Výroba tvarových souástí na NC stroji. Václav Petík
|
|
|
- Ludmila Machová
- před 8 lety
- Počet zobrazení:
Transkript
1 Výroba tvarových souástí na NC stroji Václav Petík Bakaláská práce 2009

2
3
4 ABSTRAKT Tato bakaláská práce je zamena na výrobu tvarové souásti na CNC frézce. Zvolený bitmapový obrázek byl peveden do vektorové podoby pomocí programu Inkscape. Tato geometrie byla dále použita pro obrábní znaku automobilky Porsche ve 2D a 3D. Byly sledovány strojní asy obrábní a kontrolována pesnost geometrie 3D souásti. V teoretické ásti byly popsány metody frézování a frézovacích nástroj. Vtší ást práce byla vnována úvodu do problematiky obrábní pomocí CNC stroj. Zpsobm programování, definování trajektorií pohybu nástroje a CAD/CAM systémy, usnadující generování NC kódu. Klíová slova: CNC obrábní, bitmapa, trajektorie obrábní, CAD/CAM ABSTRACT This bachelor thesis is focused on the production of shaped parts on CNC milling machine. The selected bitmap image has been converted to vector form using Inkscape. This geometry was also used for machining symbol of Porsche in 2D and 3D. Machine times were monitored and controlled precision machining of 3D geometry components. In the theoretical part have been described methods of milling and milling tools. The majority of work was devoted to introduction to machining using CNC machines. Further, methods of programming, the definition of trajectories of movement of tools and CAD/CAM systems, facilitating the generation of NC code was presented. Keywords: CNC machining, bitmap, trajectories of movement, CAD/CAM

5 Dkuji vedoucímu své bakaláské práce Ing. Ondeji Bílkovi za odborné vedení práce, ochotné poskytování rad a materiálových podklad k práci. Dále dkuji Bc. Jakubu ernému za rady a as, který mi poskytnul. Souhlasím s tím, že s výsledky mé práce mže být naloženo podle uvážení vedoucího bakaláské práce a editele ústavu. V pípad publikace budu uveden jako spoluautor. Prohlašuji, že jsem na celé bakaláské práci pracoval samostatn a použitou literaturu jsem citoval. Ve Zlín Václav Petík

6 OBSAH ÚVOD...8 I TEORETICKÁ ÁST CHARAKTERISTIKA FRÉZOVÁNÍ ZPSOBY FRÉZOVÁNÍ Frézování obvodem válcové frézy Nesousledné frézování Sousledné frézování elní frézování FRÉZOVACÍ NÁSTROJE CNC OBRÁBCÍ STROJE ÍDICÍ SYSTÉMY CNC OBRÁB CÍCH STROJ Podle použité zptné vazby: Podle pohybu v souadnicích: ídící systémy s petržitým ízením ídící systémy se souvislým ízením Podle zpsobu programování: PROVOZNÍ REŽIMY CNC OBRÁB CÍCH STROJ PROGRAMOVÁNÍ NC OBRÁBCÍCH STROJ ZÁKLADNÍ POJMY PROGRAMOVÁNÍ NC STROJ ZPSOBY PROGRAMOVÁNÍ NC STROJ Význam termínu CAD/CAM NOSITELÉ INFORMACÍ STRUKTURA ÍDÍCÍHO PROGRAMU ZPSOBY DEFINOVÁNÍ EZNÝCH TRAJEKTORIÍ SOUADNICOVÝ SYSTÉM STROJE NULOVÉ A DALŠÍ VZTAŽNÉ BODY NA CNC STROJÍCH PROGRAMOVÁNÍ V ABSOLUTNÍCH/PÍRSTKOVÝCH SOUADNICÍCH KOREKCE NÁSTROJ Korekce délkové Korekce rádiusové Korekce výsledná Pojem interpolace, pojem inkrement SHRNUTÍ TEORETICKÉ ÁSTI A CÍLE PRAKTICKÉ ÁSTI BAKALÁSKÉ PRÁCE...40 II PRAKTICKÁ ÁST VÝBR A MODELOVÁNÍ GEOMETRIE PRO STROJ HWT C-442 CNC...42

7 6.1 PARAMETRY FRÉZKY HWT C-442 CNC PROFI POPIS PROGRAMU INKSCAPE POPIS PROGRAMU SURFCAM NC OBRÁB NÍ 2D GEOMETRIE ZNAKU PORSCHE Materiál 2D znaku Modeláská pekližka Nástroje použité pi obrábní 2D znaku Modelování geometrie 2D znaku Obrábní 2D znaku NC OBRÁB NÍ 3D GEOMETRIE ZNAKU Materiál 3D znaku Necuron Hustoty materiálu Necuron podle oznaení Nástroje použité pi obrábní 3D znaku Modelování geometrie 3D znaku Obrábní 3D znaku POROVNÁNÍ STROJNÍCH AS VYPOTENÝCH PROGRAMEM SURFCAM A SKUTENÝCH KONTROLA GEOMETRIE VYROBENÉHO 3D ZNAKU PRVNÍ 3D ZNAK Mení rozmru x u prvního znaku Mení rozmru y u prvního znaku Mení rozmru z u prvního znaku DRUHÝ 3D ZNAKU Mení rozmru x u druhého znaku Mení rozmru y u druhého znaku Mení rozmru z u druhého znaku...65 ZÁVR...66 SEZNAM POUŽITÉ LITERATURY...68 SEZNAM POUŽITÝCH SYMBOL A ZKRATEK...69 SEZNAM OBRÁZK...71 SEZNAM TABULEK...73 SEZNAM PÍLOH...74

8 UTB ve Zlín, Fakulta technologická 8 ÚVOD Vývoj v oblasti výrobních stroj ve strojírenství je v souasnosti z velké ásti dán využitím výpoetní techniky. ízení a automatizace stroj pi použití PC a píslušných softwar zvyšuje zásadním zpsobem jejich technickou hodnotu tím, že provádí rychle, pesn a spolehliv opakované innosti, nahrazuje lovka, tedy zvyšuje produktivitu práce. První programované íslicov ízené stroje, oznaované jako NC (Numerical Control) stroje, byly ízeny programem, který byl vyznaen na drném štítku nebo na drné pásce. V této podob se prosadily ve výrob zejména složitjších souástí pi odpovídající opakovatelnosti. I když v nkterých dílnách tyto stroje mžeme ješt v souasnosti nalézt, vývoj šel dále a postupem doby byly NC stroje vybavovány poítaem, což znamenalo zrod CNC (Computer Numerical Control) stroj. Poíta podstatn zjednodušil a urychlil programování, ízení stroje a uchovávání dat pro jejich optné použití. Výkony poíta a stále vylepšované softwarové vybavení rostou velmi rychlým tempem, též konstrukce stroj prošly znaným vývojem, vždy už i na pohled se liší od tzv. konvenních stroj a zastanou více technologických operací. Relativn se ceny CNC stroj vzhledem k jejich výkonm snižují, avšak nárok na kvalitu produkovaných výrobk stoupá, a tak se staly tyto stroje nezbytnou souástí každé dílny. Dochází i k ekonomickému efektu díky produktivit práce, úspoe pracovník a výrobních ploch. Konstruktéi stroj postupují modulárn tak, aby mohli stavebnicovým zpsobem co nejrychleji a nejlépe uspokojit požadavky zákazník a snížit náklady, tedy i cenu prodávaného stroje. CNC stroje pokrývají dnes široký rozsah rzných technologií obrábní, dále i oblasti tváení a ezání materiálu (nap. vodním paprskem, plamenem, laserem) a další. CNC obrábcí centrum je vlastn jeden stroj, který obsahuje rozliné technologie výroby. Znamená to tedy, že lze na jednom stroji provést více technologických operací. Vznikají též jednoúelové specializované stroje, CNC automaty pro hromadnou a sériovou výrobu, stroje s víceosým ízením, CNC micí stroje a další, které se pizpsobují požadavkm zákazníka. Tyto automatizované stroje doplnné manipulaními prostedky, prostedky kontroly kvality a pípadn dalšími jinými moduly tvoí pružné výrobní linky. Jsou vhodné pro výrobu menší série podobných výrobk i technologií, které se vyrábjí souasn. Jsou na rozdíl od tvrdých linek snadno peprogramovatelné na jiný typ výrobk. Tento proces se nazývá výroba integrovaná poítaem CIM (Computer Integrated Manufacturing).

9 UTB ve Zlín, Fakulta technologická 9 Klasické obrábcí stroje se postupn z dílen vytrácejí, uplatnní najdou výhledov pouze v opravárenství. Tím vznikají i nové požadavky na kvalifikaci nebo rekvalifikaci pracovník. Je požadována znalost obsluhy moderních obrábcích stroj, kde je nutné používat výpoetní techniku pro ízení CNC obrábcího stroje. Nelze však zapomínat ani na znalosti technologické. U obráb je to zejména správná strategie obrábní, volba nástroj a volba ezných podmínek. Bez tchto znalostí je též nemožné dosáhnout požadovaných výsledk. Oblast CNC techniky se rychle rozvíjí, proto je nutné neustále sledovat vývoj v dané oblasti, pružn inovovat nejen techniku v podnicích, ale i naše vdomosti. [1]

10 UTB ve Zlín, Fakulta technologická 10 I. TEORETICKÁ ÁST

11 UTB ve Zlín, Fakulta technologická 11 1 CHARAKTERISTIKA FRÉZOVÁNÍ Frézováním se obrábjí rovinné i tvarové plochy otáejícím se vícebitým nástrojem - frézou. Hlavní ezný pohyb je rotaní a vykonává jej nástroj. Tento pohyb je dán eznou rychlostí, která závisí na materiálu obrobku a materiálu nástroje. Vedlejší ezný pohyb koná obvykle obrobek, a mže být pímoarý (pohyb v ose X, Y, Z) nebo kruhový. Výsledným ezným pohybem je tedy cykloida. [2] 1.1 Zpsoby frézování Frézování obvodem válcové frézy Osa frézy je rovnobžná s obrábnou plochou. Prez tísky není po celé její délce konstantní. Vznikají veliké rázy a tím pádem jsou vyšší nároky na upnutí obrobku. Rázy se dají omezit, použitím fréz se zuby stoenými do šroubovice. [2] Nesousledné frézování Fréza se otáí proti smru posuvu, prez tísky se postupn zvtšuje od 0 do maximální hodnoty. Výsledná ezná síla smuje ven z obrobku => vyšší nároky na upnutí souástí. Pi zábru tísky od nulové hodnoty se bit nástroje sklouzne po obrábné ploše => horší drsnost obrobené plochy. [2] Obr. 1. Nesousledné frézování[2]
![Vedlejší ezný pohyb koná obvykle obrobek, a mže být pímoarý (pohyb v ose X, Y, Z) nebo kruhový. Výsledným ezným pohybem je tedy cykloida. [2] 1.](/docs-images/42/2191099/images/page_11.jpg "1 Zpsoby frézování 1.1.1 Frézování obvodem válcové frézy Osa frézy je rovnobžná s obrábnou plochou. Prez tísky není po celé její délce konstantní.")
12 UTB ve Zlín, Fakulta technologická Sousledné frézování Fréza se otáí ve smru posuvu, prez tísky se mní od maximální hodnoty do 0. Pi tomto zpsobu zábru tísky dosáhneme lepší drsnost obrobené plochy. Výsledná ezná síla smuje do obrobku = menší nároky na upnutí. Výkon pi sousledném frézování je o 30 až 50 % vyšší než pi nesousledném frézování pi stejné trvanlivosti nástroje. Nevýhodou sousledného frézování jsou rázy, které vznikají pi zábru každého zubu do materiálu. Tyto rázy mžeme odstranit použitím fréz s šikmými zuby. Frézky pro sousledné frézování musí mít zaízení pro vymezení vlí mezi posuvovým šroubem stolu a jeho maticí nebo mají pohon ešen pomocí kulikových šroub (bezvlové uložení). [2] Obr. 2. Sousledné frézování [2] elní frézování Osa frézy je kolmá k obrábné ploše. Materiál je odezáván nejen bity na obvodu, ale také bity na elní ploše frézy. Tlouška tísky se mní od minima do maxima podle velikosti prmru frézy a šíky obrábné plochy. Tento zpsob frézování je výkonnjší, protože pi nm zabírá více zub souasn, proto mžeme volit vtší posuv stolu. [2]

13 UTB ve Zlín, Fakulta technologická 13 Obr. 3. elní frézování [2] 1.2 Frézovací nástroje Frézy jsou nkolikabité nástroje, jejichž bity jsou uspoádány na válcové, kuželové nebo jiné tvarové ploše, u elních fréz také na elní ploše. Frézy mžeme rozdlit do jednotlivých skupin podle tchto hledisek: - Podle zpsobu výroby zub rozeznáváme frézy s frézovanými zuby (brousí se na ele i na hbet, používají se pro jednodušší tvary) a frézy s podsoustružovanými nebo podbrušovanými zuby (hbet zubu tvoí Archimedova spirála, asto mají nulový úhel ela, brousí se jen na ele, používají se pro složité tvarové plochy). - Podle potu díl - celistvé, dlené, s vkládanými zuby (pivaené, pipájené, mechanicky upnuté). - Podle zpsobu upnutí - nástrné, s válcovou (kuželovou) stopkou. - Podle smyslu otáení - pravoezné a levoezné. Pravoezná fréza se otáí ve smru hodinových ruiek pi pohledu od vetene. Aby axiální ezný tlak smoval do vetene, ezná hrana pravoezných fréz má obyejn levou šroubovici a naopak. U složených fréz má jedna fréza pravou, druhá levou šroubovici (axiální síly se ruší). - Podle funkce - válcové, elní válcové, drážkovací, kotouové, tvarové, úhlové, kuželové, rádiusové, na ozubení, na závity atd.. [2]
.")
14 UTB ve Zlín, Fakulta technologická 14 2 CNC OBRÁBCÍ STROJE íslicov ízené výrobní stroje (CNC) jsou charakteristické tím, že ovládání pracovních funkcí stroje je provádno ídicím systémem pomocí vytvoeného programu. Informace o požadovaných innostech jsou zapsány v programu pomoci alfanumerických znak. Vlastní program je dán posloupností oddlených skupin znak, které se nazývají bloky nebo vty. Program je uren pro ízení silových prvk stroje a zaruuje, aby probhla požadovaná výroba souásti. Pojem CNC (Computer Numerical Control) znaí: poítaem íslicov ízený stroj. Stroje jsou pružné", lze je rychle pizpsobit jiné (obdobné) výrob a pracují v automatizovaném cyklu, který je zajištn íslicovým ízením. Stroje CNC se uplatují ve všech oblastech strojírenské výroby (obrábcí, tváecí, montážní, micí) a jejich typickými pedstaviteli, které se používají pro výcvik programátor a obsluhy, jsou soustruhy a frézky. Informace, které program obsahuje, lze rozdlit na: - Geometrické - Popisují dráhy nástroje, které jsou dány rozmry obrábné souásti, zpsoby jejího obrábní a popisují píjezd a odjezd nástroje k obrobku a od nho. Jde tedy o popis drah nástroje v kartézských souadnicích, kdy pro tvorbu programu potebujeme rozmry z výrobního výkresu. V programu je uveden popis v osách X, Z u soustruhu, v osách X, Y, Z u frézky (a asto i v dalších osách dle konstrukce stroje a náronosti výrobku), danými funkcemi, které stanoví norma ISO a také jednotliví výrobci ídicích systém. - Technologické - Stanovují technologii obrábní z hlediska ezných podmínek (jsou to zejména otáky nebo ezná rychlost, posuv, pípadné hloubka tísky). - Pomocné - Jsou to informace, povely pro stroj pro urité pomocné funkce (nap. zapnutí erpadla chladicí kapaliny, smr otáek vetene atd.). [1]
 znaí: poítaem íslicov ízený stroj.")
15 UTB ve Zlín, Fakulta technologická ídicí systémy CNC obrábcích stroj ídící systémy CNC obrábcích stroj je možné tídit podle mnoha hledisek: Podle použité zptné vazby: - Bez zptné vazby - zadávací signál je peveden na pohyb, piemž není zptn hlášena skutená poloha nebo rychlost pohybujících se ástí. - Se zptnou vazbou - zadávací signál je stále porovnáván se zptnovazebním signálem a odchylka zjištná tímto porovnáváním je poté pevádna na pohyb. [3] Podle pohybu v souadnicích: ídící systémy s petržitým ízením - Systém stavní souadnic - jedná se o nejstarší zpsob ízení, které nemá mikroprocesor pro lineární ani kruhovou interpolaci. Nástroj se pohybuje rychloposuvem na programovaný bod. Pi pohybu nezáleží na vykonané dráze, to znamená, že nap. nejdíve dojde do koncové polohy jedna osa a potom dojde k pohybu v druhé ose (1). Nebo jedou z poátku ob osy souasn pod úhlem 45 tak dlouho, než dosáhne první osa naprogramované hodnoty. Druhá osa jede dál až ke koncovému bodu (2). Po najetí polohy se provede obrobení v další ose. Obr. 4. Systém stavní souadnic [3]
.")
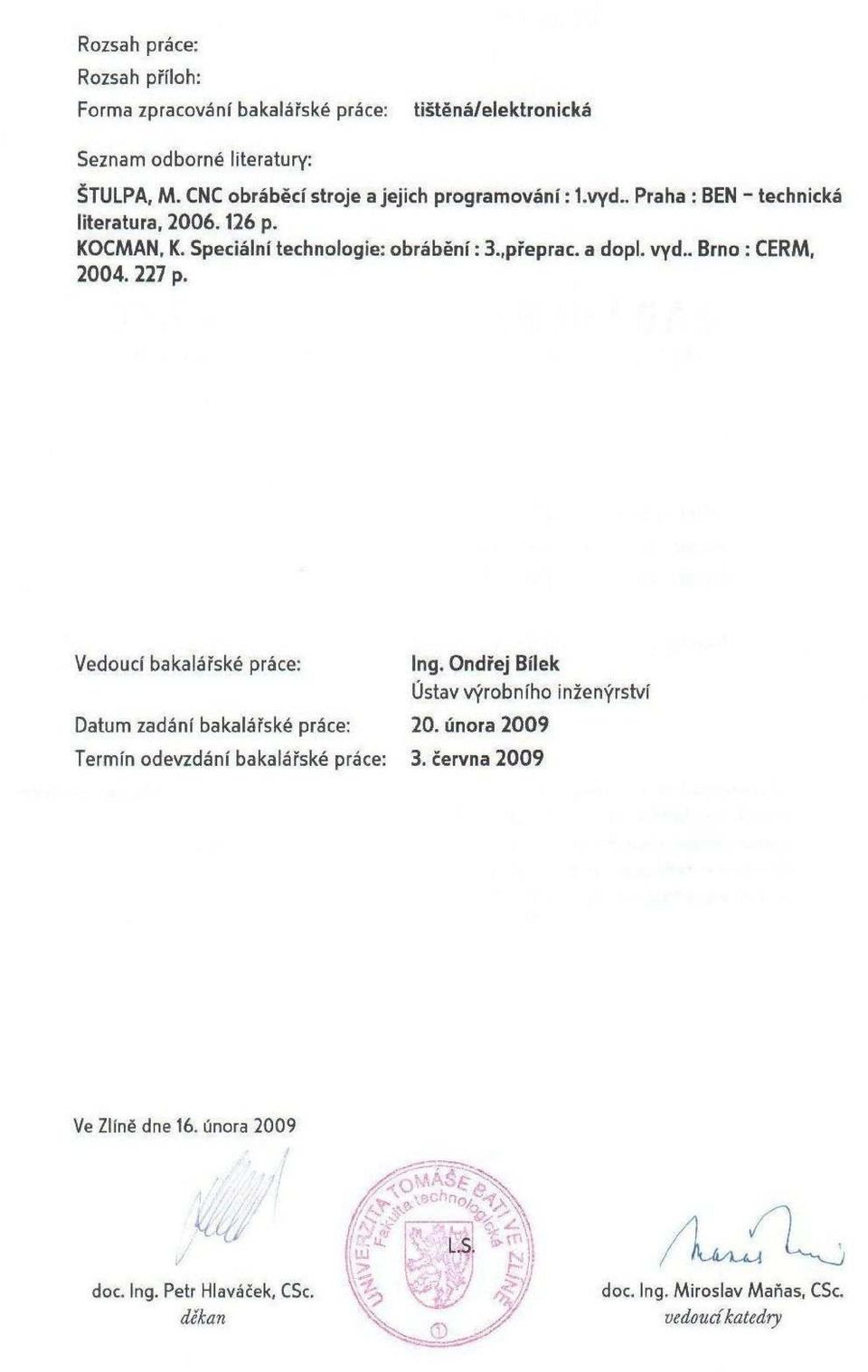
16 UTB ve Zlín, Fakulta technologická 16 - Pravoúhlé ízení - hlavním rysem je, že pestavování nástroje je provádno rovnobžn se souadnými osami. Teprve po skonení pohybu v jedné souadnici mže nastat obrábní v druhé souadnici. Tento systém umožuje soustružit válcové plochy a frézovat pravoúhlé obrobky. Obr. 5. Pravoúhlé ízení [3] S pravoúhlým ízením a stavním souadnic se mžeme setkat u jednoduchých stroj (vrtaky, soustruhy, lisy, nžky, pily apod.). [3] ídící systémy se souvislým ízením - Souvislé ízení 2D - na soustruhu umožuje pohyb nástroje v rovin ve dvou osách souasn a mžeme zhotovovat libovolné úhly a kruhové oblouky. U frézek se mže provádt pohyb voliteln vždy v jedné rovin (nap. v rovin X - Y, Z - X nebo Y - Z). Obr. 6. Souvislé ízení 2D [3] - Souvislé ízení 2,5D - má význam pro frézky a umožuje lineární interpolaci ve všech osách (X, Y, Z); pro kruhovou interpolaci platí omezení pohybu po šroubovici.
![Pravoúhlé ízení [3] S pravoúhlým ízením a stavním souadnic se mžeme setkat u jednoduchých stroj (vrtaky, soustruhy, lisy, nžky, pily apod.). [3] 2.](/docs-images/42/2191099/images/page_16.jpg "1.2.2 ídící systémy se souvislým ízením - Souvislé ízení 2D - na soustruhu umožuje pohyb nástroje v rovin ve dvou osách souasn a mžeme zhotovovat libovolné úhly a kruhové oblouky.")
17 UTB ve Zlín, Fakulta technologická 17 - Souvislé ízení 3D - mžeme na frézkách obrábt libovolné obrysy a prostorové plochy. Pitom musí interpolátor vypoítat pohyb ve dvou osách v závislosti na další ose. Zde je zapotebí více výpoetních operací než u ízení 2D, to znamená, že je nutný mikroprocesor s vysokým výkonem. Obr. 7. Souvislé ízení 3D [3] - Souvislé ízení 4D píp. 5D - mluvíme o nm, jestliže jsou vedle pohyb v osách X Y a Z možné ješt další souasné pohyby (nap. otoný pohyb kolem osy X nebo Y). [3] Obr. 8. Souvislé ízení 4D píp5d [3] Podle zpsobu programování: ídicí systém i simulaní programové vybavení umožují v základní konfiguraci nastavení do jednoho z obou typ programování. Vzhledem k nejvíce rozšíenému programování v absolutních souadnicích lze oekávat, že vtšina ídicích systém je po startu nastavena na absolutní programování. Z jednoho typu programování do druhého a naopak lze pecházet v rámci téhož programu. Programové body mžeme zapisovat pomocí tchto druh souadnic:
![Souvislé ízení 3D [3] - Souvislé ízení 4D píp. 5D - mluvíme o nm, jestliže jsou vedle pohyb v osách X Y a Z možné ješt další souasné pohyby (nap. otoný pohyb kolem osy X nebo Y). [3] Obr. 8.](/docs-images/42/2191099/images/page_17.jpg "Souvislé ízení 4D píp5d [3] 2.1.3 Podle zpsobu programování: ídicí systém i simulaní programové vybavení umožují v základní konfiguraci nastavení do jednoho z obou typ programování.")
18 UTB ve Zlín, Fakulta technologická 18 - Programování v kartézských souadnicích - poloha bodu je urena jeho vzdáleností od nulového bodu souadného systému v jednotlivých osách. - Programování pomocí polárních souadnic - cílový bod je popsán vzdáleností (úsekou) a úhlem od poáteního bodu. - Programování pomocí parametr (parametrické) - používá se v systému absolutního i inkrementálního programování. Rozmrová ást adres X, Y, Z a pípadn další je v programu nahrazena obecnými ísly (parametry) a tyto parametry jsou samostatn v programu definovány reálnými ísly nebo goniometrickými funkcemi. Jako parametr totiž mže být použito nejenom íslo, ale i slovo, vta nebo matematický výraz. Zmna ísla v parametru má za následek zmnu rozmru souásti. Snižuje se poet program pro daný typ souásti (nap. sada hídelí má stejný program a zmnou hodnot v parametrech se mní i rozmry souásti; v pípad dosazení íslice nula se osazení neprovede). [3] 2.2 Provozní režimy CNC obrábcích stroj Pi obsluze stroje se mžeme setkat s nkolika druhy provozních inností stroje, nebo pouze jeho ídicího systému. Lze je nastavit na ídicím panelu píslušnými tlaítky. Obvykle mají ídicí systémy režimy: - Režim MANUÁL (runí provoz) slouží k pestavení nástroje nebo mícího zaízení do požadované polohy, k výmn nástroje, najíždní (posuvu) na obrobek, rozbh otáek apod. - Režim AUTO (automatický - plynulé provádní programu) - stroj po zpracování bloku te a zpracovává další blok automaticky - plynulý proces obrábní. - Režim B-B (Blok po Bloku) stroj se po zpracování bloku zastaví a po znovu opakovaném startu te a zpracovává další blok. Takto lze provést celé obrábní dle programu. Režim B-B slouží jako jedna z možností kontroly, zda byl správn tvoen CNC program. - NASTAVENÍ (ovlivnní velikosti otáek, pracovního posuvu, rychloposuvu) - velikost pohybu lze ovlivnit run potenciometrem, kde lze nastavit rozsah obvykle v rozmezí 5 až 150 % hodnoty nastavené v runím nebo automatickém režimu.
 a tyto parametry jsou samostatn v programu definovány reálnými ísly nebo goniometrickými funkcemi.")
19 UTB ve Zlín, Fakulta technologická 19 Použití je nutné: - pi runím ízení stroje nap. pi zjišování nulového bodu obrobku ( naškrábnutím" materiálu); - pi automatizovaném ízení, pi obrábní prvého obrobku. Zde je výhodné najíždní sníženým rychloposuvem k obrobku kvli vylouení možné havárie z dvod nap. chybn uvedeného nulového bodu obrobku; - v automatizovaném provozu, pi obrábní mže obsluha stroje run zmnit chybn stanovené ezné podmínky (posuv, otáky) uvedené v programu (program CNC je nutné následn opravit). - Režim TOOL MEMORY (pam nástrojových dat) umožuje uložit a vyvolat data o nástrojích, vetn korekcí. Název pamti mže být rozliný, stejn tak zapisované údaje k nástrojm se mohou lišit svým názvem a množstvím. Nástroje, uložené v zásobníku nebo v revolverové hlav, mají v této tabulce korekcí" piazené údaje o velikosti korekcí a ídicí systém si je pi použití daného nástroje naítá. Tento režim se obvykle nepoužívá u stroj s jedním nástrojem (výmna nástroj se provádí run), ili tam, kde se používá funkce M 06, ve které jsou uvedeny korekce daného nástroje. - Režim TEACH IN ( uení se" anebo také najetí a uložení") - stroj má schopnost" uit se. Obsluha provádí run (pomocí klávesnice) požadovanou innost pro vyrobení obrobku. Dochází k automatickému naítání úkon (programových bloku) do editoru. Takto zadané úkony se vykonávají automaticky pi následném spuštní CNC programu. Používá se výjimen. - Režim EDITACE programu - vlastní program pro obrábní se zapisuje pímo do editoru na stroji neboje nahrán" do ídicího systému stroje extern (z poítae, diskety, po síti). V editoru stroje se mohou programy dle poteby opravovat. - Režim DIAGNOSTIKY - oznamuje, lokalizuje, diagnostikuje závadu pro rychlé odstranní. Umožuje i dálkový servis.[1]
 uvedené v programu (program CNC je nutné")
20 UTB ve Zlín, Fakulta technologická 20 3 PROGRAMOVÁNÍ NC OBRÁBCÍCH STROJ Programování NC stroj je nároná a vysoce kvalifikovaná innost, která je zaazována do oblasti technické pípravy výroby. Jedná se o relativn nový obor innosti, který vznikl s nasazením NC stroj do výroby. Vyžaduje nejen praktické znalosti technologie obrábní, zejména z oblasti navrhování technologických postup a posloupností úkon v jednotlivých operacích, ale i volby optimálních ezných nástroj, navrhování ezných parametr atd. Od úrovn znalostí a schopností jejich aplikace je závislá efektivnost a využití NC stroj. Kvalita ídících program je ovlivována stupnm znalostí programátora funkce jím programovaných NC stroj a jejich ídících systém. Se zvyšující se technickou úrovní a složitostí techniky se zvyšují adekvátn i nároky na kvalifikaci a úrove znalostí programátora. Vysoká náronost a složitost ídících program pro souvislé ídící systémy kde u NC stroj je nutné pedpokládat i více souasn ízených souadných os, stále více vyžaduje soustednost práce programátora, se znaným rizikem výskytu chyb. Proto byla zamena pozornost na možnost tvorby ídících program zejména pro CNC obrábcí stroje v prostedí CAD/CAM, které se vyznauje plnou možností návaznosti tvorby CNC programu ze zadaného výkresu souásti. [4] 3.1 Základní pojmy programování NC stroj ídící program NC stroje je soubor vyerpávajících, íseln vyjádených informací o innosti NC stroje, uložených na nositeli informací, ze kterého jsou postupn tyto informace pedávány stroji v prbhu operace. K zápisu programu se volí znaky srozumitelné lovku a tyto se adí do jednotlivých slov; ucelené informace o jedné požadované innosti tvoí blok a posloupnost blok tvoí ídící program. Obr. 9. Struktura programovaného slova [4]

21 UTB ve Zlín, Fakulta technologická 21 Obr. 10. Struktura programovaného bloku [4] Pro rzné ídicí systémy obrábcích stroj a podle jednotlivých zpsob ízení je specifikován formát bloku, který mže být: - s promnnou délkou pro stroje s pravoúhlým ízením a stavním souadnic - s pevnou délkou, užívaný pro stroje s pravoúhlým ízením a stavním souadnic - s promnnou délkou pro stroje se souvislým ízením a pravoúhlým ízením Bloky s pevným formátem mají stejnou délku v celém programu a žádné slovo nebo znak se nesmí vynechat a to ani v pípad, že vzhledem k pedcházejícímu bloku není požadována zmna v údaji. Blok neobsahuje žádný abecední znak. Bloky s promnnou délkou slov mohou mít vynechána ta slova, u kterých není požadována zmna, píp. není požadavek na jejich význam. Slovo zaíná adresou nebo znakem, pípadn obma. V obou pípadech sestává blok z tchto znak a slov: - íslo bloku - informaní slova - konec bloku - posuvová funkce - funkce ovládající rychlost otáení vetena - funkce nástroje - pomocné funkce
22 UTB ve Zlín, Fakulta technologická 22 Informaní slova jsou zpravidla uvádna v následující posloupnosti: - pípravná funkce - rozmrová funkce, tj. rozmr udávající hodnotu pemístní v jednotlivých pohybových osách [4] 3.2 Zpsoby programování NC stroj Tvorba programu zpravidla obsahuje dva kroky: a) ást CAD, kde je definována uzavená kontura obrábného dílce na základ pevzatých informací z výkresu kresleného systému CAD nebo objemového modelování b) ást CAM, kde je zpravidla aplikací vhodných program vytvoen automaticky ídící program pro CNC stroj, nebo dialogovým zpsobem vytváen vlastní CNC program s možností jeho doplnní a upravení (výbhy závit, tolerované rozmry, normalizované zápichy atp.), Programování CNC stroj se zpravidla provádí dvma zpsoby: - Systém online, (stav, kdy je zaízení aktivováno a pipraveno na komunikaci s poítaem) pímo na CNC stroji, dílenské programování (SFP Shop Floor Programming) - Offline programování, (zaízení nemže komunikovat s poítaem, nemusí ale znamenat fyzické odpojení od poítae) - tvorba part programu mimo ídící systém, nejastji pomocí CAM systému, je možné ale i run Dvody zavádní offline programování s orientací na CAD/CAM jsou: a) programování NC stroj je nároná a vysoce kvalifikovaná innost v TPV. b) vyžaduje praktické znalosti technologie obrábní, zejména v oblasti navrhování technologických postup. c) se zvyšující se technickou nároností a složitostí techniky se zvyšují i nároky na kvalifikaci a úrove znalostí programátora, spojené se znaným rizikem výskytu chyb
23 UTB ve Zlín, Fakulta technologická 23 d) orientace na možnost tvorby ídících program zejména pro CNC obrábcí stroje v prostedí CAD/CAM, které je charakteristické plnou návazností tvorba CNC program ze zadaného výkresu souásti v CAD nebo objemovém modelái. Tímto postupem je možné ešit problémy tvorby ídících program ve form poítaového pístupu k modelování složitých tvar a následné generování ídících program pro obrábcí stroj. [4] Význam termínu CAD/CAM CAD/CAM (projektování pomocí poítae/výroba pomocí poítae). Termín oznaující použití poíta pi projektování a výrob produkt. Metoda CAD/CAM spoívá v tom, že výrobek, jako nap. ást stroje, se navrhne v CAD programu nebo pomoci objemového modelování a konený tvar se peloží do soustavy instrukcí, jež lze penést jako vzor do zpravidla íslicov ízených obrábcích stroj, které podle ní píslušný výrobek vyrobí. CAD (Computer-aided design). Termín oznaující programy (a pracovní stanice) používané pi navrhování nástrojových, architektonických a vdeckých model od jednoduchých nástroj až po složité celky, nap. letadla. Rzné aplikace CAD vytváí dvou a tírozmrné objekty, piemž výsledkem mohou být kostry objekt složené z ar (wire frame), náronjší modely se stínovanými ástmi nebo skutené zobrazení objekt. Nkteré programy taktéž umožují rotaci objekt nebo zmnu jejich velikosti, poskytují pohled zevnit, vytváí seznamy materiál potebných ke konstrukci a provádjí jiné píbuzné funkce. CAM (Computer-aided manufacturing). Aplikace poíta v automatizaci výroby, technologické pípravy výroby a kontroly výrobk. Uplatuje se jak pi kusové výrob, tak i pi výrob hromadné za použití robot a automatizovaných linek. [4] 3.3 Nositelé informací Informace nutné k ízení NC obrábcího stroje jsou zaznamenány na nositeli informací ze kterého lze tyto informace snímat. V souasné dob picházejí ješt v nkterých pípadech uvedená ídící média, avšak prakticky jsou nahrazena ízeným poítaem. - osmistopá drná páska - magnetofonová páska
24 UTB ve Zlín, Fakulta technologická 24 - magnetická disková pam - USB flash disk - posílání dat po poítaové síti - pímé ízení poítaem (DNC) Drné pásky jsou v souasné dob stále mén používaným ídícím médiem, dodávaným z rzných materiál, barev a rozmr. K archivování program nebo pro výrobu menších dávek jsou k použití drné pásky ze speciálního papíru, které patí k nejlevnjším. Nejdražší pásky jsou z plastických hmot, nkdy pokryté tenkou vrstvou hliníku. Jsou tužší a vhodné pro dílenské použití. Jejich nevýhodou je, že jsou choulostivé na teplo. Pedností je pak jejich tuhost, možnost pímého tení a uritá odolnost vi neistotám a prachu. Poet znak se udává 15 na 1 cm 2. Obr. 11. Rozmry osmistopé drné pásky [4] Magnetofonová páska - v tomto pípad byla informace nahrána na magnetické pásce a pedávala se elektronickému zaízení pes magnetofon a není a ani nebylo píliš rozšíené. Nevýhodou je, že tecí zaízení pro magnetické pásky muselo být umístno mimo technologický provoz v istém a neprašném prostedí, není zde možnost pímého tení a pásky musí být peliv chránny ped neistotami. Poet znak se udává 1250 na 1 cm 2.
25 UTB ve Zlín, Fakulta technologická 25 Magnetická disková pam - pro ízení mají diskové pamti své opodstatnní tehdy, kdy je nutné snímat velký poet dat v relativn krátkém ase. Snímací zaízení muselo být umístno mimo výrobní dílnu ve zvláštní místnosti. Požadavky na istotu a stálost teploty jsou zde vysoké. [4] 3.4 Struktura ídícího programu ídící program se skládá z : - ísla programu - znaku pro zaátek programu - jednotlivých blok programu, které se zapisují v posloupnosti: N G M íslo bloku pípravná funkce pomocná funkce X, Y, Z souadnice bodu nebo inkrementy v jednotlivých osách F S T posuv otáky vetena íslo nástroje - konec programu [4] Tab. 1 Význam a rozsah adres [4] Adresa Význam A D F G H L poet puls 4.osy prmr nástroje [mm] rychlost posuvu [mm/min] pípravná funkce poet opakování, íslo vyžádaného souboru dat adresa bloku, podprogramu nebo výpisu
26 UTB ve Zlín, Fakulta technologická 26 M N O P R S T W X Y Z pomocná funkce íslo bloku íslo vstupní linky íslo výstupní linky polomr kruhového oblouku [mm] otáky vetena [1/min] as [s], íslo nástroje hloubka ezu nebo vrtání [mm] posuv v ose X [mm] posuv v ose Y [mm] posuv v ose Z [mm] % programová oblast Tab. 2 Seznam pomocných funkcí [4], [5] Funkce Význam Adresy M00 programový stop M01 podmínný stop P M03 start vetena doprava CW S M04 start vetena doleva CCW S M05 zastavení vetena M06 výmna nástroje D, Z, T M08 M09 M17 zapnutí chlazení vypnutí chlazení konec podprogramu nebo cyklu M20 výstupní signál O
27 UTB ve Zlín, Fakulta technologická 27 M21 konec výstupního signálu O M25 M29 M30 výstup souadnic polohy výstup textového hlášení konec informace M99 definice posuvu F Tab. 3 Seznam pípravných funkcí [3], [4], [5] Funkce Význam G00 G0l G02 G03 G04 G07 G08 G17 G18 G19 G21 G23 G25 G26 G27 G28 G29 rychlé polohování lineární interpolace kruhová interpolace ve smru hodinových ruiek kruhová interpolace proti smru hod.ruiek asová prodleva externí ízení dráhy funkce tvrté osy volba roviny XY volba roviny XZ volba roviny YZ prázdný blok podmínný skok skok do podprogramu programový cyklus programový skok pepnutí programové oblasti textová poznámka
28 UTB ve Zlín, Fakulta technologická 28 G31 G32 G33 G40 G43 G44 G40 G43 G44 G45 G46 G50 G51 G72 G74 G75 G81 G83 G85 G90 G91 G92 G98 G99 najetí na sondu Najetí na sondu se skokem ezání závitu zrušení korekce korekce kladná korekce záporná zrušeni korekce korekce kladná korekce záporná. korekce kladná poloviní korekce záporná poloviní zrušení lokálního souadného systému nastavení lokálního souadného systému obdélníkový cyklus cyklus pro frézování drážky cyklus pro kruhové vybrání vrtací cyklus vrtací cyklus s výplachem vystružovací cyklus absolutní rozmry pírstkové rozmry stanovení absolutních souadnic polohy svislá konfigurace frézky vodorovná konfigurace frézky
29 UTB ve Zlín, Fakulta technologická 29 4 ZPSOBY DEFINOVÁNÍ EZNÝCH TRAJEKTORIÍ 4.1 Souadnicový systém stroje Výrobní stroje používají kartézský systém souadnic. Definice je dána normou SN ISO Terminologie os a pohybu. Systém je pravotoivý, pravoúhlý s osami X, Y, Z, otáivé pohyby, jejichž osy jsou rovnobžné s osami X, Y, Z, se oznaují jako A, B, C (Obr. 12). Platí, že osa Z je rovnobžná s osou pracovního vetene, piemž kladný smysl probíhá od obrobku k nástroji. Hodnoty se vyskytují i v záporném poli souadnic. Obr. 12. Definování kartézských souadnic pravotoivá soustava [1] Kartézský systém souadnic je nutný pro ízení stroje, nástroj se v nm pohybuje podle zadaných píkaz z ídicího panelu CNC stroje nebo dle píkaz uvedených ve spuštném CNC programu. Je nutný pro mení nástroj. Podle poteby lze souadnicový systém posunovat a otáet. V pípad mení nástroj (zjišování korekcí) je umístn v bod výmny nástroj nebo na špice nástroj. Programátor se z kartézským souadnicovým systémem nejastji setkává pi tvorb program. V osách souadnic popisuje výrobek. Poátek souadnic kartézského systému programátoi vkládají do nejvýhodnjšího místa na obrobku, který se nazývá Nulový bod obrobku. Nulový bod obrobku je výhodné umístit do takového místa, aby se co nejvíce zjednodušilo vyítání jednotlivých geometrických bod na obrobku. Konstruktér mže napomoci technologovi-programátorovi, když bude respektovat zásady technologinosti nap. kótováním z jednoho místa, což je od (micí) základny tak, aby byly kóty pehledné.
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
PÍRUKA A NÁVODY PRO ÚELY: - RUTINNÍ PRÁCE S DATY
 PÍRUKA A NÁVODY PRO ÚELY: - RUTINNÍ PRÁCE S DATY YAMACO SOFTWARE 2006 1. ÚVODEM Nové verze produkt spolenosti YAMACO Software pinášejí mimo jiné ujednocený pístup k použití urité množiny funkcí, která
PÍRUKA A NÁVODY PRO ÚELY: - RUTINNÍ PRÁCE S DATY YAMACO SOFTWARE 2006 1. ÚVODEM Nové verze produkt spolenosti YAMACO Software pinášejí mimo jiné ujednocený pístup k použití urité množiny funkcí, která
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Seizování nulového bodu obrobku na CNC strojích
 Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
Píkazy pro kreslení.
 Píkazy pro kreslení. Tento text je psán pro AUTOCAD 2006, eskou modifikaci. V jiných verzích se proto vyskytnou odchylky. Jsou to píkazy, které umožují nakreslit jednotlivé entity v AUTOCADu. Z menu je
Píkazy pro kreslení. Tento text je psán pro AUTOCAD 2006, eskou modifikaci. V jiných verzích se proto vyskytnou odchylky. Jsou to píkazy, které umožují nakreslit jednotlivé entity v AUTOCADu. Z menu je
Výroba souástí složitých výrobk pomocí NC stroje. Martin íhal
 Výroba souástí složitých výrobk pomocí NC stroje Martin íhal Bakaláská práce 2007 ABSTRAKT Tato bakaláská práce je zamena na oblast íslicov ízených stroj, zejména na volbu vhodného nástroje pro obrábní
Výroba souástí složitých výrobk pomocí NC stroje Martin íhal Bakaláská práce 2007 ABSTRAKT Tato bakaláská práce je zamena na oblast íslicov ízených stroj, zejména na volbu vhodného nástroje pro obrábní
Digitální učební materiál
 Digitální učební materiál Číslo projektu CZ.1.07/1.5.00/34.0061 Označení materiálu VY_32_INOVACE_E.1.10 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Milan
Digitální učební materiál Číslo projektu CZ.1.07/1.5.00/34.0061 Označení materiálu VY_32_INOVACE_E.1.10 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Milan
KUSOVNÍK Zásady vyplování
 KUSOVNÍK Zásady vyplování Kusovník je základním dokumentem ve výrob nábytku a je souástí výkresové dokumentace. Každý výrobek má svj kusovník. Je prvotním dokladem ke zpracování THN, objednávek, ceny,
KUSOVNÍK Zásady vyplování Kusovník je základním dokumentem ve výrob nábytku a je souástí výkresové dokumentace. Každý výrobek má svj kusovník. Je prvotním dokladem ke zpracování THN, objednávek, ceny,
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Každý datový objekt Pythonu má minimáln ti vlastnosti. Identitu, datový typ a hodnotu.
 Datový objekt [citováno z http://wraith.iglu.cz/python/index.php] Každý datový objekt Pythonu má minimáln ti vlastnosti. Identitu, datový typ a hodnotu. Identita Identita datového objektu je jedinený a
Datový objekt [citováno z http://wraith.iglu.cz/python/index.php] Každý datový objekt Pythonu má minimáln ti vlastnosti. Identitu, datový typ a hodnotu. Identita Identita datového objektu je jedinený a
Stední prmyslová škola na Proseku. Výpoetní technika. AutoCad. Obsah šablony pro AutoCad. šablona-sps na Proseku.dwt.
 Výpoetní technika AutoCad Obsah šablony pro AutoCad šablona-sps na Proseku.dwt Lukáš Procházka Obsah Stední prmyslová škola na Proseku Obsah: Obsah.. 1 Úvod.... 2 Hladiny.... 2 Kótovací styl... 2 Styl
Výpoetní technika AutoCad Obsah šablony pro AutoCad šablona-sps na Proseku.dwt Lukáš Procházka Obsah Stední prmyslová škola na Proseku Obsah: Obsah.. 1 Úvod.... 2 Hladiny.... 2 Kótovací styl... 2 Styl
( ) ( ) 2 2 B A B A ( ) ( ) ( ) B A B A B A
 ( ) 2 2 B A B A ( ) ( ) ( ) B A B A B A") Vzdálenost dvou bod, sted úseky Ž Vzdálenost dvou bod Pi vyšetování vzájemné polohy bod, pímek a rovin lze použít libovolnou vhodn zvolenou soustavu souadnic (afinní). však pi vyšetování metrických vlastností
Vzdálenost dvou bod, sted úseky Ž Vzdálenost dvou bod Pi vyšetování vzájemné polohy bod, pímek a rovin lze použít libovolnou vhodn zvolenou soustavu souadnic (afinní). však pi vyšetování metrických vlastností
ORACLE ÍZENÍ VÝROBY ORACLE WORK IN PROCESS KLÍOVÉ FUNKCE ORACLE WORK IN PROCESS
 ORACLE WORK IN PROCESS ORACLE ÍZENÍ VÝROBY KLÍOVÉ FUNKCE ORACLE WORK IN PROCESS Definice standardních výrobních píkaz Definice výrobních rozvrh pro libovolný zvolený interval Definice výrobních píkaz koncové
ORACLE WORK IN PROCESS ORACLE ÍZENÍ VÝROBY KLÍOVÉ FUNKCE ORACLE WORK IN PROCESS Definice standardních výrobních píkaz Definice výrobních rozvrh pro libovolný zvolený interval Definice výrobních píkaz koncové
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
ORACLE DISCRETE MANUFACTURING ORACLE DISKRÉTNÍ VÝROBA
 ORACLE DISCRETE MANUFACTURING ORACLE DISKRÉTNÍ VÝROBA KLÍOVÉ FUNKCE ORACLE DISCRETE MANUFACTURING Definice výrobních píkaz Definice výrobních rozvrh ízení zakázkové výroby ízení sériové výroby ízení hromadné
ORACLE DISCRETE MANUFACTURING ORACLE DISKRÉTNÍ VÝROBA KLÍOVÉ FUNKCE ORACLE DISCRETE MANUFACTURING Definice výrobních píkaz Definice výrobních rozvrh ízení zakázkové výroby ízení sériové výroby ízení hromadné
Výroba souástí složitých výrobk pomocí NC stroje. Martin íhal
 Výroba souástí složitých výrobk pomocí NC stroje Martin íhal Bakaláská práce 2007 ABSTRAKT Tato bakaláská práce je zamena na oblast íslicov ízených stroj, zejména na volbu vhodného nástroje pro obrábní
Výroba souástí složitých výrobk pomocí NC stroje Martin íhal Bakaláská práce 2007 ABSTRAKT Tato bakaláská práce je zamena na oblast íslicov ízených stroj, zejména na volbu vhodného nástroje pro obrábní
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
POPIS TESTOVACÍHO PROSTEDÍ 1 ZÁLOŽKA PARSER
 POPIS TESTOVACÍHO PROSTEDÍ Testovací prostedí je navrženo jako tízáložková aplikace, každá záložka obsahuje logicky související funkce. Testovací prostedí obsahuje následující ti záložky: Analýza Gramatiky
POPIS TESTOVACÍHO PROSTEDÍ Testovací prostedí je navrženo jako tízáložková aplikace, každá záložka obsahuje logicky související funkce. Testovací prostedí obsahuje následující ti záložky: Analýza Gramatiky
Autocad ( zdroj www.designtech.cz )
") Autocad ( zdroj www.designtech.cz ) AutoCAD patí k tradiním CAD aplikacím, které využívá celá ada technických i netechnických obor. V dnešním lánku se podíváme na bleskovku, jak lze zaít velmi tychle v
Autocad ( zdroj www.designtech.cz ) AutoCAD patí k tradiním CAD aplikacím, které využívá celá ada technických i netechnických obor. V dnešním lánku se podíváme na bleskovku, jak lze zaít velmi tychle v
IMPORT DAT Z TABULEK MICROSOFT EXCEL
 IMPORT DAT Z TABULEK MICROSOFT EXCEL V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - IMPORTU DAT DO PÍSLUŠNÉ EVIDENCE YAMACO SOFTWARE 2005 1. ÚVODEM Všechny produkty spolenosti YAMACO Software
IMPORT DAT Z TABULEK MICROSOFT EXCEL V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - IMPORTU DAT DO PÍSLUŠNÉ EVIDENCE YAMACO SOFTWARE 2005 1. ÚVODEM Všechny produkty spolenosti YAMACO Software
Správa obsahu ízené dokumentace v aplikaci SPM Vema
 Správa obsahu ízené dokumentace v aplikaci SPM Vema Jaroslav Šmarda, smarda@vema.cz Vema, a. s., www.vema.cz Abstrakt Spolenost Vema patí mezi pední dodavatele informaních systém v eské a Slovenské republice.
Správa obsahu ízené dokumentace v aplikaci SPM Vema Jaroslav Šmarda, smarda@vema.cz Vema, a. s., www.vema.cz Abstrakt Spolenost Vema patí mezi pední dodavatele informaních systém v eské a Slovenské republice.
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
TopoL sbr bod pro AAT
 TopoL sbr bod pro AAT technologický postup Jindich Hoda Ph.D. únor 2005 Pi práci v SW TopoL se budete pi sbru bod pro aerotriangulaci ídit následujícím pracovním postupem, viz obrázek 1. Obr. 1 pracovní
TopoL sbr bod pro AAT technologický postup Jindich Hoda Ph.D. únor 2005 Pi práci v SW TopoL se budete pi sbru bod pro aerotriangulaci ídit následujícím pracovním postupem, viz obrázek 1. Obr. 1 pracovní
Zbytky zákaznického materiálu
 Autoi: V Plzni 31.08.2010 Obsah ZBYTKOVÝ MATERIÁL... 3 1.1 Materiálová žádanka na peskladnní zbytk... 3 1.2 Skenování zbytk... 7 1.3 Vývozy zbytk ze skladu/makulatura... 7 2 1 Zbytkový materiál V souvislosti
Autoi: V Plzni 31.08.2010 Obsah ZBYTKOVÝ MATERIÁL... 3 1.1 Materiálová žádanka na peskladnní zbytk... 3 1.2 Skenování zbytk... 7 1.3 Vývozy zbytk ze skladu/makulatura... 7 2 1 Zbytkový materiál V souvislosti
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
NC a CNC stroje číslicově řízené stroje
 NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
Proud ní tekutiny v rotující soustav, aneb prozradí nám vír ve výlevce, na které polokouli se nacházíme?
 Veletrh nápad uitel fyziky 10 Proudní tekutiny v rotující soustav, aneb prozradí nám vír ve výlevce, na které polokouli se nacházíme? PAVEL KONENÝ Katedra obecné fyziky pírodovdecké fakulty Masarykovy
Veletrh nápad uitel fyziky 10 Proudní tekutiny v rotující soustav, aneb prozradí nám vír ve výlevce, na které polokouli se nacházíme? PAVEL KONENÝ Katedra obecné fyziky pírodovdecké fakulty Masarykovy
PRÁCE S GRAFICKÝMI VÝSTUPY SESTAV
 PRÁCE S GRAFICKÝMI VÝSTUPY SESTAV V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - UŽIVATELSKÉ ÚPRAVY GRAFICKÝCH VÝSTUP YAMACO SOFTWARE 2006 1. ÚVODEM Vtšina produkt spolenosti YAMACO Software
PRÁCE S GRAFICKÝMI VÝSTUPY SESTAV V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - UŽIVATELSKÉ ÚPRAVY GRAFICKÝCH VÝSTUP YAMACO SOFTWARE 2006 1. ÚVODEM Vtšina produkt spolenosti YAMACO Software
Obsah...1 1. Úvod...2 Slovníek pojm...2 2. Popis instalace...3 Nároky na hardware a software...3 Instalace a spouštní...3 Vstupní soubory...3 3.
 Obsah...1 1. Úvod...2 Slovníek pojm...2 2. Popis instalace...3 Nároky na hardware a software...3 Instalace a spouštní...3 Vstupní soubory...3 3. Popis prostedí...4 3.1 Hlavní okno...4 3.1.1 Adresáový strom...4
Obsah...1 1. Úvod...2 Slovníek pojm...2 2. Popis instalace...3 Nároky na hardware a software...3 Instalace a spouštní...3 Vstupní soubory...3 3. Popis prostedí...4 3.1 Hlavní okno...4 3.1.1 Adresáový strom...4
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Kompatibilita a import CAD
 Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Ladící pípravek DisplayKit
 IMFsoft, s.r.o. 26.7.2005 Úvod Ladící pípravek V praxi ped samotným projektováním vlastního výrobku je vhodné ovit samostatnou innost jednotlivých komponent. Pro rychlé ovení správnosti programového vybavení
IMFsoft, s.r.o. 26.7.2005 Úvod Ladící pípravek V praxi ped samotným projektováním vlastního výrobku je vhodné ovit samostatnou innost jednotlivých komponent. Pro rychlé ovení správnosti programového vybavení
DUM 09 téma: Kusovník
 DUM 09 téma: Kusovník ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ureno pro :1. roník vzdlávací obor: 26-41-M/01 Elektrotechnika 18-20-M/01 Informaní
DUM 09 téma: Kusovník ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ureno pro :1. roník vzdlávací obor: 26-41-M/01 Elektrotechnika 18-20-M/01 Informaní
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
2.1 Pokyny k otev eným úlohám. 2.2 Pokyny k uzav eným úlohám. Testový sešit neotvírejte, po kejte na pokyn!
 MATEMATIKA základní úrove obtížnosti DIDAKTICKÝ TEST Maximální bodové hodnocení: 50 bod Hranice úspšnosti: 33 % Základní informace k zadání zkoušky Didaktický test obsahuje 26 úloh. asový limit pro ešení
MATEMATIKA základní úrove obtížnosti DIDAKTICKÝ TEST Maximální bodové hodnocení: 50 bod Hranice úspšnosti: 33 % Základní informace k zadání zkoušky Didaktický test obsahuje 26 úloh. asový limit pro ešení
Ing. Jaroslav Halva. UDS Fakturace
 UDS Fakturace Modul fakturace výrazn posiluje funknost informaního systému UDS a umožuje bilancování jednotlivých zakázek s ohledem na hodnotu skutených náklad. Navíc optimalizuje vlastní proces fakturace
UDS Fakturace Modul fakturace výrazn posiluje funknost informaního systému UDS a umožuje bilancování jednotlivých zakázek s ohledem na hodnotu skutených náklad. Navíc optimalizuje vlastní proces fakturace
4 - Architektura poítae a základní principy jeho innosti
 4 - Architektura poítae a základní principy jeho innosti Z koncepního hlediska je mikropoíta takové uspoádání logických obvod umožující provádní logických i aritmetických operací podle posloupnosti povel
4 - Architektura poítae a základní principy jeho innosti Z koncepního hlediska je mikropoíta takové uspoádání logických obvod umožující provádní logických i aritmetických operací podle posloupnosti povel
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
asté otázky a odpov di k zákonu. 406/2000 Sb.
 MPO Energetická úinnost asté otázky a odpovdi k zákonu. 406/2000 Sb. Stránka. 1 z 6 Ministerstvo prmyslu a obchodu asté otázky a odpovdi k zákonu. 406/2000 Sb. Publikováno: 23.2.2009 Autor: odbor 05200
MPO Energetická úinnost asté otázky a odpovdi k zákonu. 406/2000 Sb. Stránka. 1 z 6 Ministerstvo prmyslu a obchodu asté otázky a odpovdi k zákonu. 406/2000 Sb. Publikováno: 23.2.2009 Autor: odbor 05200
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
Zamení fasády stavebního objektu
 Zamení fasády stavebního objektu metodou pozemní stereofotogrammetrie - souhrn materiál k projektu OBSAH - technologický postup - poznámky - práce v terénu pehled - poznámky - fotogrammetrické vyhodnocení
Zamení fasády stavebního objektu metodou pozemní stereofotogrammetrie - souhrn materiál k projektu OBSAH - technologický postup - poznámky - práce v terénu pehled - poznámky - fotogrammetrické vyhodnocení
2. M ení t ecích ztrát na vodní trati
 2. M ení t ecích ztrát na vodní trati 2. M ení t ecích ztrát na vodní trati 2.1. Úvod P i proud ní skute ných tekutin vznikají následkem viskozity t ecí odpory, tj. síly, které p sobí proti pohybu ástic
2. M ení t ecích ztrát na vodní trati 2. M ení t ecích ztrát na vodní trati 2.1. Úvod P i proud ní skute ných tekutin vznikají následkem viskozity t ecí odpory, tj. síly, které p sobí proti pohybu ástic
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
DOPRAVNÍ INŽENÝRSTVÍ
 VYSOKÉ UENÍ TECHNICKÉ V BRN FAKULTA STAVEBNÍ ING. MARTIN SMLÝ DOPRAVNÍ INŽENÝRSTVÍ MODUL 4 ÍZENÉ ÚROVOVÉ KIŽOVATKY ÁST 1 STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA Dopravní inženýrství
VYSOKÉ UENÍ TECHNICKÉ V BRN FAKULTA STAVEBNÍ ING. MARTIN SMLÝ DOPRAVNÍ INŽENÝRSTVÍ MODUL 4 ÍZENÉ ÚROVOVÉ KIŽOVATKY ÁST 1 STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA Dopravní inženýrství
l: I. l Tento projekt je spolufinancován Evropskou unií a státním rozpočtem České republiky.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
HYDROIZOLACE SPODNÍ STAVBY
 HYDROIZOLACE SPODNÍ STAVBY OBSAH Úvod do problematiky hydroizolací spodní stavby 2 stránka Rozdlení hydroizolací spodní stavby a popis technických podmínek zpracování asfaltových hydroizolaních pás 2 Hydroizolace
HYDROIZOLACE SPODNÍ STAVBY OBSAH Úvod do problematiky hydroizolací spodní stavby 2 stránka Rozdlení hydroizolací spodní stavby a popis technických podmínek zpracování asfaltových hydroizolaních pás 2 Hydroizolace
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
Obsah. Začínáme pracovat v InventorCAMu - frézování. 1995-2009 SolidCAM WWW.INVENTORCAM.CZ. All Rights Reserved.
 Obsah Začínáme pracovat v InventorCAMu - frézování WWW.INVENTORCAM.CZ 1995-2009 SolidCAM All Rights Reserved. 1 2 2 Obsah Obsah 1. Přehled modulů InvnetorCAMu... 11 1.1 2.5D Frézování... 12 1.2 Obrábění
Obsah Začínáme pracovat v InventorCAMu - frézování WWW.INVENTORCAM.CZ 1995-2009 SolidCAM All Rights Reserved. 1 2 2 Obsah Obsah 1. Přehled modulů InvnetorCAMu... 11 1.1 2.5D Frézování... 12 1.2 Obrábění
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Anotace: Klí ová slova: Annotation: Key words:
 Anotace: Tato diplomová práce se zabývá pevnostní kontrolou rámu tínápravového pívsu pro pepravu odvalovacích kontejner. Celková hmotnost pívsu je 27 000 kg. Tento výpoet je proveden pomocí metody konených
Anotace: Tato diplomová práce se zabývá pevnostní kontrolou rámu tínápravového pívsu pro pepravu odvalovacích kontejner. Celková hmotnost pívsu je 27 000 kg. Tento výpoet je proveden pomocí metody konených
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Kižíkova 1690, eské Budjovice. Ocelová konzola typ PAÁT II - 40 ST na betonové sloupy. TYPOVÝ PODKLAD. 4/2011
 Kižíkova 1690, 370 01 eské Budjovice Ocelová konzola typ PAÁT II - 40 ST na betonové sloupy. TYPOVÝ PODKLAD. 4/2011 Zpracoval:Kadlec František Maurer Ondej prosinec 2011 OBSAH: I. Úvodní ást 1.1 Název
Kižíkova 1690, 370 01 eské Budjovice Ocelová konzola typ PAÁT II - 40 ST na betonové sloupy. TYPOVÝ PODKLAD. 4/2011 Zpracoval:Kadlec František Maurer Ondej prosinec 2011 OBSAH: I. Úvodní ást 1.1 Název
Zadání soutěžního úkolu:
 Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Jakost povrchu při frézování kulovou frézou na nakloněných plochách. Bc. Lukáš Matula
 Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
GYMNÁZIUM CHEB SEMINÁRNÍ PRÁCE
 GYMNÁZIUM CHEB SEMINÁRNÍ PRÁCE Relace Cheb, 006 Radek HÁJEK Prohlášení Prohlašuji, že jsem seminární práci na téma: Relace vypracoval zcela sám za použití pramen uvedených v piložené bibliograii na poítai
GYMNÁZIUM CHEB SEMINÁRNÍ PRÁCE Relace Cheb, 006 Radek HÁJEK Prohlášení Prohlašuji, že jsem seminární práci na téma: Relace vypracoval zcela sám za použití pramen uvedených v piložené bibliograii na poítai
METRA BLANSKO a.s. 03/2005. PDF byl vytvořen zkušební verzí FinePrint pdffactory
 METRA BLANSKO a.s. KLEŠ!OVÉ P"ÍSTROJE www.metra.cz KLEŠ!OVÉ AMPÉRVOLTMETRY S ANALOGOVÝM ZOBRAZENÍM Proud AC Nap!tí AC 1,5 A, 3 A, 6 A, 15 A, 30 A, 60 A 150 A, 300 A 150 V, 300 V, 600 V T"ída p"esnosti
METRA BLANSKO a.s. KLEŠ!OVÉ P"ÍSTROJE www.metra.cz KLEŠ!OVÉ AMPÉRVOLTMETRY S ANALOGOVÝM ZOBRAZENÍM Proud AC Nap!tí AC 1,5 A, 3 A, 6 A, 15 A, 30 A, 60 A 150 A, 300 A 150 V, 300 V, 600 V T"ída p"esnosti
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
F 2.5 OCHRANA PED BLESKEM
 NOVOSTAVBA RODINNÉHO DOMU Hostivice p.. kat. 1161/57 okres Praha západ investor: Jií a Marie ajovi, Vondroušova 1160/1, Praha 6 F 2.5 OCHRANA PED BLESKEM Vypracoval: ing. Vít Kocourek OBSAH: 1. Pedpoklady
NOVOSTAVBA RODINNÉHO DOMU Hostivice p.. kat. 1161/57 okres Praha západ investor: Jií a Marie ajovi, Vondroušova 1160/1, Praha 6 F 2.5 OCHRANA PED BLESKEM Vypracoval: ing. Vít Kocourek OBSAH: 1. Pedpoklady
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Technická zpráva požární ochrany
 Technická zpráva požární ochrany Akce : zateplení fasády bytového domu p.70 Tuhá Investor : OSBD eská Lípa Barvíská 738 eská Lípa Použité technické pedpisy: SN 73 0802,73 0833,73 0873, 73 0821, vyhl..23/2008
Technická zpráva požární ochrany Akce : zateplení fasády bytového domu p.70 Tuhá Investor : OSBD eská Lípa Barvíská 738 eská Lípa Použité technické pedpisy: SN 73 0802,73 0833,73 0873, 73 0821, vyhl..23/2008
ÚSTAV AUTOMATIZACE A MICÍ TECHNIKY Fakulta elektrotechniky a komunikaních technologií Vysoké uení technické v Brn
 1 Obsah: 1. ÚVOD...4 1.1 Obecné použití...4 1.2 Konkrétní použití...5 2. ZPRACOVÁNÍ OBRAZU...7 2.1 Snímání obrazu...8 2.2 Další zpracování...9 2.3 Omezující vlivy...11 2.3.1 Odlesk zdroje svtla na lesklých
1 Obsah: 1. ÚVOD...4 1.1 Obecné použití...4 1.2 Konkrétní použití...5 2. ZPRACOVÁNÍ OBRAZU...7 2.1 Snímání obrazu...8 2.2 Další zpracování...9 2.3 Omezující vlivy...11 2.3.1 Odlesk zdroje svtla na lesklých
ORACLE MANUFACTURING SCHEDULING ORACLE HLAVNÍ PLÁNOVÁNÍ VÝROBY
 ORACLE MANUFACTURING SCHEDULING ORACLE HLAVNÍ PLÁNOVÁNÍ VÝROBY KLÍOVÉ FUNKCE ORACLE MANUFACTURING SCHEDULING Píprava pedpovdí Parametry plánu finální výroby Plánování materiálových požadavk Pracovní plocha
ORACLE MANUFACTURING SCHEDULING ORACLE HLAVNÍ PLÁNOVÁNÍ VÝROBY KLÍOVÉ FUNKCE ORACLE MANUFACTURING SCHEDULING Píprava pedpovdí Parametry plánu finální výroby Plánování materiálových požadavk Pracovní plocha
Název projektu: Datum zahájení projektu: Datum ukončení projektu: Obor: Ročník: Zpracoval: Modul: CAD/CAM
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
NÁVOD K POUŽÍVÁNÍ SN EN 1298
 MALÉ POJÍZDNÉ SKLÁDACÍ LEŠENÍ AKG 170 Výrobce: FINTES Aluminium s.r.o. Píbraz 152 378 02 Stráž nad Nežárkou NÁVOD K POUŽÍVÁNÍ SN EN 1298 Tento návod musí být vždy k dispozici v míst používání lešení SESTAVOVAT
MALÉ POJÍZDNÉ SKLÁDACÍ LEŠENÍ AKG 170 Výrobce: FINTES Aluminium s.r.o. Píbraz 152 378 02 Stráž nad Nežárkou NÁVOD K POUŽÍVÁNÍ SN EN 1298 Tento návod musí být vždy k dispozici v míst používání lešení SESTAVOVAT
EXPORT DAT TABULEK V MÍŽKÁCH HROMADNÉHO PROHLÍŽENÍ
 EXPORT DAT TABULEK V MÍŽKÁCH HROMADNÉHO PROHLÍŽENÍ V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - EXPORTU DAT DO EXTERNÍCH FORMÁT YAMACO SOFTWARE 2005 1. ÚVODEM Všechny produkty spolenosti YAMACO
EXPORT DAT TABULEK V MÍŽKÁCH HROMADNÉHO PROHLÍŽENÍ V PRODUKTECH YAMACO SOFTWARE PÍRUKA A NÁVODY PRO ÚELY: - EXPORTU DAT DO EXTERNÍCH FORMÁT YAMACO SOFTWARE 2005 1. ÚVODEM Všechny produkty spolenosti YAMACO
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
REQ /A CNC vertikální frézovací centrum musí splňovat následující parametry definované v tabulce č. 1.
 Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
spsks.cz Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU
 Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU kapitola 3 Obsah 9 Úvod... 37 10 Metodika... 38 10.1 Úprava vstupních
Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU kapitola 3 Obsah 9 Úvod... 37 10 Metodika... 38 10.1 Úprava vstupních
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
DANDO S.R.O č.t. 0902 331 936 X-BAR. Elektromechanická závora. Návod k inštalácii a obsluhe
 X-BAR Elektromechanická závora Návod k inštalácii a obsluhe 1. Kontrola p_ed montáží Než p_ikro_íte k instalaci, zkontrolujte vhodnost zvoleného modelu závory a podmínky pro montáž Ujist_te se, že všechny
X-BAR Elektromechanická závora Návod k inštalácii a obsluhe 1. Kontrola p_ed montáží Než p_ikro_íte k instalaci, zkontrolujte vhodnost zvoleného modelu závory a podmínky pro montáž Ujist_te se, že všechny
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Prbh funkce Jaroslav Reichl, 2006
 rbh funkce Jaroslav Reichl, 6 Vyšetování prbhu funkce V tomto tetu je vzorov vyešeno nkolik úloh na vyšetení prbhu funkce. i ešení úlohy jsou využity základní vlastnosti diferenciálního potu.. ešený píklad
rbh funkce Jaroslav Reichl, 6 Vyšetování prbhu funkce V tomto tetu je vzorov vyešeno nkolik úloh na vyšetení prbhu funkce. i ešení úlohy jsou využity základní vlastnosti diferenciálního potu.. ešený píklad
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
E. Niklíková, J.Tille, P. Stránský Státní ústav pro kontrolu léiv Seminá SLP 4. 5.4.2012
 1 2 Pístroje, materiály a inidla jsou jednou z kontrolovaných oblastí pi kontrolách úrovn správné laboratorní praxe, které provádí Státní ústav pro kontrolu léiv. Kontrolováno je jejich poizování, provoz,
1 2 Pístroje, materiály a inidla jsou jednou z kontrolovaných oblastí pi kontrolách úrovn správné laboratorní praxe, které provádí Státní ústav pro kontrolu léiv. Kontrolováno je jejich poizování, provoz,
Vznik a vývoj CNC DNC. Vznik a vývoj. Základní pojmy počítačové podpory. Základní pojmy CNC řízení. Číslicové řízení ve strojírenské technologii
 Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Lepení plexi v bonici pružnými lepidly
 Lepení plexi v bonici pružnými lepidly Dnes si mžete prohlédnout jednoduchý návod jak pilepit plexi do vyezané bonice. Samozejm možností lepení je mnoho, dnes se však podíváme na lepení pružnými lepidly.
Lepení plexi v bonici pružnými lepidly Dnes si mžete prohlédnout jednoduchý návod jak pilepit plexi do vyezané bonice. Samozejm možností lepení je mnoho, dnes se však podíváme na lepení pružnými lepidly.
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola