DIPLOMOVÁ PRÁCE ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
|
|
|
- Jaromír Liška
- před 8 lety
- Počet zobrazení:
Transkript
1 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N2301 Strojní inženýrství Studijní obor: 2303T004 Strojírenská technologie - technologie obrábění DIPLOMOVÁ PRÁCE Akademický rok 2011/2012 Bc. Luboš RAUCH

2 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N2301 Strojní inženýrství Studijní obor: 2303T004 Strojírenská technologie technologie obrábění DIPLOMOVÁ PRÁCE Nekonvenční řezání plechů plasmou a kyslíkem Autor: Bc. Luboš RAUCH Vedoucí práce: Ing. Jan ŘEHOŘ, Ph.D. Akademický rok 2011/2012

3
4
5 Prohlášení o autorství Předkládám tímto k posouzení a obhajobě diplomovou práci, zpracovanou na závěr studia na Fakultě strojní Západočeské univerzity v Plzni. Prohlašuji, že jsem tuto diplomovou práci vypracoval samostatně, s použitím odborné literatury a pramenů, uvedených v seznamu, který je součástí této diplomové práce. V Plzni dne: podpis autora

6 ANOTAČNÍ LIST DIPLOMOVÉ PRÁCE AUTOR Příjmení Rauch Jméno Luboš STUDIJNÍ OBOR Strojírenská technologie technologie obrábění VEDOUCÍ PRÁCE Příjmení (včetně titulů) Ing. Řehoř, Ph.D. Jméno Jan PRACOVIŠTĚ ZČU - FST - KTO DRUH PRÁCE DIPLOMOVÁ NÁZEV PRÁCE Nekonvenční řezání plechů plasmou a kyslíkem FAKULTA strojní KATEDRA KTO ROK ODEVZD POČET STRAN (A4 a ekvivalentů A4) CELKEM 69 TEXTOVÁ ČÁST 69 GRAFICKÁ ČÁST - STRUČNÝ POPIS Diplomová práce se v první části zabývá teorií nekonvenčního způsobu obrábění. Zabývá se moderními současně používanými metodami řezání plechů. Druhá část diplomové práce je experimentální. Experiment porovnává řezání plechů plasmou a kyslíkem ve výrobním podniku ve vztahu k nové technické normě pro provádění ocelových konstrukcí. KLÍČOVÁ SLOVA řezání plechů, plasmové řezání, řezání kyslíkem, řezání laserem, řezání vodním paprskem, geometrické tolerance, úhlová odchylka, tvrdost, drsnost

7 SUMMARY OF DIPLOMA SHEET AUTHOR Surname Rauch Name Luboš FIELD OF STUDY Manufacturing Processes Technology of Metal Cutting SUPERVISOR Surname (Inclusive of Degrees) Ing. Řehoř, Ph.D. Name Jan INSTITUTION ZČU - FST - KTO TYPE OF WORK DIPLOMA TITLE OF THE WORK unconventional methods of cutting plates by plasma and oxygen FACULTY Mechanical Engineering DEPARTMENT Department of Machining Technology SUBMITTED IN 2012 NUMBER OF PAGES (A4 and eq. A4) TOTALLY 69 TEXT PART 69 GRAPHICAL PART - BRIEF DESCRIPTION The first part of thesis is engaged in theory of unconventional machining methods and progressive present methods of cutting metal plates. The second part of thesis is description and evaluation of practical experiment. In experiment I compared methods of cutting plates by plasma and oxygen in production factory in relation to new standard for execution of steel structures. KEY WORDS cutting metal plate, plasma cutting, oxygen cutting, laser cutting, water set cutting, geometric tolerance, angular displace, hardness, roughness

8 Obsah: 1. Úvod Způsoby nekonvenčního obrábění Elektroerozivní obrábění Obrábění paprskem laseru Obrábění elektronovým paprskem Obrábění iontovým paprskem Obrábění paprskem plazmy Elektrochemické obrábění Chemické obrábění Obrábění ultrazvukem Obrábění vodním paprskem Obrábění proudem brusiva Moderní způsoby řezání plechů Řezání vodním paprskem Řezání kyslíkem Princip řezání kyslíkem Kyslík Hořlavé plyny Rozdělení zařízení Řezání laserovým paprskem Historie laseru Dělení laserů Metody řezání laserem Tavné řezání laserem Oxidační řezání laserem Sublimační řezání Řezný proces Parametry laserového záření použitého pro řezání Tepelně-fyzikální vlastnosti řezaného materiálu Parametry řezného plynu Výhody a nevýhody laserového řezání Řezání plazmou Historie a fyzikální podstata plazmy Zapálení paprsku plazmy Používané plazmové plyny Typy plazmových zařízení Typy plazmových hořáků a plazmového řezání Vzduchové plazmové řezání Řezání hořáky s plynovou stabilizací Dělení s vodní clonou Řezání hořáky se vstřikováním vody Řezání pod vodou Řezání plazmou s vysokou koncentrací paprsku Chlazení plazmových hořáků Shrnutí plazmového řezání

9 4. Charakteristika současného stavu řezání plechů ve firmě EGE spol. s r.o. a hodnocení stavu Strojní vybavení Kyslíkové řezání Plazmové řezání Další používané stroje Vyhodnocování pálených dílců Současný stav vyhodnocování pálených dílců Změny ve vyhodnocování pálených dílců Experimentální měření Standardní výroba Stanovení parametrů pro vyhodnocení experimentu Jakost řezaných povrchů Tvrdost povrchů volných hran Ostatní sledované parametry Stanovení tvaru vzorku Tvar vzorku Materiál vzorku Zkušební místa a metody Provedení experimentu Stanovení vzorků a parametrů řezání Vizuální hodnocení a vady Geometrické tolerance Úchylka kolmosti Vyhodnocení tvrdosti řezu Vyhodnocení drsnosti povrchu Porovnání výsledků se současným stavem shrnutí Technicko-ekonomické vyhodnocení Technické porovnání Ekonomické vyhodnocení Výpočet ceny výrobku Diskuse Závěr

10 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK: CAD/CAM EIM LBM EBM IBM PBM ECM CHM USM WSM AJM YAG TPV computer-aided design/computer-aided manufacturing electro discharge machining, elektroerozivní obrábění Laser beam machining, obrábění paprskem laseru Elektron beam machining, obrábění elektronovým paprskem Ion beam machining, obrábění iontovým paprskem Plasma beam machining, obrábění paprskem plasmy Electro-chemical machining, elektrochemické obrábění Chemical machining, chemické obrábění Ultrasonic machining, obrábění ultrazvukem Water set machining, obrábění vodním paprskem Abrasive jet machining, obrábění proudem brusiva Yttrium Aluminium Granát technická příprava výroby SEZNAM POUŽITÝCH FYZIKÁLNÍCH JEDNOTEK: kp kilopond jednotka síly ( 1kp 9, 807N ) mm milimetr jednotka délky µm mikrometr jednotka délky A ampér jednotka elektrického proudu V volt jednotka elektrického napětí kv kilovolt jednotka elektrického napětí kw kilowatt jednotka výkonu C stupeň Celsia jednotka teploty MPa megapascal jednotka napětí J joule jednotka práce bar bar jednotka tlaku s sekunda jednotka času
 mm milimetr jednotka délky µm")
11 1. Úvod Diplomová práce se zabývá technologií obrábění plechů řezáním plazmovým a kyslíkovým plamenem. Řezání materiálu kyslíkem patří do metod tepelného dělení materiálu. Metoda řezání plazmovým paprskem patří do tzv. nekonvenčních metod obrábění. Význam slova nekonvenční není v dnešní době zcela přesný, neboť plazmové či laserové řezání patří do průmyslově využitelných metod obrábění. Dnes již pro většinu průmyslových podniků není problém tyto technologie pořídit. Nekonvenční technologie obrábění znamenají oproti konvenčním technologiím rozdíl ve způsobu obrábění. Zatímco klasické třískové technologie používají pro oddělení části materiálu mechanický úběr třísek, u nekonvenčního obrábění se úbytku materiálu dosahuje využitím tepelných, elektrických, chemických, abrazivních a jiných fyzikálních jevů. Obrobitelnost materiálu je vázána na fyzikální vlastnosti materiálu (tepelná vodivost, teplota tavení, elektrická vodivost a další). Tyto progresivní metody obrábění se používají hlavně pro materiály, které jsou běžným mechanickým způsobem těžko obrobitelné jako např. monolitické a kompozitní keramické materiály, kompozitní materiály s kovovou matricí, některé polymery apod. Těžkosti vznikající při obrábění těchto materiálů vyplývají z jejich žárupevnosti, vysoké tvrdosti, křehkosti, nevhodných tepelných vlastností, chemické reaktivity s řezným nástrojem a podobně. Diplomová práce má za cíl porovnat postupy řezání kyslíkem a plazmou a vyhodnotit je z hlediska nově nastupující normy ČSN EN Toto porovnání se uvažuje hlavně z hlediska ověření výrobního postupu a tím splnění požadavků daných normou. Také se provede technickoekonomické vyhodnocení. Provede se řezání na shodných vzorcích na obou typech strojů a vyhodnotí se na základě dále určených parametrů. Řezání bylo provedeno ve firmě EGE spol. s r.o., která se zabývá mimo jiné výrobou ocelových konstrukcí. Jsou to konstrukce zaměřené převážně na energetický průmysl, stožáry elektrického vedení a různé podpůrné konstrukce do elektráren. Z charakteru výroby se nejedná o přesnou strojařskou činnost, výrobky jsou spíše stavební konstrukce

12 2. Způsoby nekonvenčního obrábění Obrábění kovů se dá rozdělit na dva druhy obrábění. Klasické silové třískové a nekonvenční metody obrábění. Význam nekonvenčních metod obrábění roste především z důvodů: neustálého vývoje nových metod a zařízení zvyšujících se nároků na produktivitu práce a zlevňování výroby zvyšování podílu těžkoobrobitelných materiálů při nových konstrukčních řešeních integrovatelnost těchto výrobních způsobů se systémy CAD/CAM a CNC řízením bezproblémové zavádění do výrobní linky bezsilové obrábění, mající předpoklady vzniku povrchu bez mechanického zpevnění minimální tepelné zatížení obráběné součásti, zasahuje do mikroobjemu materiálu Následující obrázek č. 1 uvádí základní rozdělení nekonvenčních metod obrábění dle fyzikálního principu. Obr. 1 Nekonvenční metody obrábění [1] 2.1 Elektroerozivní obrábění Obrábění probíhá na dvou elektrodách oddělených jiskrovou mezerou 0,01 až 0,5 mm a ponořených v dielektrické kapalině. Ke vzniku výboje dochází v místě nejsilnějšího napěťového pole. Tím se vytvoří vodivý (ionizovaný) kanál a mezi elektrodami začíná protékat elektrický proud. Vzniklý výboj vyvolá srážky částic, plazmové pásmo a tím dojde k odtavení materiálu obrobku i nástrojové elektrody. Přerušením výboje dojde k deionizaci a odplavení částic. Nevýhodou tohoto způsobu obrábění je velký úbytek nástrojové elektrody, který lze

13 minimalizovat podmínkami obrábění a vhodnou volbou nástrojové elektrody. Použití je vhodné pro řezání tvrdých a těžkoobrobitelných materiálů, vyřezávání profilů. 2.2 Obrábění paprskem laseru Při laserovém obrábění dochází k odebírání materiálu účinkem úzkého paprsku silného monochromatického světla soustředěného na velmi malou plošku. V místě dopadu se energie světelného záření mění na energii tepelnou a tím dojde k odtavení případně odpaření materiálu obrobku. 2.3 Obrábění elektronovým paprskem Obrábění paprskem elektronů využívá soustředěný svazek elektronů o vysoké rychlosti, který dopadá na obráběný materiál. Materiál se v místě dopadu odpařuje. Při pulním režimu, který je nejčastější aplikací elektronového paprsku pro vrtání, neprobíhá odpařování kontinuálně, ale v podobě postupných erupcí. Nejčastěji se tato metoda používá pro obrábění děr malých rozměrů v rozmezí 0,1 až 1 mm. Obrobitelnost materiálu je dána pouze jeho tepelně fyzikálními vlastnostmi a nezávisí na mechanických vlastnostech. Proto se elektronový paprsek používá pro obrábění těžkoobrobitelných materiálů. Elektronovému i laserovému paprsku je společná vysoká koncentrace výkonu. Předností elektronového paprsku je jeho vysoká účinnost (>95%), nižší náklady na provoz stroje a jednodušší uspořádání. Značnou nevýhodou je nutnost obrábět ve vakuu. 2.4 Obrábění iontovým paprskem Iontová zařízení jsou založena na působení iontů ve vakuu na obráběný materiál. Intenzita úběru je závislá na hustotě proudu iontů. Výhodou je možnost obrábění téměř všech materiálů, vyšší hodnoty úběrů, plně kontrolovatelné obrábění s přesností 100 nm a vysoká kvalita obrobeného povrchu

14 2.5 Obrábění paprskem plazmy Princip řezání plazmou spočívá v tavení materiálu extrémně vysokou teplotou, > C. Vysokou teplotou se materiál taví a kinetickou energií proudu vytlačuje roztavený materiál z místa řezu. Podrobněji o řezání plazmou je uvedeno dále. 2.6 Elektrochemické obrábění Elektrochemické obrábění je metoda beztřískového obrábění elektricky vodivých materiálů. K úběru materiálu dochází v důsledku řízené elektrolýzy. Elektrolyt prochází mezerou mezi obrobkem a nástrojem, kdy stejnosměrný proud o nízkém napětí rozpouští materiál na obrobku. Anoda, kladná elektroda tedy obráběná plocha se rozpouští v elektrolytu podle tvaru katody nástroje, záporné elektrody. Katoda tvoří zrcadlový obraz obrobené plochy. Výhodou této metody je možnost obrábění tvrdých materiálů jako kalená ocel, žáropevné slitiny, nebo provádění tvarovaných ploch či hlubokých děr. 2.7 Chemické obrábění Chemické obrábění je prováděno řízeným odleptáváním tenkých vrstev materiálu v tloušťkách od několika setin milimetru do několika milimetrů. Metoda je založena na chemické reakci mezi obrobkem a pracovním prostředím, nejčastěji kyselinou nebo hydroxidem. Ekonomicky výhodná metoda u plošných obrobků s potřebou malého úbytku tloušťky

15 2.8 Obrábění ultrazvukem Podstatou této abrazivní metody je řízené rozrušování obráběného materiálu účinkem úderů abrazivních zrn nacházejících se mezi obráběným povrchem a nástrojem, které jsou v podélném směru rozkmitávány na ultrazvukovou frekvenci. Počet kmitů je cca tisíc za sekundu. Zrna rozrušují povrch obrobku a po přitlačení nástroje k obrobku dochází k překopírování tvaru nástroje na obrobek. Touto metodou se dají obrábět tvrdé a křehké materiály, např. sklo, křemík, keramika. 2.9 Obrábění vodním paprskem Tato metoda využívá abrazivního účinku vysokotlakého vodního paprsku pro odstraňování materiálů Obrábění proudem brusiva K odstraňování materiálu se využívá účinku brusiva unášeného vzdušným proudem o vysoké rychlosti. Optimální hodnota pracovního tlaku se udává 5,0 MPa, brusivem je tavený oxid hliníku nebo karbid křemíku

16 3. Moderní způsoby řezání plechů V současné době jsou pro většinu průmyslových podniků nekonvenční, progresivní metody již běžně dostupné. Výrobci neustále vyvíjejí či zdokonalují technologie výroby obráběcích strojů. Díky těmto úpravám a také konkurenčnímu prostředí dochází ke zlevňování a tím k většímu rozšiřování těchto technologií do výrobních podniků. Používané technologie pro řezání plechů ve výrobních podnicích lze dělit na: řezání vodním paprskem, řezání kyslíkem řezání laserovým paprskem, řezání paprskem plazmy 3.1 Řezání vodním paprskem Obrábění vodním paprskem se někdy označuje jako hydrodynamické obrábění. Využívá se především pro řezání různých materiálů, kdy řezným nástrojem je paprsek vody o vysokém tlaku a rychlosti. Nejčastěji se v praxi využívá řezání čistým vodním paprskem a řezání vodním paprskem s abrazivní příměsí. Zařízení pro řezání čistým vodním paprskem se používá zejména pro řezání nekovových materiálů, jako jsou lamináty, grafitové kompozity, sklotextil, gumotextil. Rychlost řezání je 5 až 400 m.min -1. Zařízení pro řezání vodním paprskem s abrazivní příměsí lze použít pro řezání tvrdých a velmi tvrdých materiálů rychlostmi od 10 m.min -1 (titan, kobalt, SK) až do 2500 m.min -1 (sklo, hliník, kompozity). [5] Vysokotlaká čerpadla s různým příkonem a průtokem vody dosáhnou pracovního tlaku cca 500 až 4000 barů. Vhodným abrazivem je přírodní granát či olivín. Výhody řezání vodním paprskem: řezání vodním paprskem probíhá bez dotyku nástroje a materiálu, nedochází k tepelnému namáhání materiálu a ke vzniku vnitřního pnutí, řezy lze provádět v těsné blízkosti hrany materiálu a minimalizovat tak odpad, nedochází ke vzniku mikrotrhlin v okolí řezu, řezání vodním paprskem nezpůsobuje vznik polétavého prachu z děleného materiálu, vodním paprskem lze řezat i materiály měkké a lepivé nebo drolící se a křehké, lze provádět kvalitní řezy vrstvených materiálů o různých fyzikálně-chemických vlastnostech, nedochází k chemickému ovlivnění řezaného materiálu, nevznikají žádné škodlivé plyny nebo páry, výsledkem je kvalitní řez bez otřepů, řezná hrana obvykle již nevyžaduje další opracování, je dosahována vysoká přesnost řezu,

17 úspora materiálu při použití materiálu větší tloušťky, neporušení povrchové úpravy materiálu (leštění, broušení ), příznivá cena. Nevýhody řezání vodním paprskem: nevyhnutelný kontakt s vodou, kovové materiály nutno vhodně ošetřit, delší vysoušení u nasákavých materiálů, možnost změny barvy či znečištění některých materiálů, 1 - vysokotlaké čerpadlo 2 - zásobník vody 3 - filtr 4 - multiplikátor 5 - akumulátor 6 - senzor tlaku 7 - spínač prac. paprsku 8 - přívod abraziva Obr. 2. Schéma zařízení pro řezání vodním paprskem s abrazivní příměsí [5] Na následujících dvou obrázcích [6] jsou uvedeny příklady řezu vodním paprskem Obr. 3. Tvarový řez Obr. 4. Řez duralem tl. 160 mm

18 3.2 Řezání kyslíkem Řezání kyslíkem se řadí mezi tři nejpoužívanější metody tepelného dělení materiálů (spolu a plazmovým a laserovým řezáním). Ze všech těchto tří metod má řezání kyslíkem nejdelší s nejbohatší historii a z toho plyne také nejvíce praktických aplikací. V téměř každé strojírenské výrobě se lze potkat s některou z variant řezání kyslíkem ruční nebo strojní. Zatímco ale plazmové a laserové technologie dnes nalézají stále nová uplatnění a vývoj v těchto oborech postupuje rychle kupředu, v oblasti řezání kyslíkem je pro inovace zásadního charakteru stále méně prostoru, stále obtížněji se zde hledají témata doposud nevyzkoušená. Vývoj postupuje zejména v oblasti řezacích trysek, kde díky dokonalejším systémům vedení hořáku se stále více uplatňují trysky rychlořezné a vysokovýkonné dosahující nejvyšších řezných rychlostí při vynikající kvalitě řezu. Řezání kyslíkem je relativně jednoduchá metoda, jejíž podstatou je spalování řezaného materiálu (předehřátého nahřívacím plamenem na zápalnou teplotu) v proudu kyslíku. Produkty spalování oxidy (FeO, Fe 2 O 3, Fe 3 O 4 ) jsou pak vyfukovány kyslíkem z místa řezu ve formě strusky. Kyslíkem lze efektivně řezat nelegované a v závislosti na chemickém složení také nízkolegované oceli. Výhodou je teoreticky neomezená tloušťka řezaného materiálu, i když většina běžně používaných zařízení je konstruovaná pro vysoce kvalitní řezy do tloušťky 300 mm. V oblasti menších tlouštěk nepatří tato metoda k nejrychlejším, nicméně vysoká kvalita řezu a jedinečnost při řezání velkých tlouštěk ji zajišťuje stabilní místo ve strojírenství. [4,7] Princip řezání kyslíkem Zdrojem energie pro proces řezání je jednak nahřívací plamen tvořený spalováním hořlavého plynu v kyslíku a jednak exotermická reakce mezi prvky obsaženými v oceli a kyslíkem. Teplo z nahřívacího plamene totiž nestačí energeticky pokrýt celý průřez řezu, vlivem odvodu tepla do obrobku. U větších tlouštěk (cca nad 30 mm) tak narůstá význam tepla vznikajícího z probíhající reakce mezi kyslíkem a materiálem. Existence exotermické oxidické reakce je tedy jednou s nutných podmínek, které musí být splněny, aby materiál byl kyslíkem řezatelný. Množství tepla, které tato reakce vyvine, musí stačit na ohřev okolního materiálu na zápalnou teplotu. Zápalná teplota materiálu pak musí být nižší než jeho teplota tavení (u nelegované oceli: zápalná teplota cca 1300 C, teplota tavení cca 1500 C). Aby vznikající oxidy nebyly bariérou při dalším šíření reakce, musí být jejich teplota tavení nižší než teplota tavení řezaného materiálu. Za splnění těchto podmínek lze materiál kyslíkem řezat. Proces je zahájen nahřátím materiálu na zápalnou teplotu nahřívacím plamenem. Po dosažení zápalné teploty a přidání řezacího kyslíku je materiál spalován a vznikající oxidy jsou vyfukovány z řezné spáry řezacím kyslíkem ven. Rychlost náhřevu na zápalnou teplotu je daná chemickým složením hořlavého plynu, jeho množstvím, množstvím přidávaného nahřívacího kyslíku a způsobem odvodu tepla (tloušťka materiálu a rozměry plechu). Rychlost řezání a kvalita řezu jsou ovlivněny souborem faktorů: úroveň stroje, kvalita a zkušenosti obslužného personálu, typ řezacího hořáku a trysky, čistota a tlak řezacího kyslíku, druh hořlavého plynu či správné nastavení parametrů procesu. Podstatnou roli zaujímá také kvalita řezaného plechu a stav jeho povrchu. Za předpokladu kvalitního stroje a jeho zkušené obsluhy je význam soustředěn do kombinace tryska kyslík hořlavý plyn. Na trhu je dnes řada kvalitních řezacích trysek, které při dodržení nastavení optimálních parametrů umožňují bezvadné řezy vysokými řezacími rychlostmi. Nejvyšších řezacích rychlostí lze dosáhnout pomocí tzv. vysokovýkon

19 ných trysek, které jsou ale zároveň nejnáročnější na přesnost stroje, úroveň pracovníků a nastavení parametrů. Řezatelnost materiálu je podmíněna těmito základními podmínkami: zápalná teplota řezaného kovu v proudu kyslíku musí být nižší než teplota tavení. Není-li tato podmínka splněna, nedochází k intenzivnímu hoření kovu a tím vytváření řezné mezery s hladkým povrchem, ale pouze k tavení materiálu a řez je tak velmi nekvalitní. Toto není splněno např. u šedé litiny. reakce při hoření kovu musí být exotermická, aby byly pokryty ztráty vzniklé odvodem tepla a reakce mohla kontinuálně pokračovat. ohřev materiálu musí být plynulý v celém průřezu a to nejméně na zápalnou teplotu kovu. teplota tavení vzniklých oxidů musí být nižší než teplota tavení řezaného kovu a struska musí mít dostatečnou tekutost, aby byla snadno odstranitelná z řezné mezery proudem řezacího kyslíku. Tuto podmínku nesplňují např. vysokolegované oceli, kde vznikající oxid chrómu má velkou viskozitu a proto nejde odstranit z řezné spáry. Proto tyto materiály nelze řezat kyslíkem a je třeba použít jiné metody jako např. dělení plazmou, laserem apod. Obr. 5. Schematický řez řezacím hořákem [7] Při řezání materiálu kyslíkem dochází podobně jako při svařování k jeho tenzotermickému ovlivnění, které se může projevit např. u legovaných ocelí místním zakalením, zvýšení tvrdosti v okolí řezné spáry, případné tvorbou povrchových trhlin. V závislosti na průběhu teplot a rychlosti ochlazování můžeme v tepelně ovlivněné oblasti nalézt podobně jako při svařování tyto oblasti: částečného natavení zhrubnutí zrna normalizace částečné překrystalizace

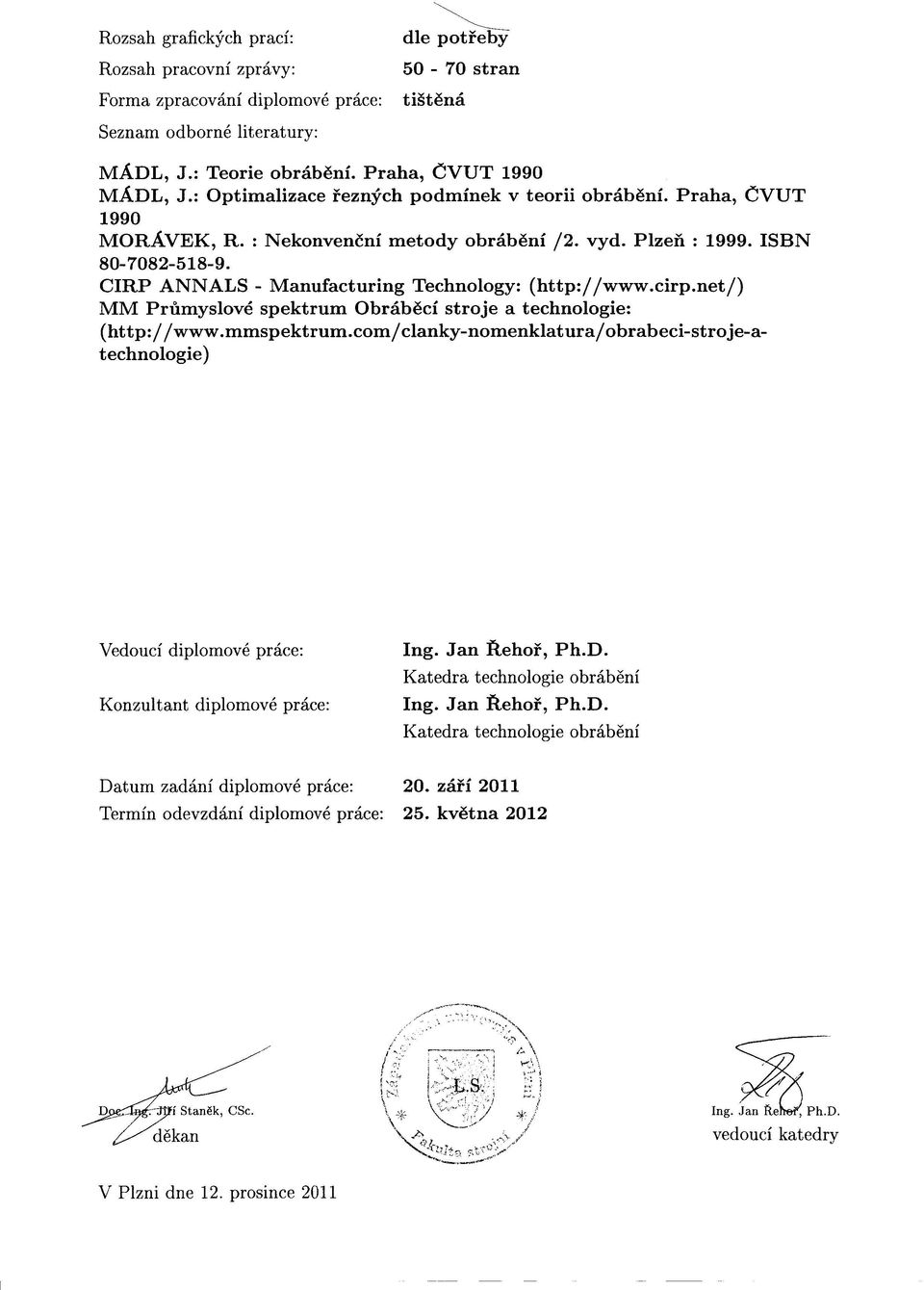
20 Šířka těchto oblastí se úměrně zvětšuje s tloušťkou řezaného materiálu, obsahem legujících prvků a zvětšující se intenzitou nahřívacího plamene. U legovaných materiálů s možností vzniku zákalných struktur a následných trhlin je nutné snížit tepelný gradiend předehřevem. Výšku předehřevu je možno řešit podle diagramu, který je uveden na obr. 6. [4,7] Obr. 6. Diagram určování výšky předehřevu [7] Proces řezání kyslíkem v největší míře ovlivňuje několik základních faktorů: řezaný materiál (typ, kvalita, stav povrchu), řezací zařízení (tryska, hořák, vedení hořáku), kyslík (tlak, průtok, čistota), hořlavý plyn (typ, tlak, průtok). [4] Kyslík Jak již bylo uvedeno, podstatou technologie je spalování řezaného materiálu kyslíkem. Vlastnosti dodávaného kyslíku jsou tedy pro optimální výsledek rozhodující. Minimální potřebná čistota řezacího kyslíku je 2,5 (99,5 %). Významný vliv má čistota kyslíku na výstupu z tlakové lahve, svazku tlakových lahví či kryogenního zásobníku, mnohem důležitější však je zajistit zachování čistoty až do řezací trysky (čistota nesmí být snížena v průběhu transportu potrubním a hadicovým systémem k trysce). Často bývá podceňována rovněž skutečnost, že úroveň tlaku řezacího kyslíku (hodnoty dle doporučení výrobce řezací trysky) musí být ne na výstupu ze zdroje média, ale přímo na řezací trysce. Již zmiňované vysokovýkonné trysky vyžadují při řezání některých tlouštěk tlaku více než 10 bar, čemuž musí odpovídat celý systém zásobování. Optimálních hodnot čistoty, tlaku a průtoku kyslíku lze dosáhnout pouze pomocí dobře dimenzovaného zdroje kyslíku (láhev, svazek, zásobník) a transportního systému (potrubí, hadice, redukční a uzavírací ventily). [4]
![[4,7] Obr. 6.](/docs-images/42/6540136/images/page_20.jpg "Diagram určování výšky předehřevu [7] Proces řezání kyslíkem v největší míře ovlivňuje několik základních faktorů: řezaný materiál (typ, kvalita, stav povrchu), řezací zařízení (tryska, hořák, vedení")
21 3.2.3 Hořlavé plyny Hořlavý plyn je při technologii řezání kyslíkem nutný pro zahřátí materiálu na zápalnou teplotu. Volba typu hořlavého plynu je závislá převážně na požadavcích provozovatele technologie. Je možné sledovat několik kritérií: maximální výkon řezání (rychlost náhřevu na zápalnou teplotu, řezná rychlost, schopnost propálení,...), kvalitu řezné plochy pro všechny běžně řezané tloušťky materiálů. Ve většině případů je optimálním výsledkem vysoká kvalita řezu při dosažení co největší rychlosti řezání, v případě kratších řezů a častých propalů pak také vysoká rychlost zahřátí materiálu na zápalnou teplotu a možnost propálení co největší tloušťky materiálu bez nutnosti předvrtání. Nejpoužívanějším a z uvedených hledisek nejvýhodnějším hořlavým plynem je acetylén. Oprávněnost jeho použití dokazují následující grafy, které zobrazují porovnání nejvýznamnějších výkonových charakteristik různých hořlavých plynů. Obr. 7 Porovnání charakteristik hořlavých plynů [4] Jako zdroj acetylénu připadají v úvahu pouze jednotlivé tlakové lahve nebo svazky tlakových lahví. Velikost zdroje je potřeba dimenzovat vzhledem k maximálně možné okamžité spotřebě. Pro jednotlivé tlakové lahve o vnitřním objemu 40 l nebo 50 l a při teplotě v lahvi 15 C platí, že krátkodobě (max. 10 min.) lze odebírat množství o průtoku 1 m 3 / hod, střednědobě (cca. 1 směna) 0,5 m3/hod. a trvale pouze 0,35 m 3 /hod. [4] Rozdělení zařízení Z hlediska strojního vybavení lze řezání kyslíkem prakticky provádět dvěma základními způsoby:
22 ruční provádí se ručními řezacími hořáky, kvalita řezu záleží především na paliči a je poměrně nízká. Použití je určeno pro méně kvalitní řezy např. v montážních podmínkách, na šrotištích apod. Jeho výhodou je však značná operativnost. strojní: toto řezání lze rozdělit do dvou skupin: 1) mobilní řezací strojky - pojíždí po předem připravené kolejničce nebo vodicím pravítku, jsou určeny zejména pro dlouhé rovné řezy a můžeme s nimi pálit i úkosy pro svarové plochy. Kvalita řezu je podstatně vyšší než u řezání ručního. 2) stabilní řezací stroje - jsou dnes převážně portálové konstrukce a je jimi možno řezat přímé, kruhové i tvarové řezy při vysoké přesnosti řezu a kvalitě řezných ploch. Tyto stroje jsou většinou řízeny fotoelektricky nebo numericky podle předem zpracovaného programu. Přesnost tohoto řezání zvláště ve spojení s plazmovými a laserovými hořáky je velmi vysoká a zároveň dosahujeme velké produktivity výroby. [7] 3.3 Řezání laserovým paprskem K nejnovějším metodám patří laserové dělení, při kterém zfokusovaný laserový paprsek s mimořádně vysokou koncentrací výkonu umožňuje dělit materiály a slitiny prakticky nezávisle na jejich tepelně-fyzikálních vlastnostech. Dosahuje se přitom velmi malá šířka řezu s minimálním tepelně ovlivněným pásmem. Při laserovém dělení nedochází k mechanickému působení na zpracovávaný materiál a vznikají jen minimální deformace. Proto je možné dělit materiály s vysokou přesností, a to i materiály velmi lehce deformovatelné nebo křehké. Velká koncentrace výkonu v laserovém paprsku zabezpečuje vysokou produktivitu práce a vynikající kvalitu řezu. Snadné ovládání laserového paprsku průmyslovým robotem nebo manipulátorem umožňuje dělit materiály i složitými křivkovými řezy na ploše i v prostoru. Z cenového hlediska je dnes produkce z technologických pracovišť pro dělení materiálů laserem konkurence schopná ve srovnání s ostatními technologiemi dělení. Jedinou, ale nepochybně závažnou nevýhodou zůstává vysoká cena zařízení. [8] Historie laseru Existenci stimulované emise záření předpověděl již Albert Einstein v roce Jeho teorie zněla následovně: Určité atomy a molekuly, které jsou schopné kmitání, mohou podníceny přílivem energie, dosáhnout stavu vyšší energetické hodnoty. Přitom přijímají energii převážně ve formě fotonů, tedy světla (světelného kvanta). Jsou-li tyto atomy tak řečeno elektricky přebité, upadají do původního stavu nižší energie, přičemž přebytečnou energii vyzařují v formě fotonů, tedy světla. Tyto světelné vlny budou jednobarevné (září v jedné určité vlnové délce) a budou kmitat ve stejném taktu. Vlastní počátek historie laseru spadá do let , kdy nezávisle na sobě američtí a sovětští vědci rozpracovali počáteční teorie stimulované emise záření. Výsledky těchto prací umožnily postavení prvního zesilovače pracujícího v oboru mikrovln, který byl nazván maserem. V průběhu 60. let byla tato zařízení zdokonalena a označena názvem laser podle zkratky z prvních písmen názvu Light Amplification by Stimulated Emission of Radiation, což v překladu značí zesílení světla s využitím stimulované emise. [1]
23 3.3.2 Dělení laserů Podle aktivního prostředí Plynové lasery: nejdůležitějšími jsou CO 2 laser a excimerový laser. Kapalinové lasery: laserovým médiem je roztok barviva, díky němuž může být barva laserového světla měněna v širokém rozmezí. Pevnolátkové lasery: nejvýznamnější je neodymový YAG laser. Polovodičové lasery: nejmladší typy laserů. Podle vlnové délky záření infračervené lasery, lasery viditelného pásma, ultrafialové lasery, rentgenové lasery. Podle délky generovaného impulsu kontinuální lasery, pulzní ns, pulzní ps/fs. Podle typu kvantových přechodů molekulární lasery, elektronové lasery, jaderné lasery. Podle typu čerpání Podle typu buzení rozlišujeme lasery buzené: opticky (světlem) - Nd:YAG, vláknové lasery, elektrickým výbojem - CO 2, He-Ne, excimerové lasery, injekcí nosičů náboje (elektrickým proudem) - laserové diody, chemicky - chemické lasery používané v armádě, elektronovým svazkem, tepelnými změnami, rekombinací. [9]
24 3.3.3 Metody řezání laserem tavné oxidační sublimační Tavné řezání laserem U tavného řezání laserem se dělený materiál lokálně nataví a vzniklá tavenina se od základního materiálu odděluje proudem vysoce čistého inertního plynu, který se do místa řezu přivádí, ale na vlastním procesu řezání se nepodílí. Ve srovnání s ostatními metodami řezání laserem lze u tohoto způsobu docílit jen nižší řezné rychlosti. Maximální řezná rychlost stoupá lineárně s výkonem laseru a snižuje se přibližně lineárně s tloušťkou řezaného materiálu a s jeho teplotou. Laserový paprsek je jen velmi málo absorbován. Tento způsob je vhodný především k vytváření nezoxidovaných řezů kovových materiálů, jako např. nerezových ocelí, hliníku, mosazi, mědi a pozinkovaného plechu. Použijeme-li jako inertní plyn dusík s vysokou čistotou a vysokým tlakem 1-2 MPa na trysce, jsou výsledkem řezání kovové lesklé řezné plochy, které nevyžadují žádné finální úpravy. V závislosti na kvalitě řezaného materiálu se mohou na spodní hraně řezu objevit otřepy, které je nutno odjehlit. [8] Oxidační řezání laserem Oxidační řezání laserem se od tavného řezání liší pouze použitím kyslíku jako řezného plynu. Vzájemným účinkem kyslíku s roztaveným povrchem kovu vzniká exotermní reakce, která má za následek další ohřívání materiálu. V důsledku tohoto efektu lze dosáhnout u konstrukčních ocelí vysokých rychlostí řezu, řez je však širší a horší kvality, s vyšší drsností a s větším tepelně ovlivněným pásmem. Tento způsob není proto vhodný pro zhotovování ostrých geometrických tvarů, malých otvorů, apod. Určitým východiskem je přechod na pulzní provoz laseru, kdy se řezaný materiál v mezeře mezi jednotlivými pulzy ochladí a nenastává exotermní reakce. Další vylepšení kvality řezu je možné dosáhnout regulací výkonu laseru, který musí být optimalizován dle tloušťky materiálu. Řezná rychlost je pak omezena sníženým výkonem laseru. [8] Sublimační řezání Sublimační způsob řezání, při kterém se materiál v místě řezu odpařuje, se v dnešní době velmi málo používá. Pro minimalizaci tavné zóny, která vzniká na hraně řezu, je nutná vysoká hustota energie laserového paprsku. Zároveň se musí kontrolovat tloušťka řezaného materiálu, která nesmí překročit průměr paprsku, aby páry materiálu znovu nezkondenzovaly a nesvařily řez. Tato omezení platí u materiálů, u nichž vzniká tekutá fáze. U materiálů, které se netaví, např. dřevo, keramika apod., omezovací faktor tloušťky neplatí. Sublimační řezání vyžaduje pečlivé nastavení optiky v závislosti na tloušťce materiálu. Maximální řezná rychlost je nepřímo úměrná odpařovacímu teplu materiálu a přímo úměrná rychlosti proudění řezného plynu. [8]
25 3.3.4 Řezný proces Řezný proces probíhá na základě vzájemného působení laserového paprsku, řezného plynu a řezaného materiálu. Oblast, ve které k těmto účinkům dochází, je ohraničena řeznou spárou ve směru řezu a nazývá se čelem řezu. Paprsek, který na toto čelo působí, musí natavit materiál na teplotu, která vede ke změně pevné fáze materiálu na kapalnou a plynnou. Pásmo, které absorbovaný laserový paprsek ohřívá až na teplotu tání, se v důsledku exotermické reakce s proudícím kyslíkem ještě dále otepluje až k teplotě vznícení. Následuje silné odpařování materiálu, které vede k jeho odvodu. Současné mechanické působení proudu řezného plynu unáší částice tekutého materiálu mimo prostor řezu. Roztavené pásmo se pohybuje ve směru řezu a proces natavování se neustále opakuje. Laserový paprsek v případě kontinuálního řezání tedy stabilně postupuje a představuje vlastní "řezný" nástroj. Analýzou popsaného procesu lze teoreticky vypočítat řeznou rychlost, šířku řezu, tepelné ovlivnění okraje řezaného materiálu a vznik charakteristických rýh, které způsobují vlastní drsnost řezné plochy. [8] Parametry laserového záření použitého pro řezání Laserový paprsek je definován svojí vlnovou délkou, výkonem, rozdělením hustoty energie v příčném průřezu (módem), polarizací, divergencí a průměrem. Pro dosažení potřebné hustoty energie pro řezání je laserový paprsek fokusován optikou (takřka výhradně čočkovou), která je definována ohniskovou vzdáleností, transparencí, absorpcí a reflexivitou, fokusační kaustickou plochou a hloubkou ostrosti. Řezný proces dále ovlivňuje poloha ohniska fokusační optiky ve vztahu k povrchové ploše materiálu. Protože celá řada parametrů je definována principiálně a nelze je u daného laseru měnit, pro vlastní technologický proces jsou důležité pouze tyto parametry: výkon laserového paprsku, transparence fokusační optiky (především její snižování se stárnutím optiky), ohnisková vzdálenost optiky, poloha ohniska ve vztahu k povrchové ploše obrobku. [8] Tepelně-fyzikální vlastnosti řezaného materiálu Pro technologický proces řezání jsou rozhodující tyto tepelně-fyzikální vlastnosti materiálu: reflexivita řezaného materiálu rozhodující pro vlnovou délku laserového paprsku, hustota materiálu, tepelná kapacita, skupenské teplo tání, skupenské teplo výparné, tepelná vodivost, teplota tání, teplota vypařování,
26 chemická energie vzniklá při reakci řezaného materiálu s kyslíkem, elektrický odpor materiálu. [8] Parametry řezného plynu Pro proces řezání jsou důležité tyto parametry řezného plynu: druh plynu, pracovní tlak, průměr trysky, kterou proudí řezný plyn, geometrie tvaru trysky. Tlak plynu a geometrie tvaru trysky ovlivňují kvalitu řezu, drsnost povrchu řezné plochy a tvorbu otřepů. Tlak plynu se pohybuje při řezání nízkotlakém do 100 kpa, při řezání středotlakém do 500 kpa a při řezání vysokotlakém do 2 MPa. Konvenční trysky mají kruhový, kuželovitě se rozšiřující otvor. Odstup trysky od materiálu musí být co možno nejmenší, aby plyn optimálně působil v řezné drážce. Obvykle se pohybuje mezi 0,5-2,5 mm. Na odstranění taveniny z drážky se podílí pouze ta část plynu, která do ní vstupuje. Proto se jeví výhodný průměr trysky přibližně rovný šířce řezné drážky řezu. Takto malý průměr se však brzy znečistí a znemožňuje další řezání. Proto v praxi leží průměr trysek mezi 1-2,5 mm. Spotřeba řezného plynu je závislá na průměru trysky a tlaku plynu. [8] Výhody a nevýhody laserového řezání Výhody: vysoká přesnost řezaných dílů u slabých a středních tloušťek materiálů, velmi malá šířka řezné spáry 0,2 0,4 mm, velmi malé přivedené teplo, žádné deformace obráběného předmětu, vysoká řezná rychlost. Nevýhody: vysoké investiční a provozní náklady, omezení tloušťky materiálu, konstrukční ocel 25 mm, legovaná 15 mm, snížení stability procesu u řezání lesklých povrchů
27 3.4 Řezání plazmou Princip řezání plazmou spočívá v tavení děleného materiálu extrémně vysokou teplotou, která se tvoří vznikem plazmatu hořícím mezi netavící se elektrodou a řezaným materiálem. Netavící se elektroda je zapojena jako katoda (-) a řezaný materiál je zapojen jako kladná elektroda anoda. Takto vytvořený paprsek plazmatu má vysokou teplotu a velkou kinetickou energii. Roztaví a částečně odpaří dělený materiál a vyfoukne jej z řezné spáry Historie a fyzikální podstata plazmy Z hlediska historického popisu a vývoje plazmy je možné vyjít od Crookse, který si poprvé v roce 1879 uvědomil existenci plazmy jako zvláštního skupenství ve výboji. Oscilaci plazmy ve výboji studoval poprvé Langmuir a definoval plazmu jako část elektrického výboje, ve kterém je stejný počet elektronů a kladných iontů. Nejběžnějšími stavy hmoty jsou pevné látky, kapaliny a plyny. Tyto vlastnosti byly také nejdříve prozkoumány. Kromě těchto tří skupenství existuje ještě čtvrté skupenství plazma, která se na Zemi vyskytuje výjimečně. Oproti tomu ve Vesmíru v naší sluneční soustavě je jedna tisícina látky v kapalném, plynném či pevném skupenství, zatímco 999 tisícin je plazma. K vytvoření a udržení plazmy na povrchu Země je nutné buď látku zahřát na vysokou teplotu nebo v ní vytvořit elektrický výboj. Pro získání plazmy je potřeba dodat látce takovou energii, aby se porušily vazby vnějšího elektronu a atom se ionizoval na kladný ion a elektron. Látka, která se skládá z elektronů a kladných iontů se podstatně liší od plynu a nazývá se plazma. Na obrázku 1 je zjednodušený diagram závislosti teploty skupenství chemicky čisté látky na dodané tepelné energii. Obr. 8. Závislost teploty skupenství chemicky čisté látky na dodané tepelné energii [3]
28 Z obrázku je vidět, že přechod od plynu k plazmě je pozvolný, na rozdíl od předcházejících změn skupenství. Je to způsobeno tím, že molekulový plyn přechází disociací v atomový plyn a teprve při dalším dodávání energie se atom ionizuje [3] Zapálení paprsku plazmy Zapálení elektrického oblouku se provádí pomocí vysokofrekvenčního jiskrového výboje nebo mechanicky pomocí zapalovací jehly. Následující schémata ukazují ve čtyřech bodech zapálení elektrického oblouku pomocí vysokofrekvenčního výboje [10]. 1. krok V prvním kroku je poslán startovní signál do zdroje napájení. Tento signál otevře svorkové napětí a zároveň začne protékat plazmový plyn tryskou ven. Tryska je připojena ke kladnému pólu zdroje přes relé a odpor a řezaný materiál je připojen ke kladnému pólu na přímo. Mezi tryskou a materiálem se zatím netvoří žádný elektrický oblouk. Obr. 9 První krok zapálení oblouku [10] 2. krok Jakmile je průtok plazmového plynu stabilizovaný, spustí se vysokofrekvenční obvod. Energie z vysokofrekvenčního zdroje způsobuje ionizaci plazmového plynu a tím se plyn stává elektricky vodivý. Tento již elektricky vodivý plyn začne přenášet elektrický oblouk mezi elektrodou a hořákem. Tok plynu vytékající tryskou vytváří pilotní oblouk vně hořáku. Obr. 10 Druhý krok zapálení oblouku [10]
29 3. krok Vytvořený pilotní oblouk je ve třetím kroku potřeba přenést na oblouk mezi elektrodou a řezaným materiálem. Po přiblížení hořáku začne procházet proud mezi obrobkem a elektrodou. Elektronika zaznamená tok proudu v obrobku a automaticky vypne generování vysokofrekvenčního zdroje. Ionizace plazmového plynu je nyní udržována mezi elektrodou a obrobkem. Obr. 11 Třetí krok zapálení oblouku [10] 4. krok Ve čtvrtém kroku je již plazmový paprsek zapálen, vzniká vysoká teplota tavení materiálu obrobku a kinetická energie vyfukujícího plynu odstraňuje roztavený materiál z řezné spáry. Výstupní rychlost plazmy dosahuje rychlosti 1500 až 2300 m.s -1. Teplota plazmového oblouku může dosahovat až C v závislosti na použitém plynu nebo kombinaci plazmových plynů. Obr. 12 Čtvrtý krok zapálení oblouku [10]
30 3.4.3 Používané plazmové plyny Pro přesné usměrnění plazmového paprsku je rozhodujícím faktorem druh použitého plynu. Z tohoto hlediska dělíme na: Plazmové plyny plyny, které jsou přiváděny rovnou do elektrického oblouku a ionizovány, např. Ar, H 2, O 2, vzduch a kombinace Ar/ H 2. Fokusační plyny zužují paprsek plazmatu po opuštění trysky hořáku, např. Ar, N 2, Ar/ H 2 Ochranné plyny obklopují paprsek plazmy a tavnou lázeň a chrání před účinkem atmosféry, např Ar, N 2. [1] Fokusační plyny se používají ke stabilizaci paprsku plazmy. Tato stabilizace má za následek lepší přenos tepelné energie od hořáku k obrobku a zúžení paprsku plazmy. Zúžením paprsku se dosáhne menší plocha, na kterou paprsek dopadá a tím i menší řezná spára. Ke stabilizaci se dají použít plyny, nebo také vodní clona. Volba plazmového plynu se odvíjí od druhu řezaného materiálu a je doporučována výrobcem zařízení.. Například pro konstrukční ocel se volí kyslík, vzduch; pro vysoce legovanou ocel směs argonu a vodíku, směs argonu a dusíku. Na kvalitu řezu a opotřebení spotřebních dílů plazmového hořáku má výrazný vliv čistota plazmového plynu Typy plazmových zařízení Plazmové řezací zařízení lze rozdělit na ruční a strojní. Ruční řezací zařízení se skládá z dvou hlavních částí, a to zdroje energie a plazmového hořáku. Ruční řezání se používá zpravidla pro řezání menších tloušťek materiálu. Obr. 13 Ruční řezací zařízení Powermax45 a ruční hořák [11]
31 Strojní řezání využívá podobných komponentů, ale celé zařízení je doplněno stolem s pohyblivým suportem a CNC řízením. Stůl bývá zpravidla univerzální, takže je možné na něj instalovat i další typy řezacích technologií Typy plazmových hořáků a plazmového řezání Vzduchové plazmové řezání Pro vzduchové plazmové řezání bez stabilizace se používá jednotný plazmový plyn, obvykle vzduch nebo dusík, k tvorbě plazmy a chlazení. Tento způsob řezání nemá stabilizaci paprsku plazmy a je používán obvykle pro ruční řezání. Tloušťka materiálu nepřesahuje 16mm. Vzduchové řezání bez stabilizace je nejméně výkonné. Obr. 14 Vzduchové řezání plazmou [10] Vzduchové plazmy se stabilizací se používají pro řezání uhlíkových ocelí do tloušťky 40mm. Jako stabilizace se používá opět stlačený vzduch o velkém průtoku, až 130 l.s -1. V těchto plazmách se nepoužívá wolframová elektroda, ale zirkonová nebo hafniová. [10,12] Řezání hořáky s plynovou stabilizací Pro řezání materiálu se využívají dva plyny. První je pro vytvoření plazmy, druhý má funkci stabilizace plazmového paprsku a ochranu materiálu před atmosférou. Při konvenčním řezání plazmou bez sekundárního plynu se paprsek setkává bezprostředně po průchodu tryskou s opracovávaným materiálem. Odstříkávajícím materiálem vznikají zdvojené oblouky, které poškozují trysku a tím se zhoršuje kvalita řezu. Použití sekundárního plynu se tato nevýhoda odstraňuje. Tento způsob řezání je nejrozšířenější, protože umožňuje kvalitnější řez materiálu a zároveň je rychlejší oproti konvenčnímu způsobu řezání. Při tomto způsobu řezání se dají využívat kombinace plazmových plynů
32 Obr. 15 Hořák s plynovou stabilizací [10] Dělení s vodní clonou Ochranný, fokusační, plyn je v tomto případě nahrazen vodou. Proces se využívá pouze pro mechanizované dělení. Obr. 16 Dělení s vodní clonou [10] Řezání hořáky se vstřikováním vody Řezná tryska má přídavné kanálky, kterými se vstřikuje voda do plazmového paprsku. Vstříknutím vody do paprsku dojde k zúžení paprsku a tím ke zvýšení teploty plazmy. Zároveň voda chrání a prodlužuje trvanlivost trysky. Obr. 17 Hořák se vstřikováním vody [10]
33 Řezání pod vodou Při tomto způsobu řezání se používá pouze plazmový plyn. Řezáním pod vodou se sníží hluk, prašnost a vliv záření Řezání plazmou s vysokou koncentrací paprsku Tyto technologie s obchodními názvy HyDefinition nebo Fine Focus jsou nejnovějšími úpravami plazmových hořáků. Výrazně redukuje pro předchozí metody typické zkosení řezné plochy u menších tloušťek plechů. Úpravami hořáku se dosáhne ještě větší koncentrace plazmového paprsku, zvýšení hustoty paprsku a zúžení řezné spáry. Tím se zajistí vyšší řezná rychlost, pro tloušťky od 10mm téměř kolmé a hladké řezy. Obr. 18 Hořák s vysokou koncentrací paprsku [10] Chlazení plazmových hořáků Při řezání vzniká velmi vysoká teplota, přibližně až C. Teplotou je pak velmi namáhán hořák, který je potřeba chladit. Hořák se ochlazuje buď plynem, nebo chladicí kapalinou proudící v hořáku. Tato kapalina je dodávána výrobci plazmového zařízení a zároveň obsahuje přísady s protikorozními účinky Shrnutí plazmového řezání Plazmové řezání se dá použít pro elektricky vodivé i nevodivé materiály. Pro elektricky vodivé materiály se používá řezání s transferovaným (přeneseným) obloukem, kdy řezaný materiál tvoří kladnou elektrodu a oblouk se vytváří mezi řezaným materiálem a netavící se elektrodou. Pro elektricky nevodivé materiály se používá řezání s netransferovaným (nepřeneseným) obloukem. Elektrický oblouk zde vzniká mezi netavící se elektrodou a hořákem. Tato metoda se používá pro řezání například keramiky a k nanášení povlaků. Oblouk používaný mezi elektrodou a hořákem má za následek vyšší opotřebení hořáků. Nejrozšířenější plazmy jsou bezesporu vzduchové plazmy. Pro řezání nízkolegovaných ocelí je však z hlediska produktivity výhodnější použití kyslíkové plazmy. Tato využívá vedle kinetické energie plazmy také spalné teplo reakce materiálu s kyslíkem, podobně jako řezání kyslíkem. Ke stabilizaci plazmového paprsku se používají tzv. fokusační plyny nebo se stabilizace provede vodní clonou. To celé za účelem zmenšení řezné spáry a koncentrace energie v úzkém
34 paprsku plazmy. Speciálním způsobem je řezání pod vodou, které zároveň odstraňuje negativa v podobě hluku, dýmů a záření. V neposlední řadě voda také ochlazuje roztavený materiál a dochází k menšímu tepelnému namáhání součástí stroje. Odstíněním paprsku plazmy fokusačním plynem nebo vodou dochází také ke zvýšení trvanlivosti trysky. Materiál netavící se elektrody je wolfram, zirkon, nebo hafnium
35 4. Charakteristika současného stavu řezání plechů ve firmě EGE spol. s r.o. a hodnocení stavu Firma EGE spol. s r.o. se zabývá výrobou a dodávkou konstrukcí zpravidla pro energetický průmysl. Dělí se na více sekcí, které se dále zabývají výrobou ve svém oboru. Mezi hlavní sekce patří sekce pro výrobu zapouzdřených vodičů, sekce pro elektrotechniku a samozřejmě sekce pro výrobu ocelových konstrukcí. Sekce ocelových konstrukcí se zabývá hlavně výrobou stožárových konstrukcí pro vysoké napětí a podpěrných konstrukcí zapouzdřených vodičů. Tyto konstrukce jsou opatřeny povrchovou protikorozní ochranou buď nátěrem, nebo žárovým zinkováním. Další se vztahuje právě k sekci ocelové konstrukce. 4.1 Strojní vybavení Pro výrobu těchto konstrukcí jsou nejdůležitějšími stroji děrovací a vrtací linky ke zhotovení děr do válcovaných úhelníků a nosníků. Tyto stroje zároveň dělí tyčový materiál na požadované délky. Dělení plechů se provádí na dvou pálicích strojích a na mechanických nůžkách. Pálicí stroje jsou zařízení pro strojní pálení, se stolem a pohyblivým portálem s řezací tryskou. Používané technologie pálení jsou řezání kyslíkem a řezání plazmou. Pro zhotovení děr u plechu vypáleného kyslíkem či plechu odstřiženého nůžkami je nutné provést další výrobní operace děrování nebo vrtání. U plazmového řezání není nutný převoz na další pracoviště, tím odpadá další operace a manipulace s obrobky. Portál s řezací tryskou obsahuje zároveň rychlořezné vrtací vřeteno a děrovací zařízení pro zhotovení děr do plechů Kyslíkové řezání Stroj pro kyslíkové řezání dodala firma MGM Tábor. Stroj se skládá z pracovního stolu a pohyblivého portálu s jednou řezací tryskou. Je možné řezat plechy do velikosti 2x6m. Používaný typ řezací trysky je VADURA 1215-A. Používaný topný plyn je acetylen. Pro nastavení řezacích parametrů je k používaným tryskám dodána tabulka. Tabulka obsahuje řezací údaje pro tloušťku materiálu, tlak nahřívacího a řezacího kyslíku, tlak acetylenu, odstup trysky od materiálu, šířka řezné spáry atd.. Hodnoty v tabulce platí pro nelegovanou ocel do obsahu uhlíku 0,3 %. Z tabulky vyplývá možnost řezání materiálu v tloušťce od 3 mm do 300 mm. Pro jednotlivé tloušťky tabulka obsahuje nastavení průměru řezací trysky, tlaku plynů, řezné rychlosti a spotřeby plynů. Řezná rychlost se v závislosti na tloušťce materiálu pohybuje od 110 mm.min -1 do 850 mm.min -1. Rychlost je pouze teoretická a platí v případě dlouhého rovného řezu. Při řezání krátkých plechů pohony stroje nestačí teoretických rychlostí dosáhnout Plazmové řezání Plazmový stroj dodala firma Vernet Behringer, která svůj pracovní stůl doplnila plazmou od firmy Kjellberg Finsterwalde. Mimo plazmové řezání je možné plechy značit, děrovat a vrtat. Portál obsahuje jedno vřeteno na vrtání a hlavu pro umístění razicích kamenů. Dále obsahuje také zařízení pro provádění děr děrováním. Na pracovním stole se dají zpracovat tabule plechů do velikosti 2x6m a tloušťky 60 mm
36 Řezací stroj je vybaven plazmou s technologií HiFocus plus, která je určena pro řezání konstrukčních ocelí. Tato technologie využívá principu jemného plazmového paprsku s extrémním zúžením oblouku, čímž byla dosažena mimořádná hustota energie a docílena řada technologických předností: kvalita řezání podobná laseru od 0,5 do 60 mm v závislosti na materiálu bezotřepové řezání do 40 mm nízký přenos tepla a malá tepelná deformace zpravidla není nutné další opracování řezu. Konkrétní obchodní značka plazmového zdroje používaná ve firmě EGE je HiFocus 280i, kde: řezací proud je od 10 A do 280 A, řezací napětí je 200 V, řezací výkon 56 kw. Zapálení pilotního oblouku je s pomocí vysokonapěťového zapalovače a chlazení hořáku je oběhové chladicí směsí Kjellfrost s integrovanou protikorozní ochranou. Pro nastavení plazmových plynů je použita jednotka PGE Připojit k jednotce je možné plazmový plyn vzduch (bez nečistot, oleje a vody) nebo kyslík (čistota 99,5%, suchý). Jako vířivý plyn je možné připojit vzduch, kyslík nebo dusík (čistota minimálně 99,9%). V EGE se používají tyto plyny: startovací plazmový plyn pro zapálení pilotního oblouku PG1 vzduch, řezací plazmový plyn PG2 kyslík O 2, ochranný, vířivý plyn WG1 dusík Strojní plazmový hořák je typu PerCut 370.2, který umožňuje řezání do tl. 80 mm, max. řezací proud je 360 A, zapalování vysokonapěťové (max. 10 kv). Schéma jednotlivých částí hořáku uvádí následující obrázek 19. Obr. 19 Schéma hořáku PerCut [14]
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
METODY OBRÁBĚNÍ. Dokončovací metody, nekonvenční metody, dělení mat.
 METODY OBRÁBĚNÍ Dokončovací metody, nekonvenční metody, dělení mat. Dokončovací metody obrábění Dokončovací metody takové způsoby obrábění, kterými dosahujeme u výrobku přesného geometrického tvaru a jakosti
METODY OBRÁBĚNÍ Dokončovací metody, nekonvenční metody, dělení mat. Dokončovací metody obrábění Dokončovací metody takové způsoby obrábění, kterými dosahujeme u výrobku přesného geometrického tvaru a jakosti
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Laserové a plazmové řezání (84, 83)
") Laserové a plazmové řezání (84, 83) Dělení materiálů je stále velmi důležitou nepominutelnou výrobní operací. Používá se k tomu celá řada metod, každá z nich si vytvořila svoji oblast optimálního použití.
Laserové a plazmové řezání (84, 83) Dělení materiálů je stále velmi důležitou nepominutelnou výrobní operací. Používá se k tomu celá řada metod, každá z nich si vytvořila svoji oblast optimálního použití.
7. Dělení materiálu. Obr. č. 44: Dělení materiálu pásovou pilou - pilový kotouč - diamantový kotouč.
 7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
HT4400. Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM
 HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 1. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 1 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 1 Autor: Ing. Kubíček
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Zdroje optického záření
 Metody optické spektroskopie v biofyzice Zdroje optického záření / 1 Zdroje optického záření tepelné výbojky polovodičové lasery synchrotronové záření Obvykle se charakterizují zářivostí (zářivý výkon
Metody optické spektroskopie v biofyzice Zdroje optického záření / 1 Zdroje optického záření tepelné výbojky polovodičové lasery synchrotronové záření Obvykle se charakterizují zářivostí (zářivý výkon
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie
 Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
ELEKTRICKÉ ZDROJE TEPLA
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Převod mezi kelviny a Celsiovými stupni se počítá podle vztahu:
 4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
Automatizace výrobních procesů ve strojírenství a řemesel, CZ.1.07/1.1.30/01.0038, Přednáška - KA 5
 LASER A JEHO FYZIKÁLNÍ PODSTATA Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň
LASER A JEHO FYZIKÁLNÍ PODSTATA Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
5.FYZIKÁLNÍ (NEKONVENČNÍ) TECHNOLOGIE OBRÁBĚNÍ
 TECHNOLOGIE OBRÁBĚNÍ") 5.FYZIKÁLNÍ (NEKONVENČNÍ) TECHNOLOGIE OBRÁBĚNÍ Fyzikální technologie obrábění jsou založeny na využití fyzikálního nebo chemického principu úběru materiálu. Jedná se převážně o bezsilové působení nástroje
5.FYZIKÁLNÍ (NEKONVENČNÍ) TECHNOLOGIE OBRÁBĚNÍ Fyzikální technologie obrábění jsou založeny na využití fyzikálního nebo chemického principu úběru materiálu. Jedná se převážně o bezsilové působení nástroje
Úvod do laserové techniky KFE FJFI ČVUT Praha Michal Němec, 2014. Plynové lasery. Plynové lasery většinou pracují v kontinuálním režimu.
 Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
Průmyslové lasery pro svařování
 Průmyslové lasery pro svařování (studijní text k předmětu SLO/UMT1) Připravila: Hana Šebestová V současné době se vyrábí řada typů laserů. Liší se svou konstrukcí, poskytovaným výkonem, účinností i charakterem
Průmyslové lasery pro svařování (studijní text k předmětu SLO/UMT1) Připravila: Hana Šebestová V současné době se vyrábí řada typů laserů. Liší se svou konstrukcí, poskytovaným výkonem, účinností i charakterem
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH
 VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
Plazmový řezací systém TransCut 300
 Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Nákup strojního vybavení dílenské víceúčelové haly
 Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Tepelné dělení materiálů
 Tepelné dělení materiálů Stručný úvod do řezání kyslíkem, plazmou a laserem Ing. Tomáš Zmydlený, IWE Cíl přednášky Představit metody tepelného dělení Předvést teorii metod tepelného dělení Upozornit na
Tepelné dělení materiálů Stručný úvod do řezání kyslíkem, plazmou a laserem Ing. Tomáš Zmydlený, IWE Cíl přednášky Představit metody tepelného dělení Předvést teorii metod tepelného dělení Upozornit na
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Lasery. Biofyzikální ústav LF MU. Projekt FRVŠ 911/2013
 Lasery Biofyzikální ústav LF MU Elektromagnetické spektrum http://cs.wikipedia.org/wiki/soubor:elmgspektrum.png http://cs.wikipedia.org/wiki/ Soubor:Spectre.svg Bezkontaktní termografie 2 Součásti laseru
Lasery Biofyzikální ústav LF MU Elektromagnetické spektrum http://cs.wikipedia.org/wiki/soubor:elmgspektrum.png http://cs.wikipedia.org/wiki/ Soubor:Spectre.svg Bezkontaktní termografie 2 Součásti laseru
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 2. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ
 EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
Vodík jako alternativní ekologické palivo. palivové články a vodíkové hospodářství
 Vodík jako alternativní ekologické palivo palivové články a vodíkové hospodářství Charakteristika vodíku vodík je nejrozšířenějším prvkem ve vesmíru na Zemi je třetím nejrozšířenějším prvkem po kyslíku
Vodík jako alternativní ekologické palivo palivové články a vodíkové hospodářství Charakteristika vodíku vodík je nejrozšířenějším prvkem ve vesmíru na Zemi je třetím nejrozšířenějším prvkem po kyslíku
Laserové technologie v praxi I. Přednáška č.8. Laserové zpracování materiálu. Hana Chmelíčková, SLO UP a FZÚ AVČR Olomouc, 2011
 Laserové technologie v praxi I. Přednáška č.8 Laserové zpracování materiálu Hana Chmelíčková, SLO UP a FZÚ AVČR Olomouc, 2011 Lasery pro průmyslové zpracování materiálu E (ev) 0,12 1,17 1,17 1,2 1,5 4,17
Laserové technologie v praxi I. Přednáška č.8 Laserové zpracování materiálu Hana Chmelíčková, SLO UP a FZÚ AVČR Olomouc, 2011 Lasery pro průmyslové zpracování materiálu E (ev) 0,12 1,17 1,17 1,2 1,5 4,17
ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ
 ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ Polovodič - prvek IV. skupiny, v elektronice nejčastěji křemík Si, vykazuje vysokou čistotu (10-10 ) a bezchybnou strukturu atomové mřížky v monokrystalu.
ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ Polovodič - prvek IV. skupiny, v elektronice nejčastěji křemík Si, vykazuje vysokou čistotu (10-10 ) a bezchybnou strukturu atomové mřížky v monokrystalu.
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEZÁNÍ PLAZMOU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEZÁNÍ PLAZMOU
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Optoelektronika. elektro-optické převodníky - LED, laserové diody, LCD. Elektronické součástky pro FAV (KET/ESCA)
") Optoelektronika elektro-optické převodníky - LED, laserové diody, LCD Elektro-optické převodníky žárovka - nejzákladnější EO převodník nevhodné pro optiku široké spektrum vlnových délek vhodnost pro EO
Optoelektronika elektro-optické převodníky - LED, laserové diody, LCD Elektro-optické převodníky žárovka - nejzákladnější EO převodník nevhodné pro optiku široké spektrum vlnových délek vhodnost pro EO
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Plazma v technologiích
 Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
CZ.1.07/1.1.30/01.0038
 Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň Monitorovací indikátor: 06.43.10
Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň Monitorovací indikátor: 06.43.10
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Principy chemických snímačů
 Principy chemických snímačů Název školy: SPŠ Ústí nad Labem, středisko Resslova Autor: Ing. Pavel Votrubec Název: VY_32_INOVACE_05_AUT_99_principy_chemickych_snimacu.pptx Téma: Principy chemických snímačů
Principy chemických snímačů Název školy: SPŠ Ústí nad Labem, středisko Resslova Autor: Ing. Pavel Votrubec Název: VY_32_INOVACE_05_AUT_99_principy_chemickych_snimacu.pptx Téma: Principy chemických snímačů
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Palivová soustava Steyr 6195 CVT
 Tisková zpráva Pro více informací kontaktujte: AGRI CS a.s. Výhradní dovozce CASE IH pro ČR email: info@agrics.cz Palivová soustava Steyr 6195 CVT Provoz spalovacího motoru lze řešit mimo používání standardního
Tisková zpráva Pro více informací kontaktujte: AGRI CS a.s. Výhradní dovozce CASE IH pro ČR email: info@agrics.cz Palivová soustava Steyr 6195 CVT Provoz spalovacího motoru lze řešit mimo používání standardního
Vybrané technologie povrchového zpracování. Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006
 Vybrané technologie povrchového zpracování Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006 Výhody vakuového tepelného zpracování Prakticky neexistuje oxidace - povrchy jsou bez znatelného ovlivnění,
Vybrané technologie povrchového zpracování Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006 Výhody vakuového tepelného zpracování Prakticky neexistuje oxidace - povrchy jsou bez znatelného ovlivnění,
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
8. Komponenty napájecí části a příslušenství
 Číslo a název šablony klíčové aktivity Tematická oblast CZ.1.07/1.5.00/34.0556 III / 2 = Inovace a zkvalitnění výuky prostřednictvím ICT HYDRAULICKÉ A PNEUMATICKÉ MECHANISMY 8. Komponenty napájecí části
Číslo a název šablony klíčové aktivity Tematická oblast CZ.1.07/1.5.00/34.0556 III / 2 = Inovace a zkvalitnění výuky prostřednictvím ICT HYDRAULICKÉ A PNEUMATICKÉ MECHANISMY 8. Komponenty napájecí části
DIPLOMOVÁ PRÁCE ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N 2301 Strojní inženýrství Studijní zaměření: Strojírenská technologie-technologie obrábění DIPLOMOVÁ PRÁCE Stanovení metodiky pro dělení
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N 2301 Strojní inženýrství Studijní zaměření: Strojírenská technologie-technologie obrábění DIPLOMOVÁ PRÁCE Stanovení metodiky pro dělení
LASEROVÉ PRŮMYSLOVÉ SYSTÉMY
 LASEROVÉ PRŮMYSLOVÉ SYSTÉMY Váš spolehlivý partner pro laserové technologie a automatizaci www.lao.cz Firma LAO - průmyslové systémy, s.r.o. je profesionálním partnerem v řešení technologických inovací
LASEROVÉ PRŮMYSLOVÉ SYSTÉMY Váš spolehlivý partner pro laserové technologie a automatizaci www.lao.cz Firma LAO - průmyslové systémy, s.r.o. je profesionálním partnerem v řešení technologických inovací
Systémová řešení firmy ESAB
 Systémová řešení firmy ESAB DĚLÍCÍ SYSTÉMY, PROCESY A DOPLŇKY PRO MAXIMÁLNÍ PRODUKTIVITU Stroje Procesy Řídící systémy Programování Životní prostředí Pálicí stroje FIRMY ESAB Ultrarex UXC ULTRAREX UXC
Systémová řešení firmy ESAB DĚLÍCÍ SYSTÉMY, PROCESY A DOPLŇKY PRO MAXIMÁLNÍ PRODUKTIVITU Stroje Procesy Řídící systémy Programování Životní prostředí Pálicí stroje FIRMY ESAB Ultrarex UXC ULTRAREX UXC
Jak zlepšit kvalitu plazmového řezu
 Jak zlepšit kvalitu plazmového řezu Následující referenční příručka nabízí několik řešení zaměřených na zvýšení kvality řezu. Je důležité vyzkoušet a propracovat se uvedenými návrhy, protože často existuje
Jak zlepšit kvalitu plazmového řezu Následující referenční příručka nabízí několik řešení zaměřených na zvýšení kvality řezu. Je důležité vyzkoušet a propracovat se uvedenými návrhy, protože často existuje
Vývoj zařízení a technologie obrábění materiálů plazmovým obloukem. Bc. Miroslav Zikmund
 Vývoj zařízení a technologie obrábění materiálů plazmovým obloukem Bc. Miroslav Zikmund Diplomová práce 2014 ABSTRAKT Hlavním úkolem diplomové práce v teoretické části bylo vypracovat hodnocení metod
Vývoj zařízení a technologie obrábění materiálů plazmovým obloukem Bc. Miroslav Zikmund Diplomová práce 2014 ABSTRAKT Hlavním úkolem diplomové práce v teoretické části bylo vypracovat hodnocení metod
25 A Vypracoval : Zdeněk Žák Pyrometrie υ = -40 C.. +10000 C. Výhody termovize Senzory infračerveného záření Rozdělení tepelné senzory
 25 A Vypracoval : Zdeněk Žák Pyrometrie Bezdotykové měření Pyrometrie (obrázky viz. sešit) Bezdotykové měření teplot je měření povrchové teploty těles na základě elektromagnetického záření mezi tělesem
25 A Vypracoval : Zdeněk Žák Pyrometrie Bezdotykové měření Pyrometrie (obrázky viz. sešit) Bezdotykové měření teplot je měření povrchové teploty těles na základě elektromagnetického záření mezi tělesem
Plazmové depozice povlaků. Plazmový nástřik Plasma Spraying
 Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
Vakuové tepelné zpracování
 Vakuové tepelné zpracování Výhody vakuového TZ Prakticky neexistuje oxidace - bez znatelného ovlivnění, leštěný povrch zůstává lesklý. Nízká spotřeba energie - malé tepelné ztráty. Vakuové pece bývají
Vakuové tepelné zpracování Výhody vakuového TZ Prakticky neexistuje oxidace - bez znatelného ovlivnění, leštěný povrch zůstává lesklý. Nízká spotřeba energie - malé tepelné ztráty. Vakuové pece bývají
Netřískové způsoby obrábění
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Svařování LASEREM. doc. Ing. Jaromír Moravec, Ph.D
 Svařování LASEREM doc. Ing. Jaromír Moravec, Ph.D Spontánní emise M. Planck (1900) kvantová teorie. Záření je tvořeno malými částečkami energie tzv. kvanty, přičemž energie každého kvanta je úměrná kmitočtu
Svařování LASEREM doc. Ing. Jaromír Moravec, Ph.D Spontánní emise M. Planck (1900) kvantová teorie. Záření je tvořeno malými částečkami energie tzv. kvanty, přičemž energie každého kvanta je úměrná kmitočtu
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
b) nevodiče izolanty nevedou el. proud plasty, umělé hmoty, sklo, keramika, kámen, suché dřevo,papír, textil
 nevodiče izolanty nevedou el. proud plasty, umělé hmoty, sklo, keramika, kámen, suché dřevo,papír, textil") VEDENÍ EL. PROUDU V PEVNÝCH LÁTKÁCH 1) Látky dělíme (podle toho, zda jimi může procházet el.proud) na: a) vodiče = vedou el. proud kovy (měď, hliník, zlato, stříbro,wolfram, cín, zinek) uhlík, tuha b)
VEDENÍ EL. PROUDU V PEVNÝCH LÁTKÁCH 1) Látky dělíme (podle toho, zda jimi může procházet el.proud) na: a) vodiče = vedou el. proud kovy (měď, hliník, zlato, stříbro,wolfram, cín, zinek) uhlík, tuha b)