TECHNOLOGIE FRÉZOVÁNÍ
|
|
|
- Martina Zemanová
- před 5 lety
- Počet zobrazení:
Transkript
1 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob obrábění než soustružení. První použitelné stroje pro frézování byly postaveny koncem 19. století. V současné době představují frézky velmi výkonné stroje a po soustruzích jsou ve strojírenském průmyslu nejrozšířenějšími obráběcími stroji. 1. TECHNOLOGICKÁ CHARAKTERISTIKA Frézovací proces probíhá přerušovaně, kdy jednotlivé zuby nástroje odřezávají krátké třísky proměnlivé tloušťky. Podle použité frézy se rozlišuje frézování válcové (frézování obvodem válcové frézy) a frézování čelní (frézování čelem čelní frézy) - obr.1. Hlavní pohyb je rotační a koná ho nástroj, posuvový pohyb je přímočarý a koná ho zpravidla obrobek. Řezný pohyb se realizuje po zkrácené cykloidě. Obr.1 Základní způsoby frézování a - válcové frézování, b - čelní frézování 1 - fréza, 2 - obrobek, a p - šířka záběru ostří, B - šířka frézované plochy, H - hloubka odebírané vrstvy, v f - posuvová rychlost, f z - posuv na zub, v c - řezná rychlost Válcové frézování se převážně uplatňuje při práci s válcovými a tvarovými frézami. Zuby frézy jsou vytvořeny pouze po obvodu nástroje a hloubka odebírané vrstvy se nastavuje kolmo na osu frézy a směr posuvového pohybu. V závislosti na kinematice frézovacího procesu se rozlišuje frézování nesousledné (protisměrné) a frézování sousledné (sousměrné). Kinematika válcového frézování je uvedena na obr.2.
2 2 Obr.2 Kinematika válcového frézování a - nesousledné frézování, b - sousledné frézování D - průměr frézy, H - hloubka odebírané vrstvy, v c - řezná rychlost, v f - posuvová rychlost, v e - rychlost řezného pohybu, - úhel posuvového pohybu, - úhel posuvového pohybu Při nesousledném frézování je smysl rotace nástroje proti směru posuvu obrobku, obrobená plocha vzniká při vnikání nástroje do obrobku a tloušťka třísky se postupně mění z nulové hodnoty na hodnotu maximální. Při sousledném frézování je smysl rotace nástroje ve směru posuvu obrobku, obrobená plocha se vytváří když zub frézy vychází ze záběru a tloušťka třísky se postupně mění z maximální hodnoty na hodnotu nulovou. Obr.3 Válcové frézování - jmenovitá tloušťka třísky h i = f ( i ) Jmenovitý průřez třísky pro polohu zubu frézy i se označí A Di a vyjádří se na základě poměrů naznačených na obrázcích č.1 a 3: A Di = h i. a p = f z. a p. sin i
3 3 Maximální velikost jmenovitého průřezu třísky bude při i = max A Dmax = h max. a p = f z. a p. sin max sin max = 2 D DH H Hodnoty řezné rychlosti v c, posuvové rychlosti v f a rychlosti řezného pohybu v e se stanoví na základě vztahů: v c =. D. n m min -1 v f = z. f z. n mm min c v 2 v n. 10 ( D) (z. f c f z ) v 2 [m min -1 ] Vzhledem k tomu, že v c v f realizuje se řezný pohyb po zkrácené cykloidě, která se blíží kružnici. Počet zubů frézy v současném záběru n z se určí jako : n z z. 360 Čelní frézování se uplatňuje při práci čelními frézami, u kterých jsou břity vytvořeny na obvodu i čele nástroje a hloubka odebírané vrstvy se nastavuje ve směru osy nástroje. V závislosti na poloze osy frézy vzhledem k frézované ploše se rozlišuje symetrické a nesymetrické frézování - obr.4. Kinematické relace pro symetrické čelní frézování jsou naznačeny na obr.5. max o Obr.4 Čelní frézování a - symetrické, b - nesymetrické Pro stanovení řezné rychlosti v c a posuvové rychlosti v f se použijí stejné závislosti jako u válcového frézování. Maximální velikost jmenovitého průřezu třísky je pro = 90 a nabývá hodnoty: A f Dmax z. a p
4 4 Obr.5 Kinematika čelního frézování symetrického a p - šířka záběru ostří, v c - řezná rychlost, v f - posuvová rychlost, - úhel posuvového pohybu 2. FRÉZOVACÍ NÁSTROJE Pro frézování jako obráběcí metodu se využívá mnoho druhů frézovacích nástrojů. Frézy se v závislosti na jejich technologickém uplatnění třídí do jednotlivých skupin z různých hledisek: a) Podle umístění zubů na tělese nástroje se rozlišují frézy válcové (mají zuby na válcové ploše - a1), čelní (mají zuby na čelní ploše - a2), válcové čelní (mají zuby na čelní i válcové ploše - a3). Pozn.: údaj v závorce (písmeno + číslo: např. a1, d3, f2, g5, atd.) slouží pro identifikaci fréz na obrázcích č.6 až 16. b) Podle nástrojového materiálu zubů se rozlišují frézy z rychlořezné oceli (b1), slinutých karbidů (b2), cermetů (b3), řezné keramiky (b4), KNB (b5) a PKD (b6). c) Podle provedení zubů se rozlišují frézy se zuby frézovanými (c1) nebo podsoustruženými (c2). U frézovaných zubů tvoří čelo i hřbet rovinné plochy, úzká fazetka o šířce 0,5 až 2 mm na hřbetě zpevňuje břit a ostření se provádí na hřbetě. Podsoustružené zuby mají hřbetní plochu vytvořenou jako část Archimedovy spirály, čelo zubu je tvořeno rovinnou plochou a ostření se provádí na čele. Předností podsoustružených zubů je, že při ostření na čele se jejich profil mění jen nepatrně, takže se využívají především pro tvarové frézy. d) Podle směru zubů vzhledem k ose rotace frézy se rozlišují frézy se zuby přímými (d1) a zuby ve šroubovici (d2), pravé nebo levé. Zuby ve šroubovici vnikají do záběru postupně, takže řezný proces je plynulý a klidnější. Sklon šroubovice je 10 až 45 a někdy i více.
, polohrubozubé (e2) a")

 Podle konstrukčního uspořádání se rozlišují frézy")
 a frézy s vyměnitelnými břitovými")
 Podle geometrického tvaru funkční části se rozlišují")
, kopirovací (g5), rádiusové (g6), na")
 Podle způsobu upnutí jsou frézy nástrčné (upínají se")
.")
 a levořezné (i2).")

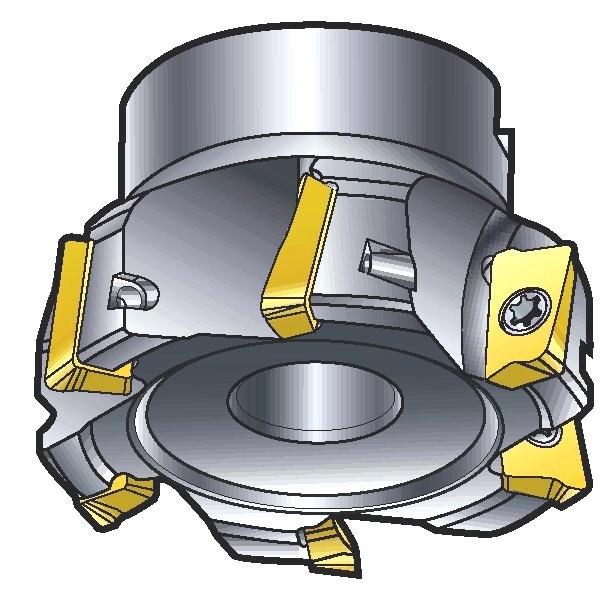
5 5 e) Podle počtu zubů vzhledem k průměru frézy se rozlišují frézy jemnozubé (e1), polohrubozubé (e2) a hrubozubé (e3). Pro klidný chod frézy má být počet zubů takový, aby současně řezaly nejméně dva zuby. f) Podle konstrukčního uspořádání se rozlišují frézy celistvé (těleso i zuby jsou z jednoho materiálu - f1), s vloženými noži (f2) a frézy s vyměnitelnými břitovými destičkami, mechanicky upevněnými k tělesu frézy (f3). g) Podle geometrického tvaru funkční části se rozlišují frézy válcové (g1), kotoučové (g2), úhlové (g3), drážkovací (g4), kopirovací (g5), rádiusové (g6), na výrobu ozubení (g7), atd. h) Podle způsobu upnutí jsou frézy nástrčné (upínají se na centrální otvor - h1) a stopkové (upínají se za válcovou nebo kuželovou stopku - h2). i) Podle smyslu otáčení při pohledu od vřetena stroje se frézy dělí na pravořezné (i1) a levořezné (i2). Vybrané druhy fréz jsou uvedeny na obrázcích č.6 až 22. Obr.6 Obr.7 a3, b1, c1, d2, e2, f1, g1, h1, i1 a3, b1, c1, d1, e3, f1, g3, h1, i1 Obr.8 Obr.9 Obr.10 a1, b1, c1, d1, e2, f1, g3, h1, i2 a1, b1, c2, d1, e2, f1, g6, h1, i2 Obr.11 a3, b2, c1, d2, e3, f1, g4, h2, i1







6 6 Obr.12 Obr.13 a1, b1, c2, d1, e2, f1, g6, h1, i2 a1, b1, c2, d1, e2, f1, g7, h1, i2 Obr.14 a3, b2, c-, d1, e3, f3, g-, h2, i1 Obr.15 Čelní frézovací hlava Obr.16 Čelní frézovací hlava a2, b2, c-, d2, e2, f3, g-, h1, i1 a2, b2, c-, d2, e3, f3, g-, h1, i1





7 7 Obr.17 Čelní frézovací hlavy různé konstrukce Obr.18 Frézy firmy Iscar (Israel)




8 8 Obr.19 Frézy firmy Iscar (Israel) Obr.20 Frézy firmy Iscar (Israel)


9 9 Obr.21 Frézy firmy Pramet Tools (ČR) Obr.22 Frézy firmy Walter (SRN)
10 10 3. FRÉZOVACÍ STROJE Frézovací stroje - frézky jsou vyráběny a dodávány v rozmanitém sortimentu a s rozsáhlým zvláštním příslušenstvím. Podle konstrukčně-technologické koncepce se frézky člení do čtyř základních skupin - konzolové, stolové, rovinné a speciální. Konzolové frézky jsou charakteristické výškově přestavitelnou konzolou, po které se pohybují příčné sáně s podélným pracovním stolem. Tato kombinace pohybů umožňuje přestavování obrobku, upnutého na pracovním stole, ve třech pravoúhlých souřadnicích vzhledem k nástroji. Konzolové frézky se vyrábí jako: svislé (svislá osa vřetena) - obr.23, 24, vodorovné vodorovná osa vřetena) - obr.25, 26, univerzální (vodorovná osa vřetena a otočný podélný pracovní stůl rozsah natáčení ve vodorovné rovině: 45 ). Konzolové frézky mohou být vybaveny rozsáhlým zvláštním příslušenstvím, jako jsou univerzální frézovací a vrtací hlavy, otočné stoly, dělicí přístroje apod. Obr.23 Konzolová frézka svislá 1 - základna, 2 - stojan, 3 - konzola, 4 - příčné sáně, 5 - podélný pracovní stůl, 6 - naklápěcí vřeteník, 7 - kruhová základna vřeteníku



11 11 F2VR FNG40 CNC Obr.24 Konzolové frézky svislé Obr.25 Konzolová frézka vodorovná 1 - základna, 2 - stojan, 3 - konzola, 4 - rameno, 5 - příčné sáně, 6 - podélný pracovní stůl, 7 - vřeteno, 8 - ovládací panel

 - obr.")
12 12 FA3B Obr.26 Konzolové frézky vodorovné FGS25-32 Stolové frézky mají svisle přestavitelný vřeteník a pracovní podélný stůl uložený na příčných saních. Vyrábějí se v provedení: svislém (svislá osa vřetena) - obr.27, vodorovném (vodorovná osa vřetena). Obr.27 Stolová frézka svislá 1 - základní deska, 2- stojan, 3 - vřeteník, 4 - vřeteno, 5 - pracovní stůl, 6 - ovládací panel
13 13 Rovinné frézky mají pracovní stůl s jedním stupněm volnosti - obr.28. Jsou robustní konstrukce a obrábějí se na nich obrobky vyšších hmotností. Speciální frézky jsou používány pro speciálně zaměřené frézovací procesy, jako frézování ozubení ozubených kol, frézování závitů, apod. Obr.28 Rovinná frézka 1 - lože, 2 - stojan, 3 - svislý vřeteník, 4 - vodorovný vřeteník, 5 - pracovní stůl, 6 - vřeteno, 7 - ovládací panel 4. UPÍNÁNÍ NÁSTROJŮ A OBROBKŮ Frézy s kuželovou upinací stopkou se upínají přímo do kuželové dutiny vřetena frézky v případě, kdy jsou oba kužely shodné. Je-li kužel upínací stopky menší než kužel dutiny vřetena, použije se k upnutí vhodné redukční pouzdro. Vnější kužel redukčního pouzdra je shodný s kuželem dutiny vřetena a vnitřní kužel je shodný s kuželem upínací stopky frézy. Upnutí je jištěno šroubem, který prochází vrtáním vřetena. Frézy s válcovou upinací stopkou se upínají do upínacích sklíčidel s vyměnitelnými rozpinacími pouzdry - obr.29.


. a b c Obr.")

14 14 Obr.29 Sklíčidlo s upinací kleštinou pro upínání fréz s válcovou stopkou 1 - upinací kleština, 2 - stopková fréza K velmi moderním metodám upínání maloprůměrových fréz s válcovou stopkou patří tzv. tepelné upínání. Tato metoda spočívá v ohřevu upinacího pouzdra, které je po vložení nástroje ochlazeno a tím upne nástroj s vysokou spolehlivostí a přesností. Uvolnění nástroje se rovněž provádí ohřevem, k uvolnění dojde v důsledku různé délkové roztažnosti upinacího pouzdra a frézy. Jednotlivé prvky systému tepelného upínání firmy Fette jsou uvedeny na obrázku č.30 (ukázka upnutí vrtáku). a b c Obr.30 Tepelné upínání firmy Fette (SRN) a - vzhled zařízení, b - indukční cívka pro ohřev, c - chladič Nástrčné frézy se upínají na frézovací trny. Malé frézovací hlavy a čelní válcové frézy se upínají letmo na krátký frézovací trn - obr.31. Unášení frézy je zajištěno podélným perem, nebo příčným perem v závislosti na jejím konstrukčním provedení. Dlouhý frézovací trn se používá pro upnutí nástrčných fréz, případně několika nástrčných fréz. Kuželová stopka dlouhého frézovacího trnu je upnuta v kuželové dutině vřetena a volný konec trnu je uložen v podpěrném ložisku frézky (obr.32).


15 15 Obr.31 Upnutí čelní válcové frézy na krátký frézovací trn 1 - vřeteno, 2 - frézovací trn, 3 - upinací šroub, 4 - podélné pero, 5 - příčné pero Obr.32 Upnutí válcové frézy na dlouhý frézovací trn 1 - vřeteno, 2 - dlouhý frézovací trn, 3 - rozpěrné kroužky, 4 - podpěrné ložisko, 5 - upinací matice, 6 - upinací šroub Obrobek se upíná přímo na pracovní stůl frézky do strojních svěráků, nebo do upinacích přípravků. Příklad upnutí obrobku na stůl frézky je na obr.33. Strojní svěráky patří do zvláštního příslušenství frézek a jsou ovládané ručně, pneumaticky, nebo hydraulicky. Obr.33 Upnutí obrobku upínkami na stůl frézky 1 - obrobek, 2 - upínka, 3 - šroub, 4 - matice, 5 - opěrka, 6 - stůl frézky
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Základní charakteristika frézování. frézování - třískové obrábění rovinných i vnitřních a vnějších tvarových ploch stroje - frézky nástroje - frézy
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 Str. 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
Str. 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ SEMINÁRNÍ PRÁCE AUTOR PRÁCE Neznámý dobrák ;) BRNO 2014 FSI VUT SEMINÁRNÍ PRÁCE List 2 1. ZÁKLADY TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ SEMINÁRNÍ PRÁCE AUTOR PRÁCE Neznámý dobrák ;) BRNO 2014 FSI VUT SEMINÁRNÍ PRÁCE List 2 1. ZÁKLADY TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
5.FRÉZOVÁNÍ. Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou.
 1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
10. Frézování. Frézováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity.
 10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Frézování spojených ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Frézování. Podstata metody. Zákl. způsoby frézování rovinných ploch. Frézování válcovými frézami
 Fréování obrábění rovinných nebo tvarových loch vícebřitým nástrojem réou mladší ůsob než soustružení (rvní réky 18.stol., soustruhy 13.stol.) Podstata metody řený ohyb: složen e dvou ohybů cykloida (blížící
Fréování obrábění rovinných nebo tvarových loch vícebřitým nástrojem réou mladší ůsob než soustružení (rvní réky 18.stol., soustruhy 13.stol.) Podstata metody řený ohyb: složen e dvou ohybů cykloida (blížící
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ...
 OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Frézování tvarových ploch II
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Upínání nástrojů fréz
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Výkony potřebují kvalitu.
 ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Volba upínacích prostředků a způsoby upínání jsou závislé
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
TECHNOLOGIE I ZÁKLADNÍ METODY OBRÁBĚNÍ 1. část
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I ZÁKLADNÍ METODY OBRÁBĚNÍ 1. část Interaktivní multimediální text pro magisterskou formu studia Doc.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I ZÁKLADNÍ METODY OBRÁBĚNÍ 1. část Interaktivní multimediální text pro magisterskou formu studia Doc.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Obráběcí stroje SIEG 2012 / 04
 2012 / 04 Frézky Soustruhy Kombinované stroje Sloupové a převodové vrtačky Příslušenství ve světě Výrobce SIEG Industrial Group je významnou společností, která se zabývá vlastním vývojem a výrobou obráběcích
2012 / 04 Frézky Soustruhy Kombinované stroje Sloupové a převodové vrtačky Příslušenství ve světě Výrobce SIEG Industrial Group je významnou společností, která se zabývá vlastním vývojem a výrobou obráběcích
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Vratidla stavitelná ČSN Držáky nástrčných výhrubníků a výstružníků ČSN
 Vratidla stavitelná ČSN 24 1126 Velikost čtyřhranu Průměr Průměr od do tělesa rukojeti Délka mm mm mm mm mm 2 4,5 12 5 125 2,5 7,1 18 8 210 3,15 6,3 18 8 210 3,55 9 27 11 310 5,6 16 40 14 400 14 31,5 78
Vratidla stavitelná ČSN 24 1126 Velikost čtyřhranu Průměr Průměr od do tělesa rukojeti Délka mm mm mm mm mm 2 4,5 12 5 125 2,5 7,1 18 8 210 3,15 6,3 18 8 210 3,55 9 27 11 310 5,6 16 40 14 400 14 31,5 78
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Obráběcí stroje Rozdělení obráběcích strojů
 Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
CNC. Stopkové nástroje
 04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
Frézování. Rozeznáváme dva základní druhy frézovaní:
 Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC)
") 2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Příslušenství pro frézky
 OPTIMUM přesné strojní svěráky FMS Robustní konstrukce pro frézování, vrtání a broušení Těleso svěráku je vyrobeno z kvalitní litiny Vodicí plochy jsou kalené a broušené Upínací čelisti jsou kalené a broušené
OPTIMUM přesné strojní svěráky FMS Robustní konstrukce pro frézování, vrtání a broušení Těleso svěráku je vyrobeno z kvalitní litiny Vodicí plochy jsou kalené a broušené Upínací čelisti jsou kalené a broušené
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206
 Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
PRAXE - Základy frézování. 1. Úvod. 2. Bezpečnost a PO. 1.1. Frézování
 PRAXE - Základy frézování 1. Úvod 1.1. Frézování Frézování je třískové obrábění rovinných ploch, pravoúhlých ploch, tvarových ploch, vnitřních nebo vnějších. Dále frézování drážek, frézování ozubených
PRAXE - Základy frézování 1. Úvod 1.1. Frézování Frézování je třískové obrábění rovinných ploch, pravoúhlých ploch, tvarových ploch, vnitřních nebo vnějších. Dále frézování drážek, frézování ozubených