SPŠS Praha 10 Na Třebešíně *** STT *** Návrh soustružnického nástroje dle ISO-kódu
|
|
|
- Miroslav Marcel Bureš
- před 5 lety
- Počet zobrazení:
Transkript

1 Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN Výchozí průměr materiálu je D 1 = 80 mm, cílový průměr D 2 = 50 mm. Požadovaná výsledná drsnost povrchu je Ra = 6.3 µm. Maximální možné vyložení držáku nástroje z hlavy stroje je H = 47 mm. Hlava stroje umožňuje upnutí držáku o největší délce těla L = 165 mm. Směr řezu uvažujte pravý. Počítejte s trvanlivostí břitu nástroje T = 45 min. Pozn. v rámci úlohy nekontrolujte výkon obrábění a příkon stroje. Zapište úplný ISO kód vybraného nástroje a břitové destičky a stanovte řezné podmínky. Při návrhu používejte tovární materiály fy PRAMET TOOLS PRAVÝ směr řezu Poznámka : Během postupu řešení využíváme Příručku obrábění a katalog Soustružení Postup: 1. Nejprve zařadíme materiál obrobku do skupiny obrobitelnosti dle normy ISO 513. Ocel ČSN patří do skupiny P. (Příručka, str. 91) 1
 ( Příručka, str. 20 ) Celková tloušťka vrstvy, která má být odebrána, činí 15 mm na poloměru.")
 - tato metoda koresponduje i s požadavkem na výslednou drsnost")
2 2. Následuje přiřazení dané operace do jedné ze skupin dle jejího charakteru (jemné a dokončovací soustružení, polohrubování, hrubování, těžké hrubování, upichování a zapichování nebo závitování) ( Příručka, str. 20 ) Celková tloušťka vrstvy, která má být odebrána, činí 15 mm na poloměru. Tento celkový úběr lze výhodně rozdělit na 3 třísky po 5 mm. Hloubka řezu je a p = 5 mm - dle uvedeného schématu půjde tedy o hrubovací soustružení (oblast 3) - tato metoda koresponduje i s požadavkem na výslednou drsnost povrchu Ra = 6.3µm Schéma úběru třísek Jmenovitý 50 mm S ohledem na maximální produktivitu hrubování stanovíme hodnotu posuvu na f = 0.8 mm.ot --1 2
3 3. Návrh vhodné kombinace držák vyměnitelná břitová destička 3.1 Návrh upínacího systému držáku Při hrubování se dobře uplatní systém ISO P. (Příručka, str. 13) VBD Držák Úhlová páka 3.2 Stanovení průřezu držáku Při známém vyložení držáku z nožové hlavy stroje můžeme stanovit další základní rozměry držáku pomocí nomogramu (Příručka, str. 14) Není-li vyložení držáku zadáno či známo, nelze nomogram použít a pro aplikaci určitého držáku je nezbytné znát parametry konkrétního obráběcího stroje nebo musí být rozměry držáku přímo součástí zadání. Vzhledem k celkové tuhosti soustavy stroj-nástroj-obrobek je důležité volit co největší držák, který je možno na daném stroji upnout; žádoucí je minimální vyložení nástroje. Dle našeho zadání je max. vyložení držáku H = 46 mm. Výsledek pro naše zadání je v nomogramu zaznamenán modrou barvou. Bude tedy použit držák o průřezu 40 x 40 mm. 3

 V následující tabulce jsou uvedeny výchozí")
4 3.3 Stanovení materiálu vyměnitelné břitové destičky Z nabídky fy PRAMET TOOLS nyní vybereme vhodný materiál břitové destičky ( Příručka, str. 8,26 ) Pro danou operaci vyhovuje např. materiál s továrním označením Hodnoty trvanlivosti břitu T ( min ) V následující tabulce jsou uvedeny výchozí hodnoty řezných podmínek pro návrh nástroje 4
 V případě našeho zadání bude důležitým hlediskem stabilita při přerušovaném řezu jedná se o hrubování, které se při první třísce týká kůry polotovaru. Pozn.")
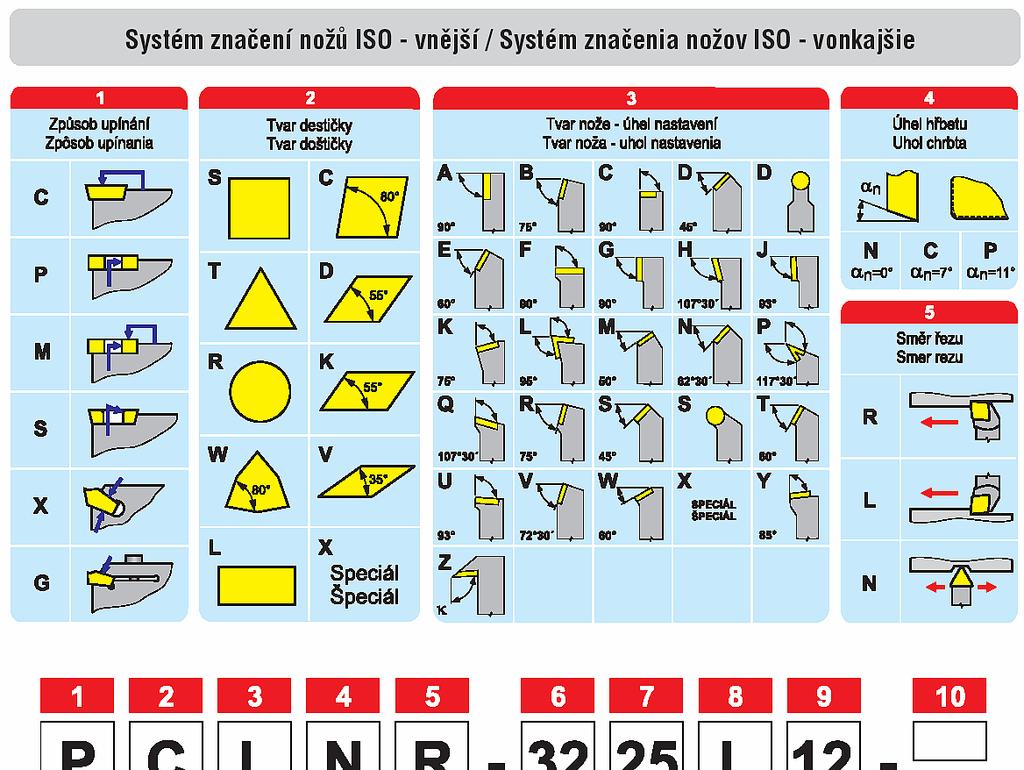
5 3.4 Stanovení tvaru vyměnitelné břitové destičky Tvar VBD je velmi důležitý z několika zásadních hledisek, která jsou přehledně uspořádána do tabulky ( Příručka, str. 15 ) V případě našeho zadání bude důležitým hlediskem stabilita při přerušovaném řezu jedná se o hrubování, které se při první třísce týká kůry polotovaru. Pozn. Obecně nejvýhodnějším tvarem destičky pro většinu vnějších soustružnických prací typu podélného hrubování je tvar kruhový. Vzhledem k tomu, že návrh kruhové VBD je v některých bodech specifický a v rámci tohoto školního příkladu je zapotřebí osvětlit problematiku typického tvaru břitu, bude postup vedoucí k použití kruhové VBD vysvětlen v rámci jiné, samostatné úlohy. Ze znázorněné tabulky vyplývá, že vhodnou destičkou pro naši aplikaci by mohl být tvar označený červeným kroužkem. Pro další postup řešení již budeme potřebovat kompletní přehled znaků označujících dle ISO kódu jednotlivé parametry nástroje ( tedy i tvar VBD ). Tento přehled najdeme v tabulce Systém značení ISO nože v katalogu Soustružení, str. 4 vnější nože. 5

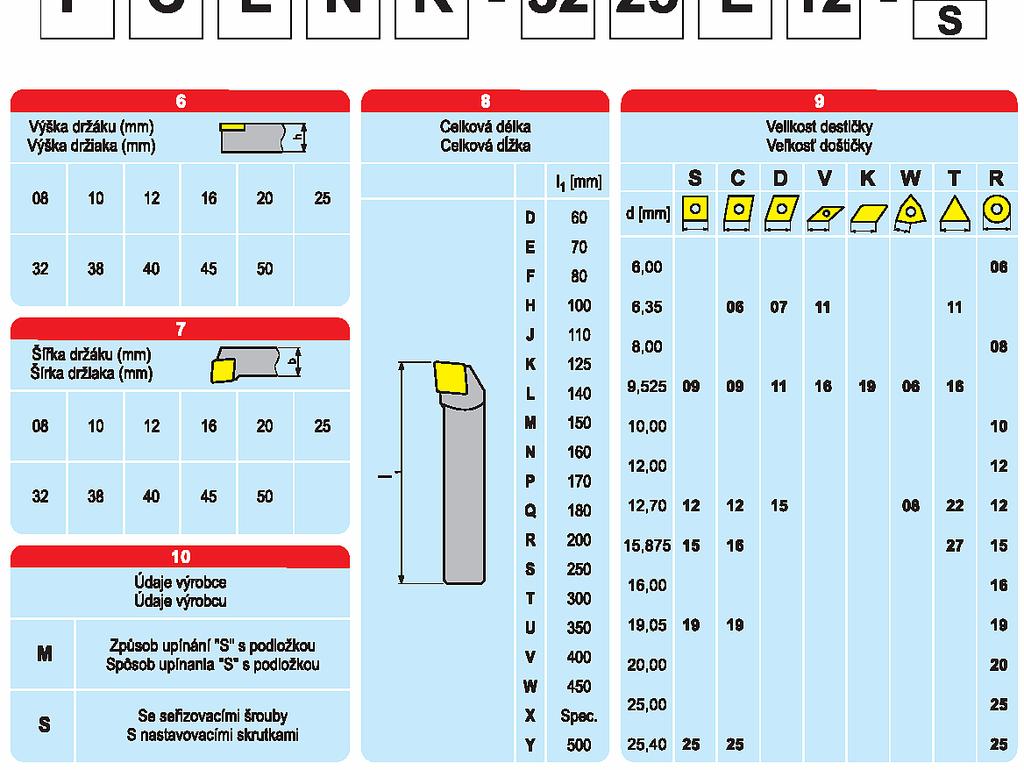
6 Označení obráběcího nástroje podle ISO-kódu odpovídá platným mezinárodním standardům. Nezáleží proto na výrobci ani na zemi původu nástroje. Všichni významní výrobci nástrojů obvykle ve svých firemních podkladech úplný systém označování nástrojů dle ISO pro přehlednost uvádějí, zpravidla se vzorovým příkladem označení určitého nástroje. Postup označování vnějších nožů dle ISO - kódu je záležitost velmi přehledná. V podkladech fy Pramet Tools je provedeno vzorové označení vnějšího nože PCLNR 3225L12 S Nyní provedeme rozbor tohoto vzorového označení, přičemž budeme vycházet z přehledu na následující straně tohoto učebního textu ( viz též katalog Soustružení, str. 4 ). ISO-kód je tvořen 10 znaky (kromě pomlček), které definují hlavní systémové, geometrické a rozměrové parametry celého nástroje tj. držáku s příslušnou VBD Tyto parametry jsou v ISO-kódu zastoupeny písmeny a číslicemi Pozice č.10 v ISO kódu některých nástrojů není obsazena - jedná se o pole vyhrazené pro údaje výrobce; běžně se setkáme s nástroji označenými ISO kódem s devíti obsazenými znaky. PCLNR 3225L12 S P způsob upínání VBD v držáku zde ISO P C tvar VBD L úhel nastavení hlavního ostří κ, zde 95 N - úhel hřbetu α n, zde 0 R směr řezu right - pravý 32 výška držáku h ( mm ), zde 32 mm 25 šířka držáku b ( mm ), zde 25 mm L - celková délka nástroje tj. od základny držáku po špičku VBD, zde 140 mm 12 velikost destičky, zde 12,7 mm S provedení se seřizovacími šrouby Destička, jejíž tvar jsme předběžně vybrali při řešení našeho zadání, je v odd. 2 označena písmenem C. Na následující straně je její pozice v celkovém přehledu ISO-kódu vyznačena červeným kroužkem. 6
7 7


8 Vhodnost našeho návrhu pro zadanou obráběcí operaci ověříme pomocí přehledu nástrojů systému ISO P pro vnější soustružení, uvedeného v katalogu Soustružení, str. 20. Červeně je zakroužkován nůž označený PCLNR / L. Následně zaměříme svoji pozornost na nástroje vyráběné pod tímto označením, jejichž sortiment je v katalogu Soustružení uveden na str
 a také charakteristickým rozměrem VBD (")
 lze do hlavy stroje, který je k dispozici, upnout držák s maximální délkou stopky L = 165 mm, vybereme z")
9 Na výběr máme nyní dvě alternativy nástroje s držákem průřezu 40 x 40 mm ( viz bod 3.2 ). PCLNR 4040 R 19 a PCLNR 4040 S 25 Z jejich ISO-kódu je zřejmé, že se liší celkovou délkou nástroje ( R a S ) a také charakteristickým rozměrem VBD ( 19 a 25 ). Další zřejmý rozdíl může být v typu VBD, kterou jsou tyto nástroje vybaveny ( CNM E a CNM E ). Vzhledem k tomu, že ( dle zadání úlohy ) lze do hlavy stroje, který je k dispozici, upnout držák s maximální délkou stopky L = 165 mm, vybereme z těchto dvou možností variantu s kratším držákem a menší VBD, tedy nástroj PCLNR 4040 R 19. 9


10 3.5 Návrh utvařeče třísek vyměnitelné břitové destičky Z hlediska produktivity obráběcího procesu je nezbytné, aby tříska byla správně formována. K tomu slouží čelo nástroje, které má na sobě provedenu geometrii tzv. utvařeče třísek. Dle charakteru soustružnické práce jsou používány různé geometrie utvařečů. V našem případě jde o výběr vhodného utvařeče pro hrubování nástrojem systému ISO P, při a p = 5 mm a f = 0.8 mm Přehled utvařečů fy Pramet Tools pro tyto podmínky najdeme v Příručce obrábění, str. 22. Přibližná pracovní oblast utvařeče pro dané řezné podmínky Zde je na výběr několik typů utvařečů DR, R, OR Při konkrétním návrhu VBD budeme vybírat destičku s některým z těchto utvařečů 3. 6 Návrh konkrétní VBD pro zadaný případ obrábění Nyní je nutné přesně stanovit, jakou břitovou destičkou bude držák PCLNR 4040 R 19 osazen. Přehled VBD vhodných pro tento držák najdeme v katalogu Soustružení na str Máme-li katalog Soustružení spuštěn, můžeme v něm do tohoto přehledu přejít kliknutím na řádek který je následujícím obrázku červeně podtržen. Z předchozího postupu vyplývá, že se budeme zajímat o VBD s označením CNM E, vyrobenou z materiálu továrního označení 6630, s utvařečem DR, R, nebo OR. 10






11 Vyměnitelné břitové destičky jsou stejně jako nástroje klasifikovány ISO kódem, který je složen ( obdobně jako u nástrojů ) ze základních parametrů destičky. Systém značení VBD dle ISO je uveden i se vzorovým příkladem v katalogu Soustružení, str. 112,113 Destičky, mezi nimiž budeme volit ( typ CNM ), jsou znázorněny na následujícím obrázku. V katalogu Soustružení je najdeme na str

12 V nabídce je několik VBD označených obecně CNM E, rozdíly jsou v poloměru špičky r. Bude tedy nutné specifikovat nejvhodnější hodnotu r pro náš případ obrábění, neboť poloměr špičky nástroje r má výrazný vliv na dosaženou drsnost povrchu. Následně bude již možné vybrat určitou VBD ze znázorněné nabídky Během další práce budeme ještě muset kontrolovat maximální přípustnou délku ostří v záběru tloušťku destičky Pro tyto činnosti využijeme opět Příručku obrábění, str. 16, 17, 18. Poloměr špičky nástroje r určíme pomocí nomogramu ( Příručka, str. 18 ). Postup pro naše zadání je v obrázku vyznačen modrou barvou. Optimální hodnota r Vzhledem k tomu, že v našem případě se jedná o nepřerušovaný řez, můžeme optimální hodnotu poloměru špičky stanovit cca na r = 1.6 mm. Hodnotu poloměru špičky r = 1.6 mm splňují destičky (katalog Soustružení, str.120 ) CNMM E DR CNMM E HR - nevyhovuje kvůli typu utvařeče třísek HR CNMM E OR 12
 d ( mm ) s ( mm ) d 1 ( mm ) r ( mm ) 19,3 19.050 6,35 7,94 1,6 Na str.")

13 Z těchto dvou možností vybereme modernější provedení s utvařečem třísek typu OR, tedy CNMM E OR Její rozměry, geometrie a utvařeč l (mm) d ( mm ) s ( mm ) d 1 ( mm ) r ( mm ) 19, ,35 7,94 1,6 Na str. 16 v Příručcce obrábění je tabulka, s jejíž pomocí zkontrolujeme, zda navrhovaná hloubka řezu a p = 5 mm je vhodná pro zvolenou VBD CNMM E OR, tj. jestli tato hodnota je menší než maximální přípustná délka břitu v záběru. Zjišťujeme, že L max = 12,7 mm < a p = 5 mm, takže v tomto kriteriu destička vyhovuje. 13

14 Nomogram na str. 17 v Příručcce obrábění využijeme ke kontrole tloušťky VBD. Tím ověříme, zda destička bude mít dostatečnou odolnost vůči lomu při navržených řezných podmínkách. Výsledek kontroly pro naši úlohu je opět vyznačen modře bod C1. C2 C1 Tloušťka navrhované destičky CNMM E OR je s = 6,35 mm. Z polohy bodu C1 vyplývá, že pro navržené řezné podmínky je tloušťka VBD 6,35 mm nedostatečná. Jedním z možných řešení vzniklé situace je návrh větší silnější VBD, typu CNM E ( s = 9,12mm ). To by ovšem znamenalo použití nástroje s držákem delším, než jaký můžeme upevnit do obráběcího stroje, který je k dispozici. Druhou cestou je přehodnocení návrhu řezných podmínek. Současné snížení hloubky řezu i posuvu zároveň by znamenalo výrazné snížení produktivity. Východiskem bude kompromisní řešení omezení posuvu na f = 0,6 mm.ot -1 při zachování hloubky řezu a p = 5 mm. Výsledek opakované kontroly tloušťky VBD pro tyto upravené hodnoty řezných podmínek je v obrázku vyznačen oranžově bod C2. 14

15 Dle požadavku zadání můžeme nyní přesně předepsat nástroj i VBD : - nástroj PCLNR 4040 R 19 - vyměnitelná břitová destička CNMM E OR ze sortimentu firmy PRAMET TOOLS 4. Definitivní stanovení řezných podmínek Prozatím máme navrženy hodnoty posuvu f = 0,60 mm a hloubky řezu a p = 5 mm. Je zapotřebí určit startovní řeznou rychlost v c a její hodnotu následně korigovat vzhledem k faktorům, kterými jsou především - požadavek na trvanlivost břitu T - druh práce - stav obráběcího stroje, ne němž bude práce realizována - tvrdost materiálu obrobku Výsledná řezná rychlost v T se vypočítá součinem dle vztahu na str. 24 v Příručce. Tamtéž jsou uvedeny podrobné směrnice pro návrh řezné rychlosti. V = V k k k ( m. min -1 ) T C VX VT VHB Hodnoty korekčních součinitelů a startovní hodnoty řezných rychlostí pro materiál VBD 6630 a tvar VBD C najdeme v Příručce na str. 26. Předpokládáme dobrý stav obráběcího stroje Hodnoty důležité pro řešení našeho zadání jsou v tabulce červeně vyznačeny. Dosazením zjištěných hodnot do výše uvedené rovnice získáme výslednou hodnotu řezné rychlosti V T = 165 1,1 0,76 1,12 = 154,49 po zaokrouhlení V T = 155 m. min
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Máte problém? Obraťte se na nás.
 SOUSTRUŽENÍ Jsme osvědčeným dodavatelem nástrojů pro třískové obrábění kovů a CNC obráběcích strojů. Snažíme se maximálně uspokojit potřeby všech svých zákazníků bez rozdílu toho, o jak velkého zákazníka
SOUSTRUŽENÍ Jsme osvědčeným dodavatelem nástrojů pro třískové obrábění kovů a CNC obráběcích strojů. Snažíme se maximálně uspokojit potřeby všech svých zákazníků bez rozdílu toho, o jak velkého zákazníka
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Technologie III - OBRÁBĚNÍ
 1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Modulární systém Coromant EH
 Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Nejdůležitější novinky
 T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
Podklady do cvičení Výběr z norem a návody pro konstrukci vnějšího soustružnického nože.
 Přípravky a nástroje Podklady do cvičení Výběr z norem a návody pro konstrukci vnějšího soustružnického nože. Ing. Oskar Zemčík Ph.D 2018 ISO 504:1975 /2014 ČSN 220501 Značení vnějších soustružnických
Přípravky a nástroje Podklady do cvičení Výběr z norem a návody pro konstrukci vnějšího soustružnického nože. Ing. Oskar Zemčík Ph.D 2018 ISO 504:1975 /2014 ČSN 220501 Značení vnějších soustružnických
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
ProGroove. ProGroove. Zapichování a upichování ProGroove
 Zapichování a upichování ProGroove Systém ProGroove zajišťuje přesné a spolehlivé obrábění s konzistentní výkonností řezné hrany díky snadno vyměnitelným břitovým destičkám dostupných v řadě vysoce výkonných
Zapichování a upichování ProGroove Systém ProGroove zajišťuje přesné a spolehlivé obrábění s konzistentní výkonností řezné hrany díky snadno vyměnitelným břitovým destičkám dostupných v řadě vysoce výkonných
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
OTEVŘENÝ UTVAŘEČ - zpevňující fazetka na břitu - nízké řezné síly - široká oblast použití
 Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
Akce JARO 2017 JONGEN. UNI-MILL. akční nabídka frézovacích těles a destiček AKCE
 AKCE 2017 Akce JARO 2017 akční nabídka frézovacích těles a destiček Milling tools made by JONGEN. UNI-MILL VarioTool s.r.o. Hálkova 2827/60 CZ-301 00 Plzeň tel.: (+420) 371 120 072 info@variotool.cz www.variotool.cz
AKCE 2017 Akce JARO 2017 akční nabídka frézovacích těles a destiček Milling tools made by JONGEN. UNI-MILL VarioTool s.r.o. Hálkova 2827/60 CZ-301 00 Plzeň tel.: (+420) 371 120 072 info@variotool.cz www.variotool.cz
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Vysoká spolehlivost při upichování velkých průměrů
 Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
Inteligentní řešení pro zapichování
 Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
Soustružení - řezné podmínky - výpočet
 Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Výpočet strojního času soustružení
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Hoblování Cinkování Profilování
 03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
Nejdůležitější novinky
 CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
NOVINKY NÁSTROJŮ CZ- 75. Nová kvalita pro účinné a spolehlivé hrubování ACE-POVLAK AC830P. Nový. Pro přerušované a nepřerušované řezy
 NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
OPTIMALIZACE OBRÁBĚNÍ VYBRANÉHO DÍLCE Z OCELI PH13 8Mo SVOČ FST 2010
 OPTIMALIZACE OBRÁBĚNÍ VYBRANÉHO DÍLCE Z OCELI PH13 8Mo SVOČ FST 2010 Bc. Jan Bozděch, Klenčí pod Čerchovem 136, 345 34, Klenčí pod Čerchovem Česká republika bozdechjan@seznam.cz ABSTRAKT Uvedený příspěvek
OPTIMALIZACE OBRÁBĚNÍ VYBRANÉHO DÍLCE Z OCELI PH13 8Mo SVOČ FST 2010 Bc. Jan Bozděch, Klenčí pod Čerchovem 136, 345 34, Klenčí pod Čerchovem Česká republika bozdechjan@seznam.cz ABSTRAKT Uvedený příspěvek
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
doplňte si sadu Doplnění sortimentu - upichování a zapichování - utvařeče si
 doplňte si sadu www.pramet.com Doplnění sortimentu - upichování a zapichování - utvařeče si Technické informace Nový soustružnický materiál řady 3000 Materiál vyniká vysokou houževnatostí a pevností řezného
doplňte si sadu www.pramet.com Doplnění sortimentu - upichování a zapichování - utvařeče si Technické informace Nový soustružnický materiál řady 3000 Materiál vyniká vysokou houževnatostí a pevností řezného
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
EMCO Sinumerik 810 T - soustružení
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK
 VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK 1.Fréza na plochy na SNHX1206: Čelní nástrčná fréza s širokým rozsahem použití Nový rozvoj oboustranných destiček 8 řezných hran s pozitivním
VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK 1.Fréza na plochy na SNHX1206: Čelní nástrčná fréza s širokým rozsahem použití Nový rozvoj oboustranných destiček 8 řezných hran s pozitivním
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Moderní způsoby strojního obrábění na CNC soustruzích
 Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro!
 Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073.
 Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Postup při studiu principu výpočtu řezných podmínek obrábění programu Nortns. Princip výpočtu.
 Postup při studiu principu výpočtu řezných podmínek obrábění programu Nortns. Princip výpočtu. Výpočet času obrábění včetně určení a optimalizace řezných podmínek je prováděn na základě parametrů konkrétního
Postup při studiu principu výpočtu řezných podmínek obrábění programu Nortns. Princip výpočtu. Výpočet času obrábění včetně určení a optimalizace řezných podmínek je prováděn na základě parametrů konkrétního
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Obsah. Frézování. karbidové frézy. Monolitní. Soustružení. Závitování. Obrábění otvorů. Nástrojový systém
 UPDATE 2016-2 ŘEŠENÍ A PODPORA Výběrem společnosti Seco získáte více než jen široké portfolio řešení pro obrábění kovů a expertních služeb. Získáte i partnerství založené na důvěře, respektu a komunikaci
UPDATE 2016-2 ŘEŠENÍ A PODPORA Výběrem společnosti Seco získáte více než jen široké portfolio řešení pro obrábění kovů a expertních služeb. Získáte i partnerství založené na důvěře, respektu a komunikaci
Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem
 CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
Nové produkty pro specialisty na třískové obrábění
 Nové produkty pro specialisty na třískové obrábění Stopková fréa, typ N HSS-E Co 5 ĉĉ ĉĉ s kónicky stoupajícím jádrem s břity s nestejným dělením Stopková fréa e spékané oceli, typ N Strana 3 ĉĉ se vlněným
Nové produkty pro specialisty na třískové obrábění Stopková fréa, typ N HSS-E Co 5 ĉĉ ĉĉ s kónicky stoupajícím jádrem s břity s nestejným dělením Stopková fréa e spékané oceli, typ N Strana 3 ĉĉ se vlněným
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Zlepšete své soustružnické operace!
 Technologie Wiper VÝBĚR NÁSTROJE LE KENNA PERFECT NÁSTROJOVÉ RŽÁKY Technologie Wiper Zlepšete své soustružnické operace! Konvenční břitová destička pro soustružení hl. řezu...1,25 mm...(0.050") posuv...0,3
Technologie Wiper VÝBĚR NÁSTROJE LE KENNA PERFECT NÁSTROJOVÉ RŽÁKY Technologie Wiper Zlepšete své soustružnické operace! Konvenční břitová destička pro soustružení hl. řezu...1,25 mm...(0.050") posuv...0,3
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Závitové nože na vnější metrické závity
 1 Ubírací nůž přímý - 45 2 Ubírací nůž přímý - 60 3 Ubírací nůž ohnutý 4 Ubírací nůž stranový P pravý, L levý, V vnitřní 223514 P 223515 L 223516 P 223517 L 223520 P 223521 L 223524 P 223525 L 5 Nabírací
1 Ubírací nůž přímý - 45 2 Ubírací nůž přímý - 60 3 Ubírací nůž ohnutý 4 Ubírací nůž stranový P pravý, L levý, V vnitřní 223514 P 223515 L 223516 P 223517 L 223520 P 223521 L 223524 P 223525 L 5 Nabírací
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Ing. Aleš Polzer Ing. Petra Cihlářová Doc. Ing. Miroslav Píška, CSc. Technologie výroby II Obsah kapitoly
 Vysoké učení technické v rně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění éma: 4. cvičení - Soustružení II Okruhy: Geometrie lamače třísky soustružnického nože Vypracoval:
Vysoké učení technické v rně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění éma: 4. cvičení - Soustružení II Okruhy: Geometrie lamače třísky soustružnického nože Vypracoval:
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
AXD NÁSTROJE NOVINKY. Multifunkční frézovací nástroje pro vysoké řezné rychlosti a vysoké výkony při obrábění hliníkových a titanových slitin.
 NÁSTROJE NOVINKY Pro obrábění hliníkových a titanových slitin AXD 2014.1 Aktualizace B116CZ Multifunkční frézovací nástroje pro vysoké řezné rychlosti a vysoké výkony při obrábění hliníkových a titanových
NÁSTROJE NOVINKY Pro obrábění hliníkových a titanových slitin AXD 2014.1 Aktualizace B116CZ Multifunkční frézovací nástroje pro vysoké řezné rychlosti a vysoké výkony při obrábění hliníkových a titanových
Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT
 Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT Hlavní aplikace Kulové a torické frézy pro hrubování a dokončování. Koinstrukce navržena za pomoci nejnovějších technologií a díky široké nabídce
Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT Hlavní aplikace Kulové a torické frézy pro hrubování a dokončování. Koinstrukce navržena za pomoci nejnovějších technologií a díky široké nabídce
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Pramet Tools, s.r.o. Uničovská 2 CZ Šumperk Pramet Slovakia, spol. s r.o. Dolné Rudiny 1 SK Žilina
 2004 příručka obrábění Obsah příručky OBSAH 1. Úvod 2 2. Defi nice základních pojmů a výpočtové vzorce 3 3. Řezné materiály Pramet 3.1 Materiály s povlaky MTCVD 7 3.2 Materiály s povlaky PVD 8 3.3 Nepovlakované
2004 příručka obrábění Obsah příručky OBSAH 1. Úvod 2 2. Defi nice základních pojmů a výpočtové vzorce 3 3. Řezné materiály Pramet 3.1 Materiály s povlaky MTCVD 7 3.2 Materiály s povlaky PVD 8 3.3 Nepovlakované
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování
 KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
Revoluce v soustružení korozivzdorné oceli
 2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM