Předmět: Stroje a zařízení v oděvní výrobě. Strojní šicí jehla,,povrchové úpravy yjehel Nové trendy jehel. Ing. Katarína Zelová, Ph.D.
|
|
|
- Miloš Hruška
- před 8 lety
- Počet zobrazení:
Transkript
1 Předmět: Strojní šicí jehla,,povrchové úpravy yjehel Nové trendy jehel Špice a hroty jehel Ing. Katarína Zelová, Ph.D.

2 STROJNÍ ŠICÍ JEHLA 2
3 Strojní šicí jehla je finálním členem ústrojí pohybu jehly její funkce navazuje na synchronizované pohyby ostatních funkčních ústrojí, to na ústrojí podávání šicího materiálu, ústrojí zachycení smyčky, ústrojí podávání materiálu a částečně na přítlačné ústrojí funkce: probodne šitý materiál umožní vsunutí šicího materiálu do předpíchnutého otvoru pomáhá při tvoření smyčky poskytne ochranu šicímu materiálu při zpětném protahování předpíchnutým otvorem při tvoření stehu 3

4 Požadavky na strojní šicí jehlu Jehla při maximálním výkonu musí zajistit: správnou tvorbu smyčky y maximální pevnost provázání stehu ve všech jeho vazných bodech stejnoměrnost napětí stehu vytvoření jakostního obrazce stehu odolnost proti tepelným vlivům způsobeným třením o šicí a šitý materiál, maximální odvod tepla vzniklého třením optimální pružnost při zpracování šitých materiálů o nestejné tloušťce nerušený průchod šicího materiálu jehlou, jakož i průchod šitým materiálem 4

5 Požadavky na šicí materiál (šicí nit) Musí zajistit a mít při maximálním výkonu stroje: odolnost proti krátkodobému rázovému namáhání odolnost proti kroucení působením jehly a ústrojí pro tvoření smyčky odolnost proti otěru při průchodu funkčními ústrojími stroje dostatečnou tuhost, aby bylo možné vytvořit smyčku dostatečnou tažnost, a to i po mnoha rázových namáháních dobrý stav povrchu, který co nejpříznivěji ovlivňuje tření stejné vlastnosti jako má šitý materiál příznivý tepelný vliv mezi povrchem jehly a šitým materiálem v místě vzájemného kontaktu a další např.: barva, stupeň lesku, bobtnání, srážlivost nemají vždy přímý vliv na strojní šicí jehlu, ale ovlivňují šití 5

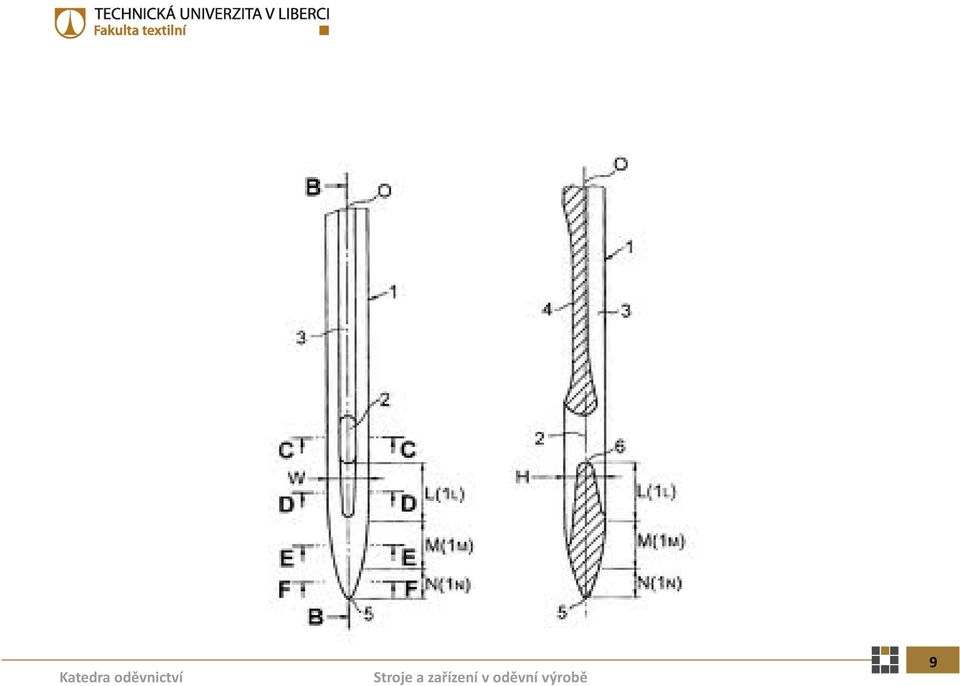
6 Charakteristika strojní šicí jehly 6

7 Charakteristika strojní šicí jehly dřík jehly je zesílená část, za kterou se jehla upíná do jehelní tyče u průmyslových šicích strojů má dřík strojních šicích jehel válcovitý tvar u domácích šicích strojů má jednostranně nebo oboustranně seříznutou plošku tělo jehly je zeslabená část jehly oproti dříku opatřená ouškem, dlouhou dážk drážkou a chapačovým č vybráním bá nad ouškem jhl jehly chapačové vybrání je jednostranné, obvykle rádiusové zahloubení, které umožňuje chapači / smyčkovači či spolehlivě ě uchopit smyčku přechodový kužel tvoří přechod zdříku k těla jehly, tělo jehly může být odstupňováno pro lepší odvod tepla, udává stabilitu a zabraňuje vibracím tenké jehlydelší přechodovýkužel 7

8 špice je zúžené zakončení těla jehly Je definovaná svou délkou, svým tvarem, tvarem hrotu a vrcholovým úhlem hrotu délka špice je vzdálenost od horního okraje ouška jehly ke hrotu jehly délka se volí vzhledem ke spojovanému materiálu dlouhé vhodné pro sešití pletenin podle druhu šitého materiálu může být různě tvarována: kuželová špice pro běžné šicí operace tupá ášpice pro přišívání í knoflíku kulová špice zabraňuje poškození textilních vláken při velmi řídkých tkaninách a pletených materiálů. excentrická špice u jehel pro tvorbu slepého stehu špice je zakončená hrotem zajistí správné propíchnutí šitého materiálu bezporušení struktury (proříznutí u kůže) 8
 8")
9 9
10 Nové druhy šicích jehel výrazně zvyšují i kvalitu špatně proveditelných technických šicích procesů speciálních povrchové úpravy strojních šicích jehel zlepšují pracovní podmínky při šití syntetických materiálů při výrobě automobilových a ostatních sedáků snižují ohřev strojové éšicí jehly jhl v šicím procesu a nenarušují kvalitu potahové látky v místě stehu vysokorychlostní šití vyvolává vysokou teplotu šicí jehly, která vzniká v důsledku interakce šitého materiálu a jehly vznikají velké síly a tření mezi jehlou, syntetickým materiálem a šicí nití 10

11 snahou každého výrobce je výroba jehel s odpovídající kvality v závislosti na náročnostišicího procesu a vytváření kvalitního stehu jehlyjsouvyráběny jsou z jehlového drátuv několika základních operacích s následným tepelným zpracováním a vytvořením povrchové úpravy 11

12 POVRCHOVÉ ÚPRAVY JEHEL 12
13 Povrchové úpravy strojních šicích jehel povrchová úpravy strojní šicí jehly snižuje koeficient tření mezi strojní šicí jehlou a šitým materiálem chrání strojní šicí jehlu proti korozi a šitý materiál proti porušení nejčastěji se strojní šicí jehly povrchově upravují: lš leštěnímě chromováním niklováním nanášením povlaku nitridu titanu (TiN) teflonu strojní šicí jehly s keramickými povlaky ve vývoji (hroty) 13
 teflonu strojní šicí jehly s keramickými povlaky ve")
14 14
15 Leštění je nejjednodušší povrchovou úpravou jehel neposkytuje ochranu strojní šicí jehly proti korozi, která může být způsobena chlazením jehly vodní mlhovinou 15

16 Chromování patří mezi nejpoužívanější povrchové úpravy strojních šicích jehel, které se používají v průmyslové výrobě chromový povrch chrání strojní šicí jehlu nejen proti korozi, ale zejména jí poskytuje vysokou odolnost proti opotřebení šicí jehla má mimořádně hladký a lesklý povrch, čímž je omezeno ulpívání částeček apretury a natavenin šitého materiálu na jejím povrchu vhodná pro šití syntetickými nitěmi při šití vysokou rychlostí 16

17 Niklování je dalším způsobem povlakování strojních šicích jehel jehly nepodléhají snadno korozi, velmi pomalu se v šicím procesu zahřívají a vykazují jídostatečnou č odolnost proti teplotám pod 250 C při teplotách nad 250 C, které vznikají např. v důsledku multidirekcionálního šití nebo vlivem povrchové úpravy šitého materiálu, nastává rozklad povrchové vrstvy jehly dochází k natavení vpichových otvorů v šitém materiálu 17

18 Povlakování šicích jehel nitridem titanu (TiN) (GEBEDUR) jehly s extrémní tvrdostí a vysokou pružností špičky odolávající opotřebení a prasknutí při vysokorychlostním šití odolávají kmitání a vibracím, které vznikají při vpichu do šitého materiálu a při podávání šitého materiálu spojování technických textilií např. v automobilovém průmyslu 18

19 Strojní šicí jehly s teflonovým povlakem (GEBELUB) se používají především při šití syntetických materiálů teflon je obchodní název pro polytetrafluoretylen (jde o termoplastickou pevnou, chemicky a tepelně značně odolnou hmotu) nízká tepelná vodivost tohoto povlaku, je teplo z jehly odváděno převážně na šitý materiál a šicí nit dochází tak k natavení materiálu ze syntetických vláken po ušití 100 až 150 mm textilie jhl jehly s tfl teflonovou úpravou se na povrchu zahřívají více než jehly chromované výhodoutěchto jehel je, že nedochází k usazování zbytků natavenin šicího a šitého materiálu na jejich povrchu nelze použít při spojování technických textilií používaných v automobilovém průmyslu 19

20 různé povlaky železo, tvrdá ocel, chrom, tvrdokov, nitridtitanu, diamant Tvrdost jehly (HV) 20

21 NOVÉ TVARY STROJNÍCH ŠICÍCH JEHEL 21
22 Nové tvary strojních šicích jehel by měly odstranit problémy související se: spojováním nových typů syntetických textilních materiálů s vysokou rychlostí pohybu jehly konstrukční změny jehel 22
23 Nové tvary strojních šicích jehel geometrické změny: tvaru průřezu, těla, hrotu strojní šicí jehly a nanesení nových typů povlaků zvýšení jejich tuhosti, pevnosti a snížení teploty povrchu nové druhy špiček a hrotů jehel pro spojování materiálů pro výrobu automobilových technických textilií (airback, čalounění sedáků a dveří) nové špičky jehel jsou protáhlejší a užší, což snižuje odpor šité technické textilie proti průpichu a způsobuje snížení teploty na špici a hrotu jehly nový kuželový tvar hrotu umožňuje ústrojí pro zachycení smyčky vytvořit nepoškozený steh technické textilie 23
24 24
25 příčiny problémů při šití: mohou se týkat stroje, šitého materiálu, obsluhy, klimatu, šicí nitě a jehel požadavek na různé konstrukce a druhy švů v kombinaci s různými vrstvami šitého materiálu a místem s hustší dostavou ve tkanině Problémy při šití 25
26 Typy jehel San 5 náběhová ploška v místě vybrání nad ouškem speciální konstrukci celé pracovní oblasti speciálním tvarováním dlouhé drážky jehla s vysokou stabilitou s vhodnou silou vpichu technických h textilií, tilií u extrémně tvrdých materiálů San 6 nové vedení nitě v oblasti vybrání nad ouškem jehly kuželovitý stvol a nově uspořádaný průřez vybrání nad ouškem jehly 26
27 Typy jehel San 10 San 11 (MR jehla) geometrická změna průřezu jehly zvýšení stability jehly s malou jemností pro materiál s vysokým sklonem k poškození zpracování vysoce objemných přízí a elastických nití vícejehlové šicí stroje nižší lámavost jehel nový tvar těla a vybrání nad ouškem jehly vysoká odolnost v ohybu celé pracovní části 27
28 ŠPICE A HROTY JEHEL 28
29 Špice a hroty jehly pro šití kůží, koženek, fólií nebo silně impregnovaných materiálů se používajířezné hroty, tj. speciální průřezy zakončení špic hrotyusnadňujívnikání jehly došitého materiálu a usměrňují položení stehu podlepovahy povahy zpracovaného šitého materiálu a podle požadavků položení stehu umístění pravé nebo levé a příslušným úhlem sklonu 29
30 Tvar špice jehly a hroty 30
31 Tvar Druhy hrotů a použití Použití R Standardní Univerzální použití na tkaniny RS/SPI Ostrý Na slepý steh,a pro velmi rovné stehy RG Mírně zakulacený Na řetízkový steh,pleteniny,knoflíkovačky FFG/SES Lehce zakulacený Pro všechny druhy pletenin a syntetických materiálů FG/SUK Středně kulatý Pro velmi elastické materiály,gumu,elastomery G/SKF Velmi kulatý Pro hrubé a vysoce elastické materiály SKL Speciálně kulatý Pro pleteniny a tkaniny s vysokým podílem elastomerů(lycra,dorlastan,..) SD Zakulacený trojúhelníkový Na plastické folie a kožené oděvy P/NW Perlový Na husté předepnuté stehy S Svisle perlový Pro přímé a dlouhé švy DI Diamantový Pro přímé švy u tvrdých kůží a batohů LR Na kůži (pravořezné) sklon 45 Pro šikmo(napravo) ložené švy,ornamentní švy VR Ostřejší řez než LR Obdoba tvaru LR,ale snáz proniká do materiálu LL Na kůži (levořezné) sklon 225 Pro přímé švy na kůži D Trojúhelníkový Na tvrdé a pevné kůže,rovný steh DU Otočený trojúhelník Pro 2-jehlovky (levá jehla) Q Čtvercový Pro velmi těžké homogenní materiály,pytle 31
32 Jehly pro kožené a speciální materiály tvar špice a hrotu působil co nejmenší odpor, snadno proříznul materiál a ovlivnil položení a vzhled stehu špice při šití kožených materiálů prořezává (ne propichuje) šitý materiál svým tvarem snižuje odpor materiálu při vnikání jehly do materiálu 32
33 Jehly pro kožené a speciální materiály 33
34 R hrot P hrot (perlový průřez špice) 34
35 standardní R hrot čistě vyražená á( (vylisovaná) á)špička bez řezných ýh následků maximálně přímý nevýhoda nepravidelný vzhled švu Použití: pro měkkou kůži (kožené oděvy) sportovní obuv, oděvy, automobilová sedadla pro fólie a potahové materiály 35
36 Řezný hrot P hrot perlový průřez špice prořízne kůži příčně ve směru pod úhlem 90 šikmá poloha niti u silných a tvrdých druhů kůže silný ozdobnýefekt, malé stehy otvory vpichu jsou pomocí nitě maximálně ě uzavřenéř Použití: k zhotovení švů s výrazným okrasným efektem pro elastické švy boty, pásky, čalouněný nábytek,.. PCL u dvoujehlových strojů pro pravý steh PCR stejný vzhled, u dvoujehlových hstrojů pro levý steh 36
37 svisle perlový průřez špice nařízne kůži ve směru šití rovný, přímo ležící steh Řezný hrot S hrot u určitých č ýhdruhů kůže podélné otvory vpichu jsou ve švu dobře viditelné Použití: k zhotovení rovných, přímo ležících stehů s relativně silným návodem nití boty, kožené oděvy, čalouněný nábytek, tašky, pásky 37
38 Řezný hrot LR a LL hrot plochý průřez, pravý (LR) nebo levý (LL) nařízne kůži ve směru šití pod úhlem 45 řez je nakloněn šikmo vpravo nebo vlevo hrot LR v závislosti na kůži je poloha vlákna lehce až středně šikmá otvory vpichu jsou dobře viditelné k zhotovení ozdobného stehu v měkké až středně tvrdé kůži téměř boty, kožené oděvy, tašky, hrot LL velmi rovná poloha stehu otvory vpichu jsou maximálně uzavřeny k zhotovení rovných stehů s průběžným uzavřeným efektivním vzhledem boty, tašky, sedadla do aut, 38
39 Řezný hrot VR hrot kosočtvercový průřez (diamantový) šicí vlastnosti má jako LR, s vyšší účinností řezání pomocí řezných hran husté ékůže silné impregnace ostří řeže v celé délce stehy položeny šikmo Použití: ke zhotovení ozdobného stehu u středně tvrdé až tvrdé kůže Husté kůže silné impregnace vhodný pro téměř všechny běžné druhy kůže trekking obuv, kufry, 39
40 tříhranný průřez ostří řeže třemi hranami Řezný hrot D hrot přímo ležící steh, rovnoběžné švy nit je lh lehce přiléhajícíř í otvory vpichu široce otevřeny střední až dlouhé vzdálenosti stehu Použití: pro přímou polohu švu vhodný zejména pro tvrdou a silnou kůži k prošívání kartonů pásky, kufry, těžká obuv, umělá hmota, 40
41 Literatura 1. Zouharová J. Výroba oděvů Technologie spojování. Skripta TUL, Liberec 2003.ISBN Zouharová, J. Konstrukce a povrchové úpravy strojních šicích jehel. [online, ]. Dostupné z : clanek/ konstrukce a povrchove upravy strojnich sicich jehel upravy strojnich sicich jehel 3. Schmetz.com. [online]..dostupné z: products/industrial sewing/garment/branch description/ladies wear/ Grozbeckert.com. [online] grozbeckert san 5 ll gebedur 120nm p 2972.html
Info TECHNICKÉ INFORMACE GROZ-BECKERT
 Info TECHNICKÉ INFORMACE GROZ-BECKERT ŠITÍ 15 JEHLY URČENÉ PRO ZPRACOVÁNÍ KŮŽE BEZCHYBNÉ ŠVY PRO VŠECHNY APLIKACE Zpracování kůže je jedno z nejstarších ručních umění. Dříve spočívala úloha ve způsobu
Info TECHNICKÉ INFORMACE GROZ-BECKERT ŠITÍ 15 JEHLY URČENÉ PRO ZPRACOVÁNÍ KŮŽE BEZCHYBNÉ ŠVY PRO VŠECHNY APLIKACE Zpracování kůže je jedno z nejstarších ručních umění. Dříve spočívala úloha ve způsobu
Info TECHNICKÉ INFORMACE GROZ-BECKERT
 Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 14 JEHLY PRO JEDNO- A VÍCEHLAVÉ VYŠÍVÁNÍ V oblasti jedno - nebo více-hlavého vyšívání nejsou u dnešních strojů stanoveny téměř žádné hranice. To je také
Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 14 JEHLY PRO JEDNO- A VÍCEHLAVÉ VYŠÍVÁNÍ V oblasti jedno - nebo více-hlavého vyšívání nejsou u dnešních strojů stanoveny téměř žádné hranice. To je také
Výroba oděvů Spojovací proces 1
 Výroba oděvů Spojovací proces 1 Ing. Katarína Zelová Katedra oděvnictví 1 Historie používali špičaté kosti, trny 14. století zhotovena jehla s ouškem, bronz a železo 1755 němec Weisenthal - stroj s jehlu
Výroba oděvů Spojovací proces 1 Ing. Katarína Zelová Katedra oděvnictví 1 Historie používali špičaté kosti, trny 14. století zhotovena jehla s ouškem, bronz a železo 1755 němec Weisenthal - stroj s jehlu
Info TECHNICKÉ INFORMACE GROZ-BECKERT
 Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 10 JEHLY SAN 5 NA ZVLÁŠTNÍ POUŽITÍ - VYVINUTY PRO ZPRACOVNÍ TECHNICKÝCH TEXTILIÍ Výroba technických textilií vyžaduje stále častěji rozmanitou kombinaci
Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 10 JEHLY SAN 5 NA ZVLÁŠTNÍ POUŽITÍ - VYVINUTY PRO ZPRACOVNÍ TECHNICKÝCH TEXTILIÍ Výroba technických textilií vyžaduje stále častěji rozmanitou kombinaci
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
TEXTILNÍ STROJE. Úvod do strojírenství (2009/2010) 10/1 Stanislav Beroun
 10/1 Stanislav Beroun") TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Charakteristika. Použití VLASTNOSTI MOLDMAXXL FYZIKÁLNÍ ÚDAJE
 1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
NOVÉ VÝROBKY. Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Série 516 Podrobné informace na straně 297 a 300.
 NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám
 VY_52_INOVACE_ZBO2_4064HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření:
VY_52_INOVACE_ZBO2_4064HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření:
PODŠÍVKOVÉ MATERIÁL Y
 1 PODŠÍVKOVÉ MATERIÁL Y Zpracováno podle přednášky č. 2 Ing. Bc. V. Glombíkové, Ph.D. Podšívkové materiály Podšívají se jimi některé druhy oděvů, buď kompletně nebo zčásti. Částečné podšívání se provádí
1 PODŠÍVKOVÉ MATERIÁL Y Zpracováno podle přednášky č. 2 Ing. Bc. V. Glombíkové, Ph.D. Podšívkové materiály Podšívají se jimi některé druhy oděvů, buď kompletně nebo zčásti. Částečné podšívání se provádí
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Nejnovější technologie. Nejnovější technologie a ohlasy zákazníků jsou úspěšně kombinovány v každém pilovém pásu AMADA.
 Nejnovější technologie Nejnovější technologie a ohlasy zákazníků jsou úspěšně kombinovány v každém pilovém pásu AMADA. Pilový pás z dvojkovu vyráběný pomocí svařování elektronovým paprskem Špičky zubů
Nejnovější technologie Nejnovější technologie a ohlasy zákazníků jsou úspěšně kombinovány v každém pilovém pásu AMADA. Pilový pás z dvojkovu vyráběný pomocí svařování elektronovým paprskem Špičky zubů
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu
 Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu VZDUCH Venkovní Rozvoj učebna kreativity, využití poznávání školní různých zahrady druhů pro materiálů, rozvoj polytechnických
Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu VZDUCH Venkovní Rozvoj učebna kreativity, využití poznávání školní různých zahrady druhů pro materiálů, rozvoj polytechnických
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Vrtání VRTÁKY DO VŠECH MATERIÁLŮ. SStrana 83 81 87 91 92 90 93 93 102 99 101 110 97 109 114 113 117 118 STAVEBNÍ MATERIÁLY DŘEVO A DŘEVOTŘÍSKA
 78 www.irwin.eu Vrtání VRTÁKY DO VŠECH MATERIÁLŮ Speedhammer Plus Speedhammer Power Speedhammer Max Masonry Granite Cordless MULTI Sklo a dlažba Diamantové vrtáky HSS Pro HSS Cobalt HSS TiN TCT Turbomax
78 www.irwin.eu Vrtání VRTÁKY DO VŠECH MATERIÁLŮ Speedhammer Plus Speedhammer Power Speedhammer Max Masonry Granite Cordless MULTI Sklo a dlažba Diamantové vrtáky HSS Pro HSS Cobalt HSS TiN TCT Turbomax
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Oprava bezdušových pneumatik
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: 2.8. Oprava bezdušových pneumatik Obor: Autokarosář Ročník: 3. Zpracoval(a): Bc. Petr Ondrůšek Střední průmyslová škola Uherský Brod, 2010 Obsah 1. Oprava
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: 2.8. Oprava bezdušových pneumatik Obor: Autokarosář Ročník: 3. Zpracoval(a): Bc. Petr Ondrůšek Střední průmyslová škola Uherský Brod, 2010 Obsah 1. Oprava
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
České technické normy řady 80 (textilní suroviny a výrobky), platné k listopadu 2012
, platné k listopadu 2012") České technické normy řady 80 (textilní suroviny a výrobky), platné k listopadu 2012 Označení Třídící znak Název normy 8000 Textilní průmysl, všeobecně ČSN 800001 800001 Textilie. Třídění a základní názvy
České technické normy řady 80 (textilní suroviny a výrobky), platné k listopadu 2012 Označení Třídící znak Název normy 8000 Textilní průmysl, všeobecně ČSN 800001 800001 Textilie. Třídění a základní názvy
VANADIS 10 Super Clean
 1 VANADIS 10 Super Clean 2 Charakteristika VANADIS 10 je Cr-Mo-V legovaná prášková ocel, pro kterou jsou charakteristické tyto vlastnosti: Extrémně vysoká odolnost proti opotřebení Vysoká pevnost v tlaku
1 VANADIS 10 Super Clean 2 Charakteristika VANADIS 10 je Cr-Mo-V legovaná prášková ocel, pro kterou jsou charakteristické tyto vlastnosti: Extrémně vysoká odolnost proti opotřebení Vysoká pevnost v tlaku
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Keramika. Technická univerzita v Liberci Nekovové materiály, 5. MI Doc. Ing. K. Daďourek 2008
 Keramika Technická univerzita v Liberci Nekovové materiály, 5. MI Doc. Ing. K. Daďourek 2008 Tuhost a váha materiálů Keramika má největší tuhost z technických materiálů Keramika je lehčí než kovy, ale
Keramika Technická univerzita v Liberci Nekovové materiály, 5. MI Doc. Ing. K. Daďourek 2008 Tuhost a váha materiálů Keramika má největší tuhost z technických materiálů Keramika je lehčí než kovy, ale
Charakteristika. Použití MOLDMAX HH
 1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
Úložné systémy na nářadí
 Brašny na nářadí 179 Opasky a pouzdra na nářadí 183 Mobilní bedny na nářadí 187 Mobilní pracoviště 190 Boxy na nářadí 192 Organizery 197 Podstavce na řezání (kozy) 200 Dílenský nábytek 201 Úložné systémy
Brašny na nářadí 179 Opasky a pouzdra na nářadí 183 Mobilní bedny na nářadí 187 Mobilní pracoviště 190 Boxy na nářadí 192 Organizery 197 Podstavce na řezání (kozy) 200 Dílenský nábytek 201 Úložné systémy
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Spojování kožešin. Mimo vynález kožešnického stroje, se ovšem technologické postupy nijak zvlášť nezměnily, velká část práce je stále ruční.
 Kožešnické stehy Spojování kožešin Kožešina byla pravděpodobně prvním oděvem, který začal člověk v pravěku používat. Zpočátku se sešívala zvířecí šlachou, později koženým řemínkem, nakonec nití. Postupně
Kožešnické stehy Spojování kožešin Kožešina byla pravděpodobně prvním oděvem, který začal člověk v pravěku používat. Zpočátku se sešívala zvířecí šlachou, později koženým řemínkem, nakonec nití. Postupně
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
itné vlastnosti oděvn 5. přednáška
 Zpracovatelské a užitnu itné vlastnosti oděvn vních materiálů 5. přednáška 1 Estetické vlastnosti reprezentační vlastnosti vnímáme subjektivně a rozdílně podle účelu použití jde-li např. o oděv sportovní,
Zpracovatelské a užitnu itné vlastnosti oděvn vních materiálů 5. přednáška 1 Estetické vlastnosti reprezentační vlastnosti vnímáme subjektivně a rozdílně podle účelu použití jde-li např. o oděv sportovní,
Popis technologie tvarování
 Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
TECHNICKÉ TEXTILIE OD NÁPADU AŽ PO PRODUKT.... made in Ger many
 TECHNICKÉ TEXTILIE OD NÁPADU AŽ PO PRODUKT... made in Ger many SE ŠPIČKOVÝMI VÝROBKY K ÚSPĚCHU Kompetence, flexibilita a ochota k inovacím: společnost Asglatex Ohorn GmbH plní tyto podnikové zásady s veškerou
TECHNICKÉ TEXTILIE OD NÁPADU AŽ PO PRODUKT... made in Ger many SE ŠPIČKOVÝMI VÝROBKY K ÚSPĚCHU Kompetence, flexibilita a ochota k inovacím: společnost Asglatex Ohorn GmbH plní tyto podnikové zásady s veškerou
Základní informace o wolframu
 Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
D 2 KONSTUKCE PÍSTU HLAVNÍ ROZMĚRY PÍSTŮ
 KONSTUKCE PÍSTU Namáhání pístu mechanickým a tepelným zatížením závisí především na režimu motoru, velikosti vrtání válce a zvolených konstrukčních rozměrech. HLAVNÍ ROZMĚRY PÍSTŮ Průměr Kompresní výška
KONSTUKCE PÍSTU Namáhání pístu mechanickým a tepelným zatížením závisí především na režimu motoru, velikosti vrtání válce a zvolených konstrukčních rozměrech. HLAVNÍ ROZMĚRY PÍSTŮ Průměr Kompresní výška
Vruty do dřeva profesionální kvality REISSER MIKROKATALOG + CENÍK
 Vruty do dřeva profesionální kvality REISSER MIKROKATALOG + CENÍK Vrut konstrukční do dřeva REISSER HSK Vi-PORT zápustná hlava zápustná zesílená hlava s TX 40 a frézovacími výstupky, fréza na dříku, hrot
Vruty do dřeva profesionální kvality REISSER MIKROKATALOG + CENÍK Vrut konstrukční do dřeva REISSER HSK Vi-PORT zápustná hlava zápustná zesílená hlava s TX 40 a frézovacími výstupky, fréza na dříku, hrot
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY. Jan Suchánek ČVUT FS, ÚST
 OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
speciální topné kabely
 speciální topné kabely KABELOVÉ TOPNÉ SYSTÉMY SR samoregulační topný kabel - popis SR samoregulační topný kabel - oblast použití FTS0 kabel pro vysoké teploty - popis FTS0 kabel pro vysoké teploty - oblast
speciální topné kabely KABELOVÉ TOPNÉ SYSTÉMY SR samoregulační topný kabel - popis SR samoregulační topný kabel - oblast použití FTS0 kabel pro vysoké teploty - popis FTS0 kabel pro vysoké teploty - oblast
Libraprint LIP. Sítotisková barva
 Strana: 1/5 Libraprint LIP Sítotisková barva Rozsah použití Barva Librapritt LIP je velmi univerzální ředidlová sítotisková barva, dodávaná v přímých i v rastrových odstínech a určená pro každodenní práce
Strana: 1/5 Libraprint LIP Sítotisková barva Rozsah použití Barva Librapritt LIP je velmi univerzální ředidlová sítotisková barva, dodávaná v přímých i v rastrových odstínech a určená pro každodenní práce
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Šroubovací nářadí ke strojnímu použití. Pro lepší pracovní výsledky.
 Šroubovací nářadí ke strojnímu použití Pro lepší pracovní výsledky. 1 04 Držáky a adaptéry Bity! 156 Bity Wera řady 8 7 197 Rapidaptor Stainless Rychloupínací držák 224 160 Bity Wera řady 9 Půlměsíc 4
Šroubovací nářadí ke strojnímu použití Pro lepší pracovní výsledky. 1 04 Držáky a adaptéry Bity! 156 Bity Wera řady 8 7 197 Rapidaptor Stainless Rychloupínací držák 224 160 Bity Wera řady 9 Půlměsíc 4
- přilba, - oděv - rukavice, - obuv, - opasek. - sekyra, - svítilna, - tísňová píšťalka, (osobní bezpečnostní zařízení).
.") Osobní výstroj a výzbroj: je souhrn předmětů, soubor potřeb, případně oblečení k určité činnosti k vykonávání nějakého úkonu. Výstroj hasiče: Výzbroj hasiče: - přilba, - oděv - rukavice, - obuv, - opasek.
Osobní výstroj a výzbroj: je souhrn předmětů, soubor potřeb, případně oblečení k určité činnosti k vykonávání nějakého úkonu. Výstroj hasiče: Výzbroj hasiče: - přilba, - oděv - rukavice, - obuv, - opasek.
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
2 K20 QP25 QP25C QP30P QP40. od 200. do. 1500 - - - 100-300 - - - - - - max. 800 200-800 - - - - - - max. 900 50-80 - - - -
 Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
41000 101-106 Provedení 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný.
 ß 1000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 1000 101-106 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 1000 201-209 5 dílů, sada obsahuje po 1 pilníku:
ß 1000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 1000 101-106 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 1000 201-209 5 dílů, sada obsahuje po 1 pilníku:
Technická příprava výroby Oděvních výrobků
 Technická příprava výroby Oděvních výrobků TUL / FT / Katedra oděvnictví: Ing. Mgr. Marie Nejedlá, Ph. D. 1 Druhy výroby oděvních výrobků Kusová Sériová Hromadná Práce ve mzdě 2 Kusová výroba Kusová výroba
Technická příprava výroby Oděvních výrobků TUL / FT / Katedra oděvnictví: Ing. Mgr. Marie Nejedlá, Ph. D. 1 Druhy výroby oděvních výrobků Kusová Sériová Hromadná Práce ve mzdě 2 Kusová výroba Kusová výroba
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
HYDROFOBNÍ IMPREGNACE BETONU
 V posledních několika letech se na trhu objevilo obrovské množství impregnačních přípravků a distributoři těchto přípravků se předhánějí ve vyzdvihávání předností jedněch přípravků proti druhých. Módním
V posledních několika letech se na trhu objevilo obrovské množství impregnačních přípravků a distributoři těchto přípravků se předhánějí ve vyzdvihávání předností jedněch přípravků proti druhých. Módním
ADVANCED TISSUE-MANAGEMENT
 ADVANCED TISSUE-MANAGEMENT The easy way to aesthetics. Šicí materiál RESORBA Oral Šicí materiál RESORBA Oral Chirurgické ošetření ran Nerušený průběh hojení po chirurgických zákrocích v dutině ústní je
ADVANCED TISSUE-MANAGEMENT The easy way to aesthetics. Šicí materiál RESORBA Oral Šicí materiál RESORBA Oral Chirurgické ošetření ran Nerušený průběh hojení po chirurgických zákrocích v dutině ústní je
Vývoj systémů nánosu pasty a pěny pro řízené porézní vrstvy a zvýšení životnosti filtračních textilií, vč. technologie crushed foam
 4.2 Multifunkční zátěrové bariéry studie možnosti kombinace paropropustných efektů tepelných bariér - řešitel INOTEX s.r.o., TUL Souhrnná zpráva - Inotex (Marek, Martínková) 4.2.1. Filtrační textilie Vývoj
4.2 Multifunkční zátěrové bariéry studie možnosti kombinace paropropustných efektů tepelných bariér - řešitel INOTEX s.r.o., TUL Souhrnná zpráva - Inotex (Marek, Martínková) 4.2.1. Filtrační textilie Vývoj
TVAROVKY PRO ZTRACENÉ BEDNĚNÍ
 Betonové tvarovky ztraceného bednění jsou podle platných předpisů betonové dutinové tvarovky určené ke stavbě stěn a příček za předpokladu, že budou dutiny vyplněny betonovou nebo maltovou výplní. Betonové
Betonové tvarovky ztraceného bednění jsou podle platných předpisů betonové dutinové tvarovky určené ke stavbě stěn a příček za předpokladu, že budou dutiny vyplněny betonovou nebo maltovou výplní. Betonové
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko
 zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle
zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Metabo rychloupínací sklíčidlo Futuro Top
 Příslušenství vrtaček a příklepových vrtaček Sklíčidla na vrtáky KVALITA BEZ OMEZENÍ Sklíčidla Metabo jsou k dispozici pro všechny běžné vrtačky, i stacionární, a příklepové vrtačky a pro každé pracovní
Příslušenství vrtaček a příklepových vrtaček Sklíčidla na vrtáky KVALITA BEZ OMEZENÍ Sklíčidla Metabo jsou k dispozici pro všechny běžné vrtačky, i stacionární, a příklepové vrtačky a pro každé pracovní
Střešní panely LAMBDA
 Střešní panely LAMBDA Střešní panely LAMBDA Modernizovaný střešní panel LAMBDA je výrobek, který se vyznačuje řadou zásadních vylepšení oproti dosud vyráběné verzi. Panel, který existuje ve třech základních
Střešní panely LAMBDA Střešní panely LAMBDA Modernizovaný střešní panel LAMBDA je výrobek, který se vyznačuje řadou zásadních vylepšení oproti dosud vyráběné verzi. Panel, který existuje ve třech základních
VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY. ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR
 VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY Karel Trtík ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR Abstrakt Článek je zaměřen na problematiku vyztužování
VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY Karel Trtík ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR Abstrakt Článek je zaměřen na problematiku vyztužování
info@lenachemical.com
 info@lenachemical.com Úvod Rekonstruované kanalizační potrubí z hlediska jeho dlouhodobé životnosti vyžaduje spolehlivou, časově stálou, životní prostředí nezatěžující a ekonomicky přijatelnou technologii
info@lenachemical.com Úvod Rekonstruované kanalizační potrubí z hlediska jeho dlouhodobé životnosti vyžaduje spolehlivou, časově stálou, životní prostředí nezatěžující a ekonomicky přijatelnou technologii
6 PROTIPOŽÁRNÍ DESKOVÉ OBKLADY
 6 PROTIPOŽÁRNÍ DESKOVÉ OBKLADY Ve srovnání s protipožárními nátěry a nástřiky, které slouží především pro zvýšení požární odolnosti nosných, zejména tyčových prvků, mohou být protipožární deskové obklady
6 PROTIPOŽÁRNÍ DESKOVÉ OBKLADY Ve srovnání s protipožárními nátěry a nástřiky, které slouží především pro zvýšení požární odolnosti nosných, zejména tyčových prvků, mohou být protipožární deskové obklady
CZ.1.07/1.1.30/01.0038 SPŠ
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
I Provedení Kvalitní pilníky, ergonomické rukojeti pilníku, v odolném zavinovacím pouzdře z PVC. 5 dílů,
 ß 41000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 41000 101-106 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 41000 201-209 5 dílů, sada obsahuje po
ß 41000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 41000 101-106 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 41000 201-209 5 dílů, sada obsahuje po
ZávitořeZné nářadí. ZÁVITNÍKY SADOVÉ MATERIÁL hss. ZÁVITNÍKY SADOVÉ MATERIÁL hss
 ZÁVITNÍKY SAOVÉ 22 3010 ZÁVITNÍKY SAOVÉ 22 3010 Závit P Číslo 140 090 M 9 1,25 sada 140 0901 M 9 1,25 I 140 0902 M 9 1,25 II 140 0903 M 9 1,25 III 140 091 M 9 1 sada 140 0911 M 9 1 I 140 0913 M 9 1 III
ZÁVITNÍKY SAOVÉ 22 3010 ZÁVITNÍKY SAOVÉ 22 3010 Závit P Číslo 140 090 M 9 1,25 sada 140 0901 M 9 1,25 I 140 0902 M 9 1,25 II 140 0903 M 9 1,25 III 140 091 M 9 1 sada 140 0911 M 9 1 I 140 0913 M 9 1 III
201 E. Kvalitní nástroje od jednoho výrobce. Katalog 201 E. Katalog 205. Katalog 202. Katalog 206. Katalog 203. Katalog 208. Katalog 209.
 Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
NOBASIL LSP 35, 50, 65, 90
 Rolovaný výrobek z minerální vlny ve tvaru lamel lepených na AL fólii NOBASIL LSP 35, 50, 65, 90 Technické osvědčení: TO-06/0072 Certifikát SK04-ZSV-0460 LSP Popis NOBASIL LSP lamelový rolovatelný pás
Rolovaný výrobek z minerální vlny ve tvaru lamel lepených na AL fólii NOBASIL LSP 35, 50, 65, 90 Technické osvědčení: TO-06/0072 Certifikát SK04-ZSV-0460 LSP Popis NOBASIL LSP lamelový rolovatelný pás
PRŮMYSLOVÉ ŠICÍ STROJE
 Zpracovala: PRŮMYSLOVÉ ŠICÍ STROJE Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_641_Průmyslové šicí stroje_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28.
Zpracovala: PRŮMYSLOVÉ ŠICÍ STROJE Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_641_Průmyslové šicí stroje_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28.
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
81 008 Pravá kůže. 81 038 Pravá kůže. 26 Z2 Koženka
 V Z O R K O V N Í K P O T A H Ů M A Y E R 2 0 1 1 / 2 0 1 2 Potahové materiály jsou většinou textilní útvary, které stejně jako naše šaty potřebují odpovídající péči: Při větším a celkovém znečištění,
V Z O R K O V N Í K P O T A H Ů M A Y E R 2 0 1 1 / 2 0 1 2 Potahové materiály jsou většinou textilní útvary, které stejně jako naše šaty potřebují odpovídající péči: Při větším a celkovém znečištění,
Příloha č. 12 ČLOVĚK A SVĚT PRÁCE
 Úvodní a Bezpečnost práce - pokyny 1 září Žák vytváří přiměřené pracovní postupy na základě své představivosti různé výrobky z daných materiálů Žák volí vhodné pracovní pomůcky, nástroje a náčiní vzhledem
Úvodní a Bezpečnost práce - pokyny 1 září Žák vytváří přiměřené pracovní postupy na základě své představivosti různé výrobky z daných materiálů Žák volí vhodné pracovní pomůcky, nástroje a náčiní vzhledem
Finální úpravy textilií III. Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D.
 Finální úpravy textilií III Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Protižmolková úprava I Tkaniny a pleteniny vyrobené z přízí ze syntetických vláken, především z PAN nebo PES, mají sklon
Finální úpravy textilií III Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Protižmolková úprava I Tkaniny a pleteniny vyrobené z přízí ze syntetických vláken, především z PAN nebo PES, mají sklon
katalog systému Podstránská 1, 627 00 Brno, Česká republika e-mail: arkys@arkys.cz www.arkys.cz použijte naši speciální infolinku MERKUR 848 300 308
 katalog systému 1. kabelové žlaby OBAH: Obecné informace a výhody str. 2 3 Katalog žlabů MERKUR 2 str. 4 8 Dimenzování vhodné velikosti str. 9 Kontrola zatížení kabelové trasy str. 10 11 Povrchové úpravy
katalog systému 1. kabelové žlaby OBAH: Obecné informace a výhody str. 2 3 Katalog žlabů MERKUR 2 str. 4 8 Dimenzování vhodné velikosti str. 9 Kontrola zatížení kabelové trasy str. 10 11 Povrchové úpravy
FRICTION STIR WELDING (FSW)
") FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
B C D E F G H T OBSAH KOMPAKTNÍ (NEPORÉZNÍ) PLOCHÁ TÌSNÍCÍ PRYŽ
 PLOCHÁ TÌSNÍCÍ PRYŽ") 014/ OBSAH KOMPAKTNÍ (NEPORÉZNÍ) PLOCHÁ TÌSNÍCÍ PRYŽ SBR /E; SBR V/E SBR 65 E; SBR 65 E/V SBR 65 ST; SBR 65 ST/V SBR DESKY 65; SBR DESKY 70 NBR 65 E; NBR 65 E/V NBR 65 Z; NBR 65 Z/V NBR DESKY 65; NBR DESKY
014/ OBSAH KOMPAKTNÍ (NEPORÉZNÍ) PLOCHÁ TÌSNÍCÍ PRYŽ SBR /E; SBR V/E SBR 65 E; SBR 65 E/V SBR 65 ST; SBR 65 ST/V SBR DESKY 65; SBR DESKY 70 NBR 65 E; NBR 65 E/V NBR 65 Z; NBR 65 Z/V NBR DESKY 65; NBR DESKY
Finální úpravy textilií V. Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D.
 Finální úpravy textilií V Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Nehořlavá úprava I Nehořlavá úprava II Hořlavost textilií - nebezpečná pro uživatele Chování textilií a textilních výrobků
Finální úpravy textilií V Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Nehořlavá úprava I Nehořlavá úprava II Hořlavost textilií - nebezpečná pro uživatele Chování textilií a textilních výrobků
10.1 Úvod. 10.2 Návrhové hodnoty vlastností materiálu. 10 Dřevo a jeho chování při požáru. Petr Kuklík
 10 10.1 Úvod Obecná představa o chování dřeva při požáru bývá často zkreslená. Dřevo lze zapálit, může vyživovat oheň a dále ho šířit pomocí prchavých plynů, vznikajících při vysoké teplotě. Proces zuhelnatění
10 10.1 Úvod Obecná představa o chování dřeva při požáru bývá často zkreslená. Dřevo lze zapálit, může vyživovat oheň a dále ho šířit pomocí prchavých plynů, vznikajících při vysoké teplotě. Proces zuhelnatění
Vrtání a jeho následné operace
 Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Informationen zu Promat 1000 C
 Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ MEI - 2.3 NAVÍJENÍ CÍVEK
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI - 2.3 NAVÍJENÍ CÍVEK Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Obsah Cívky...3 Výroba
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI - 2.3 NAVÍJENÍ CÍVEK Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Obsah Cívky...3 Výroba
Opracování povrchů Brilantní při broušení a leštění.
 Opracování povrchů Brilantní při broušení a leštění. Ať se jedná o plochu, zaoblení, úhel nebo roh: program FLEX pro povrchy je vždy ta správná volba. Odvedete s ním všude skvělou práci. Celou záležitost
Opracování povrchů Brilantní při broušení a leštění. Ať se jedná o plochu, zaoblení, úhel nebo roh: program FLEX pro povrchy je vždy ta správná volba. Odvedete s ním všude skvělou práci. Celou záležitost
KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
9. MĚŘENÍ SÍLY TENZOMETRICKÝM MŮSTKEM
 9. MĚŘENÍ SÍLY TENZOMETRICKÝM MŮSTKEM Úkoly měření: 1. Změřte převodní charakteristiku deformačního snímače síly v rozsahu 0 10 kg 1. 2. Určete hmotnost neznámého závaží. 3. Ověřte, zda lze měření zpřesnit
9. MĚŘENÍ SÍLY TENZOMETRICKÝM MŮSTKEM Úkoly měření: 1. Změřte převodní charakteristiku deformačního snímače síly v rozsahu 0 10 kg 1. 2. Určete hmotnost neznámého závaží. 3. Ověřte, zda lze měření zpřesnit
Části a hlavní vlastnosti nábytku
 Vážený zákazníku, jsme poctěni, že jste si od nás zakoupili čalouněný nábytek. Dostáváte tím jedinečný kus nábytku, který je ručně vyroben z materiálů nejvyšší kvality, a podle Vašich potřeb. Dovolte,
Vážený zákazníku, jsme poctěni, že jste si od nás zakoupili čalouněný nábytek. Dostáváte tím jedinečný kus nábytku, který je ručně vyroben z materiálů nejvyšší kvality, a podle Vašich potřeb. Dovolte,
Katalogové listy slévárenského nářadí
 Katalogové listy slévárenského nářadí Licí naběračky kvalita 00 C Vyrobené lisování z plechu. Provedení půlkulové nebo se zvýšenou hranou. Průměr D(mm) Výška H(mm) Síla plechu s(mm) Výška H1(mm) N60 60
Katalogové listy slévárenského nářadí Licí naběračky kvalita 00 C Vyrobené lisování z plechu. Provedení půlkulové nebo se zvýšenou hranou. Průměr D(mm) Výška H(mm) Síla plechu s(mm) Výška H1(mm) N60 60
CTR 750 EV NABÍDKOVÝ LIST. Pilous. 4140 34 0,9 1,1 mm
 NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
ALUPLUS 1. MS tyče kruhové... 14 MS tyče čtvercové... 15 MS tyče šestihranné... 15
 ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou.
 1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
Vrták do skla a keramiky... 19 Vrták do dlažby a obkladů... 20 Rýsovací jehla... 20
 VRTÁKY DO KOVU Vrták do kovu HSS-R DIN338 válcovaný......................................................... 3 Vrták do kovu HSS-R SH13 DIN338 válcovaný s redukovanou stopkou.....................................
VRTÁKY DO KOVU Vrták do kovu HSS-R DIN338 válcovaný......................................................... 3 Vrták do kovu HSS-R SH13 DIN338 válcovaný s redukovanou stopkou.....................................
Materiály charakteristiky potř ebné pro navrhování
 2 Materiály charakteristiky potřebné pro navrhování 2.1 Úvod Zdivo je vzhledem k velkému množství druhů a tvarů zdicích prvků (cihel, tvárnic) velmi různorodý stavební materiál s rozdílnými užitnými vlastnostmi,
2 Materiály charakteristiky potřebné pro navrhování 2.1 Úvod Zdivo je vzhledem k velkému množství druhů a tvarů zdicích prvků (cihel, tvárnic) velmi různorodý stavební materiál s rozdílnými užitnými vlastnostmi,
CZ.1.07/1.5.00/34.0304
 Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,