Přehled technik využívaných při Rapid Prototyping
|
|
|
- Karel Vlček
- před 8 lety
- Počet zobrazení:
Transkript
1 TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Přehled technik využívaných při Rapid Prototyping učební text LIBEREC 2012

2 Vznik tohoto materiálu byl podpořen v rámci projektu OP VK (CZ 1.07/2.2.00/ ) In-TECH 2 spolufinancovaného Evropským sociálním fondem a státním rozpočtem ČR. Realizace projektu : Partneři projektu: Technická univerzita v Liberci - Škoda Auto a.s. - Denso MCZ s.r.o. Manažer projektu Doc. Dr. Ing. Ivan Mašín.

3 RAPID PROTOTYPING 1. Definice, specifikace 2. Metody, vlastnosti 3. Aplikace, zkušenosti 4. Výzkum a vývoj Tradiční výrobní proces nového dílu Návrh dílu Prototyping Nástroj Výroba Vylepšení Vhodnost Konstrukce Layout Zkušenosti Forma Parametry Požadavky Funkčnost Strojní park Vylepšený postup procesu při tvorbě prototypu 1


4 Seriové Souběžné Paralelní Q quality; C Cost; T - Time P SE - plocha promarněných příležitostí P SO menší u souběžné metody P P - nejmenší u paralelní metody 2

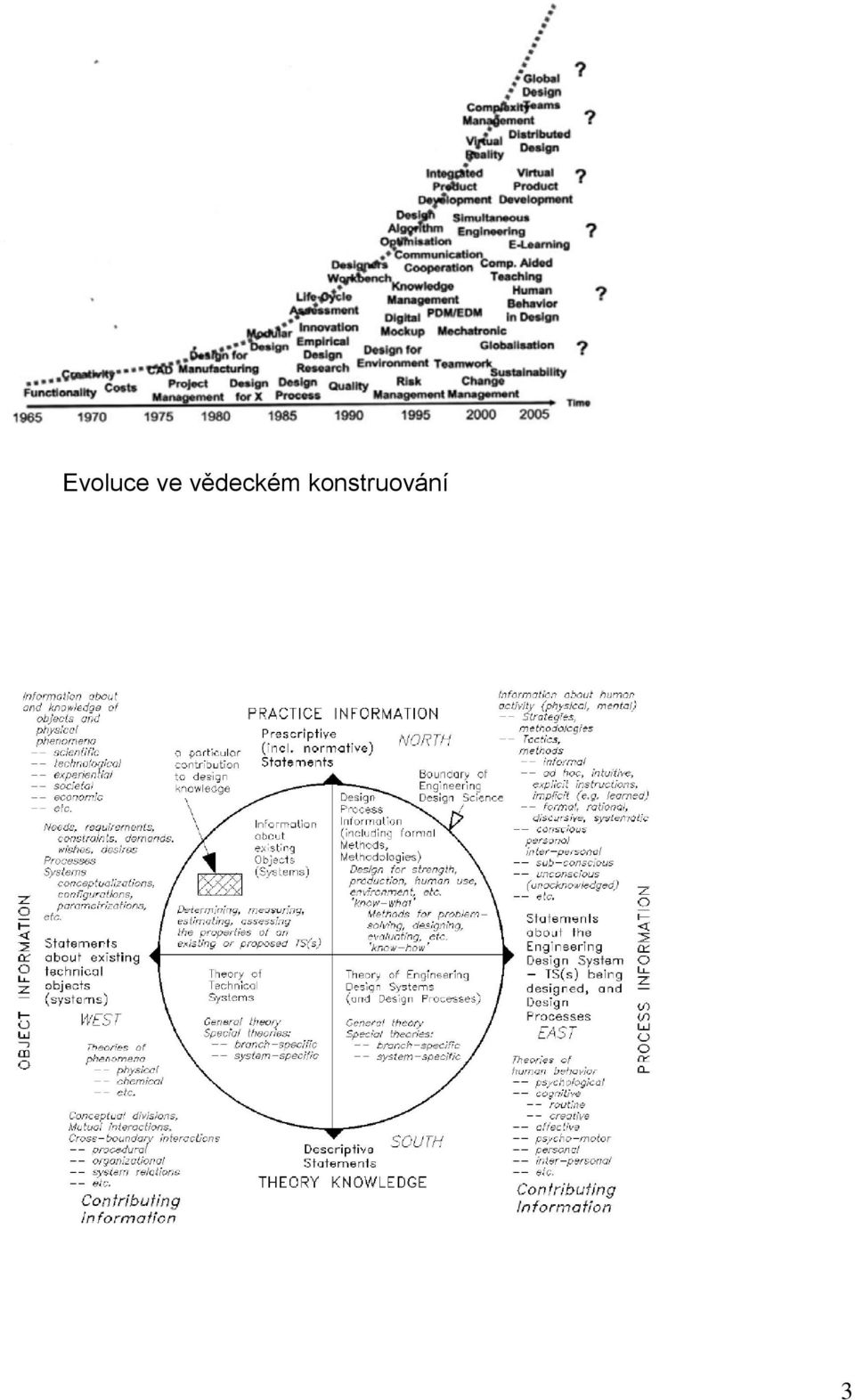
5 Evoluce ve vědeckém konstruování 3
6 Integrovaný výrobní proces Návrh dílu Inovace CAD/CAM Návrh pro nástroj Návrh pro výrobu Návrh pro montáž Design založený na znalostech Design dle sdílených vstupů Prototyping Vhodnost Forma Funkčnost Nástroj Konstrukce Parametry Výroba Layout Požadavky Strojní park DIAGRAM ČASOVÉHO PRŮBĚHU VÝVOJE PRODUKTU Concurrent Engineering Definice produktu Projekt Přezkoušení Prototyp Změny projektu Nové přezkoušení Nový prototyp Testovací etapa Výroba Postupný vývoj Testování Čas

7 tradiční organizační schéma a informační cesty Management společnosti Obchodní oddělení Vývojové oddělení Výroba Management oddělení Management oddělení Management výroby Marketing Zákaznické služby Návrh produktu Kvalita Strojní vybavení Způsob provedení Prodej Výzkum Údržba organizační schéma a informační cesty při využití Concurrent engineering Management společnosti Obchodní oddělení Management oddělení Výroba Management výroby Marketig Zákaznické služby Strojní vybavení Způsob provedení Prodej Údržba Vývojové oddělení Management oddělení Návrh produktu Kvalita Výzkum 5

8 Funkce a význam prototypování Koncept Sdílení všech nápadů Vhodnost Testování rozměrů na návrhu Tvar Zhodnocení estetičnosti a ergonomie dílů Funkčnost Testování v pracovním prostředí Nabídka Ocenění produktu z hlediska nabídky Marketing Komunikace o designu se zákazníkem 6

9 DEFINICE, SPECIFIKACE RAPID PROTOTYPING = Rychlý vývoj prototypu je postup vývoje od návrhu ideje po vytvoření fyzického modelu. Dosud míněny metody nanášení materiálu Související aktivity: souběžné inženýrství, zpětné navrhování, rychlá tvorba nástrojů, rychlá výroba Standsartní postup: Návrh - CAD data ( idea, digitalizovaný fyzický model), Pro_engineer, CATIA Kontrola - úplnost povrchu, orientace, převod STL formát, Magic Vrstvení - tvorba řezů, podpůrné konstrukce, orientace, Inside, Catalyst Stavba - nanášením vrstev tvorba fyzického modelu, FDM (PRODIGY), SLS, LOM Dokončení - dotvrzení, úprava povrchu Pokračující činnosti: Vizuální hodnocení, testy funkčnosti, testy montáže Silikonová forma - modely : vosk, pryskyřice Keramická skořepina - odlitky ocel, litina, hliník Konstrukční prototypy Typy prototypů Kontrola geometrie a montáže, (materiály nejsou tak podstatné) Prototypy designu Ve skutečné velikosti či v měřítku zlešují komunikaci mezi partnery výhodné pro kontrolu návrhu / estetiky atd., přesnost není podstatná Funkční prototypy Dovolují testování a analýzy typu obtékání, modely do větrných tunelů atd. (Podobné a nebo shodné materiály) Technické prototypy Mají všechny funkční rysy, výrobní proces může být lehce odlišný 7
, SLS, LOM Dokončení - dotvrzení, úprava povrchu Pokračující činnosti: Vizuální hodnocení, testy funkčnosti, testy montáže Silikonová forma - modely : vosk,")
10 Definice Rapid Prototyping Jsou to všechny technologie, které automatizují proces pro výrobu 3-rozměrných, celistvých objektů z původních materiálů Skupina technologií které umožňují výrobu modelů a prototypů komplikovaných dílů přímo z 3D dat CADů. Objekty mohou být vyrobeny z rozdílných materiálů závislých na vybavení. (bez použití nástrojů nebo přípravků) Přehled metod: 8

11 Postup od CAD po prototyp Orientace převod CAD- 3D model STL, MAGIC kontrola Vrstvení, INSIDE CAD Úpravy dokončení Stavba (5) síť (6) sdružení (7) umístění (8) příprava 9
 síť (6) sdružení (7) umístění")
12 VSTUPY CAD - IGES, STL OBJEKT X,Y,Z MATERIÁL Tekutý - polymer Prášek - kompozit Pevný ABS, lamino, vosk RAPID PROTOTYPING METODY Světelné SLA, SLS Tepelné - FDM, 3DP Spojovací LOM, 3DP VYUŽITÍ Konstrukce, Analysy, Výroba, Průmysl - letecký, automobilový, lodní, Biomedicina METODY KONVENČNÍ CAD - CAM RAPID PROTOTYP ČAS DEKÁDY 16 TÝDNŮ DOBA NA PROJEKT SLOŽITOST 3 TÝDNY Vývoj komplexnosti versus potřebného času k dokončení 10

13 Tvorba elementů povrchu KOULE HRUBÉ JEMNÉ ORIENTACE Hranol s dutinou S elementy ROZLIŠENÍ orientace Příklad vlivu vynechání elementu při stavbě OFF ON OFF ON OFF Chybný výrobek 11


14 Dělení na elementy Zpracování vrstev 12

15 METODY, VLASTNOSTI TYPY RAPID PROTOTYPING SLA - StereoLitography Aparatus, tekutý akrylát bod po bodu, laser SGC - Solid Ground Curing, tekutý akrylát plošně, UV lampa SLS - Selective Laser Sintering, kompozit 2 prášků spékaný FDM - Fuse Deposition Modelling, plast ABS nanášený vytlačením LOM - Laminated Object Modelling, laminace papíru a laser 3DP - Three Dimensional Print - Tisk po vrstvách, slepováním prášku 13


16 Stereolitografie SLA 5 fází polymerizace: Fotopolymerizace Fotoiniciator je smíchán s monomerem Fotonické buzení a volné radiální generování Řetězové zahájení Řetězové šíření Řetězové ukončení - je zapotřebí rychlého zakončení Akryláty se váží na dvojité vazby Epoxidy se váží na uzavřenou reakci přes katodickou fotopolymeraci jejíž výsledky jsou lepší v mnohem stálejším řetězci s minimálním smrštěním Stereolitografie SLA Řízení procesu ozařování Ozařování přesným laserem přímo ovlivňuje kvalitu modelu Nedostatečné ozáření způsobuje de-laminaci Přílišné ozáření vede k nadměrnému zkroucení Ozařování ovlivňuje šířku polymerizované vrstvy Ozařování musí být dostačující aby proniklo do předchozí vrstvy 14

17 Laser Optika Stereolitografie SLA Zrcátko Zdviž Stěrka Tekutý polymer Laser Plošina Stereolitografie SLA Výhody technologie SLA Masivní materiál Dobrá povrchová drsnost Velký stavební objem Vysoká přesnost (+/- 0.05mm) Nejlepší RP proces pro nepřímou výrobu nástrojů Dobré hodnocení procesu (hardware, software & materiály) 15
 Nejlepší RP proces pro nepřímou výrobu nástrojů Dobré hodnocení procesu")
18 Stereolitografie SLA Nevýhody technologie SLA Je nákladné mít velkou vanu s pryskyřicí Uzavřené objemy Křehké díly Viditelné krokování vrstev Horší povrch/jakost bočních ploch Limitované materiály Tekutá SL pryskyřice je potenciální hazard Je zapotřebí další vytvrzování po vytvoření dílu (Post-processing ) Stereolitografie SLA Princip tvorby vrstev bod po bodu KAPKA VRSTVA STAVBA 16
 Stereolitografie SLA Princip tvorby vrstev bod po bodu KAPKA VRSTVA")
19 Stereolitografie SLA Tvorba vrstev pomocí šrafů Laser je skenován v jednom směru na vrstvu Následující vrstvy se skenují po 60 o přírůstcích vzhledem k první vrstvě Vrstva má sklon ke smrštění v jednom směru Stereolitografie SLA Důležité vlastnosti materiálů pro SLA Viskozita Rychlost výroby Pevnost polotovaru Odolnost vůči vlhkosti Přesnost Povrchové vlastnosti Dvousložkovost Průzračnost nebo neprůsvitnost Změna barvy Napětí v tahu Modul pružnosti Napětí v ohybu Rázové napětí Poměrné prodloužení Teplota při sklovitosti Odolnost vůči teplotě Koeficient tepelné roztažnosti Obrobitelnost 17

20 Stereolitografie SLA Vlivy na rozměrovou přesnost Laser je skenován přesně na povrch pryskyřice, deformace dílu může také nastat: Zkroucením Objemovým smrštěním Vnitřním pnutím Nabobtnáním Změnou vlhkosti a teploty Stereolitografie SLA Většina pryskyřic je navlhavá Vlhkost/Teplota Pryskyřice v kontaktu s vodou a vysokou vlhkostí absorbuje vlhko lineárně Všechny SLA stroje jsou udržovány v klimatizovaných místnostech Nadměrná absorbce vlhkosti přírodní pryskyřicí zhoršuje rychlost fotopolymerizace Sirové (nedotvrzené) díly ve vlhkém prostředí měknou Pro přepravu mají být používána sušiva (silikagel) 18
 díly ve vlhkém prostředí měknou Pro přepravu mají být používána sušiva")
21 Stereolitografie SLA Zkroucení vlivem nedotvrzení Objevuje se pokud nejsou díly dovytvrzené poté co je díl vytvořen Typické, pokud jsou díly částečně dokončeny během víkendu Vzniká během tvorby modelu vlivem vnitřního pnutí Testování při měření pokřivení na pruhu 200*6.4*6.4 mm (vysoké poměrové měřítko) Deformace je měřená po 24 hodinách Největší pokřivení akrylátů se objeví v prvních dvou hodinách (přibližně 1.2mm) UV Lampa Solid Ground Curing SGC Stínítko Stěrka Polymeru Vysavač zbytkového polymeru Stěrka Vosku Chladič vosku Fréza Aktivace Kopírování Vymazání Tekutý polymer Vosk Stůl 19
22 SGC: Solider Stroj Solider SGC 4600 Solider SGC 5600 Pracovní plocha [mm] 350 x 350 x x 350 x 500 Přesnost [mm] ±0,084 ±0,084 Rovinnost [mm] 0,15 0,15 Tloušťka vrstvy [mm] 0,1 0,2 0,1 0,2 Produkce 120 s/vrstva 65 s/vrstva Cena [USD] cca cca Stereolitografie SLA Akryláty Základní typy materiálů Starší materiál Veliká smrštivost Menší přesnost Epoxidy Moderní materiál Malá smrštivost Lepší přesnost Plněné pryskyřice Pro namáhání nebo spékání v praktickém využití Vyplňované organickými materiály, keramikou nebo kovy 20
23 Stereolitografie SLA Mechanické vlastnosti materiálů modul v tahu Modul v tahu je vztah mezi namáháním a napětím Je zapotřebí k určení toho jak je materiál tuhý Typické hodnoty (při pokojové teplotě): Accura SI to 3048 MPa SL MPa Prototool MPa ABS (Terluran HH-106) 2400MPa Stereolitografie SLA Mech. vlastnosti materiálů max. napětí v tahu Maximální napětí při kterém dojde k prasknutí součásti Typické hodnoty (při pokojové teplotě): Accura SI 62 MPa SL MPa Prototool MPa ABS (Terluran HH-106) 51 MPa 21
24 Stereolitografie SLA Mech. vlastnosti materiálů poměrné prodloužení Maximální prodloužení do prasknutí Dobré znát při návrhu dílů které se ohýbají Typické hodnoty: Accura SI 40 ~ % SL7560 ~ 6 15% Prototool ~ % ABS (Terluran HH-106) ~ 9% Laser sintering SLS Základní popis procesu Laser sintering Vrstvy jemného prášku jsou aplikovány na pracovní desku Data ze souboru se přesouvají do CO 2 laseru Laser skenuje obraz na prášek na vyhřívaném pracovním stole Taví materiál a váže ho ke struktuře která je kolem Díl chladne a stabilizuje se Hotový díl se vyjímá z vany Nepoužitý materiál se zčásti recykluje Dosažitelná hustota % (záleží na použitém materiálu) 22
 Výroba ekologicky nezávadných dílů Vyhřívání v peci k vypálení pojiva, tavení zrn a zhuštění Někdy se používá")
25 CO 2 LASER OPTIKA Selective Laser Sintering Zrcátko SLS Roztírací válec Prášek Výrobek Stůl se zdviží Zásobník prášku Sběrací zásobník Laser sintering SLS Co je spékání (slinování) Termín souvisí s výrobou pevných komponentů z prášků Formování prášku do dané formy (s přísadou pojiva) Výroba ekologicky nezávadných dílů Vyhřívání v peci k vypálení pojiva, tavení zrn a zhuštění Někdy se používá vedlejší profukování vzduchem pokud se vyrábí pórovité struktury 23
26 Laser sintering SLS Základy Laser Sintering Systém využívá CO 2 lasery ( wattů) Jednotlivá zrna musí být exponovaná po dostatečný čas aby mohla být spečena Doba sintrování by neměla být kratší než 10 ms Výkon a čas prodlevy paprsku ovlivňuje spojování zrn Je potřeba dostatek tepla k vazbě zrn v každé vrstvě a ve vrstvě pod Základem úspěšnosti je použití vhodného prášku Laser sintering SLS Proces spékání Spékání spočívá v částečném tavení pod tavný bod dané složky Během sintrování se tvoří můstky mezi částicemi Propojení zmenšuje povrch plochy a zvyšuje hustotu prášku Zhuštění založené na redukci povrchové energie zrna K zajištění propojení, hmota musí proudit z jednoho zrna k druhému 24
27 Laser sintering SLS Limity a omezení Podobně, smrštění které se vyskytne musí být kompenzováno Je zapotřebí mnohem vyšší vstupní energie Mohou se vyskytnout vnitřní napětí při chladnutí dílů Relativně malý pracovní objem Kontrola prašnosti v okolí a jeho částic Prášky mohou být hořlavé Nespojené vrstvy a uzavřené objemy Vysoký odpad nepoužitého materiálu Laser sintering SLS Laser Sintering 3D Systems Nazývá se Selective Laser Sintering (SLS) Jeden stroj pro všechny materiály Plast, kov a písek (formovací směs) Prášky z kovu a písku jsou polymer coated Písek a kov vyžaduje post-processing Pracovní prostor 370 x 320 x 445mm Rychlost skenování 7,500 mm/s Tloušťka vrstvy 0,1mm Tvary velikosti 0,5mm Možnost volby dvou laserů 25 nebo 100 W 25
28 Zařízení EOSINT S700 Laser sintering SLS Dokonalý prášek Přestože každý prášek může být teoreticky spékán, v realitě tomu tak není Různé materiály se chovají různě když jsou vystaveny teplu Některé se rozpínají, některé smršťují Ideálně chceme aby materiály nevykazovaly žádné staženiny či expanze když jsou vystaveny energii laseru Tato situace nikdy nenastane primárně protože objem sypkého prášku je vyšší než zpevněného (60%) 26
29 Laser sintering SLS Hustota prášku Velikost použitého prášku záleží na: Potřebné rychlosti pro výstavbu dílu Rozlišení potřebného na daný díl Požadované hustotě dílu Na homogenitě dílu Vysoké zhuštění směsi prášku zajišťuje vyšší hustotu dílů Vysoká hustota je dosažena malými kruhovými zrny prášku Laser sintering SLS Vlivy zhutnění prášku Prášek je vrstven tak, aby zajistil: Zhutnění co nejvíce, jak je jen možné Rovnou a hladkou plochu pro efektivní působení laseru Pevné podpory pro díly s letmými prvky 27
30 Laser sintering SLS Používaný stavební materiál - Polyamid PA 2200, - Polyamid se sklem PA 3200 GF (obsahuje 30 % skelných vláken) - Polyamid s hliníkem Alumide, - PrimeCast Polystyren PS 2500 Modely postavené z polyamidových materiálů na tomto zařízení je možné okamžitě namontovat a použít jako plně funkční díly, protože zaručují 99% mechanických hodnot (pevnost, pružnost, tepelná odolnost atd.) jako materiály používané na vstřikolisech. Druh použitého materiálu závisí na požadovaných vlastnostech např: - PA 2200 je klasický Polyamid. - PA 3200 GF se skelnými vlákny je otěruvzdorný, ovšem méně pružný než PA Alumide je polyamid s obsahem 50% hliníkového prášku. Tento materiál má velmi dobrou tepelnou vodivost, je pružnější než PA 3200 GF a přitom si zachovává dobrou odolnost vůči otěru. Díl postavený z tohoto materiálu po dokončení povrchu dokonale imituje kovové výrobky. Laser sintering SLS Kovy ke spékání Kovy (kromě nízko tavných slitin) se netaví stejně jako polymery Proces nemusí spočívat pouze na vazbě materiálu dohromady ale někdy také k dosažení slitinových elementů s žádanými vlastnostmi Většina SLS kovů je vyráběna s nízko-tavným pojivem 28
31 Laser sintering SLS Kovy ke spékání Slinování kovových dílů obsahující dvě složky: Konstrukční elementy nebo kovy s vysokým bodem tavení Pojivo nebo materiál který taví a spojuje konstrukční elementy Materiály pojiva obsahují: Termoplastické polymery Nízkotavné slitiny Měď Laser sintering SLS Kovy ke spékání Laser taví pojivo Pojivo spojuje a uzamyká sousední zrna materiálu do dané pozice Termoplastická pojiva vyžadují málo energie laseru ale musí být vypáleny v peci (přechodový stav) Kovové materiály vyžadují více energie ale výsledek se zhodnotí v konečném dílu Pórovitost se liší do 0-40% a záleží na druhu použitého pojiva 29
32 Laser sintering SLS Leštění povrchu pomocí laseru Leštění spékaných povrchů působením laseru Při natavení povrchu plochy dochází k její vyhlazení Obtížné pro některé díly Laser sintering SLS Spékané kosti - Materiály Apatite Ceramics často bioaktivní Hydroxy-apatite prášky se nevyrábějí dobře pomocí LS Některé sklo-keramické materiály krystalizují s exothermickou reakcí Ztuhnutí apatitu během LS nebo post-procesním ohřevem Hydroxy-apatite prášky mohou být spojené bio-kompatibilním práškem s nižším bodem tavení CT data 30
33 Laser sintering SLS Spékané kosti - Materiály LS může být přímé i nepřímé: Přímý LS of apatite mullite skleněná keramika Přímý LS of hydroxyapatite s nižším bodem tavení calcium sodium phosphate Nepřímý LS of apatite mullite glass ceramic, s pojivem z pryskyřice + post-process tepelná úprava Fused Deposition Modelling FDM Budovaný model Vyhřívaná nanášecí hlava Stůl Stavební vlákno Podpůrné vlákno 31
34 Fused Deposition Modelling Definování Fused Deposition Modelling (FDM) Pojem souvisí s konstrukcí 3D modelů přes spojité nanášení vytlačovaného vlákna daného materiálu Proces je závislý na teplotě vytlačovací hlavice nanášeného materiálu Obdobné vymačkávání zubní pasty přes trysku Jakýkoliv materiál který teče když se zahřívá a tuhne když chladne (polymery, kovy a keramika/bioslurries) Fused Deposition Modelling Tvorba dílů Materiál je vytlačován skrz otvor o průměru 0,3 mm Díly jsou tvořeny na teplotně kontrolovaném kovovém podkladu Vytlačovací hlava, stůl a portál se pohybují v ose X, Y a Z navzájem Tenké hraniční plochy se vytváří jako první Vnější plochy se doplňují podpůrnou konstrukcí Každá vrstva stavěné struktury musí být vytvořena se sdruženou podpůrnou vrstvou Vytlačovací hlava vyplňuje oblast, vytváří plochý povrch 32
35 Fused Deposition Modelling Výhody procesu Jednoduchý proces snižuje cenu stroje Některé typy strojů v deskovém provedení Kancelářské stroje Robustní prototypy mohou být vytvořeny z různých materiálů Nízká cena funkčních prototypů Díly nevyžadují post-processing Snadné ukončení Dobrá micro povrchová drsnost Proces může být zastaven a materiál změněn Žádné zdravotní a bezpečnostní problémy PRODIGY Prostor: 203 x 203 x 305 mm Teplota: 250 C a 70 C Vrstvy: Fine mm Standard mm Draft 0.33 mm 1 2 Materiál ABS: 1. podpůrný 2. Stavební Stavba : SOLID - plný SPARSE - řídký DOUBLE WIDE stěny zesílené 33
36 ČERPADLO Materiál cm 3 : Model: 90 Podpory: 34 Čas: 9:50 Materiál cm 3 : Model: 50 Podpory: 64 Víko dmychadla Čas: 7:35 34
37 PŘILBA Dělení z 10 dílů Lepeno a mechanicky spojeno Výsledná montáž 35

38 Dimension Jetting Definice 3D Tisku Souvisí s technologiemi které se vztahují k procesům nanášení inkoustových tiskáren termoplastové /termosetové polymery a vosky k vytvoření 3D pevných objektů 36
39 37
40 38
41 Jetting Pozadí 3D Tisku Návrh tryskání materiálu je v průmyslu nejméně již jednu dekádu Technologie potřebovala vývoj přesných a spolehlivých inkjet printer hlav Používají se dvě hlavní technologie Výroba pomocí jedné trysky Výroba pomocí několika trysek Dva hlavní typy materiálů Vosk Teplem tvrditelná UV pryskyřice Jetting Typické rozměry stroje Stavěná vrstva: 0,013mm Minimální rozměry tvořené geometrie: 0,254mm Velikost micro-kapky: 0,076mm Kalibrace válce plotru: automatická, před každým cyklem Rychlost válce: do 500mm/s 39
42 Jetting Typy materiálů Hlavní/stavební Nízkotavící termoplasty (vosk a ester) Bod tání C Netoxické Podpůrný neutrální a syntetické vosky a mastné estery Bot tání C Rozpustnost při C Nezbytné drobné dokončení či úprava Jetting Materiály Nemohou být recyklované jedna se o vysoce přefiltrovaný produkt Materiály: Termoplastické polymery obsahující parafín, hydrokarbonové vosky a barviva Termoplastické polymery obsahující hydrokabrony, amidy a estery pro zvýšenou trvanlivost 40
43 Jetting Dokončovací operace Horkovzdušná pistole k přetavení a vyhlazení povrchu Díly mohou být nasprejovány barvou Doporučuje se použít lehký základní podklad a pak lesklý potah Mít se na pozoru před použitím rozpustitelných barev 3D Printing Co je 3D Printing 3D printing zahrnuje ty technologie které používají přístup tvorby dílů vrstva po vrstvě k nanesení vrstev prášku a poté následné selektivní vazbě do tvaru pevného tělesa Je to proces podobný Laser sintering s výjimkou že tryskání pojiva váže prášek 3DP používá inkjet hlavy k nanášení pojiva 41
44 3D PRINTING 3 DP Vrstvení prášku Tisk vrstvy Opakování Snížení hladiny Mezifáze Poslední vrstva Konečný výrobek 3D Printing Proces tvorby dílů Importování STL souboru do softwarového rozhraní Naplnění vany práškem Rozprostření vrstvy prášku z vany Tisk pojiva na sypký prášek s tvarování prvního řezu Zbývající prášek podpírá vrstvy které budou převislé Snížení nosné desky a rozprostření nové vrstvy po povrchu Proces se opakuje 42
45 3D Printing 3D Printing - Kovy Nanášení a vazba kovových prášků Vlastní proces je stejný, liší se post processing kde se díly spékají v peci k odstranění pojiva a propojení kovových molekul Laminated Object Manufacturing Základní informace LOM Princip je laminování jednotlivých vrstev na sebe Materiál může být papír, plast, dřevo, plech 43
46 LASER Laminated Object Manufacturing LOM Zrcátko Vyhřívaný válec Optika Zásobník Stůl Sběrač Přímá metoda LOF Úspěšně používané materiály: - Hliník (Al 2 O 3 ) - Monolitický zirkon oxidu (ZrO 2 ) - Kompozity ZrO 2 /Al 2 O 3 - SiC a SiC/SiC kompozity Materiály procházející technologií LOF, dále procházejí fází spékání podobné k DTM SLS Vlastnosti LOF dílů mají podobné fyzické a mechanické vlastnostem s keramickými díly připravovanými pomocí konvenčních metod 44
47 Laser Engineering Net Shaping LENS metoda umožňuje získat plně homogenní strukturu kovového dílu s výbornými metalurgickými vlastnostmi. K tomuto procesu dochází v uzavřeném prostředí nanášecí hlavy, kde je do malého místa přes optiku koncentrován výkonný laser. Za pomoci stlačeného plynu je přiváděný kovový prášek aplikací laseru roztaven a nanášen přes trysku do aplikovaného místa. Takto zhotovené díly nevyžadují další tepelné zpracování a mohou být přímo užity pro výrobu a opravu nástrojů např. pro vstřikování plastů nebo pro opravu dílů z titanu pro letecký průmysl. Silicon Nitride/Carbide Ceramics Proces využívá keramické předlisované pásky Zahrnuje formování green shape parts Následuje vypálení organických částí a konečné zhutňování Pásy vyrobené s použitím SiC/Si 3 N 4 prášku s přísadami polymerů a modelovací hmoty Stroje LOM používají sekvenční laminování a rozřezávání řezů vrstev Přebytečný okolní materiál je odstraněn stejně jako u papírové varianty 45
48 LOF pro monolitický SiC/Si 3 N 4 Další procesy RP ve vývoji Precizní nanášení kovů pomocí laseru (PMD) Tavení plochého drátu pomocí laseru 46
49 Další procesy RP ve vývoji Kontrolované nanášení kovů Další procesy RP ve vývoji Výroba objektů pomocí mrznoucí vody 47
50 Další procesy RP ve vývoji Plaster Casting Moulds Sádrové formy k odlévání Hliníkové a neželezné odlitky Formy vyráběné v celku nebo jako jádra Není potřeba půlit formu Musí se odstranit všechen nepotřebný prášek Formy se vysoušejí v pecích k odstranění vlhkosti Min. tloušťka stěny 3mm Min. velikost jádra mm Písek Silica 120 Písek Zircon 120 Písek Silica ZCast 500 Napětí v tahu 285 psi 468 psi 280 psi 285 psi Další procesy RP ve vývoji Materiálové vlastnosti prášků prášek zp14 prášek zp100 Složení škrob/celulóza sádra Tloušťka vrstvy 0,004-0,01 inch 0,003-0,004 inch Pevnost dílů 3 Mpa 10Mpa Rychlost (závisí na velikosti dílu) 25 mm za hodinu 15 mm za hodinu 48
51 TECHNIKA TVORBY PARA- METRY FDM FUSE DEPOSITION MODELING SLA STEREOLITO- GRAPHY SGC SOLID GROUD CURING LOM LAMNATED OBJECT MODELING SLS SELECTIVE LASER SINTERING POŘIZOVACÍ CENA [poměr] 1,7 1,9 5,7 1 2,4 RYCHLOST-ČAS VÝROBY [hod] 1 4,5 4 7,2 2 6, ,4 NÁKLADY NA PROVOZ [US$] / ,9 NÁKLADY NA MATERIÁL [US$] 4 11, / ,4 CENA DÍLU [US $] PŘESNOST 0,08 % 0,13 % 0,1 % 0,1 % 0,1 % NÁROKY POSTOPERACÍ NE ANO ANO NE ANO TLOUŠŤKA VRSTVY 0,025 1,2 0,1 0,7 0,05 0,15 0,01 0,15 0,08 0,13 Navazující technologie Odlévání ve vakuu Potřeba fyzického dílu Odlití silikonové formy Odlití dílu z polyuretanu Možnost odlévání vosků do silikonových forem Malosériová výroba, předvýrobní série 49
52 50
53 FORMA - Silikon 51
54 ODLITKY - Ocel KERAMICKÁ SKOŘEPINA na ABS C - max 0,24% C - tečení C - vyhoření C - plyny spálení 52
55 Lití kovů Lití kovů metodou na ztracený model je nejsnazší a nejrychlejší cesta, jak získat kovový odlitek ze slitin hliníku, mědi a železa. V podstatě jsou dvě metody : ztraceného modelu, kde je model přímo vytvořen metodou SLS z materiálu PS 2500 (polystyren). Tento se zformuje a přímo se provede odlití vytavitelného modelu, kde je vytvořena silikonová forma a do té je odlit voskový model. Na voskový model se vytvoří skořepinová forma. Vosk se odtaví a odlévá se na vytvrzenou vyhřátou formu. Nástřik kovu Natavený kov Model se základnou Pryskyřice s Al plnivem Chlazení Rám Obrácení poloviny Hubice Skořepina Pryskyřice s 85% Al Dokončená forma RAPID TOOLING Rychlá výroba INDUSTRY nástrojů COMPOSITS IN AUTOMOTIVE 53
56 RÁM KOMPOZIT S AL PLNIVEM SYSTÉM VYHŘÍVÁNÍ MODEL SEPARÁTOR SKOŘEPINA TVARY MODELU A FORMY 54
57 HOTOVÁ FORMA Forma hliníkové slitiny Forma na bázi kompozitu 55
58 Nanášecí hlava 56
59 Reverse Engineering NURBS Non Uniform Rational B Splines (Surfaces) 57

60 Kontaktní zařízení Přesnost 5 µm Velikost pracovního prostoru 400 x 600 x 400 mm Mostová konstrukce Elektrokontaktní měřící hlava 58
61 59
62 60
63 61
64 62
65 (a) A skull defined by the thresholding technique. (b, c) 3-D models of the cranial defect skull (b), and other anatomical structures of the head (c). (a) (b) An RE model of a mechanical part with simple geometries (KUKA robot). An RE model of a complex part with free-form surfaces. 63
66 DIGITALIZACE _ kontaktní Microscribe 64

67 DIGITALIZACE - Bezkontaktní Atos 65
68 DIGITALIZACE Tritop x i1 = f ( x 0, c, X 01, Y 01, Z 01, w 1, j 1, k 1, X i, Y i, Z i ) h i1 = f ( h 0, c, X 01, Y 01, Z 01, w 1, j 1, k 1, X i, Y i, Z i ) x i2 = f ( x 0, c, X 02, Y 02, Z 02, w 2, j 2, k 2, X i, Y i, Z i ) h i2 = f ( h 0, c, X 02, Y 02, Z 02, w 2, j 2, k 2, X i, Y i, Z i ) Scan SFINGA ATOS TRITOP SFINGA Mesh 3 mil. 66
69 Handyscan 3D - REVscan 67
70 Lekařství Data potřebná pro výrobu modelu jsou získávána z CT lékařského tomografu, který do paměti ukládá matematický popis řezů pevné a měkké tkáně. Pro filtraci a oddělení pevné tkáně (kostí ) od měkké tkáně (např. svaly), uvedla belgická firma Materialise na trh software Mimics, který je modulem programu Magics jež slouží ke zpracování dat před vlastním procesem výroby na stereolitografickém zařízení. Mimics odfiltruje měkkou tkáň a výsledně tak dostáváme data jednotlivých řezů pouze pevné, kostní tkáně. 68
71 PŘEHLED SM Přesnost Mobilita Rychlost scanování Nároky na obsluhu Cena Atos II Nižší (0,05mm) Dobrá Nízká Vysoké Vysoká Microscribe Střední (0, 25mm) Velmi dobrá Střední Střední Nízká Handyscan Nižší (0,05mm) Velmi dobrá Vysoká Nízké Vysoká SMS Vysoká (0,005mm) Špatná Nízká Střední Střední Informace a literatura
KARTOGRAFIE II (08) Prostorová kartografická díla
 Prostorová kartografická díla") KARTOGRAFIE II (08) Prostorová kartografická díla RNDr. Ladislav Plánka, CSc. Institut geodézie a důlního měřictví, Hornicko-geologická fakulta, Vysoká škola báňská Technická univerzita Ostrava Podkladové
KARTOGRAFIE II (08) Prostorová kartografická díla RNDr. Ladislav Plánka, CSc. Institut geodézie a důlního měřictví, Hornicko-geologická fakulta, Vysoká škola báňská Technická univerzita Ostrava Podkladové
PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING
 Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Three Dimensional Printing - Selective Laser Sintering - Direct Metal Laser Sintering Ing. Lukáš
Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Three Dimensional Printing - Selective Laser Sintering - Direct Metal Laser Sintering Ing. Lukáš
2.18 Rapid prototyping, 3D tisk
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING
 Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Fused Deposition Modeling - Laminated Object Manufacturing - Inject Printing Ing. Lukáš Procházka
Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Fused Deposition Modeling - Laminated Object Manufacturing - Inject Printing Ing. Lukáš Procházka
3D Tiskárna Rep Rap. Jakub Skořepa, Jan Zubr, Filip Dušek. Střední průmyslová škola a Vyšší odborná škola, Chomutov Školní 1060/50, CHOMUTOV 1/6
 Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT 3D Tiskárna Rep Rap Jakub Skořepa, Jan Zubr, Filip Dušek Střední průmyslová škola a Vyšší odborná škola, Chomutov
Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT 3D Tiskárna Rep Rap Jakub Skořepa, Jan Zubr, Filip Dušek Střední průmyslová škola a Vyšší odborná škola, Chomutov
Podle použit. vají: Technologie Rapid Prototyping umožň stí jakkoli složit. ináší:
 Aditivní technologie metody Rapid Prototyping K moderním trendům ve výrobě prototypových dílů patří zejména aditivní technologie, které zahrnují např. spékání/slinování prášků různého chemického složení,
Aditivní technologie metody Rapid Prototyping K moderním trendům ve výrobě prototypových dílů patří zejména aditivní technologie, které zahrnují např. spékání/slinování prášků různého chemického složení,
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
APLIKACE MODERNÍCH TECHNOLOGIÍ PRO VÝROBU UVOLŇOVACÍHO MECHANISMU DVEŘÍ OSOBNÍHO AUTOMOBILU
 APLIKACE MODERNÍCH TECHNOLOGIÍ PRO VÝROBU UVOLŇOVACÍHO MECHANISMU DVEŘÍ OSOBNÍHO AUTOMOBILU APPLICATION OF MODERN TECHNOLOGIES FOR THE PRODUCTION OF THE RELEASE MECHANISM OF A CAR DOOR BAKALÁŘSKÁ PRÁCE
APLIKACE MODERNÍCH TECHNOLOGIÍ PRO VÝROBU UVOLŇOVACÍHO MECHANISMU DVEŘÍ OSOBNÍHO AUTOMOBILU APPLICATION OF MODERN TECHNOLOGIES FOR THE PRODUCTION OF THE RELEASE MECHANISM OF A CAR DOOR BAKALÁŘSKÁ PRÁCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY HODNOCENÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY HODNOCENÍ
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Obrábění vysokými rychlostmi.rapid prototyping. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Obrábění vysokými rychlostmi.rapid prototyping
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Obrábění vysokými rychlostmi.rapid prototyping
Čistící kabina pro Rapid Prototyping. Bc. Jakub Matoušek
 Čistící kabina pro Rapid Prototyping Bc. Jakub Matoušek Diplomová práce 2010 Příjmení a jméno: Matoušek Jakub Obor: Konstrukce technologických zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí,
Čistící kabina pro Rapid Prototyping Bc. Jakub Matoušek Diplomová práce 2010 Příjmení a jméno: Matoušek Jakub Obor: Konstrukce technologických zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí,
APLIKACE MODERNÍCH METOD PRO VÝROBU ODKLÁDACÍHO STOJANU NA MOBILNÍ TELEFON
 APLIKACE MODERNÍCH METOD PRO VÝROBU ODKLÁDACÍHO STOJANU NA MOBILNÍ TELEFON APPLICATION OF MODERN METHODS FOR PRODUCTION OF MOBILE PHONE STORAGE STAND BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR
APLIKACE MODERNÍCH METOD PRO VÝROBU ODKLÁDACÍHO STOJANU NA MOBILNÍ TELEFON APPLICATION OF MODERN METHODS FOR PRODUCTION OF MOBILE PHONE STORAGE STAND BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR
FAKULTA STROJNÍHO INŽENÝRSTVÍ, VUT BRNO NETME Centre
 Quality control Robotic machining Rapid prototyping 3D optical digitalization Additive manufacturing of metal parts Mechanical and industrial design Obsah prezentace Představení pracoviště Laboratoře Vývoj
Quality control Robotic machining Rapid prototyping 3D optical digitalization Additive manufacturing of metal parts Mechanical and industrial design Obsah prezentace Představení pracoviště Laboratoře Vývoj
KAPALINOVÉ TECHNOLOGIE RAPID PROTOTYPING
 Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 KAPALINOVÉ TECHNOLOGIE RAPID PROTOTYPING - Stereolitografie - Jetted Photopolymer - Film Transfer Imaging Ing. Lukáš Procházka 3S Design
Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 KAPALINOVÉ TECHNOLOGIE RAPID PROTOTYPING - Stereolitografie - Jetted Photopolymer - Film Transfer Imaging Ing. Lukáš Procházka 3S Design
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PŘEHLED
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PŘEHLED
Rapid Prototyping 2011
 Rapid Prototyping 2011 Inditex - ZARA Čas od identifikace nového trendu na dodání zboží do obchodu: Zara potřebuje 30 dnů, většina konkurence 4-12 měsíců. Jak je to možné? ZARA výrobní proces ZARA neustále
Rapid Prototyping 2011 Inditex - ZARA Čas od identifikace nového trendu na dodání zboží do obchodu: Zara potřebuje 30 dnů, většina konkurence 4-12 měsíců. Jak je to možné? ZARA výrobní proces ZARA neustále
Vše o 3D tisku. ebook 1. technologie. Marek Zloch. www.marekzloch.cz
 Vše o 3D tisku ebook 1. technologie Marek Zloch www.marekzloch.cz Děkuji, že jste si stáli tuto elektronickou knihu. Její napsání vyžadovalo mnoho času a úsilí, respektujte to a berte prosím na vědomí,
Vše o 3D tisku ebook 1. technologie Marek Zloch www.marekzloch.cz Děkuji, že jste si stáli tuto elektronickou knihu. Její napsání vyžadovalo mnoho času a úsilí, respektujte to a berte prosím na vědomí,
3D tisk. Semestrální práce z předmětu: Kartografická polygrafie a reprografie. Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk
 Semestrální práce z předmětu: Kartografická polygrafie a reprografie 3D tisk Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk Praha, duben 2012 Katedra mapování a kartografie Fakulta stavební ČVUT
Semestrální práce z předmětu: Kartografická polygrafie a reprografie 3D tisk Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk Praha, duben 2012 Katedra mapování a kartografie Fakulta stavební ČVUT
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
3D TISK KOVOVÝCH MATERIÁLŮ
 Ing. Daniel Koutný, Ph.D. Ing. David Paloušek, Ph.D. 9 October Digital Prototyping 2012 and 3D Print Days NETME Centre New Technologies for Mechanical Engineering Divize: Energetiky, procesů a ekologie
Ing. Daniel Koutný, Ph.D. Ing. David Paloušek, Ph.D. 9 October Digital Prototyping 2012 and 3D Print Days NETME Centre New Technologies for Mechanical Engineering Divize: Energetiky, procesů a ekologie
Úvod do problematiky 3D tisku (prezentace)
") Datum: 28. 8. 2013 Registrační číslo: CZ.1.07/1.5.00/34.1013 Číslo DUM: VY_32_INOVACE_646 Škola: Akademie - VOŠ, Gymn. a SOŠUP Světlá nad Sázavou Jméno autora: Ing. Michal Hošek Název sady: Používání víceuživatelských
Datum: 28. 8. 2013 Registrační číslo: CZ.1.07/1.5.00/34.1013 Číslo DUM: VY_32_INOVACE_646 Škola: Akademie - VOŠ, Gymn. a SOŠUP Světlá nad Sázavou Jméno autora: Ing. Michal Hošek Název sady: Používání víceuživatelských
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
OPTIMALIZACE VÝROBY PROTOTYPŮ PŘI VYUŽITÍ TECHNOLOGIÍ RAPID PROTOTYPING
 OPTIMALIZACE VÝROBY PROTOTYPŮ PŘI VYUŽITÍ TECHNOLOGIÍ RAPID PROTOTYPING Ing Tomáš Neumann Ing František Tomeček Vysoká škola Báňská Technická univerzita Ostrava 17 listopadu 15, Ostrava-Poruba, 708 33,
OPTIMALIZACE VÝROBY PROTOTYPŮ PŘI VYUŽITÍ TECHNOLOGIÍ RAPID PROTOTYPING Ing Tomáš Neumann Ing František Tomeček Vysoká škola Báňská Technická univerzita Ostrava 17 listopadu 15, Ostrava-Poruba, 708 33,
Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků.
 PORTFOLIO SLUŽEB Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků. Využíváme nejmodernějších technologií pro výrobu kovových a vysokopevnostních kompozitních součástek.
PORTFOLIO SLUŽEB Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků. Využíváme nejmodernějších technologií pro výrobu kovových a vysokopevnostních kompozitních součástek.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ MOŽNOSTI UPLATNĚNÍ MODERNÍCH METOD PŘI VÝROBĚ PROTOTYPOVÝCH ODLITKŮ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Technologičnost konstrukcí. Šimon Kovář Katedra textilních a jednoúčelových strojů
 Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
0290/11.03 AMTEC. Přesné závitové vložky pro plastové díly
 0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
Základy tvorby výpočtového modelu
 Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
ÚVOD DO MODELOVÁNÍ V MECHANICE
 ÚVOD DO MODOVÁNÍ V MCHANIC MCHANIKA KOMPOZINÍCH MARIÁŮ Přednáška č. 5 Prof. Ing. Vladislav aš, CSc. Základní pojmy pružnosti Vlivem vnějších sil se těleso deformuje a vzniká v něm napětí dn Normálové napětí
ÚVOD DO MODOVÁNÍ V MCHANIC MCHANIKA KOMPOZINÍCH MARIÁŮ Přednáška č. 5 Prof. Ing. Vladislav aš, CSc. Základní pojmy pružnosti Vlivem vnějších sil se těleso deformuje a vzniká v něm napětí dn Normálové napětí
Tenzometry HBM. Petr Wasgestian petr.wasg@hbm.cz. http://www.hbm.cz
 HBM Petr Wasgestian petr.wasg@hbm.cz http://www.hbm.cz - v roce 1938 byl vynalezen první drátkový tenzometr - v roce 1952 byla technologie výroby změněna -> vznik fóliového tenzometru Tenzometr Tenzometry
HBM Petr Wasgestian petr.wasg@hbm.cz http://www.hbm.cz - v roce 1938 byl vynalezen první drátkový tenzometr - v roce 1952 byla technologie výroby změněna -> vznik fóliového tenzometru Tenzometr Tenzometry
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
RAKU-TOOL Epoxidové licí systémy
 RAKU-TOOL Epoxidové licí systémy RAKU-TOOL Epoxidové povrchové systémy (gelcoat) EG-2100 EH-2901-1 100 : 14 světle modrá 15 1,4 EH-2950-1 100 : 13 světle modrá 35 40 1,4 EG-2101 EH-2901-1 100 : 12 bílá
RAKU-TOOL Epoxidové licí systémy RAKU-TOOL Epoxidové povrchové systémy (gelcoat) EG-2100 EH-2901-1 100 : 14 světle modrá 15 1,4 EH-2950-1 100 : 13 světle modrá 35 40 1,4 EG-2101 EH-2901-1 100 : 12 bílá
SikaForce -7550 elastické turbo 2-k polyuretanová technologie
 SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
STUDIE VHODNOSTI VYUŽITÍ 3D TECHNOLOGIE PRO PROJEKT SPECIALIZOVANÉ CENTRUM PRO APLIKOVANOU SIMULACI A VIZUALIZACI
 STUDIE VHODNOSTI VYUŽITÍ 3D TECHNOLOGIE PRO PROJEKT SPECIALIZOVANÉ CENTRUM PRO APLIKOVANOU SIMULACI A VIZUALIZACI Vypracoval: V Ústí nad Labem 09/2014 Ing. Roman Vaibar, Ph.D., MBA Ing. Pavel Koníř, MBA
STUDIE VHODNOSTI VYUŽITÍ 3D TECHNOLOGIE PRO PROJEKT SPECIALIZOVANÉ CENTRUM PRO APLIKOVANOU SIMULACI A VIZUALIZACI Vypracoval: V Ústí nad Labem 09/2014 Ing. Roman Vaibar, Ph.D., MBA Ing. Pavel Koníř, MBA
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
APLIKACE METODY FDM PRO VÝROBU BEZPEČNOSTNÍ KRYTKY STŘEŠNÍHO NOSIČE APPLICATION OF FDM METHOD FOR PRODUCTION OF ROOF RACK SAFETY COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 FSI VUT BAKALÁŘSKÁ PRÁCE List 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
FSI VUT BAKALÁŘSKÁ PRÁCE List 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
Disruptivní technologie
 MTP-12-3d tisk Osnova: změna obchodního modelu, disruptivní technologie, nové paradigma výroby rychlá výroba prototypů 1. krok - modely skenování reverzní inženýrství principy tisku materiály pro 3DT Problematika
MTP-12-3d tisk Osnova: změna obchodního modelu, disruptivní technologie, nové paradigma výroby rychlá výroba prototypů 1. krok - modely skenování reverzní inženýrství principy tisku materiály pro 3DT Problematika
VÝROBA PROTOTYPOVÉHO DÍLU POMOCÍ TECHNOLOGIE RAPID PROTOTYPING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PROTOTYPOVÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PROTOTYPOVÉHO
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Kompozity s termoplastovou matricí
 Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
JČU-ZF, KATEDRA KRAJINNÉHO MANAGEMENTU STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK)
") JČU-ZF, KATEDRA KRAJINNÉHO MANAGEMENTU STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) JČU-ZF, KATEDRA KRAJINNÉHO MANAGEMENTU STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) Ing. Jan Závitkovský e-mail: jan.zavitkovsky@centrum.cz
JČU-ZF, KATEDRA KRAJINNÉHO MANAGEMENTU STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) JČU-ZF, KATEDRA KRAJINNÉHO MANAGEMENTU STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) Ing. Jan Závitkovský e-mail: jan.zavitkovsky@centrum.cz
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE
 KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
LOGO. Struktura a vlastnosti pevných látek
 Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Od roku 2016 je firma Střechy 92, s.r.o. dodavatelem vrstveného dřeva Ultralam pro Českou republiku.
 Ultralam je obchodní značka výrobce pro konstrukční materiál vrstvené dřevo. (Anglicky se tento materiál nazývá LVL laminated veneer lumber, německy FSH Furnierschichtholz). Vrstvené dřevo Ultralam svými
Ultralam je obchodní značka výrobce pro konstrukční materiál vrstvené dřevo. (Anglicky se tento materiál nazývá LVL laminated veneer lumber, německy FSH Furnierschichtholz). Vrstvené dřevo Ultralam svými
Vlastnosti tepelné odolnosti
 materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 NUMERICKÉ SIMULACE ING. KATEŘINA
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 NUMERICKÉ SIMULACE ING. KATEŘINA
Studentská 1402/ Liberec 1 tel.: cxi.tul.cz. Ostatní přístroje
 Ostatní přístroje Oddělení konstrukce strojů, nanovlákenných a netkaných materiálů Simulace a pokročilé analýzy pohybu MD Adams (Multidisciplinární simulační systém pro moderní technické obory ) Možnosti
Ostatní přístroje Oddělení konstrukce strojů, nanovlákenných a netkaných materiálů Simulace a pokročilé analýzy pohybu MD Adams (Multidisciplinární simulační systém pro moderní technické obory ) Možnosti
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 9. JEDNOPLÁŠŤOVÉ A DVOUPLÁŠŤOVÉ PLOCHÉ STŘEŠNÍ KONSTRUKCE MATERIÁLY A TECHNOLOGIE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
9. JEDNOPLÁŠŤOVÉ A DVOUPLÁŠŤOVÉ PLOCHÉ STŘEŠNÍ KONSTRUKCE MATERIÁLY A TECHNOLOGIE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 FSI VUT BAKALÁŘSKÁ PRÁCE List 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
FSI VUT BAKALÁŘSKÁ PRÁCE List 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
TE1 slévání 2 /u12133
 TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
Studentská 1402/ Liberec 1 tel.: cxi.tul.cz. Ostatní přístroje
 Ostatní přístroje Oddělení konstrukce strojů, nanovlákenných a netkaných materiálů Simulace a pokročilé analýzy pohybu MD Adams (Multidisciplinární simulační systém pro moderní technické obory ) Možnosti
Ostatní přístroje Oddělení konstrukce strojů, nanovlákenných a netkaných materiálů Simulace a pokročilé analýzy pohybu MD Adams (Multidisciplinární simulační systém pro moderní technické obory ) Možnosti
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Návrh upevnění svítilny přilby Gallet. Bc. Josef Kotrla
 Návrh upevnění svítilny přilby Gallet Bc. Josef Kotrla Diplomová práce 2012 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
Návrh upevnění svítilny přilby Gallet Bc. Josef Kotrla Diplomová práce 2012 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
1919 siawood+ Profesionální brusivo nejnovější generace
 1919 siawood+ Profesionální brusivo nejnovější generace 1919 siawood + Profesionální brusivo nejnovější generace Nejnovější generace klasické 1919 siawood nastavuje nové standardy ve stacionárním broušení
1919 siawood+ Profesionální brusivo nejnovější generace 1919 siawood + Profesionální brusivo nejnovější generace Nejnovější generace klasické 1919 siawood nastavuje nové standardy ve stacionárním broušení
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY
 ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
Vláknové kompozitní materiály, jejich vlastnosti a výroba
 Kap. 1 Vláknové kompozitní materiály, jejich vlastnosti a výroba Informační a vzdělávací centrum kompozitních technologií & Ústav mechaniky, biomechaniky a mechatroniky FS ČVUT v Praze 26. října 2007 1
Kap. 1 Vláknové kompozitní materiály, jejich vlastnosti a výroba Informační a vzdělávací centrum kompozitních technologií & Ústav mechaniky, biomechaniky a mechatroniky FS ČVUT v Praze 26. října 2007 1
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
ČESKÁ ZEMĚDĚLSKÁ UNIVERZITA V PRAZE FAKULTA TECHNICKÁ. Referát k předmětu Konstruování s podporou počítače. CAD/CAM technologie
 ČESKÁ ZEMĚDĚLSKÁ UNIVERZITA V PRAZE FAKULTA TECHNICKÁ Referát k předmětu Konstruování s podporou počítače CAD/CAM technologie pomocník při navrhování, konstrukci a výrobě prototypů v automobilovém průmyslu.
ČESKÁ ZEMĚDĚLSKÁ UNIVERZITA V PRAZE FAKULTA TECHNICKÁ Referát k předmětu Konstruování s podporou počítače CAD/CAM technologie pomocník při navrhování, konstrukci a výrobě prototypů v automobilovém průmyslu.
Ing. Petr Knap Carl Zeiss spol. s r.o., Praha
 METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Vzhled Pryskyřice má formu zelené průsvitné folie síly 0,1 0,7 mm (dle přání zákazníka), pružné a tvárné při pokojové či zvýšené teplotě.
, pružné a tvárné při pokojové či zvýšené teplotě.") Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT
 ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT Martin Malý, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 26. 2. 2018 Obsah Motivace pro řešení
ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT Martin Malý, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 26. 2. 2018 Obsah Motivace pro řešení
Technická univerzita v Liberci Fakulta strojní
 Technická univerzita v Liberci Fakulta strojní Bc. Petr Hons Studie náročnosti a efektivnosti vývoje prototypového modelu v závislosti na použité technologii a materiálu. Diplomová práce 2007 Technická
Technická univerzita v Liberci Fakulta strojní Bc. Petr Hons Studie náročnosti a efektivnosti vývoje prototypového modelu v závislosti na použité technologii a materiálu. Diplomová práce 2007 Technická
MOŽNOSTI UPLATNĚNÍ MODERNÍCH METOD PŘI VÝROBĚ PROTOTYPOVÝCH ODLITKŮ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MOŽNOSTI
Druh Jednosložková epoxidová pryskyřice s obsahem vytvrzovacího systému se zvýšenou lepivostí
 Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Sklářské a bižuterní materiály 2005/06
 Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Začněte využívat výhody D tisku! Využíváte výhody rapid prototypingu?
 Začněte využívat výhody D tisku! 3D tisk se dnes využívá pro výrobu prototypů i malosériovou výrobu. 3D tisk, na rozdíl od standardních technologií odlévání nebo vstřikování do forem, soustružení, či CNC
Začněte využívat výhody D tisku! 3D tisk se dnes využívá pro výrobu prototypů i malosériovou výrobu. 3D tisk, na rozdíl od standardních technologií odlévání nebo vstřikování do forem, soustružení, či CNC
Okruhy otázek ke zkoušce
 Kompozity A farao pokračoval: "Hle, lidu země je teď mnoho, a vy chcete, aby nechali svých robot? Onoho dne přikázal farao poháněčům lidu a dozorcům: Propříště nebudete vydávat lidu slámu k výrobě cihel
Kompozity A farao pokračoval: "Hle, lidu země je teď mnoho, a vy chcete, aby nechali svých robot? Onoho dne přikázal farao poháněčům lidu a dozorcům: Propříště nebudete vydávat lidu slámu k výrobě cihel
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
NETME Centre Nové technologie pro strojírenství
 NETME Centre Nové technologie pro strojírenství Fakulta strojního inženýrství Vysoké učení technické v Brně NETME Centre Vysoké učení technické v Brně, Fakulta strojního inženýrství Technická 2896/2, 616
NETME Centre Nové technologie pro strojírenství Fakulta strojního inženýrství Vysoké učení technické v Brně NETME Centre Vysoké učení technické v Brně, Fakulta strojního inženýrství Technická 2896/2, 616
Závěr, shrnutí a výstupy pro další předměty projektu EduCom
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Závěr, shrnutí a výstupy pro další předměty projektu EduCom Ing. Petr Keller,
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Závěr, shrnutí a výstupy pro další předměty projektu EduCom Ing. Petr Keller,
VÝROBA DÍLŮ TECHNOLOGIÍ DMLS A JEJICH POROVNÁNÍ S JINÝMI KONVENČNÍMI TECHNOLOGIEMI Z HLEDISKA EKONOMICKÉ NÁROČNOSTI
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DÍLŮ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DÍLŮ
Modelářské a toolingové materiály TORTEN s.r.o., Holubova 978, Náchod, mob./tel /
 Modelářské a toolingové materiály TORTEN s.r.o., Holubova 978, 547 01 Náchod, mob./tel. 420 777298456 / 420 491421775 www.torten.cz info@torten.cz. 1.Nátěrové epoxidové systémy GELCOAT, spojovací vrstvy
Modelářské a toolingové materiály TORTEN s.r.o., Holubova 978, 547 01 Náchod, mob./tel. 420 777298456 / 420 491421775 www.torten.cz info@torten.cz. 1.Nátěrové epoxidové systémy GELCOAT, spojovací vrstvy
Termoplastové kompozity v leteckých aplikacích
 Technologie výroby leteckých dílů z kompozitu na bázi uhlíkové vlákno a termoplastická matrice Ing. Abstrakt: Přednáška pojednává o použití kompozitu uhlík/polyfenylensulfid (PPS) pro výrobu dílů v letectví.
Technologie výroby leteckých dílů z kompozitu na bázi uhlíkové vlákno a termoplastická matrice Ing. Abstrakt: Přednáška pojednává o použití kompozitu uhlík/polyfenylensulfid (PPS) pro výrobu dílů v letectví.
Vzhled Pryskyřice má formu nažloutlé průhledné folie síly 0,1 0,7 mm (dle přání zákazníka), pružné a tvárné při pokojové či zvýšené teplotě.
, pružné a tvárné při pokojové či zvýšené teplotě.") Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Sériová výroba dílů z materiálu PA12 s využitím aditivní technologie JetFusion HP 4200
 Sériová výroba dílů z materiálu PA12 s využitím aditivní technologie JetFusion HP 4200 Studentská 1402/2 461 17 Liberec 1 tel.: +420 485 353 006 cxi.tul.cz Představení LPP na TU v Liberci Umístění laboratoře
Sériová výroba dílů z materiálu PA12 s využitím aditivní technologie JetFusion HP 4200 Studentská 1402/2 461 17 Liberec 1 tel.: +420 485 353 006 cxi.tul.cz Představení LPP na TU v Liberci Umístění laboratoře
Systém podlahového vytápění. Euroflex extra ODOLNÝ SYSTÉM PRO SAMONIVELAČNÍ STĚRKU
 Systém podlahového vytápění Euroflex extra ODOLNÝ SYSTÉM PRO SAMONIVELAČNÍ STĚRKU systém Euroflex extra VELMI ODOLNÝ A UNIVERZÁLNÍ SYSTÉM Velký kontakt trubky s deskou, typický pro systémové desky, je
Systém podlahového vytápění Euroflex extra ODOLNÝ SYSTÉM PRO SAMONIVELAČNÍ STĚRKU systém Euroflex extra VELMI ODOLNÝ A UNIVERZÁLNÍ SYSTÉM Velký kontakt trubky s deskou, typický pro systémové desky, je