1. Výrobní stroj jako základní článek výrobního systému struktura výrobního stroje
|
|
|
- Julie Miluše Marešová
- před 7 lety
- Počet zobrazení:
Transkript

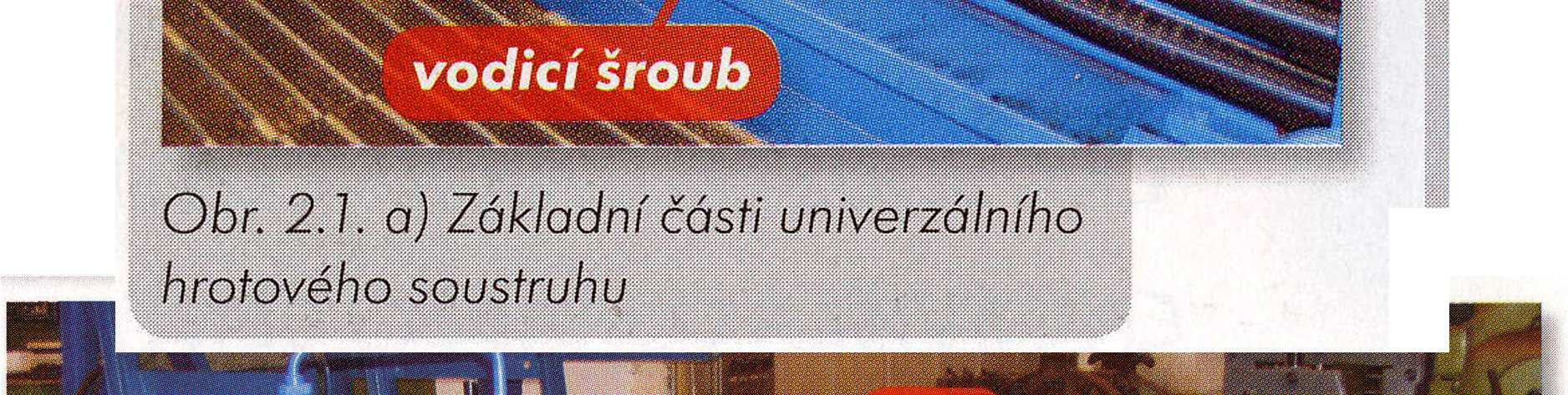
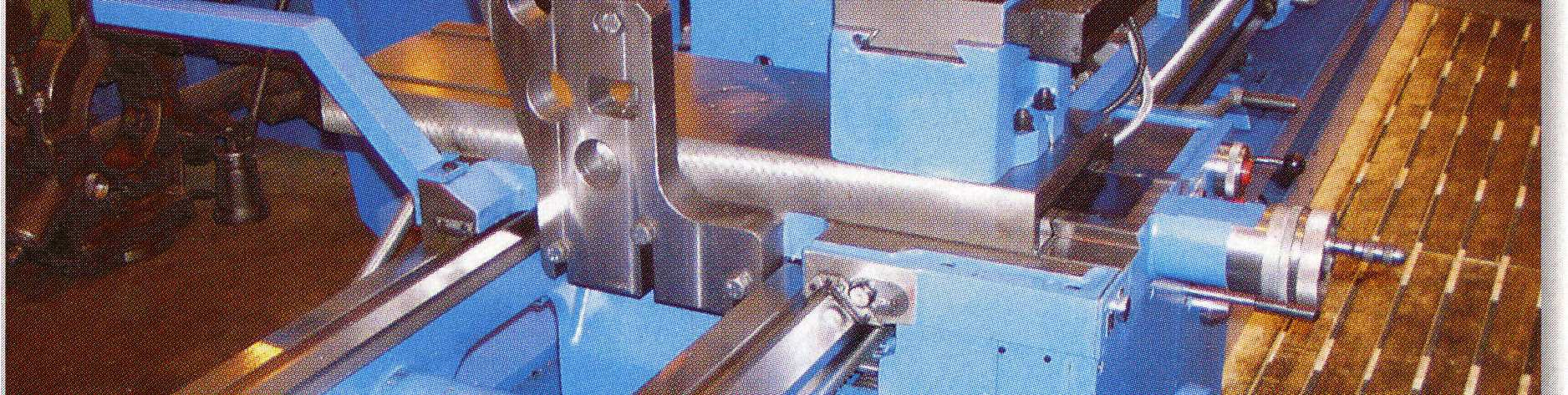
1 1. Výrobní stroj jako základní článek výrobního systému struktura výrobního stroje Ze systémového hlediska je možné si znázornit výrobní závod, výrobní systém i výrobní stroj, tj. výrobní zařízení stejným schématem, které vždy přetvoří vstupující hmotu H1 na výstupní H2 působením své vnitřní struktury za pomoci vstupní energie E1 podle vstupních informací I1. Technologické pracoviště je ze systémového pohledu tvořeno: - systémem stroj nástroj obrobek, který zajišťuje tok energie a její realizaci v procesu obrábění - systémem operační manipulace s nástroji, polotovary či hotovými kusy a odpadem (např. třískami či odstřižky), tj. systémem, který zajišťuje tok hmoty technologickým pracovištěm -systémem řízení zajišťujícím tok informací sloužících k řízení všech funkcí Obr.3 Identifikace prvků nosných soustav, často využívané typy. Z výrobně technologického hlediska jsou nosné soustavy obráběcích strojů tvořeny zpravidla skladbou více částí, vzájemně spojených v připojovacích plochách pevných či pohyblivých. Základní, nosný rám pak tvoří uzly spodní stavby, na kterých jsou umístěny a upevněny jednotlivé funkční skupiny v rozměrovém a prostorovém uspořádání podle požadavků určeného technologického procesu. Jejich tvar, poloha dimenze jsou pak určeny především základními parametry jednotlivých os a vzájemnou funkční vazbou jednotlivých uzlů, jako vřeteníků, saní, stolů, pohonů, motorů aj. a podléhají vlivům zatížení z technologického procesu. VSZ -2.př. 1







2 Obr.1 Struktura obráběcího stroje Vyjmeme-li ze systému stroj nástroj obrobek ty druhé dva členy, zůstává jen vlastní stroj tj. nosný systém stroje (vytažený na obr. 1 silnou čarou) a pohony VSZ -2.př. 2

 a z koncových, výstupních částí mechanismů pohonů (vřetena apod.). Nosný systém (nosnou soustavu) si tedy")

3 s částí mechanismů. Vlastní nosný systém je pak vytvořen z hlavních nosných těles (lože, skříně stojany,ramena, příčníky apod.), z jejich spojení (pohyblivých i nepohyblivých např. vedení přímočará, rotační uložení, sešroubovaná atd.) a z koncových, výstupních částí mechanismů pohonů (vřetena apod.). Nosný systém (nosnou soustavu) si tedy můžeme definovat jako soustavu spolu spojených těles, mechanismů a součástí, kterými se uzavírá tok sil při obrábění a které mají vliv na statickou a dynamickou tuhost celého systému stroj nástroj obrobek v místě obrábění (tj. mezi nástrojem a obrobkem). Obr.2 Systém stroj nástroj obrobek horizontální vyvrtávačky při frézování VSZ -2.př. 3




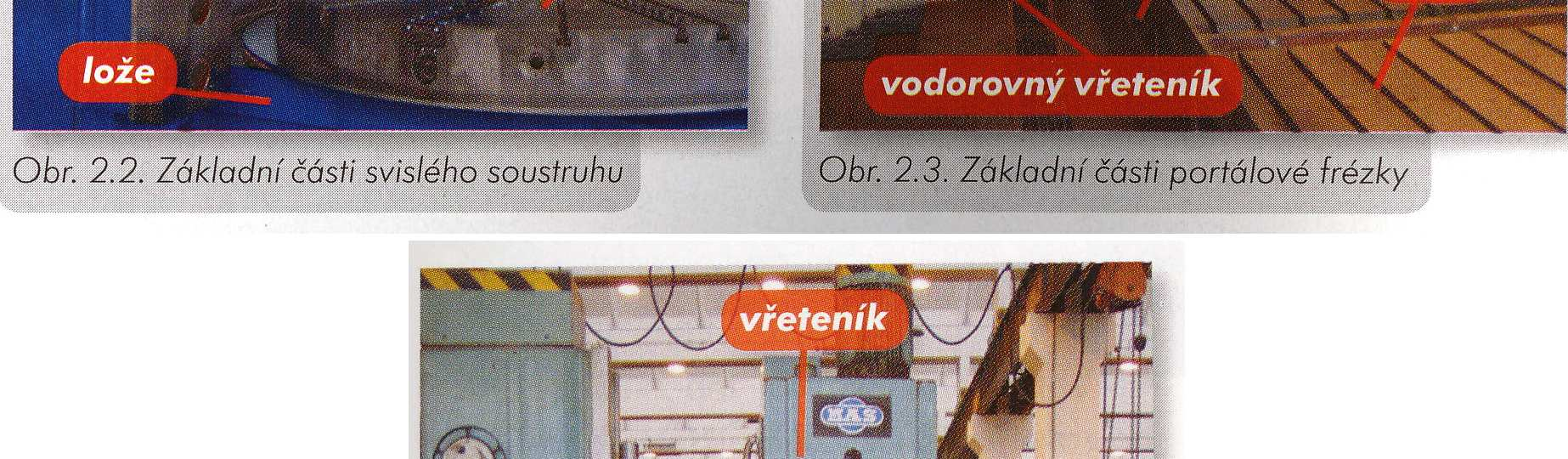
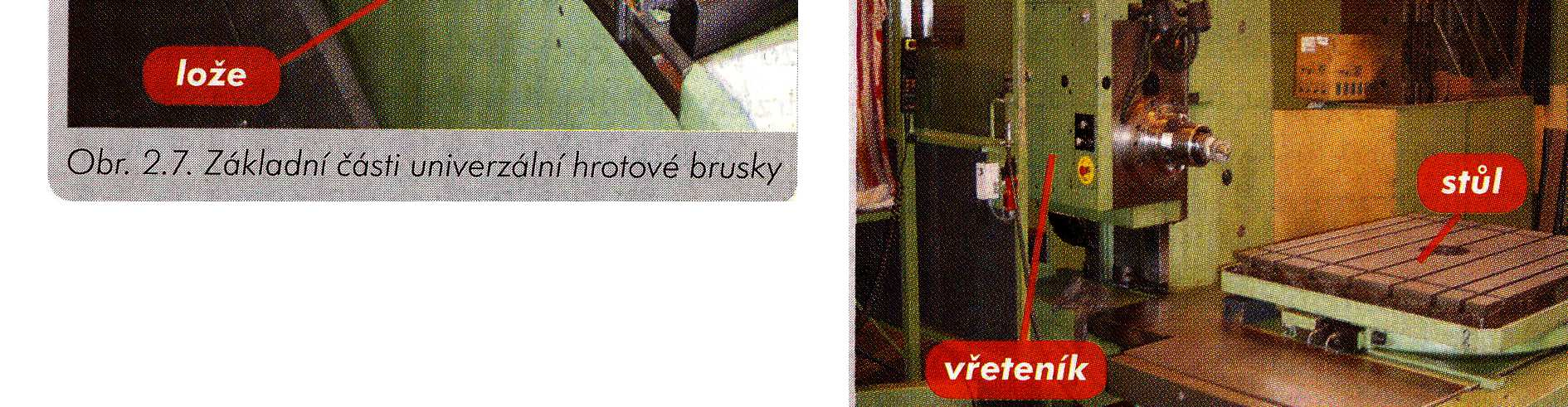
4 ČVUT v Praze 3. Identifikace prvků nosné soustavy Obr.4Identifikace prvků nosné soustavy různých typů obr.strojů VSZ -2.př. 4
5 1.Lože část stroje skříňovitého tvaru, zpravidla s převládající délkou nebo šířkou nad výškou. U většiny strojů spojuje základní části stroje v celek. Na loži jsou zpravidla vodicí plochy (pro stůl, suport nebo jiné pohyblivé části) a případně dosedací plochy pro uložení (připojení) dalších částí. 2.Podstavec má stejnou charakteristiku jako lože, je však bez vodicích ploch a slouží pouze pro uložení dalších základních nepohyblivých částí. 3.Základní deska spodní část stroje plochého tvaru. Jsou na ní dosedací plochy k uložení dalších základních částí, případně upínací plochy s drážkami pro upnutí stolu nebo obrobku. 4.Stojan část stroje skříňovitého tvaru s výškou převažující nad délkou nebo šířkou. Jsou na něm vodicí případně dosedací plochy. 5.Sloup stojatá část stroje válcovitého tvaru s převládající výškou. Slouží k ustavení dalších částí stroje (vřeteníku, ramena). 6.Konzola část stroje ustavená zpravidla na základní svislé rovině. Podle polohy roviny dosedacích ploch je konzola vodorovná, šikmá či svislá. 7.Příčník vodorovně na stojanech uložená svisle pohyblivá část stroje s vodícími plochami pro vřeteník nebo suport. 8. Rameno podobně definované jako příčník, jedním koncem uložené. 9.Příčka (most) část skříňovitého tvaru. Spojuje horní konec stojanů. 10.Vřeteník část stroje zpravila skříňovitého tvaru. Je v něm uloženo vřeteno případně i převody pro změnu jeho otáček. 11.Saně součást pohybující se po přímočarém vedení delším než je ona. 12.Smýkadlo součást pohybující se přímočaře po vedení kratším než ona. 13.Stůl část zpravidla plochého tvaru s vodorovnou upínací plochou obrobku. 14.Suport část stroje sestávající ze soustavy saní, která umožňuje nastavení nástroje do potřebné polohy vzhledem k obrobku a jeho pohyb při obrábění. VSZ -2.př. 5



6 VSZ -2.př. 6


7 VSZ -2.př. 7




8 ČVUT v Praze VSZ -2.př. 8
9 4.Vývoj trhu s obráběcími stoji ve světě, Evropě a v ČR. Dále uvedené grafy tuzemského Svazu strojírenské technologie dávají velmi dobrý přehled o situaci ve světové, evropské a domácí výrobě a spotřebě, vývozu a importu obráběcích strojů. Vyplývají z nich následující závěry usnadňující orientaci na trhu s obráběcími stroji. 1) V současnosti se světový trh obráběcích a tvářecích strojů nachází ve fázi deprese, které ještě v roce 2008 předcházel růst s historicky rekordní produkcí 55.5 mld. EUR. Rovněž evropští výrobci sdružení v CECIMO zaznamenali v loňském roce rekordní produkci ve výši mld. EUR. Domácí produkce dosáhla hodnoty mil. CZK ve Svazu výrobců a celková produkce celé ČR činila dokonce mil. CZK což představovalo největší procentní nárůst 32,4 % v Evropě a celkových 2,7% evropské produkce. 2) Uvedené dlouhodobé grafy světové a evropské produkce jsou klasické cyklické průběhy s periodou oživení 10 let. Současná krize s vnějšími příčinami přišla dříve. Zkracování fáze poklesu a dřívější oživení lze dosáhnout vlivem technologických inovací, které vedou ke zvyšování produktivity. 3) V evropském měřítku produkce 3 zemí (Německa, Itálie a Švýcarska) představuje 75% celkové produkce a ve světě spolu s těsně prvním Japonskem 65 %. Z toho vyplývá, že tyto země určují vývojové trendy, zvláště když se dokáží prosazovat na trhu USA, který svojí poptávkou po High Technology je nejnáročnější a vyvíjí nejvyšší inovativní tlak díky rozsáhlému kosmickému a vojenskému průmyslu vyžadujícímu nové materiály, nové technologie a tudíž i nové výrobní stroje. Výsledkem jsou stroje zejména s vysokorychlostním (HSC) a nyní í vysokoproduktivním obráběním a to s nejvyššími parametry přesnosti, při současném vysokém stupni integrace technologických operací a vysokou adaptibilitou, pružností i rekonfigurační schopností. Jsou to stroje specielně konstruované podle nových zásad (nejde o pouhou inovační úpravu). Představují tak novou čtvrtou generaci NC strojů tj. HSC stroje. 4) Největším světovým spotřebitelem je bezkonkurenčně Čína s mil. EUR, což je více než čtvrtina světové produkce VSZ -2.př. 9
10 VSZ -2.př. 10
11 Obr. 6,7 Přehled produkce obráběcích strojů VSZ -2.př. 11


12 Obr.8 Přehled produkce obráběcích strojů ve světě do roku 2008 VSZ -2.př. 12

13 3. Požadavky kladené na obráběcí stroje Na vývojové směry ve stavbě obráběcích strojů působí požadavky, které na ně kladou konstruktéři, výrobci a hlavně uživatelé. Ty jsou tedy hlavním inspirátorem i korektorem základních vývojových trendů. Schéma ukazuje jak technologické, v jejichž pozadí je ekonomický tlak nejistého globálního prostředí nastupujícího 21. století, působí ve třech hlavních směrech na koncepční řešení HSC strojů. Hlavním směrem je intenzifikace vlastního řezného procesu. Nové řezné materiály a nástroje vytvářejí prostor pro velký nárůst řezného výkonu vztaženému k jednomu vřetenu stroje. Vývojem vícevřetenových strojů a dvojstrojů také roste řezný výkon vztažený na jeden stroj. Vzhledem k vysokému stupni bezobslužnosti a technickým možnostem nepřetržité třísměnné práce HSC strojů vystupuje do popředí organizační zabezpečení co nejvyššího časového vytížení HSC strojů, které kompenzuje jejich vyšší pořizovací cenu. Integrace strojních operací je další důležitý směr, který je motivován hlavně požadavkem na vysokou přesnost a kvalitu navazujících technologických operací, ale přináší i výrazné ekonomické efekty ve zkracování průběžných dob a v pružnosti reakce při změnách tržních požadavků. Obráběcí centra VSZ -2.př. 13
14 s vysokokapacitními zásobníky nástrojů a upínáním obrobků na rychle vyměnitelných technologických paletách integrují nejen většinu obráběcích operací rotujícími nástroji, ale i kontrolní operace procesního měření a řízení. Pružná automatizace je vedena snahou minimalizovat vedlejší časy automatickou manipulací, případně mezioperační dopravou nástrojů i obrobků. Volba prostředků pružné automatizace je značně závislá na sériovosti výroby a frekvenci změn tržních požadavků. Obr. 10 Současný stav hlavních požadavků kladených na obráběcí stroje s jejich vazbou na základní vývojové směry. VSZ -2.př. 14

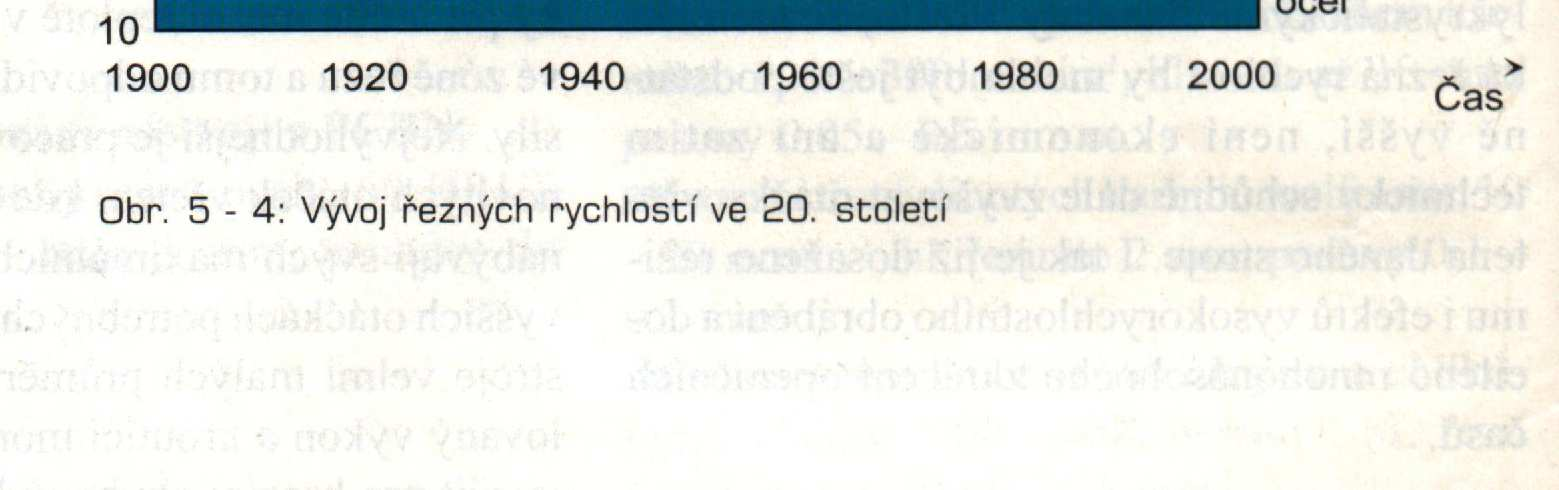
15 4.Vývojové trendy obráběcích strojů Technologie vysokorychlostního obrábění, kvalitativní naplnění vývojového trendu zvyšování řezných výkonů. Obr.11,12 Porovnání konvenčního a vysokorychlostního obrábění VSZ -2.př. 15
16 Vysokorychlostní obrábění (HSC technologie) zahrnují kromě vlastního vysokorychlostního obrábění i tzv. suché, tvrdé a vysokovýkonové obrábění. Vysokovýkonné obrábění sleduje zvýšení úběru třísek, kvality obráběného povrchu a životnosti nástroje podstatným zvýšením řezné rychlosti při sníženém průřezu třísky a snížené řezné síle. Vysoká relativní rychlost třísky vzhledem k čelní ploše nástroje spolu s novou kvalitou řezné hrany zvyšuje podíl tepla řezného procesu, které odchází s třískou, snižuje tepelné i mechanické namáhání nástroje a prodlužuje jeho životnost. Redukce tepelných toků do nástroje, rámu stroje a do obrobku za současného snížení řezných sil přináší zvýšení přesnosti obrobku a kvality jeho povrchu. Suché obrábění sleduje vyloučení nebo minimalizaci užití řezných kapalin. Tvrdé obrábění znamená obrábění kalených ocelí a jiných velmi tvrdých materiálů nástroji s definovanou geometrii břitu, náhradou za dříve v těchto případech používanou technologii broušení. Porovnání konvenčního a vysokorychlostního obrábění Obecně platí, že efektivní řezání kovu nastává, pouze když si řezný materiál při teplotě a v prostředí řezného procesu udrží výraznou převahu tvrdosti oproti obráběnému materiálu. Za příklad může sloužit kubický nitrid boru (CBN), který je co se týče tvrdosti druhým materiálem za diamantem, ale na rozdíl od něj si svoji tvrdost zachovává až do vysokých teplot (do 2000 C), překračujících tavnou teplotu železných materiálů a umožňující tak obrábění kalených ocelí. Při konvenčním obrábění nastává ve smykové ve smykové rovině mechanické zpevnění třísky a její ztvrdnutí oproti původnímu materiálu. Malý úhel roviny střihu, vyvolaný velkým odporem zpevněné třísky, zvyšuje tloušťku třísky i její odpor proti ohybu a zvětšuje tak plochu kontaktní zóny. Přítlačné i třecí síly mezi třískou a čelem nástroje nabývají vysokých hodnot a velká část třením vzniklého tepla přechází z třísky do nástroje. Třecí teplo a velká přítlačná síla třísky podporují navíc difuzní procesy na čele nástroje a vyvolávají vymílání kráteru. Intenzita vývoje celkového procesního tepla roste úměrně nezvyšováním rychlosti smyku třísky ve smykové rovině a s řezným odporem, který v podstatě závisí na obráběném materiálu. Tvrdé a kalené materiály se za těchto podmínek obrábět nedají a řezná rychlost u běžných materiálů a konvenčních nástrojů je omezena hrozbou nadměrného opotřebení a dramatického zkrácení životnosti nástroje. V podmínkách HSC obrábění mimořádně tvrdými a tepelně odolnými nástroji se teplota třísky přiblíží tavné teplotě obráběného materiálu a při určité řezné rychlosti dojde k náhlé změně řady metalurgických chemických i VSZ -2.př. 16
17 mechanických vlastností třísky. Tříska při průchodu rovinou střihu zvýší v celém svém průřezu náhle svoji teplotu, zčervená, i kalená ocelová tříska změkne a sníží svou přítlačnou sílu na čelo nástroje. Třecí síla i celkový řezný odpor klesne, zvětší se úhel smykové roviny, ztenčí se průřez třísky, zvýší se rychlost jejího odchodu z kontaktní zóny, sníží se plocha kontaktní zóny a omezí se sekundární nárůst teploty třísky třením v kontaktní zóně. Tříska z kontaktní zóny doslova vystřelí a nemá čas předat teplo nástroji ani obrobku. Tím vším se i při celkově značném nárůstu procesního tepla omezí opotřebení nástroje. Důsledkem poklesu řezných sil a snížení tepelného toku do obrobku stoupne i přesnost obrábění. Přesnou kvantitativní hranici parametrů obráběcích strojů a řezných podmínek, jejichž syntézou by v jednotlivých případech vznikly podmínky pro vznik efektů vysokorychlostního obrábění, není snadné předem a obecně stanovit. Při posuzování HSC strojů nejsou vždy rozhodující instalované parametry otáček, posuvů, zrychlení a výkonů, ale spíš optimální vyladění koncepce stroje a jeho nástrojového osazení pro danou oblast technologických aplikací. Vývoj řezných materiálů a řezných rychlostí Vysokorychlostní obrábění, související technologie a vývojový trend zvyšování výkonnosti řezného procesu souvisejí a jsou umožněny vývojem nových řezných materiálů, které zase umožňují zvyšování řezných rychlostí tak jak je uvedeno na následujícím obrázku. Z něho vyplývá, že řezné rychlosti pro odpovídající kombinace materiálů rostly v průměru 3x každých 20 let dvacátého století, což znamená celkové 243 násobné zrychlení za sledovaných 100 let. Přehled novodobých řezných materiálů Hlavními druhy novodobých řezných materiálů jsou: - nepovlakované i povlakované rychlořezné oceli - nepovlakované slinuté karbidy wolframu rozdělené dle ISO do 3 tříd P,M a K - slinuté karbidy wolframu povlakované metodou CVD, PVD či kombinací obou a toto povlakování se aplikuje jak na vyměnitelné destičky, tak na řezné plochy celokarbidových nástrojů - cermety - oxidační keramika na bázi oxidu hliníku - nitridační keramika na bázi nitridu křemíku - polykrystalický kubický nitrid boru (PCBN) s vysokým nebo nízkým obsahem CBN - mono a polykrystalický diamant VSZ -2.př. 17
18 Řezné materiály i jejich povlaky mají v různé míře kombinovány potřebné vlastnosti a podle toho jsou vhodné k obrábění různých materiálů. Neexistuje ideální řezný materiál, který by byl současně vysoce tvrdý, abrazivzdorný, houževnatý, zachovával tvrdost při vysokých teplotách, byl chemicky inertní ke všem obráběným materiálům a dobře ulpíval na podložce substrátu. Tvrdost všech materiálů jak obráběných tak řezných jak je patrno z obr. s teplotou klesá. Nejproblematičtějším materiálem z tohoto hlediska je polykrystalický kobaltem vázaný diamant, který mění při teplotách nad 700 C svoji kubickou strukturu na hexagonální strukturu grafitu. Na druhém konci spektra sledovaných materiálů je z tohoto hlediska již zmíněný CBN. Protichůdnost tvrdosti a abrazivzdornosti na straně jedné oproti houževnatosti na straně druhé je zobrazena na obr.16. Řezné materiály od rychlořezné oceli až po karbidy wolframu mají vyhovující houževnatost pro široké spektrum aplikací. Řezná keramika a tzv. supertvrdé materiály mají jen minimální houževnatost, jsou velmi křehké a citlivé na vibrace a rázy. Jejich aplikace je schůdná jen na obráběcích strojích s vysokou tuhostí rámu (nosné soustavy) a s vysokými vlastními frekvencemi těchto částí strojů. Typickou aplikací je obrábění s vysokým podílem hrubování, jako je výroba integrálních dílů ze slitin hliníku pro letecký průmysl. Další typickou aplikací HSC technologii jsou součásti z křehkých materiálů, nebo součásti s tenkými stěnami náchylnými na deformace. Třetí skupinu tvoří obrábění součástí z materiálů citlivých na teplo. Do čtvrté skupiny můžeme zařadit výrobu zápustek, forem, lisovacích nástrojů a elektrod. Přínosem je možnost obrábění ocelí vysoké pevnosti a tvrdosti i se zkrácením času výroby, ale hlavně výrazné zlepšení přesnosti a kvality povrchu. Růst posunových a manipulačních rychlostí Zkracování nevýrobních časů tv vedlejších, ts - seřízení a tk - klidu je druhou možností zvyšování produktivity práce a dlouhodobé výkonnosti obráběcích strojů. Na obr. 17 je uveden Sankey-ův diagram využití ročního teoretického časového fondu obráběcích strojů. Z diagramu ve kterém jsou uvedeny všechny ztráty vyplývá, že značné možnosti úspor jsou jak v oblasti zkracování neproduktivních časů tv, ts, a tk cestou zvyšování stupně automatizace a flexibility, tak i v oblasti zvýšení doby provozu strojů. V diagramu jsou patrné přínosy ve zvýšení stupně využití u obráběcích center, nebo strojů pro bezobslužný provoz. VSZ -2.př. 18


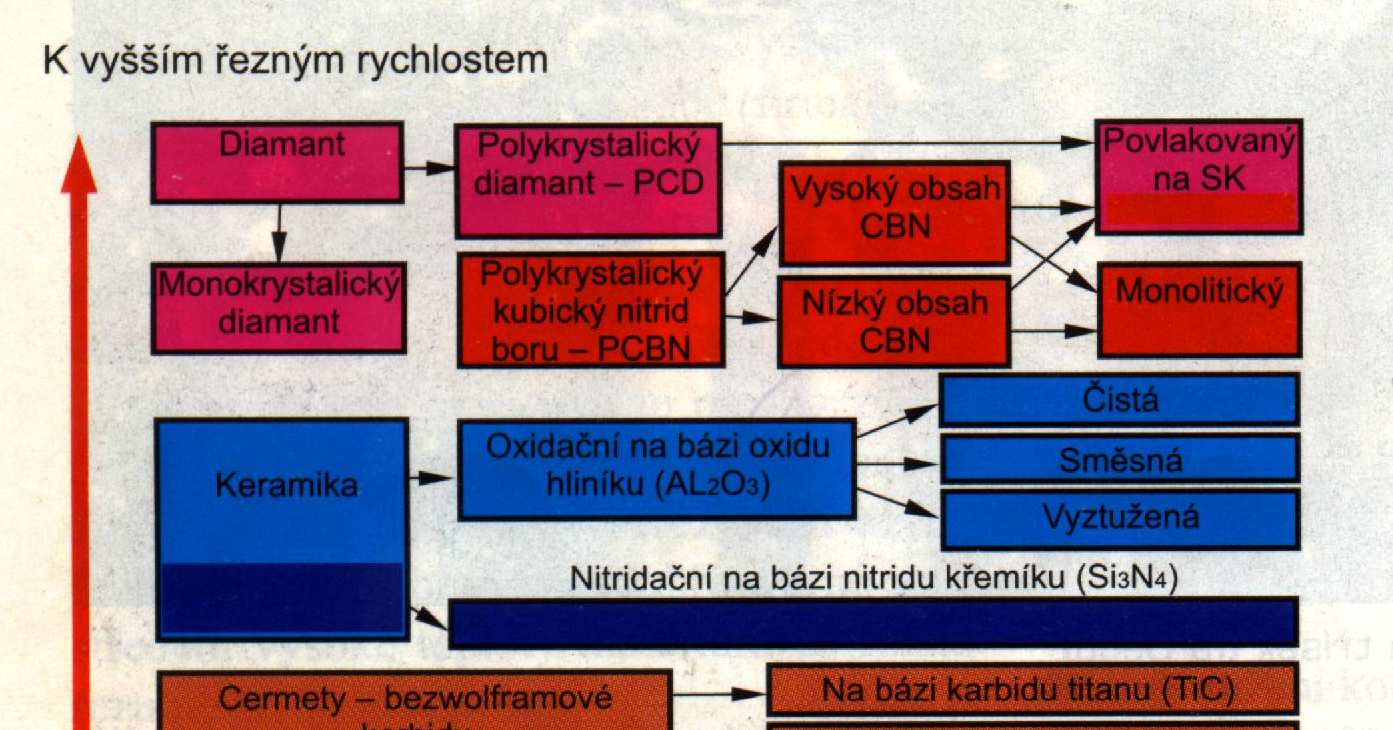

19 Obr.13,14 Přehledy novodobých řezných materiálů VSZ -2.př. 19




20 Obr. 15 Závislost tvrdosti na provozní teplotě Obr. 16 Protichůdnost tvrdosti a abrazivzdornosti vůči houževnatosti VSZ -2.př. 20
21 Obr.17 Rozbor časového fondu jednotlivých typů obráběcích strojů VSZ -2.př. 21

 je určena přesností rozměrů")
22 Obr. 18 Historický vývoj přesnosti a aktuální hodnoty přesnosti obráb. strojů Požadavek vysoké přesnosti práce patří k hlavním požadavkům, které na obráběcí stroje klademe. Přesnost práce obráběcího stroje (ať ručně, či automaticky řízeného) je určena přesností rozměrů na něm zhotovených obrobků, přesností tvarů ploch obrobku a přesností vzájemné polohy ploch na tomto obrobku. VSZ -2.př. 22
23 Přesnost pracovní je ovlivněna několika faktory: - konstrukcí stroje a jeho základů (statickou a dynamickou tuhostí a omezením teplotních vlivů) - výrobou jeho dílců a použitou technologii - montáží a seřízením včetně ustavení na základ - technologickou zátěží (řezné síly a teplotní zátěž) - podmínkami v okolí stroje(při současných požadavcích na řezný výkon strojů a na jejich využití je vývin tepla enormní a platí, že teplotní dilatace jsou proto větším problémem než nepřesnosti geometrické). VSZ -2.př. 23
1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou
 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou") Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Volba upínacích prostředků a způsoby upínání jsou závislé
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
Návrh jednoúčelového stroje se řeší v rámci projektu v pátém ročníku
 Návrh jednoúčelového stroje se řeší v rámci projektu v pátém ročníku Jednoúčelové stroje jsou stroje určené pro obrábění výrobků se specifickými rozměry, tvarem a nároky na operace obrábění. Konstrukce
Návrh jednoúčelového stroje se řeší v rámci projektu v pátém ročníku Jednoúčelové stroje jsou stroje určené pro obrábění výrobků se specifickými rozměry, tvarem a nároky na operace obrábění. Konstrukce
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Výkon a spolehlivost pro novou perspektivu
 _ XTRA TEC XT XTENDED TECHNOLOGY Výkon a spolehlivost pro novou perspektivu Inovace výrobků Frézování VÝKON A SPOLEHLIVOST SPOLEČNĚ POSUZOVANÉ, JEDINEČNĚ ŘEŠENÉ Příští generace úspěšné řady nástrojů Walter
_ XTRA TEC XT XTENDED TECHNOLOGY Výkon a spolehlivost pro novou perspektivu Inovace výrobků Frézování VÝKON A SPOLEHLIVOST SPOLEČNĚ POSUZOVANÉ, JEDINEČNĚ ŘEŠENÉ Příští generace úspěšné řady nástrojů Walter
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
VOX stupňová vertikální frézovací hlava VOX400 pro extrémně vysoký výkon. Nový druh čelní frézy pro frézování litin B183E
 Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP8 Progresivní obráběcí stroje a nástroje ve výrobním procesu Moduly vzdělávacího programu: M81 Nové trendy v konstrukci progresivních
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP8 Progresivní obráběcí stroje a nástroje ve výrobním procesu Moduly vzdělávacího programu: M81 Nové trendy v konstrukci progresivních
Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed
 New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC
 VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA
 FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
2016 TOOL TRADE s.r.o. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
PCBN MONOLITNÍ VYMĚNITELNÉ DESTIČKY
 PCBN MONOLITNÍ VYMĚNITELNÉ DESTIČKY OBCHODNÍ PARTNEŘI A ZÁKAZNÍCI Jsme potěšeni, že vám můžeme předložit katalog standartních normovaných řezných nástrojů ze supertvrdých materiálů. Naleznete zde monolitní
PCBN MONOLITNÍ VYMĚNITELNÉ DESTIČKY OBCHODNÍ PARTNEŘI A ZÁKAZNÍCI Jsme potěšeni, že vám můžeme předložit katalog standartních normovaných řezných nástrojů ze supertvrdých materiálů. Naleznete zde monolitní
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Materiály. Produkty 1-2 1-4 1-6 1-8 1-10 1-12 1-13 1-14 1-15
 Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Nejdůležitější novinky
 T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Vysoká spolehlivost při upichování velkých průměrů
 Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
VERTIKÁLNÍ OBRÁBECÍ CENTRA
 CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Produktivita a jakost při obrábění
 Produktivita a jakost při obrábění Pavel Zeman, Matěj Sulitka Setkání obchodních ředitelů členských podniků SST 1.6.2017 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav výrobních strojů a zařízení
Produktivita a jakost při obrábění Pavel Zeman, Matěj Sulitka Setkání obchodních ředitelů členských podniků SST 1.6.2017 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav výrobních strojů a zařízení
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
NOVINKY SECO NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH
 NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím