VÝROBA OCELI O VYSOKÉ ČISTOTĚ
|
|
|
- Tadeáš Vopička
- před 8 lety
- Počet zobrazení:
Transkript
1 Pobočka ČSVTSi ÚVZÚ a závodu HUTĚ ORS VTEI, ŠKODA, koncernový podnik Plzeň II. CELOSTÁTNÍ KONFERENCE VÝROBA OCELI O VYSOKÉ ČISTOTĚ \ DUBEN 1981

2 PoboSka ÔSVTS OVZO a závodu HUTE ORS-VTEI, ŠKODA, k.p. Plzeň XI, CELOSTÁTNÍ KONFERENCE VÝROBA OCELI O VYSOKÉ ČISTOTĚ DUBEN 15181

3 lne. Zdeněk Motlooh Výzkumné ústavy o. p. VÍTKOVICE, Ostrava PROBLEMATIKA MIKROČISTOIY P Ř I VÝROBĚ NEREZAVĚJÍCÍCH OCELÍ Anotaoe Vysoká požadavky na Jakost vysokelegovanýoh ocelí pro jadernou energetiku a chemické strojírenství vedly ve VÍTKOVICÍCH k vývoji novýoh výrobníoh pochodů - duplexní teohnologie s dvojím vakuováním na DH-staniei a oxidačního vakuování na zařízení VÁKUVIT. Vyráběná.: oael má nízký obsah škodlivých doprovodných prvků a vysokou mikro&istotu. Studiem změn obsahu dusíku a tvorby nitridů a karbonitridů titanu v austenitiokýoh ooelíoh v průběhu jejioh ooelárenské výroby, byly stanoveny optimální teolímologioké parametry pro omezení jejich přítomnosti ve výkovoíoh. Nerezavé jlol ooeli tvoří v soufiaané době jednu z ne j významnějěíoh oblastí ooelárenské výroby. Požadavky na jejioh jakost mimořádně vzrostly zejména v souvislosti s uplatněním v ohemiokém strojírenství a v zařlzenieh pro jadernou energetiku. Požaduje se vysoká korozní odolnost v silně agresivníoh prost ředí oh např. kyselině dušisni, mosovině apod., vysoká meehanioká hodnoty při normálních, nízkýoh i vysokýoh teplotáoh, dokonalá ultrazvuková homogenita a aouoasně i vhodná technologické vlastnosti zejména tvářitelnost a dobrá svařitelnoat. Aby se těohto vlastnostl dosáhlo, musí mít vyrobená ooel nízký obsah Škodlivých doprovodnýoh prvků, nízký obsah plynů, vyvážený obsah austenitotvornýoh a feritotvornýoh prvků a zejména vysokou makro a mikro- Sis t o tu. Obsah nekovových vitěstků musí být minimálni a jejioh složení a rozdělení ve struktuře takové, aby oo nejméně ovlivňovaly jakostní parametry. Platí to jak pro ooell se středním obaahen uhlíkm (do 0,08 %), tak i pro ooeli nízkouhlíkové (do 0,03 i resp. 0,02 % C). Zvláštni význam má u stabilizovanýoh ooeli výskyt a rozloženi karbonitridů titanu. V souvislosti s výěe.uvedenými jakostními požadavky byly v posledních letech vyvinuty ve VÍTKOVICÍCH nové výrobní postu- py, které znamenaly značný pokrok v rozvoji výroby nerezavěji. víeh ocelí pro šplskové potřeby strojírenství.* m SO

4 Duplexní poohod Při běžné výrob* nerezavějioíeh ooeli oxidaoaimi přetavbami v ol. obloukové pool přecházejí do vyrobené ooeli i některé neěistoty s odpadu, zejména ŕ oaf or, dusík, olovo, zinek a oxldioké vaěstky a choreuji tím některé jakostní ukazatele. Ve VÍTKOVICÍCH byla proto vyvinuta a zavedena technologie tzv. duplexaiah taveb a dvojím vakuovým zpracováním na zařízení DB /l/. V 50 t martinské peoi, pracuj í oí a pevnou vsázkou ae nejdříve vyrábí ooel, obsahu Jí oí 0,02-0,04 C a lb Ni. Tato tavba ae odpiohne do pánve a zpracuje na zařízení DB, Při tomto zpracování ae sníží obsah uhlíku v tavenine a souoasně se lázeň dokonale deeoxiduje. Po zpraoování ae tavba přelije bez etrusky do el. obloukové pece. V peoi se provede pouze na legování tavby a Její rafinaoe, tavba se odpíobne do pánve a opít vakuově odplyní na zařízeni DB, Vatavení vsázky a ozidaee láznft se tedy přeneslo do Martinsko* peoe, kde jsou výhodná podmínky pro snížení obsahu fosforu. Střední obsah fosforu v tavbáoh z artinske peoe Siní jen 0,006 Rovněž obsah siry je Již čáateon* snížen (střední konoentraoe 0,014 i>). Vakuovýa zpraeovánia aartinské tavby se sníží obsah \!>. uhlíku v ooeli v pruueru na 0,013 % («ax. konoestraoe aepřevyiuje 0,020 i>) a vzniká tak rezerva s ohledem na nauhllbeni během dalií výroby. Při vakuovém zpracováni se tavba desoziduje; pak se nalije do el. oblouková peoe tak, aby struska zůstala zadržena v pánvi. Tím se zabrání zpětná redukci fosforu do lázně a sousasně se zajisti dobrá rafinační diiianost reduk&ni etrusky v el, oblouková peoi ihned po přeliti tavby, V el, oblouková peoi se \tavbs naleguje chromém, "»gn*»ť" t a křemíkem. Konečná desozidaoe a korekce obsahu Cr a Si se provede při závěrebnám zpraocvání na DHzařízení. Zde se tavba soufiasně leguje PeTl, případně se přisadí i uhlík tak, aby se dodrželo úzké výrobní rozmezí 0,06-0,08 jt C, Výhodou duplexní technologie výroby s dvojím vakuováním zejménat a) Vysoká mlkrofiistota vyrobené oceli, charakterizovaná nízkým obsahem kyslíku (průměrný obsah 23,3 ppm při směrodatné odobyloe jen 3,5 PP") i nízkou hodnotou vměstkového Bísla. je

5 - 3 - b) Nízký obsah fosforu a siry (obr. l). é)tfzfcérozmezí obsahu Jednotlivýoh prvků (tab. 1) a vyloucení rizika překrošenl obsahu uhlíku i při použití PeCr s obsahem uhlíku kolom 0,1 #. d) Volmi malý propal Ti při legováni za podtlaku na DH staniol, ktorý Siní jem 12,1 % a tím i velmi malá koncentrace vměotků TiO 2. o) Možnost korokoo obsahu feritu přísadou feritotvornýoh nebo austenitotvormýoh prvků do komory DK-stanioe podle ohemiokého složení nebo přímého měření obsahu feritu ve vzorku, odebraném z pánve. C&Eiaaoní vakuováni nerezavě Jioioh oeelí Y poslednioh leteeh so pro výrobu nerezavě j lei oh ooell legovanýoh ohromem stále výrazněji prosazuji nové zkujnovaoí prooesy, použivajloí dmýehání kyslíku při sníženém parciálním tlaku kyslisníku uhelnatého v tavenine, dosahovaném buä dmýoháním argonu (AOO), případně vodní páry (CLU) nebo podtlakem (VOD). Tyto poohody dovoluji použít pro legování levný vysokouhllkový feroohrom a podstatně tak zhospodárnit výrobu nerezavě j í oíoh ooelí. Ve VÍTKOVICÍCH bylo od roku 1975 do loňska v Sinnosti poloprovozní zařízeni typu VOD pro výrobu ko t taveb /l,2/. Po zavedení některých původníoh opatření jak v konstrukei, tak v technologii výroby, které výrazně zlepšily dosažený stupen rafinace i ekonomii výroby, je tento pochod oznabován ve VÍTKOVICÍCH názvem V1KUVXT. Eoneem minulého roku bylo uvedeno do provozu nové provozní zařízeni VAHJVIT pre 50 t tavby. Při tomto výrobníoh postupu se v el. obloukové peoi pouze nataví ocel a další zkujnování a rafinaoe se již provádí v pánvi. Pánev je opatřena baziekou vyzdívkou a v jejím dně je umístěna dmýohaoí tvárnioe pro homogenizaoi ooeli v průběhu eelého poohodu argonem. Pánev je při zpraoováni umístěna v kesonu a na hladinu ooeli se ma podtlaku omýohá vodou ohlazenou tryskou kyslík. Pf/ oduhlioeni se tavba desoxiduje a za podtlaku doleguje ohromew, manganem, křemíkem, SI

6 titanem, niobem apod., připadni 1 aauhlibl na přesni požadovaný obsah C. Zpracováni ohaaakterlzuje smena složení lázně, která* je dle výsledků získaných na poloprovozním zařízeni uvedena na tab* 2, Výhodou ozidabniho -vakuováni je zejména* a) Vyeoký výtěžek ohromu, který dosahuj* 98 až 99 *. b) Nosnost ledováni tavob lovným vyeokeuhlíkovým feroohroaem. o) Dosažení extrémně nisskýeh koncentraci uhlíku. Při poloprovozních poloxsmoh dooililo až 0,006 % 0. d) Nožnoat hlubokého odsířeni taveb. Při polepjpovosnioh pokuseoh bylo dosaženo prflairne 0,009^ % S. U nikolika taveb při použití zvláštního odsiřovacího postupu se dosáhle v průměru 0,0063 t. e) Dosaženi nlzkýoh konoentraoí dusíku. Průměrný obsah dusíku ve vyrobených tavbáeh je uveden na obr. 2. t) Sníženi obsahu nikterýoh doprovodných prvků vypařováním za podtlaku (olovo, zinek). g) Zlepšeni mikrosistoty oceli z hlediska celkového obsahu a složeni kyslisníkovýoh vmsstků. Elektrolytickou izolací nekovovýoh vmistků a jejich etéomickou analýzou se zjistilo, že napr. u oceli 03Crfíi(Ho) byly támiř odstraněny vmestky typu HnO, FeO, Cr 2 O- a TiOg, na polovinu se snížil obsah křemibitanovýoh vměstků a zhruba na dvojnásobek se zvýšil obsah vaěstka typu Al 2 y <* ***& obsah kyslisníkovýeh vmsstků s«snížil 6 až 10 krát /3/. Karbonltridy titanu Novými výrobními poohody se spolehlivé dosahuje vysoké mlkrobistcty oceli. Hiaký obsah slrníkcvých vmestků je sajiiten hlubokým odsířením taveb - pod 0,010 % S. rvlzkeho obsahu kysl i 6- níkových vmistků se dosahuje proto, že před přísadou silnýoh desozidovadel je působením podtlaku a nikterými tecfanoloeiokýml opatřeními aktivita kyslíku snížena a postup vlastní desozidaoe je vhodní upraven. Zvláltai otázkou je tvorba kařbcnltridů titanu u austenitlokých ocelí stabilizovanýoh Ti. Jejich svýlený výskyt je Baste vážným jakostním problomen např. při výrobě Ing.Jiří Mooek ř CSc,Ing,Miloslav Kepka.CSclng^JoBSf Skál&^CSc
 Nožnoat hlubokého odsířeni taveb. Při polepjpovosnioh pokuseoh bylo dosaženo prflairne 0,009^ % S. U nikolika taveb při použití zvláštního odsiřovacího postupu se dosáhle v průměru 0,0063 t.")
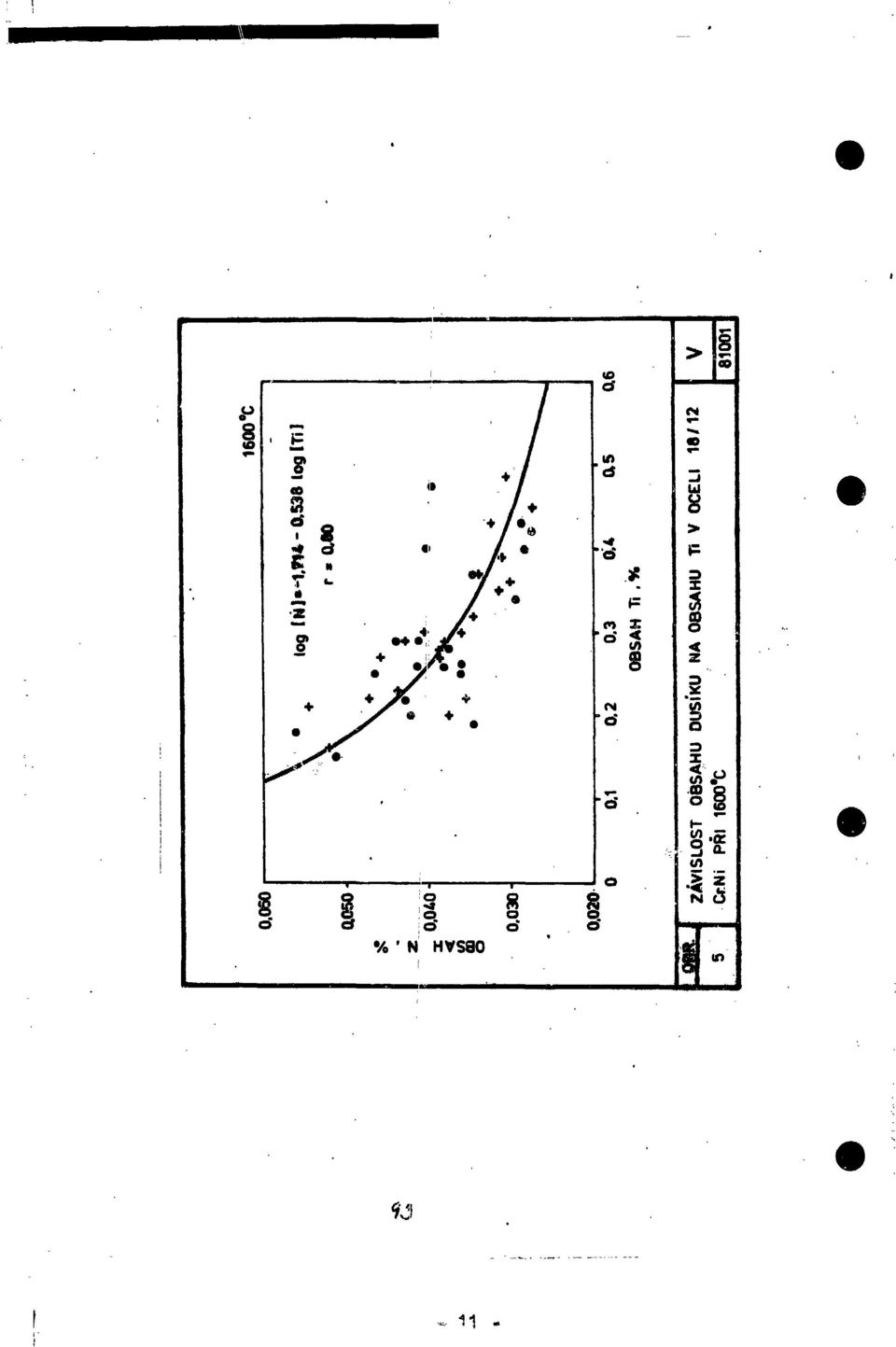
7 _ 5 - ooall pro jadernou energetiku. Bylo zjištěno, So obaah dusíku, ktorého se dosáhne po oxidasnia vakuováni závisí jednoznadně na stupni oduhlioenl tavby* Jak vyplývá z obr. 2 i u taveb, ktoré byly při zpraoováni homogenizovaný dusíkem se dosáhlo výrazného sníženi jeho obsahu v lázni. U taveb promíohávanýoh argonem se obsah dusíku snižoval v průměru o 70 $ Víská koneentraoe rozpuštěného dusíku zde vytváří základní předpoklad pro dosaženi nlivimfiliiýtn 1 výskytu karbonitridů titanu po dolegováni tavby Ti, U duplexních taveb závisí konoentraoo dusíku v tekuté ooell před legovania titanem v rozhodující míře na obsahu dusíku ve feroohromuf po nalegování PeCr doohází k výraznému zvýšení jeho obsahu v oooli (obr. 3). Při odpiofau tavby z pooe se ocel dále naplynuje dusíkem ze vzduohu. Naproti torna po nalegování titanem byl zjištěn výrazný úbytek obsahu dusíku, který se v průběhu tuhnuti ještě dále poněkud snižil. K objasněni chování dusíku byl proveden termodynamický rozbor podmínek tvorby nitridů titanu. Rozpustnost duáíku v ooeli Chl8N10T v závislosti na obsahu titanu stanovil J. 6. GureviB a N. P. Frage /k/ vztahys Při 1570 C log /Ti/ s - 2,67 - log /M/ (1) 1600 P C log /Ti/ s - 2,12 - log /»/ (2) 1630 C log /Ti/ = - 1,57 - log /*/ (3) Z těchto údajů byl sestaven graf na obr. k s extrapolací hodnot až do 1550 C. Je z něj zřejmé, žo při vyiěíeh teplotách jo rozpustnost dusíku natolik vysoká (např. pro 0,5 % Ti při 1630 C 538 ppm), žo nodooházl k reakei s Ti a veškerý dusík je rozpuštěn v lázni. Snižováním teploty se rozpustnost dusíku výrazně snižuje a např. při 157O C Siní pro 0,5 Ti jen k2 ppm. Hadrovnovážný obsah dusíku se váže na nitrid titanu. Při laboratorníoh praoeoh byla zjišťována závislost obsahu dusíku v oooll s 18 % Cr a 12 % Hl na obsahu titanu při teplotě 1600 C (obr. 5). Tento vztah jo vyjádřen rovnloí log /K/ s - l,7lfc - 0,538. log /Ti/ a má vysoký koofioiont detorminaoe. S ohlodem na podmínky pokusů, kdy doba mezi přísadou Ti a odlitím laboratorní tavby, byla poměra* krátká, lze předpokládat ryohlý průběh vylusování vzniklých (k) ik - 2 -

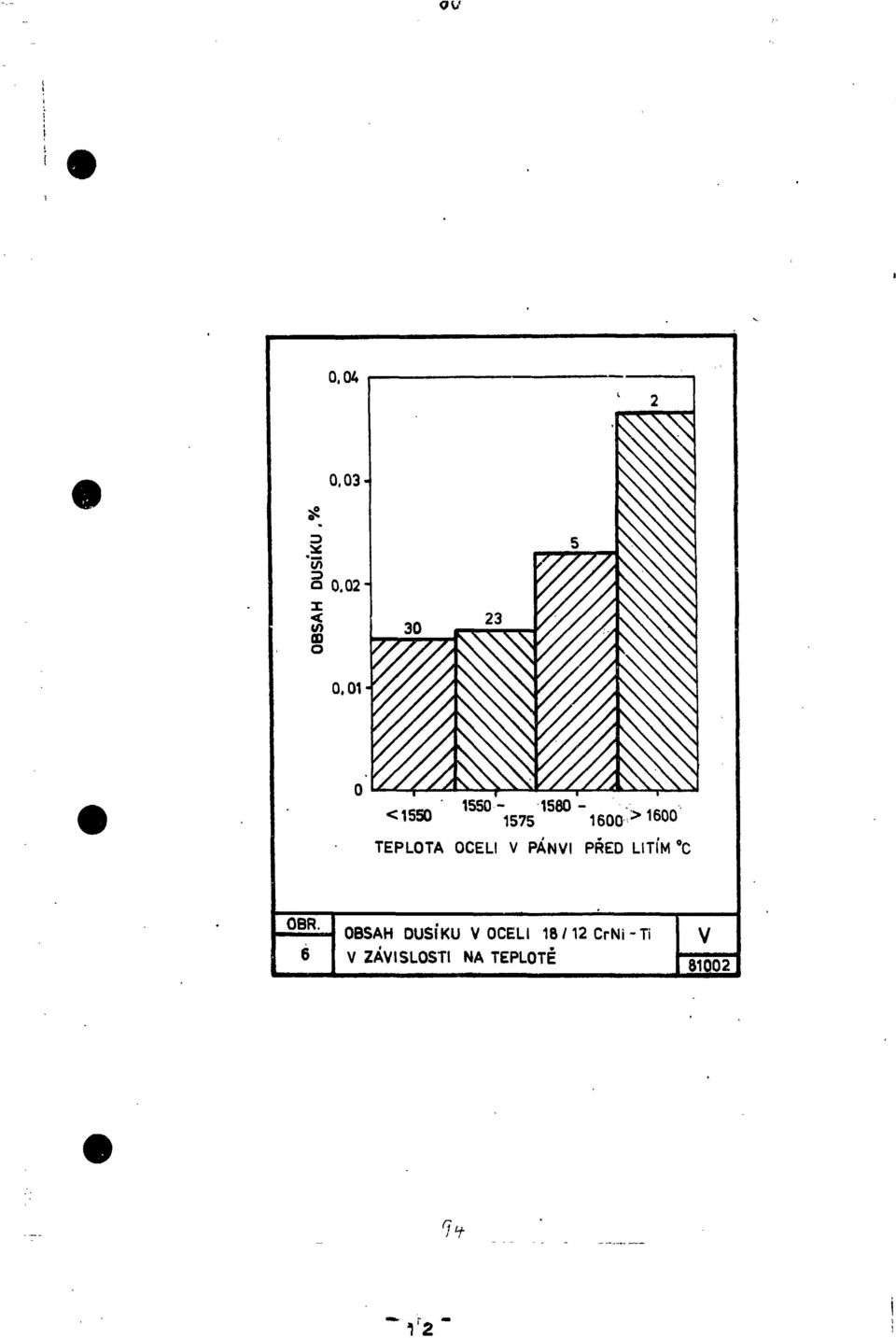
8 Í5 nitridů titanu z taveniny. Na obr* 6 je znázorněna závialost obaajm dualku v tekutá ooali u provozních taveb vyrobenýoh různou teohnologil, na teplotě ooali v pánvi před litím. Je zda patrný -výrazný vliv toploty na konoentraoi dnaikn T odievanom kovu a potvrzuje ae, Se při avizováni toploty vzniklé nitridy titanu ae Ještě před litím, vylubuji z lásně. PropoBtem podle ataohiomotriokýoh poměru lze atanovit, že např. v prfašru ae u duplexních taveb dle obr* 3 opotřebovalo na vazbu dusíku aai 0, <A % Ti # Tento tibytsk byl zahrnut do oelkového propalu Ti při lagováni, ktorý olnil v pvů-< měru 0,08 í. V několika taveb byl použit pro legováni zabráni Sni faroohrom, který měl vyaoký obaab dueíku. Po nalegovánl byla jeho oelková koneentraoe v ooell aai 0,050 1». Po přlaadě titanu pak vzniklo velká množatvl nitridu titanu daná rozdílem mezi rozpuetnostl a obaahem dualku při daná teplotě. Pro tuto vazbu ae opotřebovalo aai 0,10 až 0,1* % Ti a výtěžek Ti ae proto u těohto taveb výrazně ahorsil. Vzniklá karbidy titanu za&aly vyplouvat z lázně bezproatředně po legováni na DB~etanioi proto ve vzoroloh odobiranýoh lžiel z pánve z podatruaková zeny v závěru vakuováni byla zjlěfována zvýšená konoentraoe titanu. Jeho obsah zde Binil obvyklo 1,0* 1,5 f,, zatlmeo ve vzorku odebraném až během liti z objemu pánve byl okolo 0,50 %, při ěemž oelková přlaada Ti byla propostena na 0,65-0,70 %. VýpoStem z průměrnýoh hodnot lze atanovit, že oblaat zvýěenáho výskytu TÍH tvoři přibližně vrstvu taveniny o tlouěloe 20 až 30 on. Na obr. 7 Je zaohyoon makroenlmek přlonáho řezu vzorkem oooll odebraným do kovová kokilky z táto podatruaková vrstvy taveniny u jedná z taveb ae zvýěeným výohozim obaahem dusíku. Na snímku Jsou již při malém zvětěenl dobře patrný shluky velkého postu nokovovýoh Báatio. Podrobným metalografickým šetrenia bylo potvrzeno, že podetatnou Sáat zde tvoři nitridy titanu typiokáho oktavdriokáho tvare (obr. 8). Byly zde vlak zjištěny i vměatky kyslicníku hlinitého a komplexní kysllěnlkové fiáatioo, která ae běžně ve výkevoloh nenalézají. Jejich přítomnost ve vzorku odebraném z pánve po vakuováni z podetruekové oblaati vysvětluje sou- Baaně zjlllované zvýšeni konoentraee kyalikn v těohto vzoroloh a využití metalur ic ' '

9 V +B>\1l1 í»ô -la TVtA4v Á SA A V n je zároveň důkazen reálnosti předpokládaného meohanismu ryohlého vylusováni kýsli&niků z objemu lázně na m-staniei při vyvinutiu postupu deaoxidaoe. Jak bylo patrno z obr. 3» doeházi jestfi k dalslmu sníženi obaahu dusíku i během tuhnuti kovu a lze tedy předpokládat, že i v tomto období se 5ást nitridů titanu vylučuje z tuhnoucího kovu do hlavy ingotu. Protože vsak je rozpustnost dusíku v pevném kovu jeltš dále snížena, je podstatný podíl dusíku ve výjcovoíoh vázán na titan* Z toho 5ást je obsažena ve formě jemných částic v substruktuře materiálu a podílí^ se na tvorbo vysokýoh meohaniokýoh hodnot a íást se vyskytuje jako jednotlivé Sástioe nebo jejioh menší shluky v mikrostruktuře kovu. Na obr. 9 Je zaehyoen jeden takový shluk při 2000 násobném zvstienl, který byl zkoumán mikroanalyzátorem EMX-SM. Z rentgenovýoh obrazů je zřejmé, že jde o karbonitridy titanu, jejichž vnitřní 8ást tvoři vždy nitrid a vnejii vrstva je tvořena karbidem titanu. Rozbor podmínek tvorby karbonitridů titanu ve vyaokolegovanýoh ooelíoh vedl k některým úpravám teohňologie výroby, které zajistily požadované jakostní parametry i u nejnárobnějsioh výrobků pro jadernou energetiku* - 4 -

10 Literatura A/ Motlooh Z. a kol, t Hutnioké listy 1978, 6. 10, str A\/ Motlooh Z. * kol, i Hutaloke listy 1979, 5. 10, str /3/ Zídek M. a kol, t Bataioke listy 1980, 6. 10, str A/ GoreT±6 J. G., Fx%emV c P. * Motaly 197^, 8. 1, str velmi aalé rozdíly.u doprovodných a minorltníor, pi^ků - Ho

11 Literatura Tab. 1 - Průmirný obsah prvků při duplexní teohnologii IPrfiměr. obsahy $ jsne r. odohylka f Jř C 0,071 0,005 Mn 1,52 0,08 Si 0,53 0,10 Prvky P 0,015 0,002 S 0,007 0,001 Ti 0,52 0,0U AI 0,065 0,010 Táb. 2 - Znaná oheaiok^ho alosení tavab při poohodo VAKUVIT Období Před zpra* oovániin?o oxidaoi _ Uhlík, < phu «nir. oěr odoh. 0,55 0,017 0,11 0,010 Křemík, % průp» Är. msr odoh # 0,42 0,17 0,11 0,05 Mangan, J( pra-' siasr. mór odoh. 0,93 0,62 0,24 0,18 Chrom, % průměr 17,55 17,13 aaér. odoh. - ss - 6 -

12

13

14

15

16
17
18

19

20 Ing.Jiří Mooek.CSc,Ing.Miloslav Kepka,CSc,lng.Josef Skál&,CSc SKODA. k.p* Plzeň i^^atjnp^ig nfitstrf ERQ TLAKOVÉ HXT)OBY JADERMÝCH REAEPQRfl V Slánku je proveden rozbor nejdůležitějších druhů ocelí používaných pro výrobu tlakových nádob jaderných reaktorů včetně požadavků na jejich čistotu a jakost* Sále je popsána technologie používaná pro výrobu ocslí na ingoty uršené pro díly tlakových nádob a výsledky z hodnocení metalurgie.především se zaměřením na doprovodné a minoritní prvky v podmínkách k.p. ŠKODA Plzeň. 1, Úvod Výroba konstrukčních dílů jaderného reaktoru přináší pro metalurgii požadavek na zajištění řady nových,vyšších nároků na materiálové a technologické vlastnosti, používaných ocelí. Tato skutečnost vyplývá především ze základního požadavku konstruktéra, totiž z bezpodmínečné nutnosti zajistit co nejvyšší jadernou bezpečnost celého komplexu zařízení* Obdobný požadavek je svým způsobem ojedinělým ve strojírenské výrobě a v převážné části průmyslové aplikace oceli neznámým pojmem* Tento nový progresivní požadavek má vsak za následek,že výroba komponent jaderných elektráren je tím velmi ztížena a zkomplikována a to nejen v oblasti strojírenské výroby a montáže,ale již v prvotní fázi.t.j.při výrobě potřebných hutních polotovarů, V případě výroby ocelí pro tlakové nádoby a vnitřní vestavbu reaktorů je problematika o to závažnější,že tyto díly jsou nekritičtějším místem celého primárního okruhu jaderného reaktoru; Záruka bezpečného provozu je podmíněna dosažením potřebných pevnostních vlastností ocelí při provozních tlacích a teplotách i pro tlouštky 600 mm,dostatečnou houževnatostí,t. j.odolností proti křehkému lomu a nízkocyklovému porušení.proti růstu vad a trhlin a proti radiačnímu zkřehnutí. Dále u těchto oaelí je mimo jiné vyžadována dobrá svařiteínost v daných tloušťkách a schopnost navařování austenitické nerezavějící vrstvy* K docílení těchto vysokých požadavků je nutno vytavit ocel o vysoké čistotě,s co nejmenším výskytem metalurgických vad a sjírelmi nízkými obsahy doprovodných a minoritních prvků. Tyto mohou právě vyvolávat sekundární radioaktivitu a tím způsobit radiační poško-

21 - 2 - zení - zkřehnutí, teplotní stárnu ti, snížení vrubové houževnatosti, případně dalěí zhoršení materiálových a konstrukčních vlastností ooelí /1,2/. 2* Oceli pro tlaková nádoby jaderných reaktorů S ohledem na požadavky konstruktérů je nutno pro výrobu tlakových nádob (TU) používatfoceli s vysokými mechanickými vlastnostmi,které" umožňují snížit tlouštku stěn a tím také zmenšit teplotní gradient způsobující velká vnitřní pnutí. Při menších tlouštkáeh je vřsk požadována vyéäí metalurgická čistota a rovnoměrnější mechanické vlastnosti ocelí* V počáteční fázi vývoje 99 byly používány uhlíkové oceli,které však s postupujícími vyšsíai nároky na výkon reaktorů a tím i na velikost TS byly nahrazeny nízkoa střednělegovanými ocelemi/3/. Pro výrobu ŤS lehkovodních reaktorů se v současné dobs používá oelá řada různých typů ocelí /1/,přičemž převažují tři skupiny ocelí,které jsou uvedeny v tabulce I. Z této je patrno.že sovět aká metalurgie dává přednost ocelím na bázi CrHiHo p»o reaktory typu TVER 1000 a ocelím CrUiV pro reaktory typu TVER 440* Spoločným znakem všech uvedených ocelí je však jednoznačný požadavek velmi nízkých obsahů síry a fosforu.které jsou v některých případech limitovány až hodnotou 0,010$. lento požadavek je vyvolán nutností zabezpečit požadované mechanické vlastnosti.předevšifoi vrubovou houževnatost a dále technologické vlastnosti - dobrou svařitelnost výkovků prsténců XH t resp*navařitelnost nerezvýstelky bez nebezpečí vňatku sekundárních podnávarových trhlin* K omezení nežádoucí sekundární radioaktivity je velmi přísně omezen obsah kobaltu a k zabezpečení radiační stability,t«j *k zajištění matimrfiní odolnosti proti radiačnímu poškození a tím i proti zkřehnutí je dále stanovena mezní hodnota obsahu dalších škodlivých minoritních prvků jako je na př* meä,arzén, cín a antimon (tabulka II*)* Pochopitelně i u ocelí pro fh je požadován co nejnižší obsah plynů a oxidickjfch vměstků* Uvedené požadavky se logicky zpřísňují se zvyšováním výkonu jaderných reaktorů* 3* Osvo^e* 1^ metalurgie a VfVuového oai.avarv^ f ^potů o velk4 Technologický postup používaný v ocelárně k<,p*sk004 Plzeň, k výrobě kararských Ingotu až do hmotnosti 195 t spočívá v účelném
22 - 3 - využití metalurgických možností! SM-pecí a elektrických ůblouko\rých peci a dále technologických předností odlévání ocele ve vakuu. V EO-peci se vytaví legovaná předslit lna,která obsahuje všechny legující prvky mající zápornější volnou slučovací entalpii při reakci s kyslíkem ne2 má železo. Složení strusky před odpichem má vysoce reduksní charakter a strusky jsou dobře tekuté* Současně se v SM-peci připravuje nízkolegovaná neuklidněná ocel s dostatečně vysokou odpichovou teplotou* Předslitina z BO-pece se vypustí do pánve v5etně redukční strusky a do této taveniny se poté odpichuje neuklidněná ocel z SM-pece. Po slití těchto tavenin následuje odlití ocele přes mezipánev do kokily umístěné ve vakuovém kesonu* Schéma technologického postupu a skladba jednotlivých pecních agregátů pro různé hmotnosti odlévaných ingotů je uvedena, na obrázku 1» Z tohoto schématu je zřejmé,že úspěšná výroba je závislá nejen na vysoké technologické kázni - dodržení předepsaných koncentračních a teplotních limitů-,ale též na přesné časové synchronizaci všech pecních agregátů tak,aby lití ingotu bylo bez přerušení a s dostatečnou licí teplotou* Náročnost této technologie vyplývá pouze z holého faktu, že při výrobě ingotu o hmotnosti 195 t je nutno sladit pracovní režimy šesti pecí a vakuové odlévací stanice* náročnost výroby ocelí pro TS nespočívá však výlučně na výše uvedených okolnostech* Již dříve uvedené požadavky na vysokou čistotu konečného výkovku jsou příčinou důkladné přípravy kovové vsázky a ostatních přísad* Chronický nedostatek vhodných základních surovin o vyaoké čistotě a v potřebném množství je operativně řešen přípravou předtavené nelegované vsázky martinským pochodem a to jak pro SK-.tak pro EO-pece a dále použitím PVK-litiny. Cílem této přípravné fáze výroby je zajistit vhodnou základní vsázku s co nejnižšími obsahy fosforu a síry a zároveň i s co nejnižšími obsahy minoritních prvků tak,aby rafinační periody ve všech pecních agregátech byly co nejkratší a co časově nejvyrovnanější. Tím se též zajišíuje podmínka nutná pro dodržení odpichových termínů a synchronizace celého výrobního pochodu* V následující tabulce III* jsou přehledně uvedeny důležité technologické ukazatelé z výroby Ingotu I 195 zaměřené na celkovou metalurgickou čistotu ocele v jednotlivých fázích výroby. Index "nat" odpovídá složení lázně po na tavení, index "odp" složení lázně před odpichem* tfdaje označené součtem +11 vystihují složení kovu po slití během odlévání do mezipánve
23 - 4 - Z porovnání jednotlivých údajů v tabulce je zřej: 4,že obsahy jak uhlí ku, tak airy a fosforu ve slitých podílech jsou velmi vyrovnány a ani obsahy minoritních prvků nevykazují podstatných rozdílů (podíl E4+E1 byl určen pro dolití hlavy ingotu)* Dále je zřejmé,se redukční strusky z EO-peeí způsobily předpokládané snížení celkového obsahu kyslíku v kovu a další působení vakuové desoxidaee upravilo koncentraci kyslíku na hodnotu ppm, což odpovídá obsahu ozidických vměstků ppm. Tato čistota byla zjištěna ze vzorků z již vykovaného prsténce. Takt é S odpichové a licí teploty byly vyrovnané,což svědčí o správném vedení teplotního režimu v jednotlivých pecích. Z minoritních prvků doznaly určité změny pouze obsahy arzénu a kobaltu. Porovnáním údajů v tabulce III a IV lze dojít ke z Jist Sní, že zvýšení obsahu arzénu v SM-pochodu je nejpravděpodobněji způsobeno přídavky f err omangánu, obdobně v rafinační periodě u pecí E1 a E4 přídavkem nízkouhlíkového ferromanganu místo Mikovu,který byl použit u pecí E2 a E3. Přírůstek obsahu kobaltu u SM-taveb dlužno též přičíst na vrub přísadě ferromanganu,zatímco u pochodu na pecíoh E2 a E3 přísadě ferrochromu,rebp.silikochromu.neboí na těchto pecích byla vytavena předslitina s obsahem chrómu cca 8 Obsah niklu,který by mohl největší měrou ovlivnit přírůstek kobaltu,se nemohl výrazně pro jevit.poněvadž jeho obsah ve všech lázních se pohyboval v rozmezí 1,0-1,4 % Konečně lze konstatovat,že jak při natavení,tak po slití jednotlivých podílů ocelí nedosáhly obsahy minoritních prvků ani zdaleka maximálně přípustných koncentrací,což svědčí o oprávněnosti pečlivé přípravy základní vsázky a výběru legujících přísad. 4» Hodnocení.jakosti ocelí pro tlakové nádoby Poznatky uvedené v předcházející kapitole lze dnes potvrdit výsledky z více jak pětiletého provozování slévané technologie v ocelárně k.pjškoda Plzeň. Je však zřejmé,že tato komplikovaná a náročná technologie nutně s sebou nese řadu potíží vyplývajících z ryze obecné charakteristiky výroby oceli* Tyto těžkosti je pak nutno řešit případ od případu,vždy však s hlavním cílem,totiž docílit,aby konečný výrobek odpovídal požadovaným parametrům* Pro podporu tohoto tvrzení je možno uvést výsledky ze statistického zpracování hodnot chemického složení ze 30 taveb oceli 15CH2MPA / 2/. Výsledky uvedené v tabulce V vykazují mezi sebou - ó -
24 - 5 - velmi malé rozdíly,u doprovodných a minoritních, prvků i you, dosahovány velmi nízké hodnoty* Při porovnání výsledků z oceli ASTM A 508 tř.3 (ocel CrNUflo) zpracovaných stejným způsobem fimnou CREUSOT - LOIRE /4/ se ukázalo,že obsahy fosforu a síry jsou ve výkovcích z ocelí 15CH2MPA vyšší,ale naproti tomu obsahy minoritních prvků jsou téměř o 50 % nižší (tabulka VI). Dalším potvrzením oprávněnosti a spolehlivosti slévané technologie Jsou údaje v tabulce 711. Zde jsou uvedeny obsahy doprovodnýoh a minoritních prvků v jednotlivých slitých podílech oceli pro dosud vyrobené ingoty o hmotnosti I 195 pro díly reaktorů W E R 1000 v ocelárně k.p.skoda Plzeňo Zároveň jsou v této tabulce pro porovnání uvedeny limitní koncentrace pro oba druhy vyrábšnýďu ocelí, Z uvedených hodnot vyplývá,že ve všech případech byly tyto obsahy podkro6eny,resp. u uhlíku bylo dosaženo předepsané rozmezí. Taktéž u ostatních legujících prvků (mangan,křemík,chrom,nikl,molybden),které v této tabulce nejsou uvedeny,bylo dosaženo předepsaných limitů* Pro doplnění názoru jsou zaneseny v tabulce údaje dusíku,kyslíku,reep.aktivního kyslíku a licí teploty. Lze konstatovat,že průběh technologického pochodu byl u všech sledovaných taveb velmi obdobný. Ze studie /2/ dále vyplývá,že i statistické hodnocení mechanických vlastností prokázale vyrovnanost dosažených hodnot ve všech sledovaných případech,při čemž rozptyl údajů byl velmi malý. Rovněž u hodnot vrubové houževnatosti bylo dosaženo dostatečných rezerv ve srovnání s hodnotami požadovanými. 5. Závěr 7 rámci zavádění jaderného programu *.k.p.skoda Plzeň byl v ocelárně podniku vypracován a osvojen technologický postup spočívající v účelném spojení metalurgie v SM-pecích a v elektrických obloukových pecích s navazujícím zpracováním slitých podílů oceli odléváním do vakua* Technologie umožňuje vyrábět široký sortiment ingotů až do hmotnosti 195 t. Pro zajištění požadované metalurgické čistoty se ukázala jako nezbytná příprava předtavené vsázky a pečlivý výběr legujících a rafinasních přísad,kromě přísného dodržování předepsané technologie na všech pecních agregátech. Statistické zpracování souboru výsledků chemického složení a mechanických vlastností ocelí potvrdilo oprávněnost a spolehlivost osvojené metalurgie. 431 "7
25 - 6 -,6* Literatura /1/ Kolektiv autorů : Oceli pro jadernou energetiku,teviíh Praha (1976),5.17 /2/ Brynda J.,Brumovský li,; Mechanické vlastnosti vyráběných dílů tlakovýoh nádob reaktorů TVER HO,sborník rv ae i^mináře ZP SSVTS IÍVZtf ákoda Plaen (1979) "/3/ Onodero S^aídalií-sÄertelsIfcrlPowe^.> '; ; ' Japan.čsl.-Japonské eympoaiiim Tokio (1977) '1- /4/ Cadion L, a další : Evolution métallurgique des pieces ' '^"'Vv,.^ forgoes de* f ort ópaieaeur en acier f aiblement <:; allié pour cuves de réacteurs des chaudieree nucléaires PWR,RevJlétallurgie 9.(1977)
26 Tab. I. Chemické složení ocelí nro tlaková nádoby ( * hm. drah oceli ttavuio CzffioT CrHlMo Stát USA, Francie USA, Francie HSR, Japonsko NSR, Japonsko SSSR SSSR USA 0 max* 0,25 0,15 0,25 0,17 0,25 0,17 0,25 0,13 0,18 0,16 0,21 0,22 0,27 0,13 0,18 0,13 0,18 maz 0,23 SI 0,15 0,30 0,15 0,35 0,15 0,30 0,15 0,35 P,17 0Í37 n n 0,17 0,37 0,17 0,38 0,20 0,35 Mn. 1,15 1,50 1,20 1 t 50 1,15 1,50 0*50 1,00 0,30 0,60 n n 0,30 0,60 0,30 0,60 max 0,40 P max 0,012 max 0,025 max 0,010 max 0,010 max 0,025 a n max 0,020 max 0,012 max 0,010 S Max 0,015 max 0,025 max 0,010 nifty 0,010 nwr 0*025 n n max 0,020 max 0,010 max 0,010 Or - max 0,20 0,30 0,50 2,50 3,00 n 2,80 3,30 1,70 2,40 1,70 2,40 1,50 2,00 Hi 0,40 0,70 0,40 0,80 0,40 0,70 0,50 1,00 max 0,40 «n 1,00 t f *o 1,00 1,50 3,00 4,00 Ho 0,45 0,60 0,45 0,60 0,40 0,60 0,60 0,80 0,60 0,80 n n 0,50 0,70 0,50 0,70 0,45 0,60 V 0,05 max 0,03 max 0,05 0,25 0,35 n n 0,12 max 0,12 max 0,03 Cu 0,10 max 0,10 max 0,10 0,10 max 0,15 n n 0,15 max 0,10 max 0,10
27 'TO Tab. II. mrvků u ooell Vľŕrobak Šlaková nádoba Aktivní zóna P 0,025 o.oto S ,012 Cu 0,15 0,10 Co 0,020 0,020 Afl 0,050 0,010 Sb - 0,005. Sn - 0,005 Poznámka s Součet P + Sn + Sb nemá překročit hodnotu 0,015, 2%». 71 # Značka oceli A 508 tř. 3 15GH2MPA Rozdíl Co 0,018 0,010 0,008 Hi 0,016 0,009 0,007 Sa 0,013 0,007 0,006 IT«OfcsfKh nažiatot v použitých- a přísadách Přísada předtavba í P 0,009 S 0,011 As 0,006 Co 0,006 Sn 0,005 Sb 0,002 PVK fápno TeMn - SHP Feln - SOP Mn - kov SiCr PaCr lesi ( 75 % ) PeV li ( kail;* ) 0,021 0,019 0,039 0,029 lit. 0,073 0,024 0,032 0,024-0,011 0,110 0,015 0,008 0,046 0,003 0t. St ,011-0,010 0,008 0,012 Of*. at. St. St. - 0,003-0,017 0,030 0,001 0,018 0,038 0,005 0,002 0,048 0,003 < * V- St. Bt. Bt. St. St. St. St. 0,001-0#«Q2 0,001 St. St. et. St. St. -
28 Ohr.A 7/ Pee Vzorek s Aa Co Sn Sb \ S 2 M IT nat odp nat odp 0,69 0,23 2 f 20 0,11 60 I E 2 + M IV [O» f I E 3 U III nat odp nat odp 0,90 0,32 1,99 0, p 3 + M III 10, E 4 E 1 nat odp nat odp 0,83 0,10 0 t 79 0, E 4 + E 1 0 # 12 i I 195 Tab* III* ežiatot a doprov Poznámta s V uhlíku označen ( z ) jsou všechny hodnoty uvedeny v % hnu
29
30
31
32 Inc. Karel liatôjovio, CSc., ins. Josof Skála, CSc. t Julius Jolíía, tíipl. tech., Josef Tycar VIIJ škoda, Plzeň VI.IV TECHNOLOGICKÝCH FAKTOHfi NA CKBZilCgOU CISTCXU VBLIgfCH KOVÁŘSKÝCH INGOTfl Anotace: V 5lánku je popsán vliv technologických, faktorů,ovlivňující chemickou čistotu kovářských incotů. Uvedené výsledky se vztahují k ocelím typu CrMoV a CrNiMoV. Získané údaje chemického složení jsou statisticky vyhodnoceny v závislosti na velikosti ingotu, jejichž hmotnost se pohybuje v rozmezí t. i3 9
33 tfvod Chemická Čistota kovářských ingotů je jedním ze základních předpokladů pro zvládnutí jakostní výroby strojních zařínoní vystavených za provozu snačnému namáhání a v souladu s tím i pro Kvýšení životnosti a účinnosti těchto zařízení a jejich uplatnsní na mezinárodních trzích. Proto přední výrobci takových zařízení věnují výrobním technologiím, které zlepaují chemickou čistotu ocolí f mimořádnou pozornost. Svědčí o tom četné odborné konference, vědecká sympozia a publikaoe (l, 2, 3, 4, 5). Zatímco problematika chemické čistoty u malých několika tunových ingotů jo podstatně jednodužssí a lao ji řešit běžnými zásahy do technologického postupu výroby, stává se stojná problematika u voloch ingotu, dosahujících luno t nos t i přibližně 100 tttn i více, řoaitolná jen obtížně. Podmínky jakostní výroby jsou zhoršeny tím, že se stoupající hmotností ingotu dochází při stávající technologické úrovni výroby k značnému zvýšení segregaôních účinků no žádoucích prvků, zejména fosforu a síry a se zvyšujícími se parametry výrobku dochází současně až k neúnosnému zvýšení požadavků na chemickou čistotu. Jedny z nejdůložitějsích výrobků, které představují význačný nárůst hmotnostních i jakostních parametrů, jsou těžké výkovky pro energetické strojírenství, a to at so jodná o klasickou Si jadernou energetiku. Růst hmotnosti ingotů pro výkovky rotorů turbosoustrojí a pro tlakové nádoby v závislosti na výkonu zařízení schematicky znázorňuje obr. 1. Přitom je božné, žo obsah nečistot, např. fosforu a síry se ů malých ingotů toleruje v rozmezí 0,020-0,030, ale u velkých ingotů se jednoznačně požaduje jejich obsah pod 0,020 J> a zpravidla i pod 0,010 fj. Velmi nízký obsah nečistot zejména u oceli pro jaderné reaktory, je určován tím, že oeol je velmi přísně posuzována jednak z hlediska přípustnosti defektů a jednak z hlediska pevnostního namáhání a radiačního poškození a tomu odpovídajícím požadavkům na mechanické vlastnosti* Zabezpočit všestranně celý komplex technických požadavků na jakost oceli pro rozhodující výrobky energetického strqjírcnotví je volmi náročné a vyžaduje soustavný výzkum a vývoj jak v oblasti technologie výroby oceli, tak i investiční výstavbu, umožňující realizaci výsledků výzkumu. Cílem výzkumných prací ve sledované etapě bylo posoudit i4lv výrobních faktorů na chemickou Čistotu oceli a statisticky zhodnotit výsledky docilované u velkých kovářských ingotů v současných výrobních podmínkách. 2. Charakteristika výrobních faktorii or-livňujici chemickou čistotu oceli Výrobní faktory, ovlivňující čistotu ocoli, se uplatňují jak v oblasti výběru vhodných surovin, tak i v oblasti technologie tavení oceli a odlévání ingotů* Vysoké požadavky na metalurgickou čistotu s minimálním obsahem síry, fosforu, i 0
34 - 3 - módi, kyslíku, činu, antimonu j arsenu, prípadne i kobaltu, si vyžádaly speciální prípravu základní vsázky do elcktroi! obloukových i siemensmartinských peci. Používá se poislivô! třídfíný Šrot a svlásí připravená primární vsáska, obsahující i minimální množství výuc uvedených nežádoucích doprovodných ; prvků. Specielní primární vsázku tvoří ingoty vyrobené rafii;. nací jakostního šrotu a litiny v siemensraartinské poci a od-! lití do vhodného formátu pro vsázení clo sieraensmartiaských j; i oloktroobloukových pecí. Přodtovenó ingoty obsahují tnaxii málnô 0,015 í fosforu a oíryj m;;oí:r.tví ostatních prvlců jo I upravonó tak, aby bylo možno dosáhnout cílové ohomické sloj zení oceli pro určený výrobok. Základní skladbu vsásky do :. siomor sraartinských pecí tvorí 80 # kvalitního surového žžolo- : za (PVK, Ií-litina) a 20 $ pf-odtavených incotů a do elektroobloxilcovó po co 90 ' o pred tavených ingotu a 10 $ surového 2o-! leza* Popsaným spůsobom se potlai'ilo zajistit vsázlcu,umožňu-! jící na jedno strano zajistit požadovanou tavbovou chemickou <! ^' íistotu a na druhé straně vytvořit konstantní podmínky pro raetalurciclcý procos vaoch taveb z hlediska vsázkových surovin. Technologie tavení oceli vychásí z ÚĽ oiného spojení a vzájomného působoní motalurgie 110 siemensmartinslcých a eloktroobloul'ových pecích. íla elektroobloulcových pecích se vytaví prodslitina, obsahující vwechny legující prvky s vysstíí aktivitou ke kyslíku,neiš k žolcau a v siemenstiartinských pecích se vytaví neulrlidncná ocel. Pi ; o<1slitina v olektroobloulcových pecích je komplexně logována, oxidační bazická struska má vysokou oxidační schopnost, závísr oxidační periody se provádí kusovým hliníkem a redukíní perioda se zahajuje přísadou drceného ferosilicia a hliníkové krupice. Současně se přidává nískoulilíkový feroclirora. ICc zvýgeaí reaktívnosti redukoní struslej' so přidává karbid vápníku. Před odpichem se přidává část forosillcia do pece a zbytok do odpichové pánve. Teplota lásneš při odpichu musí být minimálnu 1 6^ C. V sásaditú sientensmartinské peci se vyrábí neuklidněná ocel, t. j. ocel bez konečné desoxidace* Teplota lázně musí být minimálnu 1 6kO C a k aajiatční minimálního obsahu síry v tavenine nesmí její obsah v topném médiu překročit hodnotu 1 g/2ím3. Podmínkou žádoucí defosforisace a desulfurace je dostatečná bozicita (cca 5 f 0-8,5) a vhodná viskozita strusky, dokonale prohřátá lázeň s todlotou okolo C a s intenzivním uhlíkovým varem (0,6 % O/hod). Odlévání ingotů se provádí sléváním martinské oceli a oloktrooceli přes mozipáiiev do koki,ly umístěné ve vakuován kesonu. Při odlévání se do pánve vypustí nejdříve eloktrooccl i s redukční struskou a do této taveniny se vypustí martinská iiouklidnčná ocel. Z této pánve so pak vypouotí ocel přes mezipánev do kokily v kesonu za podtlaku
35 Pa a při teplotě v rozmezí cca C. Podlo současného technického pojetí představuje ocel o vysoké metalurgické čistotě vždy ocel s minimální m obsahom vtněstků, bez defoktů nebo jen s volmi úzce vymezeným přípustným množstvím defektů struktury a s vysokou chemickou čistotou, t. zn. s předepsaným obsahem jednotlivých prvlíůj a to Věta lnou ve velmi úzkém tolerančním rosmozí a s minimálním obsahom plynů a dalších nežádoucích stopových prvků* K zabezpečení uvedených požadavků jsou dnes celosvětově jednak zdokonalovány stávající technologické procesy; vycházející z existujícího technologického zařízení, jednak jsou vyvíjeny a zaváděny nové speciální technologic s novými technologickými agregáty. Jednou z cest pro výrobu velkých kovářských ingotů o vysoké čistotě, která se navádí i v ČSSR, představuje rafinaco oceli v pánvi podle systému ASEA-SKF nebo FINKL-1I0HR (6, 7). Odlišnost obou procesů spočívá v tom, že systém FINKL-MOIľl! má pouze jodnu stanici určenou jak pro vakuování, tak i pro ohřev, přičemž lázeň, se míchá vháněním argonu prodyšnou tvárnicí umístěnou na dně pánve, zatímco systém ASEA-SKF má dvě stanice a indukční cívku pro míchání lázně. Podstata obou systémů spočívá v dokonalé tepelné a chemické homogenizaci taveniny vlivem indukčního míchání nebo vhánění argonu do lázně, v dokonalém vakuovém odplynení, v možnosti libovolně regulovat teplotu, odpovídající termodynamickému stavu, při němž jsou právě požadované reakce (napr. dosulfuraee) nejúčinnější a v neposední řadě i v tom, že v pánvi může ocel setrvávat "libovolně* 1 dlouhou dobu, aniž by došlo ke zhoršeni její jakosti. Kromě tohoto postupu jsou sledovány dalsi možnosti zlepšení technologie. Jedná se o optimalizaci metalurgického procesu, zejména ve fázi dezoxidace taveniny, který jednak minimalizuje obsah nežádoucích složek a jednak napomáhá k výskytu těchto složek, resp. fází, ve vhodném morfologickom uspořádání (globularizace karbidů, karbonitriiů, oxikarbidů, oxisulfidů a pod*)* Výše popsaná technclogie kombinace bazického martinského a elektropecního pochodu s desoxidaci martinské ocole v pánvi, podmíněná přiměřeným výběrem vsázky, poskytuje možnosti i záruky pro výrobu vysoce jakostní oceli pro nejvíce namáhaná zařízení v energetickém strojírenství ve stávajících výrobních podmínkách metalurgicko základny. Tato metalurgie umožňuje v konstrukčních ocelíš typu CrMoV a CrNiMoV dosáhnout následující minimální obsahy nežádoucích prvků, a to i pro ty největší kovářské ingoty. max. 0,010-0,015 P a S max. 0,020 <?<> Co max. 0,005 % Sn a Sb max. Q,0Í» fj O max. 0,010 # As max. 0,0& N max. 0,10?» On 2 cm3/l00 g H Vzhledem k tomu, že obsah stopových prvkťi Sn, Sb, As, Cu a Co je v podstatě určen jejich množstvím ve vsázkových
36 surovinách a v průběhu metalurgického proces;* i bčhom tuhnuti ao jejich obsah výrasnoji nemění a obsah plynů 0, N, H souvisí bezprostředně s úrovni dozoxidace a vakuového odplynení a pro dawný metalurgický proces jsou více či méně jejich obsahy konstantní, je v dalším bádání zamořena pozornost na obsah fosforu a síry. Obsah těchto prvků je ovlivněn výrobními faktory jak bylo již dříve popsáno a navíc u nich dochází 1; výrazné segregaci v průběhu chladnutí taveniny v kokile, což může podstatná zhoršit jakost oceli i v těch prípadoch, kdy jejich obsah podle tavbové analýzy vyhovuje tecliniekým požadavkům. Protožo značnou segragaci vzbuzuje i uhlík, který citlivě ovlivňuje volbu optimálního toplotniho ro&imu při t«polném zpracování, je do dalších prací zahrnut i tento prvok. 2 obr. 2 jsou zřojraé obsahy uvedených prvjců vo střední části ingotů o hmotnosti 135 * (8). Z výsledků práce vyplývá, že rozdíly v obsazích prvfcťi směrem oď hlavy k půdě jsoii^vyusitelnó Části ingotu přibližně 100 fí u uhlíku/c max. - C min... < \ 70 # u fosforu i n r ť Ciian. ' ' f a 130 í* u sir>-. Vztáhnome-li nalezené hodnoty k tavbovým analýzám, pak dostáváme tyto rozdíly v obsazích prvků asi poloviční, ale i tak značně vybočují z předepsaného rozmezí pro tavbovou analýzu. Tyto rozdíly chemického složení u skutečných výrobků oď přodpisu tavbové analýzy značně komplikují a ztěžují podmínky vo výrobě při dalším zpracování polotovarů. V některých prípadoch musí dojít dokonce i k vyřazeni výrobku z další výroby, aby nodošlo k ohrožení spolehlivosti a boapočnosti provozu finálního výrobku. Dosavadní popsané výrobní faktory a výrobní technologie ovlivňují chemickou čistotu taveniny, vytváří určité vstupní předpoklady pro zlepšení čistoty oceli, ale ve svých důsledcích se nepodílí, a ani se nemohou podílet, na procesu tuhnuti oceli a tudíž neovlivňuji segregaci sledovaných prvků a jo jí škodlivé účinky. X ocel s vysokou chemickou čistotou v tekutém stavu má za stávajících podmínek odléváni a chladnutí podstatně zhoršenou jakost ve studeném ingotu. Sogregační jovy jsou zvláší příznačné pro volké kovářské ingoty, u nichž se s nimi vyrovnáváme jen velmi obtížně i při vakuovém odlévání ingotů, mnohdy za cenu ústupků v požadavcích na jakost. I při uplatněni moderních technologií, ovlivňující účinně proces taveni, bude v budoucnu stále aktuálnější problematika zvládnutí procesu řízené krystalizace, at již to jo proces elektrostruskového přetavováni nebo svařováni, případně i jiné procesy. Eliminace účinků segregace v průběhu tváření ingotů je jen částečná vlivem difusního vyrovnávání koncentračního spádu při vysokých teplotách tváření* případně vliven odstranění nežádoucích sogregačních částí ingotu, pokud to technologie tváření umožňuje. Chemická čistota velkých kovářských ingotů jo rozhodujícím způsobem ovlivněna právě homogenitou a nízkým obsahem siry a fosforu v tavenine i v hotovém výrobku a případně též homogonitou uhlíku. Proto je rozboru těchto faktorů věnována v další části mimořádná pozornost s hlediska statistického hodnoconi a pravděpodobnosti výskytu nežádoucích
37 - ó - otavů, 3. Statistické vyhochgooeui chemické heterogenity uhlíjai, síry a fosforu Statistickérau vyhodnocení byly podrobeny kovávst:é ingoty o hmotnosti 8f> t - 32 ks, 110 t - 15 ks a 135 t - 45 ks, Cellrcra bylo vyhodnoceno 92 ks ingotu n jediného typu oceli CŕMoV s předepsaným obsahom uhlíku v tavbové analýze 0 f 13~ - 0,18 #, síry a fosforu max. 0,025 1». Výsledky z oceli typu CrlíiMoV do statistického hodnocení zahrnuty nebyly, neboí neposltytovaly dostatočnou četnost (6 případů), lyto hodnoty so vztahují k ingotům o hmotnosti 200 t a podle tavbových analýz se obsah uhlíku vyskytoval v rozmezí 0,13-0,17 /», obsah síry v rozmezí 0,003-0,018 : a obsah fosforu v rozmpzí 0,009-0,011 %>, Nutno však pod o tlen out, že u ocoli CrNiMoV byla uplatněna zvláštní technologická opatrení pri výběru vsázky směrující k dalšímu snížení obsahu síry a fosforu, a to v jedné alternativě na max. 0,010 ;í S 1 P. Docílené výsledky pravděpodobnosti výskytu uhlíku, síry a fosforu jsou statisticky vyhodnoceny na obr. 3, 4 a 5«Při studiu statistického rozložení sledovaných prvků se ukázalo, že pravděpodobnost výskytu určitého množství prvku je na velikosti ingotu v sledovaném hmotnostním rozmezí t téměř nezávislá. Pouze u uhlíku bylo možno pozorovat nepatrnou tendenci k častějšímu výskytu vyšších hodnot joho obsahu u ingotu hmotnosti 135 t. Z hlediska statistického hodnocení však je tento vliv zcela zanedbatelný* Podobně i při posuzování vlivu místa odběru se prokázal velmi blízký průběh křivek četnosti jak pro analýzy hlavové části, tak i půdní části ingotu, a to co do velikosti i polohy maximální četnosti. Nutno však zdůraznit, Se ve většině případech so jednalo o duté výkovky tvaru prstenců, u nichž středové části ingotu se zvýšenou segregací jsou odstraňovány děrováním. 4, Závěr 27a základě výsledků docílených u souboru 92 provozních taveb určených k výx*obě velkých kovářských ingotů o hmotnosti t, prípadne i 200 t, lze konstatovat: a) Použitá metalurgie výroby oceli typu Cr Mo V i CrNiMoV, využívající "kombinace bázické oartinlké neuklidněné oceli s clektroocelí, umožňuje v daných výrobních podmínkách zajistit požadovanou chemickou čistotu. b) V sledovaném rozmezí hmotnosti ingotů t se výraznějším způsobem neprojevil vliv velikosti ingotu, ani místa odboru (hlava, půda) na rozloženi křivky četnosti. c) Křivko četnosti tavbových analýz uhlíku a síry vykazuje maximum při vywších hodnotách, než-li krivica četnosti analýz 2 kusu (posunutí činí cca 20 l,o). Maxima křivek četnosti fosforu odpovídají stejnému obsahu v tavbové analýze i analýze z kusu. tí) läasima křivek četnosti se vyskytují piŕi následujících hodnotách obsahu daného prvku: obsah ulili ku - tavbová analýza: 0,17 ^ - analýza z kusu: 0,l4-0 f l6fá obsah síry - tavbová analýza: 0,020 - analysa z kusu: 0,015-0,016^>
38 - 7 - obsah fosforu - tavbová analýza: ý G,0l4, *-> - analysa analýza z kusu: 0,01^ 5* o) Při dodrženi předopsanálio rozmezí obsahu CfeiS v tavbové analýze nelze poskytnout 100 $ní záruku k zajištěni stejného rozmezí obsahu v analýze z kusu. Ulilík vykazuý ojedinělé případy nepatrného rozptylu hodnot při podkročení a přokro- Sení dovoleného rozraezí /+ 0,01 # \ a síra ojediněle překrai - 0,03 *!/ Suje dovolenou hranici až o + 0,004 *o. f ) Technologie děrování ingotu při výrobs dutých výkovků velmi přiznivo ovlivňuje chemickou heterogenitu výkovku a podstatns omezuje Škodlivé úcinky segregace ulolilcu, siry a fosforu. 5. Literatura, (1) Onodero S. a kol.: Materials for Power Engineering in Japan (sympózium, Tokyo, 1977) (2) Kawaguchi a kol.: Challenge to Manufacture of Large Forcings from 500 Mitric ton Steel Ingots (Mezinárodní konference, Pařía, 1975) Í3) Ocoli a slitiny pro jadernou energetiku (Sborník referátů zo semináře, ČSVTS ÚVZÔ o. p. Skoda, Plzeň, 1979) (k) Výroba oceli o vysoké čistote (Sborník referátů z konference, ČSVTS ŮVZÓ o. p. Skoda, Plzeň, 1978) (5) Kle tečka Z., BaráSková L., Kepka M., MatSjovic K,, Mocok J.: Chemical inhomogenoity of large forging ingots (Fourth International Conf., England, 1980) (6) Firemní katalog ASEA - SKF < (7) Kepka M.: Rafinace a odlévání vellcých kovářských ingotů, Hutník, S. 2/1978 (8) Matejovic K., Jelša J.: Výzkumná zpráva Skoda, M
39
40
41
42
43
44 .Jaroslav Indra,CSc,k.p. Skoda Plzeň,ZES Ing.Lydie Baráčková.k.p, škoda, Plzeň, ÚVZÚ 1 VADY V POLOTOVARECH PRO DÍLY TLAKOVĚ NADCBY REAKTORU WER 440 Výskyt vad indikovaných ultrazvukovou zkouškou v polotovarech pro tlakovou nádobu reaktoru WER 440 v souvislosti s technologii ošetřováni hlav ingotu Z 135 * oceli 15CH2MFA. Metody aplikované při průzkumu a identifikaci těchto vad, příklady rozměrů vad, chemického složení nekovové hmoty tvořící vady a dokumentace* Opatření provedená ve výrobě - úprava odseků. V fis. podmínkách Je k výrobě dílů tlakové nádoby reaktoru WER 440 používáno mj. i 5 ks ingotu I 135 o hmotnosti kg, z nichž 2 ks z oceli 15CH2MFA určené na hladký prstenec dlouhý a hrdlový prstenec dolní jsou využity na maximum povolené technologickou směrnicí výrobce ingotu. V sovětské praxi jsou uvedené díly vyráběny z ingotů o hmotnosti kg. Sériovou výrobu ingotů I 139 si vynutila Jaderná energetika, jejímu zavedení však stály v cestě objektivní překážky, zejména nosnost jeřábu v licím poli 125 t a přepravitelnost ingotu z ocelárny k.p. Skoda do kovárny o.p. VÍTKOVICE stávajícím vagónem pro přepravu teplých ingotů 8 nedostatečnou ložnou délkou i nosností. Neodkladná potřeba ingotů I 135 vyžadovala rychlé vyřešení naznačených problémů a tak bylo přistoupeno k výrobě ingotů s hlavou zkrácenou,avšak exotermicky ošetřenou. Po odlití kg oceli se hladina v nedolité hlavě ingotu pokryla neutrálním zásypem a potom exotermickým zásypem. Exotermické ošetření hlavy ingotu umožnilo v postačující míře snížit hmotnost a zkrátit délku ingotu. Ve světové praxi je exotermické ošetřování hlav ingotů používáno. S ohledem na existenci sedimentačního kužele bylo by žádoucí zvětšit půdní nástavec, ale z přepravních důvodů je tč. poddimenzován. Vadv po exotennlckém ošetření hlavy ingotu Po úspěšném odlití a zpracováni několika ingotů I 135 s exotermicky ošetřenou zkrácenou hlavou byly u polotovaru hladkého prstence dlouhého /č. tavby 19672/ při kontrole ultrazvukem objeveny vady v nepřípustné velikosti a četnosti a ve vzdálenosti mm od patní strany se neleskla oblast vad, místy propojených v sou- 45-1
45 "fôi Vislou necelistvost. Do výšky 800 mm od patního konce polotovar nevyhověl požadavkům technických podmínek, ve zbylé části o výšce 2190 mm nebyly však při předepsané citlivosti Dn «2,2mm a ani při zvýšené citlivosti Dn = 1,6 mm, nalezeny žádné indikace; protože jakost materiálu vyhověla všem požadavkům technických podmínek včetně doplňkových zkoušek, bylo možno tuto část polotovaru využít pro jiný prstenec tlakové nádoby. Obdobný výskyt vad, ale v menším rozsahu se opakoval. Šlo o pásmo vad při vnitřním povrchu ve výši cca 600 mm od patního konce s přidruženými menrími oblastmi vad a větším počtem jednotlivých vad. Byly proto z odpíchnutého zbytku polotovaru /č.tavby 19672/ odebrány zkušební vzorky reprezentující pásmo vad, malé oblasti vad i jednotlivé vady, a to za účelem identifikace vad vcetnř určení jejich původu a také posouzení jairosti materiálu v okolí vad. K tomu účelu byly aplikovány v menším rozsahu některé dále uvedené pracovní metody. Po zhodnocení výsledků bylo odvozeno, že pásmo vad je tvořeno necelistvostí vyplněnou jednak kompaktní hmotou, jednak práškovým podílem téhož charakteru. Menší oblasti vad i jednotlivé vady jsou v podstatě také necelistvosti vyplněné ulpívající kompaktní hmotou bez práškového podílu. Hmota v necelistvostech je exogenního původu, obsahuje oxidy CaO, MgO, A1 2 O,, Na 2 0, K 2 Q a Ti0 2, z nich? některé se vyskytují ve strusce, avšak i v zásypechk.ošetřování hlav. Nalezená množství a obsah T10 2 odpovídají tepelně izolačnímu zásypu. Bezprostřední okolí pásma vad charakterizováno je neobvykle vyrokým obsahem oxidických vměstků /až 0,09%/, kdežto v oblastech oceli mimo vady je jeich obsah nízký /cca 0,006%/. Trhliny při vadách a jejich okolí zjištěny nebyly. Po přihlédnutí k odvozeným poznatkům bylo exotermické ošetř* - vání zkrácené hlavy ingotu I 135 nahrazeno odlévanou hlavou; po splnění funkce je hlava zkrácena řezáním kyslíkem. Skutečnost, že vady popsaného typu se v polotovarech již neobjevují, svědčí o odstranění příčiny jejich vzniku.
46 i ', i i Vady vyskytující se při stávající technologii * V sériové výrobě se ojediněle vyskytují vady i u prstenců z ingotu I 135 s normální hlavou. Byly nalezeny již při informativní ultrazvukové kontrole polotovaru ve stavu žíhaném a ohrubovaném, vesměs při patním konci, zpravidla při vnitřním povrchu jako jednotlivé vady a menší oblasti vad. Postiženy byly polotovary hladkého prstence dlouhého a hrdlového prstence dolního, t.j, polotovary, u nichž využití ingotu dosahuje maxima, ' yto případy byly řešeny náhradním využitím polotovaru. Typickým a přitom až dosud nejvíce postiženým byl polotovar hladkého prstence dlouhého /č.tavby 25813/, u něhož se do vzdálenosti až 390 mm od patního konce nalezlo 15 ojedinelých vad a 7 menších oblastí vad. Protože polotovar v rozsahu výšky 2600 mm všestranně vyhověl požadavkům technických podmínek i doplňkovým zkouškám, byl využit k výrobě hladkého prstence krátkého, S cílem stanovit charakter indikovaných vad byl připraven z některých výkovků experimentální materiál odvrtáním na jádro podle souřadnic ultrazvukových nálezů, V některých případech bylo provedeno zpřesnění polohy vad rentgenovými snímky, j } Pracovní metody použité k identifikaci vad > Poznatky z makroskopického posouzení jedné povrchové vady vedly ke zjištění, že se opět nejedná o trhliny, ale o necelistvosti vyplněné nekovovou hmotou. Podle toho byla provedena volba pracovních postupů vhodných pro analýzu nejen těchto vad, ale hlavně vad vnitřních. S ohledem na požadavek porovnání výsledků ultrazvukových zkoušek $ výsledků materiálové analýzy co d velikostních parametrů, bylo provedeno zjištování tvaru a velikosti tfchto necelistvortí. Pro tento účel bylo provedeno řezání radiálních vývrtů až na hranoly o rozměrech 12x12x60 mm, měření vad na řezných plochách pokud se objevily a jejich rozměrová bilance. Nřkeré z takto získaných hranolů bylo možné rozlomit statickým ohybem tak, aby se necelistvosti uplatnily vrubovým účinkem. Takto hmota mohla být ze vzorků sejmuta a chemicky analyzována. Povrchy necelistvosti byly potom vyšetřovány metodou řádkovací elektronové mikroskopie. Optická mikroskopie byla aplikována při vyšetřování menších vad a při vyšetřování zakončení vad hrubších. Dá]e se týkala sta- 1SÔ
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti. Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor
 Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ
 NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
Briketované ztekucovadlo rafinačních strusek (briketovaná syntetická struska)
") Briketované ztekucovadlo rafinačních strusek (briketovaná syntetická struska) Briketované ztekucovadlo rafinačních strusek je vyrobeno ze směsi korundového prášku, dolomitu a dalších přísad. Používá se
Briketované ztekucovadlo rafinačních strusek (briketovaná syntetická struska) Briketované ztekucovadlo rafinačních strusek je vyrobeno ze směsi korundového prášku, dolomitu a dalších přísad. Používá se
VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ JANČAR, D., HAŠEK, P.* TVARDEK,P.**
 METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY
 VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312
 ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře
 Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
Identifikace zkušebního postupu/metody PP 621 1.01 (ČSN ISO 9556, ČSN ISO 4935) PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)
 PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)") List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
6.3 Výrobky Způsob výroby volí výrobce. Pro minimální stupeň přetváření válcovaných a kovaných výrobků viz A4.
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Analýza vad odlitků víka diferenciálu. Konference studentské tvůrčí činnosti STČ 2008
 Analýza vad odlitků víka diferenciálu Konference studentské tvůrčí činnosti STČ 8 V Praze, dne 7.4.8 Petr Švácha 1.Anotace: Analýza možných důvodů vysokého výskytu vad tlakově litého odlitku. 2.Úvod: Práce
Analýza vad odlitků víka diferenciálu Konference studentské tvůrčí činnosti STČ 8 V Praze, dne 7.4.8 Petr Švácha 1.Anotace: Analýza možných důvodů vysokého výskytu vad tlakově litého odlitku. 2.Úvod: Práce
Výroba surového železa, oceli, litiny
 Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti.
 LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
SLITINY ŽELEZA. Přehled a výroba materiálu
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Posouzení stavu rychlořezné oceli protahovacího trnu
 Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Problematika využití primárních zdrojů železa v elektrické obloukové peci při výrobě vysoce čistých ocelí pro energetická zařízení
 Problematika využití primárních zdrojů železa v elektrické obloukové peci při výrobě vysoce čistých ocelí pro energetická zařízení Utilization of Primary Iron Sources in the Electric Arc Furnace when Making
Problematika využití primárních zdrojů železa v elektrické obloukové peci při výrobě vysoce čistých ocelí pro energetická zařízení Utilization of Primary Iron Sources in the Electric Arc Furnace when Making
1. V jakých typech sloučenin se železo v přírodě nachází? 2. Jmenujte příklad jedné železné rudy (název a vzorec):
:") ŽELEZO - cvičení 1. V jakých typech sloučenin se železo v přírodě nachází? 2. Jmenujte příklad jedné železné rudy (název a vzorec): 1. V jakých typech sloučenin se železo v přírodě nachází? V oxidech,
ŽELEZO - cvičení 1. V jakých typech sloučenin se železo v přírodě nachází? 2. Jmenujte příklad jedné železné rudy (název a vzorec): 1. V jakých typech sloučenin se železo v přírodě nachází? V oxidech,
MATERIÁLOVÁ PROBLEMATIKA SPALOVEN S VYŠŠÍMI PARAMETRY PÁRY
 MATERIÁLOVÁ PROBLEMATIKA SPALOVEN S VYŠŠÍMI PARAMETRY PÁRY Ing. Josef Cizner, CSc. SVÚM a.s., Podnikatelská 565, 190 11 Praha 9 V příspěvku jsou uvedeny laboratorní i provozní výsledky zkoušek vybraných
MATERIÁLOVÁ PROBLEMATIKA SPALOVEN S VYŠŠÍMI PARAMETRY PÁRY Ing. Josef Cizner, CSc. SVÚM a.s., Podnikatelská 565, 190 11 Praha 9 V příspěvku jsou uvedeny laboratorní i provozní výsledky zkoušek vybraných
MODELOVÁNÍ PROCESU TUHNUTÍ A CHEMICKÁ HETEROGENITA INGOTU OCELI JAKOSTI 26NiCrMoV115. ŽĎAS, a.s., Strojírenská 6, 59171 Žďár nad Sázavou, ČR
 MODELOVÁNÍ PROCESU TUHNUTÍ A CHEMICKÁ HETEROGENITA INGOTU OCELI JAKOSTI 26NiCrMoV115 Martin Balcar a, Rudolf Železný a, Ludvík Martínek a, Pavel Fila a, Jiří Bažan b, a ŽĎAS, a.s., Strojírenská 6, 59171
MODELOVÁNÍ PROCESU TUHNUTÍ A CHEMICKÁ HETEROGENITA INGOTU OCELI JAKOSTI 26NiCrMoV115 Martin Balcar a, Rudolf Železný a, Ludvík Martínek a, Pavel Fila a, Jiří Bažan b, a ŽĎAS, a.s., Strojírenská 6, 59171
VÝROBA SUPER CISTÝCH OCELÍ V PODMÍNKÁCH ŽDAS, a.s.
 VÝROBA SUPER CISTÝCH OCELÍ V PODMÍNKÁCH ŽDAS, a.s. Ludvík Martínek a), Martin Balcar a), Pavel Fila a), Jirí Bažan b), Zdenek Adolf b) a) b) ŽDAS, a.s., Strojírenská 6, 59171 Ždár nad Sázavou, CR VŠB TU
VÝROBA SUPER CISTÝCH OCELÍ V PODMÍNKÁCH ŽDAS, a.s. Ludvík Martínek a), Martin Balcar a), Pavel Fila a), Jirí Bažan b), Zdenek Adolf b) a) b) ŽDAS, a.s., Strojírenská 6, 59171 Ždár nad Sázavou, CR VŠB TU
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků
 Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky
 Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
- 120 - VLIV REAKTOROVÉHO PROSTŘEDl' NA ZKŘEHNUTI' Cr-Mo-V OCELI
 - 120 - VLIV REAKTOROVÉHO PROSTŘEDl' NA ZKŘEHNUTI' Cr-Mo-V OCELI Ing. K. Šplíchal, Ing. R. Axamit^RNDr. J. Otruba, Prof. Ing. J. Koutský, DrSc, ÚJV Řež 1. Úvod Rozvoj trhlin za účasti koroze v materiálech
- 120 - VLIV REAKTOROVÉHO PROSTŘEDl' NA ZKŘEHNUTI' Cr-Mo-V OCELI Ing. K. Šplíchal, Ing. R. Axamit^RNDr. J. Otruba, Prof. Ing. J. Koutský, DrSc, ÚJV Řež 1. Úvod Rozvoj trhlin za účasti koroze v materiálech
Výroba surového železa, výroba ocelí, výroba litin
 Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA. Jiří Stanislav
 OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Vítkovice výzkum a vývoj technické aplikace s.r.o. Pohraniční 693/31, 706 02 Ostrava Vítkovice, Česká republika
 Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
Zkouška rázem v ohybu. Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer. Jméno: St. skupina: Datum cvičení:
 BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Wöhlerova křivka (uhlíkové oceli výrazná mez únavy)
") Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Tlakové lití. Zpracování taveniny v tlakovém lití využívá:
 Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
TEORIE SLÉVÁNÍ. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Nová generace vysokovýkonných rychlořezných ocelí ASP 2000 Výrobce: Erasteel, Francie - Švédsko
 Bohdan Bolzano s.r.o. www.bolzano.cz Rychlořezné nástrojové oceli Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně,
Bohdan Bolzano s.r.o. www.bolzano.cz Rychlořezné nástrojové oceli Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně,
Projekty podpořené z programu TAČR
 Projekty podpořené z programu TAČR aktuálně řeší tyto projekty ALFA, EPSILON, EPSILON II a Centra kompetence podpořené Technologickou agenturou České republiky Technologická agentura České republiky je
Projekty podpořené z programu TAČR aktuálně řeší tyto projekty ALFA, EPSILON, EPSILON II a Centra kompetence podpořené Technologickou agenturou České republiky Technologická agentura České republiky je
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
POUŽITÍ TECHNICKO EKONOMICKÉ ANALYZY U TEKUTÉHO KOVU
 POUŽITÍ TECHNICKO EKONOMICKÉ ANALYZY U TEKUTÉHO KOVU Václav Figala a Václav Kafka b a) VŠB-TU Ostrava, FMMI, Katedra slévárenství,. listopadu, Ostrava Poruba, ČR, figala@volny.cz b) RACIO&RACIO, Vnitřní,
POUŽITÍ TECHNICKO EKONOMICKÉ ANALYZY U TEKUTÉHO KOVU Václav Figala a Václav Kafka b a) VŠB-TU Ostrava, FMMI, Katedra slévárenství,. listopadu, Ostrava Poruba, ČR, figala@volny.cz b) RACIO&RACIO, Vnitřní,
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
Technické materiály. Surové železo. Části vysoké pece. Suroviny pro vysokou pec
 Technické materiály - Technické materiály se dělí na kovové a nekovové - Kovové jsou ţelezné kovy ( oceli a litiny ) a neţelezné kovy ( lehlé: slitiny hliníku, těţké slitiny mědi ) Surové železo - Je měkké,
Technické materiály - Technické materiály se dělí na kovové a nekovové - Kovové jsou ţelezné kovy ( oceli a litiny ) a neţelezné kovy ( lehlé: slitiny hliníku, těţké slitiny mědi ) Surové železo - Je měkké,
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ
 Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
VLIV VSTUPNÍCH SUROVIN NA KVALITU VYSOKOTEPLOTNÍ KERAMIKY
 VLIV VSTUPNÍCH SUROVIN NA KVALITU VYSOKOTEPLOTNÍ KERAMIKY Miroslava KLÁROVÁ, Jozef VLČEK, Michaela TOPINKOVÁ, Jiří BURDA, Dalibor JANČAR, Hana OVČAČÍKOVÁ, Romana ŠVRČINOVÁ, Anežka VOLKOVÁ VŠB-TU Ostrava,
VLIV VSTUPNÍCH SUROVIN NA KVALITU VYSOKOTEPLOTNÍ KERAMIKY Miroslava KLÁROVÁ, Jozef VLČEK, Michaela TOPINKOVÁ, Jiří BURDA, Dalibor JANČAR, Hana OVČAČÍKOVÁ, Romana ŠVRČINOVÁ, Anežka VOLKOVÁ VŠB-TU Ostrava,
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
Přihlášeno 14. XI. 1970 (PV 7Gd3-70)
") ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU. Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ
 VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ SEEIF Ceramic,a.s., Rájec-Jestřebí, Česká Republika libor.bravansky@ceramic.cz
VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ SEEIF Ceramic,a.s., Rájec-Jestřebí, Česká Republika libor.bravansky@ceramic.cz
Nástrojové oceli. Ing. Karel Němec, Ph.D.
 Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
w w w. n a s t r o j o v e - o c e l i. c o m
 w w w. n a s t r o j o v e - o c e l i. c o m 1.2842/1.2510 1.2379 1.2080 1.1730 1.2312 1.2767 1.2162 1.2343 1.2343ESU 1.2083 1.3343 1.2210 ST52-3 platný od 1.7.2011 verze 2011.1 V katalogu naleznete velký
w w w. n a s t r o j o v e - o c e l i. c o m 1.2842/1.2510 1.2379 1.2080 1.1730 1.2312 1.2767 1.2162 1.2343 1.2343ESU 1.2083 1.3343 1.2210 ST52-3 platný od 1.7.2011 verze 2011.1 V katalogu naleznete velký
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
SVÚM a.s. Zkušební laboratoř vlastností materiálů Tovární 2053, Čelákovice
 Pracoviště zkušební laboratoře: 1. Pracoviště Čelákovice 2. Pracoviště Praha Areál VÚ, Podnikatelská 565, 190 11 Praha-Běchovice 1. Pracoviště Čelákovice Pracoviště je způsobilé aktualizovat normy identifikující
Pracoviště zkušební laboratoře: 1. Pracoviště Čelákovice 2. Pracoviště Praha Areál VÚ, Podnikatelská 565, 190 11 Praha-Běchovice 1. Pracoviště Čelákovice Pracoviště je způsobilé aktualizovat normy identifikující
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK. Jaroslav Pindor a Karel Michalek b
 POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
TÜV NORD Czech, s.r.o. Laboratoře a zkušebny Brno Olomoucká 7/9, Brno
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř poskytuje odborná stanoviska a interpretace výsledků zkoušek. Zkoušky: 1 Stanovení prvků metodou (Al, As, B, Bi, Cd,
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř poskytuje odborná stanoviska a interpretace výsledků zkoušek. Zkoušky: 1 Stanovení prvků metodou (Al, As, B, Bi, Cd,
Operační program Vzdělávání pro konkurenceschopnost (OPVK)
") 1 Operační program Vzdělávání pro konkurenceschopnost (OPVK) Směrnice OPVK_IVK_c14_2009-11-14 Třídění, označování a základní informace o kovových materiálech se zaměřením na oceli podle ČSN a EN pro projekt
1 Operační program Vzdělávání pro konkurenceschopnost (OPVK) Směrnice OPVK_IVK_c14_2009-11-14 Třídění, označování a základní informace o kovových materiálech se zaměřením na oceli podle ČSN a EN pro projekt
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Aplikace expertních systémů v podmínkách ocelárny VÍTKOVICE STEEL, a. s.
 Petr Tomis a Václav Kafka b Miroslav Peter c Jiří Slováček c Libor Čamek c Tomáš Uher a Pavel Raška b Aplikace expertních systémů v podmínkách ocelárny VÍTKOVICE STEEL, a. s. a) VÍTKOVICE STEEL,a.s., Štramberská
Petr Tomis a Václav Kafka b Miroslav Peter c Jiří Slováček c Libor Čamek c Tomáš Uher a Pavel Raška b Aplikace expertních systémů v podmínkách ocelárny VÍTKOVICE STEEL, a. s. a) VÍTKOVICE STEEL,a.s., Štramberská
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí
 Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
1 Druhy litiny. 2 Skupina šedých litin. 2.1 Šedá litina
 1 Litina je nekujné technické železo obsahující více než 2% C a další příměsi, např. Mn, Si, P, S. Vyrábí se v kuplovnách ze surového železa, ocelového a litinového šrotu, koksu (palivo) a vápence (struskotvorná
1 Litina je nekujné technické železo obsahující více než 2% C a další příměsi, např. Mn, Si, P, S. Vyrábí se v kuplovnách ze surového železa, ocelového a litinového šrotu, koksu (palivo) a vápence (struskotvorná
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ
 HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Katedra materiálu a strojírenské metalurgie DEGRADATION OF CONSTRUCTION MATERIAL OF A REACTOR FOR ACRYLATES PRODUCTION DEGRADACE KONSTRUKČNÍHO
 Katedra materiálu a strojírenské metalurgie DEGRADATION OF CONSTRUCTION MATERIAL OF A REACTOR FOR ACRYLATES PRODUCTION DEGRADACE KONSTRUKČNÍHO MATERIÁLU REAKTORU PRO VÝROBU ESTERŮ KYSELINY AKRYLOVÉ Antonín
Katedra materiálu a strojírenské metalurgie DEGRADATION OF CONSTRUCTION MATERIAL OF A REACTOR FOR ACRYLATES PRODUCTION DEGRADACE KONSTRUKČNÍHO MATERIÁLU REAKTORU PRO VÝROBU ESTERŮ KYSELINY AKRYLOVÉ Antonín
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ
 Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací podmínky pro nelegované konstrukční oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
VLIV TECHNOLOGICKÝCH POCHODŮ NA ŽIVOTNÍ PROSTŘEDÍ
 VLIV TECHNOLOGICKÝCH POCHODŮ NA ŽIVOTNÍ PROSTŘEDÍ Komplex otázek a problémů Největší znečisťovatel průmysl a energetika. Řešení od počátku (systematické a komplexní): optimální volba vhodných technologických
VLIV TECHNOLOGICKÝCH POCHODŮ NA ŽIVOTNÍ PROSTŘEDÍ Komplex otázek a problémů Největší znečisťovatel průmysl a energetika. Řešení od počátku (systematické a komplexní): optimální volba vhodných technologických
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.