Charakteristika. stroje - brusky nástroje - brousící (kotouče, tělíska, kameny, pásy, volné brusivo)
|
|
|
- Radim Tábor
- před 7 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D. Kavková BROUŠENÍ
2 Použití obrábění strojírenských součástí s požadavky - přesnosti tvaru - rozměru - drsnosti plochy obrábění kalených a těžkoobrobitelných materiálů jednoduché dělení materiálů (rozbrušování) nedefinovaná geometrie břitu nástroje

 kinematika - hlavní řezný")
 nástroj či")
3 Charakteristika stroje - brusky nástroje - brousící (kotouče, tělíska, kameny, pásy, volné brusivo) kinematika - hlavní řezný pohyb (rotační) nástroj - vedlejší pohyb (posuv, přísuv) nástroj či obrobek dle způsobu obrábění
4 Charakteristické znaky nepravidelný úběr třísky jednotlivými zrny brusiva malé průřezy třísek (< 0,002 mm 2 ) přerušovaný řez s proměnným průřezem třísky vysoké řezné rychlosti (až 100 m.s -1 ) pracovní teplota až 1200 C vysoká teplota třísky (roztavené kapky kovu nebo tříska shoří)


5 Nástroje brousící kotouče brousící tělíska brousící pásy brousící kameny volné brusivo


6 Brousící kotouče zrna brusiva - 1 spojená pojivem - 2 v tuhé těleso vhodného - tvaru - tvrdosti - struktury (mezi zrny a pojivem póry - 3)




7 Brusná zrna umělá umělý korund - A přírodní pískovec karbid křemíku - C smirek syntetický diamant - D kubický nitrid bóru - CBN


8 Umělý korund výroba - z Al 2 O 3 tavením v el.pecích - tzv. umělý korund hnědý přetavováním - bílý korund přísada Cr - růžový korund aj. použití - materiály dávající dlouhou jiskru, velké plochy a profily, broušení ocelí, temperované litiny, bronzů,
 dva druhy: C48 -")

9 Karbid křemíku výroba - redukcí Si 2 O 3 v el.peci (surovinou je křemičitý písek) dva druhy: C48 - černý (houževnatý), C49 - zelený (tvrdý) použití - materiály dávající krátkou jiskru - šedá a tvrzená litina, oceli, nástroje ze SK,


10 Diamant přírodní diamantový prášek v bronzovém pojivu - broušení břitových desiček SK diamantové kotouče v keramické vazbě - použití pro broušení nástrojů z PKD (polykrystalický diamant)


11 CBN kotouče CBN brusivo v keramických vazbách - vysoký výkon - zajištění kvality - velmi přesné tolerance rozměru a tvaru produktivní plástvové kotouče pro ploché broušení

12 Brusné kotouče CERALOX nejmladší typ materiálu - sintrovaný korund - uměle vytvořený z aluminiummonohydrátu a sloučení Al-disperzí použití - vysoce výkonné broušení velmi tvrdých a houževnatých materiálů
13 Pojivo váže brusné zrno na požadovaný tvar a vlastnosti brusného kotouče, jež si zachová i za vysokých teplot a tlaků určuje - pevnost kotouče - max. obvodovou rychlost druhy anorganická organická

14 Druhy pojiv keramické V - odolné vodě i slabším kyselinám - citlivé na rázy, snese vysoké zahřátí magnezitové Mg - nižší teploty silikátové S - práce za sucha a nižší teploty umělá pryskyřice B - houževnaté, elastické, necitlivé na náraz - tenké kotouče pryž R - vysoká pevnost a pružnost

15 Výroba kotoučů - keramické pojivo lisování směs pojiva a brusiva lisována na požadovaný tvar lití - řídká kaše brusiva s pojivem ztuhne ve formě vypálení - elektrická pec - teplota až C - pojivo se taví a obaluje zrno
16 Velikost zrna brusivo se drtí a třídí podle velikosti na soustavě SILUR mezní rozměr - šířka zrna b (l > b > n) zrnitost - tj.velikost zrn brusiva číslo zrnitosti - tj. počet ok síta na 1 délky hrany síta, pomocí kterého byla zrna prosévána



17 Struktura kotoučů (poréznost) tj. velikost, počet pórů nástroje a podíl brusiva a pojiva na celkovém objemu označování čísly 1 až hrubé - velmi hutné 3-4 hrubé - hutné 5-6 střední - polohutné 7-8 jemné - pórovité 9-10 velmi jemné zvlášť pórovité struktura hutná struktura pórovitá struktura vysoce pórovitá
18 Stupeň tvrdosti kotoučů tj. pevnost spojení zrn tvrdé materiály se obrábějí měkkými, měkké materiály tvrdými brusnými nástroji označení A B C D E F G H I J K měkký L M N O střední P Q R S tvrdý zvlášť měkký velmi měkký T U V W velmi tvrdý X Y Z zvlášť tvrdý



19 Geometrie břitu zrna nepravidelného tvaru záporné úhly čela - γ velké úhly hřbetu - α

20 Opotřebení mikroopotřebení zrna se otupují a vylamují, mezery zanášejí makroopotřebení změna geometrického tvaru kotouče v průběhu broušení
21 Obnovení řezivosti (orovnávání) kotouč získá - potřebný tvar - řezivost orovnávací nástroje - diamantové - drtící - orovnávací kameny (SiC)


22 Obnovení řezivosti kotoučů monokrystalické orovnávače - přesné orovnání orovnávací diamantové kladky - vyšší produktivita - profil požadovaného tvaru obrobku - vysoká cena


23 Obnovení řezivosti (orovnávání) orovnávací kameny - hrubé orovnávání - odstranění nečistot, prachu - obnovení geometrického tvaru


24 Orovnávací nástroje diamantový orovnávač s jedním hrotem kolečkový orovnávač sada náhradních koleček


25 Nástroje - základní tvary

26 Značení kotoučů 89A umělý korund 60 zrnitost střední M stupeň tvrdosti střední 5 struktura polohutná V keramické pojivo


27 Upínání kotoučů před upnutím - kontrola kotouče poklepem (jasný tón - bez trhlin) upnutí pomocí přírub - papírová podložka mezi kotoučem a přírubou upnutí tmelem

 dynamické vyvažování")
28 Vyvažování vzhledem k vysokým otáčkám (chvění, zhoršená jakost) statické vyvažování (vždy) dynamické vyvažování (velké kotouče)

29 Vyvažování dynamické staticky vyvážený kotouč za chodu může způsobit chvění stroje samočinná vyvažovací zařízení za chodu stroje - pomocí tlakové kapaliny vstřikované do drážek upínacích přírub
30 Způsoby broušení odlišují se posuvovými a přísuvovými pohyby broušení rovinných ploch broušení vnějších rotačních ploch broušení vnitřních rotačních ploch broušení tvarových ploch


31 Rovinné broušení - způsoby obvodem brusného kotouče - posuv přímočarý - posuv kruhový čelem brusného kotouče


32 Posuv přímočarý součást se málo zahřívá» nepatrné deformace nejpřesnější způsob broušení vhodné pro větší a delší obrobky




33 Rovinné brusky

34 Posuv kruhový příčný posuv zajišťuje kotouč od obvodu ke středu vhodné pro menší součásti
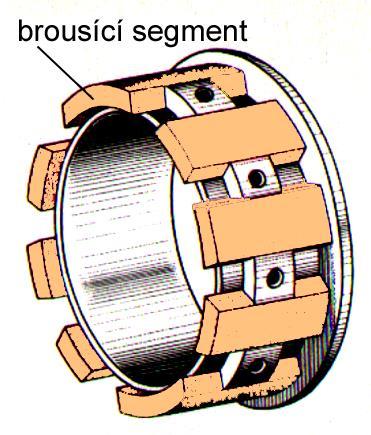
 segmentové kotouče")
35 Broušení čelem kotouče menší přesnost vhodné pro širší plochy vyšší výkon - větší plocha ve styku s kotoučem větší zahřátí obrobku - při hrubování se osa kotouče vykloní o (2 až 4) segmentové kotouče
36 Brusky
 mezi brusnými kotouči a vodicími deskami použití - drobné dílce (písty, jehly,")
37 Rovinná dvoukotoučová bruska rotační metoda - obrobky vedeny uzavřeným nebo otevřeným podávacím kruhem (hvězda) mezi brusnými kotouči a vodicími deskami použití - drobné dílce (písty, jehly, pouzdra atd.)

38 Rovinná dvoukotoučová bruska lineární metoda - obrobky procházejí mezi dvěma šikmo nastavenými vodicími lištami a dvěma brusnými kotouči - posuv obrobků zajišťujte lineární podavač použití - rotačně symetrické dílce (kroužky valivých ložisek či ventilových sedel)


39 Rovinná dvoukotoučová bruska oscilační broušení - podavač osciluje mezi brusnými kotouči použití - tvarově náročné obrobky - obrobky s relativně vysokým úběrem (do 5 mm)
40 Broušení vnějších rotačních ploch zhotovení válcových a kuželových ploch 1- hrotové podélný posuv - nástroje či obrobku hloubkové zapichovací způsob s kolmým přísuvem zapichovací způsob se šikmým přísuvem 2 - bezhroté - průběžné, zapichovací


41 Broušení s podélným posuvem dlouhé obrobky obrobek upnutý mezi hroty (ve sklíčidle) podélný posuv koná - stůl brusky s obrobkem - brousící vřeteník s brousícím kotoučem


42 Broušení s podélným posuvem řezná rychlost kotouče v k (m.s -1 ) vedlejší rotační pohyb obrobku v o (m.min -1 ) v k 100 v o

43 Brusky charakteristický rozměr - max. oběžný průměr obrobku - max. vzdálenost hrotů



44 Brusky

45 Broušení hloubkové kotouč kuželovitě orovnán celý přídavek odebrán na jeden záběr zvětšený výkon až o 75% použití - kratší a tuhé obrobky

 použití - tuhé obrobky s délkou")
46 Zapichovací způsob s kolmým přísuvem kotouč širší než broušená plocha posuv kotouče radiální (až 0,012mm za otáčku obrobku) použití - tuhé obrobky s délkou do 350 mm

47 Zapichovací způsob se šikmým přísuvem kromě válcové části se brousí i čelo


48 Vícekotoučová bruska upnutí obrobku mezi hroty libovolný počet kotoučů (omezení jen broušenou délkou) broušení zápichem s CBN či korundem osově symetrické obrobky při jednom upnutí



49 Zapichovací způsob s kolmým přísuvem


50 Vysokorychlostní broušení vaček

51 Přesné broušení na kulato

52 Bezhroté broušení obrobek je volně uložen na opěrné liště mezi brousícím a podávacím kotoučem

53 Bezhroté broušení - průběžné obrobky hladké - válečky, kroužky, pístní čepy


54 Bezhroté broušení - zápichové brousící, podávací kotouč i opěrné pravítko - negativní profil obrobku

55 Kotouče pojivo na bázi syntetického kaučuku nebo magnezitové kotouče elastické tvar plochý, hrncovitý s vybráním aj. použití - brousící a podávací pro bezhroté broušení

56 Bezhroté brusky dva elektromotory - brusný a podávací kotouč obrobek - při broušení přidržován adhezním účinkem podávacího kotouče uplatnění - hromadná výroba - lze plně automatizovat

57 Bezhroté broušení - průběžné


58 Bezhroté broušení průběžné - obrobky hladké (válečky, kroužky, pístní čepy ) zapichovací - obrobky s nákružkem, rotační tvarové plochy
59 Vnitřní rotační plochy broušení otvorů obtížnější - menší tuhost brousícího vřetena - značný vývin tepla způsoby - s podélným posuvem - zapichovací - planetové - bezhroté (průběžné, zapichovací)


60 Broušení s podélným posuvem obrobky upnuty ve sklíčidle či kleštině (vedlejší rotační pohyb) nástroj - hlavní rotační pohyb - vedlejší posuvový pohyb


61 Brusky otáčející se obrobek použití - broušení souosých děr s vnějším rotačním povrchem

62 Zapichovací způsob obrobek upnut ve sklíčidle či kleštině


63 Planetové broušení součásti skříňovitého tvaru nehybně upnuty na stole brusky (nelze upnou do sklíčidla) kotouč vykonává všechny pohyby nižší přesnost - velké vyložení vřetena
øD do ød do..ø díry obrobku v o.")

64 Bezhroté broušení děr ød k = (0,7 až 0,8)øD do ød do..ø díry obrobku v o..rychlost obrobku v k..rychlost brousícího kotouče v p..rychlost podávacího kotouče
 - diamantem (vyšší přesnost) - brusičskými kolébkami (přesné kruhové")
65 Broušení tvarových ploch nejvýkonnější broušení - tvarovými kotouči obecný tvar na obvodu kotouče získán - ocelovými kladkami (méně přesné práce) - diamantem (vyšší přesnost) - brusičskými kolébkami (přesné kruhové průřezy)


66 Nástrojová bruska CNC náročným uživatelům - nové perspektivy s možností optimalizace broušení a ostření vysoce kvalitních přesných nástrojů
![Strojní čas t s [min] f posuv kotouče za otáčku n o otáčky obrobku i počet záběrů l n = l p = 5mm náběh,](/docs-images/62/47292248/images/67-0.jpg "přeběh l broušená délka obrobku L dráha nástroje L = l n + l + l p + B k B k šířka kotouče t s 2.L.i f.")
67 Strojní čas t s [min] f posuv kotouče za otáčku n o otáčky obrobku i počet záběrů l n = l p = 5mm náběh, přeběh l broušená délka obrobku L dráha nástroje L = l n + l + l p + B k B k šířka kotouče t s 2.L.i f.n o min
![Strojní čas - t s [min] broušení obvodem kotouče L dráha nástroje l n náběh, l p přeběh B šířka dráhy nástroje f](/docs-images/62/47292248/images/68-0.jpg "boční posuv b n, b p boční náběh a přeběh B k šířka kotouče v f rychl. posuvu stolu i počet záběrů t s 2.L.B.i v.")
68 Strojní čas - t s [min] broušení obvodem kotouče L dráha nástroje l n náběh, l p přeběh B šířka dráhy nástroje f boční posuv b n, b p boční náběh a přeběh B k šířka kotouče v f rychl. posuvu stolu i počet záběrů t s 2.L.B.i v.f f min

69 Strojní čas - t s broušení čelem kotouče t s 2.L.i v f min
70 Řezná síla F = F 2 z +F 2 y +F 2 x [ ] N F z = S s. p [N] tangenciální složka F y = (1,5 až 3) F z [N] radiální složka F x nepatrná...axiální složka střední průřez třísky - S s [mm 2 ] - určujeme dle daného způsobu broušení měrný řezný odpor - p [MPa] broušení ocelí p = ( až ) MPa broušení litin p = (7 000 až ) MPa
71 Řezné podmínky volba závislá na - použité soustavě stroj - nástroj - obrobek - prostředí - požadovaných vlastnostech obrobku řídíme se doporučenými podmínkami výrobce nástrojů uvedenými v katalogu a příručkách řezná kapalina - odvádí část tepla z místa řezu - snižuje tření v místě řezu - odplavuje třísky (běžně - roztok elektrolytů a emulzí)
72 Řezné podmínky hloubka záběru - velmi malá (oproti nástrojům s definovanou geometrií břitu) - závisí na tvaru součásti a způsobu broušení - rozsah (0,15 až 0,001) mm.ot -1 posuv - (8 až 35) mm.min -1 - závisí na druhu broušení a materiálu obrobku řezná rychlost - (20 až 120) m.s -1 - volba dle způsobu broušení a druhu pojiva
73 Řezné podmínky řezná rychlost - rychlostní broušení - speciální kotouče s keramickou vazbou - vysoká řezná rychlost nad 120m.s -1 => značné množství tepla => použití chladící kapaliny v dostatečném množství ( 1 litr kapaliny za minutu na 1mm šířky kotouče) pozn. pro rychlostní broušení používáme kapalinu pod tlakem až 2 MPa (speciální kapaliny a řezné oleje)
74 Dosahované parametry Tvar broušené plochy Způsob broušení Přesnost IT Jakost plochy Ra Hrubování čelem 9 až 11 0,8 až 6,3 obvodem 8 až 11 0,8 až 3,2 Rovinná Načisto čelem 5 až 7 0,2 až 1,6 obvodem 5 až 7 0,2 až 1,6 Jemné broušení 3 až 5 0,025 až 0,4 Hrubování 9 až 11 1,6 až 3,2 Vnitřní válcová Načisto 5 až 7 0,4 až 1,6 Jemné broušení 3 až 6 0,05 až 0,4 Hrubování 9 až 11 1,6 až 3,2 Vnější válcová Načisto 5 až 7 0,4 až 1,6 Jemné broušení 3 až 6 0,025 až 0,4
75 Opakovací a kontrolní otázky 1. Jmenujte brusné nástroje a jejich použití. 2. Rozlište tvrdost brusného zrna a tvrdost brusného kotouče. 3. Vysvětlete pojmy velikost zrna, tvrdost, struktura, druh pojiva. 4. Jaké výhody a nevýhody mají brusiva spojená: a) keramickým pojivem b) umělou pryskyřicí? 5. Jaké údaje se musí nacházet na štítku brusného kotouče?
76 Opakovací a kontrolní otázky 6. Z čeho se skládá brousící kotouč? 7. Jakým způsobem získá brousící kotouč svou ostrost? 8. Jaký účel má pojivo brousícího kotouče? 9. Vysvětlete označení brousícího kotouče 300 x 40 x C 90 M 8 V Kterých 5 údajů určuje značení brousícího kotouče?
77 Opakovací a kontrolní otázky 11. Jak se zkouší brousící kotouč před upnutím na trhliny nebo praskliny? 12. Proč musí být vyvažovány brousící kotouče? 13. Kde zjistíte max. obvodovou rychlost kotouče? 14. Uveďte rozdíly mezi broušením rovinných ploch obvodem a čelem brousícího kotouče. 15. Uveďte způsoby broušení vnějších rotačních ploch - použití.
78 Opakovací a kontrolní otázky 16. Uveďte rozdíly mezi způsoby broušení děr. 17. Jaké zvláštní požadavky jsou kladeny na brusky?
79 Použitá literatura obecné rady pro broušení a volbu kotoučů Strojírenská technologie - Ing. Hluchý Firma MEISTER Abrasives ion=...
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
BROUŠENÍ II. Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče
 BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
15.Brusky,pily a pilovací stroje
 15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
Broušení rovinných ploch a úkosů 1.část
 Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
pro nástroje ze slinutých karbidů, přesné broušení, broušení.
 1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Dokončovací metody obrábění. Metody s úběrem materiálu. Jemné obrábění, hlazení. Honování
 Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TOS Hostivař s.r.o. UBB 50
 UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ
 KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ Tvar dle EN 12413 Hlavní rozměr v mm Technická charakteristika Maximální povolená rychlost Obvodová Otáčky T 5 300 x 25 x 32 90 x 12 49C 80 K 9 V 35 ms-1 2220 rpm P H D
KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ Tvar dle EN 12413 Hlavní rozměr v mm Technická charakteristika Maximální povolená rychlost Obvodová Otáčky T 5 300 x 25 x 32 90 x 12 49C 80 K 9 V 35 ms-1 2220 rpm P H D
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
KATALOG VÝROBKŮ PŘESNÉ BROUŠENÍ. Společnost skupiny SWAROVSKI
 KATALOG VÝROBKŮ PŘESNÉ BROUŠENÍ Společnost skupiny SWAROVSKI Obsah O společnosti TYROLIT................. 2 Systém značení výrobků................ 6 8 Brousicí segmenty, obtahovací kameny, pilníky, honovací
KATALOG VÝROBKŮ PŘESNÉ BROUŠENÍ Společnost skupiny SWAROVSKI Obsah O společnosti TYROLIT................. 2 Systém značení výrobků................ 6 8 Brousicí segmenty, obtahovací kameny, pilníky, honovací
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Broušení děr na planetové brusce
 Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
ROVINNÉ BRUSKY. Řada AHR
 ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
František Holešovský
 INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ František Holešovský Abrazivní metody dokončování povrchů Metodická příručka Prof. Dr. Ing. František Holešovský Abrazivní metody dokončování povrchů Metodická příručka
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ František Holešovský Abrazivní metody dokončování povrchů Metodická příručka Prof. Dr. Ing. František Holešovský Abrazivní metody dokončování povrchů Metodická příručka
KATALOG A CENÍK STANDARDNÍCH BROUSÍCÍCH TĚLÍSEK A OIVOVACÍCH KAMENŮ Platí od
 S & M KARBO KATALOG A CENÍK STANDARDNÍCH BROUSÍCÍCH TĚLÍSEK A OIVOVACÍCH KAMENŮ Platí od 1. 1. 2008 S & M Karbo K Háji 798 Moravské Budějovice PSČ 676 00 Tel: 603 547 698 E-mail: MiroslavMatner@seznam.cz
S & M KARBO KATALOG A CENÍK STANDARDNÍCH BROUSÍCÍCH TĚLÍSEK A OIVOVACÍCH KAMENŮ Platí od 1. 1. 2008 S & M Karbo K Háji 798 Moravské Budějovice PSČ 676 00 Tel: 603 547 698 E-mail: MiroslavMatner@seznam.cz
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy. Dokončovací metody obrábění Bakalářská práce
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Dokončovací metody obrábění Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Aleš Mazal Brno 2014
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Dokončovací metody obrábění Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Aleš Mazal Brno 2014
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
JAINNHER. www.moostrading.cz. Profil společnosti. Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD. Rozloha závodu: 17.
 JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Technologie broušení. Ing. Renáta Bartoňová. Elektronická učebnice 2012
 Technologie broušení Elektronická učebnice 2012 Ing. Renáta Bartoňová Tento materiál byl vytvořen v rámci projektu CZ.1.07/1.1.07/03.0027 Tvorba elektronických učebnic O B S A H 1 Broušení... 4 2 Stroje
Technologie broušení Elektronická učebnice 2012 Ing. Renáta Bartoňová Tento materiál byl vytvořen v rámci projektu CZ.1.07/1.1.07/03.0027 Tvorba elektronických učebnic O B S A H 1 Broušení... 4 2 Stroje
RETRY profi machinery s.r.o., Prokofjevova 15, Brno tel , ,
 Ostřicí centrum SZ Ostřící centrum SZ - Kompaktní ostřička vrtáků spolu s univerzální ostřičkou s posuvným magnetickým stolem. Brusný stůl je uložen na přesném kuličkovém vedení. Univerzální využití, přesné
Ostřicí centrum SZ Ostřící centrum SZ - Kompaktní ostřička vrtáků spolu s univerzální ostřičkou s posuvným magnetickým stolem. Brusný stůl je uložen na přesném kuličkovém vedení. Univerzální využití, přesné
Sleva. 1020 x 70 x 680 mm 1240 x 70 x 270 mm 710 x 510 x 410 mm 580 x 100 x 90 mm. 327 x 137 x 1069 mm. 124 kg 135 kg. 83 kg 93 kg
 kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ. Vydáno leden Společnost skupiny SWAROVSKI Group
 KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ Vydáno leden 2013 Společnost skupiny SWAROVSKI Group Obsah TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a
KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ Vydáno leden 2013 Společnost skupiny SWAROVSKI Group Obsah TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Dokončovací metody obrábění 2. Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Vydáno leden 2012. Společnost skupiny SWAROVSKI Group
 Vydáno leden 2012 Společnost skupiny SWAROVSKI Group TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a přehled brousicích materiálů, tabulka broušených materiálů
Vydáno leden 2012 Společnost skupiny SWAROVSKI Group TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a přehled brousicích materiálů, tabulka broušených materiálů
Dokončovací obrábění termoplastů. Bc. Tomáš Adámek
 Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část Interaktivní multimediální text pro bakalářský a magisterský studijní
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část Interaktivní multimediální text pro bakalářský a magisterský studijní
Bc. Petr Zámečník. Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů
 UTB ve Zlíně, Fakulta technologická 1 Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů Bc. Petr Zámečník Diplomová práce 2016 UTB ve Zlíně,
UTB ve Zlíně, Fakulta technologická 1 Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů Bc. Petr Zámečník Diplomová práce 2016 UTB ve Zlíně,
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
NORTON VULCAN BROUSICÍ KOTOUČE DO STOLNÍCH A STOJANOVÝCH BRUSEK CENÍK 2011 CZK
 Stránka 1 z 6 Nová řada brousicích kotoučů do stolních a stojanových brusek nabízí solidní výkon za atraktivní cenu. Norton Vulcan je solidním řešením pro broušení kovových a nekovových materiálů. SPECIFIKACE
Stránka 1 z 6 Nová řada brousicích kotoučů do stolních a stojanových brusek nabízí solidní výkon za atraktivní cenu. Norton Vulcan je solidním řešením pro broušení kovových a nekovových materiálů. SPECIFIKACE
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Honovací kartáče FLEX-HONE
 Honovací FLEX-HONE FLEX-HONE jsou flexibilní honovací nástroje pro zvýšení kvality povrchu vnitřních válcových otvorů a odstranění otřepů u vrtaných otvorů konstrukce FLEX-HONE je tvořena brusnými kuličkami
Honovací FLEX-HONE FLEX-HONE jsou flexibilní honovací nástroje pro zvýšení kvality povrchu vnitřních válcových otvorů a odstranění otřepů u vrtaných otvorů konstrukce FLEX-HONE je tvořena brusnými kuličkami
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
OBSAH KATALOGU A Přesné broušení
 OBSAH KATALOGU A - 2017 Přesné broušení 1) Certifikáty a doporučení I XI 2) Tělíska se stopkou TYROLIT str.1-10 - brusná keramická tělíska a leštící elastická tělíska 3) Kotouče ploché TYROLIT str.11-40
OBSAH KATALOGU A - 2017 Přesné broušení 1) Certifikáty a doporučení I XI 2) Tělíska se stopkou TYROLIT str.1-10 - brusná keramická tělíska a leštící elastická tělíska 3) Kotouče ploché TYROLIT str.11-40
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.3 BRUSNÉ KOTOUČE, UPÍNÁNÍ, OROVNÁNÍ A VYVAŽOVÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.3 BRUSNÉ KOTOUČE, UPÍNÁNÍ, OROVNÁNÍ A VYVAŽOVÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
1
 1 2 3 4 5 6 ACC - přesné rovinné brusky ACC-SA série/sa-iq série specifikace Položka Jednotky 52SA 63SA 42SA-iQ SA série SA-iQ série Rozměr stolu 550 200 605 300 530 200 Rozjezd os 650 230 750 340 530
1 2 3 4 5 6 ACC - přesné rovinné brusky ACC-SA série/sa-iq série specifikace Položka Jednotky 52SA 63SA 42SA-iQ SA série SA-iQ série Rozměr stolu 550 200 605 300 530 200 Rozjezd os 650 230 750 340 530
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Strojní, nástrojařské a brusičské práce broušení kovů. Základní metody broušení závitů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
SKUPINY SPOTŘEBITELŮ Výroba forem, slévárny, stavba lodí/plovoucích plošin, konstrukce letadel a terotechnologie. = MX = MXX = MY = F
 102 52 ŘEZNÉ TVRDOKOVOVÉ FRÉZY APPLIKACE Pro odstraňování otřepů, fazetování, omítání, orovnávání, obrábění hran a povrchů, hrubé broušení, přípravu a odstraňování svarových a pájených švů. SKUPINY SPOTŘEBITELŮ
102 52 ŘEZNÉ TVRDOKOVOVÉ FRÉZY APPLIKACE Pro odstraňování otřepů, fazetování, omítání, orovnávání, obrábění hran a povrchů, hrubé broušení, přípravu a odstraňování svarových a pájených švů. SKUPINY SPOTŘEBITELŮ
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Katalog skladových výrobků Pro precizní broušení. Czech Společnost skupiny SWAROVSKI Group
 Katalog skladových výrobků Pro precizní broušení Czech 2015 Společnost skupiny SWAROVSKI Group www.tyrolit.com Katalog skladových výrobků Pro precizní broušení 1 Obsah TYROLIT základní údaje Symboly 5
Katalog skladových výrobků Pro precizní broušení Czech 2015 Společnost skupiny SWAROVSKI Group www.tyrolit.com Katalog skladových výrobků Pro precizní broušení 1 Obsah TYROLIT základní údaje Symboly 5