEZNAM PŘÍLOH Příloha č. 2 - Fotografie stop vzorku A & B: Fotografie vzorku A: 85
88 PŘÍLOHY 86

89 SEZNAM PŘÍLOH 87


90 PŘÍLOHY 88

91 SEZNAM PŘÍLOH 89

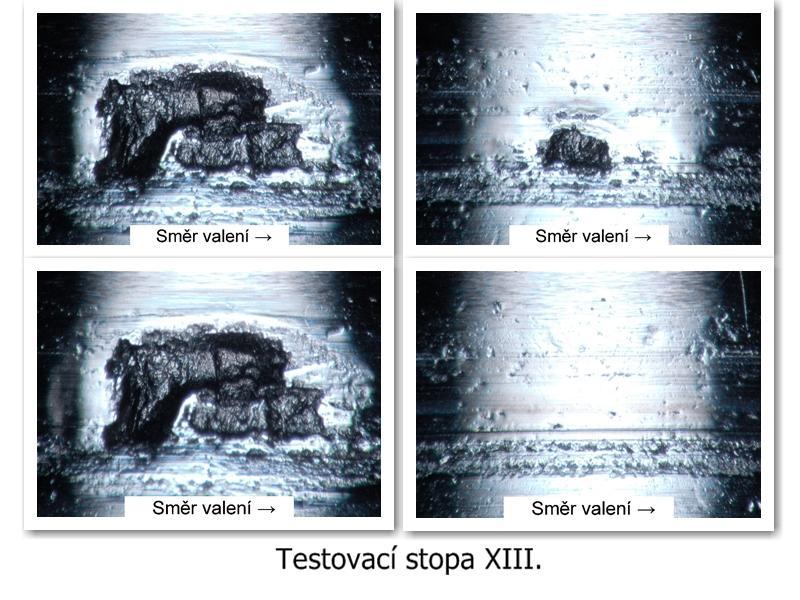
92 PŘÍLOHY 90
93 SEZNAM PŘÍLOH Fotografie vzorku B: 91

94 PŘÍLOHY 92
Metody modifikace topografie strojních prvků
 Metody modifikace topografie strojních prvků, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ 2452/2010
Metody modifikace topografie strojních prvků, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ 2452/2010
Problematika disertační práce a současný stav řešení
 Problematika disertační práce a současný stav řešení Otakar Šamánek "Myslím si, že na celosvětovém trhu je místo maximálně pro 5 počítačů." Thomas Watson, ředitel společnosti IBM, 1943 2 /13 OSNOVA Formulace
Problematika disertační práce a současný stav řešení Otakar Šamánek "Myslím si, že na celosvětovém trhu je místo maximálně pro 5 počítačů." Thomas Watson, ředitel společnosti IBM, 1943 2 /13 OSNOVA Formulace
Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů
 Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů O.Šamánek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OSNOVA
Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů O.Šamánek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OSNOVA
Mechanická modifikace topografie strojních součástí
 Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů
 Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů Experimental Study of Lubrication Films Formation During Start up and Reversal Motion of Rubbing Surfaces Ing. Petr
Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů Experimental Study of Lubrication Films Formation During Start up and Reversal Motion of Rubbing Surfaces Ing. Petr
Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání
 Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání Ing. Tomáš Zapletal Vedoucí práce: Ing. Petr Šperka, PhD. Ústav konstruování Fakulta strojního
Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání Ing. Tomáš Zapletal Vedoucí práce: Ing. Petr Šperka, PhD. Ústav konstruování Fakulta strojního
Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů
 Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů Pojednání ke státní doktorské zkoušce Ing. Libor Urbanec VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů Pojednání ke státní doktorské zkoušce Ing. Libor Urbanec VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Studium přechodových p v mazacích ch filmech vysokorychlostní barevnou kamerou
 Ing. Petr Svoboda, FSI VUT v Brně, Ústav konstruování Studium přechodových p jevů v mazacích ch filmech vysokorychlostní barevnou kamerou Školitel: Doc. Ing. Ivan Křupka, Ph.D. VUT Brno, FSI 2008 Obsah
Ing. Petr Svoboda, FSI VUT v Brně, Ústav konstruování Studium přechodových p jevů v mazacích ch filmech vysokorychlostní barevnou kamerou Školitel: Doc. Ing. Ivan Křupka, Ph.D. VUT Brno, FSI 2008 Obsah
VÝVOJ NOVÉ GENERACE ZAŘÍZENÍ S POKROČILOU DIAGNOSTIKOU PRO STANOVENÍ KONTAKTNÍ DEGRADACE
 VÝVOJ NOVÉ GENERACE ZAŘÍZENÍ S POKROČILOU DIAGNOSTIKOU PRO STANOVENÍ KONTAKTNÍ DEGRADACE Jiří Dvořáček Prezentace k obhajobě doktorské dizertační práce Institute of Machine and Industrial Design Faculty
VÝVOJ NOVÉ GENERACE ZAŘÍZENÍ S POKROČILOU DIAGNOSTIKOU PRO STANOVENÍ KONTAKTNÍ DEGRADACE Jiří Dvořáček Prezentace k obhajobě doktorské dizertační práce Institute of Machine and Industrial Design Faculty
ÚSTAV KONSTRUOVÁNÍ ÚK
 ÚSTAV KONSTRUOVÁNÍ ÚK Experimentální studium mazacích filmů při nestacionárních provozních podmínkách řešitelé: Ing. Martin Zimmerman Ing. Petr Svoboda obor: Konstrukční a procesní inženýrství předpoklád.
ÚSTAV KONSTRUOVÁNÍ ÚK Experimentální studium mazacích filmů při nestacionárních provozních podmínkách řešitelé: Ing. Martin Zimmerman Ing. Petr Svoboda obor: Konstrukční a procesní inženýrství předpoklád.
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů
 Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Prezentace k obhajobě doktorské dizertační práce 18. 11. 2013 Institute of Machine and Industrial Design Faculty of
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Prezentace k obhajobě doktorské dizertační práce 18. 11. 2013 Institute of Machine and Industrial Design Faculty of
Vliv složení třecí vrstvy na tribologii kontaktu kola a kolejnice
 Vliv složení třecí vrstvy na tribologii kontaktu kola a kolejnice Daniel Kvarda, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně Brno, 26.2.2018 Obsah 2/17 Úvod Přírodní kontaminanty Modifikátory
Vliv složení třecí vrstvy na tribologii kontaktu kola a kolejnice Daniel Kvarda, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně Brno, 26.2.2018 Obsah 2/17 Úvod Přírodní kontaminanty Modifikátory
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ TECHNOLOGICKÉ POSTUPY
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů. Pojednání ke Státní doktorské zkoušce. M. Omasta
 Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Pojednání ke Státní doktorské zkoušce Institute of Machine and Industrial Design Faculty of Mechanical Engineering
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Pojednání ke Státní doktorské zkoušce Institute of Machine and Industrial Design Faculty of Mechanical Engineering
Systém nízkoúrovňových válečkových a řetězových dopravníků
 Systém nízkoúrovňových válečkových a řetězových dopravníků Bc. Vít Hanus Vedoucí práce: Ing. František Starý Abstrakt Tématem práce je návrh a konstrukce modulárního systému válečkových a řetězových dopravníků
Systém nízkoúrovňových válečkových a řetězových dopravníků Bc. Vít Hanus Vedoucí práce: Ing. František Starý Abstrakt Tématem práce je návrh a konstrukce modulárního systému válečkových a řetězových dopravníků
v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně
 Doktorské ké studium na Ústavu konstruování v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Rychlý řešič EHD problémů Další
Doktorské ké studium na Ústavu konstruování v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Rychlý řešič EHD problémů Další
Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech
 Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech Jiří Křupka ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 23. 4. 2018 OBSAH Motivace pro řešení problému
Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech Jiří Křupka ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 23. 4. 2018 OBSAH Motivace pro řešení problému
In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu
 In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu Ing. Petr Šperka Školitel: prof. Ing. Martin Hartl, Ph.D. Ústav konstruování Odbor konstruování strojů Fakulta strojního
In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu Ing. Petr Šperka Školitel: prof. Ing. Martin Hartl, Ph.D. Ústav konstruování Odbor konstruování strojů Fakulta strojního
Konstrukce optického mikroviskozimetru
 Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2009 Obsah Úvod Formulace problému Shrnutí současného stavu
Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2009 Obsah Úvod Formulace problému Shrnutí současného stavu
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 31
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 31
Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI
 Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI II. ročník doktorského studia 00 ukončení studia na MZLÚ - Téma diplomové práce Odlišení stádií
Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI II. ročník doktorského studia 00 ukončení studia na MZLÚ - Téma diplomové práce Odlišení stádií
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích
 ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Název práce: DIAGNOSTIKA KONTAKTNĚ ZATÍŽENÝCH POVRCHŮ S VYUŽITÍM VYBRANÝCH POSTUPŮ ZPRACOVÁNÍ SIGNÁLU AKUSTICKÉ EMISE
 Ing. 1 /12 Název práce: DIAGNOSTIKA KONTAKTNĚ ZATÍŽENÝCH POVRCHŮ S VYUŽITÍM VYBRANÝCH POSTUPŮ ZPRACOVÁNÍ SIGNÁLU AKUSTICKÉ EMISE Školitel: doc.ing. Pavel Mazal CSc Ing. 2 /12 Obsah Úvod do problematiky
Ing. 1 /12 Název práce: DIAGNOSTIKA KONTAKTNĚ ZATÍŽENÝCH POVRCHŮ S VYUŽITÍM VYBRANÝCH POSTUPŮ ZPRACOVÁNÍ SIGNÁLU AKUSTICKÉ EMISE Školitel: doc.ing. Pavel Mazal CSc Ing. 2 /12 Obsah Úvod do problematiky
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire
 Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Konstrukční inženýrství učíme věci jinak Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Konstrukční inženýrství učíme věci jinak Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Valivé ložisko klíč k vyšší účinnosti
 Valivé ložisko klíč k vyšší účinnosti Úvod» Novinky» Valivé ložisko klíč k vyšší účinnosti 17. 02. 2012 Valivé ložisko klíč k vyšší účinnosti Valivá ložiska a energetická účinnost tyto dva pojmy lze používat
Valivé ložisko klíč k vyšší účinnosti Úvod» Novinky» Valivé ložisko klíč k vyšší účinnosti 17. 02. 2012 Valivé ložisko klíč k vyšší účinnosti Valivá ložiska a energetická účinnost tyto dva pojmy lze používat
Experimentální studium chování mazacích filmů kontaminovaných vodou
 Experimentální studium chování mazacích filmů kontaminovaných vodou Pojednání ke státní doktorské zkoušce Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 27. 6. 2006 Experimentální
Experimentální studium chování mazacích filmů kontaminovaných vodou Pojednání ke státní doktorské zkoušce Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 27. 6. 2006 Experimentální
Wöhlerova křivka (uhlíkové oceli výrazná mez únavy)
") Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
Experimentální výzkum vlivu zesílení konstrukce valené klenby lepenou uhlíkovou výztuží
 EXPERIMENTÁLNÍ VÝZKUM KLENEB Experimentální výzkum vlivu zesílení konstrukce valené klenby lepenou uhlíkovou výztuží 1 Úvod Při rekonstrukcích památkově chráněných a historických budov se často setkáváme
EXPERIMENTÁLNÍ VÝZKUM KLENEB Experimentální výzkum vlivu zesílení konstrukce valené klenby lepenou uhlíkovou výztuží 1 Úvod Při rekonstrukcích památkově chráněných a historických budov se často setkáváme
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Témata doktorského studia pro akademický rok 2011/2012
 Prezentace Ústavu konstruování 2011 Témata doktorského studia pro akademický rok 2011/2012 Proč jít na doktorské studium na Ústav konstruování? Kolektiv mladých lidí se zájmem o věc Záruka získání PhD
Prezentace Ústavu konstruování 2011 Témata doktorského studia pro akademický rok 2011/2012 Proč jít na doktorské studium na Ústav konstruování? Kolektiv mladých lidí se zájmem o věc Záruka získání PhD
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011
 Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Aplikace megnetoreologických kapalin
Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Aplikace megnetoreologických kapalin
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Plán přednášek a úkolů z předmětu /01
 Plán přednášek a úkolů z předmětu 347-0304/01 ČÁSTI A MECHANISMY STROJŮ Rozsah... 20, zápočet, kombinovaná zkouška, 6 kreditů Ročník... 2. ročník kombinovaného bakalářského studia Studijní program... B2341
Plán přednášek a úkolů z předmětu 347-0304/01 ČÁSTI A MECHANISMY STROJŮ Rozsah... 20, zápočet, kombinovaná zkouška, 6 kreditů Ročník... 2. ročník kombinovaného bakalářského studia Studijní program... B2341
Centrum kompetence automobilového průmyslu Josefa Božka - AutoSympo a Kolokvium Božek až , Roztoky -
 Popis obsahu balíčku WP16VaV: Zdokonalení ozubených převodů pro vyšší trvanlivost, nízkou hmotnost a nízký hluk Vedoucí konsorcia podílející se na pracovním balíčku Vysoká škola báňská - Technická univerzita
Popis obsahu balíčku WP16VaV: Zdokonalení ozubených převodů pro vyšší trvanlivost, nízkou hmotnost a nízký hluk Vedoucí konsorcia podílející se na pracovním balíčku Vysoká škola báňská - Technická univerzita
OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 ( )
") OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 (2009 2011) Dílčí část projektu: Experiment zaměřený na únavové vlastnosti CB desek L. Vébr, B. Novotný,
OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 (2009 2011) Dílčí část projektu: Experiment zaměřený na únavové vlastnosti CB desek L. Vébr, B. Novotný,
Řetězové převody Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Hynek Palát
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
1 VYMEZENÍ ŘEŠENÉ PROBLEMATIKY A PŘEDBĚŽNÉHO CÍLE DISERTAČNÍ PRÁCE...5
 OBSAH OBSAH 1 VYMEZENÍ ŘEŠENÉ PROBLEMATIKY A PŘEDBĚŽNÉHO CÍLE DISERTAČNÍ PRÁCE...5 1.1 Cíl disertační práce...6 2 SHRNUTÍ SOUČASNÉHO STAVU POZNÁNÍ...7 3 ANALÝZA A ZHODNOCENÍ ZÍSKANÝCH POZNATKŮ...26 4 VYMEZENÍ
OBSAH OBSAH 1 VYMEZENÍ ŘEŠENÉ PROBLEMATIKY A PŘEDBĚŽNÉHO CÍLE DISERTAČNÍ PRÁCE...5 1.1 Cíl disertační práce...6 2 SHRNUTÍ SOUČASNÉHO STAVU POZNÁNÍ...7 3 ANALÝZA A ZHODNOCENÍ ZÍSKANÝCH POZNATKŮ...26 4 VYMEZENÍ
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Hodnocení tribologických vlastností procesních kapalin
 Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
VY_32_INOVACE_C 07 17
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Studium tenkých mazacích filmů spektroskopickou reflektometrií
 Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání
Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání
Korelace změny signálu AE s rozvojem kontaktního poškození
 Korelace změny signálu AE s rozvojem kontaktního poškození L Libor Nohál, Nohál F Hort, P Mazal Prezentace k obhajobě doktorské dizertační práce 27. 05. 2015 Bearings don t commit suicide! (Dr. Kenred
Korelace změny signálu AE s rozvojem kontaktního poškození L Libor Nohál, Nohál F Hort, P Mazal Prezentace k obhajobě doktorské dizertační práce 27. 05. 2015 Bearings don t commit suicide! (Dr. Kenred
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY OF TURBINE WITH SIDE CHANNEL RUNNER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
OPTIMALIZACE VIRTUÁLNÍHO PROTOTYPU PRŮMYSLOVÉ PŘEVODOVKY
 Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT OPTIMALIZACE VIRTUÁLNÍHO PROTOTYPU PRŮMYSLOVÉ PŘEVODOVKY Michal Gryga Střední průmyslová škola, Praha 10, Na Třebešíně
Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT OPTIMALIZACE VIRTUÁLNÍHO PROTOTYPU PRŮMYSLOVÉ PŘEVODOVKY Michal Gryga Střední průmyslová škola, Praha 10, Na Třebešíně
Fakulta strojního inženýrství. Tribologie - Semestrální práce.
 Tribologie - Semestrální práce http://blog.wired.com/photos/uncategorized/2007/11/27/hard_disk_platter_reflection.jpg Obsah Úvod Trend zvyšování kapacity paměti Fyzická struktura Poškození pevných disků
Tribologie - Semestrální práce http://blog.wired.com/photos/uncategorized/2007/11/27/hard_disk_platter_reflection.jpg Obsah Úvod Trend zvyšování kapacity paměti Fyzická struktura Poškození pevných disků
Mechanika s Inventorem
 CAD Mechanika s Inventorem 1. Úvodní pojednání Petr SCHILLING, autor přednášky Ing. Kateřina VLČKOVÁ, obsahová korekce Tomáš MATOVIČ, publikace 1 Obsah přednášky: Cíl projektu 3 Význam mechanických analýz
CAD Mechanika s Inventorem 1. Úvodní pojednání Petr SCHILLING, autor přednášky Ing. Kateřina VLČKOVÁ, obsahová korekce Tomáš MATOVIČ, publikace 1 Obsah přednášky: Cíl projektu 3 Význam mechanických analýz
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Mechanika s Inventorem
 Mechanika s Inventorem 1. Úvodní pojednání CAD data FEM výpočty Petr SCHILLING, autor přednášky Ing. Kateřina VLČKOVÁ, obsahová korekce Optimalizace Tomáš MATOVIČ, publikace 1 Obsah přednášky: Cíl projektu
Mechanika s Inventorem 1. Úvodní pojednání CAD data FEM výpočty Petr SCHILLING, autor přednášky Ing. Kateřina VLČKOVÁ, obsahová korekce Optimalizace Tomáš MATOVIČ, publikace 1 Obsah přednášky: Cíl projektu
Základy tvorby výpočtového modelu
 Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
Vítejte. ve společnosti ZEN S.A.
 Vítejte ve společnosti ZEN S.A. ZEN - volnoběžné řemenice Technická prezentace ZEN - volnoběžné řemenice Technická prezentace PŘEHLED Konstrukční charakteristika Benchmarking Představení produktu Ověřovací
Vítejte ve společnosti ZEN S.A. ZEN - volnoběžné řemenice Technická prezentace ZEN - volnoběžné řemenice Technická prezentace PŘEHLED Konstrukční charakteristika Benchmarking Představení produktu Ověřovací
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT. Západočeská univerzita v Plzni Fakulta strojní
 REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire
 Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Projektově orientovaná výuka Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Projektově orientovaná výuka Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Druhy tření,
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Druhy tření,
1.1 Povrchy povlaků - mikrogeometrie
 1.1 Povrchy povlaků - mikrogeometrie 1.1.1 Požadavky na povrchy povlaků [24] V případě ocelových plechů je kvalita povrchu povlaku určována zejména stavem povrchu hladících válců při finálních úpravách
1.1 Povrchy povlaků - mikrogeometrie 1.1.1 Požadavky na povrchy povlaků [24] V případě ocelových plechů je kvalita povrchu povlaku určována zejména stavem povrchu hladících válců při finálních úpravách
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE. František HELEBRANT, Vladislav MAREK,
 PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
MANUÁL PRO VÝPOČET ZBYTKOVÉHO
 MANUÁL PRO VÝPOČET ZBYTKOVÉHO PRODLOUŽENÍ VE ŠROUBECH 0 25.05.2016 Doporučení pro výpočet potřebného prodloužení šroubu, aby bylo dosaženo požadovaného předpětí ve šroubech předepínaných hydraulickým napínákem
MANUÁL PRO VÝPOČET ZBYTKOVÉHO PRODLOUŽENÍ VE ŠROUBECH 0 25.05.2016 Doporučení pro výpočet potřebného prodloužení šroubu, aby bylo dosaženo požadovaného předpětí ve šroubech předepínaných hydraulickým napínákem
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ
 OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
Energeticky účinná kuličková ložiska SKF. Snížením tření k vyšším úsporám energie
 Energeticky účinná kuličková ložiska SKF Snížením tření k vyšším úsporám energie Energeticky účinná ložiska SKF Navržené pro trvale udržitelný rozvoj Každým dnem je stále patrnější nutnost šetřit energií,
Energeticky účinná kuličková ložiska SKF Snížením tření k vyšším úsporám energie Energeticky účinná ložiska SKF Navržené pro trvale udržitelný rozvoj Každým dnem je stále patrnější nutnost šetřit energií,
Problematika disertační práce a současný stav řešení. Filip Hort
 Problematika disertační práce a současný stav řešení školitel: doc. Ing. Pavel Mazal, CSc. 2 /18 OBSAH Téma disertační práce Zdroje AE na ložiscích Úprava zkušebního zařízení Vyhodnocování experimentálních
Problematika disertační práce a současný stav řešení školitel: doc. Ing. Pavel Mazal, CSc. 2 /18 OBSAH Téma disertační práce Zdroje AE na ložiscích Úprava zkušebního zařízení Vyhodnocování experimentálních
Simulace toku materiálu při tváření pomocí software PAM-STAMP
 Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
ČÁSTI A MECHANISMY STROJŮ III
 Plán přednášek a cvičení a zadání úkolů z předmětu ČÁSTI A MECHANISMY STROJŮ III Rozsah... 1+3, klasifikovaný zápočet; Ročník... 1. ročník prezenčního magisterského studia Školní rok... 2015/2016 zimní
Plán přednášek a cvičení a zadání úkolů z předmětu ČÁSTI A MECHANISMY STROJŮ III Rozsah... 1+3, klasifikovaný zápočet; Ročník... 1. ročník prezenčního magisterského studia Školní rok... 2015/2016 zimní
21A412: Optimalizace geometrických parametrů a pevnostních výpočtů ozubených kol automobilních převodovek zahrnující reálné provozní podmínky.
 21A412: Optimalizace geometrických parametrů a pevnostních výpočtů ozubených kol automobilních převodovek zahrnující reálné provozní podmínky. Popis aktivity: Zpracování výsledků rozborů geometrických
21A412: Optimalizace geometrických parametrů a pevnostních výpočtů ozubených kol automobilních převodovek zahrnující reálné provozní podmínky. Popis aktivity: Zpracování výsledků rozborů geometrických
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU
 EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip
 Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Aplikace barevného vidění ve studiu elastohydrodynamického mazání
 Ústav fyzikálního inženýrství Fakulta strojního inženýrství Vysoké učení technické v Brně Aplikace barevného vidění ve studiu elastohydrodynamického mazání Ing. Radek Poliščuk 1/16 Cíle disertační práce
Ústav fyzikálního inženýrství Fakulta strojního inženýrství Vysoké učení technické v Brně Aplikace barevného vidění ve studiu elastohydrodynamického mazání Ing. Radek Poliščuk 1/16 Cíle disertační práce
Czech Raildays 2010 MODIFIKACE OZUBENÍ
 MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
Návrh a kontrola valivých ložisek
 Návrh a kontrola valivých ložisek 11. cvičení Michal Vaverka, Ústav konstruování FSI VUT Typy valivých ložisek Podle typu valivých tělísek: Podle počtu řad: Podle směru Kuličková Kuličková s kosoúhlým
Návrh a kontrola valivých ložisek 11. cvičení Michal Vaverka, Ústav konstruování FSI VUT Typy valivých ložisek Podle typu valivých tělísek: Podle počtu řad: Podle směru Kuličková Kuličková s kosoúhlým
iglidur N54 Biopolymer iglidur N54 Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část D1 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část D1 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
KONSTRUKČNÍ INŽENÝRSTVÍ. Učíme věci jinak
 KONSTRUKČNÍ INŽENÝRSTVÍ Učíme věci jinak Abyste mohli dělat věci jinak, musíte je jinak i vidět. Paul Allaire OBOR KONSTRUKČNÍ INŽENÝRSTVÍ Konstrukční inženýrství je obor kombinující teoretické znalosti
KONSTRUKČNÍ INŽENÝRSTVÍ Učíme věci jinak Abyste mohli dělat věci jinak, musíte je jinak i vidět. Paul Allaire OBOR KONSTRUKČNÍ INŽENÝRSTVÍ Konstrukční inženýrství je obor kombinující teoretické znalosti
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Řemenový převod (cvičení)
") Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ, ČTVRTÝ Aleš GARSTKA 29.8.2012 Název zpracovaného celku: ŘEMENOVÝ PŘEVOD (cvičení) Řemenový převod (cvičení) Generátor řemenových převodů je v
Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ, ČTVRTÝ Aleš GARSTKA 29.8.2012 Název zpracovaného celku: ŘEMENOVÝ PŘEVOD (cvičení) Řemenový převod (cvičení) Generátor řemenových převodů je v
Snižování hlukové emise moderní automobilové převodovky. Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka
 Snižování hlukové emise moderní automobilové převodovky Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 2008 Obsah Úvod do
Snižování hlukové emise moderní automobilové převodovky Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 2008 Obsah Úvod do
Bakalářská práce na ÚK. Myslete na budoucnost
 Myslete na budoucnost Co je to bakalářská práce? Charakter bakalářské práce Student prokazuje schopnost řešit a prezentovat zadaný problém a obhájit své vlastní přístupy k řešení. Úpravu, odevzdání, zveřejňování
Myslete na budoucnost Co je to bakalářská práce? Charakter bakalářské práce Student prokazuje schopnost řešit a prezentovat zadaný problém a obhájit své vlastní přístupy k řešení. Úpravu, odevzdání, zveřejňování
HŘÍDELOVÉ SPOJKY A BRZDY
 HŘÍDELOVÉ SPOJKY A BRZDY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
HŘÍDELOVÉ SPOJKY A BRZDY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
Řemenové převody Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Hynek Palát
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Konstrukční zásady návrhu polohových servopohonů
 Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
VY_32_INOVACE_C 08 01
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Bezpečnostní kluzné a rozběhové lamelové spojky
 Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
INFORMACE O VÝROBKU. Profily ozubených řemenů. Výška. Výška Typ Rozteč Výška zubu PowerGrip GT (3) Typ Rozteč Výška zubu.
 Typ Rozteč Výška zubu.") INFORMACE O VÝROBKU Profily ozubených řemenů Výška Typ Rozteč Výška zubu PowerGrip GT (3) 2MGT 2 1.52 0.71 3MGT 3 2.41 1.12 5MGT 5 3.81 1.91 8MGT 8 5.60 3.40 14MGT 14 10.00 6.00 Výška Typ Rozteč Výška
INFORMACE O VÝROBKU Profily ozubených řemenů Výška Typ Rozteč Výška zubu PowerGrip GT (3) 2MGT 2 1.52 0.71 3MGT 3 2.41 1.12 5MGT 5 3.81 1.91 8MGT 8 5.60 3.40 14MGT 14 10.00 6.00 Výška Typ Rozteč Výška
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec,
 BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
Experimentální studium chování mazacích filmů kontaminovaných vodou. Ing. Daniel Koutný
 Experimentální studium chování mazacích filmů Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 15. 6. 2007 Osnova Současný stav poznání Cíle dizertační práce Dosažené výsledky
Experimentální studium chování mazacích filmů Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 15. 6. 2007 Osnova Současný stav poznání Cíle dizertační práce Dosažené výsledky
Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT