1 Tématický celek - Bezpečnost - úvod a organizace pracoviště
|
|
|
- Jitka Janečková
- před 8 lety
- Počet zobrazení:
Transkript
1 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Rybka Herbert Název zpracovaného celku: Frézování, praktické cvičení, postupy práce 1 Tématický celek - Bezpečnost - úvod a organizace pracoviště 1.1 Cíl učebního dne -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování zásad bezpečnosti a hygieny práce ČSN všeobecné bezp. předpisy pro obráběcí stroje na kovy ČSN bezpečnostní předpisy pro frézky ČSN první pomoc při úrazu elektrickým proudem ČSN hrotové soustruhy ČSN bezpečnostní předpisy o zacházení s elektrickým zařízením ČSN řezné kapaliny ČSN pily, pilous ČSN vrtačky ČSN brusky - požární poplachové směrnice -zvedání břemen -evakuace na dílně 1.2 Výukové zaměření -je vést k bezprostřednímu dodržování bezpečnostních předpisů -vliv úrazů na zdraví jedince a ekonomický dopad na společnost -vznik nejčastějších pracovních úrazů -používat osobní ochranné pracovní pomůcky 1.3 Instruktáž -dodržování bezpečnosti musí být samozřejmostí každého pracovníka -předcházet úrazu je povinností každého jedince -těžké je uplatnění po úrazu s trvalými následky v práci i v soukromém životě -nepořádek na pracovišti přináší nebezpečí úrazu OVĚŘOVACÍ A KONTROLNÍ OTÁZKY 1.Význam bezpečnosti v praxi? 2.Z čeho pramení nejčastěji příčiny úrazu? 3.Jaká je povinnost obsluhy před zahájením práce? 4.Jaká musí být ústroj pracovníka? 5.Jak ukládáme obrobky? 6.Kdo může obsluhovat obráběcí stroj? 7.Jak si počínáme při práci na frézce, když byl vypnut elektrický proud? 8.Jaké břemeno může občas přenášet hoch nebo dívka? 9.Proč se věnuje bezpečnosti tolik pozornosti? 10.Jaké druhy hasicích přístrojů používáme (na elektrická vedení!!!)? 1

2 1.4 Bezpečnost při práci Zapsání bezpečn. školení do zápisníku OBP-proškolení a přezkoušení. Dodržování bezpečnostních předpisů musí být pro každého pracovníka samozřejmou povinností, stejně jako dodržování technologických postupů i výrobních zásad. Každý pracující je proto seznamován s příčinami pracovních úrazů i s okolnostmi, za kterých k nim dochází. Proto jsou žáci povinni počínat si při práci tak, aby neohrožovali svůj život a své zdraví, ani životy a zdraví svých spolužáků a spolupracovníků. Stálá opatrnost a dodržování všech pravidel bezpečné práce je zárukou bezpečnosti. -ústroj pracovníka-upravit svůj oděv tak, aby nemohl být zachycen rotujícími částmi strojů nebo nástrojů -nutnost upnutí rukávů -blůza oděvu v kalhotách-není možno používat zahradníky -zkontrolovat a používat ochranné pracovní pomůcky-používat ochranné brýle, štíty, čepice, vysokou pracovní koženou obuv (nadkotníkovou) s tvrdou podrážkou -dlouhé vlasy zakrýt čepicí, šátkem nebo síťkou -žák musí být seznámen s obsluhou stroje -nutno dodržovat pořádek na pracovišti, v pracovní skříňce, na stroji, na pracovní část stroje se neodkládají žádné věci, v okolí stroje udržovat pořádek -před začátkem práce pečlivě prohlédnout svůj stroj, odstranit z jeho blízkosti nepotřebné věci, zkontrolovat posuvové a ostatní mechanismy stroje, zkontrolovat upnutí nástroje -zkontrolovat ochranné pomůcky (např. kryty), které zakrývají pohybující se vyčnívající části stroje (např. hřídele) -pevně upnout nástroj a obrobek -žák smí zvedat ojediněle maximálně 20 kg, dlouhodoběji je váha nižší a je uvedena v normách, žákyně jednotně maximálně 10 kg -zákaz zásahu do elektrických zařízení -pohybovat se v prostorách pouze určených k požadované práci -svévolně se nevzdalovat z pracoviště -nesahat na rotující části nástrojů a obrobků -nepoužívat náramky, řetízky, hodinky, šály, prsteny, dlouhé náušnice, piercing apod. -zákaz používání mobilů, Mp3 apod. -dodržovat technologický postup při práci -při upínání nástrojů používat hadr-nepoužívat rukavice -používání rukavic jen při přípravných pracích a zákaz používání rukavic při práci na strojích -chladící kapalinu-emulzi-používat jen v dobrém stavu a zabránit rozstřiku kapaliny na podlahu -nepoužívat jiných předmětů než malého smetáku a štětečku při odstraňování třísek při frézování, když se nám fréza otáčí -seřizování, výměna nebo další manipulace s nástroji stejně jako upínání nebo vyjímání obrobků z upínačů jsou dovoleny pouze za klidu frézovacího vřetena nebo pracovního stolu (výjimku umožňuje zvláštní konstrukce, kdy je nástroj zakryt), jinak je pracovník povinen odsunout obrobek do bezpečné vzdálenosti od nástroje -upínací šroub nástroje musí být zakryt, aby došlo k zamezení přístupu a tím k úrazu -bezpečnostní kryty se nesmí odstraňovat za žádných okolností Jak si má frézař počínat při práci? 1) Před zahájením práce zkontrolovat stroj a promazat vodící části strojním olejem. 2) Připravit potřebné nástroje, měřidla a pomocná nářadí. 3) Stále sledovat práci řezného nástroje, kontrolovat práci stroje a jeho výkon. 4) Zcela se soustředit na vykonávanou práci, nerozptylovat se jinými věcmi. 5) Nevzdalovat se od stroje, který je v chodu. 6) Za chodu stroje neodstraňovat ochranné pomůcky z rotujících částí strojů. 7) Používat brýlí nebo ochranných štítů proti odletujícím třískám. 8) Neodstraňovat třísky z místa řezání rukou: jsou žhavé, ostré a snadno poraní a popálí ruku. 9) Měřit obrobek jen tehdy, když je v klidu, a fréza je v bezpečné vzdálenosti od místa měření 10) Šetřit elektrický proud-nenechat běžet stroj naprázdno. 2

3 Jak si má frézař počínat po skončení práce? 1) Překontrolovat obrobky, odjehlit obrobek a odevzdat je. 2) Vyčistit stroj a promazat jej. 3) Použité hadry z čištění obrobku a všechen hořlavý materiál ukládat do speciálních nádob. 4) Pamatuj si! Každý žák musí dodržovat zásady osobní hygieny, bezpečnosti práce, čistoty a pořádku na svém pracovišti. Musí vždy používat předepsaných pomůcek a přístrojů. Osobní hygiena žáka 1) Po skončení práce umýt ruce solvinou. 2) Umýt ruce mýdlem. 3) Vytřít ruce do sucha-nutno z domu přinést ručník. 4) Ošetřit ruce ochranným krémem. Požární ochrana Povinnosti žáka (občana ČR) je, aby zlikvidoval patřičný požár vlastními silami, pokud na to stačí, v opačném případě je třeba vyhledat pomoc a to se nabízí buď mobilním telefonem, nebo nahlášením na vrátnici naší školy, která požár ohlásí na požární útvar. Při vstupu do prostoru našich dílen po pravé straně se nachází hydrant. Rovněž na dílně se nacházejí ruční hasicí přístroje, převážně CO2, kterým se můžou hasit i elektrická vedení a zařízení. Co se týče hasicích přístrojů, mohou být pěnové, sněhové, práškové apod. (dle použití). Nutno je si uvědomit, že pěnovým přístrojem není možno hasit elektrická zařízení, neboť pěna je vodivá. V tomto případě používáme CO2 hasicí přístroje. Na hašení materiálů, které nemůžou přijít do styku s kapalinami, se používají práškové hasicí přístroje. V minulosti se práškové hasicí přístroje používaly při hašení např. počítačů, což se projevilo negativně, neboť jemný prášek vnikl do pohyblivých součástí, čímž způsobil zadření těchto částí počítače, proto se přešlo na hasicí přístroje CO2. První pomoc při úrazu elektrickým proudem - poraněného položíme na rovnou podložku - zakloníme hlavu - zacpeme nos - do úst provedeme dva vdechy - 30 x zmáčkneme hrudník (asi 6 cm) - provádíme do doby, než přijde přivolaná první pomoc Nahlášení drobných poranění a provedení zápisu - v případě drobného poranění-řezná ranka, ocelová tříska, atd. nutno nahlásit učiteli a provést zápis do knihy drobných poranění Pozdní příchody a předčasné odchody - v případě pozdního příchodu na praxi nutno převléknout se do pracovního oděvu ve školních šatnách (mimo dívek) - v případě předčasného odchodu je nutno si zajistit věci-školní šatna-nikoliv dílenská šatna (zamezení krádeží na šatnách) 3
 Po skončení práce umýt ruce solvinou. 2) Umýt ruce mýdlem. 3) Vytřít ruce do sucha-nutno z domu přinést ručník. 4) Ošetřit ruce ochranným krémem.")
4 2 Tématický celek Základy frézování (hrubování a hlazení) 2.1 Hrubování a hlazení Podle tloušťky ubírané vrstvy materiálu, tj. podle hloubky řezu, dělíme frézování takto: a) Frézování na hrubo Hrubování b) Frézování na čisto Hlazení Hrubování Při frézování na hrubo se má přídavek na obrábění odebrat co nejrychleji, a proto používáme velkých posuvů při malé řezné rychlosti. Frézujeme při hloubkách řezu 3 a více mm. Odřezávané třísky jsou tlusté, obrobená plocha hrubá (drsná) Hlazení Při frézování na čisto, tj. při hlazení, pracuje fréza při malé hloubce řezu, menším posuvu a vyšší řezné rychlosti. Frézuje se při hloubce řezu max. 1,5 mm. Odřezávané třísky jsou tenké a obrobený povrch je velmi čistý a hladký. Hloubka frézování nesmí být příliš malá, protože by fréza po povrchu klouzala a neodebírala třísku. 2.2 Chlazení při frézování Při řezání se vyvíjí velké množství tepla, které z části přechází do nástroje a zčásti do obrobku, z části je odváděno třískou a z části uniká do prostředí kolem místa řezání. Nástroj se řezným teplem zahřívá a tím se zmenšuje jeho tvrdost a řezací schopnost (rychle se otupuje). Abychom zmenšili vliv tepla na nástroj, přivádíme na místo řezání vhodnou chladicí kapalinu, která teplo pohlcuje a odvádí z místa řezu. Některé druhy chladících kapalin mají mazací účinky, tím se zmírňuje tření mezi nástrojem a obrobkem a dosahuje se i lepší jakosti obrobené plochy. Při obrábění některých druhů materiálů (př. Litiny) většinou není nutno chladit. Také při obrábění s nástroji s břitovými destičkami ze slinutých karbidů se obvykle nechladí. 2.3 Upínání obrobků Upínání obrobků upínkami Větší obrobky a materiály se upínají přímo na stůl frézy. K tomu se používají upínky různých velikostí a tvarů a na stole se zajišťují pomocí šroubů s T-hlavou. Je třeba dodržovat tyto zásady: upínací šrouby jsou umístěny co nejblíže k upínanému obrobku druhý konec upínky se musí opírat o podložku, která má stejnou či trochu větší výšky než obrobek v místě uchycení upínky upínací tlak upínky musí působit na zcela podloženou plochu obrobku upínací síla nesmí deformovat obrobek Obr. 1 Upínání obrobků: F- fréza, O obrobek, St podélný stůl, u upínka, p podložka, š upínací šroub s maticí 4
 2.1.2 Hlazení Při frézování na čisto, tj. při hlazení, pracuje fréza při malé hloubce řezu, menším posuvu a vyšší řezné rychlosti.")
5 Obr. 2: 1 obrobek, 2 upínka, 3 šroub, 4 matice, 5 opěrka, 6 stůl frézy Obr. 3 Správné upnutí obrobku Obr. 4 Chybné upnutí obrobku - šroub je co nejblíže obrobku - šroub je umístěn daleko od obrobku - podložka pod upínkou je stejně vysoká - podložka pod upínkou je nižší než obrobek jako obrobek a upínací síla nepůsobí na obrobek v celé ploše Upínání obrobků do přípravků Používáme při: hromadné výrobě obrábění obrobků zvláštních tvarů zvýšených požadavcích na přesnost obrábění Obr.5 Upnutí do prizmatických podložek Obr.6 Upnutí ve speciálním přípravku 5

6 3 Tématický celek Řezné podmínky Řezné podmínky stanovují vzájemné vztahy mezi základními pracovními hodnotami při obrábění kovů řezáním. Abychom při frézování dosáhli co nejlepších výsledků, musí být známy nejen potřebné řezné podmínky, ale i jejich vliv na průběh obrábění. 3.1 Základní řezné podmínky - Řezná rychlost - Posuv - Hloubka řezu 3.2 Řezná rychlost Fréza se při práci otáčí zvoleným počtem otáček, které zvolíme před začátkem práce. Udělíme nástroji upnutému ve vřetenu určitou rychlost otáčení. Čím rychlejší bude tento otáčivý pohyb, tím rychleji bude fréza ubírat třísky a tím větší řeznou rychlostí budeme frézovat. Řezná rychlost je dráha (m), kterou proběhne břit každého zubu frézy za jednu minutu. Vzorec pro volbu otáček: v=(π.d.n)/1000 n=(v.1000)/(π.d) n otáčky (ot/min) v řezná rychlost (m/min) d průměr frézy (mm) π Ludolfovo číslo (3,14) Čím větší je průměr frézy, tím větší je řezná rychlost při stejném počtu otáček nástroje, a čím větší je počet otáček vřetena, tím větší je řezná rychlost při stejném průměru frézy. Řezná rychlost je jednou z hlavních řezných podmínek a na volbu její velikosti má vliv mnoho činitelů. Nejdůležitější z nich jsou: - Druh obráběného materiálu - Druh materiálu nástroje - Trvanlivost břitu - Velikost a tvar průřezu třísky - Chlazení a mazání - Průměr frézy - Posuv Druh obráběného materiálu Vhodnost materiálu k obrábění se posuzuje podle - Pevnosti a tvrdosti - Způsobu tvoření třísky - Druhu tvořené třísky Frézujeme-li tvrdý materiál, vzniká větší odpor a fréza se rychleji zahřívá a otupuje. Musíme proto řeznou rychlost úměrně snižovat, abychom zajistili požadovanou trvanlivost břitu Druh materiálu nástroje Na velikost řezné rychlosti má vliv i druh materiálu, z něhož je vyrobena činná část použitého nástroje. Řezné rychlosti při frézování oceli pevnosti MPa - Řezná rychlost při frézování čelní válcovou frézou z RO je 25 m/min - Řezná rychlost při frézování čelní válcovou frézou z SK je 180 m/min - Při frézování s frézou z RO musíme vždy chladit. - Řezná kapalina chladí nástroj a obrobek prodlužuje trvanlivost břitu a zlepšuje jakost povrchu obrobku 6

7 4 Tématický celek Frézování pravoúhlých ploch (1-4 strana, 5-6 strana) 4.1 Cíl učebního dne - způsob frézování spojených pravoúhlých ploch ve svěráku - frézovat 1-4 stranu obrobku - způsob frézování obrobku 5 a 6 strany ve svěráku - volit správný technologický postup a tím dosáhnout potřebnou kolmost a rovnoběžnost opracovaných ploch - měření kolmosti jednotlivých stran obrobku úhelníkem - zmetky při frézování pravoúhlých ploch - význam a použití chlazení - bezpečnost práce a hygiena 4.2 Výukové zaměření - důležité je dodržování technologických postupů - šetrné zacházení se stroji a nástroji - přesnost, pečlivost při práci 4.3 Instruktáž Frézování pravoúhlých ploch 1-4 strana U frézování pravoúhlých ploch určíme nejprve technologickou základnu, která bude výchozí plochou pro frézování. Po ofrézování odjehlíme a tuto plochu opřeme o pevnou čelist svěráku, mezi obrobek a druhou čelist vložíme tyčinku. Následuje znovu odjehlení a po upnutí frézujeme 3. stranu s použitím tyčinky. Při frézování strany č. 4 tyčinku již nepoužíváme. U 1. a 2. strany obrobek nedoklepáváme, u strany č. 3 a 4 nutno provést doklepání obrobku. Měřením kontrolujeme rovnoběžnost, rozměr, kolmost obrobku. obr operace - Frézujeme největší plochu (základní) č.1 Obrobek ustavíme na podložky NEDOKLEPÁVÁME. Plocha obrobku je nerovná a při Doklepnutí na podložku by došlo k poškození plochy podložky. 7

8 obr operace- Plochu č.1 dáme na pevnou čelist Mezi plochou č. 4 a pohyblivou čelist. Vložíme váleček, který nám slouží k vyrovnání nerovností a dotlačení obrobku plochou č.1 na pevnou čelist. Tím dosáhneme kolmost stran 1 a2. Frézujeme plochu č.2 NEDOKLEPÁVÁME 8 obr operace- Frézujeme plochu č.3 stejným způsobem jako plochu č.2. Musíme však obrobek DOKLEPNOUT na podložku, protože frézujeme přesně na rozměr. Dosedací plocha na podložku (č.2) je již opracovaná.

9 obr operace- Frézujeme plochu č.4 tím způsobem, že již nevkládáme váleček, protože plochy č.2 a č.3 jsou rovnoběžné, pravoúhlé a váleček by se nám do opracování plochy vtlačil a tím by došlo k poškození obrobku. Obrobek musíme DOKLEPNOUT na podložku, protože frézujeme přesně na rozměr Frézování pravoúhlých ploch 5. a 6. strana Při frézování 5. a 6. strany na obrobku je možno použít 2 způsoby. Kratší rozměry upínáme kolmo do svěráku, vyrovnáváme úhelníkem a součástku nedoklepáváme. Protilehlou stranu doklepeme a ofrézujeme. Další rozměry upínáme ve vodorovné poloze, opracovaná část vyčnívá ze svěráku. Frézování pravoúhlých vybrání: -příčinou vzniku zmetků při této formě frézování je nesprávné upínání a vyrovnání materiálu nebo svěráku, nedodržení rozměru či kvality opracování 1) Frézujeme čelem frézy obr. 11 9

10 -plochu č. 5 (6) položíme do svěráku a ustavíme pomocí úhelníku 2) Frézujeme bokem frézy obr. 12 -plochu č. 1 (4) položíme na podložku do svěráku a frézujeme plochu č. 5 a 6 bokem frézy PŮSOBENÍ SIL PŘI UPNUTÍ VE SVĚRÁKU FŘ a = Fu b Obr. 13 a co nejmenší b co největší FŘ síla řezná Fu síla upínací a,b ramena 10

11 obr. 14 obr
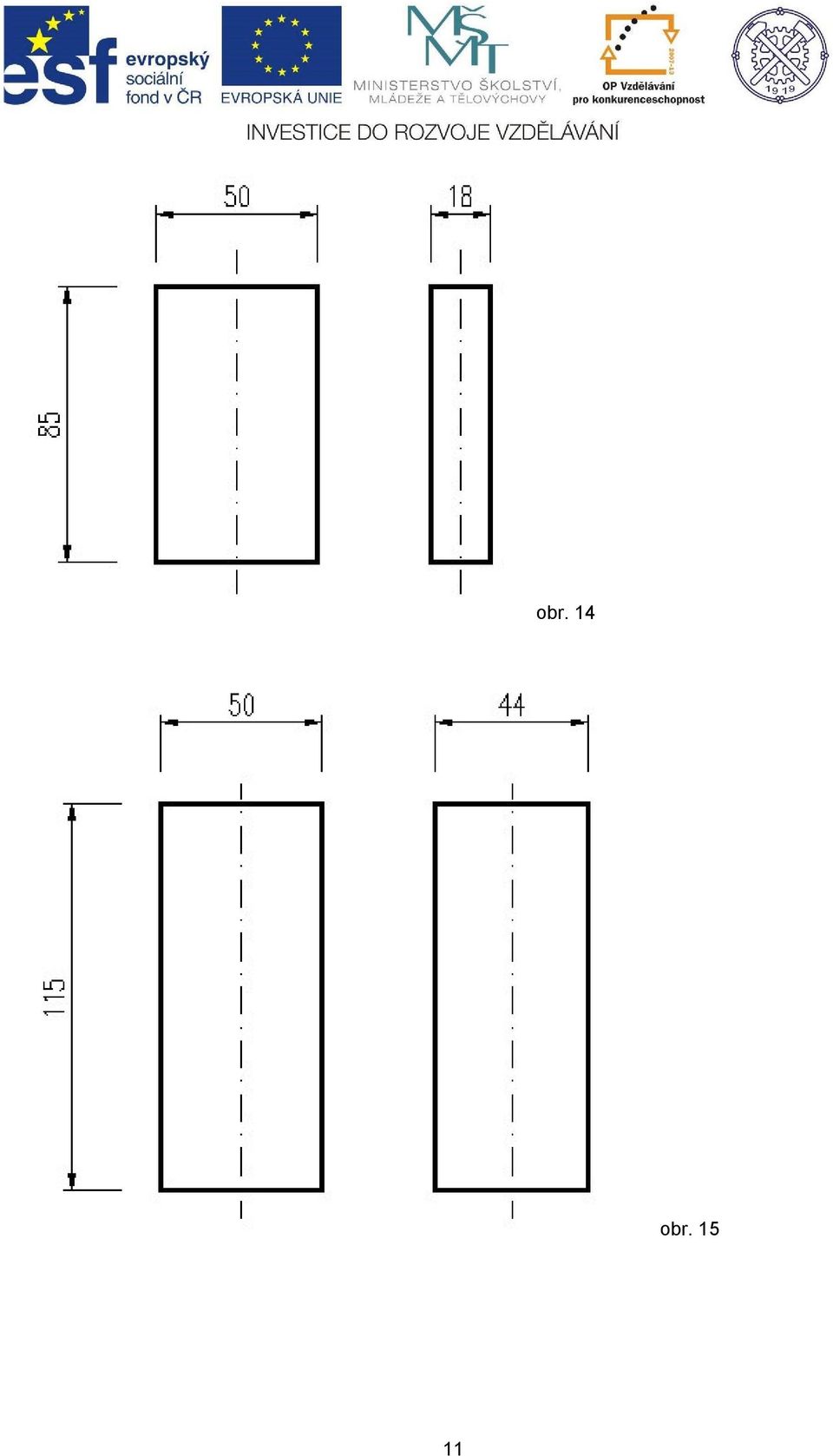
12 Tabulka 1: Hodnotící tabulka 12

13 obr. 16 obr. 17 obr

14 4.3.3 Zmetky při frézování spojených pravoúhlých ploch Při frézování spojených pravoúhlých ploch dochází k určitým chybám, které jsou příčinou vadných výrobků Nejčastější vady výrobků - Nedodržení rovinných ploch - Nedodržení kolmosti a rovnoběžnosti - Chybný rozměr obrobku - Nedodržení drsnosti povrchu Hlavní příčiny zmetkovitosti - Špatné doklepnutí obrobku - Nečistoty mezi dosedacími plochami svěrák-podložka-obrobek - Špatné ustavení svěráku a hlavy vřetena - Chybné měření - Otupená fréza a narušení povrchu zpětným přejížděním frézou po obrobené ploše obrobku OVĚŘOVACÍ A KONTROLNÍ OTÁZKY 1. Co rozumíme pod pojmem pravoúhlé plochy? 2. Kterými měřidly měříme kolmost? 3. Co je nutno provádět mezi jednotlivými operacemi? 4. Jaké frézy jsou nejvhodnější pro frézování pravoúhlých ploch? 5. Kdy nám zaviní strojní svěrák nedodržení kolmosti? 6. Popiš bezpečný postup při frézování. 4.4 Bezpečnost při práci -používat nepoškozené nářadí a nástroje -dbát na dostatečné upnutí obrobku ve svěráku -dodržovat zásady bezpečnosti práce 4.5 Nástroje a nářadí -čelní válcová fréza -válcová fréza -svěrák l=160 mm, výška čelisti v= 63 mm 4.6 Měřidla úhelník, číselníkový úchylkoměr, posuvné měřítko 14

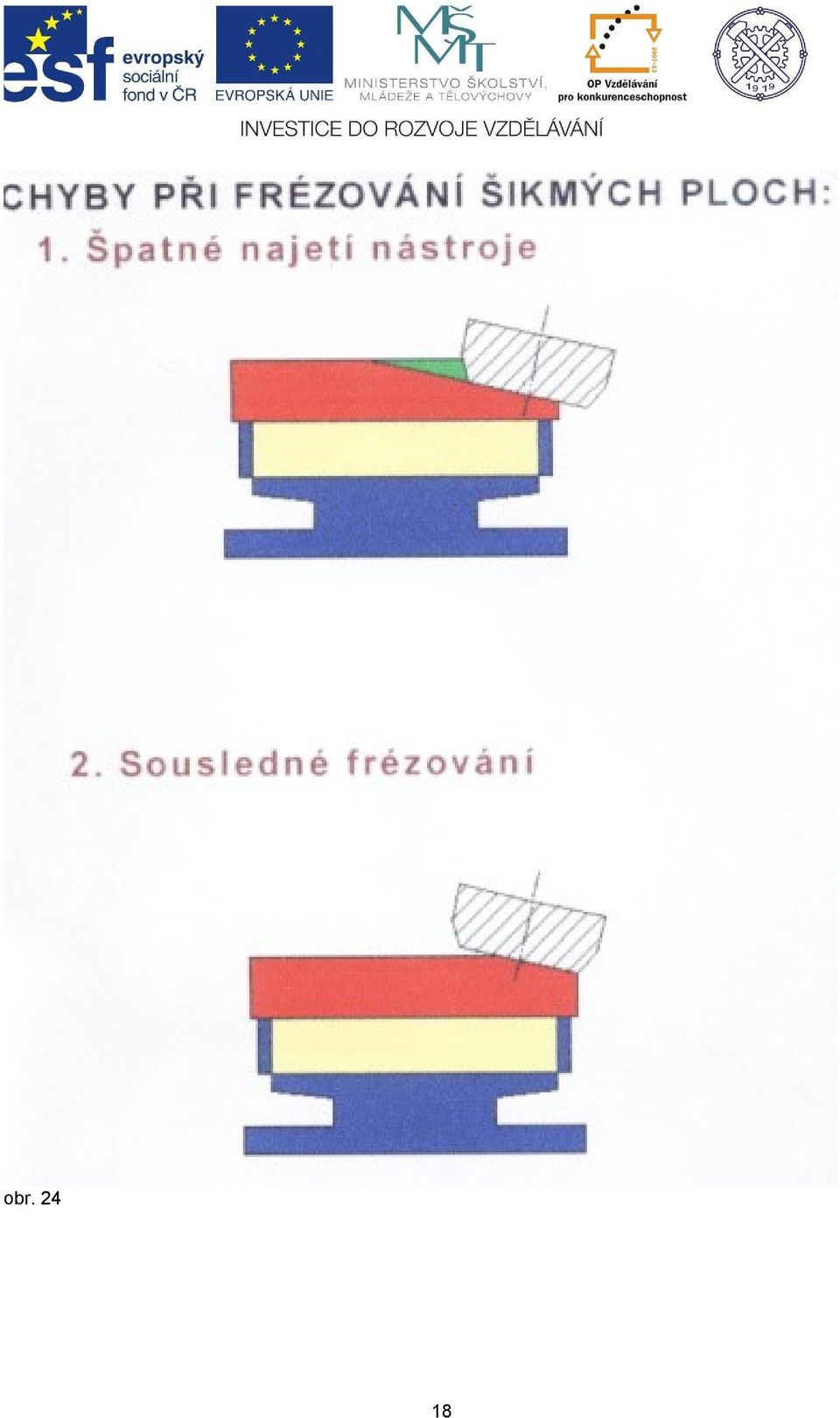
15 5 Tématický celek Frézování šikmých ploch 5.1 Cíl učebního dne Naučit frézovat šikmé plochy podle orýsování a pomocí šikmé podložky -uplatnění šikmých ploch v praxi -určení technologického postupu -volba vhodného frézování Naučit frézovat šikmé plochy pomocí úhlových fréz -umět zvolit správný technologický postup -správně určit nástroj podle daného úhlu na výkrese -správný postup při měření šikmých ploch Naučit frézovat šikmé plochy vykloněním vřetenové hlavy -umět provést správné nastavení a zajištění vřetenové hlavy -správný postup při obrábění -umět provádět správné odečítání stupňů Naučit frézovat šikmé plochy ve sklopném a otočném svěráku -správně a přesně nastavit svěrák -v případě potřeby umět použít doplňkový úhel -dodržet technologickou kázeň z hlediska bezpečnosti práce 5.2 Výukové zaměření - důležité je dodržování technologických postupů - šetrné zacházení se stroji a nástroji - přesnost, pečlivost při práci 5.3 Instruktáž Frézování šikmé plochy podle orýsování a pomocí šikmé podložky 1) Frézování pomocí orýsování - požadovaná orýsovaná plocha se orýsuje a podle rysky nastavíme obrobek do vodorovné polohy pomocí návrhu. Využití u kusové výroby. 2) Frézování pomocí šikmé podložky - podložka má vyfrézovanou šikmou plochu, na kterou pokládáme materiál. Využití u sériové výroby. obr. 19 obr

16 5.3.1 Frézování šikmé plochy pomocí úhlových fréz Úzké šikmé plochy frézujeme úhlovými frézami, protože tyto frézy mají poměrně malou délku řezných hran. Je nutno zvolit nástroj (dle norem) podle žádaného úhlu na daném obrobku. Výhodou tohoto způsobu je menší náročnost na provedení a nevýhodou je omezená možnost výběru jednotlivých úhlů ČSN. obr Frézování šikmé plochy vykloněním vřetenové hlavy Při frézování pomocí vyklonění vřetenové hlavy se úhel natočení odečítá na úhlové stupnici. Při frézování používáme čelní válcové a válcové frézy. Budeme-li frézovat povrchem válcové části frézy, bude úhel vyklonění úhlem doplňkovým do 90. Budeme-li frézovat čelem frézy, bude úhel vyklonění vřetene shodný s úhlem odklonu šikmé plochy od vodorovné (horizontální) roviny. Doplňkový úhel používáme, je-li úhel na obrobku větší než 45. při tomto frézování používáme jen příčného stolu. obr


17 obr

18 obr
 - rozměry: 17 x 17 x 100 jedná se o netolerované rozměry-najít v tabulkách - materiál obrobku: 11 600, otáčky a posuv dle tabulek Operace 2) - ofrézovat levou stranu obrobku na výkrese do tvaru")
19 obr. 25 A) Technologický postup svařovací kladívko vykloněním vřetenové hlavy Operace 1) - ofrézujeme obrobek na základní rozměr (podle pracovního postupu viz. str. 5-8) - rozměry: 17 x 17 x 100 jedná se o netolerované rozměry-najít v tabulkách - materiál obrobku: , otáčky a posuv dle tabulek Operace 2) - ofrézovat levou stranu obrobku na výkrese do tvaru jehlanu dle pravého bokorysu - nutno dodržet kótu 54 - frézovat jehlan pod úhlem 9 30 Operace 3) - ofrézujeme pravou stranu obrobku - na výkrese dvě protilehlé šikmé plochy pod úhlem 9 30 Operace 4) -vyvrtat díru 8,4 - pro M10 Operace 5) - nařežeme závit závitníkem M10 obr
 -vyvrtat díru 8,4 - pro M10 Operace 5) - nařežeme závit závitníkem M10")
20 obr
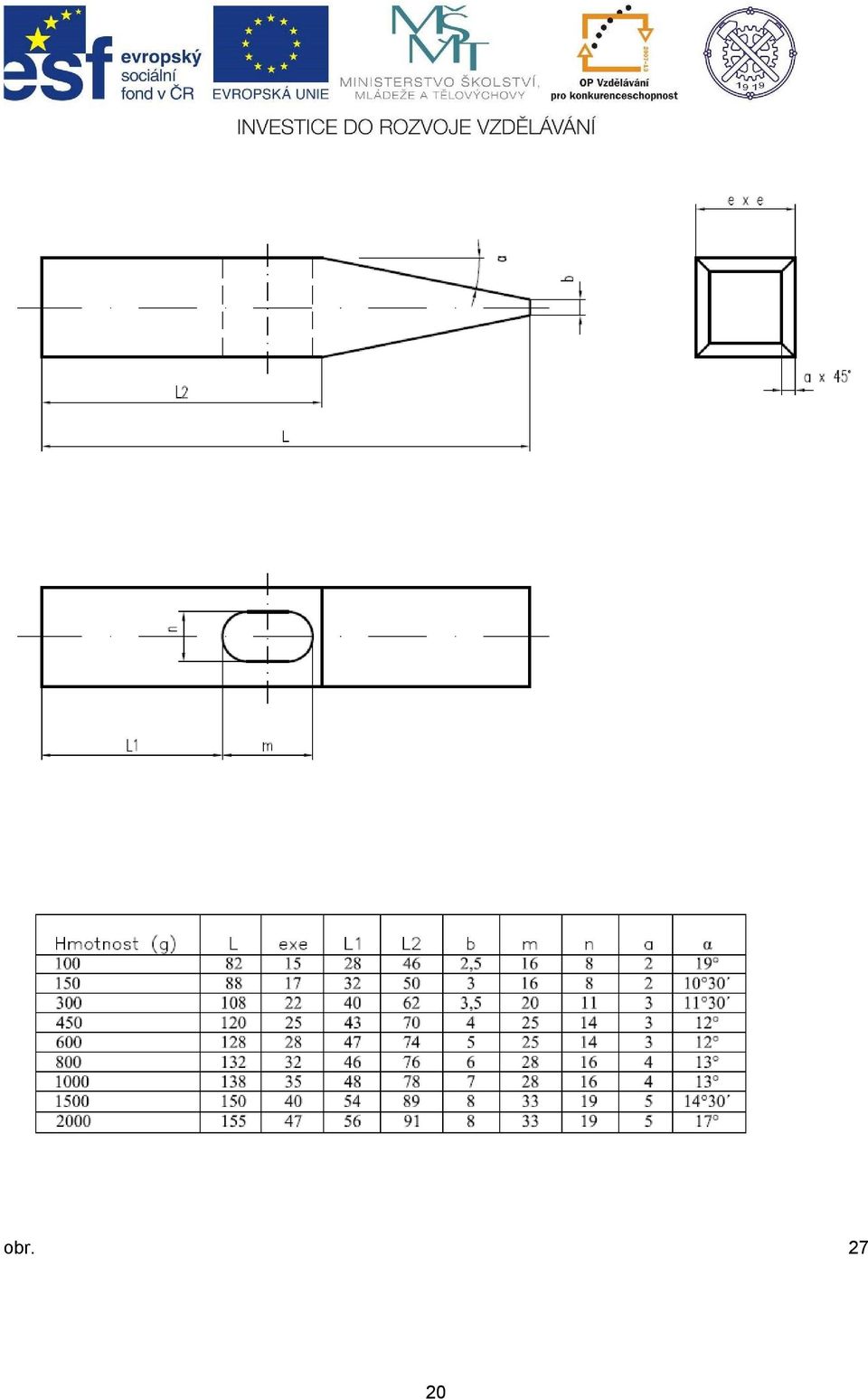
21 Kladívko L=108 mm, další rozměry viz tabulka na obr. 27 obr. 28 B) Technologický postup kladívko na šikmé podložce Operace 1) - ofrézuj základní rozměr 22 x 22 x 108 (jedná se o netolerované rozměry-nutno najít v tabulkách) - materiál obrobku: otáčky a posuv najít v tabulkách Operace 2) - na pravé straně součásti na výkrese ofrézovat na šikmé podložce 2 protilehlé šikmé plochy do délky 62 mm pod úhlem Operace 3) - levá strana obrobku na výkrese - ofrézujeme sraženou hranu Operace 4) - na okraji drážky vyvrtáme vrtákem menším než je šířka drážky průchozí díru (Ø 8) Operace 5) - vyfrézujeme drážku Ø 11 do délky 20 21

22 obr
 rovnoběžné s čelistí svěráku b)ustavíme podle návrhu (str.13-obr 4.1) obr.")
23 C) Technologický postup kladívko podle orýsování - upneme obrobek, který je orýsovaný a odůlčikovaný tak, aby orýsování bylo: a) rovnoběžné s čelistí svěráku b)ustavíme podle návrhu (str.13-obr 4.1) obr
 Operace 2) - po ofrézování sražené hrany máme stroj seřízený - zbývající sražené hrany obrobku vyrobíme pootočením součásti o 90 a ustavením do stejného místa ve svěráku,")
24 D) Technologický postup kladívko úhlovou frézou Operace 1) - kladívko upneme do svěráku a pomocí úhlové frézy ofrézujeme sraženou hranu 3 x 45 - upneme do svěráku za rovno s pevnou čelistí na pravé straně (slouží jako doraz) Operace 2) - po ofrézování sražené hrany máme stroj seřízený - zbývající sražené hrany obrobku vyrobíme pootočením součásti o 90 a ustavením do stejného místa ve svěráku, to je zarovno s pravou čelistí (dorazu) obr
25 Tabulka 2: Hodnotící tabulka 25
26 5.3.3 Frézování šikmé plochy ve sklopném a otočném svěráku Nastavení obrobku do šikmé plochy můžeme provést i ve sklopném svěráku. Obrobek se upne do svěráku a pracovní poloha se zajistí vykloněním sklopné části svěráku. Úhel vyklonění odečítáme na stupnici. Nevýhodou je u tohoto způsobu frézování velké chvění svěráku. Maximální sklopení je 60, proto používáme doplňkový úhel do 90. Pro frézování šikmých ploch je možné taktéž použít otočné části sklopného svěráku. OVĚŘOVACÍ A KONTROLNÍ OTÁZKY 1. Jaké způsoby frézování šikmých ploch znáte? 2. Kdy a jaký způsob volíme? 3. Jaké měřidla se používají? 4. Popiš optický úhloměr. 5. Jak budeš frézovat 45? 6. Popiš upínání obrobku při frézování šikmých ploch. 7. Kdy se používá frézování pomocí vyklonění vřetenové hlavy? 8. Co je to doplňkový úhel? 9. Vypočti doplňkový úhel k úhlu: 63, 68, Jaké je maximum vyklonění vřetenové hlavy? 11. Kdy se používá sklopný svěrák? 12. Co je to otočný svěrák? 13. Co je to otočněsklopný svěrák? 14. jaký je správný postup při nastavení sklopného svěráku? 15. Ve kterém případě použiješ otočné části svěráku? 5.4 Bezpečnost při práci -manipulovat s dovolenou hmotností břemene -používat zásadně nepoškozené nářadí a upínací součásti -při vyklonění vřetenové hlavy odjet pracovním stolem tak, aby svěrák byl v bezpečné vzdálenosti od nástroje. Zákaz uchopení nástroje rukou při vyklápění vřetenové hlavy!! -nutnost dostatečného utáhnutí šroubu po nastavení svěráku do požadované polohy 5.5 Nástroje a nářadí -čelní válcová fréza -válcová fréza -úhlové frézy 5.6 Měřidla úhloměr, posuvné měřítko 26
27 6 Tématický celek Frézování drážek průběžných, zapuštěných, speciálních 6.1 Cíl učebního dne Rozdělení drážek -zapuštěná průběžná, zapuštěná neprůběžná (jednostranně otevřená-oboustranně uzavřená) -průchozí neprůběžná (jednostranně otevřená a oboustranně uzavřená) -speciální - rybinovitá drážka, drážka tvaru "T" Naučit frézování průběžné drážky -správný technologický postup pro seřízení a frézování průběžné drážky Naučit frézovat drážku zapuštěnou neprůběžnou -naučit správný technologický postup pro seřízení stroje -naučit správný technologický postup při frézování -správná volba nástroje -význam a použití chladící kapaliny Naučit frézovat průchozí drážku -naučit správný technologický postup -určit vhodné nástroje -umět provést drážku na přesný rozměr -provést správné měření a kontrolu dle dokumentace Naučit frézovat drážku úhlovou -naučit správný technologický postup -volit vhodné otáčky nástroje Naučit frézovat drážku tvaru T -naučit správný technologický postup -vhodná volba nástroje -umět volit správný postup při měření 6.2 Výukové zaměření -je vést k dodržování bezpečnostních předpisů a k dodržení stanovené technologie -je vést k pečlivému zacházení s měřidly, aby byly udržovány stále v čistotě a jejich přesnost byla co největší -je zdůraznit, že odpovědný přístup k práci je základní podmínkou úspěšného zvládnutí zadaného úkolu 6.3 Instruktáž Frézování průběžné drážky Pro frézování průběžné drážky můžeme použít kotoučovou frézu, čelní válcovou frézu, popřípadě i dvoubřitou drážkovací frézu nebo pilu. Je nutno provést přesné vystředění svěráku. Při seřizování stroje je nutné znát rozměr obrobku a průměr frézy (u kotoučové šířka frézy). Je nutno nastavit osu nástroje nad osu drážky. Po seřízení následuje dotyk a nastavení požadované hloubky. Nejvhodnější způsob a nejčastější je používání frézování kotoučovou frézou. Při frézování obrobků s větším počtem drážek se používají dvojice kotoučových fréz, které jsou upnuty na společném trnu. Vzájemná vzdálenost fréz se nastavuje rozpěrnými kroužky. 27

28 6.3.2 Frézování drážky zapuštěné neprůběžné Seřízení stroje provést tak, aby osa nástroje byla nad osou drážky. Potom teprve následuje dotyk na čelo materiálu a následuje seřízení na dílku požadované drážky. Je-li drážka oboustranně uzavřená, následuje dotyk a nastavení dvoubřité drážkovací frézy do požadované hloubky. Zapuštěná drážka má nejčastější použití jako drážka na péro. V praxi se však setkáváme i s drážkou zapuštěnou jednostranně uzavřenou. Hloubku třísky je možno brát dle potřeby i najednou. Chladící kapalina plní také svůj účel při dokonalém odplavování třísek Frézování průchozí drážky Při frézování průchozí drážky je vhodné předvrtání koncových otvorů s průměrem menším, než je průměr frézy. Materiál mezi vyvrtanými otvory frézujeme buď po vrstvách, nebo v celé hloubce najednou. Seřízení stroje provádíme stejně jako u drážky zapuštěné, což znamená nastavit osu nástroje nad osu drážky, pak nastavíme délku drážky, provedeme najetí na materiál. Nástroje, které můžeme použít, jsou dvoubřitá drážkovací fréza, popř. čelní válcová fréza. Obr. 32 Způsoby prohlubování drážky: a na jeden záběr, b po vrstvách Frézování úhlové drážky Úhlovou drážku používáme nejčastěji jako drážku pro upínání materiálu kulatého průřezu ve svěrácích. Způsob výroby je stejný jako u drážky průběžné, ale místo frézy kotoučové, popřípadě čelní válcové použijeme úhlovou frézu nástrčnou oboustrannou souměrnou. Součástí technologického postupu musí být i odjehlení mezi vlastními operacemi Frézování drážky tvaru T Drážku tvaru T můžeme řadit mezi drážky průběžné, proto i seřízení a vlastní průběh frézování provádíme jako u drážky průběžné. Výjimku tvoří pouze to, že po vyfrézování průběžné drážky vyměníme čelní válcovou frézu za frézu kotoučovou na stopce a provedeme požadované vyfrézování drážky v dané hloubce. V praxi používáme tyto drážky ve stolech strojů pro upínání svěráku, přípravků a materiálů. 28
29 Obr. 33 Frézování pravoúhlých drážek a vybrání Rozdělení drážek podle hloubky 1) Zapuštěné drážky A) Průběžná B) Jednostranně otevřená C) Oboustranně uzavřená 2) Průchozí drážky A) Jednostranně otevřená B) Oboustranně uzavřená 29
30 Obr. 34 Zapuštěná drážka průběžná 30
31 Obr. 35 Zapuštěná drážka jednostranně otevřená 31
32 Obr. 36 Zapuštěná drážka oboustranně uzavřená varianta 1 32
33 Obr. 37 Zapuštěná drážka oboustranně uzavřená varianta 2 33
34 Obr Seřízení stroje pro drážku zapuštěnou oboustranně uzavřenou Výpočet D/2 + B/2 34
35 Obr Seřízení stroje pro drážku zapuštěnou oboustranně uzavřenou Výpočet D/ D/2 35
36 Obr. 39 Průchozí drážka jednostranně otevřená 36
37 Obr. 40 Průchozí drážka oboustranně uzavřená 37
38 OVĚŘOVACÍ A KONTROLNÍ OTÁZKY 1.Jaké znáš názvosloví drážek? 2.Jaké je rozdělení drážek? 3.Popiš průběžnou drážku. 4.Popiš technologický postup frézování průběžné drážky. 5.Které drážky se vyrábějí v přesné toleranci? 6.Jaké zásady je nutno dodržovat při udržování a uskladňování přesných měřidel? 7.Vysvětli použití zapuštěné drážky v praxi. 8.Urči otáčky a řeznou rychlost při výrobě drážky 10 P9. 9.Jaké je použití průchozí drážky v praxi? 10.Popiš průchozí drážku. 11.Jaký použiješ nástroj pro průchozí drážku? 12.Vysvětli postup frézování průchozí drážky. 13. Proč provádíme a kde vrtání otvorů a průchozích drážek? 14.Co si představuješ pod pojmem úhlová drážka? 15.Kde se s nimi setkáváme? 16.Popiš způsob výroby. 17.jaká je závislost posuvu a otáček v návaznosti na kvalitu opracované plochy? 18.Využití drážky tvaru T v praxi? 19.Jak provádíme měření? 20.Popiš správný postup výroby drážky tvaru T. 21.Lze provést drážku tvaru T i jiným způsobem? (Ano-vodorovná obrážečka) 6.4 Bezpečnost při práci 1) Frézování průběžných drážek Při použití rychloposuvu dbát zvýšené opatrnosti a zastavit materiál v dostatečné vzdálenosti od nástroje. 2) Frézování drážky zapuštěné neprůběžné Třísky odstraňovat ze stroje jen za klidu stroje. Měření provádět jen za klidu stroje 3) Frézování průchozí drážky Po skončení operace provést vždy řádně odjehlení obrobku a tím předejít možnému vzniku zranění. Třísky neodstraňovat rukou! 4) Frézování úhlové drážky Veškerá manipulace na stroji se může provádět jen je-li vřeteno v klidu. 5)Frézování drážky tvaru T Při chlazení používat vhodných ochranných krytů, aby se emulze nerozstřikovala na podlahu a tím se zabránilo uklouznutí a úrazu. 6.5 Nástroje a nářadí 1) Frézování průběžných drážek Drážkovací fréza 2) Frézování drážky zapuštěné neprůběžné Dvoubřitá drážkovací fréza 3) Frézování průchozí drážky Dvoubřitá drážkovací fréza, čelní válcová fréza, vrták 4) Frézování úhlové drážky Úhlová fréza nástrčná oboustranná 5)Frézování drážky tvaru T Drážkovací fréza, čelní válcová fréza, kotoučová fréza na stopce 6.6 Měřidla 1) Frézování průběžných drážek Hloubkoměr, posuvné měřítko, základní měrky, kalibr, koncové měrky 2) Frézování drážky zapuštěné neprůběžné Hloubkoměr, posuvné měřítko, základní měrky, kalibr 38
39 3) Frézování průchozí drážky Posuvné měřítko, koncové měrky, kalibr 4) Frézování úhlové drážky Hloubkoměr, úhloměr, posuvné měřítko 5)Frézování drážky tvaru T Posuvné měřítko, hloubkoměr, koncové měrky, kalibr 39
40 7 Tématický celek Řezání materiálu okružní pilou Na frézkách můžeme materiál i řezat. K této práci používáme pilové kotouče, které se podobají úzkým kotoučovým frézám. Pilové kotouče nemají drážku pro pero, takže se upínají jen třením. 7.1 Zásady práce při řezání - Aby se zmenšilo chvění upínáme pilový kotouč co nejblíže vřetena frézky nebo podpěrného ložiska - Obrobek upínáme tak, aby řezaná plocha byla co nejblíže svěráku - Při řezání frézujeme VŽDY nesousledně! - Dbáme na řádný odchod třísek chlazením Obr Řezné podmínky Řeznou rychlost volíme podle - Šířky řezu - Druhu materiálu obrobku i nástroje - Tuhosti soustavy stroj-nástroj-obrobek Při řezání pilovým kotoučem POLDI RADECO je řezná rychlost 25 m/min. Posuv obrobku volíme asi 0,01 až 0,02 mm/zub. 40
41 8 Použitá literatura Vach Josef, Frézař-Technologie pro první ročník OU a UŠ Vach Josef, Technologie pro frézaře pro 2. a 3. ročník Frézy a nástroje na ozubení-katalog výrobce OSAN Avrutin S.V. Základy frézování-příručka pro zaškolení nových zaměstnanců v kovoprůmyslu Driensky D., Tomaides J. Strojní obrábění II. - frézování Němec Dobroslav a kolektiv Strojírenská technologie 3 - strojní obrábění Řasa J., Gabriel V. Strojírenská technologie 3 metody, stroje a nástroje pro obrábění 41
42 Obsah Frézování, praktické cvičení, postupy práce Tématický celek - Bezpečnost - úvod a organizace pracoviště Cíl učebního dne Výukové zaměření Instruktáž Bezpečnost při práci Tématický celek Základy frézování (hrubování a hlazení) Hrubování a hlazení Hrubování Hlazení Chlazení při frézování Upínání obrobků Upínání obrobků upínkami Upínání obrobků do přípravků Tématický celek Řezné podmínky Základní řezné podmínky Řezná rychlost Druh obráběného materiálu Druh materiálu nástroje Tématický celek Frézování pravoúhlých ploch (1-4 strana, 5-6 strana) Cíl učebního dne Výukové zaměření Instruktáž Frézování pravoúhlých ploch 1-4 strana Frézování pravoúhlých ploch 5. a 6. strana Zmetky při frézování spojených pravoúhlých ploch Nejčastější vady výrobků Hlavní příčiny zmetkovitosti Bezpečnost při práci Nástroje a nářadí Měřidla Tématický celek Frézování šikmých ploch Cíl učebního dne Naučit frézovat šikmé plochy podle orýsování a pomocí šikmé podložky Naučit frézovat šikmé plochy pomocí úhlových fréz Naučit frézovat šikmé plochy vykloněním vřetenové hlavy Naučit frézovat šikmé plochy ve sklopném a otočném svěráku Výukové zaměření Instruktáž Frézování šikmé plochy pomocí úhlových fréz Frézování šikmé plochy vykloněním vřetenové hlavy Frézování šikmé plochy ve sklopném a otočném svěráku Bezpečnost při práci Nástroje a nářadí Měřidla Tématický celek Frézování drážek průběžných, zapuštěných, speciálních Cíl učebního dne Naučit frézování průběžné drážky Naučit frézovat drážku zapuštěnou neprůběžnou Naučit frézovat průchozí drážku Naučit frézovat drážku úhlovou Naučit frézovat drážku tvaru T Výukové zaměření Instruktáž
43 6.3.1 Frézování průběžné drážky Frézování drážky zapuštěné neprůběžné Frézování průchozí drážky Frézování úhlové drážky Frézování drážky tvaru T Bezpečnost při práci Nástroje a nářadí Měřidla Tématický celek Řezání materiálu okružní pilou Zásady práce při řezání Řezné podmínky Použitá literatura
1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště
 1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště 1.1 CÍL UČEBNÍHO DNE -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování zásad bezpečnosti a hygieny práce ČSN 200 700
1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště 1.1 CÍL UČEBNÍHO DNE -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování zásad bezpečnosti a hygieny práce ČSN 200 700
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
5.6.16.4. Kovoobráběcí stroje
 5.6.16.4. Kovoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/kovoobrabeci-stroje Bezpečnostní pravidla pro obsluhu kovoobráběcích strojů soustruhy,
5.6.16.4. Kovoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/kovoobrabeci-stroje Bezpečnostní pravidla pro obsluhu kovoobráběcích strojů soustruhy,
ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY ČSN EN, univerzální obráběcí stroje a hrotové soustruhy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY ČSN EN, univerzální obráběcí stroje a hrotové soustruhy
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Bezpečnost práce VY_32_INOVACE_OVZ_1_01 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Bezpečnost práce VY_32_INOVACE_OVZ_1_01 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Michael Procházka Střední odborná
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Michael Procházka Střední odborná
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
METODICKÝ LIST č.1/3 PŘEDMĚT PRAXE - FRZ ROČNÍK 2 TÉMATICKÝ CELEKč.1 CÍL UČEBNÍHO DNE
 METODICKÝ LIST č.1/3 PŘEDMĚT PRAXE - FRZ ROČNÍK 2 TÉMATICKÝ CELEKč.1 CÍL UČEBNÍHO DNE Bezpečnost - úvod a organizace pracoviště -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování
METODICKÝ LIST č.1/3 PŘEDMĚT PRAXE - FRZ ROČNÍK 2 TÉMATICKÝ CELEKč.1 CÍL UČEBNÍHO DNE Bezpečnost - úvod a organizace pracoviště -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování
Strojní, nástrojařské a brusičské práce broušení kovů. Základní metody broušení závitů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Strojní, nástrojařské a brusičské práce broušení kovů. Příslušenství nástrojových brusek (brusky BN 102)
") Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 27.3.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Příslušenství nástrojových brusek (brusky BN 102)
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 27.3.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Příslušenství nástrojových brusek (brusky BN 102)
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Ruční zpracování kovů, zaškrabávání
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Hodnocení pracovních rizik možného ohrožení bezpečnosti a zdraví zaměstnanců údržba
 Hodnocení pracovních rizik možného ohrožení bezpečnosti a zdraví zaměstnanců údržba Pracoviště, pracovní prostor Práce na žebříku (schůdkách), zvýšeném pracovišti - nepořádek na pracovišti, zakopnutí,
Hodnocení pracovních rizik možného ohrožení bezpečnosti a zdraví zaměstnanců údržba Pracoviště, pracovní prostor Práce na žebříku (schůdkách), zvýšeném pracovišti - nepořádek na pracovišti, zakopnutí,
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
10. Při čištění stroje nebo opuštění pracoviště je obsluha povinna!
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Poznámka: Další rozměry lze dodat na vyžádání. Poznámka: Další rozměry lze dodat na vyžádání. Poznámka: Další rozměry lze dodat na vyžádání.
 ß 6005-6006 Dílenská pravítka DIN 874/2 Měřící a orýsovací nástroje, zkoušečky Přesnost podle DIN 874/2, vysoké hrany jemně broušené. S protokolem o zkoušce ze závodu. Na obecné práce. Další rozměry lze
ß 6005-6006 Dílenská pravítka DIN 874/2 Měřící a orýsovací nástroje, zkoušečky Přesnost podle DIN 874/2, vysoké hrany jemně broušené. S protokolem o zkoušce ze závodu. Na obecné práce. Další rozměry lze
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Vrtání a jeho následné operace
 Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plošné měření a orýsování Měření Jednou ze základních operací uplatňujících se při ručním zpracování kovů je
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plošné měření a orýsování Měření Jednou ze základních operací uplatňujících se při ručním zpracování kovů je
Návrh a výroba jednoručního otvíráku. Adam Ohnút
 Návrh a výroba jednoručního otvíráku Adam Ohnút Bakalářská práce 2014 ABSTRAKT Tato práce se zabývá návrhem, konstrukcí a výrobou jednoručního otvíráku na lahve. V teoretické části jsou představeny
Návrh a výroba jednoručního otvíráku Adam Ohnút Bakalářská práce 2014 ABSTRAKT Tato práce se zabývá návrhem, konstrukcí a výrobou jednoručního otvíráku na lahve. V teoretické části jsou představeny
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260
 Montáž a demontáž Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260 Montáž... 261 Montáž ložisek s válcovou dírou... 261 Nastavení ložisek...
Montáž a demontáž Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260 Montáž... 261 Montáž ložisek s válcovou dírou... 261 Nastavení ložisek...
Protahování, protlačování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM
 SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM 1. Význam správného upnutí materiálu při soustružení vnějších válcových ploch Pro soustružení stupňových a osazených válcových ploch je třeba volit vhodnější
SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM 1. Význam správného upnutí materiálu při soustružení vnějších válcových ploch Pro soustružení stupňových a osazených válcových ploch je třeba volit vhodnější
5.6.16.2.1. Zásady používání elektromechanického nářadí
 5.6.16.2.1. Zásady používání elektromechanického nářadí http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/elektromechanicke-naradi/zasady-pouzivanielektromechanickeho-naradi
5.6.16.2.1. Zásady používání elektromechanického nářadí http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/elektromechanicke-naradi/zasady-pouzivanielektromechanickeho-naradi
Návod k použití. ALFRA KFV zařízení k frézování hran. Příslušenství a seznam náhradních dílů pro. Č. výrobku 25260. Č. výrobku Rok výroby 25260
 Červenec 2010 Návod k použití Příslušenství a seznam náhradních dílů pro ALFRA KFV zařízení k frézování hran Č. výrobku 25260 Č. výrobku Rok výroby 25260 Stav v červenci 2010 Změny vyhrazeny. 1 Obsah Všeobecné
Červenec 2010 Návod k použití Příslušenství a seznam náhradních dílů pro ALFRA KFV zařízení k frézování hran Č. výrobku 25260 Č. výrobku Rok výroby 25260 Stav v červenci 2010 Změny vyhrazeny. 1 Obsah Všeobecné
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Měření digitálními přístroji, posuvkami a mikrometry
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Měření digitálními přístroji, posuvkami a mikrometry Obor: Obráběč kovů, Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod,
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Měření digitálními přístroji, posuvkami a mikrometry Obor: Obráběč kovů, Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod,
OBRÁBĚNÍ DŘEVA. Mgr. Jan Straka
 OBRÁBĚNÍ DŘEVA Mgr. Jan Straka Obrábění je technologický pochod, kterým vytváříme požadovaný tvar obrobku ve stanovených rozměrech a v požadované kvalitě obrobených ploch. Obrábění se dělí podle způsobu
OBRÁBĚNÍ DŘEVA Mgr. Jan Straka Obrábění je technologický pochod, kterým vytváříme požadovaný tvar obrobku ve stanovených rozměrech a v požadované kvalitě obrobených ploch. Obrábění se dělí podle způsobu
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O U Š E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O U Š E N Í _ P W P Název školy: Číslo a název projektu:
Bending tool for conduit box
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Frézování. Rozeznáváme dva základní druhy frézovaní:
 Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
P O N U K O V Ý L I S T
 NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
Záznam o průběhu zkoušky
 Opravář strojů a zařízení (kód: 23-001-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Strojní zámečník; Provozní zámečník a montér;
Opravář strojů a zařízení (kód: 23-001-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Strojní zámečník; Provozní zámečník a montér;
CTR 750 EV NABÍDKOVÝ LIST. Pilous. 4140 34 0,9 1,1 mm
 NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 5 _ T Ř Í S K O V É O B R Á B Ě N Í O S T A
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 5 _ T Ř Í S K O V É O B R Á B Ě N Í O S T A T N Í Z P Ů S O B Y _ P W P Název školy: Číslo a název
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 5 _ T Ř Í S K O V É O B R Á B Ě N Í O S T A T N Í Z P Ů S O B Y _ P W P Název školy: Číslo a název
Obr. 1. Tvary drážek. Drážky mohou být rovné nebo šroubovité (pravotočivé nebo levotočivé), a to:
, a to:") Měření drážek Drážky rozdělujeme podle tvaru na: a) pravoúhlé tvaru U nebo T b) tvarové rádiusové, modulové c) úhlové souměrné, nesouměrné a rybinové Obr. 1. Tvary drážek Drážky mohou být rovné nebo šroubovité
Měření drážek Drážky rozdělujeme podle tvaru na: a) pravoúhlé tvaru U nebo T b) tvarové rádiusové, modulové c) úhlové souměrné, nesouměrné a rybinové Obr. 1. Tvary drážek Drážky mohou být rovné nebo šroubovité
NOVÁ GENERACE FRÉZ MINIMASTER
 NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
Katalogová novinka bruska na kulato PBK-1000. (více na straně 68). Kovo obráběcí stroje
. Kovo obráběcí stroje") Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Organizační směrnice č. 6/2014/SŘ. Provozní řády - pracoviště Broumov
 Organizační směrnice č. 6/2014/SŘ Provozní řády - pracoviště Broumov Provozní řád denní místnosti kuchařů Provozní řád cvičná kuchyňka Provozní řád - dílna Provozní řád sborovny Provozní řád šatny Zpracovala:
Organizační směrnice č. 6/2014/SŘ Provozní řády - pracoviště Broumov Provozní řád denní místnosti kuchařů Provozní řád cvičná kuchyňka Provozní řád - dílna Provozní řád sborovny Provozní řád šatny Zpracovala:
VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009
 ABSTRAKT VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009 Pavel Motyčák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavním
ABSTRAKT VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009 Pavel Motyčák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavním
CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER
 - MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
- MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
pro nástroje ze slinutých karbidů, přesné broušení, broušení.
 1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
23-41-M/01 Strojírenství. Celkový počet týdenních vyučovacích hodin 9 Platnost od: 1.9.2009
 Učební osnova vyučovacího předmětu praxe Obor vzdělávání: 23-41-M/01 Strojírenství Délka a forma studia: 4 roky, denní studium Celkový počet týdenních vyučovacích hodin 9 Platnost od: 1.9.2009 Pojetí vyučovacího
Učební osnova vyučovacího předmětu praxe Obor vzdělávání: 23-41-M/01 Strojírenství Délka a forma studia: 4 roky, denní studium Celkový počet týdenních vyučovacích hodin 9 Platnost od: 1.9.2009 Pojetí vyučovacího
RTH BJ. Návod použití evidenční číslo: 2510507. závitořezné hlavy reverzační. Výrobce:
 Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ 2.4 TÉMA: PILOVÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa Sousedíka
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ 2.4 TÉMA: PILOVÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa Sousedíka
OVMT Měření s převodem mechanickým
 Měření s převodem mechanickým Základní pojmy Měření s převodem mechanickým patří mezi komparační metody. Používají se měřicí přístroje, jejichž mechanismus tvoří ozubená kola, páky, pružiny nebo kombinace
Měření s převodem mechanickým Základní pojmy Měření s převodem mechanickým patří mezi komparační metody. Používají se měřicí přístroje, jejichž mechanismus tvoří ozubená kola, páky, pružiny nebo kombinace
Vrtání a nástroje k němu potřebné
 Vrtání a nástroje k němu potřebné Potřebujeme-li spojit dva kusy k sobě, existuje několik možností. Pro některé je ovšem nutno vyvrtat díry - spojení vruty, kolíčky, vratové šrouby, atd. V minulosti se
Vrtání a nástroje k němu potřebné Potřebujeme-li spojit dva kusy k sobě, existuje několik možností. Pro některé je ovšem nutno vyvrtat díry - spojení vruty, kolíčky, vratové šrouby, atd. V minulosti se
ARMONTIS s. r. o., Sokolovská 325/140, Praha 8. Pracovní rizika. ruční, mechanické a elektrické nářadí
 , Sokolovská 325/140, Praha 8 Pracovní rizika ruční, mechanické a elektrické nářadí BD Rezidence Aurum ul. Na pláni 1430/7, Praha 5 Smíchov Zpracoval: Zdeněk Barták, SAFEA Schválil: V Praze dne 1. 12.
, Sokolovská 325/140, Praha 8 Pracovní rizika ruční, mechanické a elektrické nářadí BD Rezidence Aurum ul. Na pláni 1430/7, Praha 5 Smíchov Zpracoval: Zdeněk Barták, SAFEA Schválil: V Praze dne 1. 12.
Strojní, nástrojařské a brusičské práce broušení kovů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
Hodnoticí standard. Soustružení kovových materiálů (kód: 23-022-H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích
 TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
Stojánky pro úchylkoměry Strany 326 až 332. Magnetické stojánky Strany 333 až 338. Univerzální úhloměry Strany 340 až 342, 358
 Stojánky pro úchylkoměry a úhloměry Stojánky pro úchylkoměry Strany 326 až 332 Magnetické stojánky Strany 333 až 338 Přístroje na kontrolu obvodového házení Strana 339 Univerzální úhloměry Strany 340 až
Stojánky pro úchylkoměry a úhloměry Stojánky pro úchylkoměry Strany 326 až 332 Magnetické stojánky Strany 333 až 338 Přístroje na kontrolu obvodového házení Strana 339 Univerzální úhloměry Strany 340 až
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
TMV-1350A/ 1600A CNC vertikální obráběcí centrum
 TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Mendelova univerzita v Brně. Lesnická a dřevařská fakulta. Ústav základního zpracování dřeva
 Mendelova univerzita v Brně Lesnická a dřevařská fakulta Ústav základního zpracování dřeva STROJE A NÁSTROJE PRO ŘEZÁNÍ DŘEVA Bakalářská práce 2013/2014 David Ševčík Prohlášení Prohlašuji, že jsem bakalářskou
Mendelova univerzita v Brně Lesnická a dřevařská fakulta Ústav základního zpracování dřeva STROJE A NÁSTROJE PRO ŘEZÁNÍ DŘEVA Bakalářská práce 2013/2014 David Ševčík Prohlášení Prohlašuji, že jsem bakalářskou
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Pracovní pozice - pracovník zámečnické a strojní dílny
 f Pracovní pozice - pracovník zámečnické a strojní dílny číslo NEBEZPEČÍ PRAVDĚPODOBNOST ZÁVAŽNOST HODNOTA RIZIKA BEZPEČNOSTNÍ OPATŘENÍ 1 Uklouznutí 2 Pád předmětu z výšky 3 Manipulace při zvedání břemene
f Pracovní pozice - pracovník zámečnické a strojní dílny číslo NEBEZPEČÍ PRAVDĚPODOBNOST ZÁVAŽNOST HODNOTA RIZIKA BEZPEČNOSTNÍ OPATŘENÍ 1 Uklouznutí 2 Pád předmětu z výšky 3 Manipulace při zvedání břemene
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Protokol měření
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Kontrola některých dílčích parametrů ozubených kol Přesnost ozubených čelních kol základní
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Kontrola některých dílčích parametrů ozubených kol Přesnost ozubených čelních kol základní
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY
 TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
NOVÉ VÝROBKY. Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Série 516 Podrobné informace na straně 297 a 300.
 NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
Organizační směrnice č. 4/2013/SŘ. Provozní řády
 Organizační směrnice č. 4/2013/SŘ Provozní řády Kuchyně Merkur Kuchyňka v podkroví Merkur Kuchyňka č. 1 Králíček Kuchyňka č. 2 Králíček Denní místnost kuchařů Skládek rautového inventáře Čj.: SŠNM/337/2013
Organizační směrnice č. 4/2013/SŘ Provozní řády Kuchyně Merkur Kuchyňka v podkroví Merkur Kuchyňka č. 1 Králíček Kuchyňka č. 2 Králíček Denní místnost kuchařů Skládek rautového inventáře Čj.: SŠNM/337/2013
Jakost povrchu při frézování kulovou frézou na nakloněných plochách. Bc. Lukáš Matula
 Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
NÁVOD K OBSLUZE KOMBINOVANÝ STROJ CSM - 1000 CSM1000 ZÁRUČNÍ LIST
 ZÁRUČNÍ LIST 1. Na výrobky UNI-MAX je poskytována záruka v délce 24 měsíců od data prodeje dle občanského zákoníku nebo v délce 12 měsíců dle obchodního zákoníku a vztahuje se na prokázané vady materiálu
ZÁRUČNÍ LIST 1. Na výrobky UNI-MAX je poskytována záruka v délce 24 měsíců od data prodeje dle občanského zákoníku nebo v délce 12 měsíců dle obchodního zákoníku a vztahuje se na prokázané vady materiálu
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI?
 Micromar. Mikrometry TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI? ŽÁDNÝ PROBLÉM PRO MICROMAR. Nejaktuálnější informace k produktům MICROMAR naleznete na našich webových stránkách: www.tm-technik.cz Mikrometry
Micromar. Mikrometry TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI? ŽÁDNÝ PROBLÉM PRO MICROMAR. Nejaktuálnější informace k produktům MICROMAR naleznete na našich webových stránkách: www.tm-technik.cz Mikrometry
400 Modré elektrické nářadí pro profesionály. Stacionární nářadí
 400 Modré elektrické nářadí pro profesionály Stacionární pily Bosch: zvládnou každou výzvu Modré elektrické nářadí pro profesionály 401 Stacionární pily Bosch jsou mnohostranné a flexibilně použitelné.
400 Modré elektrické nářadí pro profesionály Stacionární pily Bosch: zvládnou každou výzvu Modré elektrické nářadí pro profesionály 401 Stacionární pily Bosch jsou mnohostranné a flexibilně použitelné.
Strana 1 (celkem 11) KaindlCZ spol. s r.o., Božetěchova 36, 616 00 Brno, tel./fax.: 549240443, mobil: 602766678, e-mail: kaindl@c-mail.
 KaindlCZ spol. s r.o., Božetěchova 36, 616 00 Brno, tel./fax.: 549240443, mobil: 602766678, e-mail: kaindl@c-mail.") NÁVOD K OBSLUZE OSTŘIČKY VRTÁKŮ BSM 20 GmbH Germany Rozsah upínání od 1 do 20 mm - Svého druhu jedinečná, mobilní ostřička vrtáků nabízí ryzí alternativu k větším, ale především dražším přístrojům. - Svoji
NÁVOD K OBSLUZE OSTŘIČKY VRTÁKŮ BSM 20 GmbH Germany Rozsah upínání od 1 do 20 mm - Svého druhu jedinečná, mobilní ostřička vrtáků nabízí ryzí alternativu k větším, ale především dražším přístrojům. - Svoji
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH
 1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
SVn. Návod použití Ev.č.: 0610205. stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600. Výrobce:
 Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
VÝROBNÍ STROJE A ZAŘÍZENÍ 2013 1. DEFINICE OBRÁBĚCÍCH STROJŮ, ZÁKLADNÍ ROZDĚLENÍ
 VÝROBNÍ STROJE A ZAŘÍZENÍ 2013 1. DEFINICE OBRÁBĚCÍCH STROJŮ, ZÁKLADNÍ ROZDĚLENÍ Obráběcí stroj = výrobní stroj, který umožňuje dát obrobku žádaný geometrický tvar a jakost povrchu oddělováním materiálu
VÝROBNÍ STROJE A ZAŘÍZENÍ 2013 1. DEFINICE OBRÁBĚCÍCH STROJŮ, ZÁKLADNÍ ROZDĚLENÍ Obráběcí stroj = výrobní stroj, který umožňuje dát obrobku žádaný geometrický tvar a jakost povrchu oddělováním materiálu
TECHNOLOGIE. Obor Nástrojař. Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace
 Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH A HORNICKÝCH
 1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH A HORNICKÝCH Obor: 23-51-H/01 Strojní mechanik ŠVP: Zámečník důlní provozy 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a
1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH A HORNICKÝCH Obor: 23-51-H/01 Strojní mechanik ŠVP: Zámečník důlní provozy 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a
Ranger. Ranger. Nastavitelný systém pro čelní zapichování. Vlastnosti. Výhody WWW.WIDIA.COM
 Nastavitelný systém pro čelní zapichování Vlastnosti Možnost nastavení pomocné planžety od průměru 57 406mm pro počáteční zápich. Šířka břitových destiček 3,2mm; 4,9mm a 6,4mm. Ranger Výhody dispozici
Nastavitelný systém pro čelní zapichování Vlastnosti Možnost nastavení pomocné planžety od průměru 57 406mm pro počáteční zápich. Šířka břitových destiček 3,2mm; 4,9mm a 6,4mm. Ranger Výhody dispozici
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/7 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Studijní obor: Technologie mechanik seřizovač - mechatronik Školní rok: 2012 2013 1. Měřidla a měření
strana: 1/7 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Studijní obor: Technologie mechanik seřizovač - mechatronik Školní rok: 2012 2013 1. Měřidla a měření
OTOČNÉ UPÍNACÍ HROTY 24 3319
 OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ
 SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ Ing. Miroslav Soukup 23-022-H-Soustružení kovových materiálů 1. ÚVODNÍ SLOVO Dostáváte do ruky pracovní sešit, který Vás seznámí s možností dalšího vzdělávání formou, která
SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ Ing. Miroslav Soukup 23-022-H-Soustružení kovových materiálů 1. ÚVODNÍ SLOVO Dostáváte do ruky pracovní sešit, který Vás seznámí s možností dalšího vzdělávání formou, která
Univerzita Hradec Králové Pedagogická fakulta. Bakalářská práce. 2015 Hana Ulíková
 Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5