Výroba plošných spojů
|
|
|
- Simona Jarošová
- před 8 lety
- Počet zobrazení:
Transkript
1 Výroba plošných spojů V současné době se používají tři druhy výrobních postupů: Subtraktivní, aditivní a semiaditivní. Jak vyplývá z názvu, subtraktivní postup spočívá v odstraňování přebytečné mědi (leptání), aditivní postup znamená nanášení vodivých cest a semiaditivní postup je kombinací obou předchozích metod, tedy z části nanášení cest, z části leptání. Subtraktivní metodu známe téměř všichni, kteří jsme se kdy pokusili zhotovit podomácku plošný spoj. Jedná se o leptání základního materiálu s měděnou fólií, tedy o standardní postup, který se vyznačuje především nízkou výrobní cenou. V technologii dvoustranných a vícevrstvých plošných spojů s prokovenými otvory se ovšem v současné době používá semiaditivní metoda, která je vhodná především pro prototypovou a malosériovou výrobu. Právě tuto metodu si blíže popíšeme..

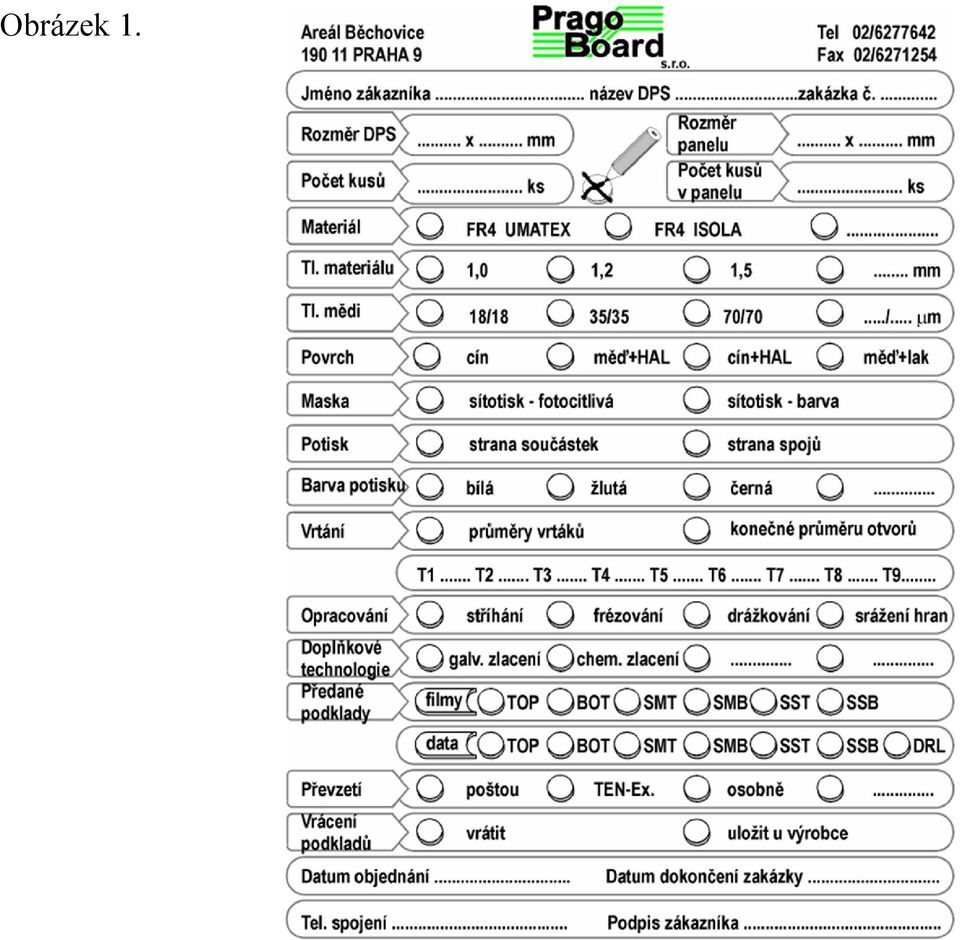
2 Semiaditivní metoda výroby desky plošného spoje: Touto metodou je možné vyrábět jednostranné, dvoustranné i vícevrstvé desky plošných spojů. V České republice semiaditivní metodu používá zhruba 15 výrobců plošných spojů. Základní postup si ukážeme na dvoustranné desce s prokovenými otvory, nepájivou maskou a servisním potiskem. Není cílem podrobně a do detailu seznámit s technologickými postupy výroby plošných spojů. V následujících kapitolách bude popsán výrobní postup do úrovně, kterou by měl znát každý návrhář plošných spojů. Návrhář při návrhu plošných spojů totiž musí uvažovat tak, aby jeho návrh byl vyrobitelný (DFM = Design For Manufacturing). Výroba dvoustranných desek plošných spojů Celý postup je znázorněn na obrázku 2, který zachycuje nejdůležitější výrobní kroky plošného spoje. Na řezu uvidíme, jak se postupně vytváří pájecí ploška, prokov a spoj. Vůbec prvotním krokem je akt zadání výroby. Spočívá v dodání výrobních podkladů (technologických dat) a vyplnění objednávkového listu. Formát technologických dat a jejich rozsah je nutné předem dohodnout s výrobcem plošných spojů. Objednávkový list by měl obsahovat přesnou specifikaci všech důležitých parametru výsledného plošného spoje. Příklad konkrétního objednávkového listu je uveden na obrázku 1.

3 Obrázek 1.
4 Před vlastni výrobou provede výrobce nejdříve technologický rozbor zakázky a upraví technologická data. Mezi základní operace v teto fázi patří kontrola, případně umístěni soutiskových křížů, úprava ostrahových značek, umístění testovacích obrazců a vytvořeni galvanické protiváhy, což je zhruba 2 cm široký prstenec okolo celé desky plošného spoje. Tento prstenec napomáhá homogenizaci proudových toků při galvanických operacích. Pro výše uvedenou úpravu dat používá výrobce speciální software, určený pro předvýrobní zpracovaní zákaznických dat. Následuje vykresleni filmových matric, případně vytvořeni výrobních kopií. Filmové matrice se vykresluji na fotoplotru. Jedná se o zařízeni, které pomoci laseru vykreslí požadovaný motiv na fotocitlivou folii, která se vyznačuje vysokou rozměrovou stálostí (0,1 až 0,3 mm na 1 metr délky při změně teploty o 25 K). Tloušťka filmu je 7 milů (0,18 mm). Motiv je vykreslován s přesnosti 1.10 µm. Matrice se přímo pro výrobu používají pouze v případě kusové výroby (do 1é kusů). Při větších sériích se používají výrobní kopie, které se vytvářejí osvitem z matric na fotocitlivý materiál (diazokopie). V tomto okamžiku je vše připraveno k započetí přímých prací na výrobě plošného spoje. Prvním krokem je formátování základního materiálu. Základní materiál pro semiaditivní postup je nosná deska, plátovaná z obou stran vodivou fólií mědi. Formátování spočívá v nastřižení plátované desky na určitý rozměr, vyvrtání montážních otvorů pro uchycení desky při některých výrobních operacích a obroušení hran po ostřihu.

5 Nosná deska může být vytvořena z tvrzeného papíru, teflonu, kaptonu, polyimidu, invaru na hliníkové desce atd. Mezi nejrozšířenější materiály ovšem patří skelný laminát plněný epoxidovou pryskyřici. Tento materiál se označuje FR4. Do objednávkového listu je nutné zadat tloušťku tohoto materiálu. Standardně se používá tloušťka 1,5 mm, k dispozici jsou materiály o tloušťce v rozsahu 0,2 a. 3,2 mm. Měděná fólie může mít tloušťku 18, 35, 70 připadne 105 µ m. Ve výjimečných případech lze použít i tloušťky5nebo9 µm (pro výrobu desek s šířkou spoje a izolační vzdálenosti pod 100 µ m). Standardně se používá elektrolyticky vyloučená měděná fólie o čistotě 99,8% o tloušťce 18 µ m. Na nosnou desku se plátuje vysokým tlakem a teplotou. Po formátování nastupuje vrtání na souřadnicové vrtačce, vyčištění otvorů a odstranění otřepu po vrtání obrázek 2a. Deska plošného spoje se obloží zespodu 2 mm tlustou dřevěnou podložkou a shora 0,2 mm hliníkovou fólií. Hliníková fólie má dva úkoly. Jednak odvádí teplo, vznikající při vrtání a jednak eliminuje jev odchýlení vrtáku při vnoření do vrtaného materiálu. K onomu odchýlení dochází právě v hliníkové fólii a v plošném spoji je již otvor přímý. Vrtání je vysoce přesná operace. Polohování je řízeno s přesností 10 μm. Pro uchycení vrtáku se používá vysokoobrátkové vřeteno ( až otáček /min.) s řízeným vnořením a odsáváním pilin. Optimální rychlost vnoření je rovna poloměru vrtáku za jednu jeho otáčku. Vřeteno umí samostatné měnit vrtáky připravené v zásobnících. Vrtáky bývají k dispozici ve škále průměrů od 0,4 mm do 6,3 mm po 0,05 až 0,1 mm. Otvory větších průměrů se frézují. Počet poloh v zásobníku souřadnicové vrtačky je zpravidla 9. U vyvrtané desky je nutné kartáčováním začistit otřepy der a dále z povrchu mědi odstranit piliny a mastnoty. Deska se tak připravuje na prokovení otvorů, které je bezesporu nejchoulostivější operací výrobního postupu.

6 Obrázek 2.
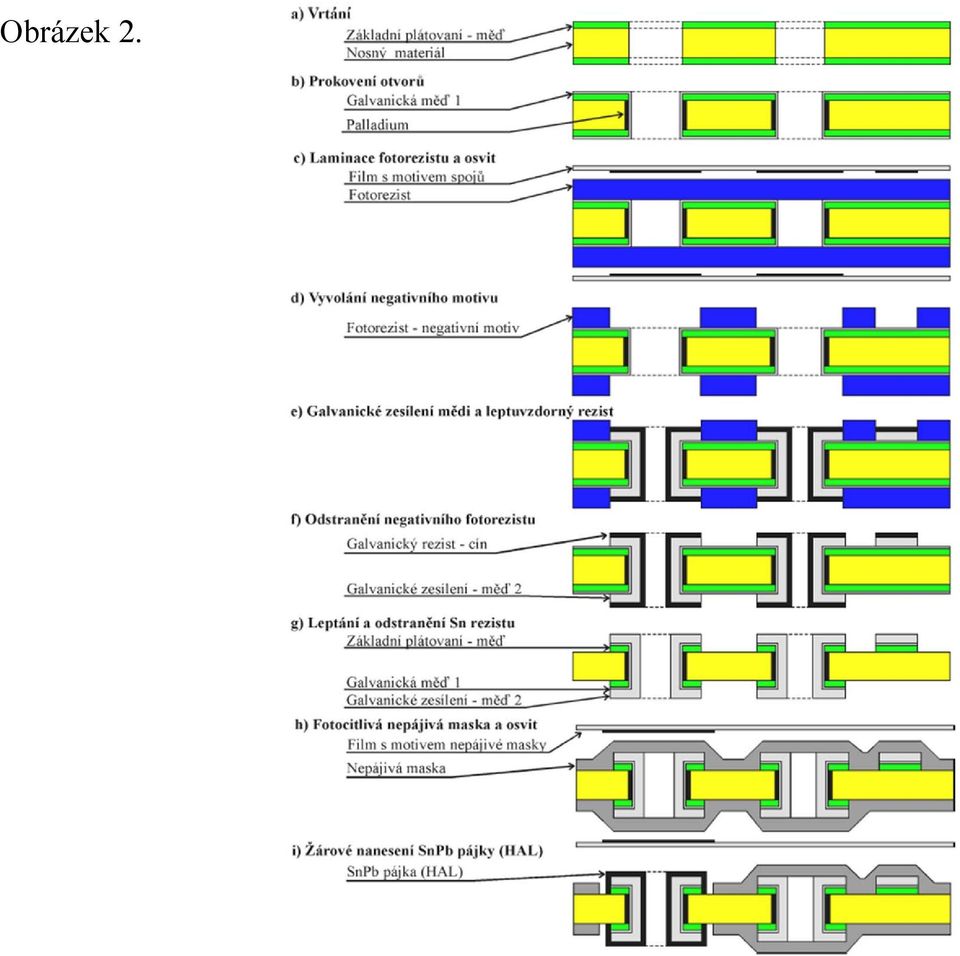
7 Prokovení otvorů se v současné době provádí metodou přímého horizontálního pokovení. Výsledkem je nanesení 6 až 8 µm mědi obrázek 2b. Dalším krokem je laminace fotorezistu, osvit motivu a vyvolání negativního motivu (obrázek 2c a 2d). Jako fotorezist se používá 38 μm silná fólie fotocitlivého polymeru, která se v laminátoru naválcuje na prokovenou desku. Při velkosériové výrobě se ovšem používají tekuté rezisty. Na takto připravenou desku se přiloží film s motivem spojů a provede se osvit pomocí 5kW výbojky. Tato operace je citlivá na čistotu prostředí (částice 10μm se již jeví jako nečistota, upadlý lidský vlas je bez problému vyrobitelný jako spoj o šířce 100 µm). Proto se musí provádět v čistých prostorách, které nesmí obsahovat více než částic větších než 1 μm nam 3.Nenítřeba zdůrazňovat, že film se musí na vyvrtanou a prokovenou desku přiložit s maximální přesností. Pro přesné usazení slouží soutiskové značky, které jsou umístěny v rozích plošného spoje. Film je k desce fixován vakuovým rámem. Osvícený rezist se vyvolá v 1% sodě. Takto vznikne negativní motiv budoucích spojů. Na místech odkrytých fotorezistem se provede galvanické zesílení médi a nanese se leptu vzdorný rezist (obrázek 2e). Tloušťka galvanického zesílení médi je typicky 20 µm, přičemž poměr mezi tloušťkou zesílení na povrchu desky a v prokoveném otvoru je 10:9 až 10:8. Jako leptu vzdorný rezist se používá 12 µm silná vrstva cínu a nanáší se opět galvanicky. Poté se odstraní fotorezist. Deska je připravena pro leptání (obrázek 2f). Na tomto obrázku nejlépe vynikne výhoda semiaditivní metody výroby plošných spojů. Výsledná tloušťka spojů je vetší než odleptávaná hloubka!!! Galvanické zesílení mědi se totiž provádí pouze na odkrytých místech, tedy v místech spojů, pájecích plošek a prokovů.

8 Při leptání dochází samozřejmě k poleptání a tedy čím menší tloušťku médi leptáme, tím menšího poleptání dosáhneme. Pozorní si jistě všimli, že na obrázku 2 není ono podleptání znázorněno. Reálný profil leptaného spoje je na obrázku 3. Obrázek 3. Výsledek leptání a následného odstranění cínového rezistu je vidět na obrázku 2g. V tomto okamžiku je deska připravena pro testování. Existují dva druhy testeru optické a elektrické. Optický tester scanuje povrch desky a zjišťuje odchylky testované desky od referenčních dat. Elektrický tester měří odpor mezi zadanými místy na desce. Na otestovanou a očištěnou desku se nanese fotocitlivá nepájivá maska, přiloží se film s odpovídajícími motivy a provede se osvit (obrázek 2h). Neexponovaná místa jsou vymyta ve vyvolávacím zařízení a maska je tepelně vytvrzena. Úkolem nepájivé masky je chránit měděné spoje před vnějšími vlivy a zakrýt místa, na která nemá být nanesena pájka. Zároveň slouží jako ochrana motivu před nežádoucím zkratováním.
.")
9 Po vytvrzení nepájivé masky následuje žárové nanesení SnPb pájky nebo bezolovnaté pájky. Uvedená operace se též nazývá HAL (Hot Air Levelling). Provádí se ponořením desky do tavidla a poté na čtyři sekundy do vany s roztavenou pájkou. Při vynořování se odfouknou přebytky pájky horkým vzduchem (vzduchovým nožem). Síla nanesené vrstvy se pohybuje okolo 10 μm. Pájka zaručuje snadnou hájitelnost a klimatickou odolnost pájecích plošek. Výsledek je zřejmý z obrázku 2i. Výroba běžných dvoustranných spojů touto operací končí. Následovalo by pouze formátování na výsledný rozměr. Často chceme z důvodu přehlednosti jednotlivé součástky na plošném spoji označit takzvaným servisním potiskem. Jedná se o popis zpravidla bílou barvou, která se na plošný spoj nanáší pomocí sítotisku. Při návrhu plošných spojů je nutné dát pozor na to, aby texty nebyly vytvořeny příliš tenkými čárami. Metoda sítotisku v dané technologii zpravidla neumí vytisknout čáry tenčí než 8 milů (0,2 mm). Pro tisky popisu se používají dvousložkové epoxidové barvy, které se po nanesení tepelně vytvrzují. Při návrhuplošnéhospojejedůležité zajistit, aby žádné objekty z vrstev servisního potisku nezasahovaly do pájecích plošek. Výrobci plošných spojů nabízejí jako součást své technologie operaci zlacení. Podle způsobu nanášení rozlišujeme zlaceni chemické a galvanické. Vlastnímu naneseni zlata ovšem předchází kromě očištěni povrchu mědi ještě niklování. Galvanicky vytvořená vrstva mědi je totiž značně porézní a při primem zlaceni by zlato pronikalo do příliš velké hloubky v mědi, což by znamenalo extrémně velkou spotřebu zlata. Proto se nejdříve nanáší levnější nikl a na něj teprve zlato. Při chemickém nanášení se používá 1 µm niklu a 0,1 µm zlata. Při galvanické technologii potom 5 µm niklu a 1 µm zlata. Chemické zlaceni je vhodné jako ochrana pájecích plošek při dlouhodobém skladováni desek před jejich pájením (vice ne. 1 rok). Galvanické zlaceni se používá při zlacení přímých konektorů. Pozor na nutnost vzájemného spojeni všech zlacených ploch při galvanickém nanášení!

10 Poslední výrobní operací je formátování na výsledný rozměr. Používají se tři způsoby: Ostřih na padacích nůžkách jedná se o nejjednodušší, nejrychlejší ale zároveň málo přesnou operaci (±0,25 mm). Na hranách desky zůstávají otřepy skelného laminátu a proto je vhodné jejich zabroušení na rovinné brusce. Ostřih není vhodný u desek, které mají být zasunuty do přesných drážek (přesnost operace) a dále u desek, které přicházejí do styku s lidskou pokožkou (otřepylaminátu).ostřih se provádí podle speciálních ostřihových značek nebo méně přesně podle orámování obrysu plošného spoje. Vzhledem k výsledným tolerancím a mechanickému namáhání materiálu přiostřihu je vhodné dodržet minimální vzdálenost vodivého motivu od okraje desky 2,5 mm. Frézování provádí se zpravidla na stejném přístroji jako vrtání, pouze se do vřetena uchytí místo vrtáku frézka o průměru 1,5 až 2,5 mm. Přesnost frézování je ±0,1 mm. Minimální vzdálenost motivu od okraje desky je 1,5 mm. Frézování se dále používá pro získání vnitřních otvorů ovětším průměru než 6,3 mm, nepravidelných otvorů avýřezů. Za tímto účelem bývá vhodné výrobci dodat ve speciální vrstvě obrysy ve formátu Gerber (shodné s ostatními). Z těchto dat je totiž možné vygenerovat data pro počítačem řízené frézování. Drážkování je vhodné přivýrobě velkého množství malých desek vedle sebe, které navíc mají být osazovány a pájeny strojně. Výrobce plošných spojů provede pouze oboustranné naříznutí obrysů adestičky zůstanou vedle sebe jako jedna velká deska. Naříznutí ztenčí desku po celém obvodu obrysu na 0,4 mm. Šírka drážky je 0,8 mm. Po osazení se potom jednotlivé destičky snadno oddělí rozříznutím. POZOR!!! Drážkování není určeno pro následné rozlámání. Mohlo by dojít ke zlomení SMD součástek u okrajů destiček. Minimální vzdálenost motivu od okraje desky je 2,5 mm.

11 Součástí výrobního procesu je také ekologie. Použité lázně z chemických procesů se musejí zneutralizovat ve speciální neutralizační stanici a zbavit se sraženin na polypropylenových membránách tak, aby do splaškové kanalizace odcházela čistá voda. Z uvedeného postupu vyplývá, že se jedná o časově náročný proces. Je ověřeno, že minimální celková technologická doba výroby je vyšší než 7 hodin. Z počtu operací nutně vyplývá, že interní chybovost výroby nebude nulová. Pohybuje se v rádu 1 až 2 %. Výroba cícevrtvých desek plošných spojů Výroba vícevrstvých desek plošných spojů semiaditivní technologií je odvozena od postupu pro dvoustranné spoje. Obecně je možné vícevrstvé spoje vyrábět bud dalším postupným vrstvením izolačních laminátů a měděných plátu na základní jádro (tenkou dvoustrannou desku) nebo laminací dílčích tenkých dvoustranných desek. V následujících odstavcích si popíšeme jeden z možných postupu výroby čtyřvrstvé desky, pro jednoduchost pouze s otvory procházejícími celou deskou, přičemž vynecháme veškeré detaily, shodné s dříve popsanou technologií pro dvoustranné desky.

12 Obrázek 2.
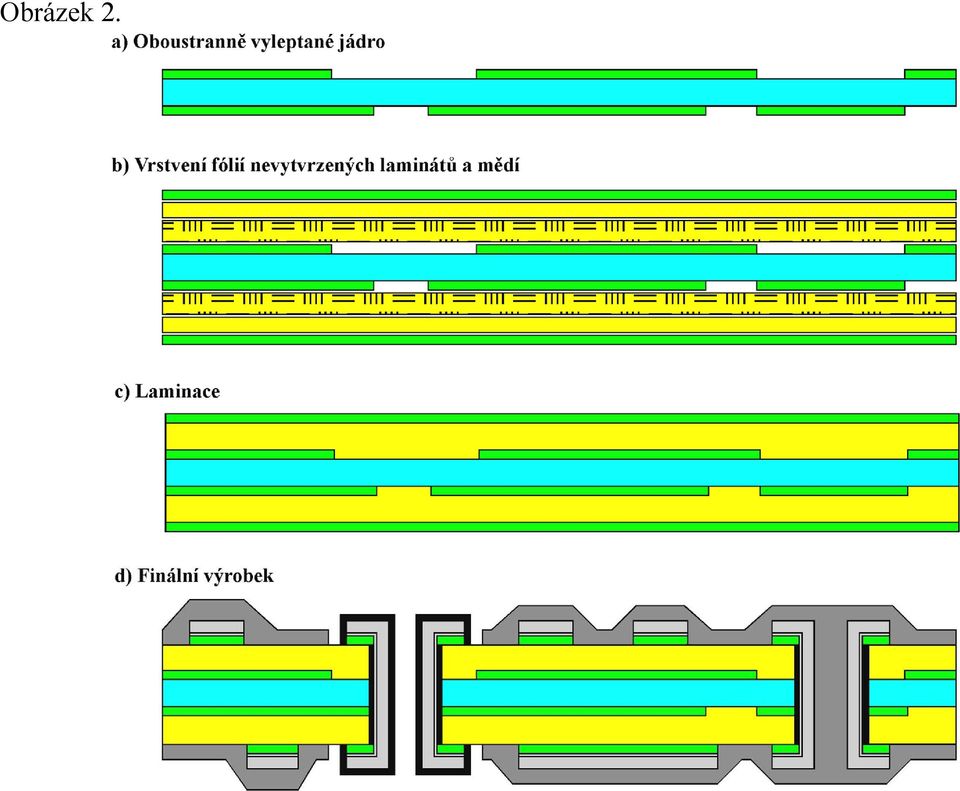
13 1. Nejdříve se vytvoří vodivé obrazce na základním jádru (obrázek 4a). 2. Na jádro se postupně navrství hrubší a jemnější fólie ze skelné tkaniny s pryskyřicí, která není úplně vytvrzená a na ne měděné fólie. (obrázek 4b). Hrubší fólie musí vyplnit a vyrovnat nerovnosti na základním jádru (mezi měděnými spoji). K jemnější fólii potom dobřepřilne měděná fólie. 3. Ve výkonném laminátoru (lis s vysokou teplotou a tlakem) se provede vytvrzení celé sestavy (obrázek 4c). Jelikož zvenčí vypadá takto vyrobený sendvič jako dvoustranná deska, bude další výrobní postup shodný s obrázkem 2 vrtání, prokovy, fotorezist, zesílení mědi, leptu vzdorný rezist atd. Výsledná deska je potom znázorněna na obrázku 4d.
 se provede vytvrzení celé sestavy (obrázek 4c).")
Konstrukční třídy přesnosti
 Konstrukční třídy přesnosti Třída přesnosti 4 5 6 W min. 12 8 6 Isol min. 12 8 6 V min. 24 16 12 PAD min. V+24 V+16 V+12 SMask min. PAD+10 PAD+8 PAD+6 Další důležitý parametr: Aspect Ratio = poměr V :
Konstrukční třídy přesnosti Třída přesnosti 4 5 6 W min. 12 8 6 Isol min. 12 8 6 V min. 24 16 12 PAD min. V+24 V+16 V+12 SMask min. PAD+10 PAD+8 PAD+6 Další důležitý parametr: Aspect Ratio = poměr V :
Výroba desek plošných spojů
 Výroba desek plošných spojů PCB = Printed Circuit Board DPS = Deska Plošných Spojů Konstrukční třídy přesnosti Finální úpravy DPS Technologie výroby 2-stranných a vícevrstvých desek HDI slepé a utopené
Výroba desek plošných spojů PCB = Printed Circuit Board DPS = Deska Plošných Spojů Konstrukční třídy přesnosti Finální úpravy DPS Technologie výroby 2-stranných a vícevrstvých desek HDI slepé a utopené
Podklady pro výrobu :
 Podklady pro výrobu : plošné spoje Data motivu : Optimální formát je Gerber 274 X. Označte orientaci spojů, nejlépe jakýmkoli čitelným nápisem, např. název dps! Podklady musí odpovídat potřebám technologie
Podklady pro výrobu : plošné spoje Data motivu : Optimální formát je Gerber 274 X. Označte orientaci spojů, nejlépe jakýmkoli čitelným nápisem, např. název dps! Podklady musí odpovídat potřebám technologie
Povrchová montáž 1. SMT 2. SMD
 Povrchová montáž Při klasické montáži jsou součástky s drátovými přívody po předchozím natvarování aostřižení zasouvány do pokovených nebo neprokovených děr desky s plošnými spoji a následně zapájeny ze
Povrchová montáž Při klasické montáži jsou součástky s drátovými přívody po předchozím natvarování aostřižení zasouvány do pokovených nebo neprokovených děr desky s plošnými spoji a následně zapájeny ze
Výroba mikrostruktur metodou UV litografie a mechanickým obráběním
 Výroba mikrostruktur metodou UV litografie a mechanickým obráběním I. Úvod a. UV fotolitografie Fotolitografie je nejdůležitější částí výroby integrovaných obvodů, je také nejnákladnější. Roste totiž poptávka
Výroba mikrostruktur metodou UV litografie a mechanickým obráběním I. Úvod a. UV fotolitografie Fotolitografie je nejdůležitější částí výroby integrovaných obvodů, je také nejnákladnější. Roste totiž poptávka
Normy oboustranných prokovených desek plošných spojů
 Normy oboustranných prokovených desek plošných spojů Obsah 1 Základní materiál 5 1.1 Typ laminátu 5 1.2 Tloušťka a tolerance hotových desek 5 1.3 Tloušťky mědi 5 1.4 Stavba 6 1.5 Poţadavky na laminát hotových
Normy oboustranných prokovených desek plošných spojů Obsah 1 Základní materiál 5 1.1 Typ laminátu 5 1.2 Tloušťka a tolerance hotových desek 5 1.3 Tloušťky mědi 5 1.4 Stavba 6 1.5 Poţadavky na laminát hotových
Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií
 Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií Tento dokument obsahuje popis technologických možností při výrobě potištěných keramických substrátů PS (Printed Substrates)
Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií Tento dokument obsahuje popis technologických možností při výrobě potištěných keramických substrátů PS (Printed Substrates)
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
Realizační technologický předpis pro vnější tepelně izolační kompozitní systém
 Realizační technologický předpis pro vnější tepelně izolační kompozitní systém pro akci: Datum: Technologický předpis pro provádění ETICS V případě, že nejsou v tomto technologickém postupu stanoveny odlišné
Realizační technologický předpis pro vnější tepelně izolační kompozitní systém pro akci: Datum: Technologický předpis pro provádění ETICS V případě, že nejsou v tomto technologickém postupu stanoveny odlišné
DOPORUČENÍ PRO KONSTRUKCI DPS
 DOPORUČENÍ PRO KONSTRUKCI DPS Doporučení slouží jako pomůcka při návrhu desek plošných spojů a specifikuje podklady pro výrobu DPS. Podklady musí odpovídat potřebám výrobní technologie. Zákazník si odpovídá
DOPORUČENÍ PRO KONSTRUKCI DPS Doporučení slouží jako pomůcka při návrhu desek plošných spojů a specifikuje podklady pro výrobu DPS. Podklady musí odpovídat potřebám výrobní technologie. Zákazník si odpovídá
Obecná specifikace pro výrobky AKI electronic
 Verze Vydání Datum Popis AKI ELECTRONIC spol. s r.o. obecná specifikace AKI Strana: 1 z 19 Obecná specifikace pro výrobky AKI electronic Datum: 24.2.2015 E1 30.4.2011 První vydání E2 29.6.2011 Optická
Verze Vydání Datum Popis AKI ELECTRONIC spol. s r.o. obecná specifikace AKI Strana: 1 z 19 Obecná specifikace pro výrobky AKI electronic Datum: 24.2.2015 E1 30.4.2011 První vydání E2 29.6.2011 Optická
dodavatel vybavení provozoven firem Plošné spoje se SMD. návrh a konstrukce Obj. číslo: Popis Ing.
 dodavatel vybavení provozoven firem www.abetec.cz Plošné spoje se SMD. návrh a konstrukce Obj. číslo: 105000446 Popis Ing. Martin Abel Publikace je určena pro konstruktéry desek plošných spojů s povrchově
dodavatel vybavení provozoven firem www.abetec.cz Plošné spoje se SMD. návrh a konstrukce Obj. číslo: 105000446 Popis Ing. Martin Abel Publikace je určena pro konstruktéry desek plošných spojů s povrchově
DESIGNRULES (Stav: 01.05.2004)
") DESIGNRULES (Stav: 01.05.2004) PIU PRINTEX GmbH Percostraße 18 1220 Wien Leiterplattentechnik Tel: +43 (0)1 250 80-90 Fax: +43 (0)1 250 80-95 Mail: leiterplatten@piu-printex.at Rozměry DPS: Minimální rozměry
DESIGNRULES (Stav: 01.05.2004) PIU PRINTEX GmbH Percostraße 18 1220 Wien Leiterplattentechnik Tel: +43 (0)1 250 80-90 Fax: +43 (0)1 250 80-95 Mail: leiterplatten@piu-printex.at Rozměry DPS: Minimální rozměry
P O D N I K O V Á N O R M A. Vrstvené izolanty. Desky z tvrzené skleněné tkaniny LAMPLEX T
 Změna: 0 Strana 1 z 9 P O D N I K O V Á N O R M A Schválil: Ing. František Procházka, jednatel firmy Lamitec Czech Určeno jen pro vnitropodnikovou potřebu. Předávání, rozmnožování a sdělení obsahu není
Změna: 0 Strana 1 z 9 P O D N I K O V Á N O R M A Schválil: Ing. František Procházka, jednatel firmy Lamitec Czech Určeno jen pro vnitropodnikovou potřebu. Předávání, rozmnožování a sdělení obsahu není
DRIZORO CARBOMESH BIAXIÁLNÍ TKANINA Z UHLÍKOVÝCH VLÁKEN S VYSOKOU PEVNOSTÍ PRO OPRAVY A ZESILOVÁNÍ KONSTRUKCÍ POPIS: POUŽITÍ: VÝHODY: APLIKCE:
 DRIZORO CARBOMESH BIAXIÁLNÍ TKANINA Z UHLÍKOVÝCH VLÁKEN S VYSOKOU PEVNOSTÍ PRO OPRAVY A ZESILOVÁNÍ KONSTRUKCÍ POPIS: POUŽITÍ: VÝHODY: APLIKCE: DRIZORO CARBOMESH je tkanina z uhlíkových vláken s vysokou
DRIZORO CARBOMESH BIAXIÁLNÍ TKANINA Z UHLÍKOVÝCH VLÁKEN S VYSOKOU PEVNOSTÍ PRO OPRAVY A ZESILOVÁNÍ KONSTRUKCÍ POPIS: POUŽITÍ: VÝHODY: APLIKCE: DRIZORO CARBOMESH je tkanina z uhlíkových vláken s vysokou
7 Plošné spoje a technologie povrchové montáže
 Technologie 7 Plošné spoje a technologie povrchové montáže 7.1 Úvod Úkolem desek s plošnými spoji (DPS) je realizovat vodivé propojení mezi mechanicky uchycenými na izolační podložce. Technologie plošných
Technologie 7 Plošné spoje a technologie povrchové montáže 7.1 Úvod Úkolem desek s plošnými spoji (DPS) je realizovat vodivé propojení mezi mechanicky uchycenými na izolační podložce. Technologie plošných
TISKOVÉ TECHNIKY S Í T O T I S K. www.sshopct.cz/polygrafie
 S Í T O T I S K Tvorba tiskové šablony Tiskovou šablonou nazýváme spojení síťoviny a emulze, která zakrývá tu část síta, jež nemá propouštět barvu tisknout. Pro zhotovení tiskové šablony existuje celá
S Í T O T I S K Tvorba tiskové šablony Tiskovou šablonou nazýváme spojení síťoviny a emulze, která zakrývá tu část síta, jež nemá propouštět barvu tisknout. Pro zhotovení tiskové šablony existuje celá
Ocelový tubusový stožár
 Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Realizační technologický předpis pro vnější tepelně izolační kompozitní systém Weber therm elastik W
 Realizační technologický předpis pro vnější tepelně izolační kompozitní systém Weber therm elastik W pro akci : datum : Technologický předpis pro provádění ETICS weber therm elastik W Připravenost objektu
Realizační technologický předpis pro vnější tepelně izolační kompozitní systém Weber therm elastik W pro akci : datum : Technologický předpis pro provádění ETICS weber therm elastik W Připravenost objektu
Montážní předpis výrobce ENVART s.r.o. pro vnější kontaktní tepelně izolační kompozitní systém ENVART izol MW
 Montážní předpis výrobce ENVART s.r.o. pro vnější kontaktní tepelně izolační kompozitní systém ENVART izol MW 0. POPIS A POUŽITÍ VÝROBKU ETICS ENVART izol MW je vnější kontaktní tepelně izolační kompozitní
Montážní předpis výrobce ENVART s.r.o. pro vnější kontaktní tepelně izolační kompozitní systém ENVART izol MW 0. POPIS A POUŽITÍ VÝROBKU ETICS ENVART izol MW je vnější kontaktní tepelně izolační kompozitní
ROYAL RAPID SMART REGENT
 MONTÁŽNÍ INSTRUKCE ROYAL RAPID SMART REGENT VELKOPLOŠNÉ STŘEŠNÍ KRYTINY a TECHNICKÉ ÚDAJE: RAPID REGENT ROYAL SMART Standardní délka tašek: 460 mm 350 mm 400 mm 350 mm Skladební šířka: 1,08 m 1,10 m 1,00
MONTÁŽNÍ INSTRUKCE ROYAL RAPID SMART REGENT VELKOPLOŠNÉ STŘEŠNÍ KRYTINY a TECHNICKÉ ÚDAJE: RAPID REGENT ROYAL SMART Standardní délka tašek: 460 mm 350 mm 400 mm 350 mm Skladební šířka: 1,08 m 1,10 m 1,00
Technická doporučení a formát podkladů pro výrobu
 Technická doporučení a formát podkladů pro výrobu (verze 3.0, vydáno 9.4.2010, autor Ing. Martin Máša) 1. Úvod Tento dokument vznikl jako popis našich technologických možností, formátu výrobních podkladů
Technická doporučení a formát podkladů pro výrobu (verze 3.0, vydáno 9.4.2010, autor Ing. Martin Máša) 1. Úvod Tento dokument vznikl jako popis našich technologických možností, formátu výrobních podkladů
REKLAMAČNÍ PODMÍNKY A SPOLUODPOVĚDNOST
 REKLAMAČNÍ PODMÍNKY A SPOLUODPOVĚDNOST - případné reklamace mohou být uznány pouze při dodržení uvedených skladovacích a manipulačních podmínek - vady vzniklé nesprávným užitím výrobku nelze uznat - každý
REKLAMAČNÍ PODMÍNKY A SPOLUODPOVĚDNOST - případné reklamace mohou být uznány pouze při dodržení uvedených skladovacích a manipulačních podmínek - vady vzniklé nesprávným užitím výrobku nelze uznat - každý
POKYNY PRO MONTÁŽ vnějších tepelně izolačních kontaktních systémů stomixtherm alfa a stomixtherm beta
 Stránka 1 z 7 Tento dokument slouží jako předpis k provádění (montáži) (dále jen ETICS nebo systémy) stomixtherm alfa s tepelnou izolací z pěnového polystyrenu (EPS) a stomixtherm beta s tepelnou izolací
Stránka 1 z 7 Tento dokument slouží jako předpis k provádění (montáži) (dále jen ETICS nebo systémy) stomixtherm alfa s tepelnou izolací z pěnového polystyrenu (EPS) a stomixtherm beta s tepelnou izolací
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Sikadur -Combiflex systém
 Technický list Sikadur -Combiflex / strana 1/7 Těsnící materiály Sikadur -Combiflex systém Druh Sikadur - Combiflex je těsnící systém pro spáry s velkým pohybem a pro trhliny. Systém je vhodný pro styk
Technický list Sikadur -Combiflex / strana 1/7 Těsnící materiály Sikadur -Combiflex systém Druh Sikadur - Combiflex je těsnící systém pro spáry s velkým pohybem a pro trhliny. Systém je vhodný pro styk
Lepidlo třecích obložení RETOL 93
 Docela by měl zajímalo, zda již někdo zkoušel lepit brzdové destičky na ATV nejen třeba od Dinli, třeba níže uvedeným lepidlem za zhruba 450,- Kč/litr a jaké destičky jste použily na Dinlijku? Diskutovat
Docela by měl zajímalo, zda již někdo zkoušel lepit brzdové destičky na ATV nejen třeba od Dinli, třeba níže uvedeným lepidlem za zhruba 450,- Kč/litr a jaké destičky jste použily na Dinlijku? Diskutovat
Montážní návod TRAPÉZOVÉ PLECHY T18 a T35
 Montážní návod TRAPÉZOVÉ PLECHY T18 a T35 STŘECHY COMAX Velvary Malostranská 796 27324 Velvary Tel.: +420 315730124 Str. 1 STŘECHY COMAX, Malovarská 796, 273 24 Velvary 420 www.strechycomax.cz Obsah Základní
Montážní návod TRAPÉZOVÉ PLECHY T18 a T35 STŘECHY COMAX Velvary Malostranská 796 27324 Velvary Tel.: +420 315730124 Str. 1 STŘECHY COMAX, Malovarská 796, 273 24 Velvary 420 www.strechycomax.cz Obsah Základní
 ř ř á č ží é íř é ý ě á č éč í í úťúí ň éú á í í í í é á í ý čá ý ý ů é á í ě á á í é é č č í á í ý ů á ó ě ý ší ří úě á ř ří ó á č í í í čí é ž í í é ěž é ž í ň ý á ří í ý ř á í é č é á á í í ý ý ť ů
ř ř á č ží é íř é ý ě á č éč í í úťúí ň éú á í í í í é á í ý čá ý ý ů é á í ě á á í é é č č í á í ý ů á ó ě ý ší ří úě á ř ří ó á č í í í čí é ž í í é ěž é ž í ň ý á ří í ý ř á í é č é á á í í ý ý ť ů
Izolační desky FERMACELL. S nízkými náklady úspora výdajů na vytápění
 Izolační desky S nízkými náklady úspora výdajů na vytápění Izolační desky Tepelná izolace na míru: jednoduše, rychle a efektivně Izolační desky se skládají ze sádrovláknité desky, která je jednostranně
Izolační desky S nízkými náklady úspora výdajů na vytápění Izolační desky Tepelná izolace na míru: jednoduše, rychle a efektivně Izolační desky se skládají ze sádrovláknité desky, která je jednostranně
Identifikační značení strojních součástí a měřidel
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí
5.6.16.4. Kovoobráběcí stroje
 5.6.16.4. Kovoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/kovoobrabeci-stroje Bezpečnostní pravidla pro obsluhu kovoobráběcích strojů soustruhy,
5.6.16.4. Kovoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/kovoobrabeci-stroje Bezpečnostní pravidla pro obsluhu kovoobráběcích strojů soustruhy,
Strojní, nástrojařské a brusičské práce broušení kovů. Základní metody broušení závitů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Výroba plošných spojů
 Pedagogická fakulta Masarykovy univerzity Katedra technické a informační výchovy Výroba plošných spojů PaedDr. Ing. Josef Pecina, CSc. Mgr. Pavel Pecina, Ph.D. 2007 Cíl kapitoly Student: Vysvětlí, co to
Pedagogická fakulta Masarykovy univerzity Katedra technické a informační výchovy Výroba plošných spojů PaedDr. Ing. Josef Pecina, CSc. Mgr. Pavel Pecina, Ph.D. 2007 Cíl kapitoly Student: Vysvětlí, co to
b) Otevřené provedení bloku válců vodní plášť okolo otvorů válců je směrem k hlavě válců otevřený. Vyrábí se odléváním z hliníkových slitin.
 Otevřené provedení bloku válců vodní plášť okolo otvorů válců je směrem k hlavě válců otevřený. Vyrábí se odléváním z hliníkových slitin.") PEVNÉ ČÁSTI MOTORU 1. Válce 1.1. Válce chlazené kapalinou Válce motorů, které jsou chlazeny kapalinou, jsou většinou spojeny do bloku. V bloku válců s dvojitými stěnami jsou chladící prostory a kanály.
PEVNÉ ČÁSTI MOTORU 1. Válce 1.1. Válce chlazené kapalinou Válce motorů, které jsou chlazeny kapalinou, jsou většinou spojeny do bloku. V bloku válců s dvojitými stěnami jsou chladící prostory a kanály.
POKYNY PRO MONTÁŽ vnějších tepelně izolačních kontaktních systémů STX.THERM ALFA, STX.THERM BETA a STX.THERM BETA F
 Stránka 1 z 13 Tento dokument slouţí jako předpis k provádění (montáţi) (dále jen ETICS nebo systémy) STX.THERM ALFA s tepelnou izolací z pěnového polystyrenu (EPS), STX.THERM BETA s tepelnou izolací z
Stránka 1 z 13 Tento dokument slouţí jako předpis k provádění (montáţi) (dále jen ETICS nebo systémy) STX.THERM ALFA s tepelnou izolací z pěnového polystyrenu (EPS), STX.THERM BETA s tepelnou izolací z
parket. Spáry a drážky vytvořené smrštěním nebo neúmyslně během pracovního procesu se uzavírají stejně jako praskliny.
 Podklad podlahy a jeho příprava 7.1 Obecně platné podmínky pracoviště pro pokládání parket Dřevo je hygroskopický materiál a proto v závislosti na současné vlhkosti a teplotě vzduchu uvolňuje a nasává
Podklad podlahy a jeho příprava 7.1 Obecně platné podmínky pracoviště pro pokládání parket Dřevo je hygroskopický materiál a proto v závislosti na současné vlhkosti a teplotě vzduchu uvolňuje a nasává
SCHMIDT ManualPress. Od 1,6 kn do 22 kn
 SCHMIDT ManualPress Od 1,6 kn do 22 kn Vyrábět ekonomicky znamená používat přiměřené výrobní prostředky a ne automatizaci za každou cenu. Právě u malých sérií je ruční pracoviště s mechanickými lisy často
SCHMIDT ManualPress Od 1,6 kn do 22 kn Vyrábět ekonomicky znamená používat přiměřené výrobní prostředky a ne automatizaci za každou cenu. Právě u malých sérií je ruční pracoviště s mechanickými lisy často
Technické podmínky Technické podmínky pro zadávání, výrobu, dodávky a přejímání desek plošných spojů SCHVALOVACÍ LIST
 1/18 SCHVALOVACÍ LIST Návrh schvalují odpovědní zástupci odběratelů Firma nebo instituce Jméno Podpis a razítko Poznámka Vypracoval: Petr Salfický Schválil: Ing.Václav Vondra Platnost od: 1.1.2010 Podpis:
1/18 SCHVALOVACÍ LIST Návrh schvalují odpovědní zástupci odběratelů Firma nebo instituce Jméno Podpis a razítko Poznámka Vypracoval: Petr Salfický Schválil: Ing.Václav Vondra Platnost od: 1.1.2010 Podpis:
PŘÍRUČKA PRO TECHNOLOGICKÝ POSTUP
 www.quick-mix.cz PŘÍRUČKA PRO TECHNOLOGICKÝ POSTUP NA PROVÁDĚNÍ ZATEPLOVACÍHO SYSTÉMU QUICK-MIX S POVRCHOVOU ÚPRAVOU CIHLOVÝMI PÁSKY... teplo v domě šetří pro mě www.quick-mix.cz OBSAH PŘÍRUČKY 1. Použití
www.quick-mix.cz PŘÍRUČKA PRO TECHNOLOGICKÝ POSTUP NA PROVÁDĚNÍ ZATEPLOVACÍHO SYSTÉMU QUICK-MIX S POVRCHOVOU ÚPRAVOU CIHLOVÝMI PÁSKY... teplo v domě šetří pro mě www.quick-mix.cz OBSAH PŘÍRUČKY 1. Použití
11. Omítání, lepení obkladů a spárování
 11. Omítání, lepení obkladů a spárování Omítání, lepení obkladů a spárování 11.1 Omítání ve vnitřním prostředí Pro tyto omítky platí EN 998-1 Specifikace malt pro zdivo Část 1: Malty pro vnitřní a vnější
11. Omítání, lepení obkladů a spárování Omítání, lepení obkladů a spárování 11.1 Omítání ve vnitřním prostředí Pro tyto omítky platí EN 998-1 Specifikace malt pro zdivo Část 1: Malty pro vnitřní a vnější
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Vliv povrchových úprav DPS na pájitelnost Petr Hoch 2015 Abstrakt Tato bakalářská práce se zabývá
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Vliv povrchových úprav DPS na pájitelnost Petr Hoch 2015 Abstrakt Tato bakalářská práce se zabývá
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Vítejte v TESLE Jihlava
 FÓLIOVÉ KLÁVESNICE Vítejte v TESLE Jihlava Praha D1 Rozvadov (Műnchen) Jihlava Brno Znojmo (Wien) PROFIL SPOLEâNOSTI Akciová spoleãnost TESLA Jihlava, a.s. je od roku 1958 jedním z nejvût ích v robcû konstrukãních
FÓLIOVÉ KLÁVESNICE Vítejte v TESLE Jihlava Praha D1 Rozvadov (Műnchen) Jihlava Brno Znojmo (Wien) PROFIL SPOLEâNOSTI Akciová spoleãnost TESLA Jihlava, a.s. je od roku 1958 jedním z nejvût ích v robcû konstrukãních
OMÍTKOVÉ SYSTÉMY PROFI
 OMÍTKOVÉ SYSTÉMY PROFI Profi omítky pro dokonalý vzhled Vaší stavby Omítkové směsi nejvyšší kvality Odborné poradenství a servis Spolehlivá systémová řešení Pro novostavby i renovace Omítky dle typu Vápenosádrové
OMÍTKOVÉ SYSTÉMY PROFI Profi omítky pro dokonalý vzhled Vaší stavby Omítkové směsi nejvyšší kvality Odborné poradenství a servis Spolehlivá systémová řešení Pro novostavby i renovace Omítky dle typu Vápenosádrové
Montážní návod COMAX TAŠKA
 Montážní návod COMAX TAŠKA Materiál: AlMn0,5Mg0,5 STŘECHY COMAX Velvary Malostranská 796 27324 Velvary Tel.: +420 315730124 www.strechycomax.cz Str. 1 STŘECHY COMAX, Malovarská 796, 273 24 Velvary 420
Montážní návod COMAX TAŠKA Materiál: AlMn0,5Mg0,5 STŘECHY COMAX Velvary Malostranská 796 27324 Velvary Tel.: +420 315730124 www.strechycomax.cz Str. 1 STŘECHY COMAX, Malovarská 796, 273 24 Velvary 420
Zásady návrhu DPS pro povrchovou montáž
 Zásady návrhu DPS pro povrchovou montáž 1. Návrh plošného spoje Každý návrh desky s SMD součástkami doporučujeme konzultovat s dodavatelem osazení. Můžete tak příznivě ovlivnit cenu osazení a tedy celkovou
Zásady návrhu DPS pro povrchovou montáž 1. Návrh plošného spoje Každý návrh desky s SMD součástkami doporučujeme konzultovat s dodavatelem osazení. Můžete tak příznivě ovlivnit cenu osazení a tedy celkovou
OPTIMUM MASCHINEN - GERMANY
 www.1bow.cz tel. 585 378 012 OPTIMUM Návod k obsluze Verze 1.0 Univerzální zařízení - stříhání - zahýbání - ohýbání 2004 Návod pečlivě uschovejte pro další použití! CZ Stav 27. května 2004 Verze 1.0 SAR
www.1bow.cz tel. 585 378 012 OPTIMUM Návod k obsluze Verze 1.0 Univerzální zařízení - stříhání - zahýbání - ohýbání 2004 Návod pečlivě uschovejte pro další použití! CZ Stav 27. května 2004 Verze 1.0 SAR
vytvrzení dochází v poslední části (zóně) výrobního zařízení. Profil opouštějící výrobní zařízení je zcela tvarově stálý a pevný.
 výrobního zařízení. Profil opouštějící výrobní zařízení je zcela tvarově stálý a pevný.") Kompozity Jako kompozity se označují materiály, které jsou složeny ze dvou nebo více složek, které se výrazně liší fyzikálními a chemickými vlastnostmi. Spojením těchto složek vznikne zcela nový materiál
Kompozity Jako kompozity se označují materiály, které jsou složeny ze dvou nebo více složek, které se výrazně liší fyzikálními a chemickými vlastnostmi. Spojením těchto složek vznikne zcela nový materiál
architektonické a stavebně technické řešení:
 F.1.1.1. Technická zpráva architektonické a stavebně technické řešení: a) účel objektu: Stavební úpravy předmětného souboru všech tří objektů tvořící areál stávající ZŠ Lešná v obci Lešná, představují
F.1.1.1. Technická zpráva architektonické a stavebně technické řešení: a) účel objektu: Stavební úpravy předmětného souboru všech tří objektů tvořící areál stávající ZŠ Lešná v obci Lešná, představují
Jak na ECOROCK. Zateplovací fasádní systém
 Jak na ECOROCK Zateplovací fasádní systém Obsah Zateplovací systémy................... 4 Nástroje a materiály................... 5 Podrobné složení fasády ECOROCK...... 6 Postup provádění..................
Jak na ECOROCK Zateplovací fasádní systém Obsah Zateplovací systémy................... 4 Nástroje a materiály................... 5 Podrobné složení fasády ECOROCK...... 6 Postup provádění..................
VNĚJŠÍ OPLÁŠTĚNÍ STĚNY DŘEVOSTAVBY
 1 Technologický postup - desky PAVATEX - vnější opláštění stěny dřevostavby DŘEVOVLÁKNITÉ DESKY VNĚJŠÍ OPLÁŠTĚNÍ STĚNY DŘEVOSTAVBY ISOLAIR DIFFUTHERM PAVATHERM-PLUS PAVATHERM-COMBI Technologický postup
1 Technologický postup - desky PAVATEX - vnější opláštění stěny dřevostavby DŘEVOVLÁKNITÉ DESKY VNĚJŠÍ OPLÁŠTĚNÍ STĚNY DŘEVOSTAVBY ISOLAIR DIFFUTHERM PAVATHERM-PLUS PAVATHERM-COMBI Technologický postup
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.17 Technická příprava výroby Kapitola 19
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.17 Technická příprava výroby Kapitola 19
Izolační střešní a stěnové panely. Tepelně-izolační žlabové systémy
 Izolační střešní a stěnové panely Tepelně-izolační Mezistřešní a zaatikové zateplené bezespádové žlaby s povrchovou úpravou Skinplate technické údaje a pokyny k instalaci B Tepelně-izolační Detaily Detail
Izolační střešní a stěnové panely Tepelně-izolační Mezistřešní a zaatikové zateplené bezespádové žlaby s povrchovou úpravou Skinplate technické údaje a pokyny k instalaci B Tepelně-izolační Detaily Detail
Rigips. Rigitherm. Systém vnitřního zateplení stěn. Vnitřní zateplení Rigitherm
 Vnitřní zateplení Rigitherm Rigips Rigitherm Systém vnitřního zateplení stěn 2 O firmě Rigips, s.r.o. je dceřinnou společností nadnárodního koncernu BPB - největšího světového výrobce sádrokartonu a sádrových
Vnitřní zateplení Rigitherm Rigips Rigitherm Systém vnitřního zateplení stěn 2 O firmě Rigips, s.r.o. je dceřinnou společností nadnárodního koncernu BPB - největšího světového výrobce sádrokartonu a sádrových
3M Elektronika. Přehled výrobků. Řešení. elektroniky. pro výrobu
 3M Elektronika Přehled výrobků Řešení pro výrobu elektroniky Společnost 3M působící ve více než šedesáti zemích, nabízí přes 60 000 výrobků, na jejichž vývoji se podílí mnoho techniků z celého světa. Obchodní
3M Elektronika Přehled výrobků Řešení pro výrobu elektroniky Společnost 3M působící ve více než šedesáti zemích, nabízí přes 60 000 výrobků, na jejichž vývoji se podílí mnoho techniků z celého světa. Obchodní
SKLENÁŘSTVÍ VITRÁŽE. Jan Brdíčko & spol
 SKLENÁŘSTVÍ VITRÁŽE Jan Brdíčko & spol Komenského 399 538 51 CHRAST http://www.sklenarstvi-vitraze.cz tel. : 469 667 205 mob. : 606 378 830 fax : 469 667 109 IČO : 11034831 DIČ : 233-5401030943 Strana
SKLENÁŘSTVÍ VITRÁŽE Jan Brdíčko & spol Komenského 399 538 51 CHRAST http://www.sklenarstvi-vitraze.cz tel. : 469 667 205 mob. : 606 378 830 fax : 469 667 109 IČO : 11034831 DIČ : 233-5401030943 Strana
SVODIDLA. Základní informace o svodidlových systémech 1 a 3 od firmy voestalpine
 Základní informace o svodidlových systémech 1 a 3 od firmy voestalpine Na následujících stránkách najdete výrobní program svodidel od firmy voestalpine. Svodidla voestalpine jsou v České republice povolena
Základní informace o svodidlových systémech 1 a 3 od firmy voestalpine Na následujících stránkách najdete výrobní program svodidel od firmy voestalpine. Svodidla voestalpine jsou v České republice povolena
Lepidla a techniky lepení součástek
 Lepidla a techniky lepení součástek Kromě obrovského počtu neplněných lepidel existuje dnes celá řada lepidel plněných různými druhy částic. Plněná lepidla hrají důležitou roli v průmyslu, protože mnoha
Lepidla a techniky lepení součástek Kromě obrovského počtu neplněných lepidel existuje dnes celá řada lepidel plněných různými druhy částic. Plněná lepidla hrají důležitou roli v průmyslu, protože mnoha
6.1 Schlüter -DITRA. Použití a funkce
 ROHOŽ PRO OBKLÁDÁNÍ SEPARACE, IZOLACE, A VYROVNÁVÁNÍ TLAKU VODNÍ PÁRY Použití a funkce Schlüter -DITRA je polyetylénový pás s rybinovitě tvarovanými čtvercovými výlisky. Tkanina, nakašírovaná na rubové
ROHOŽ PRO OBKLÁDÁNÍ SEPARACE, IZOLACE, A VYROVNÁVÁNÍ TLAKU VODNÍ PÁRY Použití a funkce Schlüter -DITRA je polyetylénový pás s rybinovitě tvarovanými čtvercovými výlisky. Tkanina, nakašírovaná na rubové
- 2 - Zákazník si může také objednat jednotlivě stříkací pistole i další komponenty sady, dále veškeré chemické koncentráty a též praktický výcvik.
 - 1 - Chromování Nová inovační technologie-systém tzv.chromování nástřikem na vícesložkové vodou ředitelné bázi, který produkuje chromový efekt a to na jakémkoliv připraveném povrchu-plasty, dřevo, kovy,
- 1 - Chromování Nová inovační technologie-systém tzv.chromování nástřikem na vícesložkové vodou ředitelné bázi, který produkuje chromový efekt a to na jakémkoliv připraveném povrchu-plasty, dřevo, kovy,
jednotky Frivent DWR Technické údaje Rozměry a hmotnosti pro energeticky úsporné větrání a vytápění hal... Klimatizace červenec 2007
 www.frivent.com Nástřešní větrací jednotky Frivent DWR pro energeticky úsporné větrání a vytápění hal... Technické údaje Rozměry a hmotnosti červenec 2007 Klimatizace Klimatizace Popis systému Obsah Popis
www.frivent.com Nástřešní větrací jednotky Frivent DWR pro energeticky úsporné větrání a vytápění hal... Technické údaje Rozměry a hmotnosti červenec 2007 Klimatizace Klimatizace Popis systému Obsah Popis
PØÍMÌRNÁ PRAVÍTKA. Příměrná pravítka dle DIN 874-1
 PØÍMÌRNÁ PRAVÍTKA Příměrná pravítka dle DIN 874-1 Úchylky rovinnosti jsou stanoveny podle vzorců: třída přesnosti 00: 1+ L µm 10 třída přesnosti 0: 2+ L µm třída přesnosti 1: 4+ L µm 60 třída přesnosti
PØÍMÌRNÁ PRAVÍTKA Příměrná pravítka dle DIN 874-1 Úchylky rovinnosti jsou stanoveny podle vzorců: třída přesnosti 00: 1+ L µm 10 třída přesnosti 0: 2+ L µm třída přesnosti 1: 4+ L µm 60 třída přesnosti
Výrobní program 2.1 2.2 2.3 2.4. www.cetris.cz/rady-a-informace/
 www.cetris.cz/rady-a-informace/ Výroba cementotřískových desek CETRIS Přednosti desek CETRIS Složení cementotřískových desek CETRIS Druhy cementotřískových desek CETRIS Balení, skladování, manipulace Parametry
www.cetris.cz/rady-a-informace/ Výroba cementotřískových desek CETRIS Přednosti desek CETRIS Složení cementotřískových desek CETRIS Druhy cementotřískových desek CETRIS Balení, skladování, manipulace Parametry
Všeobecné pokyny pro montáž tepelně-izolačního systému LINITHERM na obvodové stěny a příklady řešení detailů
 Montáž Vnější zateplení stěn Všeobecné pokyny pro montáž tepelně-izolačního systému LINITHERM na obvodové stěny a příklady řešení detailů Úvod Požární bezpečnost Pokyny k provádění Odvětraná fasáda Příklady
Montáž Vnější zateplení stěn Všeobecné pokyny pro montáž tepelně-izolačního systému LINITHERM na obvodové stěny a příklady řešení detailů Úvod Požární bezpečnost Pokyny k provádění Odvětraná fasáda Příklady
7. Stavební pøíprava. x pistole. 7.3. Skladování materiálu. 7.1. Pracovní èeta - její velikost a požadovaná kvalifikace
 7. Stavební pøíprava 7.1. Pracovní èeta - její velikost a požadovaná kvalifikace Složení pracovní èety je vždy závislé na rozsahu realizované akce, na zpùsobu realizace a na velikosti jednotlivých pracovních
7. Stavební pøíprava 7.1. Pracovní èeta - její velikost a požadovaná kvalifikace Složení pracovní èety je vždy závislé na rozsahu realizované akce, na zpùsobu realizace a na velikosti jednotlivých pracovních
TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT. Technologické vybavení COV pro elektrotechnický a. strojírenský průmysl
 TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT Technologické vybavení COV pro elektrotechnický a strojírenský průmysl reg. č. : CZ.1.13/4.2.00/36.01281 1.1 Základní informace o zadavateli Název
TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT Technologické vybavení COV pro elektrotechnický a strojírenský průmysl reg. č. : CZ.1.13/4.2.00/36.01281 1.1 Základní informace o zadavateli Název
OBKLADOVÁ FASÁDNÍ DESKA
 Tyto betonové obkladní fasádní desky jsou určeny k vytváření předsazených odvětrávaných fasád občanských a bytových budov zejména montované a skeletové konstrukce. Kotvení obkladových fasádních desek je
Tyto betonové obkladní fasádní desky jsou určeny k vytváření předsazených odvětrávaných fasád občanských a bytových budov zejména montované a skeletové konstrukce. Kotvení obkladových fasádních desek je
Technické Listy. Dekorakryl. AkrylDek s.r.o. Janáčkova 1797/4 702 00 Ostrava IČO: 02526301 DIČ: CZ02526301
 AkrylDek s.r.o. Janáčkova 1797/4 702 00 Ostrava IČO: 02526301 DIČ: CZ02526301 Technické Listy Dekorakryl +420 773 210 016 www.anli-brand.com info@anli-brand.com Obsah 1. Provozní předpisy a podmínky údržby
AkrylDek s.r.o. Janáčkova 1797/4 702 00 Ostrava IČO: 02526301 DIČ: CZ02526301 Technické Listy Dekorakryl +420 773 210 016 www.anli-brand.com info@anli-brand.com Obsah 1. Provozní předpisy a podmínky údržby
Zpět k základům tvorba vysoce zabezpečených ID karet
 Zpět k základům tvorba vysoce zabezpečených ID karet S použitím různorodých tiskových technologií můžete významně snížit možnost padělání nebo zkopírování vašich firemních identifikačních karet Ještě než
Zpět k základům tvorba vysoce zabezpečených ID karet S použitím různorodých tiskových technologií můžete významně snížit možnost padělání nebo zkopírování vašich firemních identifikačních karet Ještě než
Cvičení 6 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ VÝKRES
 Cvičení 6 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ VÝKRES Cílem cvičení je osvojit si na jednoduchém modelu odlitého obrobku základní postupy při tvorbě výkresu.obrobek je vytvořen z předem vytvořeného
Cvičení 6 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ VÝKRES Cílem cvičení je osvojit si na jednoduchém modelu odlitého obrobku základní postupy při tvorbě výkresu.obrobek je vytvořen z předem vytvořeného
Skew-planar FPV anténa
 Skew-planar FPV anténa Skew-planar anténa (její jméno by se dalo přeložit jako koso-rovinná, ale držme se v dalším textu zažitého anglického pojmenování) je variací cloverleaf antény popsané v předchozím
Skew-planar FPV anténa Skew-planar anténa (její jméno by se dalo přeložit jako koso-rovinná, ale držme se v dalším textu zažitého anglického pojmenování) je variací cloverleaf antény popsané v předchozím
Opravy trubkových nárazníků s prstencovou pružinou
 Federální ministerstvo dopravy ČSD V 99/14 Opravy trubkových nárazníků s prstencovou pružinou Úroveň přístupu B Federální ministerstvo dopravy ČSD V 99/14 Opravy trubkových nárazníků s prstencovou pružinou
Federální ministerstvo dopravy ČSD V 99/14 Opravy trubkových nárazníků s prstencovou pružinou Úroveň přístupu B Federální ministerstvo dopravy ČSD V 99/14 Opravy trubkových nárazníků s prstencovou pružinou
Návod na montáž. Fasádní profily vinytherm. Zmeny a chyby vyhradené. 1.000/Ri/3-04/CZ
 Návod na montáž Fasádní profily vinytherm 1.000/Ri/3-04/CZ Zmeny a chyby vyhradené. Fasádní profily vinytherm se extrudují z vypěněných termoplastů neobsahujících kadmium. V průběhu výrobního procesu se
Návod na montáž Fasádní profily vinytherm 1.000/Ri/3-04/CZ Zmeny a chyby vyhradené. Fasádní profily vinytherm se extrudují z vypěněných termoplastů neobsahujících kadmium. V průběhu výrobního procesu se
Pojízdné pracovní dílcová lešení 8200 - Návod k montáži a použití
 Pojízdné pracovní dílcová lešení 8200 - Návod k montáži a použití Označení: ČSN EN 1004-2 - 3,05 / 3,05 - xxxd Výrobce: ALVE SLOVAKIA sro, Vsetínska cesta 731, 020 01 Púchov, SK Vyrobeno: dle ČSN EN 1004,
Pojízdné pracovní dílcová lešení 8200 - Návod k montáži a použití Označení: ČSN EN 1004-2 - 3,05 / 3,05 - xxxd Výrobce: ALVE SLOVAKIA sro, Vsetínska cesta 731, 020 01 Púchov, SK Vyrobeno: dle ČSN EN 1004,
Návod pro montáž terasového systému
 Návod pro montáž terasového systému Komponenty terasového systému Terasová deska 147 x 28 x 2400 (4000) Konstrukční hranol 50 x 30 x 2400 (4000) Krycí lišta Flexi 58 x 5 x 2400 (4000) Krycí lišta Plný
Návod pro montáž terasového systému Komponenty terasového systému Terasová deska 147 x 28 x 2400 (4000) Konstrukční hranol 50 x 30 x 2400 (4000) Krycí lišta Flexi 58 x 5 x 2400 (4000) Krycí lišta Plný
SIGMATEST 2.069. Přenosný vířivoproudý přístroj pro měření elektrické vodivosti všech neželezných kovů.
 SIGMATEST 2.069 Přenosný vířivoproudý přístroj pro měření elektrické vodivosti všech neželezných kovů. Určování fyzikálních a technologických vlastností materiálů Sledování stavu vysoce namáhaných dílů
SIGMATEST 2.069 Přenosný vířivoproudý přístroj pro měření elektrické vodivosti všech neželezných kovů. Určování fyzikálních a technologických vlastností materiálů Sledování stavu vysoce namáhaných dílů
INFORMACE/REJSTŘÍK. Sortiment výrobků v programu Tailor Made. Výpočtové vztahy a definice. Přehledná tabulka závitů. Měření drsnosti povrchu
 NORM/RJSTŘÍK Sortiment výrobků v programu Tailor Made 2 Výpočtové vztahy a definice 4 Přehledná tabulka závitů 11 Měření drsnosti povrchu 14 Tolerance děr 16 Nejčastěji kladené dotazy 18 1 nformace/rejstřík
NORM/RJSTŘÍK Sortiment výrobků v programu Tailor Made 2 Výpočtové vztahy a definice 4 Přehledná tabulka závitů 11 Měření drsnosti povrchu 14 Tolerance děr 16 Nejčastěji kladené dotazy 18 1 nformace/rejstřík
Construction. Směs na bázi cementu pro samonivelační podlahy s vysokou provozní zátěží pro tloušťku vrstvy 5-15 mm. Popis výrobku.
 Technický list Datum vydání 03/2011 Identifikační č.: 010803010080000032 Verze č. 03 Sikafloor Level -T2 Směs na bázi cementu pro samonivelační podlahy s vysokou provozní zátěží pro tloušťku vrstvy 5-15
Technický list Datum vydání 03/2011 Identifikační č.: 010803010080000032 Verze č. 03 Sikafloor Level -T2 Směs na bázi cementu pro samonivelační podlahy s vysokou provozní zátěží pro tloušťku vrstvy 5-15
DÍLENSKÉ LISTY ZEDNÍK
 DÍLENSKÉ LISTY ZEDNÍK TECHNOLOGIE A MATERIÁLY 1 TECHNOLOGIE A MATERIÁLY 2 TECHNOLOGIE A MATERIÁLY 3 PŘESTAVBY BUDOV Název a adresa školy: Střední odborné učiliště stavební Pardubice s. r. o., Černá za
DÍLENSKÉ LISTY ZEDNÍK TECHNOLOGIE A MATERIÁLY 1 TECHNOLOGIE A MATERIÁLY 2 TECHNOLOGIE A MATERIÁLY 3 PŘESTAVBY BUDOV Název a adresa školy: Střední odborné učiliště stavební Pardubice s. r. o., Černá za
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
SPRÁVNÉ ZATEPLENÍ FASÁD
 SPRÁVNÉ ZATEPLENÍ FASÁD BONUSOVÝ E-BOOK: Technologický postup montáže a všeobecné pokyny pro zateplení FASÁDNÍM POLYSTYRENEM ROMAN STUDENÝ 1 Klimatické podmínky při provádění ETICS: Teplota vzduchu po
SPRÁVNÉ ZATEPLENÍ FASÁD BONUSOVÝ E-BOOK: Technologický postup montáže a všeobecné pokyny pro zateplení FASÁDNÍM POLYSTYRENEM ROMAN STUDENÝ 1 Klimatické podmínky při provádění ETICS: Teplota vzduchu po
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích
 TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera
 dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera Na začátku knihy jsou přehledově zmíněny montážní a pájecí technologie,
dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera Na začátku knihy jsou přehledově zmíněny montážní a pájecí technologie,
TP 01/04 TECHNICKÉ PODMÍNKY DODACÍ NESPOJOVANÉ ŽELEZOBETONOVÉ SEGMENTY ŠTOL
 TP 01/04 3. vydání TECHNICKÉ PODMÍNKY DODACÍ NESPOJOVANÉ ŽELEZOBETONOVÉ SEGMENTY ŠTOL Datum vydání: 07/2015 Datum konce platnosti: neurčeno Tyto technické podmínky dodací jsou závazné pro všechny pracovníky
TP 01/04 3. vydání TECHNICKÉ PODMÍNKY DODACÍ NESPOJOVANÉ ŽELEZOBETONOVÉ SEGMENTY ŠTOL Datum vydání: 07/2015 Datum konce platnosti: neurčeno Tyto technické podmínky dodací jsou závazné pro všechny pracovníky
Odrušení plošných spoj Vlastnosti plošných spoj Odpor Kapacitu Induk nost mikropáskového vedení Vlivem vzájemné induk nosti a kapacity eslechy
 Odrušení plošných spojů Ing. Jiří Vlček Tento text je určen pro výuku praxe na SPŠE. Doplňuje moji publikaci Základy elektrotechniky Elektrotechnologii. Vlastnosti plošných spojů Odpor R = ρ l/s = ρ l/t
Odrušení plošných spojů Ing. Jiří Vlček Tento text je určen pro výuku praxe na SPŠE. Doplňuje moji publikaci Základy elektrotechniky Elektrotechnologii. Vlastnosti plošných spojů Odpor R = ρ l/s = ρ l/t
Měkké pájení. Jak na to? - Měkké pájení
 Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Bílé stránky. Využití výhod přívodu řezné kapaliny při upichování a zapichování
 Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
Hygienický standard pro vysokou produktivitu a bezpečnost
 Hygienický design Hygienický standard pro vysokou produktivitu a bezpečnost Rittal The System. znamená promyšlená systémová řešení pro hygienickou výrobu v potravinářském průmyslu. Právě v otevřených procesech,
Hygienický design Hygienický standard pro vysokou produktivitu a bezpečnost Rittal The System. znamená promyšlená systémová řešení pro hygienickou výrobu v potravinářském průmyslu. Právě v otevřených procesech,
INFORMACE O PRODUKTECH. www.feelwood.cz
 INFORMACE O PRODUKTECH pokládka péče www.feelwood.cz obsah Feel Wood masivní podlahy Masivní podlaha je špičkový produkt mezi dřevěnými podlahami. Masivní podlahy FEEL WOOD jsou vyráběny z masivního kusu
INFORMACE O PRODUKTECH pokládka péče www.feelwood.cz obsah Feel Wood masivní podlahy Masivní podlaha je špičkový produkt mezi dřevěnými podlahami. Masivní podlahy FEEL WOOD jsou vyráběny z masivního kusu
Kritéria pro posouzení stupně opotřebení či poškození pronajímaných výrobků Vario-Standard
 Kritéria pro posouzení stupně opotřebení či poškození pronajímaných výrobků Kritéria posuzování nájemního materiálu Vydání: 05/2009 05 2009 Strana 1 z 10 Přehled 1. Čištění&&&&&&&&&.&&&.&&&.&&&3 2. Poškození
Kritéria pro posouzení stupně opotřebení či poškození pronajímaných výrobků Kritéria posuzování nájemního materiálu Vydání: 05/2009 05 2009 Strana 1 z 10 Přehled 1. Čištění&&&&&&&&&.&&&.&&&.&&&3 2. Poškození
TECHNICKÉ PODMÍNKY. pro zadávání, výrobu a dodávky jednostranných, oboustranných, vícevrstvých plošných spojů a šablon. Eva Vránková, ředitelka a.s.
 PCB Benešov, a.s. Jana Nohy 1352, 256 01 Benešov tel: 317 721 931, fax: 317 721 965 web: www.pcb-benesov.cz e-mail: info@pcb-benesov.cz TPV: 317 724 479 317 729 059 technologie: 724 786 473 724 786 472
PCB Benešov, a.s. Jana Nohy 1352, 256 01 Benešov tel: 317 721 931, fax: 317 721 965 web: www.pcb-benesov.cz e-mail: info@pcb-benesov.cz TPV: 317 724 479 317 729 059 technologie: 724 786 473 724 786 472
Technické podmínky pro zakázkovou výrobu elektroniky
 ELO+ s.r.o., Za Nádražím 2609, 397 01 Písek, Česká Republika, tel:+420 382 213 695, fax:+420 382 213 069 vyroba@elo.cz; sales@elo.cz www.elo.cz Technické podmínky pro zakázkovou výrobu elektroniky Tyto
ELO+ s.r.o., Za Nádražím 2609, 397 01 Písek, Česká Republika, tel:+420 382 213 695, fax:+420 382 213 069 vyroba@elo.cz; sales@elo.cz www.elo.cz Technické podmínky pro zakázkovou výrobu elektroniky Tyto
Víceúrovňové zapojení žaluzií... 45 Schéma zapojení žaluziového motoru... 46
 TECHNICKÝ MANUÁL OBSAH Venkovní žaluzie Z-90, Z-70... 2-3 Venkovní žaluzie S-90... 4-5 Venkovní žaluzie C-80, C-65... 6-7 Venkovní žaluzie C-80S, C-65S... 8-9 Venkovní žaluzie F-80, F-80V... 10-11 Venkovní
TECHNICKÝ MANUÁL OBSAH Venkovní žaluzie Z-90, Z-70... 2-3 Venkovní žaluzie S-90... 4-5 Venkovní žaluzie C-80, C-65... 6-7 Venkovní žaluzie C-80S, C-65S... 8-9 Venkovní žaluzie F-80, F-80V... 10-11 Venkovní
BNC100/ BNC160/ BNC200/ BNC300 Nový
 NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
Slévárny neželezných kovů
 Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Splávky na řeku. Takže pojďme do toho! MATERIÁL: balsová deska tloušťky 15 nebo 20 mm (prodejna pro modeláře)
") Splávky na řeku mihy.san: Tento článek je kompletním návodem na výrobu splávků na řeku. Ono na řeku není třeba brát doslovně. Rybáři, kteří nepoužívají anglické splávky waglery, si takto můžou vyrobit
Splávky na řeku mihy.san: Tento článek je kompletním návodem na výrobu splávků na řeku. Ono na řeku není třeba brát doslovně. Rybáři, kteří nepoužívají anglické splávky waglery, si takto můžou vyrobit
A Sloupkové stojánky. B Broušené desky a lišty. C Transportní a upínací elementy. D Vodící prvky. E Přesné díly. F Pružiny. G Elastomery H FIBROCHEMIE
 A Sloupkové stojánky Litinové, ocelové a hliníkové Sloupkové stojánky - malé lisy, konstrukce sestav, rychlovýměnné stojánky B Broušené desky a lišty C Transportní a upínací elementy D Vodící prvky E Přesné
A Sloupkové stojánky Litinové, ocelové a hliníkové Sloupkové stojánky - malé lisy, konstrukce sestav, rychlovýměnné stojánky B Broušené desky a lišty C Transportní a upínací elementy D Vodící prvky E Přesné