Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem:
|
|
|
- Marie Křížová
- před 7 lety
- Počet zobrazení:
Transkript
.")
1 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové plochy i obecné (soudkovité, podsoustružené zuby fréz apod.). Na soustruzích lze vrtat, vystružovat, řezat závity, soustružit rovinné i kulovité plochy. Kromě toho lze na nich konat zvláštní práce jako vroubkování, válečkování, okružní frézování závitů apod. Podstata soustružení Obrobek se otáčí, nástroj se pohybuje přímočaře. Hlavní pohyb je vždy rotační a koná jej obrobek. Pracovní pohyb nástroje ve směru osy obrobku - podélný posuv (stopa nože na obrobku je šroubovice), ve směru kolmém na osu obrobku - příčný posuv (stopa nože na obrobku je Archimédova spirála). Přísuv je pohyb nástroje, kterým se nastavuje hloubka záběru Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem: Soustružnické nože Podle materiálu jsou nože: z nástrojové rychlořezné oceli, s břitovými destičkami ze slinutých karbidů, s břitovými destičkami ze slinutých korundů, diamantové nože. Podle druhu obráběcího stroje: soustružnické, revolverové, automatové. Podle charakteru obrábění: hrubovací a hladící. Podle způsobu obrábění: ubírací, zapichovací a upichovací, vyvrtávací a tvarové: Podle tvaru tělesa nože: přímé, ohnuté, prohnuté a osazené. Podle polohy hlavního ostří: pravé, levé, souměrné. Podle požadavku výroby: komunální a operační. Podle základního názvosloví (ČSN ): pravé, levé, souměrné, osazené. Pravý nůž má při vodorovné poloze, hlavou k pozorovateli a čelem vzhůru, ostří na pravé straně (levý na levé). Vyhotovil: Vladimír Plzák Stránka 1

2 Geometrie břitu Řezné úhly se volí se zřetelem na trvanlivost břitu, jakost povrchu obráběné součásti, řezné podmínky, velikost řezného odporu, tuhost stroje a pevnost břitové hrany. Velikosti jednotlivých řezných úhlů se určují podle technologických tabulek, nebo podle doporučení výrobců nástrojů v jejich katalozích. Lamače třísek K ekonomicky vhodnému utváření třísek se často používá tzv. lamačů třísky. U nožů s pájenými plátky se dociluje oddělení (lámání) třísky např. vybroušením lamačů na čele ve stupňovitém tvaru podél hlavního ostří. Velikost šířky stupňů bývá v rozmezí 1,5 1,8 mm. U nožů s vyměnitelnými břitovými destičkami se třísky utvářejí příložnými lamači nebo lamači předlisovanými na břitové destičce. Hloubka a šířka lamače se volí podle velikosti nože a zkušeností. Zadní hrana lamače může svírat s břitem úhel, který bývá 5 až 150 a ovlivňuje směr odchodu třísky. Lamač třísky se vybrušuje brousícím kotoučem do nástroje. Nejběžnější lamače třísky jsou stupínkové a žlábkové. Rozměry stupínku i žlábku jsou stanoveny v závislosti na posuvu, hloubce řezu a na jakosti obráběného materiálu. Rozměry stupínku i žlábku jsou nejvíce ovlivněny úhlem čela soustružnického nože. U automatických a programově řízených obráběcích strojů je zvlášť důležité věnovat pozornost volbě vhodného tvaru třísky. Třísky se v žádném případě nesmí namotávat na obrobek a tím znesnadňovat obráběcí proces. U nožů s vyměnitelnými destičkami se třísky utvářejí příložnými utvářeči nebo utvářeči předlisovanými na břitových destičkách. Zahraniční výrobci a PRAMET Šumperk používají tři typy utvářečů. DF pro jemné soustružení: s=0,1 0,3mm h=0,5 3 mm DM- střední soustružení : s= 0,2 0,75 mm h= 1 6,5 mm DR- hrubování : s= 0,3 0,85mm h= 2 9 mm Základy konstrukce nožů Tělesa nožů mají mít průřez podle velikosti řezného odporu. Nože jsou namáhány ohybovým momentem. Výpočet průřezu nože je pouze přibližný, neboť se neuvažuje zatížení Vyhotovil: Vladimír Plzák Stránka 2

3 složkami řezného odporu, zvýšení řezného odporu v průběhu otupování nástroje, vliv geometrie břitu a řezných podmínek. Délka nože se přizpůsobuje upínáním nebo se volí podle ČSN až 90. Těleso nože je obvykle z uhlíkové oceli Nože s břitovou destičkou z RO Většina nožů se vyrábí s břitovými destičkami připájenými nebo přivařenými k tělesu nože. Tvar a poloha destičky se řídí úhly geometrie břitu, řeznými podmínkami, předpokládaným řezným odporem a způsobem ostření Nože s břitovou destičkou ze slinutých karbidů Břitové destičky jsou k tělesu nože připájeny a v současnosti stále více jsou mechanicky upnuté v provedení vyměnitelných destiček. Mají 3 až 6 ostří a připevňují se mechanicky k tělesům nože. Po otupení jednoho ostří se destička pootočí a pracovní polohu zaujme nové ostří. Vyhotovil: Vladimír Plzák Stránka 3

4 Dva způsoby mechanického upnutí destiček upínkou s dírou a upínacím čepem. Vychýlením upínacího čepu se dosáhne upnutí destičky do lůžka nože. Nože s keramickými břitovými destičkami Keramické břitové destičky mají vysokou tvrdost, ale malou ohybovou pevnost. Upevňují se na tělesa nože buď lepením, častěji mechanicky. Diamantové a polykrystalické nože Diamantové nože jsou vhodné na dokončovací operace, zvláště pro bronz, litiny, mosazi a plasty. Jelikož diamantové břity mají velmi malý otěr, dosahuje se značné přesnosti a hladkosti povrchu. Dále se uplatňují polykrystalické nože kompozit. Řezná část nože je z kubického nitridu bóru (KBN). Tyto nože umožňují dokončovací operace na těžkoobrobitelných materiálech, zejména na obrobcích z kalených ocelí a slitin. Pracují při vysokých řezných rychlostech, mají velkou trvanlivost ostří a mnohdy nahrazují broušení. Polykrystalické materiály se používají jako vyměnitelné destičky Tvarové nože Tvar ostří nože odpovídá tvaru obráběné plochy. Nože se používají v sériové výrobě, hlavně na revolverových a automatických soustruzích. Výhodou je jejich vysoká produktivita práce, velká životnost břitu a přesnost vyráběných ploch. Nevýhodou jsou obtíže při konstrukci i výrobě a nepříznivé pracovní podmínky (mění se geometrie břitu). Dělí se na radiální a tangenciální. Radiální nože mají posuv do řezu v radiálním směru buď kolmo, nebo šikmo k ose součásti. Podle provedení se dělí na: - ploché výrobně jednoduché, dovolují však malý počet ostření. - Prizmatické hranolové vhodné pro revolverové a automatické soustruhy. Ustavení a Vyhotovil: Vladimír Plzák Stránka 4
.")
5 upnutí je v rybinovitém vedení držáku. Počet ostření je velký. kotoučové pro vnější i vnitřní soustružení. Prstencový tvar dovoluje mnohonásobné ostření. Tangenciální nože neliší se svým tvarem od radiálních prizmatických nožů. Rozdíl je v posuvu, který je tangenciální k povrchu obrobku. V průběhu řezání se mění úhly čela i hřbetu a řezné rychlosti v jednotlivých bodech ostří. Používají se pro mělké tvary a tam, kde jiný pohyb není možný (automaty). Soustružnické nože pro CNC stroje Základní požadavky na nástroje Hlavní odlišnost nástrojů pro CNC stroje je v tom, že jsou přizpůsobeny požadavku seřizování na specializovaném pracovišti mimo stroj. Předem seřízené nástroje zlepšují využití CNC strojů. Používají se proto nože s vyměnitelnou břitovou destičkou. U těchto nástrojů se nemění poloha břitu vzhledem k poloze těla nože a tak umožňují rychlou výměnu otupeného břitu. Řezná rychlost v měřítkem hlavního pohybu. Optimální velikost řezné rychlosti závisí hlavně: na mechanických vlastnostech materiálu obrobku na druhu materiálu nože, tj. na jeho řezivosti na velikosti průřezu třísky, tj. na velikosti posuvu a hloubky odebírané vrstvy materiálu na zvolené trvanlivosti nástroje na geometrii břitu (úhlech,, ) na druhu soustružnické práce (např.při řezání závitů se volí menší řezné rychlosti). Na tuhosti soustruhu a chlazení Vyhotovil: Vladimír Plzák Stránka 5


6 Řezné rychlosti při soustružení: Posuv f - závisí na požadované jakosti plochy a na tuhosti a velikosti obrobku. Zásadně se volí maximální velikost posuvu, která odpovídá uvedeným požadavkům. Velikost posuvu se volí Hloubka řezu t - hloubka odřezávané vrstvy materiálu, závisí na mechanických vlastnostech materiálu obrobku, jeho tuhosti a na způsobu obrábění. Z hlediska hospodárnosti se musí volit maximální hloubka řezu přípustná pro dané obrábění.: Vzhledem k využití břitu nástroje a jeho trvanlivosti je nutné přihlížet také ke tvaru třísky. Používají se menší posuvy a větší hloubky třísky, zachovává se tedy poměr f : t = 1 : 3 až 1 : 10 při úhlu nastavení asi 45. Vyhotovil: Vladimír Plzák Stránka 6

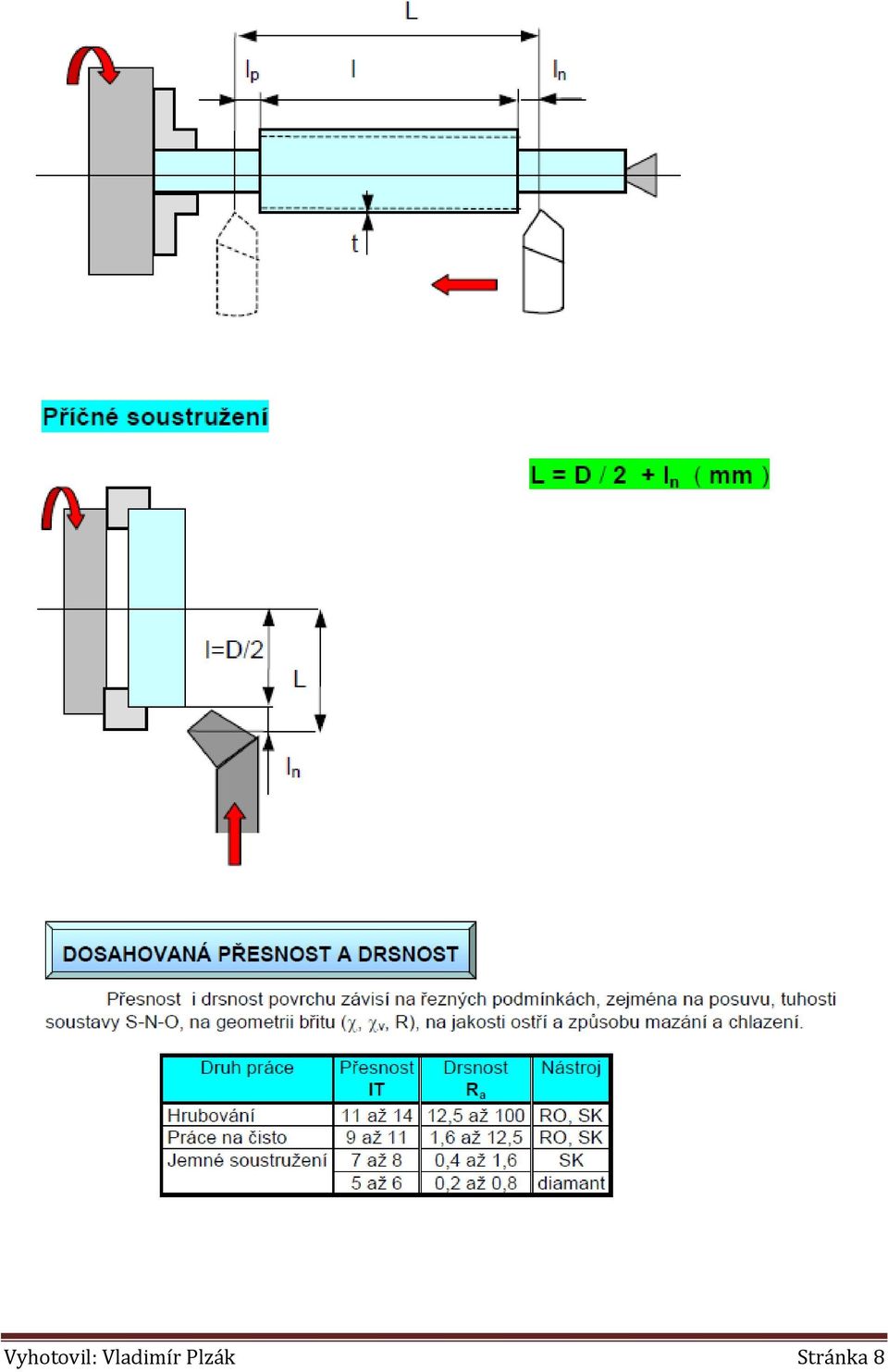
7 Průřez třísky S je určen velikostí řezné síly a tím i potřebným výkonem stroje. Řezné síly Velikost řezné síly se obvykle počítá ze vztahu: S průřez třísky (mm2 ) p řezný odpor ( N /mm2 ) Velikost řezného odporu je průměrně 4 až 5krát větší než pevnost v tahu obráběného materiálu. ( 4 5 ) Rm Řezný odpor se značně mění s tloušťkou třísky (posuvem) a úhlem řezu. Se zvětšujícím se posuvem a zmenšujícím se úhlem řezný odpor klesá. Velikost řezné síly s řeznou rychlostí určují příkon elektromotoru soustruhu: Puž = Fz. v ( W ), Pe = Puž / h ( W ) kde h je účinnost stroje, která zahrnuje ztráty v převodech ( 0,7 ) Výpočet strojních časů Produktivita obráběcího stroje se hodnotí počtem výrobků za jednotku času nebo časem potřebným pro jejich výrobu. Podélné soustružení válcové plochy kde L je dráha nástroje L = l + ln + lp (mm) délka náběhu ln a délka přeběhu lp se volí 5 až 10 mm. Vyhotovil: Vladimír Plzák Stránka 7


8 Vyhotovil: Vladimír Plzák Stránka 8
9 Druhy soustruhů Soustruhy se dělí na: 1. Hrotové 2. Čelní 3. Revolverové 4. Svislé - karuselové 5. Poloautomatické 6. Automatické 7. CNC - číslicově řízené 1) Hrotové Jsou určeny k obrábění válcových ploch obrobků upnutých v hrotech, ve sklíčidle, na trnech, upínací desce. Univerzální hrotové soustruhy jsou vybaveny vodícím šroubem, který umožňuje řezání závitů nožem. Mají velký rozsah otáček a posuvů, což charakterizuje jejich univerzálnost. Velikost hrotových soustruhů je dána oběžným průměrem Do nad ložem a největší vzdáleností hrotů Lo. Podle velikosti oběžného průměru jsou: - malé - Do do 250 mm, - střední - Do do 900 mm - velké - Do nad 900 mm Základní části soustruhu: - rám stroje, který tvoří lože, vřeteník, koník, suport, posuvové a závitové převodovky elektromotoru a příslušenství. Speciální soustruhy - produktivní hrotové soustruhy, které nemají vodící šroub. Rozsah a počet otáček i posuvů je omezený. Mají motor o větším výkonu, upínání součástí a ovládání koníku je mechanizováno. Mezi speciální hrot.soustruhy patří kopírovací, podtáčecí, na klikové hřídele, na válcovací stolice, na řezání závitů aj. 2) Čelní soustruhy používají se zpravidla v kusové výrobě pro soustružení rozměrných obrobků, které mají délku menší než průměr ( L ). Zpravidla nejsou vybaveny koníkem a obrobek se upíná na tzv. lícní desku. - Nevýhodou čelních soustruhů je pracné ( zdlouhavé) upínání, vyžadující součinnost soustružníka s jeřábníkem. 3) Revolverové soustruhy - uplatňují se v sériové výrobě rotačních součástí, které svým tvarem umožňují provádět několik úkonů na jedno upnutí (soustružení, vrtání, vystružování, řezání závitů aj.). - charakteristickou částí revolverového soustruhu je revolverová hlava, která umožňuje upnutí většího počtu potřebných nástrojů. Vyhotovil: Vladimír Plzák Stránka 9


10 Velikost revolverových soustruhů se určuje podle největšího průměru tyče, která projde vřetenem. Jsou to: malé - do 25mm střední - do 63 mm velké - do 315 mm Výhodou soustruhů s vodorovnou osou RH je velký počet nástrojových míst. Nevýhodou - jsou nevhodné pro obrábění součástí větších průměrů. Revolverové soustruhy se svislou osou rotace RH, bývá tato hlava nejčastěji šestiboká, tedy mohou použít 6 nástrojů. Jejich nevýhodou je malý počet nástrojů, malá tuhost RH a velké vyložení (délka) nástrojových držáků. Výhodou je možnost současného obrábění nástrojem v RH a nástrojem v nožové hlavě příčného suportu. 4) Svislé (karuselové) soustruhy Používají se pro soustružení rozměrných a těžkých součástí, které mají délku menší než průměr. Velikost svislých soustruhů je charakterizována oběžným průměrem. Tyto průměry jsou od 800 Vyhotovil: Vladimír Plzák Stránka 10
 nástrojových držáků. Výhodou je možnost současného obrábění nástrojem v RH a nástrojem v nožové hlavě příčného suportu.")
 a dvoustojanové. V případě dvoustojanového soustruhu jsou stojany spojeny v horní části tzv. trámcem a vytváří tak portál.")
11 mm do mm. Do ru 1200 mm jsou svislé soustruhy jednostojanové, větší jsou dvoustojanové. Obrobek je upnutý na lícní upínací desce se svislou osou otáčení. Svislé soustruhy se vyrábí jako jednostojanové (menší rozměry) a dvoustojanové. V případě dvoustojanového soustruhu jsou stojany spojeny v horní části tzv. trámcem a vytváří tak portál. V případě jedno i dvou stojanových svislých soustruhů se po stojanech pohybuje příčník a na něm je suport s nožovou hlavou (revolverovou, několika bokou ). Další suporty (1-4) jsou na svislých stojanech. Na svislých soustruzích lze obrábět až třemi nástroji současně, nástroji v bočních suportech a na příčníku. Upínání a ustavování obrobku je méně namáhavé a pracné než na čelních soustruzích. Ztrátové časy jsou menší. 5) Poloautomatické soustruhy jsou odvozeny od soustruhů hrotových, revolverových, čelních i svislých. Pracovní cyklus je automatický, pouze výměna obrobku se provádí ručně. Dělí se na: - hrotové, revolverové Z hlediska polohy vřetena na: vodorovné, svislé z hlediska počtu vřeten : jedno a vícevřetenové 6) Automatické soustruhy se uplatňují v sériové a hromadné výrobě. Pracují plně v automatickém cyklu, tj. včetně podávání a upínání polotovarů. Výchozím materiálem jsou zpravidla tyče. Automatizace vkládání vyjímání polotovarů (přířezů, výkovků, odlitků aj.) se musí zajistit přídavným zařízením. Podle počtu pracovních vřeten se dělí na: jednovřetenové a několikavřetenové. Podle použitého systému automatizace se dělí na: křivkové a bezkřivkové. KŘIVKOVÉ - veškeré činnosti (posuvy revolver.hlavy,dvou až tří příčných suportů, změna otáček, podávání polotovaru) jsou řízeny pomocí vaček. Vačky jsou umístěny na jednom tzv. vačkovém hřídeli. Změna sortimentu součástí je možná pouze při výměně vaček (drahé a časově náročné). Vyhotovil: Vladimír Plzák Stránka 11
 jsou na svislých stojanech. Na svislých soustruzích lze obrábět až třemi nástroji současně, nástroji v bočních suportech a na příčníku.")
12 BEZKŘIVKOVÉ - veškeré činnosti jsou řízeny prostřednictvím narážek, umístěných na povrchu otáčejícího se bubnu. 7) NC a CNC soustruhy (číslicově řízené) uplatňují se především v kusové, malosériové až středně sériové opakované výrobě. Pracují v polo nebo automatickém cyklu a umožňují rychlý přechod na výrobu jiného typu obrobku (výměnou programu a předem seřízenými nástroji).nosným mediem řídícího programu může být děrná páska, disketa nebo paměť řídícího systému, kde jsou zakódovány činnosti obráběcího stroje. Číslicově řízené soustruhy jsou odvozeny od hrotových, revolverových, svislých soustruhů konvenčních. Upínání nožů a obrobků Při soustružení vznikají velké řezné síly, proto upnutí nástroje i obrobku se musí věnovat náležitá pozornost. Nůž musí mít co nejmenší vyložení, musí dosedat celou základní plochou, upíná se do nožové hlavy (otočná, až 4 nože). Některé jsou řešeny jako revolverové nožové hlavy. Umožňují tak upnutí více nástrojů seřazených podle výrobního postupu. Produktivitu lze zvýšit současným řezáním několika nástroji. Přitom se nástroje upínají do nožových držáků. Upínání obrobků má zajistit spolehlivé přenášení kroutícího momentu z pracovního vřetene na obrobek. Upnutí má být tuhé, jednoduché a rychlé. Způsob upnutí se řídí podle tvaru a tloušťky obrobku, podle jeho velikosti, požadované přesnosti a druhu soustruhu. Mezi hroty se upínají hřídele a součásti s poměrem L/D > 3. Požaduje se přesná souosost mezi povrchem a osou otáčení. Před upnutím mezi hroty se obrobek zarovná na délku a do čel se navrtají středící důlky. Přídavný hrot v upínací desce je pevný, v koníku obvykle otočný (odpružený). Kroutící moment se přenáší unášecím srdcem. Rychlejší výměnu obrobku umožňuje kuželový unášeč. Vyhotovil: Vladimír Plzák Stránka 12

13 Obrobky s přesným otvorem upínáme na soustružnické trny. Trn má mírně kuželovitý povrch (1:2500), na který se nalisuje obrobek. Potom se trn upne mezi hroty. Pro díry s větší tolerancí a tenkostěnné obrobky jsou vhodné rozpínací trny. Letmé upínaní se uplatňuje pro odlitky, výkovky a polotovary při obrábění povrchů. Do univerzálního sklíčidla upínáme v kusové i malosériové výrobě dlouhé a krátké obrobky. Nejpřesnější jsou tříčelisťová sklíčidla. Těžší a kratší obrobky a obrobky nepravidelného tvaru upínáme na lícní upínací desku, která má 4 samostatně stavitelné čelisti a drážky pro upnutí upínek. Někdy je vhodné použít upínací uhelníky. Tyče menších i středních průměrů se upínají na revolverových soustruzích a automatech do kleštin. Dlouhé štíhlé hřídele podepíráme při soustružení zvláštními podpěrami - lunetami, které jsou připevněny k suportu nebo jsou pevně upnuty k loži. 1) Podélné a čelní soustružení vnějších a vnitřních rotačních ploch Při podélném soustružení se nůž posouvá rovnoběžně s osou vřetena, obvykle od koníku ke vřeteníku. Obrábějí se tak vnější i vnitřní válcové plochy, jako např. čepy, hřídele, pouzdra apod. Při čelním soustružení má nůž posuv kolmý na osu vřetene. Zhotovují se tak rovinné plochy, např. zarovnání čela obrobku, osazení, zápichy, drážky apod. Obrobky se obrábějí postupně: hrubování, na čisto, dokončovací operace. Aby se dodržela souosost, soustruží se co nejvíce úseků při jednom ustavení. Strana hřídele, která se má soustružit první, se obvykle řeší podle zásady co nejméně ztenčit hřídel 2) Vrtání, vyvrtávání, vyhrubování, vystružování, zahlubování osovými nástroji. Na soustruhu lze vrtat díry do plného materiálu nebo díry rozšiřovat (vyvrtávat, vyhrubovat, vysoustružit aj.). Aby byla zajištěna souosost ploch, obrábějí se díry po soustružení ostatních ploch obrobku. Před vrtáním se musí čelní plocha obrobku zarovnat a navrtat středící důlky pro ustředění vrtáku. Díry se vyvrtávají vnitřními soustružnickými noži. Pro vystružování se používají pevné nebo stavitelné výstružníky. 3) Soustružení kuželů krátkých, strmých kratší, strmé (natočením nožových saní ) Vyhotovil: Vladimír Plzák Stránka 13

14 5) Řezání závitů vnějších i vnitřních - závitovým soustružnickým nožem - jednoduchým nebo hřebenovým závitovou čelistí (očkem) - závity vnější závitníkem - závity vnitřní závitořeznými hlavami - vnější závity 6) Soustružení tvarových ploch tvarovými soustružnickými noži pomocí různých přípravků kopírováním na CNC soustruzích programem kombinací lineární a kruhové interpolace 7) Podsoustružování vzniká Archimédova spirála na hřbetě obráběných nástrojů (př. hřbetní plocha tvarové frézy, hřbetní plocha tvarového kotoučového nože). Válečkování, vroubkování Vyhotovil: Vladimír Plzák Stránka 14
.")

15 Důsledkem válečkování je zlepšení kvality povrchu, zpevnění povrchové vrstvy materiálu a zvýšení odolnosti proti korozi Vroubkování je obdobou válečkování, pouze přítlačný váleček má na povrchu vroubky Vyhotovil: Vladimír Plzák Stránka 15

4.SOUSTRUŽENÍ. Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem:
 1 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
1 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Upínání obrobků na soustruhu
 Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Soustružení. 1.1.1 Charakteristika výrobní metody
 Soustružení Soustružení jako výrobní metoda vzniklo již před našim letopočtem. Soustruh velmi podobný dnešnímu zkonstruoval Leonardo da Vinci kolem roku 1500. Jak již bylo řečeno, z technologického hlediska
Soustružení Soustružení jako výrobní metoda vzniklo již před našim letopočtem. Soustruh velmi podobný dnešnímu zkonstruoval Leonardo da Vinci kolem roku 1500. Jak již bylo řečeno, z technologického hlediska
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
Soustružení tvarových ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Obráběcí stroje Rozdělení obráběcích strojů
 Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
5.FRÉZOVÁNÍ. Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou.
 1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
09 Automatické a revolverové soustruhy
 09 Automatické a revolverové soustruhy Chrakteristika - rev. soustruhy se uplatňují v sériové výrobě, hlavně při obrábění součástí jejichž výrobní postup umožňuje provedení více úkonů najedno upnutí -
09 Automatické a revolverové soustruhy Chrakteristika - rev. soustruhy se uplatňují v sériové výrobě, hlavně při obrábění součástí jejichž výrobní postup umožňuje provedení více úkonů najedno upnutí -
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ...
 OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
PRAXE - Základy soustružení a CNC soustružení. 1. Úvod. 2. Význam soustružení. 3. Definice soustružení
 PRAXE - Základy soustružení a CNC soustružení 1. Úvod Mezi hlavní obory strojního obrábění patří soustružení. Je nejrozšířenějším způsobem obrábění a představuje až 30% celkového objemu strojírenské výroby.
PRAXE - Základy soustružení a CNC soustružení 1. Úvod Mezi hlavní obory strojního obrábění patří soustružení. Je nejrozšířenějším způsobem obrábění a představuje až 30% celkového objemu strojírenské výroby.
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Vrtání a vyvrtávání. 1.1.1 Charakteristika výrobní metody
 Vrtání a vyvrtávání Vrtáním se rozumí obrábění díry do plného materiálu, zatímco vyvrtáváním se díry předvrtané, předlité nebo předované zvětšují na požadovaný průměr. Vrtat lze válcové, uželové a tvarové
Vrtání a vyvrtávání Vrtáním se rozumí obrábění díry do plného materiálu, zatímco vyvrtáváním se díry předvrtané, předlité nebo předované zvětšují na požadovaný průměr. Vrtat lze válcové, uželové a tvarové