Zavedení Pull systému ve firmě Denso Manufacturing Czech s.r.o.
|
|
|
- Přemysl Netrval
- před 2 lety
- Počet zobrazení:
Transkript
1 Zavedení Pull systému ve firmě Denso Manufacturing Czech s.r.o. Diplomová práce Studijní program: Studijní obor: Autor práce: Vedoucí práce: N2301 Strojní inženýrství 2301T049 Výrobní systémy a procesy Bc. Kateřina Zadražilová doc. Dr. Ing. František Manlig Liberec 2016

2



3
4 Prohlášení Byla jsem seznámena s tím, že na mou diplomovou práci se plně vztahuje zákon č. 121/2000 Sb., o právu autorském, zejména 60 školní dílo. Beru na vědomí, že Technická univerzita v Liberci (TUL) nezasahuje do mých autorských práv užitím mé diplomové práce pro vnitřní potřebu TUL. Užiji-li diplomovou práci nebo poskytnu-li licenci k jejímu využití, jsem si vědoma povinnosti informovat o této skutečnosti TUL; v tomto případě má TUL právo ode mne požadovat úhradu nákladů, které vynaložila na vytvoření díla, až do jejich skutečné výše. Diplomovou práci jsem vypracovala samostatně s použitím uvedené literatury a na základě konzultací s vedoucím mé diplomové práce a konzultantem. Současně čestně prohlašuji, že tištěná verze práce se shoduje s elektronickou verzí, vloženou do IS STAG. Datum: Podpis:
5 TÉMA : ZAVEDENÍ PULL SYSTÉMU VE FIRMĚ DENSO MANUFACTURING CZECH s.r.o ABSTRAKT: Tato diplomová práce se zabývá návrhem a zavedení systému Kanban do výrobního prostředí podniku. Obsahuje základní informace o systému Kanban, jeho principech a úspěšné implementaci. Součástí práce je implementace Kanbanu na reálný proces z praxe. KLÍČOVÁ SLOVA: Kanban, tahový systém, proces, regál, vizualizace, layout THEME : THE IMLEMENTATION OFF PULL PRODUCTION SYSTEM IN DENSO MANUFACTURING CZECH Ltd ABSTRACT: This thesis deals with the proposal and implementation of Kanban system in a production environment of a company. It contains basic information about Kanban system, its principles and successful implementation. A part of this work focuses on the implementation of Kanban to a real process in practice. KEYWORDS: Kanban, Pull system, process, chute, visualization, layout Zpracovatel:TU v Liberci, Fakulta strojní, Katedra výrobních systémů Počet stran : 64 Počet příloh : 1 Počet obrázků : 35 Počet tabulek : 15 nebo jiných příloh: 0
6 Poděkování V první řadě bych ráda poděkovala firmě Denso Manufacturing s.r.o. za možnost vypracování diplomové práce, a to zejména svému konzultantovi Mgr. Ing. Krzysztofu Brodeckiému za veškeré potřebné informace, dále zaměstnancům z firmy a v neposlední řadě děkuji doc. Dr. Ing. Františku Manligovi a Ing. Janu Vavruškovi za odborné vedení diplomové práce.
7 Obsah SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ ÚVOD PŘEDSTAVENÍ ŠTÍHLÉ VÝROBY PLÝTVÁNÍ PULL SYSTÉM (TAHOVÝ SYSTÉM) SYSTÉM KANBAN CONWIP HYBRIDNÍ SYSTÉM PRAKTICKÁ ČÁST PŘEDSTAVENÍ PODNIKU POPIS VÝROBKU A JEHO MATERIÁLOVÝ TOK ANALÝZA STAVU V PŮVODNÍ HALE SOUČASNÝ STAV LAYOUTU POSTUP PŘI NÁVRHU KANBANOVÉHO SYSTÉMU: NÁVRH SYSTÉMU PRO IDENTIFIKACI DÍLŮ NÁVRH NOVÝCH REGÁLU NÁVRH ROZMÍSTĚNÍ REGÁLŮ V PROCESU S NÁVRH OZNAČENÍ REGÁLŮ NÁVRH KANBANOVÉHO SYSTÉMU STANOVENÍ KANBANOVÝCH OKRUHŮ NÁVRH KANBANOVÝCH KARET VÝPOČET POČTU KANBANOVÝCH KARET VIZUALIZACE SHRNUTÍ KOMPLEXNÍ VYHODNOCENÍ SOUČASNÉHO STAVU A NÁVRHU NA ZLEPŠENÍ DALŠÍ DOPORUČENÍ PRO OPTIMALIZACI PROCESU ZÁVĚR LITERATURA
8 SEZNAM OBRÁZKŮ SEZNAM TABULEK
9 Seznam použitých zkratek a symbolů Označení Název veličiny/popis BWR (Bracket Welding Robot) svařovací robot Conwip (Constant Work In Process) Metoda pro tahový systém CNC Computer Numeric Control DANTOTSU Japonské slovo Nejlepší z nejlepších DMCZ Denso Manufacturing Czech HVAC (Heating Ventilating Air Conditioning) klimatizační jednotka Kanban Metoda TPS pro tahový systém K. K. Kanbanová karta Layout Půdorys pracoviště TPS (Toyota production system) výrobní systém S/A (Separator Assembly) montáž separátorů Vizualizace Metoda znázornění 8
10 1. Úvod Automobilový průmysl prošel za dobu více než stoleté existence obrovským vývojem. V dnešním silném konkurenčním prostředí je pro firmy stále složitější udržet svoji suverenitu a konkurencischopnost, a proto se snaží stále optimalizovat svůj výrobní proces například pomocí metod štíhlé výroby. Firmy musejí být schopné pružně reagovat na neustále rostoucí poptávku po nových automobilech. Denso Manufacturing Czech s.r.o. také reaguje na zvýšený prodej automobilů v Evropě a s tím spojený dlouhodobý nárůst objednávek přístavbou, která rozšíří plochu závodu a zvýší produkci stávající výroby. Přístavba je součástí dlouhodobé politiky společnosti, ze které pochází projekt zvaný DANTOTSU, volně přeložitelný jako nejlepší z nejlepších. Klade si za cíl vybudovat z české pobočky Denso něco jako Evropský showroom těch nejlepších technologií a postupů. Jeho základní koncept zní Simple, Smooth and Visual jednoduše, plynule a vizuálně. V rámci této filosofie, DENSO upraví stávající výrobní plochu tak, aby se uvolnil prostor pro nové výrobní linky či strojní zařízení. Přemístění současných strojů však není jediné, co do aktivit DANTOTSU spadá. Viditelnější změnou je přístavba výrobní haly, kterou si z důvodu vysokého prodeje automobilů v Evropě žádají nové projekty a dlouhodobě navýšené objednávky jednotlivých dílů a systémů. Z důvodu přemístění výrobního procesu a strojního zařízení do nové přístavby, kde se budou vyrábět podsestavy pro kondenzátory, byl pozměněn materiálový a informační tok a byla ztracena komunikace s ostatními procesy. Cílem diplomové práce je na základě dostupných zdrojů informací vytvořit analýzu současného stavu, následně návrh nového umístění regálů a jejich lokací a vizualizace v nové přístavbě, vytvoření nového layoutu, dále zavedení Kanban systému, díky kterému dojde k zefektivnění materiálového a informačního toku a to buď ve vybraném procesu, nebo i vzájemně mezi více procesy. Cílem je také vytvoření systému identifikačních čísel pro rozpracované díly, které doposud nebylo možné nikterak rozlišit. Systém se pak využije pro celý závod Denso Manufacturing Czech s.r.o. 9
11 Diplomová práce se skládá z teoretické a praktické části. V praktické části je popsán projekt DANTOTSU. Teoretická část je zaměřená na principy štíhlé výroby, plýtvání a Pull systému - tahového systému. 10
12 2. Představení štíhlé výroby Štíhlá výroba (lean manufacturing, lean productin) pochází z firmy Toyota (Toyota Production System, TPS), kde vznikla na přelomu 50. a 60. let 20. století jako alternativa k hromadné výrobě, v prostředí kde bylo potřeba využití co nejméně pracovního prostoru, vysoké úrovně flexibility a při použití co nejnižších financí na nákladné investice. Japonská ekonomika se nacházela v naprosto odlišných podnikatelských podmínkách než americké automobilky. Americké automobilky v té době využívaly systému hromadné výroby, úspor z velkého množství výroby a velkých zařízení. V Japonsku byl poválečný trh malý, aby Toyota uspokojila celý trh zákazníků, musela vyrábět více řad automobilů na jedné lince, tím se její výhodou stala pružnost. Snažila se zkrátit průběhovou dobu výroby a udržovat pružné linky. Z toho vyplývala vyšší jakost, vyšší produktivitu a lepší schopnost reakce na požadavky zákazníka. Velmi se také zaměřovala na odstranění časových zdržení při manipulaci materiálu, při celém výrobním procesu.(obr. 1) Obr. 1 Toyota dům [1] 11
13 Jedná se o jedinečný přístup firmy Toyota k výrobě (Obr. 1). Taiichi Ohno, zakladatel a tvůrce TPS. Tato výroba se koncentruje na zkrácení času mezi zákazníkem a dodavatelem eliminací a zamezením plýtvání v řetězci mezi nimi, dále snižování nákladů. Toho se snaží dosáhnout principy neustálého zlepšování Kaizen, tahového systému Kanban, Analýzou toků atd. Tyto zásady by měli dodržovat všichni zaměstnanci podniku, od pracovníků ve výrobě až po management. Definuje se pomocí pěti základních kroků: - Definice hodnoty z pohledu zákazníka, - Vymezení hodnotového toku, - Dosažení plynulého toku - Aplikace tahového systému - Usilování o dosažení excelence [1] 3. Plýtvání Plýtváním se rozumí všechny činnosti, které nepřidávají výrobku hodnotu, tj. nepodílí se na zvýšení zisku podniku. V tom jsou zahrnuty všechny činnosti, za které není ochoten zákazník zaplatit. Plýtvání existuje všude kolem nás, a proto každá jeho eliminace neznamená pouze finanční profit, ale také zlepšení pracovního prostředí, zvýšení bezpečnosti práce. Při hledání si musíme uvědomit, že hledáme problémy a jejich příčiny, nikoliv viníky, které bychom chtěli potrestat. Druhy plýtvání: 1) Nadvýroba - považuje se za nejhorší druh plýtvání. Je zapříčiněna výrobou většího počtu výrobků než požaduje zákazník. Tyto výrobky nelze prodat ihned a musíme je skladovat. Další příčina je také výrobou ve velkých dávkách. Toto plýtvání negativně ovlivňuje výkonnost podniku.(obr. 2) 12
 Čekání - rozumíme čekání na cokoliv ve výrobním procesu")
 Obr.")
![3 Plýtvání čekání [2] 3) Vysoké zásoby - na pracovišti se shromažďuje velké množství](/docs-images/116/219010856/images/14-2.jpg "materiálu, které nestíháme zpracovat. Hrozí nebezpečí výroby velkého množství neshodných kusů.")
14 . Obr. 2 Plýtvání z nadprodukce [2] 2) Čekání - rozumíme čekání na cokoliv ve výrobním procesu (materiál, lidi, zařízení, informaci či oprava stroje). Řešením je vhodné vybalancování operací, plán údržby zařízení TPM. (Obr. 3) Obr. 3 Plýtvání čekání [2] 3) Vysoké zásoby - na pracovišti se shromažďuje velké množství materiálu, které nestíháme zpracovat. Hrozí nebezpečí výroby velkého množství neshodných kusů. Optimální je tok jednoho kusu (one piece flow), při kterém je minimalizována výroba neshodných dílů. (Obr. 4) Obr. 4 Plýtvání skladování materiálu [3] 13
 Obr. 5 Plýtvání zbytečná přeprava [4] 5) Zbytečný pohyb - snažíme se o redukci zbytečných pohybů (chůze, otáčení).")
15 4) Zbytečná přeprava - Do zbytečné přepravy patří jakýkoliv transport (hmot- ných věcí či informací) vzdálenějších a komplikovanějších než je nezbytné. Řešením jsou různé skluzy, pásové dopravníky, balení do zákaznických obalů. (Obr. 5) Obr. 5 Plýtvání zbytečná přeprava [4] 5) Zbytečný pohyb - snažíme se o redukci zbytečných pohybů (chůze, otáčení). Jsou zapříčiněny nevhodným uspořádáním pracoviště. Řešením je pracoviště ergonomicky optimalizovat. Správným uspořádáním se zvýší produktivita ale také bezpečnost práce. 6) Nesprávný výrobní postup - snažíme se eliminovat veškeré nadbytečné pro- cesní kroky. Měli bychom dodržovat zákaznické požadavky a nevyrábět nadbytečné věci. 7) Opravy - tato činnost je ovlivněna výrobou neshodných dílů. Jedná se o velmi časově, materiálově a energeticky náročnou činnost. Ideální případ je nevyrábět žádné zmetky, nebo je co nejvíce redukovat. Tuto činnost je nutno provádět mimo linku a odbornými pracovníky z oddělení kvality. 8) Nevyužitý potenciál pracovníků - plýtvání se vyskytuje buď přímo uvnitř výrobního závodu nebo mezi závodem a zákazníkem (závodem a dodavatelem). Lidské zdroje a potenciál nejsou firmou, řádně využity s ohledem na nabízené schopnosti, dovednosti a zručnosti. Špatná komunikace se zákazníkem. Toto plýtvání ovlivňují především vedoucí pracovníci. 14
16 4. Pull systém (tahový systém) 4.1 Systém Kanban Tahový systém řízení výroby patří mezi metody využívané v oblasti synchronizace toků. Ve výrobě největší ztráty z hlediska délky průběžné doby výroby způsobuje zásoba rozpracované výroby. Nejjednodušším způsobem (v praxi však nejhůře aplikovatelným), je její odstranění např. sloučením procesů tzn. vytvořením plynulého toku materiálu. V podnicích se však setkáváme s množstvím procesů, při kterých není možné zavádět plynulý tok materiálu z následujících důvodů: Některé operace jsou navrženy tak, aby vyráběly ve velmi rychlém, resp. pomalém cyklovém čase. Vyžadují množství přetypovaní, protože jsou určeny pro více výrobkových skupin (např. vstřikovací lisy). Některé operace (např. u dodavatele) jsou vzdálené a nakládání každého vyrobeného kusu není možné (potřeba vytvoření expedičních dávek). Operace, které mají dlouhou průběžnou dobu výroby, resp. nejsou přímo vázané na ostatní procesy v plynulém materiálovém toku. V těchto případech je možné využít tahový systém řízení výroby kanban. Kanban se nejlépe uplatní především v sériové výrobě, kde mají výrobky modulární charakter, což znamená, že určité podsestavy se použijí v různých finálních výrobcích. Zákazník má možnost určité volby finálního výrobku, ale pro podnik je snadné jeho požadavky splnit, protože se jedná jen o jinou konfiguraci jakési stavebnice. Je důležité, aby byl zajištěn vyrovnaný materiálový tok, čemuž dopomůže odstranění nebo alespoň omezení činností, které nepřidávají výrobku hodnotu (manipulace, skladování, transport, apod.). Proti tomuto materiálovému toku proudí informace, jejich nosičem, označená přepravka, přistavený prázdný čekající transportní vozík, zvukový nebo vizuální signál, prázdná plocha v meziskladu nebo elektronický signál. Operace ve výrobě řízené kanbanem musí být vysoce spolehlivé a vzájemně vyrovnané. Výroba musí mít pravidelný a vyvážený odbyt. Tuto metodu řízení nasazujeme tehdy, chceme-li zajistit 15
17 stabilní stav zásob, zjednodušit řízení výroby nebo zajistit další z výhod a přínosů jmenovaných níže. Podniky bez zavedeného fungujícího systému řízení na bázi kanbanu mohou mít problém s náročností plánování a řízení výroby, s množstvím dokumentace a dat potřebných ke zpracování nebo zadávání. Výhodou je, že se kanban po zavedení a při dodržování všech pravidel řídí sám. Odbyt totiž řídí výrobu a stejně tak následující pracoviště ovládá to předcházející. [5] Materiálové i informační toky v Kanban systému probíhají v následujících krocích: Odběratel odešle dodavateli prázdný přepravní prostředek s jedním štítkem (tj. japonsky kanbanů, s jednou výrobní průvodkou, která plní funkci objednávky, tj. přesun dílu z dodávajícího (nebo předcházejícího pracoviště) skladu iniciuje pracoviště (středisko) momentálně používající přepravní prostředek. Dodání prázdného přepravního prostředku s výrobní kartou k dodavateli (pracoviště nebo sklad) je podnětem k zahájení výroby příslušné dávky, tj. pokud se jedná o výrobu dodavatel nesmí vyrábět dříve, než výrobní kartu obdrží. Touto dávkou je přepravní prostředek naplněn (nesmí být naplněn menším ale ani větším počtem dílů), opět označen štítkem (přesunovou průvodkou) a odeslán odběrateli. Odběratel je povinen došlou dávku převzít a zkontrolovat. [6] 16
18 Prostředky využívané v Kanbanu Kanban kartu reprezentuje objednávku pro interního nebo externího odběratele. Využívá se na přenos informací. Základní typy kanbanových karet: 1) interní, 2) externí, 3) elektronický, 4) papírový. Kanban tabuli místo, kde interní dodavatel přebírá informaci o požadavcích interního odběratele. Je základním vizuálním prvkem. Kanban schránku slouží na odkládání kanbanových karet, kde odběratel vloží své požadavky Výpočet kanbanových karet Příklad pro výpočet počtu kanbanových karet ve výrobě: CPK = (1) CPK = Celkový počet karet ve výrobě PDS = Průměrná denní spotřeba dílů Pd = Průběžná doba α = bezpečnostní koeficient KTJ = kapacita transportní jednotky [2] 17
.")
 Dvou-kartový okruh Obr.")
19 4.1.4 Kanbanové okruhy 1) Jedno-kartový okruh V oběhu máme jen jeden typ kanban karty (výrobní karta). Pracoviště může pracovat pouze má-li kanban kartu a potom si může ze zásobníku vzít materiál nebo součástky, viz Obr. 6. 2) Dvou-kartový okruh Obr. 6 Jedno-kartový okruh [7] V oběhu jsou dva typy karet (výrobní a transportní karta), viz Obr. 7. Obr. 7 Dvou-kartový okruh [7] 18
20 4.1.5 Důvody a pravidla nutná pro správné fungování metodiky Kanban Zavedením dochází ke snižování velikosti výrobních dávek, čímž můžeme pružněji reagovat na potřeby zákazníka. Menší výrobní dávka znamená méně dílů ve výrobě a tím menší požadavky na prostor (sklady) a snížení ztrát při nekvalitní výrobě. Menší požadavky na prostor a menší ztráty z nekvality znamenají snižování nákladů. Zpřehlednění toku ve výrobě všechny informace se nacházejí na kanbanové tabuli. V systému Kanban je velmi důležitý jeden prvek disciplína pracovníků, kteří s kartami pracují. Pokud se bude stávat, že člověk odejde na přestávku i s kanbanovou kartou v kapse, systém nebude fungovat a po čase se zhroutí (právě disciplína je klíčový prvek, který má největší vliv na negativní vnímání metodiky Kanban po jejím zavedení ve firmách, kde s jeho implementací není spokojenost, resp. Kanban nefunguje tak, jak by měl) Přínosy ze zavedení Přínosy je možné rozdělit do oblasti informačních a materiálových toků. V oblasti informačních toků je to především jednodušší způsob plánování. Postupné nahrazování vertikálních informačních toků tzn. plánování každého procesu dílenským plánovačem, horizontálním tokem informací (požadavek zákazníka je naplánován dílenským plánovačem jen pro jeden proces, z kterého následně kanbanová karta řídí pohyb materiálu na všech pracovištích, které tento proces předchází). V oblasti materiálových toků je to především řízení pohybu materiálu v definovaných mezích. V každé kanbanové tabuli je nastavený stav minimální a maximální hladiny pro každý produkt. Rychlým pohledem na tuto tabuli je možné okamžitě zjistit stav rozpracované výroby pro každý produkt na dílně. Toto je základní krok k tomu, abychom zkrátili průběžnou dobu výroby a tím zvýšili flexibilitu a konkurenceschopnost podniku. [6] 19

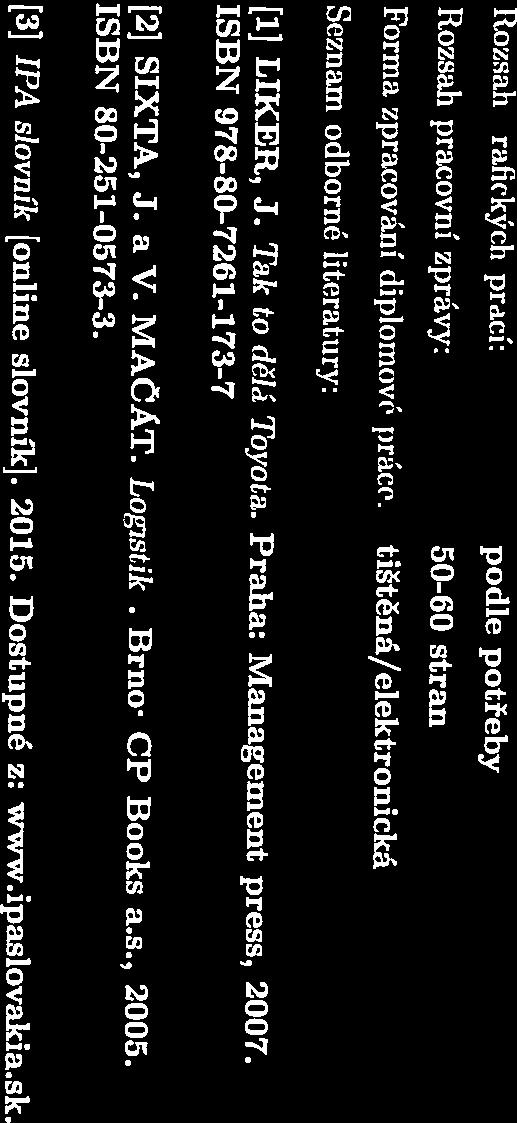
![Využívá pouze jednu kartu, která prochází výrobou spolu s výrobní dávkou a tím je i konstantní rozpracovanost. Viz Obr. 8. Obr. 8 Conwip systém [7] 4.](/docs-images/116/219010856/images/21-1.jpg "3 Hybridní systém Hybridní systém je kombinace Kanban a Conwip.")
21 4.2 Conwip Kanban systém je vhodný pro určité výrobní prostředí a tento nedostatek řeší systém Conwip. Problém složitosti výrobního procesu a vyráběného sortimentu vysoký nárok na plánování, apod. Využívá pouze jednu kartu, která prochází výrobou spolu s výrobní dávkou a tím je i konstantní rozpracovanost. Viz Obr. 8. Obr. 8 Conwip systém [7] 4.3 Hybridní systém Hybridní systém je kombinace Kanban a Conwip.V hybridním systému zavádíme Kanban okruh ve většině případů na úzké místo, abychom odstranili hromadění zásob. Úzké místo může vyrábět jen tehdy, má-li materiál, Kanban a Conwip kartu. Viz Obr. 9. Obr. 9 Hybridní systém [7] 20
, lékařské roboty a jiné.")
22 5. Praktická část 5.1 Představení podniku Společnost Denso začala jako výrobce automobilových elektrických výrobků. Po desetiletí se stala světovým dodavatelem systémů, komponentů a rozšířila svou činnost na automobilových oblastech, například vnitřní systémy pro správu energie (HEMS), lékařské roboty a jiné. V dnešní době firma Denso působí ve 38 zemích. Umístění nejdůležitějších továren Denso ve světě je Japonsko, Korea, Thajsko, USA, aj. V Evropě má včetně České Republiky další závody ve Velké Británii, Německu a Itálii aj. Obr. 10 Ukázka všech vyráběných dílů ve světě [8] Jako dceřiná firma národní japonské společnosti Denso Coproration v současnosti zaměstnává více než 2500 zaměstnanců a její roční obrat činí přes 10,5mld. Kč. Firma byla založená Se svým počátečním vkladem 3 mld. Kč je dosud jednou z největších zahraničních investic v České republice. Detailnější popis firmy je v Tab. 1. Hlavním výrobním programem DMCZ je výroba automobilových klimatizačních jednotek a jejích součástí, dále topná tělesa, kondenzátory, chladiče a výparníky. Ukázka všech vyráběných dílů ve světě na Obr. 10. Mezi hlavní zákazníky patří světové automobilky - VW, AUDI, Škoda Auto, Suzuki, BMW, Mercedes Benz, Toyota. aj. 21
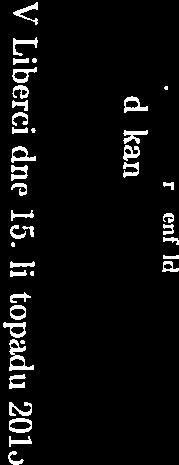
![Tab. 1 Popis firmy [10] Název společnosti Sídlo Právní forma Denso Manufacturing Czech s.r.o. Průmyslová zona Jih Heyrovského 476 Liberec XXII.](/docs-images/116/219010856/images/23-0.jpg "Doubí 463 12 Společnost s ručením omezeným Počet zaměstnanců Více než 2500 Na Obr. 11 je vidět rozložení firmy Denso Manufacturing Czech s.r.o. Levá černě označená strana podniku je obsazená převážně")
23 Tab. 1 Popis firmy [10] Název společnosti Sídlo Právní forma Denso Manufacturing Czech s.r.o. Průmyslová zona Jih Heyrovského 476 Liberec XXII. Doubí Společnost s ručením omezeným Počet zaměstnanců Více než 2500 Na Obr. 11 je vidět rozložení firmy Denso Manufacturing Czech s.r.o. Levá černě označená strana podniku je obsazená převážně linkami pro HVAC (klimatizační jednotky) a vstřikovacími stroji, dále se zde nachází logistika sklady, příjem, expedice, Kaizen team, nástrojárna, laboratoře, aj. Pravá strana, označená žlutě je tzv. výměníková, kde se vyrábějí kondenzátory, chladiče, výparníky a topná tělesa. Začátkem letošního roku se Layout haly začínal měnit. Jelikož v Evropě je neustálý zájem o automobily. Denso Manufacturing Czech s.r.o. reagovalo na zvýšený prodej automobilů a s tím spojený dlouhodobý nárůst objednávek přístavbou, která rozšířila plochu závodu o 8400 m². Obr. 11 Rozložení firmy [9] 22
. Kondenzátor je tepelný výměník, ve kterém probíhá kondenzace par chladícího média vysoké teploty a tlaku do kapalné fáze.")
![Kondenzátor je umístěn před nebo vedle chladiče v automobilu viz Obr. 12, dále na obrázku je vidět finální výrobek, který je následně poslán zákazníkovi. Obr. 12 Kondenzátor [10] Kondenzátor se skládá ze samostatných komponent, které musí projít jednotlivými procesy.](/docs-images/116/219010856/images/24-1.jpg "Materiálový tok výrobku je znázorněn na Obr. 13, kde jsou zobrazeny vybrané procesy. Na procesu P se lisují komponenty tzv. tank headery, které jsou dále povrchově upravovány technologií fluxování.")
24 5.2 Popis výrobku a jeho materiálový tok Jak již bylo zmíněno, Denso Manufacturing Czech s.r.o. vyrábí mnoho typů výrobků. Diplomová práce se zabývá pouze části procesu výroby kondenzátoru, viz Obr. 12 Proces S (dolní část). Kondenzátor je tepelný výměník, ve kterém probíhá kondenzace par chladícího média vysoké teploty a tlaku do kapalné fáze. Kondenzátor je umístěn před nebo vedle chladiče v automobilu viz Obr. 12, dále na obrázku je vidět finální výrobek, který je následně poslán zákazníkovi. Obr. 12 Kondenzátor [10] Kondenzátor se skládá ze samostatných komponent, které musí projít jednotlivými procesy. Materiálový tok výrobku je znázorněn na Obr. 13, kde jsou zobrazeny vybrané procesy. Na procesu P se lisují komponenty tzv. tank headery, které jsou dále povrchově upravovány technologií fluxování. Díly z procesu P vstupují do procesu S, kde se lisují s tzv. separátory a poté tato podsestava vstupuje do svařovacích robotů. Pro výrobu kondenzátoru jsou zapotřebí dva tank headery, pravý a levý, které doposud byly uloženy před i po lisování v regálech. Proces S se dělí na dvě části, v horní části layoutu je proces S pro náhradní díly kondenzátoru a ve spodní části layoutu je proces S pro stálé či nové projekty pro kondenzátor. Do procesu S dále vstupují tzv. modulátory. Surový modulátor se opracovává na CNC centrech, na další operaci se zavíčkovává" popřípadě pro některé projekty se přidávává tzv. screw hole. Tato podsestava dále pokračuje na svařovací roboty, stejně jako tank headery se separátory. Podle projektu se na tank headery přidávají různé kombinace komponentů. Pravý tank header se svařuje s modulátorem, popř. i s braketami a levý tank header se svařuje s braketami, konektory, pájecími kroužky nebo trubičkami, podle 23

25 projektu. Tzv. svařený modulátor a svařený tank header je výstupem pro proces S a vstup pro proces C, kde se dále opracovává, až do konečné fáze. Obr. 13 Layout - Materiálový tok z procesu S do procesu C [7] 24
26 5.3 Analýza stavu v původní hale Zmapování regálů Samotné zmapování regálů začalo ještě před stavbou nové haly. Aktualizace stávajících regálů byla potřeba provést pro evidenci všech materiálů nacházejících se na procesu S. Postup při analýze: 1. Porovnání aktuálního layoutu s reálným stavem na procesu S v původní hale. 2. Vytvoření seznamu dílů pro stávající a nové projekty na procesu S, doplnění do tabulek: výrobní čísla dílu, počet kusů v balení, typ balení a upřesnění materiálového toku dílů (odkud, kam díl cestuje). 3. Výpočet kapacit regálů. 1. Porovnání aktuálního layoutu s reálným stavem na procesu S v původní hale Po porovnání aktuálního layoutu s reálným stavem procesu, bylo zjištěno nedodržení umístění regálů, z důvodů nových projektů, které nebylo kam do regálu umístit. Prozatím se díly pro nové projekty skladovaly na paletách, viz Obr. 14 červeně označené, kde se míchaly s ostatními projekty, především s náhradními díly z jiného podprocesu, růžově označený. K zamíchávání docházelo i z důvodu neidentifikace dílů. Rozpracované díly neměly žádné identifikační číslo, ani žádnou kanbanovou kartu, na rozdíl od vstupních dílů, které mají identifikační číslo buď od dodavatelů nebo od oddělení logistiky, která přiřazuje interní číslo. Na Obr. 14 je znázorněn layout původní haly. Uvnitř procesu S, zeleně označený jsou označeny tmavě zeleně dva svařovací roboty, které jsou na výrobu náhradních dílu, tyto stroje jsou v současném layoutu umístěny v procesu S, růžově označen. Dále na obrázku je znázorněn materiálový tok. Kvůli nedostatku místa a uskladnění nového materiálu na paletách, nebyl materiálový tok ideální. 25

27 Obr. 14 Layout Procesu S v původní hale rozmístění strojů, regálů a materiálový tok [7] 26
28 Číslo dílu Projekt Název dílu Množství Typ balení Odkud Kam 2. Vytvoření seznamu dílů pro stávající a nové projekty na procesu S Seznam dílů byl rozdělen do několika excelovských tabulek, podle vstupních dílů, rozpracovaných dílů a výstupních dílu. Část seznamu vstupujích dílů do procesu S je znázorněna v Tab. 2 a část seznamu rozpracovaných dílů je znázorněna v Tab. 3. V Tab. 4 jsou vyjmenovány jednotlivé typy beden a jejich rozměry, ve kterých je materiál zabalený nebo převážený. Tab. 2 Seznam dílů pro vstupní díly seřazené podle projektu [11] CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx Projekt H a K CZxxxxxx-xxxx CZxxxxxx-xxxx CZxxxxxx-xxxx Projekt A Projekt A Projekt A Všechny projekty Separátor Všechny EU projekty Víčko Projekt F + G + M Konektor Projekt F + G Konektor Projekt A + Q Konektor Projekt A + Q Konektor Projekt M + O Konektor Projekt F + Modulátor G + M + N Všechny JPN projekty Víčko Všechny JPN projekty Screw hole Braketa Modulátor Braketa Braketa 5000 B2 550 B Dřevěná krabice Dřevěná krabice Dřevěná krabice Dřevěná krabice 400 B2 600 Dřevěná krabice 400 B2 264 C2 100 B Dřevěná krabice Dřevěná krabice Dřevěná krabice LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S LOGISTIKA PROCES S 27
29 Číslo dílu Projekt Název dílu Množství Typ balení Odkud Kam Tab. 3 Seznam dílů pro Tank headery seřazené podle projektu [11] Žádné identifikační číslo Projekt A Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt A Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt B Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt B Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt C Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt C Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt D Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt D Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt E Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt E Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt F Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt F Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt G Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt G Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt H Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt H Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt I Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt I Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo projekt J Tank header 300 D-2 Proces P Proces S Žádné identifikační číslo Projekt J Tank header 300 D-2 Proces P Proces S Tab. 4 Typy beden a jejich rozměry v mm [11] Název balení délka šířka výška A B C C C C D D D D Papírový box Dřevěný box KB Po této analýze je zřejmé, že vstupní díly do procesu S mají identifikační čísla a rozpracované díly a výstupní díly z procesu S identifikaci nemají. 28
30 3. Výpočet kapacit regálů Výpočet kapacit regálů byl vytvořen podle následujících kroků: 1) Vytvoření tabulky podle typu dílů. 2) Seřazení podle velikosti objemů zákaznických odvolávek. 3) Přiřazení projektů k objemům a následně přiřazení množství v balení. 4) Výpočet minimální kapacity počtu balení v regálu. 5) Analýza současného stavu maximální kapacity regálů. Bylo vytvořeno několik tabulek pro vstupní díly, rozpracované díly a výstupní díly. V Tab. 5 je pro příklad znázorněn výpočet pro rozpracované modulátory. Tímto způsobem se vypočítá minimální počet balení pro všechny projekty a díly. Modulátory jsou obrobené a navíčkované nebo se screw holem. Díly se vkládají do D-2 beden po 40ks a jsou odkládány na palety pro následující pracoviště. Jako jediný díl v procesu je odkládán na palety, oproti ostatním dílů, které jsou uloženy v regálech. Firma se snaží o redukci, ideálně o zrušení palet, z důvodu dodržení FIFA. 29
![Tab. 5 Výpočet balení pro modulátory [11] V Tab. 5, v prvním sloupečku je název projektu, v druhém sloupečku je objem výroby na den, dále počet kusů v D-2 bedně.](/docs-images/116/219010856/images/31-0.jpg "V následujícím sloupečku byl použit vzoreček pro výpočet potřebných D-2 beden do regálu. Př.")
31 Tab. 5 Výpočet balení pro modulátory [11] V Tab. 5, v prvním sloupečku je název projektu, v druhém sloupečku je objem výroby na den, dále počet kusů v D-2 bedně. V následujícím sloupečku byl použit vzoreček pro výpočet potřebných D-2 beden do regálu. Př. Pro Projekt A se vypočítá následovně: B= = = = 25 minim množství balení (2) B = minimální kapacita beden v regálu/ na paletě Q = denní objem P= počet kusů v boxu Další sloupec ukazuje maximální kapacitu na paletě pro projekt. Maximální počet míst na paletě je 50 D-2 beden. Pro poslední tři nové projekty - projekt J, projekt K a projekt L, nebylo doposud definováno žádné místo. V tabulce zatím není uvedeno šest nových projektů, pro nedostatek informací o velikosti zákaznických odvolávek. 30
32 Dále je zapotřebí porovnat minimální kapacitu balení s maxim, tzn. počet potřebných beden vs. spočítaný aktuální maximální počet beden na paletě/regálu. Výpočet: R B = rozdíl (3) R = maximální množství beden v regálu v současném stavu B = minimální množství beden v regálu Rozdíl může nabývat plusových hodnot, které nám znázorňují nadzásoby a mínusových hodnot, které znázorňují naopak nedostatek místa v regálu. Z provedené analýzy byly zjištěny následující nedostatky aktuálního stavu: Neaktuální layout procesu z hlediska umístění regálů. Chybné značení regálů. Chybné označení některých materiálů (vizualizace). Chybějící označení pro rozpracované díly. Nedodržované umístění materiálu v regálu. Nadbytečná kapacita pro stávající projekty. Nedostatečné kapacita pro stávající projekty. Žádné umístění pro nové projekty. Žádná identifikace rozpracovaných dílů a výstupních dílů z procesu S. 31
33 5.4 Současný stav layoutu Po dlouhodobém konzultování s různými oddělení ve firmě (technologie, výroba, logistika, průmyslové inženýrství, aj.), byl navrhnut finální layout rozmístění strojů a ručních zařízení, viz Obr. 15. V procesu S jsou umístěny dva ruční lisy pro lisování separátorů, které jsou označeny číslem 1. Pod číslem 2 je označeno pět svařovacích robotů. Dvě hnízda vždy dvě CNC centra a mycí pračka, jsou označeny čísly 3 a 4. Dále dva automatické lisy pro lisování víček a jeden automatický lis pro lisování screw holeu, které se nacházejí vedle CNC center. Tento počet strojů není finální, do r se počítá s nárůstem jak CNC center tak i se svařovacími roboty a podle vytížení těchto strojů se možná doplní i ostatní ruční zařízení nebo automatické stroje, jako je stroj pro lisování víček, stroj pro lisování screw holeů, aj. Díky umístění strojů a ručního zařízení je pevně dán materiálový tok. Jediné co je zapotřebí určit, místo pro skladování a odkládání materiálu. V Tab. 6 jsou zobrazené pracoviště s přiřazenými číslem. Tab. 6 Pracoviště číslování [11] Č. Název pracoviště 1 Lisování Tank headeru se separátorem 2 Svařovací robot 3 Hnízdo 2 - CNC centra+mycí pračka/lis 4 Hnízdo 1 - CNC centra+mycí pračka/lisy 32

34 Obr. 15 Layout Procesu S rozmístění pracovišť strojů a ručních zařízení [7] 33
35 5.5 Postup při návrhu Kanbanového systému: V následující kapitole je postup při navrhování Kanbanového systému. 1) Návrh systému pro identifikaci dílů. 2) Převzít od technologie Layout Procesu S, kde je pevné rozmístění strojů, rozvodů, sloupů, atd. 3) Získat současného Layoutu firmy. 4) Určit počet regálů nebo palet na základě výpočtů. 5) Připravit seznam všech dílů pro proces S a zjistit jejich materiálový tok. 6) Návrh nových regálů. 7) Návrh rozmístění dílů v regálu podle projektu nebo podle typu komponentů. 8) Návrh rozmístění regálů podle materiálového toku v procesu S. 9) Návrh systému pro označení regálů. 10) Návrh kanbanového okruhu, kanban karty, pravidla pro dodržování kanban systému, atd. 11) Vizualizace návrh štítku na regál, aj. 12) Návrh nového layoutu Procesu S. 34
36 Číslo vstupního dílu CZ Označení dílu č. 1 _ Označení dílu č. 2 Když 1 do procesu, když 0 z procesu Číslo dílu 5.6 Návrh systému pro identifikaci dílů Aby vzniklo identifikační číslo dílu, bylo zapotřebí zjistit všechna výrobní čísla vstupních dílů pro každý projekt. Původní značení vstupních dílů, měly pouze označení xxxxxx-xxxx a rozpracované díly neměly žádné identifikační číslo, proto se vytvořil systém, kde bude jedno značení stejné pro všechny díly v DMCZ. Nově vytvořené identifikační čísla dílů jsou na ukázku zobrazeny v Tab. 7. Tab. 7 Ukázka vytvoření návrhu identifikačního čísla [11] CZxxxxxx-xxxx CZ xxxxxx - xxxx 1 CZCAP BWR xx-xxxx CZxxxxxx-xxxx CZ xxxxxx - xxxx 1 CZCAP BWR xx-xxxx CZxxxxxx-xxxx CZ xxxxxx - xxxx 1 CZCAP BWR xx-xxxx Po dohodě s ostatními odděleními, bylo navrhnuto značení: Příklad: CZCAP BWR xx-xxxx CZ označení, kde se materiál vyráběl CAP místo (pracoviště/proces), odkud díl cestuje BWR místo (pracoviště/proces), kam díl cestuje xxxxxx-xxxx číslo vstupního materiálu 35
37 Rozpracované díly budou mít stejné označení jako hlavní vstupní díl, s tím rozdílem, že se budou lišit místem odkud a kam vstupují. Na základě vyplnění potřebných informací se automaticky vytvoří identifikační číslo, viz Tab. 7 sloupec pojmenovaný Číslo dílu. Odpovídá prvnímu řádku v Excelovské tabulce, Tab.7. =KDYŽ(G2="";"";KDYŽ(G2=0;(CONCATENATE(B2;(ZLEVA(X2;3));" ";(ZLEVA(M2;3));" ";(ZPRAVA(C2;2));D2;E2;F2));CONCATENATE(B2;(ZLEVA(N2;3));" ";(ZLEVA(Y2;3));" ";(ZPRAVA(C2;2));D2;E2;F2))) 36

38 5.7 Návrh nových regálu Na základě výpočtů (minimální počet potřebných beden) a rozměru balení materiálu byl stanoven přesný počet regálů a palet. Regály jsou navrženy z hliníkových profilů a kolejniček. Z hlediska bezpečnosti může být maximální výška regálu 1500mm. Na Obr. 16 je vytvořena skica návrhu regálu pro tank headery a pro nalisované tank headery se separátorem. Maximální kapacita regálu je dvanáct D-2 beden. Obr. 16 Návrh regálu pro tank headery a tank headery se separátorem [11] 37

![17 Návrh regálu pro vstupní díly (konektory, brakety, trubičky, pájecí kroužky) [11] Na Obr.](/docs-images/116/219010856/images/39-1.jpg "18 je skica regálu pro hotové svařené díly (tank headery a modulátory).")
39 Na Obr. 17 je naskicován další typ regálu, který je navržen pro zásobu vstupních dílů pro svařovací roboty. Maximální kapacita regálu je 18 C-2 beden nebo 36 B-2 beden. Obr. 17 Návrh regálu pro vstupní díly (konektory, brakety, trubičky, pájecí kroužky) [11] Na Obr. 18 je skica regálu pro hotové svařené díly (tank headery a modulátory). Maximální kapacita regálu je 24 D-2. Obr. 18 Návrh regálu pro výstupní svařené díly 38
40 5.8 Návrh rozmístění regálů v procesu S Rozmístění regálů bylo navrženo na základě pevně umístěných strojů, ručních zařízení, sloupů, rozvodů, materiálového toku, atd. Důležité také pro umístění regálů bylo počítat s rozložením ostatních procesů (Proces P, Proces C, Logistika), z hlediska materiálového toku a co njekratší cesty. Rozdělení regálů podle pracovišť: 1) Pracoviště č. 1 Regál H rozpracované díly (tank header + separator) Regál I vstupní díly (separator) Regál J vstupní díly (tank header) 2) Pracoviště č. 2 Regál K vstupní díly (braketa) Regál L vstupní díly (konektor, pájecí kroužek, trubička) Regál M výstupní díly (svařená podsestava tank header a modulátor) 3) Pracoviště č. 3 a č. 4 Pracoviště č. 3 a č. 4 mají společné vstupní díly. Paleta P rozpracované díly (modulátor obrobený, navíčkovaný/se screw holem) Q vstupní díly (surový modulátor), tyto díly jsou balené v dřevěných bednách Regál R vstupní díly (víčko, screw hole) 39

41 Regál S regály nejsou zobrazené v layoutu, jsou to ostatní regály na Procesu S, které slouží jen pro odložení materiálu operátorovi při výrobě (za chodu) Regál T regál neslouží pro zásobu, pouze pro odložení materiálu operátorovi, označení regálu z důvodu vytvoření budoucího kanbanu Nové rozmístění regálu je zobrazeno na Obr. 19. Obr. 19 Layout rozmístění regálu v procesu S [7] 40

42 Materiálový tok byl navržen, aby byl plynulý a jednoduchý. Regály byly umístěny tak, aby zavážení materiálu bylo co nejjednodušší. Manipulant, který zaváží materiál vláčkem se musí dostat do uliček, které musí být průjezdné. Kvůli tomuto důvodu musel být vstupní díl pro pracoviště 2 (regál L a regál K), umístěn až za pracoviště nebo vedle pracoviště. Ideální řešení by bylo vstupní materiál umístit před svařovací roboty, ke vstupu strojů. Materiálový tok je zobrazen na Obr. 20. Obr. 20 Materiálový tok [7] 41
 Určení konkrétního umístění v regálu/ palety. Lokace mají za cíl snížit hledání a zrychlit práci hlavně manipulantům, skladu a expedic.")
43 5.9 Návrh označení regálů Postup při návrhu umístění: 1) Určení procesu. 2) Určení oblasti, na základě směru zavážení. 3) Určení typu umístění (regál, paleta) a jeho značení. 4) Určení konkrétního umístění v regálu/ palety. Lokace mají za cíl snížit hledání a zrychlit práci hlavně manipulantům, skladu a expedic. Proto je důležité určit správně, jak se regál bude označovat a dodržovat pravidla. V Tab. 8 je ukázka návrhu systému značení regálů. Tab. 8 Ukázka návrhu systému značení regálů [11] 42
![Prvním pravidlem je stanovení Procesu podle označení v Layoutu na Obr. 21. Kde písmena představují jednotlivé procesy. Toto označení je též zobrazeno na Obr. V prvním sloupečku. Obr. 21 Jednotlivé procesy v DMCZ označení [11] Druhým krokem je určit oblast, kde se materiál nachází, zobrazeno na Obr.](/docs-images/116/219010856/images/44-0.jpg "22. Kde jednotlivá čísla představují směr zavážení.")
44 Prvním pravidlem je stanovení Procesu podle označení v Layoutu na Obr. 21. Kde písmena představují jednotlivé procesy. Toto označení je též zobrazeno na Obr. V prvním sloupečku. Obr. 21 Jednotlivé procesy v DMCZ označení [11] Druhým krokem je určit oblast, kde se materiál nachází, zobrazeno na Obr. 22. Kde jednotlivá čísla představují směr zavážení. Čísla 1 až 4 označují zavážení kolem procesu, každá číslice má určený směr -sever, východ, jih, západ a číslice 5 označuje zavážení uvnitř v procesu. Následující značení je název místa např. regálu, palety, apod. jak je znázorněno na Obr. 22. Každý proces má určenou stupnici písmen a to platí i pro poslední značení, kde je pro každý proces určená stupnice číslic. Například pro Proces S je dána od A-Z a stupnice čísel od

45 Obr. 22 Layout Procesu S rozmístění zásob [7] 44
, lokace musí být pouze jedna.")
46 Konečným krokem je značení regálů tzv. maticově, začínáme od 01 až do 10, tím končí první patro regálu, další patro bude pokračovat 11 až do 20, dále 21 až do 30atd. jak je vidět na Obr. 23. Jediný limit je z hlediska bezpečnosti, regál musí mít maximální výšku 150cm. Pokud mají více projektů společné číslo dílu (díl), lokace musí být pouze jedna. Jestliže vypočítáme pro daný díl, že musí mít více místa v regálu tzv. více pozic, musíme opět značit toto místo stejně a vynecháme účelně číslo, které by mělo správně na daném místě být, je to z důvodu kdyby např. některý projekt už neměl takové velké výrobní objemy a nemusel mít takovou kapacitu už v regálu a postupem času by se mohl umisťovat jen na jednu pozici. Návrh regálů/palet pro proces S je pro ukázku znázorněn na následujících obrázcích Obr. 24 až Obr. 39. Ostatní návrhy značení v Příloze č. 1. Obr. 23 Značení regálů [7] 45

![25 Označení regálů pro tank headery [11]](/docs-images/116/219010856/images/47-2.jpg "Obr. 26 Označení regálů pro tank headery")
47 Obr. 24 Označení palet pro rozpracované díly modulátory [11] Obr. 25 Označení regálů pro tank headery [11] Obr. 26 Označení regálů pro tank headery se separátory [11] 46



48 Obr. 27 Označení regálů pro brakety [11] Obr. 28 Označení regálů pro konektory [11] Obr. 29 Označení regálů pro hotové svařené díly [11] 47
49 5.10 Návrh Kanbanového systému 1) Stanovení kanbanových regulačních okruhů. 2) Návrh kanbanových karet. 3) Výpočet počtu kanbanových karet. 4) Vizualizace Stanovení kanbanových okruhů Pro oběh karet je nutné definovat přesná pravidla. Každý článek procesu musí vědět, jak kartu zpracovat a kam ji předat dál. Důležitá je znalost hodnoty karty (při její ztrátě dojde k výpadku dodávky, místo odběru nedostane informaci o tom, že místo spotřeby díly zpracovalo a hrozí zastavení výroby). V pravidelných intervalech se také provádí aktualizace počtu karet v oběhu a jejich výměna. Kanbanové okruhy se stanovily podle charakteru výrobku: A. Mimo proces 1. Nakupované díly (brakety, konektory, pájecí kroužky, aj.) 2. Rozpracované díly vstupující do procesu S (tank headery) 3. Hotové díly vystupující z procesu a vstupující do jiného procesu (svařené modulátory s komponenty, svařené tank headery s komponenty) B. Uvnitř procesu 4. Rozpracované díly uvnitř procesus (obrobené modulátory s víčkem/ se screw holem) 5. Rozpracované díly uvnitř procesu (tank headery se separatorem) Takto vzniklo pět hlavních okruhů, které musí být od sebe odlišeny. Důležitá je vizualizace kanban karet (odlišení barvy, typem informací na kartě, apod.). Další je vizualizace na výrobní ploše jednoznačné odlišení umístění nakupovaných dílců od hotové výroby. Na Obr. 30 je znázorněn kanbanový okruh pro díly, které vstupují nebo vystupují z procesu S. 48
![Obr. 30 Kanbanové okruhy mimo proces [11] Legenda: V následujících tabulkách Tab. 9 až Tab.](/docs-images/116/219010856/images/50-0.jpg "11 jsou vypsány díly v daném kanbanovém okruhu, s přesně definovaným okruhem \"odkud\" a \"kam\".")
50 Obr. 30 Kanbanové okruhy mimo proces [11] Legenda: V následujících tabulkách Tab. 9 až Tab. 11 jsou vypsány díly v daném kanbanovém okruhu, s přesně definovaným okruhem "odkud" a "kam". 49
51 Tab. 9 Kanbanový okruh č.1 mimo proces nakupované díly [11] Název dílu Odkud Kam Brakety Logistika Proces S Konektory Logistika Proces S Pájecí kroužky Logistika Proces S Trubičky Logistika Proces S Modulátory Logistika Proces S Separatory Logistika Proces S Víčka Logistika Proces S Screw hole Logistika Proces S Tab. 10 Kanbanový okruh mimo proces č. 2 rozpracované díly vstupující do procesu S [11] Název dílu Odkud Kam Tank headery Proces P Proces S Tab. 11 Kanbanový okruh mimo proces č. 3 hotové svařené díly [11] Název dílu Odkud Kam Tank headery assy Proces S Proces C Modulator assy Proces S Proces C Na Obr. 31 je zobrazen červený kanbanový okruh pro díly uvnitř procesu CAP a BWR a modře označený okruh S/A a BWR. 50

52 Obr. 31 Kanbanové okruhy uvnitř procesu [7] Legenda: 51
53 nachází. Pro upřesnění v Tab. 12. a Tab. 13 název dílu, který se v kambanovém okruhu Tab. 12 Kanbanový okruh uvnitř procesu č.1 rozpracované modulátory [11] Název dílu Odkud Kam Modulátory obrobené + navíčkované/se screw holem Cap BWR Tab. 13 Kanbanový okruh uvnitř procesu č.2 rozpracované tank headery [11] Název dílu Odkud Kam Tank headery + separatory Tank Header Assy BWR 5.12 Návrh Kanbanových karet Návrh kanbanové karty vznikl propojením vytvořených excelovských tabulek a programu Access. Na Obr. 33 je znázorněn detailní popis kanbanové karty. Postup při manipulaci s kananovými kartami 1. Počátkem nového výrobního cyklu jsou kanbanové karty umístěny na svých základních pozicích v kanbanové schránce. 2. Operátor odebírá kartu ze schránky a zahajuje příslušné výrobní operace. 3. Po dokončení množství uvedeného na příslušné kartě odesílá rozpracovanou výrobu spolu s kartou do regálu/na paletu k další operaci. 4. Po odebrání hotové výroby zákazníkem dochází k uvolnění kanbanové karty. 5. Uvolněná karta se vrací zpět do své schránky. 52

54 Obr. 32 Detailní popis kanbanové karty [11] 53
55 Základní pravidla pro fungování Kanbanového systému: 1. Personál následujícího procesu je povinen odebrat dílce z předcházejícího procesu, tak jak to předepisuje příslušná kanbanová karta (množství, typ aj.). 2. Výrobní personál může vyrábět jen to, co mu povoluje výrobní kanbanová karta. 3. Pokud na pracovišti nejsou k dispozici žádné kanbanové karty, nesmí být realizována žádná činnost (doprava, výroba). 4. kanbanové karty jsou vždy přepravovány společné s paletami a dílci (kromě jejich návratu). 5. Výrobní personál odpovídá za to, že jen výrobky se stoprocentní kvalitou budou vloženy do palet pro následující proces. Pokud se vyskytne chyba, následuje stop celého procesu a odstranění chyby tak, aby se nemohla opakovat. 6. Inicializační počet kanbanových karet musí být postupně redukován, provázanost procesů se musí zvyšovat, snížení zásob odkrývá problémy a umožňuje tak jejich eliminaci Výpočet počtu kanbanových karet Množství kanbanových karet bude stejné jako množství beden v regálů, které bylo vypočítáno v předchozí kapitole. Počet kanbanových karet je znázorněn v Tab. 13. Projektů je dohromady 17, pro každý projekt zvlášť se musí vytisknout kanbanová karta v určitém množství. Kanbanové karty ze skladu, vytváří oddělení logistika na základě podkladů vytvořeného seznamu dílů a lokací, viz předchozí kapitoly. Tab. 13 Počet Kanbanových karet podle dílů [11] počet Název dílu K.K.[ks] Tank header 2 nebo 4 Tank header se separatorem 2 nebo 4 Modulátor 50 Svařené díly 24 54


56 5.14 Vizualizace Štítek slouží jako vizualizace na regály pro operátora nebo manipulanta, který doplňuje materiál do regálů. Štítek vznikl propojením vytvořených excelovských tabulek a programu Access. Štítek se umisťuje na regál vždy z obou stran, jak pro stranu, kde zaváží materiál manipulant, tak i pro pracovníky z výroby, jak je znázorněno na Obr. 33. Na regálu je přidělaný tzv. praporek, který slouží pro lepší vizualizaci regálu manipulanta. Pro palety bude označení na formátu A4 na podlaze umístěné před a za paletu. Obr. 33 Umístění štítku na regál [11] Postup manipulanta/operátora při manipulaci s materiálem: 1) Manipulant odebere potřebný materiál na základě kanbanové karty (z procesu, ze skladu). 2) Manipulant doplní materiál podle lokace uvedené na kanbanové kartě do regálu/na paletu. Lokace na kanbanové kartě se musí shodovat s lokací na štítku. 55

57 3) Operátor na základě formuláře výrobního postupu, kde má detailně popsaný výrobek pro dané pracoviště, včetně identifikačního čísla a názvu dílu, odebere příslušný materiál. Operátor se především řídí podle identifikačního čísla, které je uvedené na štítku. Detailní popis štítku je na Obr. 34. Obr. 34 Detailní popis štítku [11] 56
58 6. Shrnutí 6.1 Komplexní vyhodnocení současného stavu a návrhu na zlepšení Nedostatky aktuálního stavu: Neaktuální layout procesu z hlediska umístění regálů. Chybné značení regálů. Chybné označení některých materiálů (vizualizace). Chybějící označení pro rozpracované díly. Nedodržované umístění materiálu v regálu. Nadbytečná kapacita pro stávající projekty. Nedostatečné kapacita pro stávající projekty. Žádné umístění pro nové projekty. Žádná identifikace rozpracovaných dílů a výstupních dílů z procesu S. Návrhy na zlepšení: Návrh aktuálního layoutu procesu S. Návrh systému pro značení regálů/vizualizaci. Návrh systému pro identifikaci dílů. Návrh správného stanovení počtu regálů. Odstranění přebytečných regálů pro stávající regály. Návrh nových regálů pro díly, které měly nedostatečnou kapacitu. Návrh nových regálů pro nové projekty. Návrh kanbanových okrůhů, návrh kanbanové karty. Vizualizace návrh štítku. 57
59 6.2 Další doporučení pro optimalizaci procesu Pokračovat v implementaci Pull systému Návrh elektronického systému Kanban 58
60 7. Závěr Cílem diplomové práce bylo navrhnout Pull systém v nové hale Denso Manufacturing. Pro tento systém bylo zapotřebí vytvořit analýzu materiálového a informačního toku, současného stavu skladových ploch a jejich kapacity. Hlavní zaměření práce bylo směřováno ke skladování materiálu, vizualizaci v regálech a řízení pomocí kanbanových karet. V teoretické části práce byla představena štíhlá výroba, hlavní druhy plýtvání a v neposlední řadě také různé tahové systémy. Pozornost byla také věnována zásadám navrhování tahových systémů a jejich implementace. Praktická část je situována do podmínek společnosti. Analýzou současného stavu byly zjištěny nedostatky jako chybné značení regálů, chybné označení některých materiálů (vizualizace), chybějící označení pro rozpracované díly, nedodržované umístění materiálu v regálu, nadbytečná a nedostatečná kapacita pro stávající projekty, žádné umístění pro nové projekty a žádná identifikace rozpracovaných dílů a výstupních dílů z procesu S. Dalším krokem bylo vytvoření návrhu nového rozmístění regálů. Mezi další poznatky patří nové rozdělení a navržení regálů pro efektivnější zásobování pracovišť materiálem. Zlepšení vizualizace samotných regálů. Navržení kanbanovýh okruhů, pomocí kterých se bude řídit materiál mezi jednotlivými pracovními oblastmi. Implementace systému řízení kanbanových karet. V závěru práce je porovnání současného a navrhovaného stavu s jednotlivými zlepšujícími body. Byla zde vyhodnocena všechna zlepšující opatření. 59
61 Literatura [1] LIKER, Jeffrey K. Tak to dělá Toyota: 14 zásad řízení největšího světového výrobce Vyd. 1. Praha: Management Press, 2007, 390 s. Knihovna světového managementu ISBN [2] Výpočet kanbanových karet a Plýtvání[online]. [cit ]. Dostupné z: http: [3]Plýtvání [online]. [cit ]. Dostupné z: http: [4] Plýtvání [online]. [cit ]. Dostupné z: http: [5]Systém Kanban [online]. [cit ]. Dostupné z: http// [6] JOSEF SIXTA, VÁCLAV MAČÁT Logistika teorie a praxe [7] Podklady z firmy Denso Manufacturing Czech s.r.o [8]Představení podniku [online]. [cit ]. Dostupné z: [9]Představení podniku [online]. [cit ]. Dostupné z: ll [10]Popis výrobku a jeho materiálový tok s[online].[cit ].dostupné z: [11] Vlastní zdroj 60
62 Seznam obrázků Obr. 1 Toyota dům [1] Obr. 2 Plýtvání z nadprodukce [2] Obr. 3 Plýtvání čekání [2] Obr. 4 Plýtvání skladování materiálu [3] Obr. 5 Plýtvání zbytečná přeprava [4] Obr. 6 Jedno-kartový okruh [7] Obr. 7 Dvou-kartový okruh [7] Obr. 8 Conwip systém [7] Obr. 9 Hybridní systém [8] Obr. 10 Ukázka všech vyráběných dílů ve světě [8] Obr. 11 Rozložení firmy [9] Obr. 12 Kondenzátor [10] Obr. 13 Layout - Materiálový tok z procesu S do procesu C [10] Obr. 14 Layout Procesu S v původní hale rozmístění strojů, regálů a materiálový tok Obr. 15 Layout Procesu S rozmístění pracovišť strojů a ručních zařízení [12] Obr. 16 Návrh regálu pro tank headery a tank headery se separátorem Obr. 17 Návrh regálu pro vstupní díly (konektory, brakety, trubičky, pájecí kroužky) Obr. 18 Návrh regálu pro výstupní svařené díly Obr. 19 Layout rozmístění regálu v procesu S [12] Obr. 20 Materiálový tok [12] Obr. 21 Ukázka návrhu systému značení regálů Obr. 22 Jednotlivé procesy v DMCZ označení Obr. 23 Layout Procesu S rozmístění zásob [15]
63 Obr. 24 Značení regálů [14] Obr. 25 Označení palet pro rozpracované díly modulátory [16] Obr. 26 Označení regálů pro tank headery [16] Obr. 27 Označení regálů pro tank headery se separátory [16] Obr. 28 Označení regálů pro brakety [16] Obr. 29 Označení regálů pro konektory [16] Obr. 30 Označení regálů pro hotové svařené díly [16] Obr. 31 Kanbanové okruhy mimo proces Obr. 32 Kanbanové okruhy uvnitř procesu Obr. 33 Detailní popis kanbanové karty Obr. 34 Umístění štítku na regál Obr. 35 Detailní popis štítku
64 Seznam tabulek Tab. 1 Popis firmy [10] Tab. 2 Seznam dílů pro vstupní díly seřazené podle projektu [11] Tab. 3 Seznam dílů pro Tank headery seřazené podle projektu [11] Tab. 4 Typy beden a jejich rozměry v mm [11] Tab. 5 Výpočet balení pro modulátory [11] Tab. 6 Pracoviště číslování [11] Tab. 7 Ukázka vytvoření návrhu identifikačního čísla [11] Tab. 8 Návrh regálu pro tank headery a tank headery se separátorem [11] Tab. 9 Návrh regálu pro vstupní díly (konektory, brakety, trubičky, pájecí kroužky) [11] Tab. 10 Ukázka návrhu systému značení regálů [11] Tab. 11 Kanbanový okruh č.1 mimo proces nakupované díly [11] Tab. 12 Kanbanový okruh mimo proces č. 2 rozpracované díly vstupující do procesu S [11] Tab. 13 Kanbanový okruh mimo proces č. 3 hotové svařené díly [11] Tab. 14 Kanbanový okruh uvnitř procesu č.1 rozpracované modulátory [11] Tab. 15 Kanbanový okruh uvnitř procesu č.2 rozpracované tank headery [11]



65 Příloha č. 1 Označení regálů pro hotové svařené díly 64
LOGISTIKA KANBAN dílenské řízení výroby Jan Vavruška Studentská Liberec 1 tel.:
 LOGISTIKA KANBAN dílenské řízení výroby Jan Vavruška 2012 Studentská 2 461 17 Liberec 1 tel.: +420 485 353 358 jan.vavruskai@tul.cz www.kvs.tul.cz KANBAN systém Co je KANBAN systém: dílenské řízení výroby
LOGISTIKA KANBAN dílenské řízení výroby Jan Vavruška 2012 Studentská 2 461 17 Liberec 1 tel.: +420 485 353 358 jan.vavruskai@tul.cz www.kvs.tul.cz KANBAN systém Co je KANBAN systém: dílenské řízení výroby
KANBAN Autopal s.r.o., závod HLUK
 Autopal s.r.o., závod HLUK techniky, forem a nástrojů pro automobilový průmysl. S téměř 4000 zaměstnanci provozuje Hanon Systems Autopal specializovaná vývojová centra zaměřena na klimatizaci. Mezi významné
Autopal s.r.o., závod HLUK techniky, forem a nástrojů pro automobilový průmysl. S téměř 4000 zaměstnanci provozuje Hanon Systems Autopal specializovaná vývojová centra zaměřena na klimatizaci. Mezi významné
Používané modely v řízení zásob
 Mendelova univerzita v Brně Provozně ekonomická fakulta Používané modely v řízení zásob Semestrální práce David Bezděkovský, xbezdek1 Brno 2016 Klíčová slova: logistika, řízení zásob, modely Úvod a cíl
Mendelova univerzita v Brně Provozně ekonomická fakulta Používané modely v řízení zásob Semestrální práce David Bezděkovský, xbezdek1 Brno 2016 Klíčová slova: logistika, řízení zásob, modely Úvod a cíl
LOG. Štíhlá logistika. Marcel Pavelka API. Logistika 12.12.2012. TU v Liberci
 LOG Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Štíhlá logistika API Logistika Technická univerzita v Liberci a partneři Preciosa,
LOG Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Štíhlá logistika API Logistika Technická univerzita v Liberci a partneři Preciosa,
Projektování montážních buněk
 Projektování montážních buněk Zpracoval: doc. Dr. Ing. Ivan Mašín Pracoviště: Katedra částí strojů a mechanismů (TUL) Tento materiál vznikl jako součást projektu In-TECH 2, který je spolufinancován Evropským
Projektování montážních buněk Zpracoval: doc. Dr. Ing. Ivan Mašín Pracoviště: Katedra částí strojů a mechanismů (TUL) Tento materiál vznikl jako součást projektu In-TECH 2, který je spolufinancován Evropským
Jak efektivněji řídit skladové procesy
 Jak efektivněji řídit skladové procesy Josef Černý, ICZ a. s. 9.10.2012 www.i.cz 1 Agenda Logistické náklady a možnosti jejich snižování Evidovaný sklad Řízený sklad WMS OSIRIS Příklad z praxe www.i.cz
Jak efektivněji řídit skladové procesy Josef Černý, ICZ a. s. 9.10.2012 www.i.cz 1 Agenda Logistické náklady a možnosti jejich snižování Evidovaný sklad Řízený sklad WMS OSIRIS Příklad z praxe www.i.cz
Metoda SMED Rychlá výměna nástroje
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Výrobní systém Škoda. áši. Průmyslové inženýrství VI Vedoucí. Projekt IQ auto. www.iqauto.cz Innovation - Qualification of proffessional Preparation
 organizace standard zlepšování Dr. Jozef Nanáš áši Průmyslové inženýrství VI Vedoucí 1 Jen to nejlepší, co můžeme udělat, jest pro naše zákazníky dosti dobré. (Laurin & Klement, 1914) Vývoj Plánování výroby
organizace standard zlepšování Dr. Jozef Nanáš áši Průmyslové inženýrství VI Vedoucí 1 Jen to nejlepší, co můžeme udělat, jest pro naše zákazníky dosti dobré. (Laurin & Klement, 1914) Vývoj Plánování výroby
Metoda SMED Rychlá výměna nástroje
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Metoda 5S. Průmyslové inženýrství. EduCom. Jan Vavruška Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
TECHNICKÁ UNIVERZITA V LIBERCI
 TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA TEXTILNÍ LOGISTIKA A MEZINÁRODNÍ OBCHOD ŘÍZENÍ VÝROBY METODOU KANBAN Vypracovala: Lenka Doubková Školní rok: 2014/2015 Obor: VOMO 0 OBSAH 1. Historie 2 2. Systém
TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA TEXTILNÍ LOGISTIKA A MEZINÁRODNÍ OBCHOD ŘÍZENÍ VÝROBY METODOU KANBAN Vypracovala: Lenka Doubková Školní rok: 2014/2015 Obor: VOMO 0 OBSAH 1. Historie 2 2. Systém
Vstup a úkoly pro 1. kapitolu VYMEZENÍ POJMÚ. CÍLE VÝROBNÍ LOGISTIKY.
 Vstup a úkoly pro 1. kapitolu VYMEZENÍ POJMÚ. CÍLE VÝROBNÍ LOGISTIKY. Ekonomický rozvoj vyvolává silný tlak na koordinovaný a sledovaný pohyb všech hmotných a hodnotových toků. Integrací plánování, formování,
Vstup a úkoly pro 1. kapitolu VYMEZENÍ POJMÚ. CÍLE VÝROBNÍ LOGISTIKY. Ekonomický rozvoj vyvolává silný tlak na koordinovaný a sledovaný pohyb všech hmotných a hodnotových toků. Integrací plánování, formování,
Value Stream Mapping
 Value Stream Mapping Studijní program Průmyslové inženýrství Klášterec nad Ohří» Ing. Jakub Myška Březen 2018 API Akademie produktivity a inovací Institut průmyslového inženýrství 2005-2018 Agenda Pátek
Value Stream Mapping Studijní program Průmyslové inženýrství Klášterec nad Ohří» Ing. Jakub Myška Březen 2018 API Akademie produktivity a inovací Institut průmyslového inženýrství 2005-2018 Agenda Pátek
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
Kapacitní propočty. EduCom. František Koblasa. Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Kapacitní propočty Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Kapacitní propočty Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Technologie pro automatizaci procesů skladování
 Konference Logistika Technologie pro automatizaci procesů skladování Bratislava, 28.2.2012 www.kredit.cz 1 AUTOMATIZACE PROCESŮ SKLADOVÁNÍ Obsah prezentace : automatizace - trend módní nebo trhem vynucený
Konference Logistika Technologie pro automatizaci procesů skladování Bratislava, 28.2.2012 www.kredit.cz 1 AUTOMATIZACE PROCESŮ SKLADOVÁNÍ Obsah prezentace : automatizace - trend módní nebo trhem vynucený
Plánovací systémy s využitím IT
 Plánovací systémy s využitím IT Pyramida řídicích vztahů Koncepce ERP Vrcholové řízení strategie PROČ technicko-organizační postupy MRP I+II, Kanban, Střední úroveň řízení taktika CO A JAK Pracovní, kontrolní,
Plánovací systémy s využitím IT Pyramida řídicích vztahů Koncepce ERP Vrcholové řízení strategie PROČ technicko-organizační postupy MRP I+II, Kanban, Střední úroveň řízení taktika CO A JAK Pracovní, kontrolní,
Logistický podnik Kánský
 Logistický podnik 2016 0. Kánský Jednoduchý tok zboží doprava surovin a materiálu k výrobci uskladnění před zpracováním zpracování (obrábění, montáž, ) balení skladování výrobků přeprava k prodejci skladování
Logistický podnik 2016 0. Kánský Jednoduchý tok zboží doprava surovin a materiálu k výrobci uskladnění před zpracováním zpracování (obrábění, montáž, ) balení skladování výrobků přeprava k prodejci skladování
JIS dodávky. Logistický koncept
 JIS dodávky Logistický koncept Česká Lípa, 27.4.2012 Logistický koncept- schéma Závod Z Česká Lípa Expedice Montáž vozů München Leipzig JIS 5000 Sestavy hlavových opěr Wackersdorf Varianty: 6 typů x materiálové
JIS dodávky Logistický koncept Česká Lípa, 27.4.2012 Logistický koncept- schéma Závod Z Česká Lípa Expedice Montáž vozů München Leipzig JIS 5000 Sestavy hlavových opěr Wackersdorf Varianty: 6 typů x materiálové
ERP systémy ve výrobních podnicích
 ERP systémy ve výrobních podnicích David Čech, konzultant Klasifikace ERP systémů Klasifikace ERP systémů Best of Breed oborová řešení Připraveno výrobcem a jeho vývojovými partnery podle požadavků daného
ERP systémy ve výrobních podnicích David Čech, konzultant Klasifikace ERP systémů Klasifikace ERP systémů Best of Breed oborová řešení Připraveno výrobcem a jeho vývojovými partnery podle požadavků daného
Hamé s.r.o. logistika v praxi. Lektor: Ing. Martin Štrupl, logistic and distribution director 5. 5. 2011, FLKŘ
 Hamé s.r.o. logistika v praxi Lektor: Ing. Martin Štrupl, logistic and distribution director 5. 5. 2011, FLKŘ Centrální distribuční sklad Hamé a.s. Centrální distribuční sklad Staré Město u Uherského Hradiště
Hamé s.r.o. logistika v praxi Lektor: Ing. Martin Štrupl, logistic and distribution director 5. 5. 2011, FLKŘ Centrální distribuční sklad Hamé a.s. Centrální distribuční sklad Staré Město u Uherského Hradiště
Podniková logistika 2
 Podniková logistika 2 Podniková strategie a logistika DNES -Kupující jsou ochotni platit stále více za individuální výrobky a služby, za vysokou kvalitu a pohotovost nabídky Nízké ceny mohou být pro někoho
Podniková logistika 2 Podniková strategie a logistika DNES -Kupující jsou ochotni platit stále více za individuální výrobky a služby, za vysokou kvalitu a pohotovost nabídky Nízké ceny mohou být pro někoho
TOKOZ PRODUCTION SYSTEM (TPS) procesní systém pro plánování a řízení výroby
 procesní systém pro plánování a řízení výroby") TOKOZ PRODUCTION SYSTEM (TPS) procesní systém pro plánování a řízení výroby Jak v TOKOZu řídíme a plánujeme výrobu. Klíčová omezení: široký sortiment, malé dávky, sdílené technologie. Zadání pro TOKOZ
TOKOZ PRODUCTION SYSTEM (TPS) procesní systém pro plánování a řízení výroby Jak v TOKOZu řídíme a plánujeme výrobu. Klíčová omezení: široký sortiment, malé dávky, sdílené technologie. Zadání pro TOKOZ
KAPACITNÍ ŘEŠENÍ TECHNOLOGIÍ A JEJICH PROSTOROVÉ USPOŘÁDÁNÍ V PRŮMYSLOVÉM PODNIKU STOČ 2012
 KAPACITNÍ ŘEŠENÍ TECHNOLOGIÍ A JEJICH PROSTOROVÉ USPOŘÁDÁNÍ V PRŮMYSLOVÉM PODNIKU STOČ 2012 Bc. Vladimír Kostelný, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato
KAPACITNÍ ŘEŠENÍ TECHNOLOGIÍ A JEJICH PROSTOROVÉ USPOŘÁDÁNÍ V PRŮMYSLOVÉM PODNIKU STOČ 2012 Bc. Vladimír Kostelný, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato
Implementace metod průmyslového inženýrství v kontextu řízení lidských zdrojů, jakosti výroby a integrovaných systémů řízení
 Implementace metod průmyslového inženýrství v kontetu řízení lidských zdrojů, jakosti výroby a integrovaných systémů řízení Ing. Marcela Srchová Západočeská univerzita v Plzni, katedra Průmyslového inženýrství
Implementace metod průmyslového inženýrství v kontetu řízení lidských zdrojů, jakosti výroby a integrovaných systémů řízení Ing. Marcela Srchová Západočeská univerzita v Plzni, katedra Průmyslového inženýrství
REFA a měření práce. Průmyslové inženýrství. EduCom. Jan Vavruška. Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. REFA a měření práce Technická univerzita v Liberci Průmyslové inženýrství Technická
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. REFA a měření práce Technická univerzita v Liberci Průmyslové inženýrství Technická
NÁVRH PRINCIPU ZÁSOBOVÁNÍ A SKLADOVÉ KAPACITY SVOČ FST 2016
 NÁVRH PRINCIPU ZÁSOBOVÁNÍ A SKLADOVÉ KAPACITY SVOČ FST 2016 Pavel Vránek Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá návrhem nového systému
NÁVRH PRINCIPU ZÁSOBOVÁNÍ A SKLADOVÉ KAPACITY SVOČ FST 2016 Pavel Vránek Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá návrhem nového systému
Název semináře Workshop 6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN. Obsah workshopu
 6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN Připravit pracovníky pro navrhování a implementaci tahového systému řízení výroby KANBAN ve výrobních, zásobovacích a distribučních
6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN Připravit pracovníky pro navrhování a implementaci tahového systému řízení výroby KANBAN ve výrobních, zásobovacích a distribučních
Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září březen 2017, pořadatel NTI consulting, s.r.o.
 Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 1. skupina 2. skupina 14.09/16 12.10/16 07.12/16 12.12/16 18.01/17 15.02/17 15.09/16
Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 1. skupina 2. skupina 14.09/16 12.10/16 07.12/16 12.12/16 18.01/17 15.02/17 15.09/16
VSM Value stream mapping
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. VSM Value stream mapping Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. VSM Value stream mapping Jan Vavruška Technická univerzita v Liberci Průmyslové
Vizuální řízení. Vlastimil Ježek 10. 11. 4. 2015. Studijní program Průmyslové inženýrství. Frenštát pod Radhoštěm
 Vizuální řízení Studijní program Průmyslové inženýrství Frenštát pod Radhoštěm Vlastimil Ježek 10. 11. 4. 2015 API Akademie produktivity a inovací 2005-2015 Vizualizace Vizuální řízení www.e-api.cz www.ipi-lbc.cz
Vizuální řízení Studijní program Průmyslové inženýrství Frenštát pod Radhoštěm Vlastimil Ježek 10. 11. 4. 2015 API Akademie produktivity a inovací 2005-2015 Vizualizace Vizuální řízení www.e-api.cz www.ipi-lbc.cz
ECR proces. ECR odstartování ECR detailizování Zpracování nabídky Start změny. externí. Jednotlivá oddělení shromáždí. kompletní a schválené ECR
 inciace interního / externího ECR odmítnutí exter. požadavku schválen iniciátor dokončí formulář ECR, vyžádání ECR čísla z odbytu odeslání ECR vedoucímu vývoje Jednotlivá oddělení shromáždí požadované
inciace interního / externího ECR odmítnutí exter. požadavku schválen iniciátor dokončí formulář ECR, vyžádání ECR čísla z odbytu odeslání ECR vedoucímu vývoje Jednotlivá oddělení shromáždí požadované
Praktické použití metod průmyslového inženýrství
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Praktické použití metod průmyslového inženýrství Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Praktické použití metod průmyslového inženýrství Technická univerzita v Liberci
Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září březen 2017, pořadatel NTI consulting, s.r.o.
 Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 14.09/16 Týmová práce a koučování při týmové práci ŠKODA AUTO, Mladá Boleslav 12.10/16
Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 14.09/16 Týmová práce a koučování při týmové práci ŠKODA AUTO, Mladá Boleslav 12.10/16
7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech
 1. skupina 2. skupina Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 14.09/16 15.09/16 Týmová práce a koučování při týmové práci ŠKODA
1. skupina 2. skupina Kolotoč mistrů 7 exkurzí a seminářů pro mistry výroby přímo ve výrobních závodech září 2016 - březen 2017, pořadatel 14.09/16 15.09/16 Týmová práce a koučování při týmové práci ŠKODA
Lean a Six Sigma základ (Six Sigma Yellow Belt)
") Lean a Six Sigma základ (Six Sigma Yellow Belt) Základní seznámení s metodou Six Sigma a nástroji štíhlé výroby. V první části školení budou účastníci seznámeni s dvanácti kroky metody řešení Six Sigma
Lean a Six Sigma základ (Six Sigma Yellow Belt) Základní seznámení s metodou Six Sigma a nástroji štíhlé výroby. V první části školení budou účastníci seznámeni s dvanácti kroky metody řešení Six Sigma
On line sledování a řízení výroby - MES HYDRA
 On line sledování a řízení výroby - MES HYDRA Josef Černý, ICZ a. s. 7.6.2012 www.i.cz 1 Agenda Informační podpora podnikových procesů Výrobní informační systémy MES HYDRA Základní charakteristika Ukázka
On line sledování a řízení výroby - MES HYDRA Josef Černý, ICZ a. s. 7.6.2012 www.i.cz 1 Agenda Informační podpora podnikových procesů Výrobní informační systémy MES HYDRA Základní charakteristika Ukázka
KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci
 KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci JAK METODIKA KAIZEN FUNGUJE? Co je to KAIZEN? KAI Změna ZEN Lepší Změna k lepšímu Kaizen = kontinuální zlepšování(ci) Každý! Pořád!
KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci JAK METODIKA KAIZEN FUNGUJE? Co je to KAIZEN? KAI Změna ZEN Lepší Změna k lepšímu Kaizen = kontinuální zlepšování(ci) Každý! Pořád!
a výrobní mix Konference Witness květen 2009 Jan Vavruška
 Analýza rozvrhování pracovníků a výrobní mix Konference Witness květen 2009 Jan TU v Liberci - Katedra výrobních systémů www.kvs.tul.cz jan.vavruska.tul.cz, tel.: 48 535 3358 1 Anotace Na Katedře výrobních
Analýza rozvrhování pracovníků a výrobní mix Konference Witness květen 2009 Jan TU v Liberci - Katedra výrobních systémů www.kvs.tul.cz jan.vavruska.tul.cz, tel.: 48 535 3358 1 Anotace Na Katedře výrobních
Vizualizace. » Bc. Vlastimil Ježek, IEn. Listopad Studijní program Průmyslové inženýrství. Mohelnice
 Vizualizace Studijní program Průmyslové inženýrství Mohelnice» Bc. Vlastimil Ježek, IEn. Listopad 2017 API Akademie produktivity a inovací Institut průmyslového inženýrství 2005-2017 Vizualizace Standardizace
Vizualizace Studijní program Průmyslové inženýrství Mohelnice» Bc. Vlastimil Ježek, IEn. Listopad 2017 API Akademie produktivity a inovací Institut průmyslového inženýrství 2005-2017 Vizualizace Standardizace
Petr Novák, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 APLIKACE ŘÍZENÍ KVALITY PRO ZLEPŠENÍ PROCESU VE SPOLEČNOSTI PÖTTINGER S.R.O. SVOČ - FST 2013 Petr Novák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce
APLIKACE ŘÍZENÍ KVALITY PRO ZLEPŠENÍ PROCESU VE SPOLEČNOSTI PÖTTINGER S.R.O. SVOČ - FST 2013 Petr Novák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce
Výroba oděvů (ODE) Ing. Katarína Zelová, Ph.D. 12. přednáška: Mezioperační doprava a organizace výroby
 Ing. Katarína Zelová, Ph.D. 12. přednáška: Mezioperační doprava a organizace výroby") (ODE) Ing. Katarína Zelová, Ph.D. 12. přednáška: Mezioperační doprava a organizace výroby Doprava a manipulace s materiálem zajišťuje vhodný materiálový tok mezi jednotlivými pracovními místy překonání
(ODE) Ing. Katarína Zelová, Ph.D. 12. přednáška: Mezioperační doprava a organizace výroby Doprava a manipulace s materiálem zajišťuje vhodný materiálový tok mezi jednotlivými pracovními místy překonání
Škola: Střední škola obchodní, České Budějovice, Husova 9. Inovace a zkvalitnění výuky prostřednictvím ICT
 Škola: Střední škola obchodní, České Budějovice, Husova 9 Projekt MŠMT ČR: Číslo projektu: Název projektu školy: Šablona III/2: EU PENÍZE ŠKOLÁM CZ.1.07/1.5.00/34.0536 Výuka s ICT na SŠ obchodní České
Škola: Střední škola obchodní, České Budějovice, Husova 9 Projekt MŠMT ČR: Číslo projektu: Název projektu školy: Šablona III/2: EU PENÍZE ŠKOLÁM CZ.1.07/1.5.00/34.0536 Výuka s ICT na SŠ obchodní České
PREZENTACE K DIPLOMOVÉ PRÁCI OPTIMALIZACE MATERIÁLOVÝCH TOKŮ VE VYBRANÉ SPOLEČNOSTI
 PREZENTACE K DIPLOMOVÉ PRÁCI OPTIMALIZACE MATERIÁLOVÝCH TOKŮ VE VYBRANÉ SPOLEČNOSTI Zpracování diplomové práce Bc. Petra Trněná UČO: 5853 Vysoká škola technická a ekonomická - Ústav technicko-technologický
PREZENTACE K DIPLOMOVÉ PRÁCI OPTIMALIZACE MATERIÁLOVÝCH TOKŮ VE VYBRANÉ SPOLEČNOSTI Zpracování diplomové práce Bc. Petra Trněná UČO: 5853 Vysoká škola technická a ekonomická - Ústav technicko-technologický
3.3 Materiálové plánování
 od správného rozměru krabic, etiket, fólií až po ramínka. Nemusí se jednat jen o služby v distribuci, ale taktéž i o dodávky výrobci v případě, kdy je logistický poskytovatel zodpovědný za vytváření správných
od správného rozměru krabic, etiket, fólií až po ramínka. Nemusí se jednat jen o služby v distribuci, ale taktéž i o dodávky výrobci v případě, kdy je logistický poskytovatel zodpovědný za vytváření správných
VSM Value stream mapping
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. VSM Value stream mapping Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. VSM Value stream mapping Jan Vavruška Technická univerzita v Liberci Průmyslové
Manipulant interní logistiky v automobilovém průmyslu (kód: E)
") Manipulant interní logistiky v automobilovém průmyslu (kód: 23-083-E) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání:
Manipulant interní logistiky v automobilovém průmyslu (kód: 23-083-E) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání:
Řízení výroby na základě úzkého místa
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Řízení výroby na základě úzkého místa Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Řízení výroby na základě úzkého místa Technická univerzita v Liberci Průmyslové
Manipulant interní logistiky v automobilovém průmyslu (kód: E)
") Manipulant interní logistiky v automobilovém průmyslu (kód: 23-083-E) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání:
Manipulant interní logistiky v automobilovém průmyslu (kód: 23-083-E) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání:
Vstup a úkoly pro 8. kapitolu LOGISTICKÉ ŘÍZENÍ VÝROBY.
 Vstup a úkoly pro 8. kapitolu LOGISTICKÉ ŘÍZENÍ VÝROBY. Logistické řízení výroby zahrnuje uvolnění zakázky do výrobního procesu a následně její sledování během výrobního procesu, až po uložení hotové zakázky
Vstup a úkoly pro 8. kapitolu LOGISTICKÉ ŘÍZENÍ VÝROBY. Logistické řízení výroby zahrnuje uvolnění zakázky do výrobního procesu a následně její sledování během výrobního procesu, až po uložení hotové zakázky
REFA a měření práce. Průmyslové inženýrství. EduCom. Jan Vavruška. Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. REFA a měření práce Technická univerzita v Liberci Průmyslové inženýrství Technická
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. REFA a měření práce Technická univerzita v Liberci Průmyslové inženýrství Technická
Praktické využití výstupů z logistického auditu ve společnosti UNILEVER ČR spol. s r.o.
 31.5. 1.6.2007 Praktické využití výstupů z logistického auditu ve společnosti UNILEVER ČR spol. s r.o. Jan Šlajer, Petr Jalůvka DYNAMIC FUTURE s.r.o. Setkání uživatelů programu WITNESS a příznivců simulace
31.5. 1.6.2007 Praktické využití výstupů z logistického auditu ve společnosti UNILEVER ČR spol. s r.o. Jan Šlajer, Petr Jalůvka DYNAMIC FUTURE s.r.o. Setkání uživatelů programu WITNESS a příznivců simulace
Kanbanové metody řízení dodávek v Infor ERP LN. Pavel Dezort
 Kanbanové metody řízení dodávek v Infor ERP LN Pavel Dezort Agenda Úvod a všeobecný přehled Metody řízení dodávek Dodací systém KANBAN Dodací systém Řízeno objednávkou / Jednotlivě Dodací systém TPOP (Časově
Kanbanové metody řízení dodávek v Infor ERP LN Pavel Dezort Agenda Úvod a všeobecný přehled Metody řízení dodávek Dodací systém KANBAN Dodací systém Řízeno objednávkou / Jednotlivě Dodací systém TPOP (Časově
TOGETHER FOR BETTER PLANET
 TOGETHER FOR BETTER PLANET Mezinárodní a vnitrofiremní logistika v praxi Jana Martinková Miroslav Ležák Definice logistiky K realizaci každé obchodní operace se používají prostředky hmotné i nehmotné povahy,
TOGETHER FOR BETTER PLANET Mezinárodní a vnitrofiremní logistika v praxi Jana Martinková Miroslav Ležák Definice logistiky K realizaci každé obchodní operace se používají prostředky hmotné i nehmotné povahy,
Výrobní činnost podniku. Pojetí výrobní činnosti Plánování výroby
 Výrobní činnost podniku Pojetí výrobní činnosti Plánování výroby Pojetí výrobní činnosti Výrobní činností (výrobou) podniku rozumíme přeměnu výrobních faktorů (vstupů, inputů) ve statky, tj. výrobky a
Výrobní činnost podniku Pojetí výrobní činnosti Plánování výroby Pojetí výrobní činnosti Výrobní činností (výrobou) podniku rozumíme přeměnu výrobních faktorů (vstupů, inputů) ve statky, tj. výrobky a
Skladování a 5S simulační hra
 ento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Skladování a 5S simulační hra echnická univerzita v Liberci INVESICE DO ROZVOJE
ento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Skladování a 5S simulační hra echnická univerzita v Liberci INVESICE DO ROZVOJE
ANALÝZA A OPTIMALIZACE VÝROBNÍCH PROCESŮ MALOSÉRIOVÉ SLOŽITÉ VÝROBY V NOVÝCH VÝROBNÍCH PROSTORECH NA ZÁKLADĚ DISKRÉTNÍ SIMULACE
 ANALÝZA A OPTIMALIZACE VÝROBNÍCH PROCESŮ MALOSÉRIOVÉ SLOŽITÉ VÝROBY V NOVÝCH VÝROBNÍCH PROSTORECH NA ZÁKLADĚ DISKRÉTNÍ SIMULACE Doc. Václav Votava, CSc. (a), Ing. Zdeněk Ulrych, Ph.D. (b), Ing. Milan Edl,
ANALÝZA A OPTIMALIZACE VÝROBNÍCH PROCESŮ MALOSÉRIOVÉ SLOŽITÉ VÝROBY V NOVÝCH VÝROBNÍCH PROSTORECH NA ZÁKLADĚ DISKRÉTNÍ SIMULACE Doc. Václav Votava, CSc. (a), Ing. Zdeněk Ulrych, Ph.D. (b), Ing. Milan Edl,
Infor APS (Scheduling) Tomáš Hanáček
 Tomáš Hanáček") Infor APS (Scheduling) Tomáš Hanáček Klasické plánovací metody a jejich omezení MRP, MRPII, CRP Rychlost Delší plánovací cyklus Omezená reakce na změny Omezené možnosti simulace Funkčnost Nedokonalé zohlednění
Infor APS (Scheduling) Tomáš Hanáček Klasické plánovací metody a jejich omezení MRP, MRPII, CRP Rychlost Delší plánovací cyklus Omezená reakce na změny Omezené možnosti simulace Funkčnost Nedokonalé zohlednění
STRATEGIE A CÍLE LOGISTIKY
 STRATEGIE A CÍLE LOGISTIKY LOGISTICKÁ STRATEGIE Logistika přináší do organizace oběhových procesů zcela nové přístupy. Především řeší problém dlouhodobě se opakujících sérií dodávek a dodavatel dopravního
STRATEGIE A CÍLE LOGISTIKY LOGISTICKÁ STRATEGIE Logistika přináší do organizace oběhových procesů zcela nové přístupy. Především řeší problém dlouhodobě se opakujících sérií dodávek a dodavatel dopravního
Analýza využití strojních zařízení firmy EPCOS, s.r.o. v Šumperku. Martin Moravec
 Analýza využití strojních zařízení firmy EPCOS, s.r.o. v Šumperku Martin Moravec Bakalářská práce 2010 ABSTRAKT Tématem mé bakalářské práce je Analýza využití strojních zařízení firmy EPCOS, s.r.o.
Analýza využití strojních zařízení firmy EPCOS, s.r.o. v Šumperku Martin Moravec Bakalářská práce 2010 ABSTRAKT Tématem mé bakalářské práce je Analýza využití strojních zařízení firmy EPCOS, s.r.o.
Přednášející: Cvičící:
 Podniková logistika Přednášející: doc. Dr. Ing. František Manlig, Ph.D. Cvičící: Ing. Eva Šlaichová, Ph.D. eva.slaichova@tul.cz Budova H 6. patro Tel.: 48 535 2353 Konzultační hodiny: ÚT10:30 12:00 nebo
Podniková logistika Přednášející: doc. Dr. Ing. František Manlig, Ph.D. Cvičící: Ing. Eva Šlaichová, Ph.D. eva.slaichova@tul.cz Budova H 6. patro Tel.: 48 535 2353 Konzultační hodiny: ÚT10:30 12:00 nebo
Hlavní činnost podniku
 Hlavní činnost podniku Didaktické zpracování učiva pro střední školy Osnova učiva 1. Zařazení učiva 2. Cíle učiva 3. Struktura učiva 4. Metodické zpracování učiva týkající se výrobní činnosti 1. ročníku
Hlavní činnost podniku Didaktické zpracování učiva pro střední školy Osnova učiva 1. Zařazení učiva 2. Cíle učiva 3. Struktura učiva 4. Metodické zpracování učiva týkající se výrobní činnosti 1. ročníku
Jitka Tejnorová DMC management consulting September DMC management consulting s.r.o., All rights reserved.
 Jitka Tejnorová DMC management consulting September 2015 Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová studie Role HR v Lean Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová
Jitka Tejnorová DMC management consulting September 2015 Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová studie Role HR v Lean Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová
ŘETĚZCOVÉ EFEKTY A PROBLÉMY OPTIMALIZACE
 ŘETĚZCOVÉ EFEKTY A PROBLÉMY OPTIMALIZACE ŘETĚZCOVÉ EFEKTY A PROBLÉM OPTIMALIZACE Ve složitějších řetězcích vzniká snadno nežádoucí jev tzv. řetězcový efekt, který způsobuje dlouhá doba reakce na změny
ŘETĚZCOVÉ EFEKTY A PROBLÉMY OPTIMALIZACE ŘETĚZCOVÉ EFEKTY A PROBLÉM OPTIMALIZACE Ve složitějších řetězcích vzniká snadno nežádoucí jev tzv. řetězcový efekt, který způsobuje dlouhá doba reakce na změny
2, ZÁSOBY VLASTNÍ VÝROBY
 Otázka: Zásoby v podniku Předmět: Účetnictví Přidal(a): Bárbra Zásoby dělíme na: 1, materiál 2, zásoby vlastní výroby 3, zboží 1, MATERIÁL a, základní materiál (podstata výrobku) b, pomocné látky (k doplnění
Otázka: Zásoby v podniku Předmět: Účetnictví Přidal(a): Bárbra Zásoby dělíme na: 1, materiál 2, zásoby vlastní výroby 3, zboží 1, MATERIÁL a, základní materiál (podstata výrobku) b, pomocné látky (k doplnění
Vysoká škola technická a ekonomická Ústav technicko technologický. Racionalizace logistických procesů ve vybraném podniku
 Vysoká škola technická a ekonomická Ústav technicko technologický Racionalizace logistických procesů ve vybraném podniku Autor diplomové práce: Vedoucí diplomové práce: Bc. Barbara Škarvadová Ing. Ondrej
Vysoká škola technická a ekonomická Ústav technicko technologický Racionalizace logistických procesů ve vybraném podniku Autor diplomové práce: Vedoucí diplomové práce: Bc. Barbara Škarvadová Ing. Ondrej
Struktura Pre-auditní zprávy
 Příloha č. 1 k Smlouvě o Pre-auditu: Struktura Pre-auditní zprávy 1. Manažerské shrnutí Manažerské shrnutí poskytuje nejdůležitější informace vyplývající z Pre-auditní zprávy. 2. Prohlášení o účelu a cílů
Příloha č. 1 k Smlouvě o Pre-auditu: Struktura Pre-auditní zprávy 1. Manažerské shrnutí Manažerské shrnutí poskytuje nejdůležitější informace vyplývající z Pre-auditní zprávy. 2. Prohlášení o účelu a cílů
TECHNOLOGICKÁ PŘÍPRAVA VÝROBY. Technologická dokumentace
 TECHNOLOGICKÁ PŘÍPRAVA VÝROBY Technologická dokumentace 1 VÝROBNÍ POSTUP Účelné přiřazení pracovních operací na pracovní místa CÍL zajistit plynulou výrobu Max využití: pracovní doby, výrobního zařízení,
TECHNOLOGICKÁ PŘÍPRAVA VÝROBY Technologická dokumentace 1 VÝROBNÍ POSTUP Účelné přiřazení pracovních operací na pracovní místa CÍL zajistit plynulou výrobu Max využití: pracovní doby, výrobního zařízení,
Příloha č. 5 k IS 2.4-ALL
 Logistická příručka Obsah 2. Plánovací údaje a výrobní kapacity... 2 3. Závaznost odvolávek (objednávek)... 3 4. Konsignační sklady... 3 5. Informace o změnách ve výrobě a krizové stavy... 3 6. Obaly a
Logistická příručka Obsah 2. Plánovací údaje a výrobní kapacity... 2 3. Závaznost odvolávek (objednávek)... 3 4. Konsignační sklady... 3 5. Informace o změnách ve výrobě a krizové stavy... 3 6. Obaly a
AUTOMATICKÝ TRANSPORTNÍ SYSTÉM LEO. Radim Špidlen, Martin Hynčica
 AUTOMATICKÝ TRANSPORTNÍ SYSTÉM LEO Radim Špidlen, Martin Hynčica AUTOMATIZACE AUTOMATIZOVANÁ PŘEPRAVA DŮVODY PRO IMPLEMENTACI VÝHODY Z NASAZENÍ ZVÝŠENÍ EFEKTIVITY STÁVAJÍCÍCH PROCESŮ V LOGISTICE REDUKCE
AUTOMATICKÝ TRANSPORTNÍ SYSTÉM LEO Radim Špidlen, Martin Hynčica AUTOMATIZACE AUTOMATIZOVANÁ PŘEPRAVA DŮVODY PRO IMPLEMENTACI VÝHODY Z NASAZENÍ ZVÝŠENÍ EFEKTIVITY STÁVAJÍCÍCH PROCESŮ V LOGISTICE REDUKCE
Manažerský informační systém pro podporu ekonomického řízení laboratoří
 Manažerský informační systém pro podporu ekonomického řízení laboratoří FONS, 20.9.2010, Pardubice Bc. Pavel Jezdinský www.medila.cz medila@medila.cz Obsah Co potřebujeme řídit Řízení laboratoří MIS? Řízení
Manažerský informační systém pro podporu ekonomického řízení laboratoří FONS, 20.9.2010, Pardubice Bc. Pavel Jezdinský www.medila.cz medila@medila.cz Obsah Co potřebujeme řídit Řízení laboratoří MIS? Řízení
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
MANAGEMENT Procesní přístup k řízení organizace. Ing. Jaromír Pitaš, Ph.D.
 MANAGEMENT Procesní přístup k řízení organizace Ing. Jaromír Pitaš, Ph.D. Obsah Definice procesního řízení Výhody procesního řízení Klasifikace procesů podle důležitosti Popis kontextu procesů Základní
MANAGEMENT Procesní přístup k řízení organizace Ing. Jaromír Pitaš, Ph.D. Obsah Definice procesního řízení Výhody procesního řízení Klasifikace procesů podle důležitosti Popis kontextu procesů Základní
Učební pomůcka Simulace Witness
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Učební pomůcka Simulace Witness Technická univerzita v Liberci Technická
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Učební pomůcka Simulace Witness Technická univerzita v Liberci Technická
Cesta ke zvýšení produktivity ve svařování
 Cesta ke zvýšení produktivity ve svařování Migatronic Automation A/S Migatronic Automation A/S, dceřiná pobočka firmy Svejsemaskinefabrikken Migatronic A/S, je dánská společnost založená v roce 1986 se
Cesta ke zvýšení produktivity ve svařování Migatronic Automation A/S Migatronic Automation A/S, dceřiná pobočka firmy Svejsemaskinefabrikken Migatronic A/S, je dánská společnost založená v roce 1986 se
SKLAD KTERÝ ZAČAL MYSLET LUDĚK LHOTKA
 SKLAD KTERÝ ZAČAL MYSLET LUDĚK LHOTKA OBSAH 1. EFAFLEX a nejrychlejší vrata světa 2. EFAFLEX CZ hlavní výrobní závod a expediční centrum 3. Expediční centrum (případová studie) Balení a skladování finálních
SKLAD KTERÝ ZAČAL MYSLET LUDĚK LHOTKA OBSAH 1. EFAFLEX a nejrychlejší vrata světa 2. EFAFLEX CZ hlavní výrobní závod a expediční centrum 3. Expediční centrum (případová studie) Balení a skladování finálních
Škola: Střední škola obchodní, České Budějovice, Husova 9. Inovace a zkvalitnění výuky prostřednictvím ICT
 Škola: Střední škola obchodní, České Budějovice, Husova 9 Projekt MŠMT ČR: Číslo projektu: Název projektu školy: Šablona III/2: EU PENÍZE ŠKOLÁM CZ.1.07/1.5.00/34.0536 Výuka s ICT na SŠ obchodní České
Škola: Střední škola obchodní, České Budějovice, Husova 9 Projekt MŠMT ČR: Číslo projektu: Název projektu školy: Šablona III/2: EU PENÍZE ŠKOLÁM CZ.1.07/1.5.00/34.0536 Výuka s ICT na SŠ obchodní České
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 OPERAČNÍ VÝZKUM 11. TEORIE ZÁSOB Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
OPERAČNÍ VÝZKUM 11. TEORIE ZÁSOB Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
OSNOVA ZÁVĚREČNÉ PÍSEMNÉ PRÁCE V RÁMCI STUDIA MBA VE STUDIJNÍM PROGRAMU MANAŽERSKÁ EKONOMIKA
 OSNOVA ZÁVĚREČNÉ PÍSEMNÉ PRÁCE V RÁMCI STUDIA MBA VE STUDIJNÍM PROGRAMU MANAŽERSKÁ EKONOMIKA Číslování a názvy hlavních kapitol práce jsou stanoveny osnovou (viz níže) a jejich dodržení v práci je závazné:
OSNOVA ZÁVĚREČNÉ PÍSEMNÉ PRÁCE V RÁMCI STUDIA MBA VE STUDIJNÍM PROGRAMU MANAŽERSKÁ EKONOMIKA Číslování a názvy hlavních kapitol práce jsou stanoveny osnovou (viz níže) a jejich dodržení v práci je závazné:
Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015.
 Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015. 1. Struktura Nová norma obsahuje 10 hlavních ustanovení: 1. OBLAST PLATNOSTI Kdy/proč by organizace měla použít tuto normu? 2. NORMATIVNÍ DOKUMENTY Prázdný
Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015. 1. Struktura Nová norma obsahuje 10 hlavních ustanovení: 1. OBLAST PLATNOSTI Kdy/proč by organizace měla použít tuto normu? 2. NORMATIVNÍ DOKUMENTY Prázdný
Rozvrhování výroby. František Koblasa Technická univerzita v Liberci. TU v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Rozvrhování výroby Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Rozvrhování výroby Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Bosch Diesel Jihlava Automatizace v materiálovém toku. Pavel Jelínek
 Bosch Diesel Jihlava Automatizace v materiálovém toku Pavel Jelínek Powertrain Solutions Jedna divize - Tři segmenty Osobní automobily Užitková vozidla / Off Highway Elektromobily Dieselové a benzinové
Bosch Diesel Jihlava Automatizace v materiálovém toku Pavel Jelínek Powertrain Solutions Jedna divize - Tři segmenty Osobní automobily Užitková vozidla / Off Highway Elektromobily Dieselové a benzinové
Úvod. Projektový záměr
 Vzdělávací program Řízení jakosti a management kvality Realizátor projektu: Okresní hospodářská komora Karviná Kontakt: Svatováclavská 97/6 733 01 KARVINÁ +420 596 311 707 hkok@hkok.cz www.akademieok.cz
Vzdělávací program Řízení jakosti a management kvality Realizátor projektu: Okresní hospodářská komora Karviná Kontakt: Svatováclavská 97/6 733 01 KARVINÁ +420 596 311 707 hkok@hkok.cz www.akademieok.cz
Linet, spol. s r.o. Kolísání prodeje
 Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Kolísání prodeje Základní metody Objednávky na zakázku Výhody: Žádné zbytkové zásoby Nenáročné na software
Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Linet, spol. s r.o. Kolísání prodeje Základní metody Objednávky na zakázku Výhody: Žádné zbytkové zásoby Nenáročné na software
nové metody řízení podniků v elektrotechnice Vladimír Bartoš ředitel podpory prodeje firmy Minerva ČR a SR
 nové metody řízení podniků v elektrotechnice Vladimír Bartoš ředitel podpory prodeje firmy Minerva ČR a SR 25 let pomáháme řídit ty nejsložitější procesy ve slovenských a českých firmách nabízíme konzultanty
nové metody řízení podniků v elektrotechnice Vladimír Bartoš ředitel podpory prodeje firmy Minerva ČR a SR 25 let pomáháme řídit ty nejsložitější procesy ve slovenských a českých firmách nabízíme konzultanty
Zefektivnění procesu RCM
 Zefektivnění procesu RCM Jaroslav Zajíček Abstrakt: Čas jsou peníze. To je hlavní myšlenka této práce. Principy metody RCM jsou všeobecně známé, jedná se o nalezení takové údržby, která je z dlouhodobého
Zefektivnění procesu RCM Jaroslav Zajíček Abstrakt: Čas jsou peníze. To je hlavní myšlenka této práce. Principy metody RCM jsou všeobecně známé, jedná se o nalezení takové údržby, která je z dlouhodobého
Informační systémy a plánování výroby 1.čast
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Informační systémy a plánování výroby 1.čast Technická univerzita v Liberci INVESTICE
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Informační systémy a plánování výroby 1.čast Technická univerzita v Liberci INVESTICE
TOC Teorie omezení. František Koblasa. Technická univerzita v Liberci. TU v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. TOC Teorie omezení Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. TOC Teorie omezení Technická univerzita v Liberci INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Retail Summit 2008 Technologie které mohou pomáhat
 Retail Summit 2008 Technologie které mohou pomáhat Jiří Melzer, MIBCON, a.s. Klíčová témata Plánování sortimentu strategické plánování nové sezóny plánování a tvorba kolekce finanční plánování prodejních
Retail Summit 2008 Technologie které mohou pomáhat Jiří Melzer, MIBCON, a.s. Klíčová témata Plánování sortimentu strategické plánování nové sezóny plánování a tvorba kolekce finanční plánování prodejních
Logistická příručka. Obsah
 Vydání 3 Strana 1/5 Logistická příručka Obsah 2. Plánovací údaje a výrobní kapacity... 2 3. Závaznost odvolávek (objednávek)... 3 4. Konsignační sklady... 3 5. Informace o změnách ve výrobě a krizové stavy...
Vydání 3 Strana 1/5 Logistická příručka Obsah 2. Plánovací údaje a výrobní kapacity... 2 3. Závaznost odvolávek (objednávek)... 3 4. Konsignační sklady... 3 5. Informace o změnách ve výrobě a krizové stavy...
Přeměna surovin a materiálů za pomocí strojů, zařízení nebo aparatur a s využitím pracovní síly ve výrobek. Výroba vychází z požadavků odbytu.
 Výroba Přeměna surovin a materiálů za pomocí strojů, zařízení nebo aparatur a s využitím pracovní síly ve výrobek. Výroba vychází z požadavků odbytu. Vazby mezi odbytem, výrobou a zásobováním á NÁKUP PLÁN
Výroba Přeměna surovin a materiálů za pomocí strojů, zařízení nebo aparatur a s využitím pracovní síly ve výrobek. Výroba vychází z požadavků odbytu. Vazby mezi odbytem, výrobou a zásobováním á NÁKUP PLÁN
Nové metody plánování a řízení zakázky v praxi - Infor LN. Pavel Dezort
 Nové metody plánování a řízení zakázky v praxi - Infor LN Pavel Dezort Agenda Úvod Hlavní plán a jeho využitelnost pro zakázkovou výrobu Koncept STO Standard To Order Metody plánování dodávek (Push x Pull)
Nové metody plánování a řízení zakázky v praxi - Infor LN Pavel Dezort Agenda Úvod Hlavní plán a jeho využitelnost pro zakázkovou výrobu Koncept STO Standard To Order Metody plánování dodávek (Push x Pull)
Vstup a úkoly pro 4. kapitolu LOGISTIKA V ZÁSOBOVÁNÍ. MODELY ZÁSOB. Smysl zásob
 Vstup a úkoly pro 4. kapitolu LOGISTIKA V ZÁSOBOVÁNÍ. MODELY ZÁSOB. Smysl zásob Smyslem zásob je zajistit bezporuchový a plynulý výdej skladovaných položek do spotřeby. Jejich výše je ovlivněna požadavkem
Vstup a úkoly pro 4. kapitolu LOGISTIKA V ZÁSOBOVÁNÍ. MODELY ZÁSOB. Smysl zásob Smyslem zásob je zajistit bezporuchový a plynulý výdej skladovaných položek do spotřeby. Jejich výše je ovlivněna požadavkem
S&T CZ Váš partner pro SAP
 S&T CZ Váš partner pro SAP S&T FaST aplikace pro logistiku, výrobu, údržbu Užívejte si SAP HANA v S&T cloudu Komplexní implementace řešení SAP S&T FaST aplikace pro logistiku, výrobu, údržbu S&T CZ s.r.o.
S&T CZ Váš partner pro SAP S&T FaST aplikace pro logistiku, výrobu, údržbu Užívejte si SAP HANA v S&T cloudu Komplexní implementace řešení SAP S&T FaST aplikace pro logistiku, výrobu, údržbu S&T CZ s.r.o.
Layout pracoviště a řízení Rozvrhování pracovníků
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Layout pracoviště a řízení Rozvrhování pracovníků Jan Vavruška Technická univerzita
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Layout pracoviště a řízení Rozvrhování pracovníků Jan Vavruška Technická univerzita
PROVÁDĚCÍ PŘEDPIS. Manuál kvality dodavatele. Číslo PP 01/19 Vydání 1. Náhrada předchozích prováděcích předpisů Úvodní ustanovení
 PROVÁDĚCÍ PŘEDPIS Název Manuál kvality dodavatele Číslo PP 01/19 Vydání 1 Náhrada předchozích prováděcích předpisů Úvodní ustanovení Tento prováděcí předpis definuje požadavky společnosti NAREX Ždánice,
PROVÁDĚCÍ PŘEDPIS Název Manuál kvality dodavatele Číslo PP 01/19 Vydání 1 Náhrada předchozích prováděcích předpisů Úvodní ustanovení Tento prováděcí předpis definuje požadavky společnosti NAREX Ždánice,
Úprava desek práce ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STAVEBNÍ. Zde možno vložit znak ČVUT BAKALÁŘSKÁ PRÁCE Jméno, Příjmení
 Úprava desek práce ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STAVEBNÍ Zde možno vložit znak ČVUT BAKALÁŘSKÁ PRÁCE 2012 Jméno, Příjmení ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta stavební Katedra konstrukcí
Úprava desek práce ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STAVEBNÍ Zde možno vložit znak ČVUT BAKALÁŘSKÁ PRÁCE 2012 Jméno, Příjmení ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta stavební Katedra konstrukcí
KOMPLETNÍ OUTSOURCING LOGISTICKÝCH SLUŽEB
 Ing. Jan Polter, MBA Obchodní a marketingový ředitel DACHSER Czech Republic a.s. Lenka Táborská, MBA Group Supply Chain Manager GCE, s.r.o. OSNOVA 1.Představení GCE 2.Představení DACHSER 3.Základní logistická
Ing. Jan Polter, MBA Obchodní a marketingový ředitel DACHSER Czech Republic a.s. Lenka Táborská, MBA Group Supply Chain Manager GCE, s.r.o. OSNOVA 1.Představení GCE 2.Představení DACHSER 3.Základní logistická
MST - sběr dat pomocí mobilních terminálů on-line/off-line
 MST - sběr dat pomocí mobilních terminálů on-line/off-line Stručný přehled název: MST, software pro sběr dat mobilními terminály ve skladu (příjem, výdej, inventura) autor aplikace: FASK, spol. s r.o.,
MST - sběr dat pomocí mobilních terminálů on-line/off-line Stručný přehled název: MST, software pro sběr dat mobilními terminály ve skladu (příjem, výdej, inventura) autor aplikace: FASK, spol. s r.o.,