Vliv teplotního. VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 1/2011
|
|
|
- Olga Švecová
- před 9 lety
- Počet zobrazení:
Transkript
1 Vliv teplotního režimu svařování na vlastnosti svarových spojů I Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování

2 Obsah Definice teplotního režimu svařování. Složky teplotního t režimu - předehřev, vnesené teplo, teplotní cyklus svařování, interpass, dohřev, TZ, Vliv teplotního režimu na vybrané užitné vlastnosti svarových spojů - tvrdost, pevnost, zbytkové napětí, NCÚ Praktické aplikace

3 Teplotní režim svařování
4 Teplota předehřevu Stanovení teploty předehřevu ČSN EN Norma uvádí, že: pro výpočet předehřevu pro svařování konstrukcí z nelegovaných, jemnozrnných a nízkolegovaných ocelí, je možno použít dvě metody A a B. Metoda A je založena na rozsáhlých praktických zkušenostech a informacích, které platí převážněř ě pro uhlíko-manganové typy ocelí. Metoda B se používá spíše pro nízkolegované vysokopevnostní oceli. Alternativní metody výpočtu předehřevu dle ANSI / AWS (D 1.1) (American National Standart Institute/ American Welding Society) Výpočtové metody 1.Hardness Method (HM) výpočet optimálního tepelného příkonu svařování k eliminaci studeného praskání. 2.Hydrogen Control Method (HCM) výpočet předehřevu dle chemického složení ZM a obsahu difusního vodíku ve svaru.

5 Teplota předehřevu Stanovení teploty předehřevu ČSN EN Norma uvádí, že: pro výpočet předehřevu pro svařování konstrukcí z nelegovaných, jemnozrnných a nízkolegovaných ocelí, je možno použít dvě metody A a B. Metoda A je založena na rozsáhlých praktických zkušenostech a informacích, které platí převážně pro uhlíko-manganové typy ocelí. Metoda B se používá spíše pro nízkolegované vysokopevnostní oceli. Tab Žárupevné oceli - minimální teplota předehřevu a minimální teplota interpass Minimální teplota předehřevu a minimální teplota interpass ( C) Maximální teplota Typ oceli Tloušťka Stupeň obsahu vodíku interpass D 5 (ml/100 g) C 5 až 10 (ml/100 g) A > 15 (ml/100 g) ( C) ,3 Mo > > nepoužitelné 1 Cr 0,5 Mo ,25 Cr 0,5 Mo > nepoužitelné 300 0,5 Cr 0,5 Mo 0,25 V nepoužitelné > nepoužitelné 300 2,25 Cr 1 Mo > nepoužitelné Cr 0,5 Mo 7Cr05Mo 0,5 všechny nepoužitelné Cr 1 Mo nepoužitelné nepoužitelné 300 a 12 Cr Mo V > a nepoužitelné nepoužitelné 450 b 350 b a Martenzitická metoda, při které je teplota předehřevu nižší než teplota počátku martenzitické transformace M (s) a transformace na martenzit nastane před tím, než je použito jakékoliv tepelné zpracování. b Astenitická metoda, při které je teplota předehřevu vyšší než M(s) a spoj musí být ochlazen pod M(s) aby bylo zajištěno, že transformace na martenzit nastane před tím, než je použito jakékoliv tepelné zpracování po svařování.
 Maximální teplota Typ oceli Tloušťka Stupeň obsahu")
6 Teplota předehřevu ČSN EN Tab Oceli pro nízké teploty - minimální teplota předehřevu a minimální teplota interpass Minimální teplota předehřevu a minimální teplota interpass ( C) Tloušťka Typ oceli (mm) Stupeň obsahu vodíku D 5 (ml/100 g) 5 až 10 (ml/100 g) 3,5 Ni nad a 150 a Maximální teplota interpass ( C) 5,0 Ni nad b nepoužitelné 250 5,5 Ni nad b nepoužitelné 250 9,0 Ni nad b nepoužitelné 250 a Hodnoty uvedené pro minimální předehřevu jsou typické pro běžnou výrobu při použití přídavných materiálu, jejichž chemického složení odpovídá základnímu materiálu. b Stanovená úroveň předehřevu se vztahuje na ty případy, ve kterých se použijí podobné přídavné materiály nebo svařování bez přídavného materiálu. Oceli s 5 až 9% Ni jsou obvykle svařovány s použitím přídavných svařovacích materiálů na bázi Ni a předehřev není obvykle požadován do tloušťky 50 mm. Tab Příklady maximálních kobinovaných tloušťěk svařitelných bez předehřevu. Maximální kombinovaná tloušťka (mm) Obsah difuzního vodíku CE = 0,49 CE = 0,43 (ml/100 g svarového Tepelný příkon Tepelný příkon kovu) 1,0kJ/mm 2,0kJ/mm 1,0kJ/mm 2,0kJ/mm >


 Výpočtové metody 1.")

 výpočet předehřevu")
7 Teplota předehřevu Alternativní metody výpočtu předehřevu dle ANSI / AWS (AWS D1.1) (American National Standart t Institute/ t American Welding Society) Výpočtové metody 1.Hardness Method (HM) výpočet optimálního tepelného příkonu svařování k eliminaci studeného praskání. 2.Hydrogen Control Method (HCM) výpočet předehřevu dle chemického složení ZM a obsahu difusního vodíku ve svaru.


8 Tab. 2 Index náchylnosti k vodíkovému praskání. Teplota předehřevu Zona I V této oblasti je vznik studeného praskání nepravděpodobný. Pouze v případě vysokého obsahu difusního vodíku nebo vysoké úrovně zbytkového napětí, se teplota předehřevu stanoví metodou HCM. Zona II Nebezpečí vzniku studených trhlin lze eliminovat stanovením minimálního tepelného příkonu svařování metodou HM. Zona III Pokud je úroveň tepelného příkonu příliš vysoká a hrozí degradace mechanických vlastností TOO, stanoví se předehřev metodou HCM. a technologických Index náchylnosti k vodíkovému praskání Úrove ň obsahu Hd Parametr chemického složení Pcm < 0,18 < 0,23 < 0,28 < 0,33 < 0,38 H1 A B C D E H2 B C D E F H3 C D E F G

9 Tab. 2 Index náchylnosti k vodíkovému praskání. Teplota předehřevu Tuhost konstrukce Tloušťka desky (mm) Minimum teploty předehřevu a interpass ( C) Index náchylnosti k vodíkovému praskání A B C D E F G <10 <18 <18 <18 < <18 < nízká <18 < > <10 <18 <18 <18 < <18 < střední < > <10 <18 <18 < < vysoká >


 : t <= 50")





10 Teplota předehřevu Kontrola teploty předehřevu (ČSN EN ISO 13916) : t <= 50 : A= 4x t max. 50mm t > 50 : A=75 mm Měření na opačné straně, než která je ohřívaná. Přístup z ohřívané strany po odstranění topných elementů, čas pro vyrovnání teploty je 2 min. na každých 25 mm tloušťky ZM.

11 Teplotní režim svařování
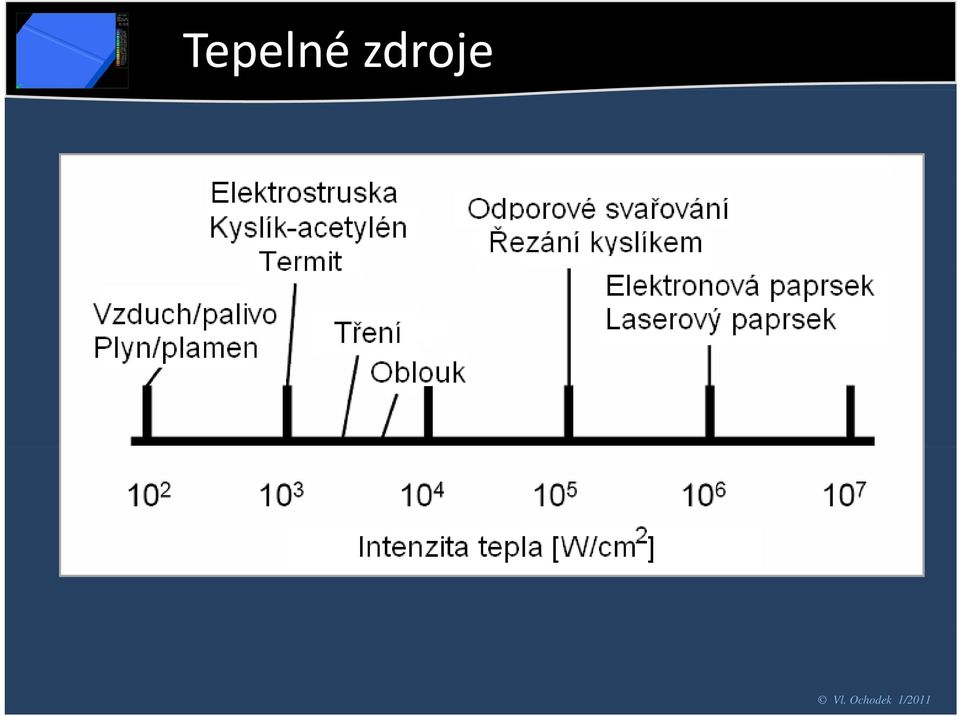
12 Tepelné zdroje
13 Tepelný příkon Množství energie na jednotku délky. I * U 60* I * U -1-1 Q1 = [kj*mm ] Q2 = [J*cm ] 1000 * v1 v2-1 Q1.. svař.příkon [kj*mm ] I. svař.proud [A] U svař.napětí ř [V] -1 v1 svař. rychlost [mm*s ] -1 Q2.. svař.příkon [J*cm ] I. svař.proud [A] U svař.napětí ř [V] -1 v2 svař. Rychlost [cm*min ] η = Qsv Q Qcel Qsv..energie vnesená do svarového spoje..celková energie oblouku Qcel
![napětí ř [V] -1 v1 svař. rychlost [mm*s ] -1 Q2.. svař.příkon [J*cm ] I. svař.proud [A] U svař.](/docs-images/40/84781/images/page_13.jpg "napětí ř [V] -1 v2 svař. Rychlost [cm*min ] η = Qsv Q Qcel Qsv.")
14 Tepelný příkon skutečný Qa = Q1,2 * η Technologie svařování Účinnost procesu- η Rozsah Doporučeno Literatura MMAW (SMAW) [1,3] η... souč. účinnosti 11 - MMAW (SMAW), stick welding [1,3,5,6] GTAW (TIG,WIG), (Ar-steel) [1,3,5,6] GTAW (TIG,WIG), (He-Al) [1,3] GTAW (TIG,WIG), (Ar-Al) [1,3] GMAW (MIG), (Ar-ocel) [1,3] GMAW (MAG), (CO2-ocel) [1,3] 136, 137, 138 GMAW (MAG), (CO2-ocel) [1,3] 121- SAW [1,3] 72 - ESW [[1,3] 76 - EBW [4] CO2 Laser Beam seam welding [9,10] Nd:YAG Laser Beam spot welding [9,10] 15 - PAW [12] 15 - VPPAW (Variable polarity PAW, Al) [12]
![60 [1,3] 141 - GTAW (TIG,WIG), (Ar-Al) 0.22-0.48 0.40 [1,3] 131 - GMAW (MIG), (Ar-ocel) 0.66-0.70 0.70 [1,3] 135 - GMAW (MAG), (CO2-ocel) 0.75-0.93 0.85 [1,3] 136, 137, 138 GMAW (MAG), (CO2-ocel) 0.](/docs-images/40/84781/images/page_14.jpg "80 0.80 [1,3] 121- SAW 0.90-0.99 0.95 [1,3] 72 - ESW 0.90-0.99 0.95 [[1,3] 76 - EBW 0.90 0.90 [4] 751 - CO2 Laser Beam seam welding 02090 0.2-0.90 050 0.")




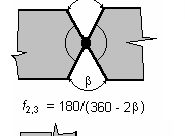



15 Tepelný příkon efektívní Qe = f * Qa f2,3... koef. ved.tepla

16 Tepelný příkon příklad výpočtu Svařování MAG-135 φ prům. drátu 0,8 [mm] η souč. účinnosti 0,7 I.svař.proud 110 [A] U svař.napětí 20 [V] v svař. rychlost 2 [mm/s] f. koef. spoje= návar Svařování MAG-135-pulz I * U Q = f η = 1 0,7 110* * v 1000 * 2 = 0,77 [kj/mm] Qp = 110*20 1 0,7 = * 0,77 [kj/mm] φ prům. drátu 0,8 [mm] η souč. účinnosti 0,7 Ip.svař.proud pulzu 110 [A] Ib.svař.proud základu 20 [A] 50% Ip, 50% Ib (resp. čas pulzu) U svař.napětí 20 [V] v svař. rychlost 2 [mm/s] f. koef. spoje= návar Qb = 1 0,7 20* * 2 = 0,2 [kj/mm] Q= Qp +Qb+ 2 = 0,49 [kj/mm]
![spoje= návar Svařování MAG-135-pulz I * U Q = f η = 1 0,7 110*20 077 1000 * v 1000 * 2 = 0,77 [kj/mm] Qp = 110*20 1 0,7 = * 0,77 [kj/mm] 1000 2 φ](/docs-images/40/84781/images/page_16.jpg "prům. drátu 0,8 [mm] η souč. účinnosti 0,7 Ip.svař.proud pulzu 110 [A] Ib.svař.proud základu 20 [A] 50% Ip, 50% Ib (resp. čas pulzu) U svař.")




17 Tepelný příkon příklad výpočtu Svařování MAG-135 Q = Q1 + Q2 +. Q10 [kj/mm]] 10 Podmínka max.q Qmax. Q Q Q Q Q1, Q2.. nebo
![+. Q10 [kj/mm]] 10 Podmínka](/docs-images/40/84781/images/page_17.jpg "max.q Qmax. Q Q Q Q Q1, Q2.")


18 Tepelný příkon Vliv polohy svařování na Q? Vliv pomocných operací drážkování, broušení na Q?



, přídavný")

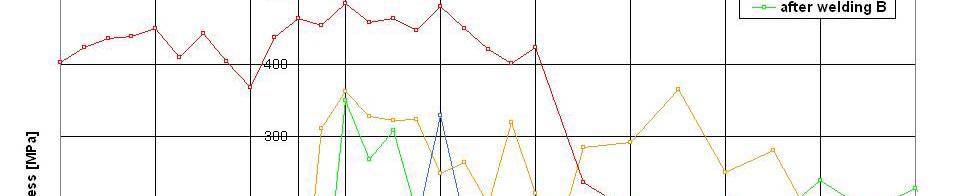
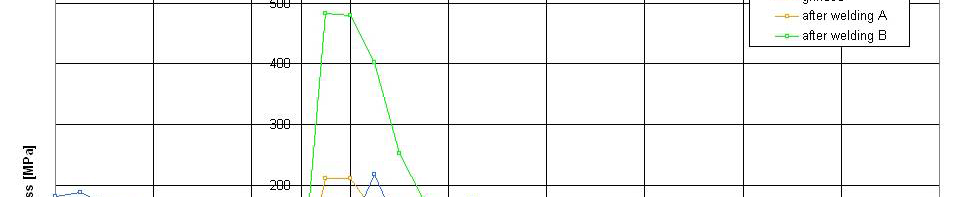
19 Tepelný příkon vliv na vlastnosti Vliv tepelného příkonu na mez kluzu Rp 0,2 a mez pevnosti v tahu Rm u svaru, technologií MAG (135), přídavný materiál OK Autrod 12.58, základní materiál uhlíková konstrukční ocel.

20 Teplotní režim svařování



21 Interpass Interpass teplota nebo také mezihousenková teplota je teplota svarového kovu bezprostředně před započetím svařování následující vrstvy u vícevrstvého svařování. Při svařováníř uhlíkových h feritických ocelí je běžněě předepisovánař interpass teplota stejná jako teplota předehřevu. Překročení interpass teploty může nepříznivě ovlivnit mechanické vlastnosti. S vysokou teplotou interpass hrozí u uhlíkových feritických ocelí pokles meze kluzu i meze pevnosti. (pozn. Předepisování max. interpass teploty je charakteristické zejména u austenitických ocelí z důvodu zachování antikorozních vlastností).
22 Teplotní režim svařování



23 Teplotní cyklus svařování Teplotní cyklus svařování : T=f (t) nebo T=f (x) charakteristiky : To, Tmax, vohř. vochl, v300, Δ t8/5, Δ t3/1,

")
")


24 Teplotní cyklus svařování Teplotní cyklus svařování : T=f (t) nebo T=f (x)
25 Teplotní režim svařování Teplotní cyklus svařování : T=f (t) eplota [ C] Te Čas [s]







26 Teplotní cyklus svařování ARA diagram- vliv na strukturu Tepelné zpracování Svařování
27 Teplotní cyklus svařování ARA diagram- vliv na strukturu Vliv rychlosti ochlazování na strukturu a podíl strukturních fází




28 Teplotní cyklus svařování Možnost ovlivnění teplotního cyklu Tp /Q
29 Teplotní režim svařování







30 Teplotní cyklus svařování měření Kontaktní měření (termočlánky) : Kov A Kov B Sebekovo napětí



31 Teplotní cyklus svařování měření Umístění termočlánků :




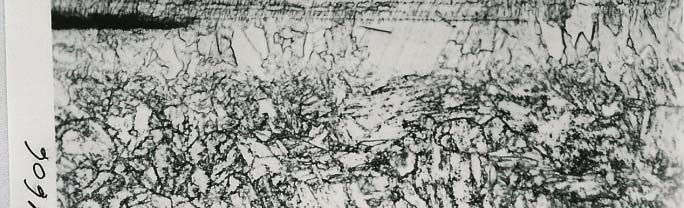
32 Teplotní cyklus svařování měření ARA diagram (experimentální in situ pro podmínky svařování) : Umístění termočlánku v TOO Zv. 20x Zv. 500x
 : ARA diagram (0.18% C, 0.89%Mn, 0.30%Si, 0.01%Mo, 0.05%Ni, 0.08%Cr, 0.")
33 Teplotní cyklus svařování měření ARA diagram (experimentální in situ pro podmínky svařování) : ARA diagram (0.18% C, 0.89%Mn, 0.30%Si, 0.01%Mo, 0.05%Ni, 0.08%Cr, 0. 03%Al)



34 Teplotní cyklus svařování měření Bezkontaktní měření : Infra termočlánek Rozsah teplot do 2482 C Emisivita k nastavení od0.1 do 1.00 po kroku 0.01


35 Teplotní cyklus svařování měření Bezkontaktní měření :
36 Teplotní režim svařování





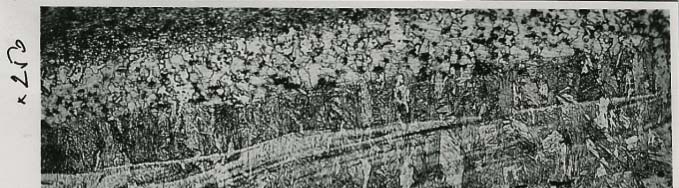


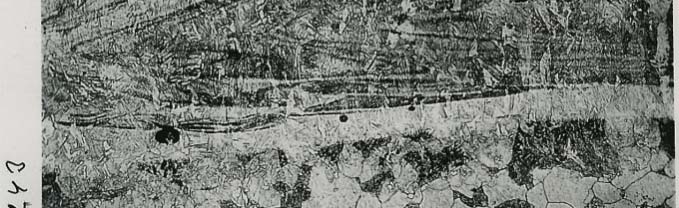

37 Trny TOO P91 (struktura ZM martenzit TOO martenzit 0,12mm- HVmax. 384) ( ZM bainit, TOObainit, 0,22, Hvmax. 356)















38 Termočlánky TOO 0,1 0,2 GS22Mo4 P91
39 Teplotní režim svařování









40 Zbytková napětí







41 Zbytková napětí Along Top Surface - constrain Trans sverse stress [MPa] IAM-with phases IAM-without phases Battelle-M2 measured pl.strain clasic Battelle-M Distance from centreline on top surface [mm] Transverse stress Longitudinal stress



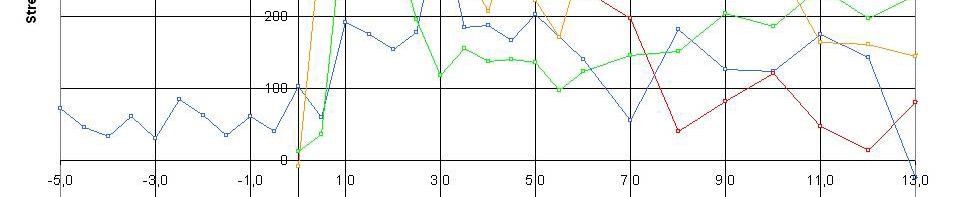
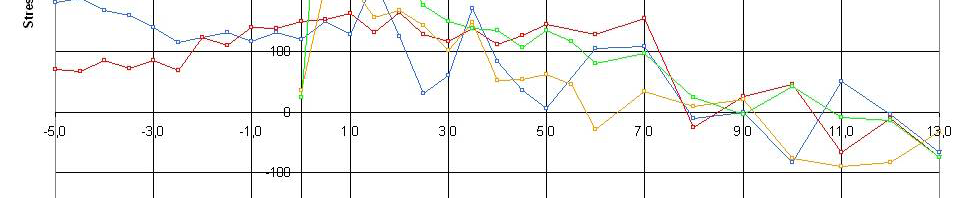
42 Zbytková napětí
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Teplotní režim svařování
 Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů
 Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
E-B 312. EN 1599: E Z (CrMo) B 42
 B 42") E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
E-B 321. EN ISO 3580: E Z (CrMoV) B 22
 B 22") E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB
 Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Weld G3Si1. SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1
 Weld G3Si1 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1 Weld G3Si1 je poměděný drát z produkce společnosti ESAB určený pro svařování nelegovaných a nízko legovaných uhlík-manganových konstrukčních ocelí
Weld G3Si1 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1 Weld G3Si1 je poměděný drát z produkce společnosti ESAB určený pro svařování nelegovaných a nízko legovaných uhlík-manganových konstrukčních ocelí
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
SVAŘITELNOST MATERIÁLU
 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
OK AUTROD 308L OK Autrod 16.10
 OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
6/ Klasifikace podle ČSN EN ISO A
 SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Základy úspěšného svařování ocelových konstrukcí z VP ocelí
 Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
Svařování duplexních nerezavějících ocelí
 Svařování duplexních nerezavějících ocelí KOMPLETNÍ SORTIMENT SVAŘOVACÍCH MATERIÁLŮ STRENGTH THROUGH COOPERATION Duplexní svařovací materiály a technická podpora nejvyšší kvality Aplikace duplexních ocelí
Svařování duplexních nerezavějících ocelí KOMPLETNÍ SORTIMENT SVAŘOVACÍCH MATERIÁLŮ STRENGTH THROUGH COOPERATION Duplexní svařovací materiály a technická podpora nejvyšší kvality Aplikace duplexních ocelí
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu
 Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí
 Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
Obr. 1. Řezy rovnovážnými fázovými diagramy a) základního materiálu P92, b) přídavného materiálu
 základního materiálu P92, b) přídavného materiálu") POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí.
 2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY
 ČOS343907 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY ČOS 343907 (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD
ČOS343907 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY ČOS 343907 (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití.
 2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
durostat 400/450/500 Tabule plechu válcované za tepla Datový list květen 2017 Otěruvzdorné plechy z ocelového pásu válcovaného za tepla
 Tabule plechu válcované za tepla durostat 400/450/500 Datový list květen 2017 TABULE PLECHU Otěruvzdorné plechy z ocelového pásu válcovaného za tepla Plechy durostat 400, durostat 450 a durostat 500 dosahují
Tabule plechu válcované za tepla durostat 400/450/500 Datový list květen 2017 TABULE PLECHU Otěruvzdorné plechy z ocelového pásu válcovaného za tepla Plechy durostat 400, durostat 450 a durostat 500 dosahují
OK AUTROD SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
OK AUTROD 1070 (OK AUTROD 18.01)
") OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
Svařitelnost některých technických materiálů a volba přídavných materiálů
 Svařitelnost je jednou z důležitých technologických vlastností některých kovových materiálů a je to schopnost vytvořit kvalitní svarový spoj. Obvykle je chápána jako metalurgická, tzn. závislá především
Svařitelnost je jednou z důležitých technologických vlastností některých kovových materiálů a je to schopnost vytvořit kvalitní svarový spoj. Obvykle je chápána jako metalurgická, tzn. závislá především
Přehled drátů pro svařování v ochranných atmosférách
 Přehled drátů pro svařování v ochranných atmosférách Dráty pro svařování nelegovaných ocelí tavící se elektrodou v ochranném plynu - MIG/MAG (131, 135) Název EN/ISO SFA/AWS Strana Weld G3Si1 G 42 3 M21
Přehled drátů pro svařování v ochranných atmosférách Dráty pro svařování nelegovaných ocelí tavící se elektrodou v ochranném plynu - MIG/MAG (131, 135) Název EN/ISO SFA/AWS Strana Weld G3Si1 G 42 3 M21
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, 430 01 Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV VELIKOSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV VELIKOSTI
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST
 TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ
 MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
ČOS vydání ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY
 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH
ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH
Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací podmínky pro nelegované konstrukční oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ
 PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ Ivo Hlavatý a Miroslav Grée a Václav Foldyna b Zdeněk Kübel b a VŠB Technická univerzita, 17. listopadu 15, 708 33 Ostrava-Poruba, ČR b JINPO
PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ Ivo Hlavatý a Miroslav Grée a Václav Foldyna b Zdeněk Kübel b a VŠB Technická univerzita, 17. listopadu 15, 708 33 Ostrava-Poruba, ČR b JINPO
Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí
 Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí.
 2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
LASEROVÉ SVAŘOVÁNÍ OTĚRUVZDORNÝCH PLECHŮ Z OCELI HARDOX 450
 LASEROVÉ SVAŘOVÁNÍ OTĚRUVZDORNÝCH PLECHŮ Z OCELI HARDOX 450 Robin Šoukal Vedoucí práce: Ing. Petr Vondrouš Abstrakt Účelem práce bylo zkoumat mechanické vlastnosti laserového svaru bez přídavného materiálu
LASEROVÉ SVAŘOVÁNÍ OTĚRUVZDORNÝCH PLECHŮ Z OCELI HARDOX 450 Robin Šoukal Vedoucí práce: Ing. Petr Vondrouš Abstrakt Účelem práce bylo zkoumat mechanické vlastnosti laserového svaru bez přídavného materiálu
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ
 OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
C 321. EN ISO 21952-A: ~ G Z (CrMoV)
") C 321 EN ISO 21952-A: ~ G Z (CrMoV) rát pro svařování součástí z oceli 15 128 s provozní teplotou do 580 C. oporučený předehřev 250-300 C. Po svaření žíhat 700-730 C /2h/vzduch. - M21 V 0,10 0,60 1,00
C 321 EN ISO 21952-A: ~ G Z (CrMoV) rát pro svařování součástí z oceli 15 128 s provozní teplotou do 580 C. oporučený předehřev 250-300 C. Po svaření žíhat 700-730 C /2h/vzduch. - M21 V 0,10 0,60 1,00
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ
 DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY
 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ
ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VÍCEVRSTVÝCH OCELOVÝCH PANCÍŘŮ PRO LEHKÉ A PŘÍDAVNÉ PANCÉŘOVÁNÍ OBJEKTŮ A VOJENSKÉ TECHNIKY (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. OBLOUKOVÉ
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343905, 1. vydání Oprava 1 SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY 2. Oprava
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343905, 1. vydání Oprava 1 SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY 2. Oprava
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
SVÚM a.s. Zkušební laboratoř vlastností materiálů Tovární 2053, Čelákovice
 Pracoviště zkušební laboratoře: 1. Pracoviště Čelákovice 2. Pracoviště Praha Areál VÚ, Podnikatelská 565, 190 11 Praha-Běchovice 1. Pracoviště Čelákovice Pracoviště je způsobilé aktualizovat normy identifikující
Pracoviště zkušební laboratoře: 1. Pracoviště Čelákovice 2. Pracoviště Praha Areál VÚ, Podnikatelská 565, 190 11 Praha-Běchovice 1. Pracoviště Čelákovice Pracoviště je způsobilé aktualizovat normy identifikující
Technická příručka Příručka pro svařování pod tavidlem
 Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
Zkušební protokol č. 18/12133/12
 Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
Nové evropské normy o c e l i v konstrukční dokumentaci
 Nové evropské normy o c e l i v konstrukční dokumentaci Rozdělení ocelí ke tváření podle Rozdělení ocelí podle ČSN 42 0002 : 78 ČSN EN 10020 : 01 (42 0002) (rozdělení národní) (rozdělení podle evropské
Nové evropské normy o c e l i v konstrukční dokumentaci Rozdělení ocelí ke tváření podle Rozdělení ocelí podle ČSN 42 0002 : 78 ČSN EN 10020 : 01 (42 0002) (rozdělení národní) (rozdělení podle evropské
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů.
 5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Vliv tepelného zpracování na vlastnosti svarových spojů modifikované 9% Cr oceli Effect of Heat Treatment on the Properties
VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Vliv tepelného zpracování na vlastnosti svarových spojů modifikované 9% Cr oceli Effect of Heat Treatment on the Properties
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
PEVNOSTNÍ MATERIÁLY V KAROSÉRII
 METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Celkový přehled obalených elektrod
 Celkový přehled obalených elektrod Obalené elektrody pro svařování nelegovaných ocelí Název EN/ISO SFA/AWS Strana E-R 117 E 35 A R R E6013 C7 E-B 121 E 38 3 B 42 H5 E7018 H4R C8 E-B 123 E 43 3 B 42 H5
Celkový přehled obalených elektrod Obalené elektrody pro svařování nelegovaných ocelí Název EN/ISO SFA/AWS Strana E-R 117 E 35 A R R E6013 C7 E-B 121 E 38 3 B 42 H5 E7018 H4R C8 E-B 123 E 43 3 B 42 H5
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení