Postup navařování srdcovek výhybek P-NA-P-02/2013
|
|
|
- Daniel Kučera
- před 8 lety
- Počet zobrazení:
Transkript
1 SŽDC, státní organizace Dlážděná 1003/ Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu Česká Třebová Postup navařování srdcovek výhybek poloautomatem plněnou elektrodou P-NA-P-02/2013 Postup schvaluje: garant technologie jméno, funkce a podpis datum a razítko DVI, a.s. Svářečská škola Náměstí 17.listopadu Česká Třebová Ing. Jiří Hyka vedoucí svářečské školy S používáním postupu souhlasí: organizace jméno, funkce a podpis datum a razítko Správa železniční dopravní cesty, státní organizace Dlážděná 1003/ Praha 1 Ing. Jiří Kozák ředitel Odboru traťového hospodářství Č.j.: 3639/13-OTH Účinnost od

2 2/10

3 A/ Technické požadavky 1. Použití P-NA-P-02/ navařování opotřebených srdcovek z kolejnic třídy oceli R260, 900 A, 95 ČSD-Vk, 85 ČSD-Vk apod.; - materiál srdcovky musí být bez nepřípustných vad; - postup není určen pro konstrukce srdcovek výhybek s litým nebo prokaleným hrotem; 2. Základní podmínky a opatření - defektoskopická kontrola srdcovky před navařením podle předpisu SŽDC S 3/4; - navařování vrstev musí být provedeno bez přerušení; - práce v kolejišti vyžaduje výluku; - dovolená výška návaru 20 mm; - řezání kyslíkem není dovoleno; - minimální přípustná teplota okolního vzduchu je +5 C (měřená v úrovni paty kolejnice). 3. Přídavný materiál - plněná elektroda OK Tubrodur ø 1,6 mm; - skladování podle pokynů výrobce; - polarita: na elektrodu je připojen + pól, - pól je připojen k základnímu materiálu co nejblíže navařovaného místa; - svařovací parametry: proudové zatížení /A/ posuv drátu /m/min./ na hrotu: ,5 5,5 ostatní: ,0 6,0 4. Předepsané vybavení - zdroj svařovacího proudu invertor se zaručenou stálostí výkonu min. 300 A a podavač, - brusky, - vhodná ohřívací zařízení s hořáky s ohřívací délkou minimálně 1000 mm, - dotykový nebo bezdotykový teploměr s rozsahem měření minimálně do 500 C, případně termokřída pro příslušnou teplotu, - šablona PŠR 1 pro kontrolu tvaru srdcovky, - ocelové pravítko 1000 mm, - klínová měrka nebo listové měrky s přesností čtení 0,1 mm, - kladivo, kladívko na odstraňování strusky, ocelový kartáč, - pomůcky pro zamezení rychlého ochlazování, - ochranné pracovní pomůcky. 5. Kvalifikace pracovníků svářečské čety - svářečská četa ve složení svářeč a brusič, - svářeč se zkouškou C-M 2/K podle TNŽ , - zaškolený brusič, - minimálně jeden z pracovníků čety musí mít způsobilost vedoucího prací k broušení (musí být jmenovitě uveden na Osvědčení způsobilosti k broušení výhybkových součástí vydaném zhotoviteli). 3/10
. 3.")
4 6. Dokumentace P-NA-P-02/ o navaření srdcovky výhybky vede zhotovitel svařování deník o opravě srdcovky navařováním podle předpisu SŽDC S3/5 přílohy 5, - o nedestruktivní zkoušce a navaření srdcovky musí být vyhotovena hlášenka podle předpisu SŽDC S 3/4 přílohy Kontrola každého návaru - kontrola tvaru návaru šablonou PŠR 1, rovinnosti křídlových kolejnic ocelovým pravítkem a měrkou, ocelové pravítko se pokládá příčně i podélně přes křídlové kolejnice, dovolené odchylky v příčném profilu a podélné výšce smí být ± 0,5 mm, návar na pojížděných plochách musí být obroušen s plynulým navázáním na okolní materiál, - vizuální prohlídka, - zkouška ultrazvukem podle předpisu SŽDC S 3/4. 8. Nepřípustné vady - při vizuální prohlídce bez viditelných vad (trhliny, vruby, zápaly, otevřené póry, dutiny, struskové vměstky), - při zkoušce ultrazvukem podle předpisu SŽDC přílohy 15. Přílohy: 1. Ojíždění srdcovky středně opotřebeným okolkem 2. Výšková úprava hlavní hrotové kolejnice výhybek soustavy S49 a T 3. Výšková úprava hlavní hrotové kolejnice výhybek soustavy R65 4/10

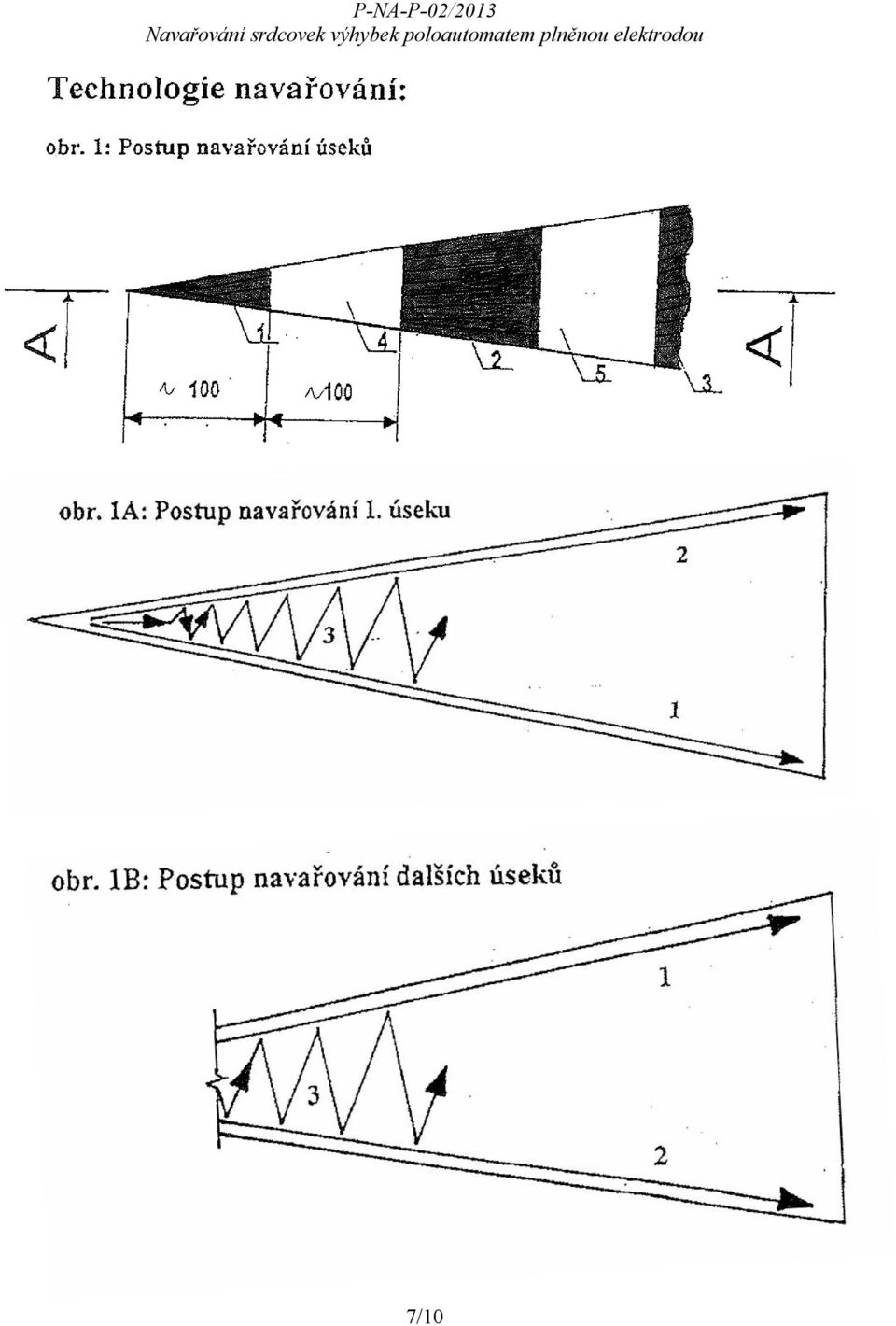
5 B/ Postup prací: Vybavení, nástroje, pomůcky: 1. Nedestruktivní zkouška materiálu srdcovky ultrazvukem (nejdéle 1 měsíc před navařováním). 2. Očištění, vizuální kontrola, měření opotřebení srdcovky. 3. Řádné očištění navařovaného místa. Obroušení, včetně odstranění převalků a veškerého narušeného kovu. Vytvoření výbrusu pro plynulý přechod návaru a původního materiálu s orientací šikmo na podélnou osu koleje. 4. Povolení montážních šroubů srdcovky a podklínování středu navařované části srdcovky výhybky v závislosti na výšce návaru. 5. Předehřev na teplotu minimálně 350 C v délce přesahující o 300 mm začátek a konec navařovaného místa. Teplota předehřívaného materiálu se měří na spodní hraně hlavy kolejnice. Po celou dobu navařování nesmí teplota klesnout pod 350 C. 6. Zhotovení návaru: Nejprve se provede vyvaření hlubších výbrusů (míst s odstraněnými vadami). Postup navařování hrotu srdcovky znázorňuje obrázek 1. Analogicky se postupuje u křídlových kolejnic. Navařování se provádí v úsecích po cca 100 mm s vynecháním cca 100 mm a následným kladením do vynechané mezery. Šířka návarové housenky nesmí být větší než 15 mm. Další vrstvy se provádí s překrytím cca 50%. Z každé navařované housenky se vždy odstraní struska svářecím kladívkem a povrch se očistí ocelovým kartáčem. Oblouk se nesmí zapalovat mimo místo návaru. V místě zakončení svarové housenky nesmí vznikat kráter. Počet návarových vrstev je závislý na opotřebení jednotlivých částí srdcovky výhybky. Předpis SŽDC S 3/4, postup TH/12/96 Ocelový kartáč, ocelové pravítko, měrka, šablona PŠR 1 Ocelový kartáč, bruska, ocelové pravítko Speciální klíč na šrouby, kladivo, klíny Ohřívací zařízení, teploměr (termokřída), zakrytí proti prudkému ochlazení přístřešek při nepříznivých klimatických podmínkách (ochrana místa navařování při dešti) Svářečka, plněná elektroda OK Tubrodur 15.43, kladívko na odstraňování strusky, ocelový kartáč 5/10

6 7. Volné chladnutí na vzduchu se zamezením prudkého ochlazení. Odstranění klínů po vychladnutí srdcovky a dotažení šroubů. 8. Kontrola návaru šablonou, rovinnost křídlových kolejnic se zkontroluje ocelovým pravítkem a měrkou. Zakrytí proti prudkému ochlazení, přístřešek pro nepříznivé klimatické podmínky, kladivo, klíč na šrouby Šablona PŠR 1, ocelové pravítko a měrka 9. Hrubé broušení návaru a kontrola geometrie. Bruska, měřidla 10. Konečné broušení návaru do profilu šablony. Předpis SŽDC S 3/1 čl. 300 c), bruska, šablona PŠR 1 a měrka 11. Vyražení značky svářeče zvenku na pravou křídlovou kolejnici v úrovni konce hrotu. 12. Nedestruktivní zkouška srdcovky po navaření ultrazvukem. Není-li provedena po navaření, vykoná se do jednoho týdne. Razidlo svářeče, Kladivo Předpis SŽDC S 3/4, postup TH/13/96 6/10
, bruska, šablona PŠR 1 a měrka 11.")
7 7/10
8 Příl. 1: Ojíždění srdcovky středně opotřebeným okolkem 8/10

9 Příl. 2: Výšková úprava hlavní hrotové kolejnice výhybky soustavy S49 a T Pozn.: 1) Hodnoty vzdáleností x2, x3, y1, y2 jsou uvedeny v mm. 2) Vzdálenost hrotu od začátku hrotové kolejnice (x1) není v tabulce uvedena u některých tvarů srdcovek je hlavní hrotová kolejnice prodloužena až do hrdla srdcovky (hrotová kolejnice vyrobená ze srdcovkové kolejnice). 9/10

10 Příl. 3: Výšková úprava hlavní hrotové kolejnice výhybky soustavy R65 Pozn.: 1) Hodnoty vzdáleností x2, x3, y1, y2 jsou uvedeny v mm. 10/10
 Hodnoty vzdáleností x2, x3,")
Navařování srdcovek výhybek P-NA-M-03/2013
 SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
Svářečské práce na součástech železničního svršku
 Správa železniční dopravní cesty, státní organizace Dlážděná 1003/7, 110 00 Praha 1 SŽDC S3/5 Svářečské práce na součástech železničního svršku Schváleno generálním ředitelem SŽDC Dne: 6. června 2013 Č.
Správa železniční dopravní cesty, státní organizace Dlážděná 1003/7, 110 00 Praha 1 SŽDC S3/5 Svářečské práce na součástech železničního svršku Schváleno generálním ředitelem SŽDC Dne: 6. června 2013 Č.
Manuál k provozování a údržbě pro srdcovky z odlévané oceli s vysokým obsahem manganu.
 183/06 Manuál k provozování a údržbě pro srdcovky z odlévané oceli s vysokým obsahem manganu. Strana 1 z 16 Úvod Manuál pro odlévané srdcovky typu monoblok a zkrácený monoblok s přivařenými přípojnými
183/06 Manuál k provozování a údržbě pro srdcovky z odlévané oceli s vysokým obsahem manganu. Strana 1 z 16 Úvod Manuál pro odlévané srdcovky typu monoblok a zkrácený monoblok s přivařenými přípojnými
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Systém údržby koridorových tratí Reprofilace kolejnic ve výhybkách
 Systém údržby koridorových tratí Reprofilace kolejnic ve výhybkách Ing. Martin Táborský SŽDC, O13 ŽELEZNIČNÍ DOPRAVNÍ CESTA 2018 11.4.2018 Úvod reprofilace (nebo úprava pojížděných ploch, nebo historicky
Systém údržby koridorových tratí Reprofilace kolejnic ve výhybkách Ing. Martin Táborský SŽDC, O13 ŽELEZNIČNÍ DOPRAVNÍ CESTA 2018 11.4.2018 Úvod reprofilace (nebo úprava pojížděných ploch, nebo historicky
DT - Výhybkárna a strojírna, a.s. 289/2016 Manuál k provozování a údržbě srdcovek železničních výhybek typu ZMB 3
 DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 289/2016 Manuál k provozování a údržbě
DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 289/2016 Manuál k provozování a údržbě
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
PROCES SVAŘOVÁNÍ. SK 01 PROCES SVAŘOVÁNÍ Změna 0. Výtisk číslo : 1. Vydáno: Účinnost od: Kontrolou pověřen: Jaroslav Vlk
 PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
Nový systém defektoskopie u SŽDC. Ing. Petr Sychrovský, SŽDC TÚDC, Praha
 Nový systém defektoskopie u SŽDC Ing. Petr Sychrovský, SŽDC TÚDC, Praha 1 Vstupní impuls: Pořízení nových prostředků v oblasti nedestruktivního testování kolejnic u SŽDC. Nově vzniklá situace umožnila
Nový systém defektoskopie u SŽDC Ing. Petr Sychrovský, SŽDC TÚDC, Praha 1 Vstupní impuls: Pořízení nových prostředků v oblasti nedestruktivního testování kolejnic u SŽDC. Nově vzniklá situace umožnila
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Operační program Vzdělávání pro konkurenceschopnost
 STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
Tabulka požadavků na personální a technické vybavení certifikovaných organizací
 Tabulka požadavků na personální a technické vybavení certifikovaných organizací N1 - Bezvýkopové kladení plynovodů o délce nad 30 m metodou strojního vtažení bo vtlačení PE potrubí o menším průřezu do
Tabulka požadavků na personální a technické vybavení certifikovaných organizací N1 - Bezvýkopové kladení plynovodů o délce nad 30 m metodou strojního vtažení bo vtlačení PE potrubí o menším průřezu do
VĚSTNÍK DOPRAVY Informace z resortu Ministerstva dopravy. Číslo 5/ května 2017 ISSN
 VĚSTNÍK DOPRAVY Informace z resortu Ministerstva dopravy Číslo 5/2017 11. května 2017 ISSN 1805-9627 Obsah Část oznamovací... 2 Oznámení o schválení Obecných technických podmínek Neproměnná návěstidla
VĚSTNÍK DOPRAVY Informace z resortu Ministerstva dopravy Číslo 5/2017 11. května 2017 ISSN 1805-9627 Obsah Část oznamovací... 2 Oznámení o schválení Obecných technických podmínek Neproměnná návěstidla
Plamenové drážkování - 86
 Plamenové drážkování - 86 Drážkování plamenem je založeno na stejném principu jako řezání plamenem. Počáteční místo drážky se předehřeje nahřívacím plamenem do červeného žáru a otevře se ventil kyslíku
Plamenové drážkování - 86 Drážkování plamenem je založeno na stejném principu jako řezání plamenem. Počáteční místo drážky se předehřeje nahřívacím plamenem do červeného žáru a otevře se ventil kyslíku
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Technická dokumentace:
 Technická dokumentace: - zcela chybí zatřídění konstrukce do třídy provádění (EXC1 až EXC4) - zatřídění konstrukce je provedeno dle zrušené ČSN 73 2601 - zatřídění konstrukce neodpovídá provedenému statickému
Technická dokumentace: - zcela chybí zatřídění konstrukce do třídy provádění (EXC1 až EXC4) - zatřídění konstrukce je provedeno dle zrušené ČSN 73 2601 - zatřídění konstrukce neodpovídá provedenému statickému
Optimalizace trajektorie dotykových ploch ve. výhybce
 Rok 2000 VĚDOCKOTECHNICKÝ SBORNÍK ČD Jiří Palaščak, Miroslav Hůlka Optimalizace trajektorie dotykových ploch ve výhybce číslo:10 Klíčová slova: kuželová jízda, střechovitost hrotu. 1. Úvod V dlouhé historii
Rok 2000 VĚDOCKOTECHNICKÝ SBORNÍK ČD Jiří Palaščak, Miroslav Hůlka Optimalizace trajektorie dotykových ploch ve výhybce číslo:10 Klíčová slova: kuželová jízda, střechovitost hrotu. 1. Úvod V dlouhé historii
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
SYSTÉM CYKLICKÉHO BROUŠENÍ VÝHYBEK
 SYSTÉM CYKLICKÉHO BROUŠENÍ VÝHYBEK Ing. Radovan Kovařík SŽDC, Generální ředitelství, Odbor provozuschopnosti, Praha 1. ÚVOD V minulosti bylo ověřeno, že řádným a odborným broušením lze předcházet vzniku
SYSTÉM CYKLICKÉHO BROUŠENÍ VÝHYBEK Ing. Radovan Kovařík SŽDC, Generální ředitelství, Odbor provozuschopnosti, Praha 1. ÚVOD V minulosti bylo ověřeno, že řádným a odborným broušením lze předcházet vzniku
S 3/4. Nedestruktivní zkoušení kolejnic. Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.
 České dráhy ČD S 3/4 Nedestruktivní zkoušení kolejnic Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.: 60 187/96 S 13 Účinnost od 1. 2. 1997 2 OBSAH Záznam o změnách...
České dráhy ČD S 3/4 Nedestruktivní zkoušení kolejnic Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.: 60 187/96 S 13 Účinnost od 1. 2. 1997 2 OBSAH Záznam o změnách...
Tabulka požadavků na personální a technické vybavení certifikovaných organizací
 S1 - Ocelové plynovody a přípojky, DN 80, přetlak 5 bar S2 - Ocelové plynovody a přípojky, DN bez omezení, přetlak 5 bar S3 - Ocelové plynovody a přípojky, DN 200, přetlak 40 bar S4 - Ocelové plynovody,
S1 - Ocelové plynovody a přípojky, DN 80, přetlak 5 bar S2 - Ocelové plynovody a přípojky, DN bez omezení, přetlak 5 bar S3 - Ocelové plynovody a přípojky, DN 200, přetlak 40 bar S4 - Ocelové plynovody,
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Zajišťování kvality při svařování kolejnic
 Zajišťování kvality při svařování kolejnic Ing. Libor Dvořák Správa železniční dopravní cesty, státní organizace Odbor traťového hospodářství Oddělení železničního svršku Dlážděná 1003/7 110 00 Praha 1
Zajišťování kvality při svařování kolejnic Ing. Libor Dvořák Správa železniční dopravní cesty, státní organizace Odbor traťového hospodářství Oddělení železničního svršku Dlážděná 1003/7 110 00 Praha 1
Ministerstvo vnitra-generální ředitelství Hasičského záchranného sboru České republiky METODIKA
 *MVCRX03CZJ5X* MVCRX03CZJ5X Ministerstvo vnitra-generální ředitelství Hasičského záchranného sboru České republiky METODIKA PROVÁDĚNÍ KONTROL PROVOZUSCHOPNOSTI POŽÁRNÍ TECHNIKY A VĚCNÝCH PROSTŘEDKŮ POŽÁRNÍ
*MVCRX03CZJ5X* MVCRX03CZJ5X Ministerstvo vnitra-generální ředitelství Hasičského záchranného sboru České republiky METODIKA PROVÁDĚNÍ KONTROL PROVOZUSCHOPNOSTI POŽÁRNÍ TECHNIKY A VĚCNÝCH PROSTŘEDKŮ POŽÁRNÍ
Bezstyková kolej. Teorie a zřizování. Registrační číslo: CZ.1.07/2.3.00/45.0029 Název projektu: Věda pro život, život pro vědu
 Bezstyková kolej Teorie a zřizování Bezstyková kolej Zřizování a opravy Ing. Richard Svoboda, Ph.D. Vysoké učení technické v Brně Fakulta stavební Ústav železničních konstrukcí a staveb Montáž pražcových
Bezstyková kolej Teorie a zřizování Bezstyková kolej Zřizování a opravy Ing. Richard Svoboda, Ph.D. Vysoké učení technické v Brně Fakulta stavební Ústav železničních konstrukcí a staveb Montáž pražcových
REPROFILACE KOLEJNIC VE VÝHYBKÁCH
 REPROFILACE KOLEJNIC VE VÝHYBKÁCH Ing. Martin Táborský SŽDC, Generální ředitelství, Odbor traťového hospodářství, Praha 1. ÚVOD Opracování pojížděných ploch kolejnic technologiemi broušení nebo frézování
REPROFILACE KOLEJNIC VE VÝHYBKÁCH Ing. Martin Táborský SŽDC, Generální ředitelství, Odbor traťového hospodářství, Praha 1. ÚVOD Opracování pojížděných ploch kolejnic technologiemi broušení nebo frézování
Výhybky a výhybkové konstrukce
 Geometrické uspořádání výměnové části a srdcovky. Konstrukce jednoduché výhybky, opornice, jazyky, srdcovky Otto Plášek Tato prezentace byla vytvořen pro studijní účely studentů 1. ročníku magisterského
Geometrické uspořádání výměnové části a srdcovky. Konstrukce jednoduché výhybky, opornice, jazyky, srdcovky Otto Plášek Tato prezentace byla vytvořen pro studijní účely studentů 1. ročníku magisterského
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Vady a lomy kolejnic
 Správa železniční dopravní cesty, státní organizace, Dlážděná 1003/7, 110 00 Praha 1 SŽDC S67 Vady a lomy kolejnic Schváleno generálním ředitelem SŽDC dne: 21. 11. 2016 č.j.: S 47847/2016-SŽDC-O13 Účinnost
Správa železniční dopravní cesty, státní organizace, Dlážděná 1003/7, 110 00 Praha 1 SŽDC S67 Vady a lomy kolejnic Schváleno generálním ředitelem SŽDC dne: 21. 11. 2016 č.j.: S 47847/2016-SŽDC-O13 Účinnost
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
BN 03 VÝUKA V TERÉNU
 S t u d i j n í o p o r a BN 03 VÝUKA V TERÉNU Posuzování provozního stavu kolejnicových součástí výhybek Vypracoval: Ing. Tomáš Říha Ústav železničních konstrukcí a staveb, Fakulta stavební VUT v Brně
S t u d i j n í o p o r a BN 03 VÝUKA V TERÉNU Posuzování provozního stavu kolejnicových součástí výhybek Vypracoval: Ing. Tomáš Říha Ústav železničních konstrukcí a staveb, Fakulta stavební VUT v Brně
Předmět - Svařování v praxi
 Praktická příprava MMA Úloha č. 1 Návary na plechu v poloze vodorovné shora (PA) Přídavný materiál: obalená elektroda průměr a mm bazická (DC+) (ISO 2560-A-E 38 3 B 42 H10) ESAB OK48.60, OK 48.00 Celý
Praktická příprava MMA Úloha č. 1 Návary na plechu v poloze vodorovné shora (PA) Přídavný materiál: obalená elektroda průměr a mm bazická (DC+) (ISO 2560-A-E 38 3 B 42 H10) ESAB OK48.60, OK 48.00 Celý
ÚDRŽBA A BROUŠENÍ VÝHYBEK
 ÚDRŽBA A BROUŠENÍ VÝHYBEK Jiří PALAŠČAK Ing. Jiří PALAŠČAK, ČD, Technická ústředna dopravní cesty, OTAM, Táborská 26, Olomouc. Abstrakt Příspěvek se zabývá problematikou údržby výhybek. První část je věnována
ÚDRŽBA A BROUŠENÍ VÝHYBEK Jiří PALAŠČAK Ing. Jiří PALAŠČAK, ČD, Technická ústředna dopravní cesty, OTAM, Táborská 26, Olomouc. Abstrakt Příspěvek se zabývá problematikou údržby výhybek. První část je věnována
Metrologie ve strojírenství
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Zámečník, MS Ročník: 2, 3 Zpracoval: Bc. Jan Dula Modul: Metrologie ve strojírenství
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Zámečník, MS Ročník: 2, 3 Zpracoval: Bc. Jan Dula Modul: Metrologie ve strojírenství
S67. Vady a lomy kolejnic. Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.: 60 187/96 S 13
 České dráhy ČD S67 Vady a lomy kolejnic Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.: 60 187/96 S 13 Účinnost od 1. 2. 1997 OBSAH Záznam o změnách... 4 Rozsah znalosti...
České dráhy ČD S67 Vady a lomy kolejnic Schváleno rozhodnutím vrchního ředitele Divize dopravní cesty dne 12. 12. 1996 č. j.: 60 187/96 S 13 Účinnost od 1. 2. 1997 OBSAH Záznam o změnách... 4 Rozsah znalosti...
DT - Výhybkárna a strojírna, a.s. Manuál k používání pro válečkové stoličky SVV-P pro výměnové části jednoduchých výhybek
 DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 195/17 Manuál k používání pro válečkové
DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 195/17 Manuál k používání pro válečkové
1. blok: Systém údržby železničního svršku Systém pravidelného broušení kolejnic
 1. blok: Systém údržby železničního svršku Systém pravidelného broušení kolejnic Martin Táborský O13, SŽDC 19. konference ŽELEZNIČNÍ DOPRAVNÍ CESTA 2016 Olomouc, 18.4.-20.4.2016 Trocha historie počátky
1. blok: Systém údržby železničního svršku Systém pravidelného broušení kolejnic Martin Táborský O13, SŽDC 19. konference ŽELEZNIČNÍ DOPRAVNÍ CESTA 2016 Olomouc, 18.4.-20.4.2016 Trocha historie počátky
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
Stroje pro opracování kolejnic v kolejích a výhybkách
 Více než 30 let zkušenost v mobilním obrábění kolejnic železničních tratí a výhybek Stroje pro opracování kolejnic v kolejích a výhybkách Stroje pro opracování kolejnic v kolejích a výhybkách 1. Rotační
Více než 30 let zkušenost v mobilním obrábění kolejnic železničních tratí a výhybek Stroje pro opracování kolejnic v kolejích a výhybkách Stroje pro opracování kolejnic v kolejích a výhybkách 1. Rotační
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY
 SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY VVV MOST spol. s r.o. Sídlo společnosti: Topolová 1234, 434 01 MOST, IČO: 00526355, DIČ: CZ00526355, Web: www.vvvmost.cz Kontaktní osoba: Ing. Jaroslav Jochman, Tel.:
SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY VVV MOST spol. s r.o. Sídlo společnosti: Topolová 1234, 434 01 MOST, IČO: 00526355, DIČ: CZ00526355, Web: www.vvvmost.cz Kontaktní osoba: Ing. Jaroslav Jochman, Tel.:
Pokyn provozovatele dráhy k zajištění plynulé a bezpečné drážní dopravy č. 1/2016
 Pokyn provozovatele dráhy k zajištění plynulé a bezpečné drážní dopravy č. 1/2016 Schváleno generálním ředitelem SŽDC dne: 27. ledna 2016 č.j.: S 566/2016-SŽDC-O13 Gestorský útvar: Správa železniční dopravní
Pokyn provozovatele dráhy k zajištění plynulé a bezpečné drážní dopravy č. 1/2016 Schváleno generálním ředitelem SŽDC dne: 27. ledna 2016 č.j.: S 566/2016-SŽDC-O13 Gestorský útvar: Správa železniční dopravní
Nostalgické ohlédnutí
 Duchcovská svařovna Nostalgické ohlédnutí Do konce 80tých let dostatek peněz, avšak nedostatek kvalitních produktů, hlavně svarů Světlá vyjímka kvality - stykové odtavovací svary ze stabilních a mobilních
Duchcovská svařovna Nostalgické ohlédnutí Do konce 80tých let dostatek peněz, avšak nedostatek kvalitních produktů, hlavně svarů Světlá vyjímka kvality - stykové odtavovací svary ze stabilních a mobilních
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
VOZÍK SVÁŘEČSKÝ P 80
 NÁVOD K OBSLUZE A ÚDRŽBĚ VOZÍK SVÁŘEČSKÝ P 80 OBSAH: 1. ÚVOD... 1 2. BEZPEČNOST PRÁCE... 1 3. TECHNICKÁ DATA... 2 4. MONTÁŽ... 3 5. SERVIS... 7 6. LIKVIDACE... 8 1. ÚVOD Vážený spotřebiteli, společnost
NÁVOD K OBSLUZE A ÚDRŽBĚ VOZÍK SVÁŘEČSKÝ P 80 OBSAH: 1. ÚVOD... 1 2. BEZPEČNOST PRÁCE... 1 3. TECHNICKÁ DATA... 2 4. MONTÁŽ... 3 5. SERVIS... 7 6. LIKVIDACE... 8 1. ÚVOD Vážený spotřebiteli, společnost
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Příloha č. 1 - Certifikát ČSN EN ISO 9001, ČSN EN ISO 14001, OHSAS 18001
 Příloha č. 1 - Certifikát ČSN EN ISO 9001, ČSN EN ISO 14001, OHSAS 18001 Příloha č. 2 - Certifikát o shodě systému jakosti s požadavky ČSN EN ISO 9001 a ČOS 051622 (AQAP2110) Příloha č. 3 - Postupový
Příloha č. 1 - Certifikát ČSN EN ISO 9001, ČSN EN ISO 14001, OHSAS 18001 Příloha č. 2 - Certifikát o shodě systému jakosti s požadavky ČSN EN ISO 9001 a ČOS 051622 (AQAP2110) Příloha č. 3 - Postupový
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
DT - Výhybkárna a strojírna, a.s. 259/2013 Manuál k provozování a údržbě srdcovek železničních výhybek z manganové oceli
 DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 259/2013 Manuál k provozování a údržbě
DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 796 01 Prostějov, Česká republika www.dtvs.cz, e-mail: dt@dtvs.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 259/2013 Manuál k provozování a údržbě
Řetězy svařované zkoušené, třída 4 (M) NÁVOD K POUŽÍVÁNÍ, K MONTÁŽI A ÚDRŽBĚ
 NÁVOD K POUŽÍVÁNÍ, K MONTÁŽI A ÚDRŽBĚ") Řetězy svařované zkoušené, třída 4 (M) podle ČSN, TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 11/2013 TELEFON 584 488 111 Polská 48 NAHRAZUJE 04/2010 TELEFAX 584 428194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
Řetězy svařované zkoušené, třída 4 (M) podle ČSN, TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 11/2013 TELEFON 584 488 111 Polská 48 NAHRAZUJE 04/2010 TELEFAX 584 428194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
1. VYMEZENÍ ODBORNÉ STÁŽE
 1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
VOZÍK SVÁŘEČSKÝ PRO INVERTOR
 1 NÁVOD K OBSLUZE A ÚDRŽBĚ VOZÍK SVÁŘEČSKÝ PRO INVERTOR OBSAH: 1. ÚVOD... - 1-2. BEZPEČNOST PRÁCE... - 1-3. TECHNICKÁ DATA... - 2-4. MONTÁŽ... - 3-5. SERVIS... - 7-6. LIKVIDACE... - 7-1. ÚVOD Vážený spotřebiteli,
1 NÁVOD K OBSLUZE A ÚDRŽBĚ VOZÍK SVÁŘEČSKÝ PRO INVERTOR OBSAH: 1. ÚVOD... - 1-2. BEZPEČNOST PRÁCE... - 1-3. TECHNICKÁ DATA... - 2-4. MONTÁŽ... - 3-5. SERVIS... - 7-6. LIKVIDACE... - 7-1. ÚVOD Vážený spotřebiteli,
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Vázací řetězy svařované. jakosti 24 ČSN 02 3230, 02 3235 NÁVOD NA POUŽÍVÁNÍ A ÚDRŽBU
 Vázací řetězy svařované podle jakosti 24 ČSN 02 3230, 02 3235 TP 203-15-90, 203-48-75 VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
Vázací řetězy svařované podle jakosti 24 ČSN 02 3230, 02 3235 TP 203-15-90, 203-48-75 VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
2.A Přehled dokumentace předkládané k hlavní prohlídce
 2.A Přehled dokumentace předkládané k hlavní prohlídce V následujících bodech je uveden základní přehled dokumentace a souhrn dokladů předkládaný zhotovitelem a odsouhlasený stavebním dozorcem pro mostní
2.A Přehled dokumentace předkládané k hlavní prohlídce V následujících bodech je uveden základní přehled dokumentace a souhrn dokladů předkládaný zhotovitelem a odsouhlasený stavebním dozorcem pro mostní
PROVOZNÍ OVĚŘOVÁNÍ NOVÝCH KONSTRUKCÍ
 PROVOZNÍ OVĚŘOVÁNÍ NOVÝCH KONSTRUKCÍ České dráhy, a. s., www.cd.cz Technická ústředna Českých drah, www.tucd.cz Oddělení železničního svršku a spodku Přínos nové konstrukce železničního svršku a spodku
PROVOZNÍ OVĚŘOVÁNÍ NOVÝCH KONSTRUKCÍ České dráhy, a. s., www.cd.cz Technická ústředna Českých drah, www.tucd.cz Oddělení železničního svršku a spodku Přínos nové konstrukce železničního svršku a spodku
Infrastruktura kolejové dopravy
 Infrastruktura kolejové dopravy L u k á š T ý f a ČVUT FD, Ústav dopravních systémů (K612) Téma č. 5 Bezstyková kolej Anotace: teorie bezstykové koleje stabilita bezstykové koleje svařování kolejnic Bezstyková
Infrastruktura kolejové dopravy L u k á š T ý f a ČVUT FD, Ústav dopravních systémů (K612) Téma č. 5 Bezstyková kolej Anotace: teorie bezstykové koleje stabilita bezstykové koleje svařování kolejnic Bezstyková
METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ
 1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Digitální učební materiál
 Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.10 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, Autor Tematická oblast
Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.10 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, Autor Tematická oblast
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Obr.1 Skener HandyScan 3D EXAscan [1]
![Obr.1 Skener HandyScan 3D EXAscan [1]](/thumbs/57/40703650.jpg "Obr.1 Skener HandyScan 3D EXAscan [1]") DIAGNOSTIKA NA ŽELEZNIČNÍ DOPRAVNÍ CESTĚ 2013, DĚČÍN 20.-21.2.2013 Využití 3D skeneru pro hodnocení opotřebení dílů výhybek Autoři: Ing.Petr Havlíček, DT - Výhybkárna a strojírna a.s. Prostějov Ing.Petr
DIAGNOSTIKA NA ŽELEZNIČNÍ DOPRAVNÍ CESTĚ 2013, DĚČÍN 20.-21.2.2013 Využití 3D skeneru pro hodnocení opotřebení dílů výhybek Autoři: Ing.Petr Havlíček, DT - Výhybkárna a strojírna a.s. Prostějov Ing.Petr
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály
 Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Řetězy svařované zkoušené, jakost 24 a 30 NÁVOD NA POUŽÍVÁNÍ A ÚDRŽBU
 Řetězy svařované zkoušené, jakost 24 a 30 podle ČSN, TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz www.retezarna.cz
Řetězy svařované zkoušené, jakost 24 a 30 podle ČSN, TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz www.retezarna.cz
NÁVOD NA POUŽÍVÁNÍ A ÚDRŽBU
 Svařované články pro vázací prostředky, třída 8 Podle ČSN EN 1677-4 PN 04-02, PN 05-02, PN 09-02, PN 19-02 VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81
Svařované články pro vázací prostředky, třída 8 Podle ČSN EN 1677-4 PN 04-02, PN 05-02, PN 09-02, PN 19-02 VÝROBCE Řetězárna a.s. VYDÁNÍ 12/2007 TELEFON 584 488 111 Polská 48 TELEFAX 584 428 194 790 81
VYUŽITÍ SKENERU HANDYSCAN 3D EXAscan PRO SOUČÁSTI ŽELEZNIČNÍ INFRASTRUKTURY
 VYUŽITÍ SKENERU HANDYSCAN 3D EXAscan PRO SOUČÁSTI ŽELEZNIČNÍ INFRASTRUKTURY Josef ZBOŘIL A, Miloslav KLEMENT B, Petr HAVLÍČEK C A Oddělení výzkumu a vývoje, DT-Výhybkárna a strojírna a.s., Dolní 100, 79711
VYUŽITÍ SKENERU HANDYSCAN 3D EXAscan PRO SOUČÁSTI ŽELEZNIČNÍ INFRASTRUKTURY Josef ZBOŘIL A, Miloslav KLEMENT B, Petr HAVLÍČEK C A Oddělení výzkumu a vývoje, DT-Výhybkárna a strojírna a.s., Dolní 100, 79711
NOVELIZACE PŘEDPISU SŽDC S3/2 BEZSTYKOVÁ KOLEJ
 NOVELIZACE PŘEDPISU SŽDC S3/2 BEZSTYKOVÁ KOLEJ Ing. Petr Szabó SŽDC, Ředitelství, Odbor traťového hospodářství, Praha 1. ÚVOD Bezstyková kolej je moderní součást konstrukce železničního svršku umožňující
NOVELIZACE PŘEDPISU SŽDC S3/2 BEZSTYKOVÁ KOLEJ Ing. Petr Szabó SŽDC, Ředitelství, Odbor traťového hospodářství, Praha 1. ÚVOD Bezstyková kolej je moderní součást konstrukce železničního svršku umožňující
Seminář Provádění ocelových a hliníkových konstrukcí dle řady norem EN 1090, Praha,
 Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
 STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
Vady kolejnic. Otto Plášek
 Otto Plášek Tato prezentace byla vytvořen pro studijní účely studentů 1. ročníku magisterského studia oboru Konstrukce a dopravní stavby na Fakultě stavební VUT v Brně a nesmí být použita k žádným jiným
Otto Plášek Tato prezentace byla vytvořen pro studijní účely studentů 1. ročníku magisterského studia oboru Konstrukce a dopravní stavby na Fakultě stavební VUT v Brně a nesmí být použita k žádným jiným
SVAROX VT se aplikuje na hutní polotovary (vývalky, výkovky, odlitky, apod.), díly a komponenty, montážní podsestavy a svarové spoje.
, díly a komponenty, montážní podsestavy a svarové spoje.") 1. METODIKA PROVÁDĚNÍ KONTROLY 1.1. Všeobecně 1.1.1 Podle použitých kontrolních prostředků se VT rozděluje na dvě základní metody: a) Přímá vizuální kontrola (direct visual testing): je kontrola, při které
1. METODIKA PROVÁDĚNÍ KONTROLY 1.1. Všeobecně 1.1.1 Podle použitých kontrolních prostředků se VT rozděluje na dvě základní metody: a) Přímá vizuální kontrola (direct visual testing): je kontrola, při které
DODATEK Č. 1 KE ŠKOLNÍMU VZDĚLÁVACÍMU PROGRAMU. Strojírenství 3D modelování
 DODATEK Č. 1 KE ŠKOLNÍMU VZDĚLÁVACÍMU PROGRAMU Strojírenství 3D modelování Ledeč nad Sázavou 2015 Škola: Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou Ředitelka školy: Mgr. Ivana
DODATEK Č. 1 KE ŠKOLNÍMU VZDĚLÁVACÍMU PROGRAMU Strojírenství 3D modelování Ledeč nad Sázavou 2015 Škola: Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou Ředitelka školy: Mgr. Ivana
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
Směrnice SŽDC č. 51 pro provádění prohlídek a měření výhybek ve znění změny č.1 (účinnost od )
") Správa železniční dopravní cesty, státní organizace Dlážděná 1003/7 110 00 Praha 1 Směrnice SŽDC č. 51 pro provádění prohlídek a měření výhybek ve znění změny č.1 (účinnost od 1.7.2015) Věc : Směrnice
Správa železniční dopravní cesty, státní organizace Dlážděná 1003/7 110 00 Praha 1 Směrnice SŽDC č. 51 pro provádění prohlídek a měření výhybek ve znění změny č.1 (účinnost od 1.7.2015) Věc : Směrnice
 SŽDC E2 čl. 2 Zásady pro provoz, konstrukci a výrobu zařízení EOV musí odpovídat podmínkám vyhlášky: 100/1995 Sb. SŽDC E2 čl. 4 Zařízení pro EOV musí být vybaveno provozní dokumentací v souladu s nařízením
SŽDC E2 čl. 2 Zásady pro provoz, konstrukci a výrobu zařízení EOV musí odpovídat podmínkám vyhlášky: 100/1995 Sb. SŽDC E2 čl. 4 Zařízení pro EOV musí být vybaveno provozní dokumentací v souladu s nařízením
Svařování na rámu. Oblasti svařování DŮLEŽITÉ!
 Obecné Obecné Všechny svary musí být provedeny profesionálně kvalifikovanou osobou. Vyvarujte se svařování v rámu podvozku, jelikož svařování zvyšuje riziko tvoření prasklin okolo svárů. To je obzvláště
Obecné Obecné Všechny svary musí být provedeny profesionálně kvalifikovanou osobou. Vyvarujte se svařování v rámu podvozku, jelikož svařování zvyšuje riziko tvoření prasklin okolo svárů. To je obzvláště
Ocelový tubusový stožár
 Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
*MVCRX008KC9M* MVCRX008KC9M prvotní identifikátor
 *MVCRX008KC9M* MVCRX008KC9M prvotní identifikátor Ministerstvo vnitra-generální ředitelství Hasičského záchranného sboru České republiky METODIKA PROVÁDĚNÍ KONTROL PROVOZUSCHOPNOSTI POŽÁRNÍ TECHNIKY A
*MVCRX008KC9M* MVCRX008KC9M prvotní identifikátor Ministerstvo vnitra-generální ředitelství Hasičského záchranného sboru České republiky METODIKA PROVÁDĚNÍ KONTROL PROVOZUSCHOPNOSTI POŽÁRNÍ TECHNIKY A
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Správa železniční dopravní cesty, státní organizace. Železniční svršek ZVLÁŠTNÍ KONSTRUKCE ŽELEZNIČNÍHO SVRŠKU
 Správa železniční dopravní cesty, státní organizace SŽDC S3 díl VIII Železniční svršek ZVLÁŠTNÍ KONSTRUKCE ŽELEZNIČNÍHO SVRŠKU Účinnost od 1. října 2008 ve znění změny č. 1 (účinnost od 1. října 2011)
Správa železniční dopravní cesty, státní organizace SŽDC S3 díl VIII Železniční svršek ZVLÁŠTNÍ KONSTRUKCE ŽELEZNIČNÍHO SVRŠKU Účinnost od 1. října 2008 ve znění změny č. 1 (účinnost od 1. října 2011)
Česká zemědělská akademie v Humpolci, střední škola Pracoviště Světlá nad Sázavou
 Evidenční číslo školy: 742 Sídlo svářecí školy: Zámecká 33, 582 91 Světlá nad Sázavou Personální zabezpečení: Vedoucí svářecí školy: Ing. Jiří Zajíc tel.: Svářecí technolog školy: Ing. Jan Rajdl IWT tel.:
Evidenční číslo školy: 742 Sídlo svářecí školy: Zámecká 33, 582 91 Světlá nad Sázavou Personální zabezpečení: Vedoucí svářecí školy: Ing. Jiří Zajíc tel.: Svářecí technolog školy: Ing. Jan Rajdl IWT tel.:
Výroba a montáž tlakových a netlakových zařízení a svařovaných konstrukcí. Část 7: Svařování
 Strana 1/15 Výroba a montáž tlakových a netlakových zařízení a Datum Jméno Podpis Vypracoval 12/08/2016 Petr Štefaňák Anglický originál kontroloval 12/08/2016 Herbert Dirninger Schválil Strana 2/15 Vydání
Strana 1/15 Výroba a montáž tlakových a netlakových zařízení a Datum Jméno Podpis Vypracoval 12/08/2016 Petr Štefaňák Anglický originál kontroloval 12/08/2016 Herbert Dirninger Schválil Strana 2/15 Vydání
Dílčí předpis pro opravu hořáku reaktoru SHELL
 Unipetrol RPA, s.r.o. Z02 - AGRO ílčí předpis pro opravu hořáku reaktoru SHELL N 18 800 Výrobna : Zplyňování mazutu PS 200 Výrobní zařízení : Reaktory SHELL Tento dílčí předpis platí pro provádění oprav
Unipetrol RPA, s.r.o. Z02 - AGRO ílčí předpis pro opravu hořáku reaktoru SHELL N 18 800 Výrobna : Zplyňování mazutu PS 200 Výrobní zařízení : Reaktory SHELL Tento dílčí předpis platí pro provádění oprav
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Nová konstrukce srdcovky s kuželovými vložkami
 DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 797 11 Prostějov, Česká republika www.dtvm.cz, e-mail: dt@dtvm.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 Nová konstrukce srdcovky s kuželovými
DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 797 11 Prostějov, Česká republika www.dtvm.cz, e-mail: dt@dtvm.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 Nová konstrukce srdcovky s kuželovými
TECHNICKÉ KVALITATIVNÍ PODMÍNKY STAVEB STÁTNÍCH DRAH. Kapitola 32 ZAŘÍZENÍ TRATÍ A TRAŤOVÉ ZNAČKY
 Dlážděná 1003/7, 110 00 Praha 1, Nové Město TECHNICKÉ KVALITATIVNÍ PODMÍNKY STAVEB STÁTNÍCH DRAH Kapitola 32 ZAŘÍZENÍ TRATÍ A TRAŤOVÉ ZNAČKY Třetí - aktualizované vydání změna č. 8 Schváleno generálním
Dlážděná 1003/7, 110 00 Praha 1, Nové Město TECHNICKÉ KVALITATIVNÍ PODMÍNKY STAVEB STÁTNÍCH DRAH Kapitola 32 ZAŘÍZENÍ TRATÍ A TRAŤOVÉ ZNAČKY Třetí - aktualizované vydání změna č. 8 Schváleno generálním
Doplňkové zkoušky svářečů
 Doplňkové zkoušky svářečů Pro některá svařovaná zařízení je nutné, aby svářeči měli doplňkové zkoušky. Svářeči pro tlaková zařízení Výrobce, který provádí výrobu a montáž svařovaných tlakových zařízení,
Doplňkové zkoušky svářečů Pro některá svařovaná zařízení je nutné, aby svářeči měli doplňkové zkoušky. Svářeči pro tlaková zařízení Výrobce, který provádí výrobu a montáž svařovaných tlakových zařízení,
Systém cyklického broušení výhybek
 Systém cyklického broušení výhybek Ing. Radovan Kovařík Správa železniční dopravní cesty Generální ředitelství Odbor provozuschopnosti Úvod Vazba na broušení kolejnic: 3 roky za sebou - velký pokrok v
Systém cyklického broušení výhybek Ing. Radovan Kovařík Správa železniční dopravní cesty Generální ředitelství Odbor provozuschopnosti Úvod Vazba na broušení kolejnic: 3 roky za sebou - velký pokrok v
Mn P max. S max 0,025 0,020 0,30. Obsah těchto prvků nemusí být uváděn, pokud nejsou záměrně přidávány do tavby. Prvek Mezní hodnota rozboru tavby
 Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 2: Elektricky svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených teplotách
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 2: Elektricky svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených teplotách
SVAŘOVÁNÍ NA ŽKV A TRATÍCH V ČR
 Dům techniky Pardubice spol. s r.o pořádá seminář SVAŘOVÁNÍ NA ŽKV A TRATÍCH V ČR 2. - 3. 12. 2009 Seč Hlavní témata semináře: OPRAVÁRENSTVÍ,, TECHNOLOGIE KONTROLA CÍLE SEMINÁŘE 1) seznámit účastníky s
Dům techniky Pardubice spol. s r.o pořádá seminář SVAŘOVÁNÍ NA ŽKV A TRATÍCH V ČR 2. - 3. 12. 2009 Seč Hlavní témata semináře: OPRAVÁRENSTVÍ,, TECHNOLOGIE KONTROLA CÍLE SEMINÁŘE 1) seznámit účastníky s
České dráhy ČD S 3/2. Bezstyková kolej
 České dráhy ČD S 3/2 Bezstyková kolej České dráhy ČD S 3/2 Bezstyková kolej Schváleno rozhodnutím vrchního ředitele DDC dne: 29.7.2002 č.j.: 58 644/2002 O 13 Účinnost od 1.1. 2003 ČD S 3/2 - Účinnost
České dráhy ČD S 3/2 Bezstyková kolej České dráhy ČD S 3/2 Bezstyková kolej Schváleno rozhodnutím vrchního ředitele DDC dne: 29.7.2002 č.j.: 58 644/2002 O 13 Účinnost od 1.1. 2003 ČD S 3/2 - Účinnost
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU
 Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály