Zkušenosti s realizací projektu dvoustolicové teplé pásové tratě typu Steckel v NH, a.s.
|
|
|
- Jaroslava Říhová
- před 8 lety
- Počet zobrazení:
Transkript
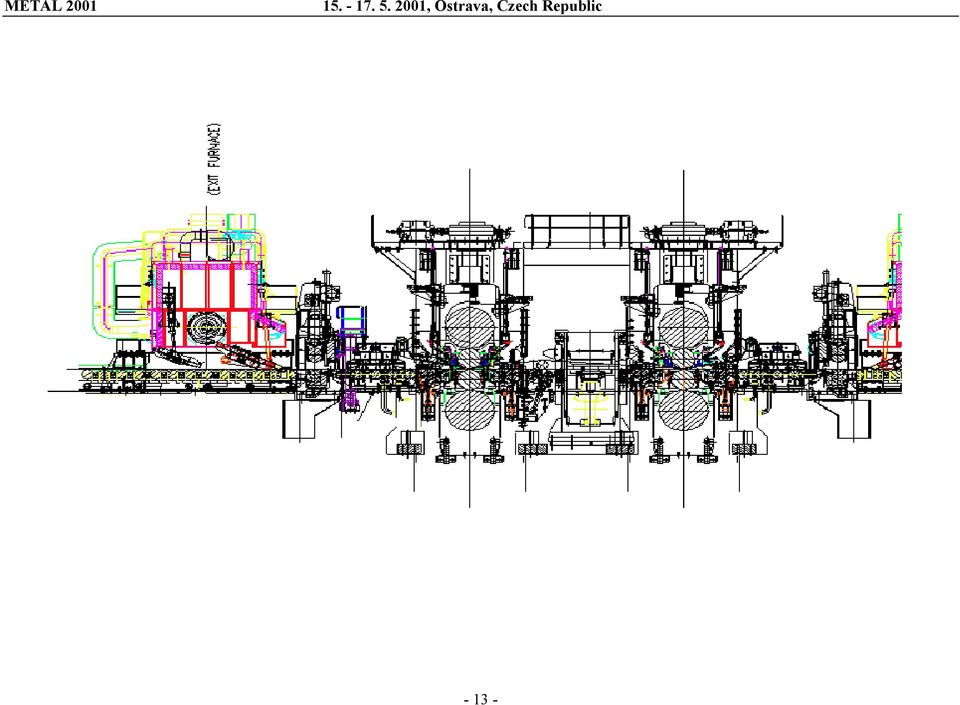
1 Zkušenosti s realizací projektu dvoustolicové teplé pásové tratě typu Steckel v NH, a.s. Gerhard Pretsch, NOVÁ HUŤ, a.s.,vratimovská 689, Ostrava, ČR gpretsch@novahut.cz I. Stručný popis minihutě NH, a.s. a technologie válcování na trati P 1500 Steckel I když o modernizaci výroby pásů válcovaných za tepla v rámci výstavby minihutě jsem naši hutnickou veřejnost informoval již na předcházejících konferencích METAL 98 a 99, přesto považuji za vhodné v úvodu svého vystoupení znovu stručně připomenout základní technické parametry minihutě a zejména technologii válcování na unikátní trati typu Steckel. Výrobní proces na minihuti (obr. 1) začíná v okamžiku, kdy pánev s tekutou ocelí vyrobenou v tandemové peci dopraví speciální kolejový vůz do haly ZPO a jeřábem ji přesune na vůz pánvové pece. V pánvové peci se provede teplotní a chemická homogenizace oceli, jakož i konečná úprava chemického složení a ohřev na předepsanou odlévací teplotu. Poté je ocel v pánvi opět přepravena jeřábem k ZPO a umístěna na otočný licí stojan. Z pánve je ocel odlévána stínicí trubicí do mezipánve a odtud ponornou výlevkou do vodou chlazeného krystalizátoru. Po výstupu z krystalizátoru je PLP podroben vodovzdušnému chlazení a dopraven k dělicímu zařízení, které jej rozdělí na bramy požadované délky. Bramy mají následující rozměry: tloušťka 125 mm, šířka 740 (800) až 1570 mm, délka 18 m (s ohledem na požadované menší hmotnosti svitků a lepší využití dělicích linek jsou možné také délky 9 m a 6 m). Základní parametry pánvové pece a ZPO jsou uvedeny na obr. 2, základní parametry válcovací tratě P 1500 jsou uvedeny na obr. 3. Bramy jsou dopravovány ze ZPO po valníku ke krokové ohřívací peci a po dohřevu a teplotním vyrovnání dále k válcovací trati. V případě potřeby jsou nejprve dopraveny na sklad, kde jsou po vychlazení prohlédnuty a případně očištěny. Charakteristickým rysem válcovací tratě P 1500 typu Steckel (obr. 4) je její unikátní dvoustolicová konfigurace, s vloženou vertikální stolicí a pecními navíječkami po obou stranách, která umožňuje dosáhnout požadované válcovací kapacity 1 mil. t/rok. Kompaktní řešení celé tratě, v bezprostřední návaznosti na ZPO, dovolilo podstatně zkrátit celou trať (vzdálenost od pece k navíječce hotových svitků je pouhých 159 m) a snížit investiční náklady. Sázení bram s teplotou cca 800 C umožní dosáhnout významných úspor energie. Kroková ohřívací pec (dodávka firmy Stein Heurtey) ohřívá bramy na válcovací teplotu (referenční teplota 1260 C) v řízené atmosféře. Proces ohřevu je řízen počítačem s cílem zajistit rovnoměrnou teplotu bram při minimální spotřebě energie. Je možný rovněž ohřev studené vsázky (bramy od cizích dodavatelů, značek ocelí, které nebude možné vyrobit ve vlastní ocelárně). Max. tepelný příkon je 1425 GJ/h. Pec je vytápěna zemním plynem, spalovací vzduch je předehříván na 560 C. Pec má efektivní délku i vnitřní šířku 19 m. Má tři základní zóny vstupní (předehřívací) zóna má 10 stropních hořáků, ohřívací zóna 20 stropních a 9 spodních hořáků, vyrovnávací zóna 30 stropních a 9 spodních hořáků. Stropní hořáky jsou sálavé, spodní vysokorychlostní, s poměrovou regulací spalování. Vstupní zóna může pracovat jako buffer během teplého sázení a jako předehřívací zóna při smíšené vsázce. Výkon při ohřevu teplé vsázky činí 250 t/h, při ohřevu studené vsázky 160 t/h

2 Ohřáté bramy jsou vytaženy z pece pomocí speciálního vytahovacího zařízení a po valníku dopraveny k válcovací trati. Před válcováním jsou bramy zbaveny primárních okují v odokujovacím boxu vysokotlakou vodou 165 bar. Box tvoří dva kolektory 1 horní a 1 dolní, s celkovým počtem 32 trysek, které zajišťují plné pokrytí šířky bramy. Vzdálenost mezi tryskami a bramou je 200 mm. Bezprostředně po ostřiku okují se bramy válcují v tandemu dvou stolic kvarto (H1 a H2) s vloženou vertikální stolicí a napínačem smyčky. Vertikální stolice redukuje šířku bramy, zejména na koncích, většinou již v prvním průchodu, maximálním úběrem 50 mm. Před a za stolicovým komplexem se nacházejí pecní navíječky. Mezi každou pecní navíječkou a nejbližší stolicí je kombinovaná jednotka tvořená nůžkami a jedním párem podávacích válců (unašeč). Vertikální stolice (V) eliminuje větší šíření konců bramy (než jejího těla) v přípravných průchodech. Stolice je vybavena hydraulickou regulací šířky, která přispívá k větší účinnosti této operace. Stolice vyjíždí z válcovací linie, zmenší-li se tloušťka natolik, že boční pěchování již není dobře možné a rychlosti válcování v této stolici překročí maximální hodnotu (cca 300 m/min). Pohon vertikálních válců je spodní 2 x 750 kw. Motor je uložen horizontálně, připojení k válcům je přes převodovku a teleskopické univerzální hnací hřídele. Vlastní dvoustolicová vratná trať sestává ze dvou stolic kvarto 810/1730 x 1925/1725 mm s vespod uloženými hydraulickými válci, zajišťujícími automatickou regulaci tloušťky (HAGC). Základní stavění válců je elektromechanické, jemné stavění hydraulické. Cílem HAGC systému je udržovat a řídit tloušťku provalku, pro celý rozsah broušení válců a úběrů. Na trati jsou dále instalovány systémy řízení ohybu pracovních válců (WRB) a axiálního posuvu pracovních válců (WRS), účinně přispívající k snížení vlnitosti u hran válcovaného pásu, zlepšení tvaru pásu, zvýšení rozsahu regulace profilu ( crown ), k zavedení válcování schedule.free a zvýšení množství pásu vyválcovaného mezi po sobě následujícími výměnami pracovních válců. Cílem WRS systému (každý válec je možné posouvat do vzdálenosti ± 100 mm od osy válcování) je zvýšení životnosti válců v průběhu kampaně rozložením opotřebení válců v oblasti hran na větší úsek délky těla válce. Hlavní pohon stolice H1 i H2 je střídavý 2 x 5225 kw, univerzální teleskopická vřetena jsou kardanového typu. Pracovní válce jsou vybaveny rychlovýměnou konvenčního provedení, známou z klasických TŠP tratí. Obě válcovací stolice jsou vybaveny: 1) kolektory trysek chlazení válců. Jde o celkem 8 kolektorů 2 na vstupní straně pro horní a spodní pracovní válec a 2 na výstupní straně pro horní a spodní pracovní válec každé stolice; 2) kolektory se zabudovanými tryskami pro odstraňování sekundárních okují, vytvářejících se na povrchu pásu v průběhu válcování. Odokujení se provádí vysokotlakou vodou na vstupu stolice H1 a na výstupu stolice H2; 3) kolektory s tryskami tzv. fritovacího ostřiku, instalovanými na vstupní a výstupní straně tandemové tratě, vytvářejícího mlhu pro zabránění oxidace horního a dolního povrchu provalku a pronikání jemných práškových oxidů vznikajících při válcování do okolního prostoru. Tyto kolektory lze také použít pro zajištění tzv. izotermického válcování tzn
 s vloženou vertikální stolicí a napínačem smyčky.")
3 pro řízení průběhu teploty od jednoho k druhému konci pásu po délce svitku. Za tím účelem se aplikuje voda na výstupu z válcovací mezery v průběhu jednoho nebo dvou po sobě následujících z řady posledních průchodů. Mezi stolicemi H2 a V se nachází napínač (zvedač) smyček, který se automaticky, na základě impulsu od systému řízení tahu v provalku, pohybuje ve vertikálním směru a udržuje optimální tah v provalku nacházejícího se mezi stolicemi H1 a H2. Kombinovaná jednotka vstupní/výstupní unášeč/nůžky pro odstřih konců plní dvojí funkci: a) jako unášeč vyvozuje sílu potřebnou pro vytažení provalku z pecní navíječky a zavedení jeho předního konce do válcovací mezery; b) jako koncové stacionární nůžky stříhá konce provalku nepravidelného tvaru ( jazyky ), aby zavedení provalku do stolice bylo bezproblémové. Válcovací proces, který se realizuje zcela automaticky, je možné rozdělit do dvou fází. V první fázi se provádějí ploché průchody - bez pecních navíječek - (jsou zpravidla čtyři), do té doby než tloušťka provalku dosáhne cca 25 mm. Ihned po posledním plochém průchodu je provalek zaveden do pecní navíječky. Tím začíná druhá fáze, v níž se provalek navíjí na buben střídavě v každé z obou pecních navíječek. Tato fáze je typická pro válcovny Steckel. V průběhu válcování monitorují počítače válcovací sílu a teplotu a dávají impuls pro nastavování rychlosti válcování, válcovací mezery a množství chladicí vody, aby se dosáhlo přesné tloušťky a profilu pásu a požadované doválcovací a navíjecí teploty. V rámci řídicí úrovně 2 ASŘ TP (tzv. level 2), zodpovědné za vlastní řízení válcovacího procesu, se realizují následující dílčí řídicí modely: model výpočtu úběrů, model válcovací síly/momentu, model stanovení deformačního odporu, model šíření, model pružné deformace stolic, model teplotní roztažnosti a opotřebení válců a adaptace jednotlivých modelů. Celý proces je samoučící, což je umožněno mj. právě korekcí predikčních výpočtových modelů na základě zpětné vazby od skutečně naměřených parametrů procesu. Pecní navíječka je komora vytápěná zemním plynem. Každá z obou pecních navíječek má 7 hořáků instalovaných v horní části komory. Celkový tepelný příkon je 7,9 GJ/h. V pecní navíječce je udržována teplota cca 1090 C. Rychlost ohřevu a ochlazování komory je řízena automaticky tak, aby nepřekročila 66 C/h a nedošlo k poškození bubnu následkem tepelného šoku. Bubny jsou zhotoveny z žáruvzdorné slitiny s vysokým obsahem Ni a Cr. Ocelový hřídel bubnu je chlazen vodou a je poháněn stejnosměrným motorem 1300 kw. Teplota bubnu v průběhu válcování by měla činit cca 1000 C, skutečná teplota se může měnit následkem styku s válcovaným materiálem. Nalepené okuje se periodicky z bubnu odstraňují škrabákem. Po posledním úběru pás prochází pod druhou pecní navíječkou a na výběhovém valníku prochází úsekem laminárního chlazení k navíječce. Systém laminárního chlazení má 7 samostatně regulovatelných sekcí, z nichž každá má 7 horních a 16 spodních kolektorů. Každý z horních kolektorů má 25 plnoprůtokových trysek, každý ze spodních kolektorů 49 trysek vodního chlazení. Max. celkové množství vody je 4608 m 3 /h (shora) a 4902 m 3 /h (zdola). Typická (referenční) doválcovací teplota je 930 C, navíjecí teplota 590 C. Horní navíječka má tři přítlačné válce a je poháněna stejnosměrným motorem 1300 kw. Poloha přítlačných válců je regulována hydraulickým systémem, tzv. step control, který řídí podle tahu v pásu, při zohlednění postupného zvětšování vnějšího průměru svitku při navíjení, přítlak na válce (zároveň eliminuje případné šoky) a zabraňuje eventuálnímu poškození pásu

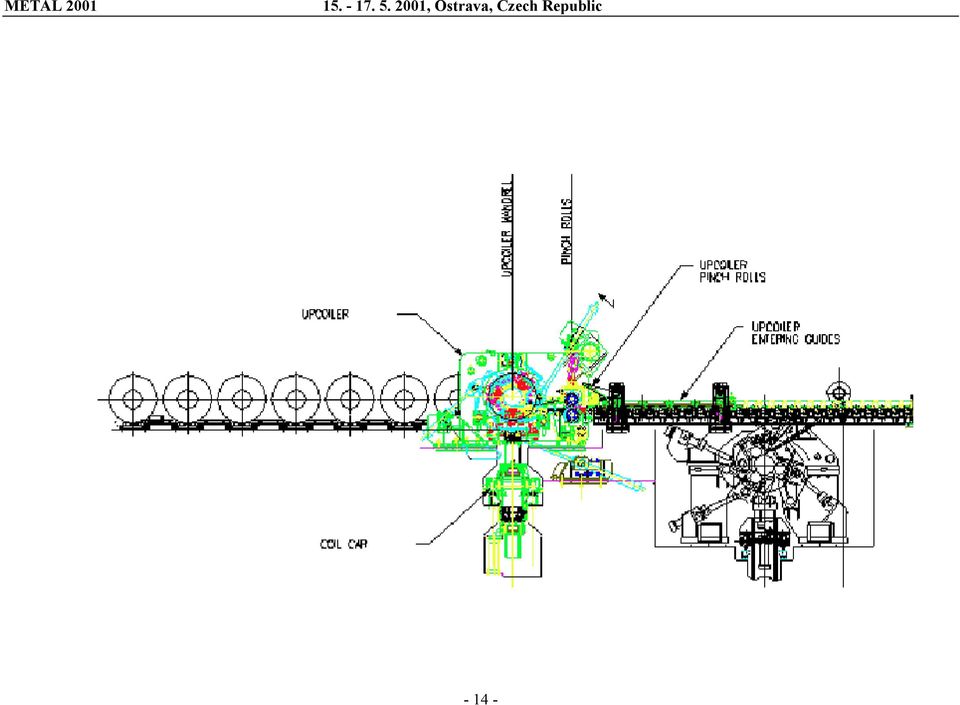
4 Svitky se po navinutí a stažení z bubnu přesunou na svitkovém voze na krokový dopravník, který je dopraví na venkovní sklad. Před tím jsou ještě vázacím strojem automaticky svázány po obvodu a opatřeny signem pomocí značkovacího robota, který nanáší potřebné údaje o svitku nástřikem přes šablonu na vnější závit. Ze skladu svitků jsou tyto z větší části po železnici dopravovány k dělicím linkám, z menší části se expedují přímo k odběrateli. Před uzavřením kontraktu na dodávku válcovací tratě byla zvažována také možnost dodání inspekční stanice pro kontrolu povrchu pásu, zařízení pro automatický odběr zkoušek na mechanické vlastnosti a mořicí laboratoře, simulující skutečné podmínky turbulentního moření pásu v mořicí lince. Pro nedostatek finančních prostředků a pro jejich postradatelnost nebyla tato zařízení nakonec dodána. Součástí projektu jsou dělicí linky, jak je patrno z obr. 1. Vybudována byla dosud podélně dělicí linka s kapacitou 400 tis. t/rok podélně dělených svitků. K dispozici jsou dále starší rekonstruované dělicí linky Siemag (umožňují však pouze zpracování pásu vstupní šířky max mm podélně a příčně). V současné době se připravuje výstavba příčně dělicí linky pro max. rozměry svitků. Základní charakteristika válcovaného sortimentu: Za tepla válcovaný pás ve svitcích podle následujících norem: ČSN EN :1996, ČSN EN :1995, ČSN EN :1996, EN :1998, DIN 1016:1987, DIN 1543:1981, KN :1997. Tloušťka 1,5-13,0 mm Šířka mm Specifická hmotnost 17,9 kg/mm šířky Max. hmotnost svitku cca 28,5 t Jakosti (značky) ocelí: až dle ČSN (konstrukční, hlubokotažné) a odpovídající ekvivalenty dle zahraničních norem; , , dle ČSN a odpovídající ekvivalenty dle zahraničních norem; St E TM až St E TM dle DIN (pro svařované trubky); Q St E 340 TM až Q St E 550 TM (mikrolegované pro tváření za studena). Dodávky budou realizovány tak, že tloušťka je odstupňována po 0,05 mm, šířka po 5 mm a délka po 50 mm. Délky tabulí jsou prozatím (do instalace nové příčně dělicí linky) u plechů s přírodními hranami max. 10 m, u plechů s ořezanými hranami max. 4 m (po dohodě max. 10 m), v obou případech s volnějšími tolerancemi délky, u dodávek z nové linky budou max. 12 m, s přísnějšími tolerancemi délek v souladu s požadavky norem. Garance jakostních parametrů, tak jak jsou uvedeny v příloze G ke kontraktu, jsem již uvedl ve své přednášce Modernizace výroby pásů válcovaných za tepla v NH, a.s., Ostrava na jedné z předchozích konferencí Metal. II. Zkušenosti ze záběhového provozu tratě P 1500 Válcovací trať P 1500 měla být podle kontraktu uvedena do zkušebního provozu , avšak k tomuto termínu nebyly zprovozněny všechny uzly a po dobu následujících tří měsíců se ještě dokončovaly studené zkoušky

5 Hlavní časové milníky, charakteristické pro uvádění tratě do provozu, byly následující:! Ukončení studených zkoušek ! Předběžná přejímka ! Čtyřtýdenní výkonový test Lze tedy říci, že vlastní zkušební provoz tratě (válcování za tepla) byl fakticky zahájen teprve počátkem listopadu 1999, přibližně čtyři měsíce po termínu stanoveném v kontraktu. V přílohách ke kontraktu nebyla stanovena náběhová křivka válcovny (firma ICF Kaiser, která byla dodavatelem válcovny na klíč, a hlavní subdodavatel firma Tippins s tím nesouhlasily vzhledem k unikátnosti projektu), nicméně se očekávalo, že projektované výrobnosti bude dosaženo po 12 měsících od zahájení zkušebního provozu. Ve skutečnosti byl náběh podstatně pozvolnější (obr. 5) a do dnešního dne (konec ledna 2001) bylo vyválcováno pouze celkem cca 300 tis. tun pásu. Nepodařilo se dosáhnout ani dodatečně s firmou ICF Kaiser dohodnuté náběhové křivky na dobu prvních čtyř měsíců od skutečného zahájení provozu, jak ilustruje následující tabulka: tis. t/měsíc listopad 1999 prosinec 1999 leden 2000 únor 2000 plán skutečnost 0,2 1,5 4,9 5,1 Důvody, které vedly k nesplnění ani takto dohodnutých výrob, spočívaly zejména v technických problémech projevujících se nespolehlivostí výrobního zařízení a nízkou stabilitou nastavení válcovací tratě, což je zejména důsledkem toho, že se jedná o pilotní projekt po přerušení realizace stejného projektu v Thajsku. Při jednání mezi ICF Kaiser a vedením NH, a.s. v prosinci 1999 byla dodavatelem potvrzena nová náběhová křivka a přijata řada opatření ke zlepšení zkušebního provozu. Náběhová křivka předpokládala plynulé zvyšování výroby až do 90% projektovaného výkonu v 7. měsíci po předběžné přejímce, tj. v květnu 2000, kdy měl být proveden výkonnostní test. Jak vyplývá z předchozí tabulky, byl tento test proveden až ve druhé polovině října Výsledky testu jsou v době přípravy přednášky předmětem sporu s dodavatelem, protože Nová huť je nepovažuje za úspěšné ve smyslu kontraktu. Během zkušebního provozu tratě se projevily následující problémy, které způsobily zpoždění náběhu válcovny na projektovanou kapacitu: Šavlovitost předního a zadního konce válcovaného pásu. Ruční řízení (pomocí joysticku) s cílem udržet podélnou osu pásu v technologické ose válcování bylo jen málo úspěšné. Jedním z prvních opatření, realizovaným na doporučení firmy Tippins, bylo obroušení lišt ložiskových těles válců, aby se zmenšilo tření v oknech stojanu. Problém se však nepodařilo vyřešit, navíc se zvětšily příslušné vůle, což situaci ještě zhoršilo. Bylo zjištěno, že tento problém souvisí s nestabilitou hydraulické regulace tloušťky (AGC). Zvláště tratě Steckel jsou náchylné k uvedeným problémům. Jak nám potvrdili odborníci firmy Fafer, Charleroi, Belgie, která používá trať Steckel od firmy Tippins pro válcování tlustých plechů a pásů z korozivzdorných ocelí, víceméně všechny válcovny Steckel měly při svém náběhu, a některé z nich i v průběhu dalšího provozování, prakticky stejné problémy se šavlovitostí pásu a AGC. Většina potíží má svůj původ v čistě mechanických problémech. Jde především o velké vůle v celé soustavě pracovní válec - 5 -
, nicméně se očekávalo, že projektované výrobnosti bude dosaženo po 12 měsících od zahájení zkušebního provozu. Ve skutečnosti byl náběh podstatně pozvolnější (obr.")
6 opěrný válec stojan válcovací stolice a dále o nevhodné mechanické řešení snímačů polohy hydraulického válce. Tyto skutečnosti se projevily i na naší trati, spolu s dalšími příčinami, jako byly hystereze modulu stolice na straně motoru a obsluhy, poměrně značné teplotní rozdíly po šířce provalku, nerovnoměrnost chlazení válců a ostřiku okují a nedokonalé vedení provalku v ose válcování. Ohřívací pec: Počáteční vcelku běžné problémy, např. nefunkční systém vážení bram, problémy se sázením kratších bram (související s laserovými světelnými závorami pro snímání polohy bram před sázením a v peci), s hydraulickým krokovacím mechanismem (špatná funkce servoventilů) nebo s komunikací mezi úrovní 1 a 2 ASŘ, byly postupně nahrazeny závažnějšími problémy, souvisejícími s vlastní technologií ohřevu. V peci je pouze jedna kyslíková sonda v jednom místě předehřívací zóny. Existují rozdíly v koncentraci O 2 (až 2,5%) na pravé a levé straně pece, ve vyrovnávací zóně bylo zjištěno až o 3% O 2 více než naměřila kyslíková sonda. Poměrová regulace je možná vždy jen pro celou řadu hořáků po šířce pece, přičemž jednotlivé hořáky nemusí mít (a nemají) stejný spalovací poměr. Není dobře možné získat informaci o průběhu teplot po délce bramy. Kontrolním měřením, provedeným pracovníky našeho Výzkumného a zkušebního ústavu, byl zjištěn nerovnoměrný ohřev rozdíly teplot při sníženém výkonu pece činily na jedné bramě 20 C až 50 C, mezi bramami 40 C až 50 C. Zatím nejsou známy rozdíly v teplotním profilu po délce u krátkých a dlouhých bram ani teplotní profil po šířce bramy. Vlastní trať: - Vypadávání hlavních pohonů. Tento problém se vyskytoval při válcování pásu šířky 1100 mm během jednoho z plochých průchodů. Byla přijata opatření ke zlepšení kvality parametrů elektrického napájení a firma ABB (dodavatel systému řízení pohonů) provedla doladění pohonů. - Problémy s automatickým systémem sledování materiálu na trati (čidla nereagovala vliv okují a páry). - Potíže s uváděním nůžek do provozu. Dodnes přetrvávají problémy s odstřihem konců tlustších provalků (max. tloušťka 19 mm je nedostačující). - Pozdní zprovoznění systému sekundárního odokujení u stolic. - Odpadávání vnitřní vyzdívky pecních navíječek (vyřešeno). - Špatná funkce hořáků pecních navíječek (vyřešeno). - Pozdní zprovoznění systému WRB a systému WRS. - Problémy se synchronizací rychlostí válcování v jednotlivých stolicích (poměrně dlouhou dobu válcováno maximální rychlostí pouze 3 m/s, v květnu 2000 bylo dosaženo 5,5 m/s a teprve v letních měsících rychlost dosahovala cca 8-9 m/s). Maximální projektované rychlosti (12,5 m/s) stále nebylo dosaženo. - Přetrvávající problémy s tahovou regulací (zvedač smyčky umožňuje zvednutí pouze do úhlu 15 od horizontální roviny). - Špatná funkce ostřiků okují a chlazení válců
, s hydraulickým krokovacím mechanismem")
7 I když řada uvedených problémů již byla vyřešena, resp. se vyřešení postupně blíží, v době zpracování přednášky, stále přetrvávají některé zásadní problémy, zejména: Není dosaženo optimální funkce AGC, zejména při válcování tenčích a širších pásů. Projevují se vibrace/oscilace v celém hydraulickém systému. Stále se projevuje šavlovitost konců, zejména při válcování tenčích a širších pásů. Není optimální chlazení válců a funkce ostřiků okují (ucpané trysky, nesprávný úhel nastavení trysek). Rozdíly teplot po šířce pásu jsou značné. Kontrolním měřením bylo zjištěno, že dosahují až 80 C před laminárním chlazením a až 110 C za laminárním chlazením. Ostříknuté sekundární okuje se dostávají do vody pro laminární chlazení pásu a ucpávají trysky laminárního chlazení. Nepracují vždy dobře pomocné trysky, které sfoukávají vodu z povrchu pásu chlazeného na výběhu. Uprostřed šířky pásu se během laminárního chlazení hromadí voda, což vede k nerovnoměrnosti mechanických a strukturních vlastností pásu po šířce. Vodní hospodářství laminárního chlazení potřebuje vylepšit. Chladicí voda je znečišťována jemnými okujemi, tlakové hydrocyklony k jejímu čištění nestačí. Spodní kolektory ostřiku pásu a akumulační jímky vodního hospodářství se zanášejí, životnost čerpadel se snižuje. Pokud jde o rozměry válcovaného pásu, odvíjel se zkušební provoz tratě následovně. Nejprve byly válcovány pásy tloušťky cca 8 mm a postupně byla tloušťka snižována až na cca 3 mm. Zároveň se postupně zvyšovala šířka válcovaného pásu (z cca 800 mm na 1000 mm a pak postupně až na 1500 mm). Koncem srpna 2000 bylo poprvé dosaženo minimální projektované tloušťky 1,5 mm. Nicméně je třeba říci, že válcování tlouštěk menších než cca 2,5 3 mm činí trvalé technologické potíže a množství takových dosud vyrobených svitků je poměrně malé. Pokud jde o jakosti (značky) ocelí, jsou válcovány převážně běžné ocele jakostních řad 360, 430 a 510, pouze výjimečně byly zatím válcovány mikrolegované ocele s Nb. Celý záběhový provoz byl a stále je nepříznivě poznamenán skutečností, že souběžně s provozováním tratě P1500, která nedokáže spolehlivě válcovat tloušťky 2,0-2,5 mm, musí být provozována nadále i trať P800. Při válcování z teplé vsázky (dnes v naprosté většině případů) se až do nedávna používaly kombinované sekvence taveb při lití na ZPO. Zpočátku to byly pouze 3 tavby pro P taveb pro P800, později se tento poměr postupně měnil ve prospěch taveb pro P1500 (6 taveb pro P tavby pro P800, resp. 6 taveb pro P tavby pro P 800), dnes jsou sekvence určeny téměř výlučně pro P1500, pouze asi 10% taveb směřuje na P 800. Jak je patrné z obr. 5, největší výroby na trati P 1500 bylo dosaženo v říjnu 2000, kdy byl prováděn čtyřtýdenní výkonnostní test dle kontraktu, který měl prokázat schopnost minihutě dosáhnout roční výrobnosti 1 mil. t za tepla válcovaných pásů. Zároveň byly provedeny testy kvality, která měla odpovídat příloze G ke kontraktu. V průběhu testu nebylo vyválcováno předepsané množství (cca 23% z celkového množství) pásu tloušťky 2 mm. Ani tak však nebylo plně dosaženo požadované výrobnosti. V podstatě lze však na základě provedeného testu konstatovat, že pokud by se válcovaly pásy o tloušťkách větších než cca 2,0 2,5 mm, v požadované šířkové a jakostní skladbě, bylo by možné očekávat dosažení požadované roční výrobnosti
. Rozdíly teplot po šířce pásu jsou značné.")
8 Méně příznivé byly výsledky týkající se kvality pásu z produkce během čtyřtýdenního testu: Projevovalo se značné zvlnění okrajů pásu. Zvlnění bylo patrné na výběhovém valníku do doby, než začátek pásu uchopí navíječka a v pásu se vyvodí tah. K výraznějšímu zvlnění docházelo u pásů v tloušťkách pod 3 mm. Na začátcích ( A ) a koncích ( Z ) pásů (u cca 60% svitků) se během válcování projevovala viditelná šavlovitost. Při proměření však hodnoty šavlovitosti nepřekračovaly 10 mm/5m (podle kontraktu max. 25 mm/6m). Na povrchu pásu se vyskytovaly ve větší míře zaválcované okuje. Výraznější výskyt byl zaznamenán na Z koncích. Příčný průřez pásu u prověřovaných svitků vyhovoval podmínkám sjednaným v kontraktu. Teleskopičnost svitků odpovídala podmínkám sjednaným v kontraktu. Mechanické vlastnosti pásu, zjišťované na vzorcích odebíraných ve vzdálenosti cca 10 m od Z konce pásu v cca 1/3 šířky, prakticky ve všech případech vyhovovaly požadavkům kupních smluv. Je možné konstatovat, že od konce roku 2000 začíná naše minihuť vyrábět a dodávat pásy v kvalitě a podle norem a v modifikovaném výrobním rozsahu tam, kde už můžeme požadované jakostní parametry zaručit. Tzv. záběhový materiál, který ještě neodpovídá normám, je dodáván zákazníkům podle speciálních technických podmínek s omezenou garancí za nižší cenu. Některým odběratelům dodáváme pásy z uhlíkových a hlubokotažných ocelí na zkoušku, aby si při válcování za studena nebo při výrobě autokol ověřili jejich kvalitu při následném zpracování. Spokojenost našich odběratelů s kvalitou dodávaného materiálu postupně roste. Mám-li shrnout celkovou dnešní situaci v kvalitě produkce tratě P 1500, pak musím zdůraznit následující: Největším současným problémem je, kromě dosahování rovnoměrnosti vlastností po délce a zejména po šířce pásu, zajištění požadované rovinnosti pásu, zejména při válcování menších tlouštěk (pod cca 3 mm) a větších šířek pásu (nad cca 1100 až 1200 mm). Válcování pásu v tloušťkách 2 až 3 mm a šířek nad 1200 mm je technologicky podstatně náročnější než válcování tlustších pásů. Z toho také vychází návrh na další řešení, který se snažíme dohodnut s dodavatelskou firmou: nejpozději do provést opakovaný komplexní minitest kvality, který se bude týkat tlouštěk pásů menších než 3 mm (10 tis. t v tloušťkách 2,0 2,5 mm a 10 tis. t v tloušťkách 2,5 3,0 mm). Podnikají se všechny kroky, aby trať P 1500 mohla v plném rozsahu převzít výrobu tratě P 800 a tato mohla být definitivně odstavena k termínu Pro splnění tohoto cíle se realizuje řada technických opatření, z nichž některé, zejména ty, jež mají charakter optimalizační, přesahují svým rozsahem daný termín. Nejdůležitější z nich jsou:! dořešení technologie ohřevu a optimalizace spalovacích poměrů v ohřívací peci;! úprava ostřiku primárních okují;! úprava lišt ložiskových těles spodních pracovních válců;! úprava vstupních nůžek (umožní zvětšit tloušťku provalku stříhaného po druhém průchodu na 35 mm);! úprava podávacích válců s cílem zajištění jejich bezvadné funkce;! doladění nastavení tahu mezi pecními navíječkami a stolicemi;! úprava systému chlazení opěrných a pracovních válců;! zprovoznění funkce systému WRS; - 8 -
. Na povrchu pásu se vyskytovaly ve větší míře zaválcované okuje. Výraznější výskyt byl zaznamenán na Z koncích.")
9 ! aplikace systému WRB operátorem (manuální zásah);! zprovoznění zařízení pro kompenzaci excentricity opěrných válců;! zlepšení funkce HAGC (eliminace vibrací/oscilací, zlepšení funkce snímacích prvků induktosynů a presduktorů, vypracování metodiky ověřování snímaných veličin atd.);! zlepšení vedení provalku mezi stolicemi;! identifikace příčin zvednutých konců provalku, realizace postupů při jejich odstranění;! úprava napínače smyček a zlepšení jeho funkce v posledních dvou průchodech při válcování krátkých bram (délky 6 m);! doladění hlavních pohonů;! instalace systému měření teplotního profilu po šířce pásu před a za laminárním chlazením a realizace korekčních zásahů na úseku laminárního chlazení;! individuální řízení bočních sfoukávacích trysek z MMI;! realizace opatření pro zlepšení kvality vody v okruhu laminárního chlazení (vyřešení vhodného způsobu čištění jako náhrady za nákladnou chemickou úpravu vody, opatření pro bezporuchovou funkci čerpadel, odstraňování okují ze sacích jímek);! optimalizace válcování úzkých a širokých pásů tloušťky 2 mm z krátkých i dlouhých bram. Realizace válcovací tratě P 1500 typu Steckel byla velmi náročná, zejména, jak jsem již uvedl, byla pilotním projektem. Dodavatel neměl k dispozici zkušené provozní odborníky. Řada problémů se řešila dlouhodobým testováním a hledáním řešení. Vzhledem k unikátnosti projektu nebylo kde získat zkušenosti. V současné době ale už zkušenosti našich osádek a odborníků umožňují rychlejší řešení problémů. Děkuji za pozornost
;! doladění hlavních pohonů;!")
10 Schéma výrobnì -technologického procesu na minihuti NH, a.s

11 NOVÁ HUŤ ZPO č. 2 - bramové Dodavatel: VAI Uvedení do provozu: prosinec 1997 Kapacita: tis. t/r Poloměr zakřivení: 5,5 m Typ krystalizátoru: přímý, deskový (možnost lití dvojité bramy) Počet proudů: 1 Sekundární chlazení: vodovzdušné Dělicí agregát: kyslíkoplynové řezačky Odlévaný formát: tl. 125 mm šířka mm délky až 18 m rychlost lití: max. 2,5 m/min Pánvová pec Dodavatel: MDH Uvedení do provozu: 1997 Hmotnost tavby: 200 t Výkon transformátoru: 28 MVA Průměr elektrod: 450 mm Rychlost ohřevu: max. 4,5 C/min

12 NOVÁ HUŤ Válcovací trať Steckel Dodavatel: Tippins Incorporated Uvedení do provozu: 1999 Kapacita: cca tis. t/r Šířka pásu: mm Tloušťka pásu: 1,5 13 mm Počet válc. stolic kvarto: 2 Rozměry prac. válců: průměr max. 840 mm Rozměry opěr. válců: průměr max mm Válcovací rychlost: m / min Max. válcovací síla: kn Výkon pohonu: 2 x 2 x kw, AC Počet vertikál. stolic: 1 Pecní navíječky před a za tratí: Rozměry pece: Vytápění pece: cca 2,74x2,74x2,44 m zemním plynem (7 horních hořáků 7,9 GJ/H) Laminární chlazení: počet chladicích sekcí: 7 max. průt. chl. vody: na horní povrch pásu m 3 /h na spodní povrch pásu m 3 /h Navíječka hotového pásu: provedení: horní (nadúrovňové), kw DC vnější průměr svitku: mm vnitřní průměr svitku: 762 mm hmotnost svitku: max kg
 Laminární chla")
13 - 13 -
14 - 14 -
PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL. Radim Pachlopník Pavel Vavroš
 PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL Radim Pachlopník Pavel Vavroš Nová Huť, a.s., Vratimovská 689, 707 02 Ostrava Kunčice, ČR, rpachlopnik@novahut.cz,
PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL Radim Pachlopník Pavel Vavroš Nová Huť, a.s., Vratimovská 689, 707 02 Ostrava Kunčice, ČR, rpachlopnik@novahut.cz,
REKONSTRUKCE REGULOVANÝCH POHONŮ VÁLCOVACÍ LINKY TANDEM NA VŠB-TU FMMI OSTRAVA
 REKONSTRUKCE REGULOVANÝCH POHONŮ VÁLCOVACÍ LINKY TANDEM NA VŠB-TU FMMI OSTRAVA Václav Sládeček, Pavel Hlisnikovský, Petr Bernat *, Ivo Schindler **, VŠB TU Ostrava FEI, Katedra výkonové elektroniky a elektrických
REKONSTRUKCE REGULOVANÝCH POHONŮ VÁLCOVACÍ LINKY TANDEM NA VŠB-TU FMMI OSTRAVA Václav Sládeček, Pavel Hlisnikovský, Petr Bernat *, Ivo Schindler **, VŠB TU Ostrava FEI, Katedra výkonové elektroniky a elektrických
Ploché výrobky válcované za tepla
 ArcelorMittal Ostrava Ploché výrobky válcované za tepla Výrobní program Obsah 4 Popis technologie a použité názvosloví 6 Jakosti ocelí, chemické složení 10 Předvýrobky (plynule lité předlitky) 12 Pásy
ArcelorMittal Ostrava Ploché výrobky válcované za tepla Výrobní program Obsah 4 Popis technologie a použité názvosloví 6 Jakosti ocelí, chemické složení 10 Předvýrobky (plynule lité předlitky) 12 Pásy
Nákup strojního vybavení dílenské víceúčelové haly
 Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 100 KW Rok vzniku: 2010 Umístěno na: ATOMA tepelná technika, Sladkovského 8, Brno
 AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 100 KW Rok vzniku: 2010 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno Popis Prototyp automatického kotle o výkonu 100 kw
AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 100 KW Rok vzniku: 2010 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno Popis Prototyp automatického kotle o výkonu 100 kw
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
Návrh a výroba prototypu zásobníku paliva. biomasy, dlouhé štěpky a fytomasy s rozrušovačem klenby pro kotel o výkonu 150 kw
 AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 150 KW Rok vzniku: 2011 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno 1. POPIS Prototyp automatického kotle o výkonu 150
AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 150 KW Rok vzniku: 2011 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno 1. POPIS Prototyp automatického kotle o výkonu 150
OHŘÍVACÍ PECE. Základní části: Rozdělení: druh otopu výše teploty atmosféra pohyb vsázky technologický postup
 OHŘÍVACÍ PECE Rozdělení: druh otopu výše teploty atmosféra pohyb vsázky technologický postup Základní části: vyzdívka ocelová konstrukce topný systém manipulace s materiálem regulace, měření, automatizace
OHŘÍVACÍ PECE Rozdělení: druh otopu výše teploty atmosféra pohyb vsázky technologický postup Základní části: vyzdívka ocelová konstrukce topný systém manipulace s materiálem regulace, měření, automatizace
ALUTEC K&K, a.s. Hliníkový konstrukcní systém. Dopravníky ALUFLEX
 ALUTEC K&K, a.s. Hliníkový konstrukcní systém Dopravníky ALUFLEX Dopravníkový systém ALUFLEX ALUFLEX je řetězový dopravníkový systém fy ALUTEC. Široký výrobní program umožňuje řešení nejrůznějších dopravních
ALUTEC K&K, a.s. Hliníkový konstrukcní systém Dopravníky ALUFLEX Dopravníkový systém ALUFLEX ALUFLEX je řetězový dopravníkový systém fy ALUTEC. Široký výrobní program umožňuje řešení nejrůznějších dopravních
PSC GREEN DRIVE. Hybridní ohraňovací lis T
 Hybridní ohraňovací lis 120-450T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
Hybridní ohraňovací lis 120-450T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
předválcovací vratné stolice Spojité hotovní pořadí
 je přednostně určena k optimalizačním simulacím podmínek teplotně řízeného válcování a ochlazování tyčí kruhového průřezu i ke studiu procesů intenzivního tváření za tepla. Umožňuje válcovat vratně na
je přednostně určena k optimalizačním simulacím podmínek teplotně řízeného válcování a ochlazování tyčí kruhového průřezu i ke studiu procesů intenzivního tváření za tepla. Umožňuje válcovat vratně na
E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É.
 FALCON. E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É. FALCON. Optimální poměr nákladů a užitku pro Váš úspěch. Robustní stroj FALCON lze použít pro plazmové, autogenní nebo kombinované
FALCON. E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É. FALCON. Optimální poměr nákladů a užitku pro Váš úspěch. Robustní stroj FALCON lze použít pro plazmové, autogenní nebo kombinované
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ
 NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
Kolejový jeřáb GOTTWALD GS TR
 Kolejový jeřáb GOTTWALD GS 150.14 TR 1. POPIS STROJE Kolejový jeřáb GOTTWALD GS 150.14 TR je symetrické konstrukce s kabinami pro obsluhu na obou koncích, což mu umožňuje práci i přepravu v obou směrech.
Kolejový jeřáb GOTTWALD GS 150.14 TR 1. POPIS STROJE Kolejový jeřáb GOTTWALD GS 150.14 TR je symetrické konstrukce s kabinami pro obsluhu na obou koncích, což mu umožňuje práci i přepravu v obou směrech.
Zkušenosti s provozem kalibračních tratí. Ing. Vladislav Šmarda ENBRA, a. s.
 Zkušenosti s provozem kalibračních tratí Ing. Vladislav Šmarda ENBRA, a. s. Zkušební zařízení v AMS a kalibračních laboratořích zkušební zařízení pro zkoušky a ověřování měřidel proteklého množství vody
Zkušenosti s provozem kalibračních tratí Ing. Vladislav Šmarda ENBRA, a. s. Zkušební zařízení v AMS a kalibračních laboratořích zkušební zařízení pro zkoušky a ověřování měřidel proteklého množství vody
Technický list pro tepelné čerpadlo země-voda HP3BW-model B
 Technický list pro tepelné čerpadlo země-voda HP3BW-model B Technický popis TČ Tepelné čerpadlo země-voda, voda-voda s označením HPBW B je kompaktní zařízení pro instalaci do vnitřního prostředí, které
Technický list pro tepelné čerpadlo země-voda HP3BW-model B Technický popis TČ Tepelné čerpadlo země-voda, voda-voda s označením HPBW B je kompaktní zařízení pro instalaci do vnitřního prostředí, které
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti. Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor
 Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Průběžné tryskače s válečkovou tratí
 Průběžné tryskače s válečkovou tratí Tryskací technika Použitá tryskací zařízení Dopravní systémy Servis a náhradní díly Průběžné tryskače s válečkovou tratí se používají k odstraňování okují a rzi z povrchu
Průběžné tryskače s válečkovou tratí Tryskací technika Použitá tryskací zařízení Dopravní systémy Servis a náhradní díly Průběžné tryskače s válečkovou tratí se používají k odstraňování okují a rzi z povrchu
Vývoj použití materiálů v automobilovém průmyslu
 Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
Projection, completation and realisation. MVH Vertikální odstředivá kondenzátní článková čerpadla
 Projection, completation and realisation Vertikální odstředivá kondenzátní článková čerpadla Vertikální kondenzátní čerpadla řady Čerpadla jsou určena k čerpání čistých kondenzátů do teploty 220 C s hodnotou
Projection, completation and realisation Vertikální odstředivá kondenzátní článková čerpadla Vertikální kondenzátní čerpadla řady Čerpadla jsou určena k čerpání čistých kondenzátů do teploty 220 C s hodnotou
OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU. Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA
 OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
Výrobní program Profily ocelové otevřené tvářené za studena
 Výrobní program Profily ocelové otevřené tvářené za studena Obsah: 1. Úvod 2. Rozměrové normy a dodací podmínky 3. Základní jakosti ocelí 4. Způsob dodávání 5. Certifikáty a atesty 6. Základní rozměrová
Výrobní program Profily ocelové otevřené tvářené za studena Obsah: 1. Úvod 2. Rozměrové normy a dodací podmínky 3. Základní jakosti ocelí 4. Způsob dodávání 5. Certifikáty a atesty 6. Základní rozměrová
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad
 Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Elettrica série PE. Servoelektrický ohraňovací lis 40-75T
 Servoelektrický ohraňovací lis 40-75T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
Servoelektrický ohraňovací lis 40-75T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
Úsporné teplo pro pohodlný život
 AUTOMATICKÉ KOTLE NA PELETY, OBILÍ, DŘEVNÍ ŠTĚPKU A UHLÍ Úsporné teplo pro pohodlný život www.benekov.com BENEKOVterm s.r.o., Masarykova 402, 793 12 Horní Benešov, tel.: +420 554 748 008, fax: +420 554
AUTOMATICKÉ KOTLE NA PELETY, OBILÍ, DŘEVNÍ ŠTĚPKU A UHLÍ Úsporné teplo pro pohodlný život www.benekov.com BENEKOVterm s.r.o., Masarykova 402, 793 12 Horní Benešov, tel.: +420 554 748 008, fax: +420 554
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Zkušenosti s testováním spalovacích ízení v rámci ICZT Kamil Krpec Seminá : Technologické trendy p i vytáp
 Zkušenosti s testováním m spalovacích ch zařízen zení v rámci r ICZT Kamil Krpec Seminář: : Technologické trendy při p i vytápění tuhými palivy 2011 Obvykle poskytované služby poradenství v oblasti používaných
Zkušenosti s testováním m spalovacích ch zařízen zení v rámci r ICZT Kamil Krpec Seminář: : Technologické trendy při p i vytápění tuhými palivy 2011 Obvykle poskytované služby poradenství v oblasti používaných
Mezní úchylky rozměrů a tolerance tvaru kontinuálně za tepla válcovaných pásů a plechů stříhaných z širokého pásu z nelegovaných a legovaných ocelí
 Mezní úchylky rozměrů a tolerance tvaru kontinuálně za tepla válcovaných pásů a plechů stříhaných z širokého pásu z nelegovaných a legovaných ocelí Podle ČSN EN 10051 květen 2011 Oblast použití Výrobky
Mezní úchylky rozměrů a tolerance tvaru kontinuálně za tepla válcovaných pásů a plechů stříhaných z širokého pásu z nelegovaných a legovaných ocelí Podle ČSN EN 10051 květen 2011 Oblast použití Výrobky
NÁVOD K OBSLUZE A INSTALACI
 NÁVOD K OBSLUZE A INSTALACI AKUMULAČNÍ NÁDRŽE NADO 800/35v9 NADO 1000/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel: +420 / 326 370 990 fax: +420 / 326 370
NÁVOD K OBSLUZE A INSTALACI AKUMULAČNÍ NÁDRŽE NADO 800/35v9 NADO 1000/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel: +420 / 326 370 990 fax: +420 / 326 370
8. Komponenty napájecí části a příslušenství
 Číslo a název šablony klíčové aktivity Tematická oblast CZ.1.07/1.5.00/34.0556 III / 2 = Inovace a zkvalitnění výuky prostřednictvím ICT HYDRAULICKÉ A PNEUMATICKÉ MECHANISMY 8. Komponenty napájecí části
Číslo a název šablony klíčové aktivity Tematická oblast CZ.1.07/1.5.00/34.0556 III / 2 = Inovace a zkvalitnění výuky prostřednictvím ICT HYDRAULICKÉ A PNEUMATICKÉ MECHANISMY 8. Komponenty napájecí části
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
THERM PRO 14 KX.A, XZ.A
 TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do kw. Ohřev teplé vody (TV) je řešen variantně v zabudovaném či v externím zásobníku. Ideální pro vytápění a ohřev TV v bytech. Univerzální
TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do kw. Ohřev teplé vody (TV) je řešen variantně v zabudovaném či v externím zásobníku. Ideální pro vytápění a ohřev TV v bytech. Univerzální
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
NADČASOVÉ KOTLE NA TUHÁ PALIVA. kolektory. výměníky. ohřívače. www.topmax.eu. Způsob dokonalého vytápění KATALOG PRODUKTŮ
 NADČASOVÉ KOTLE NA TUHÁ PALIVA Způsob dokonalého vytápění KATALOG PRODUKTŮ www.topmax.eu výměníky kotle ohřívače kolektory Kotel TOP-Uni II s ručním přikládáním Kotle TOP-UNI II a TOP-UNI II plus jsou
NADČASOVÉ KOTLE NA TUHÁ PALIVA Způsob dokonalého vytápění KATALOG PRODUKTŮ www.topmax.eu výměníky kotle ohřívače kolektory Kotel TOP-Uni II s ručním přikládáním Kotle TOP-UNI II a TOP-UNI II plus jsou
Chlazení kapalin. řada WDE. www.jdk.cz. CT120_CZ WDE (Rev.04-11)
") Chlazení kapalin řada WDE www.jdk.cz CT120_CZ WDE (Rev.04-11) Technický popis WDE-S1K je řada kompaktních chladičů kapalin (chillerů) s nerezovým deskovým výparníkem a se zabudovanou akumulační nádobou
Chlazení kapalin řada WDE www.jdk.cz CT120_CZ WDE (Rev.04-11) Technický popis WDE-S1K je řada kompaktních chladičů kapalin (chillerů) s nerezovým deskovým výparníkem a se zabudovanou akumulační nádobou
HSV WTH 25-55. Klíčové vlastnosti a součásti kotle:
 HSV WTH 25-55 Peletový kotel Rakouské výroby. Po technologické stránce je špičkové nejen spalování, ale také doprava paliva ke kotli. Zařízení disponuje všemi automatickými prvky, jako je zapalování, čistění,
HSV WTH 25-55 Peletový kotel Rakouské výroby. Po technologické stránce je špičkové nejen spalování, ale také doprava paliva ke kotli. Zařízení disponuje všemi automatickými prvky, jako je zapalování, čistění,
KOMBINACE TEPELNÝCH ČERPADEL A FOTOVOLTAICKÝCH SYSTÉMŮ
 KOMBINACE TEPELNÝCH ČERPADEL A FOTOVOLTAICKÝCH SYSTÉMŮ Tomáš Matuška a kol. Energetické systémy budov Univerzitní centrum energeticky efektivních budov ČVUT v Praze Aquatherm 2018 1 34 KOMBINACE FVSYSTÉMU
KOMBINACE TEPELNÝCH ČERPADEL A FOTOVOLTAICKÝCH SYSTÉMŮ Tomáš Matuška a kol. Energetické systémy budov Univerzitní centrum energeticky efektivních budov ČVUT v Praze Aquatherm 2018 1 34 KOMBINACE FVSYSTÉMU
NÁVOD K OBSLUZE A INSTALACI
 NÁVOD K OBSLUZE A INSTALACI Akumulační nádrže NADO 800/35v9 NADO 00/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420 / 326 370 990 fax: +420 / 326 370
NÁVOD K OBSLUZE A INSTALACI Akumulační nádrže NADO 800/35v9 NADO 00/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420 / 326 370 990 fax: +420 / 326 370
Balící stroj na brikety BP 800
 Balící stroj na brikety BP 800 Pro balení briket nabízíme poloautomatický balicí stroj typu SmiPack BP 800 pro skupinové balení briket do teplem smrštitelné folie LDPE. Předpokládané technické zadání:
Balící stroj na brikety BP 800 Pro balení briket nabízíme poloautomatický balicí stroj typu SmiPack BP 800 pro skupinové balení briket do teplem smrštitelné folie LDPE. Předpokládané technické zadání:
NÁVOD K OBSLUZE A INSTALACI
 NÁVOD K OBSLUZE A INSTALACI Akumulační nádrže NADO 800/35v9 NADO 1000/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420 / 326 370 990 fax: +420 / 326 370
NÁVOD K OBSLUZE A INSTALACI Akumulační nádrže NADO 800/35v9 NADO 1000/35v9 Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420 / 326 370 990 fax: +420 / 326 370
Řada Stairs SP. Obsah vyrobena z nerezové, otěruvzdorné oceli. Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10''
 Řada Stairs SP Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10'' Obsah vyrobena z nerezové, otěruvzdorné oceli. Všeobecné údaje Výkonová řada Specifikace materiálů Ponorná čerpadla 4'' Ponorná
Řada Stairs SP Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10'' Obsah vyrobena z nerezové, otěruvzdorné oceli. Všeobecné údaje Výkonová řada Specifikace materiálů Ponorná čerpadla 4'' Ponorná
Projection, completation and realisation. MHH Horizontální odstředivá kondenzátní článková čerpadla
 Projection, completation and realisation Horizontální odstředivá kondenzátní článková čerpadla Horizontální kondenzátní čerpadla řady Čerpadla jsou určena k čerpání čistých kondenzátů a horké čisté vody
Projection, completation and realisation Horizontální odstředivá kondenzátní článková čerpadla Horizontální kondenzátní čerpadla řady Čerpadla jsou určena k čerpání čistých kondenzátů a horké čisté vody
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
Chlazení kapalin. řada WDC. www.jdk.cz. CT125_CZ WDC (Rev.04-11)
") Chlazení kapalin řada WDC www.jdk.cz CT_CZ WDC (Rev.0-) Technický popis WDC-S1K je řada kompaktních průtokových chladičů kapalin (chillerů) s nerezovým deskovým výměníkem. Jednotka je vhodná pro umístění
Chlazení kapalin řada WDC www.jdk.cz CT_CZ WDC (Rev.0-) Technický popis WDC-S1K je řada kompaktních průtokových chladičů kapalin (chillerů) s nerezovým deskovým výměníkem. Jednotka je vhodná pro umístění
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky
 Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Technický list. Elektrické parametry. Bivalentní zdroj. Max. výkon bivalentního zdroje při velikosti jističe *
 - 1/5 - Základní charakteristika Použití Popis Pracovní látka Objednací kód vytápění a příprava teplé vody tepelné čerpadlo je vybaveno směšovacím ventilem s pohonem pro zajištění dodávky otopné vody o
- 1/5 - Základní charakteristika Použití Popis Pracovní látka Objednací kód vytápění a příprava teplé vody tepelné čerpadlo je vybaveno směšovacím ventilem s pohonem pro zajištění dodávky otopné vody o
Vypracoval: Ing.Vojtěch Slavíček Vydání: 1 Schválil dne: František Klípa
 DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
Tepelné jevy při ostřiku okují Thermal phenomena of descalling
 Tepelné jevy při ostřiku okují Thermal phenomena of descalling Toman, Z., Hajkr, Z., Marek, J., Horáček, J, Babinec, A.,VŠB TU Ostrava, Czech Republic 1. Popis problému Technický pokrok v oblasti vysokotlakých
Tepelné jevy při ostřiku okují Thermal phenomena of descalling Toman, Z., Hajkr, Z., Marek, J., Horáček, J, Babinec, A.,VŠB TU Ostrava, Czech Republic 1. Popis problému Technický pokrok v oblasti vysokotlakých
Paletovací stanice. Popis zařízení, funkce...2. Specifikace blistrů...3. Rozměry stanice a orientace blistrů v pozici pro zpracování...
 Paletovací stanice Popis zařízení, funkce...2 Specifikace blistrů...3 Typ 1 blistr pro vstupní díly... 3 Typ 2 blistr na hotové díly... 5 Rozměry stanice a orientace blistrů v pozici pro zpracování...6
Paletovací stanice Popis zařízení, funkce...2 Specifikace blistrů...3 Typ 1 blistr pro vstupní díly... 3 Typ 2 blistr na hotové díly... 5 Rozměry stanice a orientace blistrů v pozici pro zpracování...6
LAMELOVÁ ČERPADLA V3/25
 Q-HYDRAULIKA LAMELOVÁ ČERPADLA V3/25 velikost 25 do 10 MPa 25 dm 3 /min WK 102/21025 2004 Lamelová čerpadla typu PV slouží jako zdroj tlakového oleje v hydraulických systémech. VÝHODY snadné spuštění díky
Q-HYDRAULIKA LAMELOVÁ ČERPADLA V3/25 velikost 25 do 10 MPa 25 dm 3 /min WK 102/21025 2004 Lamelová čerpadla typu PV slouží jako zdroj tlakového oleje v hydraulických systémech. VÝHODY snadné spuštění díky
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Praecisa série PS-C. Servohydraulický ohraňovací lis T
 Servohydraulický ohraňovací lis 90-1500T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
Servohydraulický ohraňovací lis 90-1500T Představení společnosti Společnost G.A.D.E. S.r.l. byla založena v roce 1980 čtyřmi partnery, kteří dodnes působí ve společnosti. Za více než 30 let působení společnosti
THERM 20 LXZE.A 5, TLXZE.A 5 THERM 28 LXZE5.A, TLXZE5.A THERM 28 LXZE10.A, TLXZE10.A
 0 LXZE.A, TLXZE.A a LXZE.A, TLXZE.A a LXZE0.A, TLXZE0.A 0 LXZE.A, TLXZE.A LXZE.A, TLXZE.A LXZE0.A, TLXZE0.A TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do 0 popř. kw. Ohřev teplé
0 LXZE.A, TLXZE.A a LXZE.A, TLXZE.A a LXZE0.A, TLXZE0.A 0 LXZE.A, TLXZE.A LXZE.A, TLXZE.A LXZE0.A, TLXZE0.A TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do 0 popř. kw. Ohřev teplé
Palivová soustava Steyr 6195 CVT
 Tisková zpráva Pro více informací kontaktujte: AGRI CS a.s. Výhradní dovozce CASE IH pro ČR email: info@agrics.cz Palivová soustava Steyr 6195 CVT Provoz spalovacího motoru lze řešit mimo používání standardního
Tisková zpráva Pro více informací kontaktujte: AGRI CS a.s. Výhradní dovozce CASE IH pro ČR email: info@agrics.cz Palivová soustava Steyr 6195 CVT Provoz spalovacího motoru lze řešit mimo používání standardního
Trysky pro distributor vzduchu fluidního kotle v úpravě pro spalování biomasy
 Trysky pro distributor vzduchu fluidního kotle v úpravě pro spalování biomasy Jan HRDLIČKA 1, * 1 ČVUT v Praze, Fakulta strojní, Ústav energetiky, Technická 4, 166 07 Praha 6 * Email: jan.hrdlicka@fs.cvut.cz
Trysky pro distributor vzduchu fluidního kotle v úpravě pro spalování biomasy Jan HRDLIČKA 1, * 1 ČVUT v Praze, Fakulta strojní, Ústav energetiky, Technická 4, 166 07 Praha 6 * Email: jan.hrdlicka@fs.cvut.cz
ARO robotické svařování správná volba
 Robotické svařování ARO robotické svařování správná volba Odbornost ve svařování Kleště Kompletní rada pneumatických kleští a kleští s elektrickým pohonem pro 50/60 Hz, nebo střední frekvenci MF Skříňka
Robotické svařování ARO robotické svařování správná volba Odbornost ve svařování Kleště Kompletní rada pneumatických kleští a kleští s elektrickým pohonem pro 50/60 Hz, nebo střední frekvenci MF Skříňka
THERM PRO 14 KX.A, X.A, XZ.A THERM PRO 14 TKX.A, TX.A, TXZ.A
 TŘÍDA NOx PRO KX.A, X.A, XZ.A, TKX.A, TX.A, TXZ.A PRO KX.A, X.A, XZ.A PRO TKX.A, TX.A, TXZ.A Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do kw. Ohřev teplé vody (TV) je řešen variantně v
TŘÍDA NOx PRO KX.A, X.A, XZ.A, TKX.A, TX.A, TXZ.A PRO KX.A, X.A, XZ.A PRO TKX.A, TX.A, TXZ.A Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do kw. Ohřev teplé vody (TV) je řešen variantně v
Kombinovaný teplovodní kotel pro spalování tuhých a ušlechtilých paliv
 Kombinovaný teplovodní kotel pro spalování tuhých a ušlechtilých paliv Oblast techniky Technické řešení se týká kotlů pro spalování tuhých paliv, zejména uhlí, dřeva, dřevního odpadu a biomasy s možností
Kombinovaný teplovodní kotel pro spalování tuhých a ušlechtilých paliv Oblast techniky Technické řešení se týká kotlů pro spalování tuhých paliv, zejména uhlí, dřeva, dřevního odpadu a biomasy s možností
TECHNICKÁ ZAŘÍZENÍ BUDOV
 Katedra prostředí staveb a TZB TECHNICKÁ ZAŘÍZENÍ BUDOV Cvičení pro bakalářské studium studijního oboru Příprava a realizace staveb Cvičení č. 7 Zpracoval: Ing. Zdeněk GALDA Nové výukové moduly vznikly
Katedra prostředí staveb a TZB TECHNICKÁ ZAŘÍZENÍ BUDOV Cvičení pro bakalářské studium studijního oboru Příprava a realizace staveb Cvičení č. 7 Zpracoval: Ing. Zdeněk GALDA Nové výukové moduly vznikly
VYTÁPĚNÍ 05 VYTÁPĚNÍ
 56 VYTÁPĚNÍ 05 VYTÁPĚNÍ 57 Nepřímé ohřívače s odtahem zplodin Pro vytápění v chovech drůbeže a prasat nabízíme celou řadu ohřívačů, které je možné různě kombinovat. Mezi klíčová kritéria volby správného
56 VYTÁPĚNÍ 05 VYTÁPĚNÍ 57 Nepřímé ohřívače s odtahem zplodin Pro vytápění v chovech drůbeže a prasat nabízíme celou řadu ohřívačů, které je možné různě kombinovat. Mezi klíčová kritéria volby správného
nástěnné kotle s ohřevem vody v zásobníku
 nástěnné kotle s ohřevem vody v zásobníku therm PRo 14 XZ, txz therm 20 LXZ, tlxz therm 28 LXZ, tlxz therm 20 LXZe.A, tlxze.a therm 28 LXZe.A therm PRo 14 KX, tkx therm 28 LXZ.A 5, tlxz.a 5 therm 20 LXZe.A
nástěnné kotle s ohřevem vody v zásobníku therm PRo 14 XZ, txz therm 20 LXZ, tlxz therm 28 LXZ, tlxz therm 20 LXZe.A, tlxze.a therm 28 LXZe.A therm PRo 14 KX, tkx therm 28 LXZ.A 5, tlxz.a 5 therm 20 LXZe.A
SYSTÉMY A VYBAVENÍ VĚTRNÝCH ELEKTRÁREN
 SYSTÉMY A VYBAVENÍ VĚTRNÝCH ELEKTRÁREN Jak již bylo v předchozích kapitolách zmíněno, větrné elektrárny je možné dělit dle různých hledisek a kritérií. Jedním z kritérií je například konstrukce větrného
SYSTÉMY A VYBAVENÍ VĚTRNÝCH ELEKTRÁREN Jak již bylo v předchozích kapitolách zmíněno, větrné elektrárny je možné dělit dle různých hledisek a kritérií. Jedním z kritérií je například konstrukce větrného
Czech Raildays 2010 MODIFIKACE OZUBENÍ
 MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
Plynový konzenzační kotel Výstup: kw TRIGON XL. Kompaktní, vysoký výkon
 Plynový konzenzační kotel Výstup: 150 570 kw TRIGON XL Kompaktní, vysoký výkon TRIGON XL Flexibilní pro všech Nový standard TRIGON XL představuje významný krok kupředu v technologii vytápění. Díky extrémně
Plynový konzenzační kotel Výstup: 150 570 kw TRIGON XL Kompaktní, vysoký výkon TRIGON XL Flexibilní pro všech Nový standard TRIGON XL představuje významný krok kupředu v technologii vytápění. Díky extrémně
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312
 ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Přehledový katalog stroje. PRAECISA série PSC GREEN DRIVE Elektrohydraulické ohraňovací lisy G.A.D.E.
 Přehledový katalog stroje PRAECISA série PSC GREEN DRIVE Elektrohydraulické ohraňovací lisy G.A.D.E. Vlastnosti a charakteristika ohraňovacích lisů série PSC GREEN DRIVE Ohraňovací lisy G.A.D.E. PRAECISA
Přehledový katalog stroje PRAECISA série PSC GREEN DRIVE Elektrohydraulické ohraňovací lisy G.A.D.E. Vlastnosti a charakteristika ohraňovacích lisů série PSC GREEN DRIVE Ohraňovací lisy G.A.D.E. PRAECISA
Vážení zákazníci. Kolektiv společnosti TEKLA
 2 Vážení zákazníci Právě se Vám dostává do rukou katalog výrobků společnosti TEKLA. Smyslem našeho snažení od chvíle zrodu první výrobní myšlenky, stejně jako během celého dalšího rozvoje značky TEKLA,
2 Vážení zákazníci Právě se Vám dostává do rukou katalog výrobků společnosti TEKLA. Smyslem našeho snažení od chvíle zrodu první výrobní myšlenky, stejně jako během celého dalšího rozvoje značky TEKLA,
ArcelorMittal Ostrava a.s. - Závod 14 - Válcovny Integrované povolení čj. 6218/2005/ŽPZ/Had/0008 ze dne , ve znění pozdějších změn
 V rámci aktuálního znění výrokové části integrovaného povolení jsou zapracovány dosud vydané změny příslušného integrovaného povolení. Uvedený dokument má pouze informativní charakter a není závazný. Aktuální
V rámci aktuálního znění výrokové části integrovaného povolení jsou zapracovány dosud vydané změny příslušného integrovaného povolení. Uvedený dokument má pouze informativní charakter a není závazný. Aktuální
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
DRT. Dopravníky řetězové akumulační. Určeny k přepravě kusových výrobků větších rozměrů a vyšších hmotností
 DRT Dopravníky řetězové akumulační Určeny k přepravě kusových výrobků větších rozměrů a vyšších hmotností Dopravníky řetězové akumulační Jsou vhodné jak k samostatnému použití, tak pro zástavbu do větších
DRT Dopravníky řetězové akumulační Určeny k přepravě kusových výrobků větších rozměrů a vyšších hmotností Dopravníky řetězové akumulační Jsou vhodné jak k samostatnému použití, tak pro zástavbu do větších
Horizontální obráběcí centra
 Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
Vířivé anemostaty. Nastavitelné, pro výšku výfuku 3,80m. TROX GmbH Telefon +420 2 83 880 380 organizační složka Telefax +420 2 86 881 870
 T 2.2/6/TCH/1 Vířivé anemostaty Série VD Nastavitelné, pro výšku výfuku 3,80m TROX GmbH Telefon +420 2 83 880 380 organizační složka Telefax +420 2 86 881 870 Ďáblická 2 e-mail trox@trox.cz 182 00 Praha
T 2.2/6/TCH/1 Vířivé anemostaty Série VD Nastavitelné, pro výšku výfuku 3,80m TROX GmbH Telefon +420 2 83 880 380 organizační složka Telefax +420 2 86 881 870 Ďáblická 2 e-mail trox@trox.cz 182 00 Praha
STACIONÁRNÍ KOTLE VK 16/6-2 XE AŽ 47/6-2 XE
 STACIOÁRÍ KOTLE VK 16/6- XE AŽ 7/6- XE S dvoustupňovou plynovou armaturou a Systemem Pro E ISPIRACE PRO VYTÁPĚÍ PLYOVÉ KOTLE VK 16/6- XE AŽ 7/6- XE S dvoustupňovou plynovou armaturou 16 17 18 1 1 11 19
STACIOÁRÍ KOTLE VK 16/6- XE AŽ 7/6- XE S dvoustupňovou plynovou armaturou a Systemem Pro E ISPIRACE PRO VYTÁPĚÍ PLYOVÉ KOTLE VK 16/6- XE AŽ 7/6- XE S dvoustupňovou plynovou armaturou 16 17 18 1 1 11 19
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
JAINNHER. www.moostrading.cz. Profil společnosti. Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD. Rozloha závodu: 17.
 JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK. Jaroslav Pindor a Karel Michalek b
 POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
Systém managementu kvality. ISO 9001:2015 Procesní přístup
 Systém managementu kvality ISO 9001:2015 Procesní přístup Systém managementu / dnes i zítra - ISO 9001:2015 Procesní zaměření Procesy řídící Procesy realizační (hlavní) Procesy podpůrné Procesy zákaznicky
Systém managementu kvality ISO 9001:2015 Procesní přístup Systém managementu / dnes i zítra - ISO 9001:2015 Procesní zaměření Procesy řídící Procesy realizační (hlavní) Procesy podpůrné Procesy zákaznicky
SOLÁRNÍ SYSTÉM S DLOUHODOBOU AKUMULACÍ TEPLA VE SLATIŇANECH ANALÝZA PROVOZU
 SOLÁRNÍ SYSTÉM S DLOUHODOBOU AKUMULACÍ TEPLA VE SLATIŇANECH ANALÝZA PROVOZU Martin Kny student Ph.D., ČVUT v Praze, fakulta stavební, katedra technických zařízení budov martin.kny@fsv.cvut.cz Konference
SOLÁRNÍ SYSTÉM S DLOUHODOBOU AKUMULACÍ TEPLA VE SLATIŇANECH ANALÝZA PROVOZU Martin Kny student Ph.D., ČVUT v Praze, fakulta stavební, katedra technických zařízení budov martin.kny@fsv.cvut.cz Konference
Havlíčkovo náměstí 6189, 708 00 Ostrava-Poruba, tel.: +420 776 979 443, e-mail:info@pwr.cz PWR T 600. Technická specifikace. 600 kw Spalovací turbína
 PWR T 600 Technická specifikace 600 kw Spalovací turbína Obecná specifikace: 655 kw dle ISO normy Jednotka určená pro průmyslové aplikace Uložení na jedné ose Jednoduchý pracovní cyklus Radiální kompresor
PWR T 600 Technická specifikace 600 kw Spalovací turbína Obecná specifikace: 655 kw dle ISO normy Jednotka určená pro průmyslové aplikace Uložení na jedné ose Jednoduchý pracovní cyklus Radiální kompresor
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
Navařování srdcovek výhybek P-NA-M-03/2013
 SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
Bodové svařovací stroje s kyvnými a lineárními rameny kva. Typ 4620N 4630N 4629N 4630N 4621N 4623N
 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
PODNIKOVÁ NORMA PN KP TVAROVANÉ / TRAPÉZOVÉ PLECHY z hliníku a slitin hliníku
 PODNIKOVÁ NORMA PN KP 4201 TVAROVANÉ / TRAPÉZOVÉ PLECHY z hliníku a slitin hliníku Platnost od: 1. ledna 2018 Vydání č.: 2 Předmluva Citované normy ČSN EN ISO 6892-1 Kovové materiály Zkoušení tahem Část
PODNIKOVÁ NORMA PN KP 4201 TVAROVANÉ / TRAPÉZOVÉ PLECHY z hliníku a slitin hliníku Platnost od: 1. ledna 2018 Vydání č.: 2 Předmluva Citované normy ČSN EN ISO 6892-1 Kovové materiály Zkoušení tahem Část
BND BNJ BND-51SY2 BNJ 42SY/51SY. CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou
 BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
Regulátor ECL Comfort 110 Pro střídavé napětí 230 V a 24 V
 Datový list Regulátor ECL Comfort 110 Pro střídavé napětí 230 V a 24 V a zároveň je prostřednictvím čipové karty a komunikačního rozhraní uzpůsoben pro využití v nových aplikacích. Konstrukce regulátoru
Datový list Regulátor ECL Comfort 110 Pro střídavé napětí 230 V a 24 V a zároveň je prostřednictvím čipové karty a komunikačního rozhraní uzpůsoben pro využití v nových aplikacích. Konstrukce regulátoru
BIOPEL LINE NOVINKA. Peletové kotle. 10-40 kw. emisní t ída
 NOVINKA Peletové kotle BIOPEL LINE 10-40 kw 5. emisní t ída Výrobce: OPOP spol. s r. o., Zaovská 750, 757 01 Valaské Meziøíèí, tel.: +40 571 675 589, e-mail: sales@opop.cz Přednosti sortimentu Biopel line
NOVINKA Peletové kotle BIOPEL LINE 10-40 kw 5. emisní t ída Výrobce: OPOP spol. s r. o., Zaovská 750, 757 01 Valaské Meziøíèí, tel.: +40 571 675 589, e-mail: sales@opop.cz Přednosti sortimentu Biopel line
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
6.3 Výrobky Způsob výroby volí výrobce. Pro minimální stupeň přetváření válcovaných a kovaných výrobků viz A4.
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ
 SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ Specifická kritéria přijatelnosti pro SC 2.5 Snížení energetické náročnosti v sektoru bydlení Název kritéria Aspekt podle Metodického pokynu pro
SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ Specifická kritéria přijatelnosti pro SC 2.5 Snížení energetické náročnosti v sektoru bydlení Název kritéria Aspekt podle Metodického pokynu pro
zakázková strojní a zámečnická Výroba
 E S L, a.s. Dukelská třída 247/69 zakázková strojní a zámečnická Výroba Převedeme vaše představy v reálný výrobek. O nás Již od roku 1993 se věnujeme navrhování a realizování systémů vybraných technických
E S L, a.s. Dukelská třída 247/69 zakázková strojní a zámečnická Výroba Převedeme vaše představy v reálný výrobek. O nás Již od roku 1993 se věnujeme navrhování a realizování systémů vybraných technických
Strojní pásová pila INDIVIDUAL DGH
 FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ
 SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ Specifická kritéria přijatelnosti pro SC 2.5 Snížení energetické náročnosti v sektoru bydlení Název kritéria Aspekt podle Metodického pokynu pro
SC 2.5 SNÍŽENÍ ENERGETICKÉ NÁROČNOSTI V SEKTORU BYDLENÍ Specifická kritéria přijatelnosti pro SC 2.5 Snížení energetické náročnosti v sektoru bydlení Název kritéria Aspekt podle Metodického pokynu pro