Příloha 1. Výkres čelisti č
|
|
|
- Jaromír Havlíček
- před 4 lety
- Počet zobrazení:
Transkript
1 Příloha 1 Výkres čelisti č
2 Příloha 2 Technický list stroje Chiron FZ 08K

3 Příloha 3 Technologický postup čelisti
4 Příloha 4 Návodka nástrojový list
5 Příloha 5 Tabulky adres a funkcí pro Sinumerik 840D Adresové znaky použité pro NC kód řešené součásti 13 Znak Význam A Úhlový rozměr kolem osy X B Úhlový rozměr kolem osy Y D Korekce nástroje F Posuvová funkce G Přípravná funkce H Funkce definovaná výrobcem stroje I Interpolační parametr v ose X J Interpolační parametr v ose Y K Interpolační parametr v ose Z M Pomocné funkce N Číslo bloku P Počet opakování R Parametr S Otáčková funkce vřetene T Nástrojová funkce X Rozměr primárního pohybu v ose X Y Rozměr primárního pohybu v ose Y Z Rozměr primárního pohybu v ose Z Seznam funkcí použitých pro NC kód řešené součásti 19 Adresa a Význam kód funkce G0 Lineární interpolace rychloposuvem G1 Lineární interpolace pracovním posuvem G2 Kruhová interpolace ve směru hodinových ručiček G3 Kruhová interpolace proti směru hodinových ručiček G4 Časová prodleva G40 Zrušení poloměrové korekce G41 Poloměrová korekce pro nástroj vlevo od kontury G42 Poloměrová korekce pro nástroj vpravo od kontury G53 Potlačení aktuálního nulového bodu nulový bod stroje G54 - G56 Nulové body obrobku G64 Režim řízení pohybu po dráze G81 Vrtací cyklus G80 Ukončení vrtacího cyklu G90 Absolutní programování od nulového bodu obrobku MSG Programovatelná hlášení H182-M182 Uvolnění a zajištění brzdy dělícího přístroje CFC Konstantní posuv na kontuře CFTCP Konstantní posuv na střed nástroje H1 H2 Start a konec měření času H70 Automatický start programu M60 Impuls pro počet spuštění programu M17 Konec podprogramu M30 Konec programu M11 Otevření kleštiny
6 Příloha 6 Katalogový list ISCAR 14



7 Příloha 7 Řezné podmínky z katalogu ISCAR14
8 Příloha 8 Část hlavního programu %_N_ _MPF ;$PATH=/_N_WKS_DIR/_N_ _WPD N10 H1 ;STOPKY START N20 H10 ;TEPLOTNI KONTROLA N30 H70 ;AUTOMATICKY START N40 ;POSPICHAL OLDRICH N50 ABC: N60 G54 N70 G90 N80 G0 G53 G90 Z0 D0 M5 M9 N90 TOCH(4) ; (FR. ST. HR. D=8.00) N100 G54 N110 L1 P1 ;(HRUB. OBVODU FCNI KONCOVKY 1) N120 G54 N130 L2 P1 ;(HRUB. OBVODU FCNI KONCOVKY 2) N140 G54 N150 L3 P1 ;(HRUB. VNEJSKU FCNI KONCOVKY) N160 G54 N170 L4 P1 ;(HRUB. PLOCHY POD VROUBKY 1) N180 G54 N190 L5 P1 ;(HRUB. PLOCHY POD VROUBKY 2) N200 G0 G53 G90 Z0 D0 M5 M9 N210 TOCH(2) ; (FR. ST. D=6.00) N220 G54 N230 L6 P1 ;(OBVOD FCNI KONCOVKY NACISTO 1) N240 G54 N250 L7 P1 ;(OBVOD FCNI KONCOVKY NACISTO 2) N260 G54 N270 L8 P1 ;(VNEJSEK VNITREK FCNI KONCOVKY NACISTO) N280 G0 G53 G90 Z0 D0 M5 M9 N290 TOCH(12) ; (FR. KOT. D=40 60ST) N300 G55 N310 L9 P1 ;(VROUBKY 1) N320 G0 G53 G90 Z0 D0 M5 M9 N330 TOCH(1) ; (FR. ST. D=6 VNITR. R=2) N340 G56 N350 L10 P1 ;(ZAOBLENI HRAN FCNI KONCOVKY) N360 G0 G53 G90 Z0 D0 M5 M9 N370 TOCH(8) ; (FR. TECH D=10/5 90ST) N380 G54 N390 L11 P2 ;(SRAZENI HRAN OZUBENI) N920 G0 G53 G90 Z0 D0 M5 M9 N930 TOCH(9) ;(VRTAK D=0.81) N940 G54 N950 L26 ;(PREVRTANI OTVORU D0.81) N960 G0 G53 G90 Z0 D0 M5 M9 N970 TOCH(10) ;(VRTAK D=1.01) N980 G54 N990 L27 ;(PREVRTANI OTVORU D1.01) N1000 G0 G53 G90 Z0 D0 M5 M9 N1010 TOCH(11) ;(FREZA ST. D=1.5) N1020 G54 N1030 L28 P1 ;(ODRIZNUTI) N1040 G53 G90 G0 Z0 D0 M5 M9 N1050 G0 Y150 N1070 ;GOTOB ABC N1080 M11 ;OTEVRENI KLESTINY N1090 M60 ;IMPULS POCET KUSU N1100 M20 ;OTEVRIT DVERE N1110 H2 ;STOPKY KONEC N1120 M30
9 Příloha 9 Vybrané podprogramy %_N_L18_SPF ;$PATH=/_N_WKS_DIR/_N_ _WPD N10 MSG ("VYBRANI PRED OZUBENIM NACISTO") N20 D1 G64 S3900 M3 M8 N30 H182 N40 M182 N50 G0 B=DC(180) A-90 X4.3 Y12.5 N60 G0 Z1 N70 G1 Z-2.75 F1000 N80 G42 G1 X2.500 Y F180 N90 G1 X N100 G40 G1 Y N110 G0 Z1 N120 M17 %_N_L19_SPF ;$PATH=/_N_WKS_DIR/_N_ _WPD N10 MSG ("FREZOVANI ZAMKU Z PRVNI STRANY NACISTO") N20 D1 G64 S3900 M3 M8 N30 M182 N40 H182 N50 G0 B=DC(90) A-90 X4.65 Y19.60 N60 G0 Z1 N70 CFC N80 G1 Z-2.4 F1000 N90 G42 G1 X2.500 Y F100 N100 G1 X2.400 N110 G1 X1.921 Y N120 G2 X0.633 Y CR=2.60 N130 G3 X0.406 Y CR=0.30 N140 G1 Y N150 G40 G1 X N160 G42 G1 Y N170 G1 X N180 G1 X Y N190 G2 X Y CR=2.60 N200 G3 X Y CR=0.50 N210 G1 Y N220 G40 G1 X1.900 N230 G0 Z-1.40 N240 G1 X N250 G1 Y N260 CFTCP N270 G0 Z1 N280 M17 %_N_L20_SPF ;$PATH=/_N_WKS_DIR/_N_ _WPD N10 MSG ("NAVRTANI OTVORU") N20 D1 G64 S7600 M3 M8 N30 H182 N40 M182 N50 G0 B=DC(90) A-90 X-1.40 Y N60 G0 Z1 N70 G1 Z-0.4 F1000 N80 R2=-0.4 R3=-1.8 R10=1 N90 F53 N100 G81 N110 G80 N120 G0 X0.000 Y N130 R2=-1.4 R3=-2.8 R10=1 N140 G81 N150 G80 N160 M17
10 Příloha 10 Část programu z CAM softwaru %_N_ CAM_MPF ;$PATH=/_N_WKS_DIR/_N_ CAM_WPD N30 ;( VYTVORIL: oldrich.pospichal ) N32 H10 ;THERMOCONTROLA N34 H1 N36 H70 ;AUTOSTART N38 G54 N40 G90 N42 D0 G0 G90 G53 Z0.0 M5 M9 N44 TOCH(4) ;(ST_HR_SK_D8.00_ISCAR D = 8.0 R = 0.0) N46 D1 G64 S2387 M3 M8 N48 MSG("HR_OBVODU_FCNI_KONCOVKY_1") N50 G54 ;G54_B180_A-90 N52 H182 N54 M182 N56 G0 A-90. B=DC(180.) N58 X-7.58 Y Z3.4 N60 G1 Z-3. F1000 N62 G42 X Y F286 N64 X Y F573 N66 X Y N68 X Y N70 X Y N72 X Y N74 X Y N76 X Y N78 X Y N80 X Y N82 X Y N84 X-2. Y N86 X Y N88 X Y N90 X Y N2904 G1 X-3.37 Y N2906 G0 Z3.4 N2908 MSG("ODRIZNUTI_3") N2910 G54 ;G54_B90_A-90 N2912 H182 N2914 M182 N2916 G0 A-90. B=DC(90.) N2918 X.461 Y Z3.4 N2920 G1 Z.2 F1000 N2922 G42 X-.178 Y F63 N2924 G2 X-.4 Y CR=1.5 N2926 X-.36 Y CR=1.5 N2928 G3 X-.346 Y CR=.5 F127 N2930 X-.363 Y CR=.5 N2932 G2 X-.4 Y CR=1.05 N2934 G1 Y N2936 G3 X-1.4 Y CR=1. N2938 X-2.4 Y CR=1. N2940 G2 X Y CR=1.5 N2942 G40 N2944 G1 X-3.37 Y N2946 G0 Z3.4 N2948 G53 G90 G0 Z0 D0 M5 M9 M83 N2950 M11 ;KLESTINU UVOLNIT N2952 M60 ;POCET KUSU N2954 M20 ;OTEVRIT DVERE N2956 H2 N2958 M30
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
(12) Základy CNC programování
 Základy CNC programování") Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Pohyb rychlým posuvem (G0, RTLION, RTLIOF)
") Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
Střední průmyslová škola, Hronov, Hostovského 910, 549 31 Hronov
 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 04 Vrtání a vyvrtávání
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
l: I. l Tento projekt je spolufinancován Evropskou unií a státním rozpočtem České republiky.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015
 PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
PRS Počítačem řízené stroje. 1. Gravírování. 1.1 Využití gravírování. 1.2 Stroj pro gravírování KOSY 2
 PRS Počítačem řízené stroje 1. Gravírování 1.1 Využití gravírování Gravírování je mechanické odebrání materiálu v předem určených místech na požadovaném povrchu. Tuto technologii používáme pro označení
PRS Počítačem řízené stroje 1. Gravírování 1.1 Využití gravírování Gravírování je mechanické odebrání materiálu v předem určených místech na požadovaném povrchu. Tuto technologii používáme pro označení
Nejenom výcvik, skutečná akce! Reálný výcvik s průmyslovým výkonemt
 [ To je ] E[M]CONOMy: Nejenom výcvik, skutečná akce! Concept turn 250 Reálný výcvik s průmyslovým výkonemt Concept TURN 250 Nekompromisní kvalita do posledního šroubku, a to za nepřekonatelnou cenu. Stroj
[ To je ] E[M]CONOMy: Nejenom výcvik, skutečná akce! Concept turn 250 Reálný výcvik s průmyslovým výkonemt Concept TURN 250 Nekompromisní kvalita do posledního šroubku, a to za nepřekonatelnou cenu. Stroj
NOVĚ. Vrtací závitová fréza se 2 břity a fazetou 45. vnitřní chlazení, bez povlaku. Závitová mikrofréza
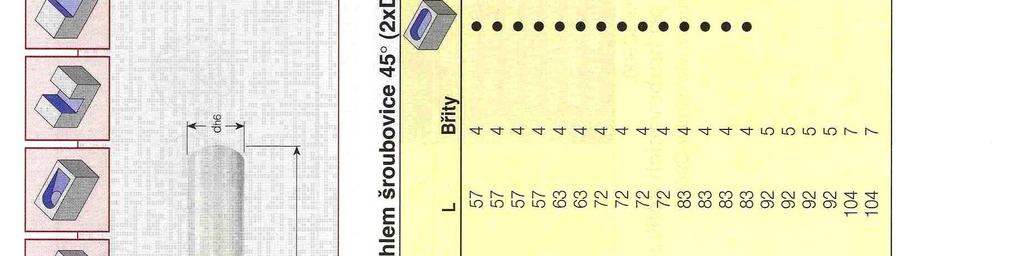
 Závitová fréza bez zahlubovací fazety Závitová fréza se zahlubovací fazetou 45 Univerzální závitová fréza se zúženým krkem Vrtací závitová fréza se 2 břity a fazetou 45 Závitová mikrofréza (3xD) M1,6 -
Závitová fréza bez zahlubovací fazety Závitová fréza se zahlubovací fazetou 45 Univerzální závitová fréza se zúženým krkem Vrtací závitová fréza se 2 břity a fazetou 45 Závitová mikrofréza (3xD) M1,6 -
Střední průmyslová škola, Jihlava. EMCO WinNC SINUMERIK 840D Soustružení
 Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
1 Hrubování, dokončování
 1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
NC a CNC stroje číslicově řízené stroje
 NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Obsah. Začínáme pracovat v InventorCAMu - frézování. 1995-2009 SolidCAM WWW.INVENTORCAM.CZ. All Rights Reserved.
 Obsah Začínáme pracovat v InventorCAMu - frézování WWW.INVENTORCAM.CZ 1995-2009 SolidCAM All Rights Reserved. 1 2 2 Obsah Obsah 1. Přehled modulů InvnetorCAMu... 11 1.1 2.5D Frézování... 12 1.2 Obrábění
Obsah Začínáme pracovat v InventorCAMu - frézování WWW.INVENTORCAM.CZ 1995-2009 SolidCAM All Rights Reserved. 1 2 2 Obsah Obsah 1. Přehled modulů InvnetorCAMu... 11 1.1 2.5D Frézování... 12 1.2 Obrábění
Katalog 2018 Frézky na kov
 www.vyrobnistroje.cz Katalog 2018 Frézky na kov FM-18L Objednací číslo 1112122-2-L 20mm Kapacita čelního frézování 63mm Kapacita obvodového frézování 16mm stolu 700x180mm 480x175mm 3x T12 Vzdálenost vřetene
www.vyrobnistroje.cz Katalog 2018 Frézky na kov FM-18L Objednací číslo 1112122-2-L 20mm Kapacita čelního frézování 63mm Kapacita obvodového frézování 16mm stolu 700x180mm 480x175mm 3x T12 Vzdálenost vřetene
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 05 Závity
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 05 Závity Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 - Správa
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 05 Závity Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 - Správa
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
6. ZADÁNÍ POSUVU. V = S.β
 Zadání posuvu 6. ZADÁNÍ POSUVU Pracovní posuv po obráběné křivce se programuje pod adresou F. Posuv je zadáván způsobem podle G-funkce skupiny G6, nebo-li tato funkce určuje rozměr adresy F. Při programování
Zadání posuvu 6. ZADÁNÍ POSUVU Pracovní posuv po obráběné křivce se programuje pod adresou F. Posuv je zadáván způsobem podle G-funkce skupiny G6, nebo-li tato funkce určuje rozměr adresy F. Při programování
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI
 VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Vznik a vývoj CNC DNC. Vznik a vývoj. Základní pojmy počítačové podpory. Základní pojmy CNC řízení. Číslicové řízení ve strojírenské technologii
 Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI
 VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
Overmach Service s.r.l.
 KAPITOLA 1...1-1 1.1 FUNKCE G...1-2 1.2 FUNKCE M...1-5 1.2.1 STANDARDNÍ FUNKCE...1-5 1.2.2 SPECIÁLNÍ FUNKCE M PRO SOUSTRUHY DAEWOO...1-5 1.3 ČÍSLOVÁNÍ BLOKŮ...1-8 1.4 ZAČÁTEK A KONEC PROGRAMU...1-8 1.5
KAPITOLA 1...1-1 1.1 FUNKCE G...1-2 1.2 FUNKCE M...1-5 1.2.1 STANDARDNÍ FUNKCE...1-5 1.2.2 SPECIÁLNÍ FUNKCE M PRO SOUSTRUHY DAEWOO...1-5 1.3 ČÍSLOVÁNÍ BLOKŮ...1-8 1.4 ZAČÁTEK A KONEC PROGRAMU...1-8 1.5
CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE
 v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_2_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_2_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Najíždění na konturu a odjíždění od ní (NORM, KONT, KONTC, KONTT)
") Funkce Předpoklady Syntaxe Prostřednictvím příkazů NORM, KONT, KONTC nebo KONTT je možné při aktivované korekci rádiusu nástroje (G41/G42) přizpůsobit dráhu pro najíždění a odjíždění nástroje na požadovanou
Funkce Předpoklady Syntaxe Prostřednictvím příkazů NORM, KONT, KONTC nebo KONTT je možné při aktivované korekci rádiusu nástroje (G41/G42) přizpůsobit dráhu pro najíždění a odjíždění nástroje na požadovanou
Měřící sonda Uživatelská příručka
 Měřící sonda Uživatelská příručka 1995-2012 SolidCAM All Rights Reserved. Obsah Obsah 1. Úvod... 7 1.1. Přidání operace Měřící sonda... 11 1.2. Dialogové okno Operace měřící sondy... 12 2. Počáteční definice...
Měřící sonda Uživatelská příručka 1995-2012 SolidCAM All Rights Reserved. Obsah Obsah 1. Úvod... 7 1.1. Přidání operace Měřící sonda... 11 1.2. Dialogové okno Operace měřící sondy... 12 2. Počáteční definice...
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
TNC 620. Uživatelská příručka Programování cyklů. NC-software 817600-01 817601-01 817605-01
 TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách
 zákona č. 137/2006 Sb., o veřejných zakázkách") Název veřejné zakázky: Multifunkční obráběcí soustružnické centrum II Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách Technická podmínka:
Název veřejné zakázky: Multifunkční obráběcí soustružnické centrum II Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách Technická podmínka:
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Učení při výrobě. Concept turn 450. CNC výcvik s průmyslovým výkonem
 [ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
[ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
Obsah. CNC Programy WOP. Exec Grafické. okno. CNC řízení. Přípravné funkce. Pomocné funkce. Pevný formát CNC programu.
 S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
CNC stroje. Všechny funkce stroje jsou řízeny počítačem (řídícím systémem).
.") CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony