MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
|
|
|
- David Čermák
- před 8 lety
- Počet zobrazení:
Transkript
1 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice

2 Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů se specifickými vzdělávacími potřebami na Vysoké škole technické a ekonomické v Českých Budějovicích" s registračním číslem CZ.1.07./2.2.00/ Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky.

3 SVAŘOVÁNÍ Podstatou svařování kovů je vytvoření metalurgického spojení, t. j. spojení založeného na působení meziatomových sil, které udržují velmi účinně přesnou vzájemnou polohu a odstupy atomů tvořících uvnitř částic atomovou mřížku. Zároveň udržuje stálý tvar kovových předmětů. Svařování má v současnosti velké uplatnění v automobilovém průmyslu. Používá se hlavně při výrobě karoserií osobních automobilů. Samozřejmě, že svařování se využívá i při výrobě velkých celků jako železniční vagóny, tlakové nádoby, kotle, lodě, ale i při výrobě menších strojních dílů.

4 ZÁKLADNÍ POJMY U TAVNÉHO SVAŘOVÁNÍ DLE ČSN Základní materiál (7) materiál, který je svářený, Přídavný materiál materiál, který je přidávaný v průběhu svařování Svarová lázeň (6) materiál, který je roztavený při svarování, po ztuhnutí jej nazývame svarovým kovem Svarové plochy plochy základního materiálu, které po svařování zváraní sú nastavené na hranicu zvaru Svarový spoj (15) vlastný svar + teplem ovlyvnená oblast Svarová mezera (1), svarová plocha (2), α úhel rozevření (3), β úhel skosení (4), h s hloubka sváru (5), teplem ovlivnená oblast (8), vrstva sváru (9), svarová housenka (10), h převýšení svaru (11), líc svaru (12), rub svaru (13), kořen svaru (14),
, h s hloubka sváru (5), teplem ovlivnená oblast (8), vrstva sváru (9), svarová housenka (10), h převýšení svaru (11), líc svaru (12), rub svaru (13), kořen")
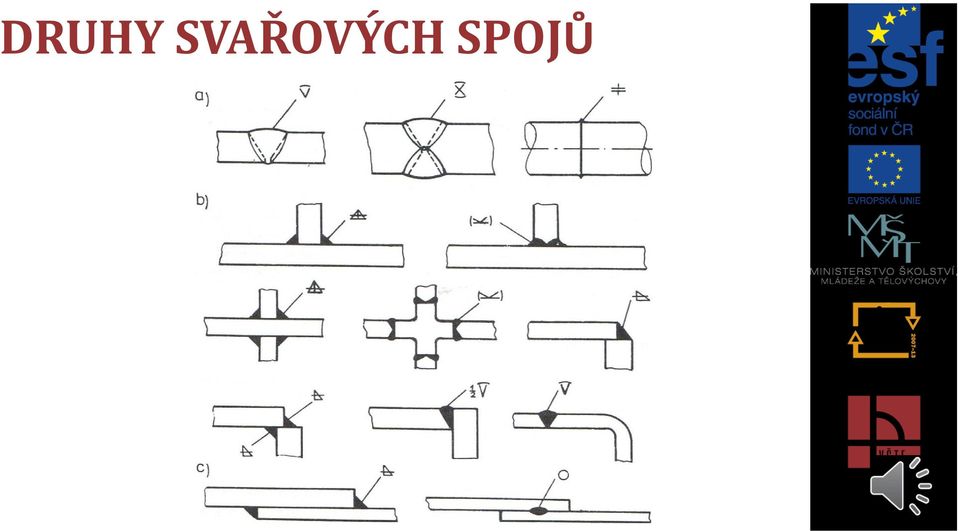
5 DRUHY A TVARY SVAŘOVÝCH SPOJŮ S ohledem na konstrukční provedení rozeznávame tyto druhy svařových spojů: tupý koutový, křížový, rohový přeplátovaný

6 DRUHY SVAŘOVÝCH SPOJŮ
7 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM Elektrický oblouk je světelný výboj ionizované směsi plynů a pár kruhového průřezu s vysokou teplotou. Délka svářecího oblouku se pohybuje od 2 do 7 mm. Proud může být od 10 do 2000 A, napětí od 10 do 50 V. Elektrický oblouk mé několik charakteristických oblastí: na povrchu elektrody, která má mínus pól (katóda), se tvoří katódová skvrna, přes kterou prochází proud. V blízkosti katódy se tvoří v plynném sloupci katódová oblast, na povrchu elektrody s kladným pólem (anóda) vzniká anodová skvrna a na ni navazuje anodová oblast, střední část sloupce je pozitivní sloupec, který tvoří skoro celou délku elektrického oblouku. Všechny tři sloupce obaluje obálka, která se označuje jako plazma.
 vzniká anodová skvrna a na ni navazuje anodová oblast, střední část")
8 METODY SVÁŘENÍ ELEKTRICKÝM OBLOUKEM Elektroda Ochranné prostředí Zkratka a název metody Obalená látky z obalu MMA ručně, (kovové jádro a obal) obalenou elektrodou Holý drát nebo plněná trubička Netavící sa wolfrámová elektróda zrnité tavidlo SAW automatické pod tavidlem ochranný plyn inertní MIG (metal-inertgas) (Ar) ochranný plyn aktivní (Ar+O 2 ) MAG (metal-activgas) ochranný plyn CO 2 CO 2 svařování v CO 2 inertní plyn WIG-(wolfram-inertgas) anglické označení: TIG-(tungsten-inertgas)
 ochranný plyn CO 2 CO 2 svařování v CO 2 inertní plyn WIG-(wolfram-inertgas) anglické označení:")
9 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM Mezi elektrodou a základním materiálem hoří elektrický oblouk. Během hoření oblouku se elektroda odtavuje, kov se ukládá do svarové lázně a tím dochází k vytvoření svarového spoje. Schéma ručního svařování elektrickým obloukem

10 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM V OCHRANNÍCH ATMOSFÉRÁCH Při svařování v ochranných atmosférách rozlišujeme svařování netavící se wolframovou elektrodou WIG a svařování s odtavujíci se kovovou elektrodou (MAG, MIG). Předností je jednoduchá automatizace svařovacího procesu a vhodnost využití pro robotizovaná pracoviště.

11 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM V OCHRANNÍCH ATMOSFÉRÁCH Zajištění kvalitního svařového spoje při obloukovém svařování vyžaduje vytvoření ochranné zóny oblouku a roztaveného kovu od škodlivého účinku vzduchu. Na vytvoření ochranné zóny se používají inertní plyny (argon, helium a jejich směsi, které nereagují s roztaveným kovem) a aktivní plyny (oxid uhličitý, vodík a jejich směsi, které s roztaveným kovem reagují).

12 KOUTOVÉ SVARY Koutové svary se umisťují podél klínové hrany spojovaných dílců a jejich základním profilem je rovnoramenný pravoúhlý trojúhelník. Používají se obvykle jako nosné, silové svary pro spoje tvaru T, křížové spoje, rohové spoje a pro spojení přeplátované. Svařované součásti není potřeba tvarově upravovat. U staticky zatížených spojů se obvykle používá svar plochý, u dynamicky zatížených spojů je výhodnější svar vydutý, který má menší vrubové účinky.

13 PÁJENÍ Pájením se metalurgickou cestou působením vhodného zdroje tepla, spojují stejné nebo různé kovové materiály pomocí přídavného materiálu (pájky), která má odlišné chemické složení a nižší bod tavení než základní (pájený) materiál. Pájený spoj je nerozebíratelný. Při pájení nedochází v místě spoje k natavení spojovaných materiálů. Ohřívá se buď jen pájené místo, nebo celá součást. Spojení nastává nejčastěji v důsledku vzájemné difuze a rozpustnosti pájky a základních materiálů. Spoj vzniká spojením tří materiálů: základního, pájky a tavidla. Pro pájení se používá pájedlo (nástroj, který umožňuje natavit přídavný materiál) a pájka (přídavný materiál). Technologie pájení se využívá zejména v elektrotechnickém, energetickém, chladírenském průmyslu. Využívá se v případech, kde je požadovaná těsnost, elektrická vodivost, povrchový vzhled spoje.
 a pájka (přídavný materiál).")
14 DRUHY PÁJENÍ Výhody pájení jsou především v možnosti spojování všech kovů a slitin (které jinak není možné spojit), přičemž je možné kombinovat železné i neželezné materiály. Dalšími výhodami jsou rozměrová přesnost, vysoká produktivita, menší spotřeba energie i jednodušší zařízení. Výhodou je i menší pnutí i menší strukturní změny v základním materiálu, také možnost svařování tenkostěnných i tlustostěnných součástí. Nevýhodou pájení je menší pevnost spojů. Pájení není vhodné pro dlouhé spoje, také příprava spojů je náročnější. Přítomnost dalšího materiálu ve spoji může zhoršit odolnost proti korozi.

15 ZÁKLADNÍ ROZDĚLENÍ PÁJENÍ Základní dělení pájení je podle teploty pájení. Poznáme měkké pájení (teplota solidu pájky je do 450 ºC) a tvrdé pájení (teplota solidu pájky je nad 450 ºC).
 a tvrdé pájení (teplota solidu")
16 ZÁKLADNÍ ROZDĚLENÍ PÁJENÍ Měkké pájení se používa na spoje s menší pevností, pevnost spoje v tahu je do 80 MPa, ve střihu do 50MPa. Typická pracovní teplota je C. Měkkým pájením je možné pájet oceli měď, stříbro, olovo, hliník, nikl, zinek, cín a jejich slitiny, šedou litinu i keramiku. Pájky pro měkké pájení jsou nejčastěji cínové (na bázi cínu a olova) nebo speciální (napr. pro spojování kovů se sklem s 4-90% Sn). Tvrdé pájení se používá na spoje s vyšší pevností, pevnost spoje v tahu je do 400 MPa, ve střihu v rozmezí MPa. Typická pracovní teplota nad 700 C. Tvrdým pájením je možné pájet oceli, litinu, hliník, nikl, žárupevné materiály, keramicko-kovové materiály a grafit. Pájky pro měkké pájení jsou nejčastěji na bázi mědi (a její slitin s obsahem fosforu), mosazi, zlata, stříbra a hliníku.

17 ZÁKLADNÍ ROZDĚLENÍ PÁJENÍ Z hlediska technologie pájení poznáme tyto druhy pájení: indukční pájení pájení ponorem pájení v peci plamenové pájení

18 PÁJKA Pájky jsou nejčastěji ve formě drátu nebo pásku, mohou však být ive formě prášku, trubiček, tyčinek, nebo past. Pájka musí splňovat tyto požadavky: musí mít nižší bod tavění jak základní matriál a interval tavení má být úzký musí mít nízký obsah nečistot nesmí se základním materiálem vytvářet křehké intermediální fáze kvůli korozi musí obsahovat prvky s malým rozdílem elektrochemického potenciálu styku se základním materiálem musí mýt dobré pájecí vlastnosti (smáčivost, roztékavost, kapilaritu) mechanické vlastnosti musí odpovídat podmínkám provozu
 mechanické")
19 TAVIDLA Tavidla jsou chemické látky, které zlepšují technologii pájení. Tavidla chrání pájku i základní materiál před účinky okolního prostředí (oxidací), musí dokonale smáčet základní materiál i pájku. Forma tavidla je různá může to být prášek, kapalina, nebo pasta. Za tavidlo lze považovat v určitých případech i vakuum. Volba tavidla závisí od více faktorů, zejména však od použitého základního nebo přídavného materiálu pájky a jeho teploty tavení. Pro měkké pájení se používají tavidla s reakční teplotou do 400 ºC, pro tvrdé pájení snad 500 ºC. Tavidla mají mít stále povrchové napětí, hustota tavidla musí být menší než hustota pájky, taktéž musí být tavidlo chemicky stálé a zdravotně nezávadné.

20 LEPENÍ V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů ve všech průmyslových odvětvích. Oproti ostatním technologiím není při technologii lepení téměř nikdy (mimo chemické účinky) ovlivněn základní materiál lepeného spoje (oproti svarům, vrubům, obrábění...). Důležité parametry technologie lepení jsou efektivnost a ekonomičnost. I proto se lepení prosazuje v průmyslu v mnoha aplikacích.
.")
21 PEVNOST LEPENÉHO SPOJE. ADHEZE A KOHEZE Podmínkami pro vytvroření kvalitního lepeného spoje se všemi jeho kladnými vlastnostmi jsou především vhodná konstrukce spoje, vhodná kombinace lepený materiál-použité lepidlo a dodržení technologického postupu výroby lepeného spoje. Pevnost slepeného spoje závisí na čtyřech parametrech: na přilnavosti lepidla k lepenému povrchu (adheze) na soudržnosti hmoty lepidla, neboli vnitřní pevnosti lepidla (koheze) na smáčivosti lepeného povrchu kapalným lepidlem na pevnosti (soudržnosti) lepeného materiálu
22 PEVNOST LEPENÉHO SPOJE. ADHEZE A KOHEZE Adheze je základní předpoklad úspěšného lepení. Jestliže lepidlo není schopno dostatečně pevně přilnout k materiálu, spoj nedrží a dochází k rozlepení na rozhraní lepidlo lepený materiál. V tomto případě je vnitřní soudržnost lepidla (koheze) i vlastní pevnost materiálu vyšší než přilnavost (adheze). Na to proč vznikají adhezní síly existují dva teoretické modely vazby mezi lepidlem a lepeným povrchem: mechanická vazba chemická (nebo také specifická) vazba
23 PEVNOST LEPENÉHO SPOJE. ADHEZE A KOHEZE Koheze představuje vlastní pevnost vrstvy lepidla. Jestliže se lepený spoj roztrhne ve vrstvě lepidla, znamená to, že adheze i pevnost lepeného materiálu je vyšší než koheze. Kohezní pevnost závisí na charakteru lepidla (dvousložkové epoxidy mají vysokou kohezi; měkké akryláty pro výrobu trvale lepivých samolepících etiket mají nízkou kohezi) a na tepelném namáhání lepeného spoje (většina jednosložkových lepidel jsou termoplasty měknou při zvyšování teploty).
24 TECHNOLOGIE LEPENÍ Technologický postup výroby lepeného spoje má čtyři základní fáze, jimiž jsou.: příprava spojovaného materiálu (adherentu) na lepení příprava lepidla nanášení lepidla montáž a fixace spoje
25 TECHNOLOGIE LEPENÍ Technologii lepení můžeme rozdělit dle několik hledisek: dle způsobu nanášení lepidla: ruční: pistolí (rozpouštědlová nebo disperzní), štětec nebo stěrka (rozpouštědlová nebo disperzní nebo reaktivní), speciální dávkovače bez přístupu vzduchu (kyanoakryláty, polyuretany, silikony) strojní: stříkání (všechny druhy i tavná lepidla), válečky a kotouče (všechny druhy, málo často reaktivní lepidla), speciální dávkovače a dávkovací pistole (reaktivní lepidla)
26 TECHNOLOGIE LEPENÍ dle teploty lepení: lepení za studena (disperze, rozpouštědlová lepidla) lepení za tepla (některá reaktivní lepidla, např. močovinová, fenolická, PUR, tavná lepidla) - lepení po tepelné aktivaci (polyuretany, akrylátové disperze, EVA disperze) dle rychlosti lepení/lepidla: relativně pomalá lepidla (obuvnická kontaktní, podlahářská, čalounická pro velké plochy všude tam, kde dlouho trvá nanášení na větší plochy) relativně rychlá lepidla (sekundové kyanoakryláty, čalounická lepidla, papírenská lepidla) dle otevřené doby lepidla: neomezená otevřená doba: tlakově citlivá lepidla (anglická zkratka PSA) - samolepky dlouhá otevřená doba: speciální kontaktní lepidla (obuvnictví, podlahoviny), některá reaktivní lepidla (močovinová, epoxidová, některé dvousložkové polyuretany) krátká otevřená doba: PVAc disperze na dřevo a papír, kyanoakryláty, čalounická rozpouštědlová lepidla
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
LEPENÍ. Osnova učiva: Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
STROJÍRENSKÁ TECHNOLOGIE
 Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 4, 5, 6 Způsoby spojování Mechanické způsoby nýtování, sešroubování (rozebíratelná spojení; bodovým přenosem síly vznikají nepříznivé hroty pnutí;) Pájení
Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 4, 5, 6 Způsoby spojování Mechanické způsoby nýtování, sešroubování (rozebíratelná spojení; bodovým přenosem síly vznikají nepříznivé hroty pnutí;) Pájení
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU
 TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
Ve výrobě ocelových konstrukcí se uplatňují následující druhy svařování:
 5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Lisy působí na tvářený materiál klidným tlakem a prokovou materiál v celém průřezu. Oproti bucharům je práce na nich bez rázů a bezpečnější.
 4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
Klasifikace ochrann ch plynû
 Klasifikace ochrann ch plynû Nová ČSN EN ISO 14175, která byla zavedena do systému ČSN v únoru roku 2009, nahradila předchozí normu ČSN EN 439 a již sám název Plyny a jejich směsi pro tavné svařování a
Klasifikace ochrann ch plynû Nová ČSN EN ISO 14175, která byla zavedena do systému ČSN v únoru roku 2009, nahradila předchozí normu ČSN EN 439 a již sám název Plyny a jejich směsi pro tavné svařování a
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
ČSN EN ISO 472 ČSN EN ISO
 Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Konstrukční lepidla. Pro náročné požadavky. Proč používat konstrukční lepidla Henkel? Lepení:
 Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. ZATEPLENÍ OBVODOVÝCH STĚN Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
13. ZATEPLENÍ OBVODOVÝCH STĚN Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Vulmproepox R RH. Vulmproepox R RH je dvousložková nátěrová hmota založená na bázi vody, která se skládá ze. Popis výrobku: Použití: Výhody:
 Technický list Datum vydání 04/2014 Vulmproepox R RH ROPOVODY, PLYNOVODY Nátěr na železné konstrukce, antikorozní základní i vrchní nátěr. Popis výrobku: Vulmproepox R RH je dvousložková nátěrová hmota
Technický list Datum vydání 04/2014 Vulmproepox R RH ROPOVODY, PLYNOVODY Nátěr na železné konstrukce, antikorozní základní i vrchní nátěr. Popis výrobku: Vulmproepox R RH je dvousložková nátěrová hmota
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Úpravy povrchu. Pozinkovaný materiál. Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16
 Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 4. PROSKLENÉ STĚNY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
4. PROSKLENÉ STĚNY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Lepení plastů a elastomerů
 Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
SikaForce -7550 elastické turbo 2-k polyuretanová technologie
 SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
PERIODICKÁ TABULKA. Všechny prvky v tabulce můžeme rozdělit na kovy, nekovy a polokovy.
 PERIODICKÁ TABULKA Je známo více než 100 prvků 90 je přirozených (jsou v přírodě) 11 plynů 2 kapaliny (brom, rtuť) Ostatní byly připraveny uměle. Dmitrij Ivanovič Mendělejev uspořádal 63 tehdy známých
PERIODICKÁ TABULKA Je známo více než 100 prvků 90 je přirozených (jsou v přírodě) 11 plynů 2 kapaliny (brom, rtuť) Ostatní byly připraveny uměle. Dmitrij Ivanovič Mendělejev uspořádal 63 tehdy známých
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Inovace a zkvalitnění výuky prostřednictvím ICT Elektrický proud stejnosměrný
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Elektrický proud stejnosměrný Rozdělení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Elektrický proud stejnosměrný Rozdělení
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Inovace profesní přípravy budoucích učitelů chemie
 Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_05
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_05
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Sylabus přednášek OCELOVÉ KONSTRUKCE. Postupná plastifikace I průřezu. Obsah přednášky. Příklad využití klasifikace spojitý nosník.
 Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.
Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.