ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Opravy autoplastů
|
|
|
- Luděk Liška
- před 8 lety
- Počet zobrazení:
Transkript
: Bc.")
1 Projekt: ODBORNÝ VÝCVIK VE. TISÍCILETÍ Téma: 2.9. Obor: Autokarosář Ročník: 2. Opravy autoplastů Zpracoval(a): Bc. Petr Ondrůšek Střední průmyslová škola Uherský Brod, 2010
: Bc.")
2 Obsah Oprava autoplastů Výskyt plastů Plast a automobil.... Identifikace termoplastů Oprava promáčkliny plastu Podmínky svařování termoplastů Nářadí a materiál pro svařování Příprava povrchu pro svár Stehování Svařování Chyby při svařování Dokončovací operace Lakování termoplastů Použitá literatura...15

3 OPRAVA AUTOPLASTŮ 1. VÝSKYT PLASTŮ Výrobky z plastů potkáváme dnes a denně na každém kroku. Nahrazují tradiční materiály jako je dřevo, kov, sklo. Důvodem není jen mnohdy až několikanásobně nižší cena. Především výrobky z plastů jsou podstatně lehčí. Své uplatnění si nachází ve všech oborech lidské činnosti. Najdeme je jak v domácnosti tak ve stavebnictví, medicíně, snad všech druzích kutilství, atd. Obr.1. Široké použití plastů 2. PLAST A AUTOMOBIL Není tudíž žádným překvapením, že se plasty prosadily i v automobilovém průmyslu. Snad každý dopravní prostředek v dnešní době je vybaven součástmi z nejrůznějších plastů. Dá se jimi vylepšit celkový vzhled karoserie. Díky nižší hmotnosti mají vliv nejen na bezpečnost provozu, ale i na spotřebu paliva. Stačí jen letmý pohled na moderní vůz a zjistíme, že spousta dílů je vyrobeno z plastu. A nejsou to jen drobné díly. Přední i zadní nárazníky, podběhy, blatníky, spojlery, prahy, přední stěny, světla a jejich držáky, sahary, masky, zpětná zrcátka a spousta dalších větších či menších součástí. Jejich užitím se dá vylepšit aerodynamický tvar a estetika automobilu. Právě u těchto vnějších dílů oceníme velkou výhodu plastů a to, že nepodléhají korozi jako díly vyráběné z plechu, třebaže dnes už povrchově chráněného např.zinkem.

4 I interiér vozu krášlí plasty. Palubní deska, části sedaček, veškeré kryty atd. Díky nižší hmotnosti mají vliv nejen na bezpečnost provozu ale i na spotřebu paliva. Další výhodou plastů v porovnání se stejnými výrobky z plechu je jejich pružnost. Plasty se nevyrovnají oceli pevností, ale vynikají svou plasticitou. Většina promáčklin v plechu zůstává deformovaných, kdežto stejná deformace plastového dílu se díky pružnosti v mnoha případech samovolně vyrovná. Ovšem ne v každém případě má motorista tolik štěstí. Pokud náraz není tak silný, aby došlo k neopravitelné škodě, nabízí se několik způsobů pomoci. A to oprava mechanická (nýtování), lepení a svařování. Kterou z nabízených variant použijeme, záleží především na tom, o jaký díl se jedná. Například spodní kryt motoru není z pohledu stojícího člověka vidět, tudíž stačí jen zanýtovat. Přední nárazník je naopak nejvíce "na očích", proto volíme variantu svařování. Obr. 2. Přední nárazník po střetu s lesní zvěří
, lepení a svařování.")
5 . IDENTIFIKACE TERMOPLASTŮ Lety praxe v oboru svařování získá svářeč opravář zkušenosti, vědomosti a zručnost. Většinou pak bez problémů pozná druh materiálu, ze kterého je poškozený díl vyroben. Pro začínající, méně zkušené opraváře, jsou na většině dílů vyznačeny kódy použitého materiálu. PE Polyethylen PP Polypropylen PP-EPDM Polypropylen/Athylen-Propylen-Terpolymer PA Polyamid PC Polycarbonat ABS Acrylnitril-Butadien-Styrol-Copolymer POM Polyoximethylen PUR Polyuretan PC/PBTP Polycarbonat-Polybutylen-terphtalat (Polycarbonat-thermo plastický-polyeter ABS/PC/ ALPHA Honda/Polymer -Alloy Tabulka 1. Značení termoplastů Obr.. Označení (kód) druhu materiálu plastového nárazníku Felicie V případě, že ta část s kódem zůstala po havárii na silnici a opravář ji nemá k dispozici kvůli stanovení druhu termoplastu, nabízí se zkouška plamenem. Malý kousek příslušného materiálu se zapálí a pozoruje se plamen a zápach.

6 Polyethylen Polyamid Polykarbonát ABS Polypropylen Polyoximethylen Polyuretan bez dýmu, materiál odkapává jako svíčka, je cítit vosk bez dýmu, tvoří se bubliny, praská, cítit spálenou rohovinou nažloutlý dým, cítit po bakelitu (pertinaxu) načernalý dým, vločky sazí, cítit po pryži bez dýmu, okapává jako svíčka, cítit spálený olej bez dýmu, hoří jako plyn, cítit štiplavý zápach slabý dým, prská, cítit střelný prach Tabulka 2. Identifikace plamenem Převážná většina plastů používaných při konstrukci vozidel jsou termoplasty. Jen tyto při zahřátí měknou, následně se dají tvarovat a svařovat. Každý z nich však vyžaduje tu svoji správnou teplotu. Kód termoplastu Svařovací Nastavení potenciometru pro horkovzdušnou svářečku LEISTER teplota ve Klínová tryska Základní Rychlosvářecí Rychlosvářecí stupních Celsia tryska tryska 5,7 mm tryska 7,0 mm PVC tvrdé 00 4,5 PVC měkké ,6 PE tvrdý HDPE 00 4,5 PE měkký LDPE 270 2,8 2,8 2,8 4 PP 00 4,5 PP/EPDM 00 4,5 PA ,6 PC 50 5, PC/PBTP 50 5, ABS 50 5, ABS/PC/Alpha /HP/Aloy 50 5, PUR 50 5, Tabulka. Orientační teploty vzduchu pro svařování jednotlivých druhů plastů

7 Obr.4. Teplota vzduchu pro základní, rychlosvářecí a stehovací trysky 4. OPRAVA PROMÁČKLINY PLASTU Ne vždy musí dojít k prasknutí plastového dílu. Místo nárazu může právě díky pružnosti zůstat jen promáčklé. V lepším případě stačí vyvinout dostatečnou sílu na správné místo a materiál se vrátí do původního stavu. Ne vždy se ovšem dá tento problém vyřešit "za studena". Zde se nabízí použití horkovzdušné pistole k nahřátí poškozeného místa a opět přiměřeného tlaku k navrácení plastu do uspokojivého tvaru. Pistole nabízí poměrně vysoké teploty, proto je nutné dbát zvýšené opatrnosti, aby nedošlo k přílišnému nahřátí či až natavení materiálu a následnému zborcení tvaru celého dílu. 5. PODMÍNKY SVAŘOVÁNÍ TERMOPLASTŮ Na praskliny jen teplo a tlak nestačí. Stejně jako při svařování plechových dílů je i při svařování plastů nutný přídavný materiál. Kvalitu budoucího sváru ovlivňuje spousta faktorů. Svařovací parametry, postup svařování, vlastnosti materiálu, pracovní podmínky, čistota nástrojů, topných elementů, čistota a připravenost svařovaných ploch, konstrukce a geometrie sváru. Zjednodušeně řečeno, pro dosažení kvalitního sváru nutno sladit teplotu, tlak a čas. Ovšem ne všechny plasty jsou svařitelné. Z tohoto hlediska lze opravovat jen tzv. termoplasty, ale i ty jen stejného druhu a typu. Rozhodujícím kriteriem je tokové chování materiálu. Zaručenou svařitelností značíme spoj materiálů stejného druhu i typu. Podmínečná svařitelnost je při spojování materiálu stejného druhu ale odlišného typu. Nelze svařovat PP s PE nebo PVC s PE neboť se jedná o různé typy materiálů. Z toho vyplývá potřeba zachování si klidné hlavy po havárii a nutnost sebrat všechny úlomky například nárazníku u kterého usoudíme jeho opravitelnost. Nespornou výhodou opravy oproti výměně celého dílu je mnohonásobně menší cena. Při svařování termoplastů se používá několik způsobů dodání tepla. Často používaným je svařování horkým tělesem, elektricky vyhřívaným a to buď ručně nebo automatizovaně. Tvar těles je přizpůsoben ohřívané ploše. Dodávka tepla může být přímá bezprostředně na svařované plochy nebo nepřímá, kdy horké těleso působí z protilehlé strany. Jen pro úplnost připomeneme jako další metody ohřátí svářených ploch ultrazvuk, vysokofrekvenční ohřev, tření, laser, infračervený paprsek.

8 6. NÁŘADÍ A MATERIÁL PRO SVAŘOVÁNÍ Obr.5. Horkovzdušná svářečka LEISTER TRIAC S s nádstavci

9 Obr. 6. Různé druhy přídavného materiálu. 7. PŘÍPRAVA POVRCHU PRO SVÁR Nejdříve musíme zjistit rozsah poškození, tedy délku praskliny. Nejen tu pouhým okem viditelnou ale i ty mikro, které se projeví po nahřátí okolí hlavní praskliny. Konce prasklin provrtáme vrtákem o průměru mm aby se praskliny dál nešířily. Případné nalepené ozdobné lišty odstraníme kývavým pohybem horkovzdušného přístroje bez trysky s teplotou do 00 stupňů. Tím se lišta ohřeje rovnoměrně, lepidlo povolí a lištu můžeme bez poškození stáhnout, po opravě opětovně použít. Pro uložení svařovacího drátu musíme středem praskliny vyfrézovat "V" drážku, nejlépe s úhlem 90 a hloubkou do dvou třetin základního materiálu. Po frézování by měl svařovací drát s drážkou lícovat a vyčnívat asi 2mm nad povrch základního materiálu. Tento přebytek je nutný ke konečnému opracování opravovaného místa. Pilníkem, škrabkou, smirkovým plátnem odstraníme barvu v blízkém okolí drážky (asi 10mm po obou stranách). Případné deformace plastového dílu po havárii odstraníme nahřátím asi 200 stupňů a vytvarováním do původního tvaru. Šroubovákem lze sevřené části vytáhnout i za studena.

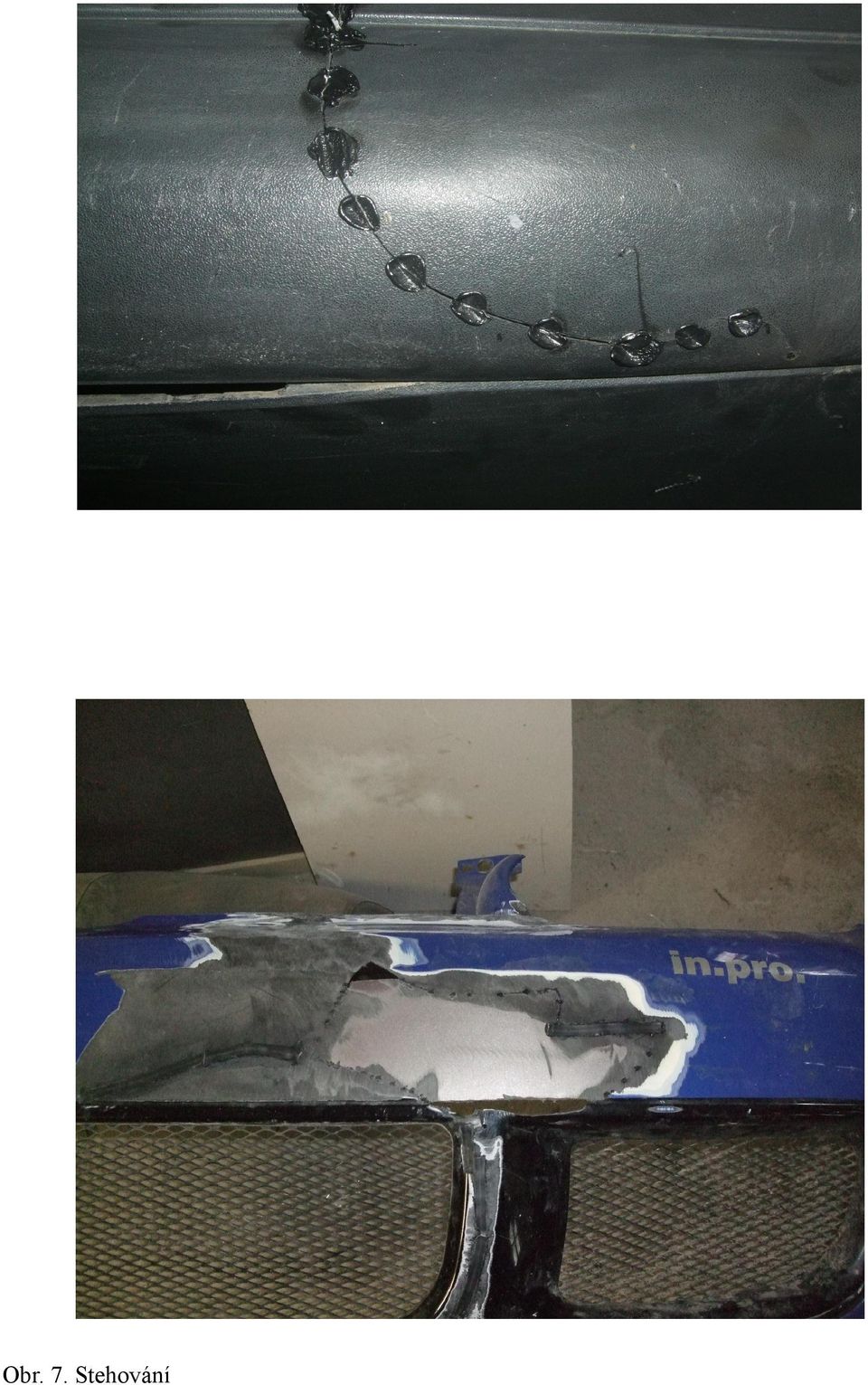
10 Obr. 7. Příprava pro svařování 8. STEHOVÁNÍ Stehováním zajistíme stabilitu obou částí praskliny. Je možné nastehovat jen pomocí pájedla a to po celé délce praskliny natavením a spojením v místě tavení. Aby nedošlo k vzájemnému posunu obou svařovaných stran praskliny, musíme oba konce v místě vyvrtaných otvorů sestehovat pomocí klínové trysky. Takto spojené strany trhliny jsou dostatečně fixovány, zajištěny proti pohybu. Teplotu při stehování nastavíme dle teploty doporučené pro používaný přídavný materiál. Trysku držíme tak, aby patka byla lehce nadzvednuta. Při podélném tažení změkčuje horký vzduch plast, oba okraje drážky jsou natavovány. Na svar netlačíme svářečkou. Materiál je v drážce tenký. Při stehování je možnost správným vzájemným přidržením vyrovnat malé přesazení obou částí.

11 Obr. 7. Stehování
12 9. SVAŘOVÁNÍ Začíná seříznutím drátu nožem aby jeho konec byl sešikmen a umožňoval plynulé vyplňování drážky, především když drážka začíná uprostřed dílu karoserie. Nasuneme rychlosvařovací trysku na horkovzdušnou svářečku, nastavíme správnou teplotu a necháme svářečku - 4 minuty nahřívat na požadovanou teplotu. Skosený konec drátu provlékneme trubkou trysky až vyčnívá asi mm ze spodní strany. Svářečku držíme tak, aby spodní strana trysky kopírovala směr vyfrézované drážky, vyčnívající konec drátu směřuje k bodu za počátkem drážky. Tak je přiváděn horký vzduch na začátek svaru. Plast se stává plastickým, trysku posouváme ve směru drážky. Botka doléhá na svařovací drát, patka mm nad základním materiálem. Silou přibližně 2 kg posouváme svařovací drát do trysky. Tlak na drát neprovádíme přes svářečku. Pokud tomu nic nebrání, měl by být svar proveden v jednom nepřerušovaném pracovním cyklu od začátku až do konce trhliny. Malý rovnoměrný nálitek podél svaru je důkazem dokonalého spojení základního a přídavného materiálu. Po dokončení svaru vytáhneme svářečku od zbylého drátu. Po jeho vychladnutí zbytek odstřihneme nebo odřežeme co nejblíže konce svaru. Obdobným způsobem se dají opravit i místa kde po havárii část materiálu na pohledové straně schází. Můžeme použít plastový díl z jiného vozidla, ze kterého vyřízneme potřebnou velikost materiálu a vytvarujeme na požadovaný tvar. Aby však byla zaručena svařitelnost musí se jednat o stejný druh termoplastu. Nebo se dá vyříznout některá zdánlivě nepotřebná část opravované součásti, např. výztuha. V nouzovém případě, kdy je identifikace nemožná, a žádný z přídavných materiálů se nechce spojit se základním, použijeme jako svařovací drát odřezky z nepohledové části dílu.

13 Obr.8. Svařování horkovzdušnou svářečkou 10. CHYBY PŘI SVAŘOVÁNÍ Malý nálitek svědčí o příliš velké rychlosti svařování nebo nízké teplotě. Nedostatečně ohřátá svářečka nebo příliš rychlé ukončení procesu svařování má za následek vzniku děr. Úhel V drážky příliš velký a proto je svar nízký. Příčina nerovnoměrného svaru je nastavování svařovacího drátu, nestejný tlak na svařovací drát. Pomalá rychlost svařování nebo příliš velká teplota zapříčiní zuhelnatělý svar. Deformace opravovaného dílu dosáhneme přehřátím okolí opravy, násilným upevněním dílu, špatná příprava místa opravy (nastehování). 11. DOKONČOVACÍ OPERACE Po vychladnutí opravované součásti by se na povrchu měl vytvořit lehce navýšený, hladký, rovnoměrný svar. Měkké termoplasty jsou na brusivo náchylné, proto začínáme s brusným kotoučem o zrnitosti 120, pokračujeme 180 a dobrušujeme 20. Poškození okolního laku broušením by nemělo přesáhnout 10 cm od svaru.
. 11.")
14 Obr. 9. Broušení po svařování 12. LAKOVÁNÍ TERMOPLASTŮ Příliš se neliší od lakování plechových dílů. Opracování povrchu se provádí mnohem jemnějšími smirky než broušení v karosárně po svařování. Důkladné očištění je nutné pro dokonalou přilnavost laku. Aby oprava splňovala i ta nenáročnější kriteria, aby zákazník byl maximálně spokojen a aby oprava nebyla znatelná, měl by být nalakován celý opravovaný díl.

15 Obr.10. Lakování opravovaného místa 1. POUŽITÁ LITERATURA Příručka pro autoopraváře

NÁVOD K OBSLUZE Horkovzdušná svářečka plastů Typ: G81036, Model: 915A
 Překlad návodu NÁVOD K OBSLUZE Horkovzdušná svářečka plastů Typ: G81036, Model: 915A Vyrobeno pro F.H. GEKO Kietlin, ul. Spacerowa 3 97-500 Radomsko, Polsko www.geko.pl Před prvním použitím prosíme o důkladné
Překlad návodu NÁVOD K OBSLUZE Horkovzdušná svářečka plastů Typ: G81036, Model: 915A Vyrobeno pro F.H. GEKO Kietlin, ul. Spacerowa 3 97-500 Radomsko, Polsko www.geko.pl Před prvním použitím prosíme o důkladné
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v prosinci 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Svařování desek a fólií
 Svařování desek a fólií Extrudery ES 2 a ES 4 Svářečky fólií SKA 55, SKA 55K a Příslušenství pro extrudery Pro spojování desek a fólií se používají dva způsoby svařování. Prvním z nich je svařování pomocí
Svařování desek a fólií Extrudery ES 2 a ES 4 Svářečky fólií SKA 55, SKA 55K a Příslušenství pro extrudery Pro spojování desek a fólií se používají dva způsoby svařování. Prvním z nich je svařování pomocí
Podniková norma Desky z PP-B osmiúhelníky
 IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Nerozebíratelné spojování materiálů metodou MIG, MAG, TIG a WIG 1 Obsah 1. Úvod... 3 2. Základní rozdělení konstrukčních technických materiálů...
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Nerozebíratelné spojování materiálů metodou MIG, MAG, TIG a WIG 1 Obsah 1. Úvod... 3 2. Základní rozdělení konstrukčních technických materiálů...
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
Potřebné příslušenství za příplatek: 00164012 Originální maska Audi 00211228 Originální maska Audi provedení S
 Montážní návod k přednímu nárazníku Audi TT Typ 8N 55107 Kompletní přední nárazník Audi TT 55121 Kompletní přední nárazník Audi TT s 3 přídavnými otvory 55108 Kompletní přední nárazník Audi TT s přípravou
Montážní návod k přednímu nárazníku Audi TT Typ 8N 55107 Kompletní přední nárazník Audi TT 55121 Kompletní přední nárazník Audi TT s 3 přídavnými otvory 55108 Kompletní přední nárazník Audi TT s přípravou
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
PRŮVODCE PRO PŘIMĚŘENÉ A NADMĚRNÉ POŠKOZENÍ VOZIDLA
 PRŮVODCE PRO PŘIMĚŘENÉ A NADMĚRNÉ POŠKOZENÍ VOZIDLA Vážený zákazníku, tento manuál slouží jako pomůcka pro určení stavu Vašeho vozidla. V případě, že se rozhodnete využít odkupu vozidla v garantované budoucí
PRŮVODCE PRO PŘIMĚŘENÉ A NADMĚRNÉ POŠKOZENÍ VOZIDLA Vážený zákazníku, tento manuál slouží jako pomůcka pro určení stavu Vašeho vozidla. V případě, že se rozhodnete využít odkupu vozidla v garantované budoucí
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Příloha č. 1 ke KRPB-72392/ČJ AO. Strana 1 ze 6. minimální cena Kč. kód typ r. v. stav km. stručný popis technického stavu
 25988 Renault Laguna 3,0 1995 230612 3000 62708 Škoda Felicia kombi 1,9 D 1996 324362 4000 63943 Škoda Felicia 1,3 1997 147400 2000 64196 Škoda Felicia 1,3 1998 196210 3000 64657 Škoda Felicia 1,3 1998
25988 Renault Laguna 3,0 1995 230612 3000 62708 Škoda Felicia kombi 1,9 D 1996 324362 4000 63943 Škoda Felicia 1,3 1997 147400 2000 64196 Škoda Felicia 1,3 1998 196210 3000 64657 Škoda Felicia 1,3 1998
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Základní výbava každého, kdo se chce zabývat profesionálním svářením plastů pomocí přídavného svářecího materiálu (svářecího drátu).
.") Horkovzdušné ruční svářecí přístroje Základní výbava každého, kdo se chce zabývat profesionálním svářením plastů pomocí přídavného svářecího materiálu (svářecího drátu). Základní charakteristika přístrojů
Horkovzdušné ruční svářecí přístroje Základní výbava každého, kdo se chce zabývat profesionálním svářením plastů pomocí přídavného svářecího materiálu (svářecího drátu). Základní charakteristika přístrojů
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ
 tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA
 PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA 2 VRUTY PRO TERASY S VRTÁČKEM zápustná nerez ocel SAGAA Vruty s vrtáčkem jsou určeny pro použití do tvrdých dřevin, kde je použití běžných
PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA 2 VRUTY PRO TERASY S VRTÁČKEM zápustná nerez ocel SAGAA Vruty s vrtáčkem jsou určeny pro použití do tvrdých dřevin, kde je použití běžných
Obecné informace pro instalaci Firestone UltraPly TPO
 Obecné informace pro instalaci Firestone UltraPly TPO Následující pokyny k instalaci Vám mají pomoci s dosažením správného provedení UltraPly TPO a zodpoví na základní otázky při zahájení prací. 1. TECHNICKÉ
Obecné informace pro instalaci Firestone UltraPly TPO Následující pokyny k instalaci Vám mají pomoci s dosažením správného provedení UltraPly TPO a zodpoví na základní otázky při zahájení prací. 1. TECHNICKÉ
24. Nosné prvky podvozku, druhy rámů
 24. Nosné prvky podvozku, druhy rámů ( vzájemné spojení náprav, nesení karosérie, nástavby, nákladního prostoru, přenos síly mezi nápravami a vozidlem ) - Rám vozidla - Bezrámová (samonosná) konstrukce
24. Nosné prvky podvozku, druhy rámů ( vzájemné spojení náprav, nesení karosérie, nástavby, nákladního prostoru, přenos síly mezi nápravami a vozidlem ) - Rám vozidla - Bezrámová (samonosná) konstrukce
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Technická servisní konference 04/2016
 Technická servisní konference 04/2016 Technická servisní konference 04/2016 VAT/1 - TSC Karoserie, interiér, lak Obsah prezentace lak: Octavia III, Rapid koroze VIN Yeti koroze postranice ElsaPro laková
Technická servisní konference 04/2016 Technická servisní konference 04/2016 VAT/1 - TSC Karoserie, interiér, lak Obsah prezentace lak: Octavia III, Rapid koroze VIN Yeti koroze postranice ElsaPro laková
Postupy spojování PVC-O a PE
 Postupy spojování PVC-O a PE V tomto článku jsou uvedeny rozdíly mezi výrobou push-fit spojů trubek z PVC-O a tupými tavnými svary vyžadovanými u PE trubek. Postupy spojování trubek z PVC-O Spojení se
Postupy spojování PVC-O a PE V tomto článku jsou uvedeny rozdíly mezi výrobou push-fit spojů trubek z PVC-O a tupými tavnými svary vyžadovanými u PE trubek. Postupy spojování trubek z PVC-O Spojení se
PŘEDMLUVA 3 1 ÚVOD 23 2 MATERIÁLY 25
 OBSAH PŘEDMLUVA 3 1 ÚVOD 23 2 MATERIÁLY 25 2.1 Základní pojmy 25 2.1.1 Definice 26 2.2 Rozdělení makromoiekulárních látek 28 2.3 Základy výroby polymerů 29 2.3.1 Postupy syntézy makromoiekulárních látek
OBSAH PŘEDMLUVA 3 1 ÚVOD 23 2 MATERIÁLY 25 2.1 Základní pojmy 25 2.1.1 Definice 26 2.2 Rozdělení makromoiekulárních látek 28 2.3 Základy výroby polymerů 29 2.3.1 Postupy syntézy makromoiekulárních látek
Metakrylátové lepidlo Power 25 ml Č. výr. 92624
 Charakteristika: Strukturální lepení v dnešních výrobních a zpracovatelských procesech kladou vysoké požadavky na pevnost, rychlost a bezpečnost spojovacích mechanismů. Modifikovaný metyl-metakrylátester
Charakteristika: Strukturální lepení v dnešních výrobních a zpracovatelských procesech kladou vysoké požadavky na pevnost, rychlost a bezpečnost spojovacích mechanismů. Modifikovaný metyl-metakrylátester
Základy svařování horkým plynem a přídavným materiálem
 Základy svařování horkým plynem a přídavným materiálem Princip svařování horkým plynem a přídavným materiálem Při svařování horkým plynem se nejprve spojované plochy a vnější zóny přídavného materiálu
Základy svařování horkým plynem a přídavným materiálem Princip svařování horkým plynem a přídavným materiálem Při svařování horkým plynem se nejprve spojované plochy a vnější zóny přídavného materiálu
Silná excentrická bruska, 710 W, s odsáváním prachu X 1107 VE
 Silná excentrická bruska, 70 W, s odsáváním prachu X 07 VE 28.669 Příkon 70 W Výkon 420 W Zdvih 8,8 mm Počet zdvihů naprázdno 4300-3000 /min Max. Ø brusného tělesa mm Upevnění brusného nástroje suchý zip
Silná excentrická bruska, 70 W, s odsáváním prachu X 07 VE 28.669 Příkon 70 W Výkon 420 W Zdvih 8,8 mm Počet zdvihů naprázdno 4300-3000 /min Max. Ø brusného tělesa mm Upevnění brusného nástroje suchý zip
POLYS P-1. ruční svářečky s termostatickou regulací
 POLYS P-1 ruční svářečky s termostatickou regulací Svářečky POLYS P-1 jsme vyvinuli na základě zkušeností našich zákazníků, kteří požadují jednodušší svářečku jako doplněk profesionální P-4 nebo svářečku
POLYS P-1 ruční svářečky s termostatickou regulací Svářečky POLYS P-1 jsme vyvinuli na základě zkušeností našich zákazníků, kteří požadují jednodušší svářečku jako doplněk profesionální P-4 nebo svářečku
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: ME II-2.2.2 VÝMĚNA A OPRAVY SOUČÁSTEK Obor: Mechanik - elekronik Ročník: 2. Zpracoval: Ing. Michal Gregárek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: ME II-2.2.2 VÝMĚNA A OPRAVY SOUČÁSTEK Obor: Mechanik - elekronik Ročník: 2. Zpracoval: Ing. Michal Gregárek Střední průmyslová škola Uherský Brod, 2010 1
1/20 Číslo protokolu: slavia cr 6214 Datum prohlídky: 17.08.2012
 1/20 DEKRA Automobil a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 Slavia pojišťovna a.s. Revoluční 1 110 00 Praha 1 ZÁKLADNÍ INFORMACE Datum objednávky:
1/20 DEKRA Automobil a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 Slavia pojišťovna a.s. Revoluční 1 110 00 Praha 1 ZÁKLADNÍ INFORMACE Datum objednávky:
Novinky v nýtování, nýtovací kleště a nové druhy nýtů
 Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB
 EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Operační program Vzdělávání pro konkurenceschopnost
 STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
Psací stůl Einstein. Ale to jsme již vlastně řekli: sestavení je maximálně jednoduché.
 Psací stůl Einstein Opravdu chytrá kombinace: Tvé zcela individuální pracoviště, které Ti dá inspiraci na dobré nápady. Bedny pod lakovanou lepenou dřevěnou deskou nejsou určeny pro uschování těžkých předmětů,
Psací stůl Einstein Opravdu chytrá kombinace: Tvé zcela individuální pracoviště, které Ti dá inspiraci na dobré nápady. Bedny pod lakovanou lepenou dřevěnou deskou nejsou určeny pro uschování těžkých předmětů,
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK
 MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
SikaForce -7550 elastické turbo 2-k polyuretanová technologie
 SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
Digitální učební materiál
 Digitální učební materiál Projekt CZ.1.07/1.5.00/34.0415 Inovujeme, inovujeme Šablona III/2 Inovace a zkvalitnění výuky prostřednictvím ICT (DUM) Tematická oblast Základní aranžérské nářadí a pomůcky,
Digitální učební materiál Projekt CZ.1.07/1.5.00/34.0415 Inovujeme, inovujeme Šablona III/2 Inovace a zkvalitnění výuky prostřednictvím ICT (DUM) Tematická oblast Základní aranžérské nářadí a pomůcky,
1/15 Číslo Expertízy: csobl crg 834
 1/15 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O PROHLÍDCE Země: Česko
1/15 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O PROHLÍDCE Země: Česko
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
LITHOPLAST DOPLŇKY PRO OŠETŘENÍ DETAILŮ VÝROBCE: LITHOPLAST, s.r.o.
 VÝROBCE:, s.r.o. Tento dokument definuje doporučený standard pro montáž doplňků systému PENEFOL-. Montáž mohou provádět pouze zaškolené organizace. Výrobce si vyhrazuje právo jakýchkoli změn. IZOLAČNÍHO
VÝROBCE:, s.r.o. Tento dokument definuje doporučený standard pro montáž doplňků systému PENEFOL-. Montáž mohou provádět pouze zaškolené organizace. Výrobce si vyhrazuje právo jakýchkoli změn. IZOLAČNÍHO
Charakteristika. Použití MOLDMAX HH
 1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA
 PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA 2 KKF VRUTY PRO VENKOVNÍ OBKLADY cylindrická nerezová ocel A2 Vruty KKF jsou určeny pro hi-tech spoje, u nichž je kladen důraz na čistotu
PROFESIONÁLNÍ SPOJOVACÍ MATERIÁL PRO TERASY A JINÉ APLIKACE DO DŘEVA 2 KKF VRUTY PRO VENKOVNÍ OBKLADY cylindrická nerezová ocel A2 Vruty KKF jsou určeny pro hi-tech spoje, u nichž je kladen důraz na čistotu
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
A10 - Kapaliny v kanystrech
 UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
Siems & Klein spol. s r. o.
 spol. s r. o. Akční nabídka GYS - indukční ohřevy : 1. 053380 GYSDUCTION AUTO COMPLETE, indukční přístroj pro uvolňování šroubů, odstraňování samolepek, nalepených bočních lišt atd., vhodný pro demontáž
spol. s r. o. Akční nabídka GYS - indukční ohřevy : 1. 053380 GYSDUCTION AUTO COMPLETE, indukční přístroj pro uvolňování šroubů, odstraňování samolepek, nalepených bočních lišt atd., vhodný pro demontáž
GYS (výrobce Francie) indukční ohřívací přístroj - sada. Siems & Klein
 indukční ohřívací přístroj - sada. Siems & Klein") Tel.: 608 98 39 68 (M. Bednář), 27201 6911, fax 27201 6944 martin.bednar@siems-klein.cz www.siems-klein.cz Akční nabídka GYS do 12/2018 - indukční ohřevy : indukční ohřívací přístroj - sada 1. 053380 GYSDUCTION
Tel.: 608 98 39 68 (M. Bednář), 27201 6911, fax 27201 6944 martin.bednar@siems-klein.cz www.siems-klein.cz Akční nabídka GYS do 12/2018 - indukční ohřevy : indukční ohřívací přístroj - sada 1. 053380 GYSDUCTION
Navařování srdcovek výhybek P-NA-M-03/2013
 SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
1/26 Číslo protokolu: demo ls 116 Datum prohlídky: PROTOKOL K VOZIDLU
 1/26 PROTOKOL K VOZIDLU DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 RZ: 4M00145 Tovární značka (výrobce): Citroen Obchodní označení:
1/26 PROTOKOL K VOZIDLU DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 RZ: 4M00145 Tovární značka (výrobce): Citroen Obchodní označení:
Doporučení. KONTROLY Nejčastější poruchy ložiska zavěšení ZAVĚŠENÍ LOŽISKO A SADA ZAVĚŠENÍ KOL
 02-M- 12/2015 LOŽISKO A SADA KOL Doporučení Ložisko zavěšení a izolátor je nutné měnit současně s tlumičem, obojí je nutné vždy měnit v párech. Výměna těchto dílů je nedílnou součástí výměny tlumiče; tímto
02-M- 12/2015 LOŽISKO A SADA KOL Doporučení Ložisko zavěšení a izolátor je nutné měnit současně s tlumičem, obojí je nutné vždy měnit v párech. Výměna těchto dílů je nedílnou součástí výměny tlumiče; tímto
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Nerez ocel. Zodpovědné zpracování
 Nerez ocel Zodpovědné zpracování CHARAKTERISTICKÉ VLASTNOSTI Austenitická struktura (Ni > 8%) Slitina železa (Fe) a legujících prvků (Cr, Ni, Mo) Obsah uhlíku C = 0,03% V pasivním stavu (Obsah Cr > 12,5
Nerez ocel Zodpovědné zpracování CHARAKTERISTICKÉ VLASTNOSTI Austenitická struktura (Ni > 8%) Slitina železa (Fe) a legujících prvků (Cr, Ni, Mo) Obsah uhlíku C = 0,03% V pasivním stavu (Obsah Cr > 12,5
1/18 Číslo protokolu: csob banka 291
 1/18 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ÚDAJE O VOZIDLE Tovární značka (výrobce): VIN: Max. výkon (kw): Typ karoserie: Datum
1/18 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ÚDAJE O VOZIDLE Tovární značka (výrobce): VIN: Max. výkon (kw): Typ karoserie: Datum
Montážní komponenty - kovové 7.1.0
 Montážní komponenty - kovové 7.1.0 hadicová svorka Použití: k rychlému zajištění nasazené hadice (max. do tlaku 5 bar) Materiál: pružinová ocel A max. B min. d C D barva 6,5 6,3 1,6 0,2 19,0 přírodní 27
Montážní komponenty - kovové 7.1.0 hadicová svorka Použití: k rychlému zajištění nasazené hadice (max. do tlaku 5 bar) Materiál: pružinová ocel A max. B min. d C D barva 6,5 6,3 1,6 0,2 19,0 přírodní 27
http://www.workshopdata.com/printmaintenance.do
 Stránka č. 1 z 5 Údaje o zákazníkovi: Jméno: Poštovní Kód: : : SPZ: Stav najetých kilometrů: Vysvětlující ikony: Kód OE Dodatečná Práce OK Dokončeno Potřebuje výměnu/opravu * Mohou být potřebné náhradní
Stránka č. 1 z 5 Údaje o zákazníkovi: Jméno: Poštovní Kód: : : SPZ: Stav najetých kilometrů: Vysvětlující ikony: Kód OE Dodatečná Práce OK Dokončeno Potřebuje výměnu/opravu * Mohou být potřebné náhradní
Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace,
 Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace, Zborovská 519, 511 01 Turnov tel.: 481 319 111, www.ohsturnov.cz, e-mail: vedeni@ohsturnov.cz Maturitní
Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace, Zborovská 519, 511 01 Turnov tel.: 481 319 111, www.ohsturnov.cz, e-mail: vedeni@ohsturnov.cz Maturitní
POŽADAVKY NA KONSTRUKCI, VÝROBU, VÝSTROJ, SCHVALOVÁNÍ TYPU, ZKOUŠENÍ A ZNA
 KAPITOLA 6.9 POŽADAVKY NA KONSTRUKCI, VÝROBU, VÝSTROJ, SCHVALOVÁNÍ TYPU, ZKOUŠENÍ A ZNAČENÍ NESNÍMATELNÝCH CISTEREN (CISTERNOVÝCH VOZIDEL), SNÍMATELNÝCH CISTEREN, CISTERNOVÝCH KONTEJNERŮ A VÝMĚNNÝCH CISTERNOVÝCH
KAPITOLA 6.9 POŽADAVKY NA KONSTRUKCI, VÝROBU, VÝSTROJ, SCHVALOVÁNÍ TYPU, ZKOUŠENÍ A ZNAČENÍ NESNÍMATELNÝCH CISTEREN (CISTERNOVÝCH VOZIDEL), SNÍMATELNÝCH CISTEREN, CISTERNOVÝCH KONTEJNERŮ A VÝMĚNNÝCH CISTERNOVÝCH
h a n d b o o k A L F A 5 0 0
 handbook A LFA 500 úvod Variabilní Alfa 500 s velmi funkčním designem má široké uplatnění. Je vhodný pro vybavení referentských pracovišť, kanceláří mana ge mentu, jednacích místností, aj. Výškové moduly
handbook A LFA 500 úvod Variabilní Alfa 500 s velmi funkčním designem má široké uplatnění. Je vhodný pro vybavení referentských pracovišť, kanceláří mana ge mentu, jednacích místností, aj. Výškové moduly
Portoforte 170. Montážní návod
 Portoforte 170 Montážní návod Stav 03/2012 Montážní návod přístřešku pro - Portoforte 170 Hlavní rozměry: Na vyobrazených nákresech vidíte všechny hlavní rozměry přístřešku. Kromě toho jsou zde nakresleny
Portoforte 170 Montážní návod Stav 03/2012 Montážní návod přístřešku pro - Portoforte 170 Hlavní rozměry: Na vyobrazených nákresech vidíte všechny hlavní rozměry přístřešku. Kromě toho jsou zde nakresleny
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Výroba BMW i8. Obsah.
 Média Strana 1 Group Česká republika Výroba i8. Obsah. 1. Výrobní koncept i8. 2 2. Modul Life: plně integrovaný výrobní proces uhlíkových kompozitů. 3 3. Lehký a robustní: povrchové díly z termoplastu.
Média Strana 1 Group Česká republika Výroba i8. Obsah. 1. Výrobní koncept i8. 2 2. Modul Life: plně integrovaný výrobní proces uhlíkových kompozitů. 3 3. Lehký a robustní: povrchové díly z termoplastu.
1/18 Číslo protokolu: csob cr 4866
 1/18 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ÚDAJE O VOZIDLE Tovární značka (výrobce): VIN: Max. výkon (kw): Typ karoserie: Datum
1/18 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ÚDAJE O VOZIDLE Tovární značka (výrobce): VIN: Max. výkon (kw): Typ karoserie: Datum
1/29 Číslo Expertízy: csobl crg 1053
 1/29 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O VOZIDLE RZ: 5E14250 Tovární
1/29 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O VOZIDLE RZ: 5E14250 Tovární
Tmely a lepidla Tmely balení objem barva
 Tmely balení objem barva ACRYL Výrobek Simson Acryl je jednosložkový disperzní tmel, který je možno přetírat barvou. Je to elasticko-plastický tmel. Použití: v interiérech, jako například styky mezi sádrokartonem
Tmely balení objem barva ACRYL Výrobek Simson Acryl je jednosložkový disperzní tmel, který je možno přetírat barvou. Je to elasticko-plastický tmel. Použití: v interiérech, jako například styky mezi sádrokartonem
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
1/15 Číslo protokolu: csob cr 3504
 1/15 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O VOZIDLE RZ: 2AH7211 Tovární
1/15 DEKRA CZ a.s. Türkova 1001, 149 00 Praha 4 IČ: 49240188, Zapsaná u Městského soudu v Praze, Oddíl B, vložka 1967 ČSOB Leasing, a.s. Na Pankráci 310/60 140 00 Praha 4 ÚDAJE O VOZIDLE RZ: 2AH7211 Tovární
Popis technologie tvarování
 Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
2/29 Číslo protokolu: demo ls 607 Datum prohlídky: P.č. Poškozený díl Druh poškození Způsob opravy (opatření)
") 2/29 SEZNAM POŠKOZENÍ P.č. Exteriér (vnější prostor) 1 Přední část vozidla Poškození od odletujícího kamení Opravit 2 Čelní sklo Štěp Vyměnit 3 Přední nárazník Škrábance Lakovat 4 Blatník přední levý Deformace
2/29 SEZNAM POŠKOZENÍ P.č. Exteriér (vnější prostor) 1 Přední část vozidla Poškození od odletujícího kamení Opravit 2 Čelní sklo Štěp Vyměnit 3 Přední nárazník Škrábance Lakovat 4 Blatník přední levý Deformace
Pokyny pro přepravu a manipulaci s deskami Polydar
 Manipulace, montáž a údržba desek Polydar Pokyny pro přepravu a manipulaci s deskami Polydar Během přepravy a skladování dbejte zvýšené opatrnosti, aby jste zabránili poškrábání desek nebo poškození hran.
Manipulace, montáž a údržba desek Polydar Pokyny pro přepravu a manipulaci s deskami Polydar Během přepravy a skladování dbejte zvýšené opatrnosti, aby jste zabránili poškrábání desek nebo poškození hran.
nářadí pro podlaháře ROMUS řezače ROMUS nože ROMUS škrabáky ROMUS přítlačné válce ROMUS měřící pásma kód název mj Kč/mj kód název mj Kč/mj
 ROMUS řezače ROMUS nože ROMUS 91400 Řezač kobercoviny a vinylu, účinně řeže/upravuje tenké podlahoviny, dodáván se 2 nenamontovanými čepelemi 418, ROMUS 91115 Nůž Taurus s pouzdrem + 6 náhradních čepelí
ROMUS řezače ROMUS nože ROMUS 91400 Řezač kobercoviny a vinylu, účinně řeže/upravuje tenké podlahoviny, dodáván se 2 nenamontovanými čepelemi 418, ROMUS 91115 Nůž Taurus s pouzdrem + 6 náhradních čepelí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Ruční svářečka. Rion 230 Volt Obj. č. 6600075 zasunovací Obj. č. 6600030 závit M10 Obj. č. 6600029 závit M14
 Výroba přístrojů Ruční svářečka Rion Rion Digital Rion Obj. č. 6600011 zasunovací Obj. č. 6600044 závit M10 Obj. č. 6600066 závit M14 Rion 230 Volt Obj. č. 6600075 zasunovací Obj. č. 6600030 závit M10
Výroba přístrojů Ruční svářečka Rion Rion Digital Rion Obj. č. 6600011 zasunovací Obj. č. 6600044 závit M10 Obj. č. 6600066 závit M14 Rion 230 Volt Obj. č. 6600075 zasunovací Obj. č. 6600030 závit M10