VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Michal Růžička
- před 5 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY ZÁTKY Z PLASTU DESIGN OF MANUFACTURING TECHNOLOGY FOR PLASTIC PLUG DIPLOMOVÁ PRÁCE DIPLOMA THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. IVAN KOČÍ Ing. BOHUMIL KANDUS BRNO 2009
2
3
4 FSI VUT DIPLOMOVÁ PRÁCE List 4 ABSTRAKT Diplomová práce se zabývá návrhem výroby zátky z plastu technologií vstřikování do forem. V práci je proveden návrh technologického postupu včetně potřebných výpočtů a mimo to je práce zaměřená na konstrukci vstřikovací formy. Pro řešení byl pouţit 3D CAD systém SolidWorks a normálie Hasco, Meusburger, Synventive. Na závěr je práce podloţena technickoekonomickým zhodnocením. Klíčová slova Plast, technologie zpracování plastů, vstřikování, vstřikovací forma ABSTRACT This graduation theses analyse a concept of plastic plug production using the technology of injecting plastic into the form. There is performed a design of the technologic process with necessary calculations included here. Besides that the analysis is also focused on construction of the injection form. For the solution the 3D CAD system by SolidWorks and Hasco, Meusburger, Synventive normals were used. The graduation theses is finally valorized by technological-economic summary. Key words Plastic, Plastics elaboration technology, injection moulding, injection mold BIBLIOGRAFICKÁ CITACE KOČÍ, I. Návrh technologie výroby zátky z plastu. Brno: Vysoké učení technické v Brně, Fakulta strojního inţenýrství, s. Vedoucí diplomové práce Ing. Bohumil Kandus.
5 FSI VUT DIPLOMOVÁ PRÁCE List 5 Prohlášení Prohlašuji, ţe jsem diplomovou práci na téma Návrh technologie výroby zátky z plastu vypracoval samostatně s pouţitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce. V Brně dne Ivan Kočí
6 FSI VUT DIPLOMOVÁ PRÁCE List 6 Poděkování Děkuji tímto vedoucímu této diplomové práce Ing. Bohumilu Kandusovi za cenné připomínky, rady a vstřícný přístup při vypracování diplomové práce. Dále také děkuji panu Ing. Fíšovi (Formex, s.r.o.) a panu Ing. Sedlákovi (Synventive Molding Solutions, s.r.o.) za jejich odborné rady a velmi vstřícný přístup při návrhu formy pro vstřikování plastů.
7 FSI VUT DIPLOMOVÁ PRÁCE List 7 OBSAH Abstrakt... 4 Prohlášení... 5 Poděkování... 6 Obsah... 7 Úvod PŘÍPRAVA PLASTŮ ROZDĚLENÍ PLASTŮ Elastomery Reaktoplasty Termoplasty Amorfní plasty Semikrystalické plasty Plasty pouţívané v praxi VLIV PŘÍSAD V PLASTECH Plniva Prášková plniva Vláknitá plniva Maziva Barvící přísady Stabilizátory Změkčovdla Prostředky sniţující hořlavost TERMODYNAMICKÉ VLASTNOSTI PLASTŮ Termodynamické vlastnosti amorfních plastů Termodynamické vlastnosti semikrystalických plastů TECHNOLOGIE ZPRACOVÁNÍ PLASTŮ Vyfukování Vstřikovací vyfukování Vytlačovací vyfukování Vytlačování trubek a profilů Lisování Válcování VSTŘIKOVÁNÍ PLASTŮ Vstřikovací cyklus Popis a vliv jednotlivých časů na vstřikovací cyklus Doba strojní Doba vstřikování Doba dotlaku Doba plastikace Doba chlazení Faktory ovlivňující vlastnosti a kvalitu výstřiku Smrštění Orintace Rozměrová přesnost Vstřikovací stroje Vstřikovací jednotka... 32
8 FSI VUT DIPLOMOVÁ PRÁCE List Uzavírací jednotka Formy pro vstřikování plastů Rozdělení forem Vtokový systém Temperační systém Odvzdušnění forem NÁVRH ŘEŠENÍ Volba technologie Volba materiálu KONSTRUKCE VSTŘIKOVACÍ FORMY Výpočet objemu a hmotnosti výstřiku Volba vtokové soustavy Stanovení násobnosti vstřikovací formy a určení vstřikovacího stroje Desky vstřikovací formy Ocel Ocel Návrh temperačního systému Temperační systém pevné strany formy Temperační systém pohyblivé strany formy Návrh odvzdušnění formy Vyhazování výstřiku SHRNUTÍ TECHNICKÝCH DAT TECHNICKO-EKONOMICKÉ ZHODNOCENÍ Závěr Seznam pouţitých zdrojů Seznam pouţitých zkratek a symbolů Seznam výkresů Seznam příloh... 61
9 FSI VUT DIPLOMOVÁ PRÁCE List 9 ÚVOD Pouţívání plastů prošlo různými stádii vývoje a to pro nejrůznější průmyslové výrobky. Historie plastů sahá aţ do roku 1862, kdy anglický vynálezce Alexander Parkes vynalezl parkesin. Jednalo se o hmotu, která měla nahradit kaučuk, ale nebyla trvanlivá. Parkesin byl prvním polysyntetickým plastem, ale nedočkal se širšího pouţití. Parkes přesto poloţil základy, na nichţ stavělo i mnoho dalších vynálezců. První plně syntetický plast je dílem Belgičana Leo Hendrika Baekelanda, který v roce 1889 přišel do USA a prosadil se vynálezem nového typu fotografického papíru Velox. Baekeland vybudoval v Yonkers (st. New York) laboratoř, v níţ se v roce 1907 zrodil bakelit. Po první světové válce se začaly vyrábět první vinylové plasty (PVC, polystyren) a byla objevena syntéza prvního polyamidu (nylonu). V téţe době také začíná prudký rozmach výzkumu i výroby většiny dalších plastů, které se pouţívají vesměs dodnes. Zpočátku se plasty aplikovaly na spotřební zboţí, protoţe nároky na funkční vlastnosti nebyly velké. Měly ekonomický přínos, protoţe zpracování plastů tvářením bylo poměrně snadné a rychlé. Kromě toho měly výrobky z plastů nízkou hmotnost, nekorodovaly a měly estetický vzhled. Plasty mají velmi dobré elektrické a dielektrické vlastnosti, proto se začali pouţívat i v elektrotechnice, neboť z plastů se daly vyrábět sloţité tvary izolačních součástí. Později se plasty začaly uplatňovat ve stavebnictví i zemědělství a to výrobou izolačních fólií, trubek, hadic apod. Nejvíce problematické odvětví bylo strojírenství. Strojní součásti bývají často vystaveny mechanickému a tepelnému namáhání, vyţadují tedy vysoké hodnoty pevnosti. Musí splňovat dostatečnou rozměrovou a tvarovou stabilitu a také musí být relativně přesné. Kovové materiály tyto kritéria splňují, avšak plastové výrobky těmto nárokům nevyhovovaly. Jejich výhodou však byla korozivzdornost, malá hmotnost, ale především moţnost výroby relativně levných výrobků v hromadné výrobě, coţ bylo hnacím motorem toho, ţe se postupem doby dostáváme k výrobním postupům a výrobkům, o nichţ se nám ještě před pár lety ani nesnilo. Jedná se o vyztuţené plasty, plasty s tepelnou odolností a s některými speciálními vlastnostmi. Dnes se plasty pouţívají ve všech odvětvích výroby a v některých je díky jejich vlastnostem nelze nahradit jiným materiálem.

10 FSI VUT DIPLOMOVÁ PRÁCE List 10 1 PŘÍPRAVA PLASTŮ Synteticky připravované makromolekulární látky vznikají polyreakcí (polymerace, polykondenzace a polyadice). Jedná se o chemické reakce, které se mnohokrát opakují, takţe původní nízkomolekulární sloučenina monomer přechází ve vysokomolekulární látku zvanou polymer. Plastem se polymer stává aţ poté, co ho smísíme s nezbytnými přísadami (plniva, barviva, maziva, stabilizátory, apod.) a převedeme do formy vhodné k dalšímu technologickému zpracování, např. do formy granulí, tablet a prášků. [6] Obr. 1.1 Základní typy reakcí pro přípravu polymerů [6]
, ze stavu převáţně plastického do stavu")
![elastického. Makromolekuly si lze představit jako pruţiny, které po deformaci vrací elementy do původního tvaru.[6] Obr. 2.1 Struktura elastomeru [6] 2.](/docs-images/92/109508928/images/11-1.jpg "2 Reaktoplasty Jedná se o polymerní materiály, dříve nazývané termosety, které nejčastěji vznikají polykondenzací nebo polyadiční reakcí, kdy dochází k prostorovému zesíťování struktury, k tzv.")
11 FSI VUT DIPLOMOVÁ PRÁCE List 11 2 ROZDĚLENÍ PLASTŮ 2.1 Elastomery Jedná se o makromolekulární látky, schopné přecházet vulkanizací, (zahřátím na vulkanizační teplotu a působením tlaku po vulkanizační dobu), ze stavu převáţně plastického do stavu elastického. Makromolekuly si lze představit jako pruţiny, které po deformaci vrací elementy do původního tvaru.[6] Obr. 2.1 Struktura elastomeru [6] 2.2 Reaktoplasty Jedná se o polymerní materiály, dříve nazývané termosety, které nejčastěji vznikají polykondenzací nebo polyadiční reakcí, kdy dochází k prostorovému zesíťování struktury, k tzv. vytvrzování. Jedná se v podstatě o jednu velkou makromolekulu. Reaktoplast je zpravidla netavitelný, nerozpustný a nedá se tedy opakovaně zpracovávat. [6] Obr. 2.2 Struktura reaktoplastu [6]

12 FSI VUT DIPLOMOVÁ PRÁCE List Termoplasty Termoplasty patří do skupiny plastů s lineárními nebo rozvětvenými řetězci, které při zahřívání přecházejí do stavu plastického, kdy je lze snadno tvářet a zpracovávat různými technologiemi. Do tuhého stavu přejdou ochlazením pod teplotu tání Tm (semikrystalické plasty), resp. teplotu viskózního toku Tf (amorfní plasty). U termoplastů lze proces měknutí a následného tuhnutí opakovat teoreticky bez omezení, protoţe při zahřívání nedochází ke změnám chemické struktury. [6] Amorfní plasty U amorfních plastů makromolekuly zaujímají zcela nahodilou pozici. Patří sem např. PS, PMMA, PC, apod. Jsou charakteristické tvrdostí, křehkostí, vysokou pevností, modulem pruţnosti a jsou vzhledem k nízkému indexu lomu (1,4 aţ 1,6) průhledné, resp. dle propustnosti světla čiré (92 % propustnosti světla), transparentní anebo průhledné (60 % propustnosti světla). Součinitel teplotní roztaţnosti je menší, neţ u semikrystalických polymerů. Pouţitelnost amorfních polymerů je do teploty zeskelnění Tg. [6] Obr Struktura amorfního termoplastu [6] Semikrystalické plasty Semikrystalické plasty vykazují určitý stupeň uspořádanosti. Ten se označuje jako stupeň krystalinity (pohybuje se od 40 do 90 %) a vyjadřuje relativní podíl uspořádaných oblastí, uloţených mezi oblastmi amorfními. Nemůţe nikdy dosáhnout 100 %, proto se krystalické plasty označují jako semikrystalické. Patří sem PE, PP, PA, PTFE, POM, atd. Jsou mléčně zakalené, index lomu je větší a jsou charakterizovány houţevnatostí materiálu, pevnost a modul pruţnosti roste se stupněm krystalinity. Pouţitelnost semikrystalických plastů je do teploty tání Tm. [6]

![2 Struktura semikrystalického termoplastu [6] 2.](/docs-images/92/109508928/images/13-1.jpg "4 Plasty pouţívané v praxi Tab.2.")
13 FSI VUT DIPLOMOVÁ PRÁCE List 13 Obr Struktura semikrystalického termoplastu [6] 2.4 Plasty pouţívané v praxi Tab.2.4 Základní systematické rozdělení plastů dle chemického sloţení [6]
14 FSI VUT DIPLOMOVÁ PRÁCE List 14 3 VLIV PŘÍSAD V PLASTECH 3.1 Plniva Prášková plniva Prášková plniva mění fyzikální vlastnosti, zvyšují tuhost, ale sniţují taţnost, rázovou a vrubovou houţevnatost a mez únavy. Mezi prášková plniva patří břidličná a křemičitá moučka, která zvyšují tepelnou vodivost a sniţují teplotní roztaţnost. Plniva jako jsou grafit a sirník molybdeničitý sniţují koeficient tření. Mezi prášková plniva se řadí i skleněné mikrokuličky, které sniţují teplotní roztaţnost, kríp, navlhavost a zvyšují tvarovou stálost za tepla. Skleněné mikrokuličky zhoršují dielektrické vlastnosti, avšak nezpůsobují orientaci a smrštění, takţe lze dosáhnout vyšší rozměrové přesnosti a tvarové stability. [12] Vláknitá plniva Vláknitá plniva vyztuţují hmotu a podstatně zvyšují její pevnost a modul pruţnosti. Jedná se o stříhaná vlákna, textilní ústřiţky nebo bavlněné tkaniny, ale zejména se v dnešní době pouţívají skleněná vlákna. Skleněná vlákna zvyšují tuhost, pevnost a tvarovou stálost za tepla. Zmenšují kríp a teplotní roztaţnost a u navlhavých plastů sniţují sorpci vody, čímţ celkem zvyšují rozměrovou přesnost a tvarovou stabilitu. Skleněná vlákna značně zhoršují dielektrické vlastnosti, sniţují taţnost, rázovou a vrubovou houţevnatost a také sniţují schopnost tlumení rázů a vibrací. [12] 3.2 Maziva Maziva jsou přísady, které slouţí ke sníţení vnitřního a vnějšího tření v plastické tavenině. Jsou tedy rozděleny na vnitřní a vnější maziva. Funkcí vnitřního maziva je umoţnit, aby řetězce molekul mohly po sobě lépe klouzat. To také sniţuje tavnou viskozitu a tím ovlivňuje i zpracovatelské vlastnosti plastů. Jako vnitřní maziva se pouţívají např. nízkomolekulární glycerin ester nebo kovová mýdla. Vnější maziva nemají velkou slučitelnost s plasty. Vypotí se při vysoké teplotě zpracování a vytvoří mazací film mezi taveninou a povrchem formy, coţ ulehčuje plnění formy a odformování výrobku. Jako vnější maziva jsou většinou pouţívány vosky vyšší mastné kyseliny. [11]

![Pigmenty se rozdělují na organické a anorganické. Anorganické pigmenty mají velké pokrytí a jsou velmi odolné proti světlu a teplu. [12] Tab.3.3 Příklady anorganických pigmentů [12] 3.](/docs-images/92/109508928/images/15-1.jpg "4 Stabilizátory Jsou to přísady, které chrání plasty proti vlivům, jako je teplo, světelné paprsky s vysokou energií (ultrafialové), atmosférický kyslík a vlhkost.")
15 FSI VUT DIPLOMOVÁ PRÁCE List Barvící přísady Barvící přísady jsou rozpustné, či nerozpustné barvící substance, které dodávají plastu barevný vzhled. V barevných plastech se vyskytují v mnoţství 0,5 aţ 4 % a rozdělují se na barviva a pigmenty. Barviva jsou barevné látky, které jsou rozpustné, přičemţ pigmenty jsou nerozpustné. Pigmenty se rozdělují na organické a anorganické. Anorganické pigmenty mají velké pokrytí a jsou velmi odolné proti světlu a teplu. [12] Tab.3.3 Příklady anorganických pigmentů [12] 3.4 Stabilizátory Jsou to přísady, které chrání plasty proti vlivům, jako je teplo, světelné paprsky s vysokou energií (ultrafialové), atmosférický kyslík a vlhkost. Tyto vlivy ohroţují polymerní materiály tak, ţe dochází k rozkládání uvnitř řetězců, coţ má za následek zhoršování mechanických vlastností. [12] Tab.3.4 Nejdůleţitější skupina stabilizátorů [12]
16 FSI VUT DIPLOMOVÁ PRÁCE List Změkčovadla Změkčovadla jsou přísady, které se pouţívají pro zvýšení poddajnosti, zpracovatelnosti či taţnosti plastů. V převáţné většině se změkčovadla pouţívají jako přísada do PVC (85-90 %), ale setkáme se s nimi i v polyvinylacetátu, acetátu celulózy, kaučucích, akrylových materiálech, atd. Nejběţnějšími zástupci změkčovadel jsou ftaláty, trimellitáty, polymery nebo alifatické estery (adipáty). [4] 3.6 Prostředky sniţující hořlavost Termoplastický polymer je hmota, která se v současné době, nejvíce získává z ropných produktů. Stejně jako ropné produkty i polymery jsou schopny hořet. Tato negativní vlastnost pouţití termoplastických polymerů pro některé aplikace limituje, aţ zcela znemoţňuje. Prostředky, které výrazně sniţují, aţ zamezují polymerům schopnost samostatně hořet bez podpory zdroje plamene, se nazývají retardéry hoření. Mezi velmi účinné retardéry hoření patří zejména halogenové, ale jejich pouţívání je v dnešní době omezeno nebo zcela zakázáno národními předpisy a zejména Direktivou EU 2005/618/EC, známou jako RoHS Direktiva (Rescriction of Hazardeous Substances). Bezhalogenové retardéry hoření jsou většinou anorganické sloučeniny, které nemají takový účinek a je třeba je obvykle dávkovat ve vysokých koncentracích. Nevýhodou je potom negativní ovlivnění pevnostních vlastností konečných výrobků. [5] Tab.3.6 Základní typy retardéru hoření [5]
, teplota viskózního toku Tf (amorfní")
17 FSI VUT DIPLOMOVÁ PRÁCE List 17 4 TERMODYNAMICKÉ VLASTNOSTI PLASTŮ Vlastnosti polymerů jsou závislé především na teplotě a v určité oblasti teplot probíhají tyto změny rychleji anebo se mění skokově. Jedná se o oblasti, které jsou nazývány jako přechodové a v těchto oblastech existují přechodové teploty: Teplota zeskelnění Tg (teplota skelného přechodu), teplota viskózního toku Tf (amorfní plasty), teplota tání Tm (semikrystalické plasty). [6] Tab.4 Přechodové teploty pro vybrané druhy plastů [6] 4.1 Termodynamické vlastnosti amorfních plastů U amorfních plastů se hodnota meze pevnosti v tahu (a také modulu pruţnosti) v přechodové oblasti v okolí teploty zeskelnění Tg mění skokově, modul pruţnosti asi o tři řády a koeficient teplotní roztaţnosti o 100 %. Konkrétní hodnota je závislá na velikosti mezimolekulárních sil (čím budou tyto síly větší, tím bude vyšší i teplota zeskelnění) a ohebnosti řetězců (čím bude ohebnost větší a mezimolekulární síly menší, tím bude niţší teplota zeskelnění). Teplotu zeskelnění je moţno ovlivnit např. přídavkem změkčovadel, které sníţí mezimolekulární soudruţnost a tím i teplotu zeskelnění. Je tedy zřejmé, ţe nejniţší hodnotu teploty zeskelnění vykazují kaučuky, neboť mají malé mezimolekulární síly a značně ohebné řetězce. [6]
18 FSI VUT DIPLOMOVÁ PRÁCE List 18 Obr Průběh deformačních vlastností u amorfního plastu [6] Při teplotě viskózního toku Tf narůstá intenzita změn vlastností polymeru. Při této teplotě ztrácí hmota své kaučukovité vlastnosti a mění se ve vysoce viskózní kapalinu. Nad touto teplotou leţí oblast zpracovatelnosti materiálu. Zvýšením teploty klesají mezimolekulární síly a tím se sniţuje i viskozita taveniny. Při dalším zvyšování teploty začne probíhat tepelná degradace polymeru (teplota Tf ). Zesíťované amorfní polymery se ve srovnání s lineárními chovají odlišně. Tuhá síť chemických vazeb vylučuje přesuny makromolekul jako celku a proto lze u těchto materiálů nalézt při vysokých teplotách jen určitou kaučukovitou oblast s relativně vysokým modulem pruţnosti, jehoţ hodnota pak zůstává konstantní aţ do teploty rozkladu. [6] Obr Vliv struktury na modul pruţnosti ve smyku [6]
19 FSI VUT DIPLOMOVÁ PRÁCE List Termodynamické vlastnosti semikrystalických plastů U semikrystalických polymerů dochází k nejrychlejším změnám vlastností v oblasti teploty tání Tm. Při teplotě tání dochází k rozpadu a tání krystalitů, coţ je provázeno změnou fáze hmoty, která přechází ze stavu tuhého do stavu kapalného. Je tedy patrné, ţe tání se děje v určitém teplotním intervalu a teplota tání představuje pouze střední hodnotu této oblasti, podobně jako teplota zeskelnění. Konkrétní hodnota závisí na velikosti mezimolekulárních sil a na velikosti makromolekul. Zvětšení obou veličin má za následek zvýšení teploty tání. [6] Obr Průběh deformačních vlastností u semikrystalického plastu [6] Protoţe i semikrystalické polymery obsahují určité mnoţství amorfních podílů, lze u nich stanovit teplotu zeskelnění, která charakterizuje výrazné změny vlastností polymeru. Tyto změny se ovšem dotýkají pouze amorfní sloţky hmoty, takţe čím bude polymer vykazovat vyšší stupeň krystalinity (vyšší uspořádanost), tím jsou změny při teplotě zeskelnění méně patrné. [6] Obr Vliv stupně krystalinity na modul pruţnosti ve smyku [6]
 tvarován ve vyfukovací formě přetlakem vzduchu do tvaru uzavřeného tělesa.")
20 FSI VUT DIPLOMOVÁ PRÁCE List 20 5 TECHNOLOGIE ZPRACOVÁNÍ PLASTŮ 5.1 Vyfukování Vyfukování plastů je technologie, při které je polotovar (předlisek) tvarován ve vyfukovací formě přetlakem vzduchu do tvaru uzavřeného tělesa. Materiál se musí zahřát do plastického stavu, kdy hmota vykazuje potřebnou tvarovatelnost, ale přitom si ještě udrţuje dostatečnou soudruţnost. Vyfukováním se zpracovávají hlavně PE a PP (asi 75% produkce), PVC a jeho kopolymery a v poslední době PET. V malé míře jsou zastoupeny další termoplasty, jako např. POM, PC, kopolymery PS a jiné. [6] Vstřikovací vyfukování Pouţívá se k výrobě dutých těles menších rozměrů a s velmi členitým tvarem. Při vstřikovacím vyfukování je postup takový, ţe se ve vstřikovací formě nastříkne tavenina plastu na speciálně upravený trn (obvykle ocel). Tím je vytvořen polotovar (předlisek) a to včetně dna a kompletního hrdla, např. se závity budoucí láhve. V další fázi se předlisek ohřeje do plastického stavu, ale bez ohřevu hrdla se závitem. Následně se předlisek přesune do vyfukovací formy, kde se vyfoukne na poţadovaný tvar, ochladí se a dojde k vyhození konečného výrobku. [6] Obr Princip vstřikovacího vyfukování [6]
21 FSI VUT DIPLOMOVÁ PRÁCE List Vytlačovací vyfukování Jedná se o nejrozšířenější výrobu dutých těles. Na vytlačovacím stroji s přímou nebo příčnou vytlačovací hlavou se vytlačí polotovar (parizon). Parizon je trubka, která je schopná plastického přetvoření a odstřihne se v okamţiku, jakmile dosáhne poţadované délky. Střiţné nůţky jej podrţí do okamţiku, dokud nepřijede vyfukovací forma, kde je nasazen na trn. Zavřením formy dojde k vylisování hrdla a ke svaření dna. Následně se přivede stlačený vzduch a dojde k vyfouknutí. Tlak vzduchu při vyfukování bývá v rozmezí 0,4 aţ 1 MPa a stlačený vzduch musí působit na vyfouknutý parizon po celou dobu chladnutí, aby nedošlo k deformacím. Teplota formy se udrţuje mezi 30 aţ 60 o C. Po ochlazení a ztuhnutí se z výrobku odstraní přetoky od svarových ploch. Nevýhodou vytlačovacího vyfukování je malá přesnost výrobků, poměrně velký odpad a vznik svaru. Výhodou je ekonomie provozu a moţnost vyrábět výrobky s většími objemy. [6] 1 vytlačovací stroj 2 příčná hlava 3 parizon 4 vyfukovací forma 5 vzduch 6 svařovací hrany 7 výrobek 8 uzavírací mechanismus Obr Princip vytlačovacího vyfukování [6]
22 FSI VUT DIPLOMOVÁ PRÁCE List Vytlačování trubek a profilů Vytlačování trubek a profilů je technologická operace, při které je tavenina plastu vytlačována přes profilovací zařízení (vytlačovací hlavu) do volného prostoru. Tato technologie vyuţívá hlavně šnekové vytlačovací stroje, které však nepracují samostatně. Jsou součástí výrobních linek, kde ostatní stroje a zařízení zajišťují odtah, kalibraci, měření, doplňkovou úpravu tvaru nebo povrchu, apod. K výrobě trubek se obvykle pouţívají materiály jako je PVC, HDPE a LDPE, méně PP a PA. Profily se vyrábějí z PVC, PS a jejich kopolymerů, PMMA, PC, POM, apod. [6] Obr Šnekový vytlačovací stroj [6] Účelem kalibračního zařízení je ochladit vytlačovaný profil nebo trubku tak, aby získal poţadovaný stabilní tvar a rozměr. Kalibrační zařízení pro výrobu trubek a profilů je buď přetlakové, podtlakové nebo průvlakové. Kalibrační zařízení obvykle doplňuje chladící zařízení, kde se výrobek dochlazuje na takovou teplotu, aby nedocházelo k deformacím v dalších zařízení vytlačovací linky. Chlazení se provádí buď sprchováním jako v kalibrační komoře, nebo ponorem ve vodě. Rychlost posuvu vytlačovaného profilu se nastavuje a reguluje odtahovacím zařízením, které k odtahování pouţívá řetězy, kotouče, pásy nebo článkové pásy (kaţdý článek je opatřen vrstvou pryţe). Dělící zařízení bývá řešeno buď pomocí kotoučové pily, nebo sekáním tvarovaným noţem. Pokud nedochází k dělení výrobků na konečnou délku, tak např. u pruţných výrobků, u kterých nedochází při ohnutí k trvalé deformaci, následuje navíjení na bubny nebo kotouče. Průměr navíjení by měl být 20krát větší, neţ průměr trubky. Dělící zařízení je ovládáno měřícím zařízením a to délkoměrem (mechanický a elektrický). Do linky se podle typu výrobku zařazují i ústrojí na tvarování (hrdlování trubek), vysekávání, apod. [6]
![FSI VUT DIPLOMOVÁ PRÁCE List 23 Obr. 5.2.2 Linka na vytlačování trubek [6] 5.](/docs-images/92/109508928/images/23-0.jpg "3 Lisování Lisování je způsob tváření plastů ve vytápěné formě, kdy se na materiál působí tlakem, pro dosaţení poţadovaného tvaru. Pouţívá se především pro lisování reaktoplastů.")
23 FSI VUT DIPLOMOVÁ PRÁCE List 23 Obr Linka na vytlačování trubek [6] 5.3 Lisování Lisování je způsob tváření plastů ve vytápěné formě, kdy se na materiál působí tlakem, pro dosaţení poţadovaného tvaru. Pouţívá se především pro lisování reaktoplastů. Formy se vyrábí ze speciálních chromových ocelí a jsou vytápěny elektrickým odporovým topením na teplotu lisování. Teploty lisování jsou v intervalu od 130 do 190 o C, přičemţ závisí na druhu plastu, tloušťce stěny, geometrii výrobku a teplotě předehřevu. Důleţitá je rovnoměrnost teploty formy a stejné parametry na straně tvárníku i tvárnice. Lisování se dělí podle tlaku na nízkotlaké lisování (do 3,5 MPa) a vysokotlaké (10 aţ 60 MPa). Lisovací tlak má vliv na kvalitu povrchu výlisku a na smrštění. Často se pouţívá i předehřev plastu, jehoţ největší výhodou je výrazné zkrácení doby vytvrzování, zvýšení zabíhavosti plastů, sníţení lisovacího tlaku aţ o polovinu a rovnoměrné vytvrzení. Teplota předehřevu musí být niţší, neţ je kritická teplota vytvrzování (závisí na druhu plastu), jinak dojde k předčasnému vytvrzení hmoty. Objem dávkované hmoty musí být vţdy větší, neţ je objem výrobku, aby byl zajištěn 100 % objem výrobku. Přebytečná hmota je potom na výrobku ve formě tzv. přetoků. [1] Postup při lisování je takový, ţe se dutina nástroje naplní materiálem (prášek, tablety, apod.) o přesném stanoveném objemu. V důsledku styku plastu s vyhřívanou formou dochází k plastikaci a tlakem tvárníku se jednak dokončí plastikace a jednak dojde k zaplnění tvarové dutiny formy. Následuje odlehčení (sníţení lisovacího tlaku a pootevření formy), které je důleţité z hlediska odplynění taveniny plastu a dokončení lisování. Odplynění (odvzdušnění) je nutné provést ve správném okamţiku, kdy je hmota dostatečně plastická a vytvrzení ještě není příliš výrazné. Někdy se i opakuje, zvláště u hmot s velkým podílem těkavých látek. V důsledku dodávaného tepla, proběhne v materiálu vytvrzování. Tato část se nazývá doba vytvrzování, kdy dochází k vytvrzovací reakci (vytvoření zesíťované struktury). Po vytvrzení se forma otevře, výlisek se vyhodí, forma očistí a následně se natře separačním prostředkem a cyklus se opakuje. [6]
![FSI VUT DIPLOMOVÁ PRÁCE List 24 Obr. 5.3 Princip lisování [6] 5.4 Válcování Válcování je technologický proces, který se pouţívá převáţně k výrobě fólií a podlahovin.](/docs-images/92/109508928/images/24-0.jpg "Zpracovávají se hlavně materiály jako je PVC a jeho kopolymery, HDPE, LDPE, apod. Intenzitu válcování ovlivňuje mezera mezi válci a rozdíl obvodových rychlostí válců.")
24 FSI VUT DIPLOMOVÁ PRÁCE List 24 Obr. 5.3 Princip lisování [6] 5.4 Válcování Válcování je technologický proces, který se pouţívá převáţně k výrobě fólií a podlahovin. Zpracovávají se hlavně materiály jako je PVC a jeho kopolymery, HDPE, LDPE, apod. Intenzitu válcování ovlivňuje mezera mezi válci a rozdíl obvodových rychlostí válců. Kaţdým dalším průchodem materiálu mezi dvojicí válců se zlepšuje kvalita prohnětení a kvalita povrchu. Postup výroby je patrný z obrázku (obr. 5.4). Plast (PVC), který se připraví mícháním, se ohřeje na teplotu kolem 170 o C v hnětacím nebo vytlačovacím stroji. Zplastikovaná směs se dále přivádí na dvouválec, kde se promíchává vlivem nestejné obvodové rychlosti válců, které jsou vytápěné. Odtud hmota odchází na válcovací linku. Průchodem materiálu mezi válci vznikají v mezeře síly, které způsobují prohnutí válců (setiny aţ desetiny mm). Výrobek je pak uprostřed tlustší, neţ na okrajích, coţ s sebou nese problémy při dalším zpracování. Pro odstranění prohnutí válců se pouţívá klenutí válců (broušení povrchu válců), kříţení os válců a protiprohnutí válců. [6] 1 čtyřválcový kalandr 2 válečkový odtah 3 desénovací válce 4 odtah 5 temperance 6 měření tloušťky 7 chlazení 8 ořezávání okrajů 9 navíjení Obr. 5.4 Linka pro válcování fólií z měkčeného PVC [6]

25 FSI VUT DIPLOMOVÁ PRÁCE List 25 6 VSTŘIKOVÁNÍ PLASTŮ Vstřikování plastů je nejrozšířenější technologie pro zpracování plastů, kterou lze zpracovávat téměř všechny druhy termoplastů a v omezené míře i reaktoplastů a elastomerů. Jedná se o způsob tváření, při kterém se přesná dávka roztavené hmoty vstříkne velkou rychlostí z tlakové komory stroje do dutiny formy, kde hmota zchladne a ztuhne na finální výrobek. [10] 6.1 Vstřikovací cyklus Vstřikovací cyklus tvoří sled přesně specifikovaných úkonů. Nejprve je plast v podobě granulí nasypán do násypky, z níţ je odebírán pracovní částí vstřikovacího stroje (šnekem), která hmotu dopravuje do tavící komory. Zde plast za současného účinku tření a topení taje a vzniká tavenina, která je následně vstřikována do dutiny formy. Tavenina zaplní a zaujme tvar formy a následuje tlaková fáze pro sníţení smrštění a rozměrových změn. Dále probíhá ochlazování a to tak, ţe plast předává formě teplo a aţ ztuhne ve finální výrobek, tak dojde k otevření formy a výrobek je vyhozen. [6] Obr. 6.1 Vstřikovací cyklus [6]
26 FSI VUT DIPLOMOVÁ PRÁCE List Popis a vliv jednotlivých časů na vstřikovací cyklus Vstřikovací cyklus můţeme posuzovat i z hlediska zpracovávaného plastu a s výhodou jej vyjádřit jako závislost tlaku v dutině formy na čase. Tento tlak se nazývá vnitřní tlak ( p i ). Kromě vnitřního tlaku existuje i vnější tlak ( p ), kterým se myslí tlak vztaţený na jednotku plochy průřezu šneku. [6] Obr. 6.2 Průběh vnitřního tlaku (p i ) v dutině formy během procesu vstřikování [6] Doba strojní Jedná se o dobu na zavření formy (ts1), otevření formy (ts3) a dobu přísunu plastikační jednotky (ts2). Doba otevření a zavření formy závisí na rychlosti pohybující se formy a na dráze, kterou musí forma urazit. Dráha otevření formy musí být tak velká, aby bylo moţné vyjmout výrobek z formy, případně aby bylo dost prostoru pro činnost manipulátoru ve formě. U moderních strojů lze tyto časy sníţit na minimum a to tak, ţe při zavírání se forma pohybuje velkou rychlostí, avšak těsně před dosednutím formy se rychlost sníţí, aby na sebe obě formy měkce dosedly a nedošlo k poškození nárazem. [6]
27 FSI VUT DIPLOMOVÁ PRÁCE List Doba vstřikování Doba vstřikování je doba plnění tvarové dutiny formy (tv) a odvíjí se od vstřikovací rychlosti, tj. rychlost pohybu šneku vpřed, která závisí zejména na teplotě taveniny a na vstřikovacím tlaku. Vliv má také druh plastu, objem výstřiku, jeho geometrický tvar, teplota formy a také řešení vtokové soustavy. V prvním časovém úseku se volí rychlost větší a tvarová dutina se plní objemově (prakticky bez odporu). Rychlost plnění se postupně zmenšuje, neboť materiál přebírá tvar dutiny a jeho tlak stoupá aţ do stanovené mezní hodnoty (obvykle 50 aţ 120 MPa). Doba plnění musí být co nejkratší, protoţe vstřikovaná tavenina se stykem s formou ochlazuje a ztrácí tekutost. Mohlo by tedy dojít ke strhávání jiţ ztuhlého polymeru ze stěny formy do proudícího jádra a také by nedošlo k zaplnění celé dutiny formy a vznikl by nedostříknutý zmetek. Rychlost plnění je ovšem limitována a to hodnotou smykového napětí povrchových vrstev ( ). Při překročení mezní hodnoty tohoto napětí, se u výstřiku objevují povrchové defekty (tokové čáry, spáleniny, studené spoje, vrásnění, apod.). V posledním časovém úseku fáze plnění, kdy jiţ dochází k přepnutí vstřikovacího tlaku na dotlak, je nutné vstřikovací rychlost sníţit tak, aby tlaková křivka byla plynulá a ve formě nevznikla tlaková špička způsobující vnitřní pnutí. Plnící fáze probíhá z časového hlediska velmi rychle, řádově v desetinách sekundy a u výstřiků s větší hmotností pár sekund Doba dotlaku Klíčovým momentem procesu vstřikování je okamţik přepnutí vstřikovacího tlaku na dotlak. Standardně se přepnutí řídí časově, objemově nebo tlakem v dutině formy. Dotlak má být udrţován tak dlouho, dokud vtoková soustava neztuhne. Dobu dotlaku (td) lze určit váţením výstřiků, při jejím postupném zvyšování. Kdyţ se hmotnost výstřiku nemění, tak bylo dosaţeno bodu ztuhnutí taveniny a tím i hodnoty doby dotlaku. V praxi se hodnota dotlaku obvykle nastavuje na úrovni 40 aţ 60% vstřikovacího tlaku a v ojedinělých případech můţe být i vyšší. Vysoká hodnota dotlaku však zvyšuje energetickou náročnost výrobního procesu, opotřebení formy a zvyšuje i vnitřní pnutí výstřiku. Z tohoto důvodu existuje pro daný tvar výstřiku a zpracovávaný materiál tzv. kritické číslo dotlaku, které odpovídá maximální přípustné úrovni vnitřního pnutí. V průběhu doby dotlaku je do formy dodáváno ještě asi 10% materiálu k vyrovnání objemového smrštění během fáze chlazení. Dotlaková fáze tedy ovlivňuje především hmotnost výstřiku, jeho rozměry, homogenitu a smrštění.
28 FSI VUT DIPLOMOVÁ PRÁCE List Doba plastikace Doba plastikace (tpl) je čas, který je potřebný k tomu, aby došlo k zplastikování dávky plastu a k jejímu rovnoměrnému zhomogenizování a umístění dávky před čelo šneku. Při tomto procesu se šnek posunuje směrem vzad, sniţuje se účinná délka šneku a tím i tlak. Z tohoto důvodu se pro rovnoměrnou homogenizaci zavádí zpětný tlak (protitlak), který se obvykle volí bar (dle materiálu). Změna protitlaku, případně otáček šneku, ovlivňuje viskozitu taveniny. Otáčky šneku se mají volit tak, aby se obvodová rychlost šneku pohybovala kolem hodnot 0,05 aţ 0,2 m/s a neměla by překročit hodnotu 0,3 m/s, neboť by mohlo dojít k problémům při zpracování. Na správnou plastikaci má vliv i chlazení plnící zóny plastikačního válce, kdy se vyuţívá čtyř teplotních profilů, tj. horizontální (teplota je ve všech topných zónách stejná), stoupající, klesající a kombinovaný (stoupající a klesající) Doba chlazení Doba chlazení (tch) představuje nejdelší část cyklu a pohybuje se od několika málo sekund u tenkostěnných výstřiků do několika minut u tlustostěnných výstřiků. Závisí především na tloušťce výstřiku a jeho hmotnosti, druhu plastu, teplotě výstřiku, teplotě formy a také na teplotě výstřiku v okamţiku vyjímání z formy. Ochlazování výstřiku ve formě začíná uţ po objemovém naplnění tvarové dutiny formy a pokračuje během dotlaku. Během pokračujícího chlazení klesá tlak ve formě a to aţ na hodnotu zbytkového tlaku (pz), coţ je tlak, kdy se výstřik nachází ve formě těsně před jejím otevřením. Tento tlak nesmí být příliš vysoký, jinak dochází ve výstřicích k vysokému vnitřnímu pnutí, coţ má za následek praskání výstřiků. Zbytkový tlak lze sníţit zkrácením doby dotlaku, nebo programovaným průběhem tlaku během dotlaku. Po zchladnutí výstřiku na poţadovanou teplotu dojde k vyhození výstřiku a to i s vtokovým zbytkem. Fáze chlazení neovlivňuje jen orientaci, smrštění, krystalizaci a vnitřní pnutí, ale i kvalitu povrchu výstřiku. [6]

29 FSI VUT DIPLOMOVÁ PRÁCE List Faktory ovlivňující vlastnosti a kvalitu výstřiku Kvalitu a vlastnosti výstřiku ovlivňuje především druh plastu, technologické parametry, konstrukce formy a volba stroje. Jednotlivé parametry nepůsobí samostatně, ale vţdy se ovlivňují navzájem. Z hlediska volby druhu plastu, mají na vlastnosti výstřiku vliv reologické vlastnosti plastu, rychlost plastikace polymeru, uvolňování těkavých látek, tepelná stabilita plastu v rozsahu zpracovatelských teplot, velikost vnitřního pnutí, ale především smrštění plastu. Z technologických parametrů má především vliv vstřikovací tlak a dotlak. Vstřikovací tlak ovlivňuje rychlost plnění, uzavírací sílu, vnitřní pnutí, smrštění, orientaci, atd. Dotlak ovlivňuje hlavně rozměry výrobku, smrštění a vnitřní pnutí. Z hlediska forem má na kvalitu výstřiku vliv rychlost plnění dutiny formy, ale především teplota formy. Ta ovlivňuje tekutost plastu, rychlost plnění, dobu chlazení, lesk výrobku, povrch výrobku, teplotu taveniny, dotlak, vnitřní pnutí, smrštění, aj. Teplota formy má být z technologického hlediska co nejvyšší, hlavně u semikrystalických plastů. [6] Obr. 6.3 Parametry ovlivňující jednotlivé fáze vstřikovacího cyklu [6]

30 FSI VUT DIPLOMOVÁ PRÁCE List Smrštění Při vstřikování plastů dochází ke smrštění výstřiku, které je součtem smrštění ve formě a dodatečného smrštění. Smrštění ve formě je rozdíl mezi rozměrem výstřiku a rozměrem dutiny formy, které se vyjadřuje v procentech z rozměru dutiny formy. Velikost smrštění ve formě obvykle stanovujeme 24 hodin po vystříknutí dílce, při teplotě vzduchu 20 C a 65% relativní vlhkosti. Dodatečné smrštění probíhá v následujících týdnech aţ měsících a je způsobeno dezorientací (sníţení stupně orientace), uvolňováním vnitřního pnutí, případně dodatečnou krystalizací. Dodatečné smrštění lze urychlit temperací a tím současně stabilizovat rozměry výstřiku. Temperace se provádí v horkém vzduchu nebo v čistém oleji při teplotě 80 aţ 130 C (dle materiálu). Smrštění ovlivňuje především struktura polymeru, tvar výstřiku, tloušťka stěny výstřiku, teplota taveniny, teplota formy a vstřikovací tlak a dotlak. Amorfní polymery vykazují smrštění menší (0,3 aţ 0,5 %), neţ semikrystalické polymery (0,8 aţ 4 %). [12] Obr Smrštění při chladnutí plastového výrobku [6]
31 FSI VUT DIPLOMOVÁ PRÁCE List Orientace Jedná se o orientaci makromolekul, která nastává pouze při vstřikování termoplastů, u reaktoplastů se vlivem zesíťované struktury neobjeví. Princip je v tom, ţe se rychle chladnoucí viskózní tavenina protlačuje vysokým tlakem úzkými kanálky a průřezy ve formě, kde se nepravidelně zkroucené makromolekuly vysokým smykovým napětím narovnávají ve směru toku a v této nerovnováţné poloze ztuhnou. V případě, ţe smykové napětí vyvolávající tuto orientaci přestane působit dřív, neţ tavenina ztuhne, pak se snaţí narovnané makromolekuly zaujmout svoji rovnováţnější zkroucenou polohu (dezorientace) a orientace se neprojeví, nebo jen z části. Orientace má vliv zejména na pevnost v tahu a taţnost a také má vliv na rozměrovou stabilitu výstřiků. Orientace je nevratná a mizí teprve po ohřátí na teplotu, při níţ překonává existující vazební síly. [12] Rozměrová přesnost Výrobní tolerance rozměrů výrobků z plastů jsou stanoveny v ČSN (Tolerance a mezní úchylky rozměrů pro tvářené výrobky z plastů). Tato norma stanoví tolerance a mezní úchylky (dále jen tolerance) rozměrů do 500 mm pro výrobky z plastů (dále jen výrobky) zhotovované lisováním a přetlačováním (výlisky), nebo vstřikováním (výstřiky). Platí pro tolerance rozměrů výrobků, při jejichţ konstrukci byly dodrţeny zásady uvedené v ČSN Neplatí pro zvláštní případy rozměrů (závity, ozubení, apod.), úchylky tvaru a polohy, zaoblení a úchylky úhlů. [13] Dosaţitelná přesnost při běţných technologických podmínkách je následující: IT9 aţ IT11 amorfní tuhé termoplasty a reaktoplasty IT10 aţ IT12 semikrystalické tuhé termoplasty IT13 aţ IT15 měkké termoplasty, eleastomery

![dovybavit stroj manipulátory, roboty, mísícím zařízením, sušárnami, dopravníky pro výrobky a vtoky, mlýny, atd. [6] Obr. 6.4](/docs-images/92/109508928/images/32-1.jpg "Schéma vstřikovacího stroje [6] 6.4.")
32 FSI VUT DIPLOMOVÁ PRÁCE List Vstřikovací stroje Vstřikovací stroj se skládá ze vstřikovací jednotky, uzavírací jednotky a z řízení a regulace. Kaţdý výrobce vstřikovacích strojů je schopen vybavit vstřikovací stroj tak, aby plnil funkci částečně nebo plně automatizovaného pracoviště, tj. dovybavit stroj manipulátory, roboty, mísícím zařízením, sušárnami, dopravníky pro výrobky a vtoky, mlýny, atd. [6] Obr. 6.4 Schéma vstřikovacího stroje [6] Vstřikovací jednotka Vstřikovací jednotka má za úkol přeměnit granulát plastu na homogenní taveninu o dané viskozitě a vstříknout ji vysokou rychlostí a tlakem do dutiny formy. Vstřikovací jednotky se dělí na pístové a šnekové, přičemţ pístové uţ se dnes téměř nepouţívají. Nejdůleţitější částí vstřikovací jednotky je tavící komora, šnek, tryska a topení včetně dalšího příslušenství. Princip vstřikovací jednotky je takový, ţe otáčejícím se šnekem je z násypky odebírán granulát, který se stlačuje a je dopravován do vytápěné části tavící komory. Zde materiál taje a jako tavenina se hromadí před čelem šneku, přičemţ šnek během otáčení ustupuje dozadu. Po zplastikování potřebného mnoţství plastu se otáčivý pohyb šneku zastaví a bez otáčení se pohybuje dopředu jako píst, přičemţ vstřikuje taveninu do dutiny formy. [6] Obr Řez vstřikovací jednotkou [6]

33 FSI VUT DIPLOMOVÁ PRÁCE List 33 Konstrukce šneku je přizpůsobena činnostem, které šnek musí vykonávat, tj. dávkování a doprava materiálu, plastikace, hnětení a vstříknutí do formy. Vývojem vstřikování se dospělo od obyčejného šneku k diferenciálnímu. Pro diferenciální šnek je typický kompresní poměr, který je definován, jako poměr objemu šnekového profilu pro jedno stoupání závitu pod násypkou k objemu profilu v části šneku před tryskou. Kompresní poměr bývá v rozmezí od 1,5 do 4,5. Kompresního poměru lze dosáhnout buď změnou úhlu stoupání závitu, coţ se však vzhledem k obtíţnější výrobě pouţívá málo, nebo změnou průměru jádra šneku, tedy změnou hloubky dráţky, zatímco úhel stoupání je konstantní. Na šneku se rozlišují tři funkční pásma. První pásmo se nazývá vstupní, kde šnekový kanál je nejhlubší a průměr jádra šneku nejmenší. Hloubka je po celé délce vstupního pásma konstantní. Zpracovávaný materiál je v tomto pásmu stlačován, čímţ se vytěsňuje vzduch z prostoru mezi granulemi. Ohřev začíná aţ na konci tohoto pásma, kde uţ můţe materiál začít i tát. V druhém pásmu (kompresní nebo přechodové) se průměr jádra šneku směrem k trysce zvětšuje a hloubka šnekového kanálu se zmenšuje, coţ má za následek, ţe zde dochází ke značnému stlačování materiálu. Dochází zde k nejintenzivnějšímu tání granulátu, ale vzniklá tavenina ještě není homogenní. Homogenizace je úkolem posledního pásma, které se nazývá homogenizační nebo také dávkovací. V tomto pásmu je průměr jádra šneku největší a hloubka šnekového kanálu je po celé délce konstantní. Důleţitou částí je zakončení šneku, neboť tavenina má při vstřikování snahu téci šnekovým kanálem zpět směrem k násypce. Tomuto jevu lze nejspolehlivěji zabránit zakončením zpětným uzávěrem (ventilem). Existují ale různá řešení, jako je tupé zakončení šneku nebo prodlouţené zakončení špičky šneku. [6] Obr Diferenciální šnek [6] Tavící komora je rozdělena do topných pásem, samostatně vytápěných a se samostatnou regulací teploty. Nejvyšší teplota se nastavuje v pásmu u trysky a nejniţší v pásmu u násypky, přičemţ část tavící komory, která přiléhá k násypce, se chladí. Tavící komora je zakončena vstřikovací tryskou, která zajišťuje spojení mezi komorou a formou. Trysky se konstruují buď jako otevřené (vysoce viskózní materiály) s otvorem o průměru 3 aţ 8 mm, nebo jako uzavíratelné, které se otevřou pouze při dosedu vstřikovací jednotky na formu. [6]

34 FSI VUT DIPLOMOVÁ PRÁCE List Uzavírací jednotka Uzavírací jednotka je zařízení, které slouţí k uzavření a otevření formy, přičemţ uzavírací síla musí být dostatečně velká, aby nedošlo k otevření formy při vstřikování taveniny. Při tomto procesu je nutné rozlišovat přisouvací a uzavírací sílu, protoţe uzavírací síla je značně vyšší. Uzavírací jednotka se skládá z těchto hlavních částí: opěrné desky pevně spojené s loţem stroje, pohyblivé desky, na kterou je upnuta pohyblivá část formy, upínací desky s otvorem pro trysku stroje, na kterou se připevní nepohyblivá část vstřikovací formy, vedení pro pohyblivou desku, z uzavíracího a přidrţovacího mechanismu. Vstřikovací stroje pouţívají v současné době různé uzavírací systémy, které např. mohou být konstruovány jako hydraulické, mechanické, kombinace hydraulického a mechanické způsobu (závorování) a v poslední době se pouţívají i elektrické systémy. [6] Obr Schéma uzavírací jednotky [6] 6.5 Formy pro vstřikování plastů Funkcí formy je dát tavenině konečný tvar výstřiku o přesných rozměrech, přičemţ musí odolávat vysokým tlakům, musí umoţnit snadné vyjmutí výrobku a musí pracovat automaticky po celou dobu své ţivotnosti. Volba materiálu formy závisí na druhu zpracovávaného plastu, na pouţité technologii, na velikosti výrobku a jeho sloţitosti, na velikosti série, na tepelné odolnosti a odolnosti proti opotřebení, na korozi, na ceně, apod. Je tedy zřejmé, ţe jejich konstrukce a výroba je náročná na odborné znalosti a na finanční náklady. [6] Forma se skládá z: - dílů vymezující tvarovou dutinu - chladícího (temperančního) systému - vtokového systému - vyhazovacího systému - upínacích a vodících elementů
35 FSI VUT DIPLOMOVÁ PRÁCE List Rozdělení forem Podle zpracovávaného materiálu: - pro termoplasty - pro reaktoplasty - pro elastomery Podle násobnosti: - jednonásobné - vícenásobné Podle konstrukce: - dvoudeskové - třídeskové - etáţové - čelisťové - vytáčecí atd. Podle konstrukce vstřikovacího stroje: - formy se vstřikem kolmo na dělící rovinu - formy se vstřikem do dělící roviny Vtokový systém Vtokový systém je systém kanálů a ústí vtoku, který musí zajišťovat správné naplnění dutiny formy, snadné odtrţení nebo oddělení od výstřiku a snadné vyhození vtokového zbytku. Vtoková soustava je navrhována podle počtu tvarových dutin, podle jejich rozmístění a podle toho, zda bude konstruována jako studený nebo horký rozvod. Vtok má být zásadně řešen tak, aby tavenina naplnila formu nejkratší cestou bez velkých teplotních a tlakových ztrát, co nejrychleji a pokud moţno všude ve stejném čase. Pokud bude vstřikovací forma vícenásobná, tak umístění tvarových dutin je moţné buď do hvězdy, nebo v řadě. Z hlediska plnění tvarových dutin je lepší uspořádání do hvězdy, protoţe k zaplnění dochází ve stejném čase a při stejném tlaku, kdeţto u uspořádání v řadě se musí provést korekce ústí vtoku, tzn. změnit rozměry rozváděcích kanálů směrem ke vzdálenějším dutinám. [6]
36 FSI VUT DIPLOMOVÁ PRÁCE List 36 Obr Rozmístění vtokové soustavy [6] Temperační systém Vstřikovací formy obsahují temperační systém z důvodu zajištění opakovatelnosti výroby, kdy musí hmota v dutině formy zchladnout z technologického a ekonomického hlediska co nejrychleji. Temperační systém je systém kanálů a dutin, umoţňujících přestup a prostup tepla z taveniny do formy. Těmito kanálky protéká temperovací kapalina, která udrţuje teplotu formy na poţadované výši. Temperační systém bývá rozdělen do dvou dílčích okruhů, a to na okruh pro pohyblivou část a na okruh pro pevnou neboli vtokovou část formy. Vzdálenost kanálů od líce formy má být navrţena tak, aby nedošlo k porušení povrchu tvarové dutiny formy a aby v tvarové dutině nevznikala podchlazená místa. Kolem dutiny formy se kanály rozmísťují rovnoměrně a v optimálním případě je jejich vzdálenost od líce formy všude stejná. Pouze tam, kde je třeba zvýšit intenzitu chlazení, se kanály přiblíţí líci formy nebo se zmenší vzdálenost mezi nimi. Průřez kanálů se volí zpravidla kruhový a bývá 6 aţ 20 mm. Celková délka kanálů má být taková, aby rozdíl teplot temperační kapaliny na vstupu a na výstupu byl max. 3 aţ 5 o C. [6]
37 FSI VUT DIPLOMOVÁ PRÁCE List 37 Obr Základní schéma tepelné bilance formy [13] QTH - tepelný proud přiváděný nebo odváděný temperančním médiem TH - temperační médium (voda) QL - tepelný proud odvedený do upínacích desek stroje QPl - tepelný proud předaný taveninou plastu QK - tepelný proud předaný do okolí tepelným zářením QStr - tepelný proud odvedený tepelným prouděním QU - tepelný proud předaný do okolí Odvzdušnění forem Při plnění dutiny formy taveninou je nutné zajistit únik vzduchu, který je v dutině přítomen a rovněţ tak plynů případně unikajících z trysky. Odvzdušnění musí být tím účinnější, čím je rychlost plnění větší. Stlačený vzduch se můţe hromadit v různých místech dutiny formy a můţe dokonce vniknout do taveniny, kde po zchladnutí vytvoří bubliny. Nejsou-li vytvořeny podmínky pro snadné unikání vzduchu a tvarová dutina není dokonale vyplněna taveninou, pak obvykle volíme další zvýšení vstřikovacího tlaku. Tím však zbytečně vnášíme do výstřiku vnitřní pnutí, zvyšujeme jeho hmotnost a můţe dojít k tzv. dieslovu efektu a následnému spálení materiálu. Odvzdušnění se obvykle provádí pomocí dráţky vybroušené kolem tvarové dutiny, do které se vzduch přivádí příčnými probrusy. Odvzdušňovacími dráţkami se také často opatřují vyhazovače. Odvzdušňovací kanálky mají odvádět vzduch, ale zároveň nesmí docházet k zatékání plastu do nich. [13]
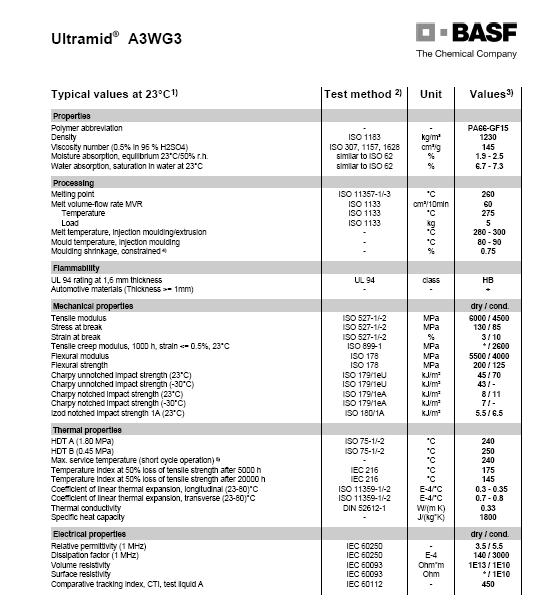
38 FSI VUT DIPLOMOVÁ PRÁCE List 38 7 NÁVRH ŘEŠENÍ 7.1 Volba technologie Zátka z plastu lze vyrobit různými technologiemi, nejvýhodnější je však vstřikování plastů. Technologie vstřikování plastů umoţňuje vyrábět plastové dílce po více kusech, coţ má za následek sníţení doby výroby. Další výhodou je, ţe při pouţití horké vtokové soustavy, která je navrţena v této práci, nevzniká téměř ţádný odpad. Z těchto důvodů jsem technologii vstřikování plastů zvolil jako nejefektivnější a nejlevnější pro výrobu zátky z plastu. 7.2 Volba materiálu Pro výrobu zátky z plastu jsem zvolil materiál Ultramid A3WG3 (PA66- GF15) od firmy BASF. Jedná se o polyamid 66 vyztuţeným 15% skleněným vláknem a je dodávaný ve formě kuliček nebo válečků. Ultramid se dodává v balení po 25kg, nebo v nástavbě pro sypký náklad po 1000kg, které jsou chráněné proti vlhkosti. Ultramid je tedy suchý a připravený pro pouţití. Balení by mělo být otevřeno těsně před zpracováním a skladováno v suchých prostorách, aby nedošlo k navlhnutí sypkého materiálu. Vlastnosti Ultramid A3WG3: Hustota 1,23 [g/cm3] Smrštění 0,75 [%] Modul pruţnosti v tahu [MPa] Mez pevnosti v tahu [MPa] Mez pevnosti v ohybu [MPa] 50% ztráty pevnosti v tahu po 5000h při teplotě 175 [ C ] 50% ztráty pevnosti v tahu po 20000h při teplotě 145 [ C ] Teplota tání 260 [ C ] Teplota vstřikovaného materiálu [ C ] Teplota formy [ C ] Podrobnější vlastnosti v materiálovém listu viz. příloha 1.



39 FSI VUT DIPLOMOVÁ PRÁCE List 39 8 KONSTRUKCE VSTŘIKOVACÍ FORMY 8.1 Výpočet objemu a hmotnosti výstřiku Výpočet je řešen 3D CAD systémem SolidWorks.
, které postupným vývojem vyvinula pro tuto oblast řada výrobců.")
40 FSI VUT DIPLOMOVÁ PRÁCE List 40 1,23g cm 3 Sv 17412,7 mm Vv 22519,9 mm 2 3 (1) (2) m Vv 27, 7g (3) 8.2 Volba vtokové soustavy Vtokové systémy jsou u slabostěnných výrobků voleny převáţně jako vyhřívané vtokové systémy (VVS), které postupným vývojem vyvinula pro tuto oblast řada výrobců. Studené vtokové soustavy s relativně velkými kanálky představují zvýšení doby chlazení o čas ke ztuhnutí samotného vtokového rozvodu a jsou vylučovány jako odpad (regenerát). Dimenzování prvků VVS, tj. rozvodných bloků a dýz by mělo zohledňovat poţadavek na minimální ztráty tlaku a rychlosti taveniny v systému. Vyhřívané vtokové soustavy zaujímají v průmyslu zpracování plastů stále větší uplatnění. Je to dáno nespornými výhodami proti klasickým vtokovým soustavám.


41 FSI VUT DIPLOMOVÁ PRÁCE List 41 Výhody vyhřívaných vtokových soustav: podstatně zkracují výrobní cykly (chladící čas) vylučují odpad vtokové soustavy odpadá manipulace a regenerace vtokových zbytků sniţuje náklady na dokončovací práce, není potřeba odstraňovat vtokové zbytky vytvořily předpoklad pro výrobu velkých dílů, tvarově a technicky náročných aplikací Nevýhody vyhřívaných vtokových soustav: u vhodně volených aplikací nevznikají všechny aplikace nelze realizovat s VVS není efektivní při malých sérií náročnost na technickou úroveň vstřikoven, jejich vybavení a technickou úroveň zaměstnanců nákladné formy, neboť VVS jsou předmětem nákupu od specializovaných firem, včetně regulace Z hlediska uvedených výhod jsem pro danou aplikaci zvolil vyhřívanou vtokovou soustavu.
42 FSI VUT DIPLOMOVÁ PRÁCE List Stanovení násobnosti vstřikovací formy a určení vstřikovacího stroje Velikost výrobní série: Poţadovaný termín dodání: N = ks Tp = 6 měsíců Pro sérii ks volím předběţnou násobnost formy n = 4. Výpočet velikosti dávky taveniny (vstřikovaného objemu) V / D n V V 4 22,52 90,08cm 3 (4) Před plastikací nebo po plastikaci dochází u horké vtokové soustavy k dekompresi. Velikost dekomprese je cca 5% V / D. V D V / D / D 0,05 V 90,08 0,05 90,08 94,6cm 3 (5) Výpočet doby vstřikovacího cyklu Obr Základní schéma vstřikovacího cyklu
 se stanoví v závislosti na vstřikovaném objemu a viskozitě plastu viz. tab. 8.3.1. Tab. 8.3.1 Doba vstřikování Doba vstřikování je dle tabulky vstřikovaný objem zátky volím t v 1, 4s.")
43 FSI VUT DIPLOMOVÁ PRÁCE List 43 t1 uzavření formy (1 1,5 s) t2 přisunutí vstřikovací jednotky (0,5 s) t3 otevření formy a vyhození výstřiku (1 1,5 s) t4 prodleva (0,5 s) tv doba vstřikování tk doba chlazení t c t t t t t t 3,0 4, 0 t 1 2 v k 3 4 v t k [s] Doba vstřikování (tv) se stanoví v závislosti na vstřikovaném objemu a viskozitě plastu viz. tab Tab Doba vstřikování Doba vstřikování je dle tabulky vstřikovaný objem zátky volím t v 1, 4s. t v 1,2 1, 8s, ale s ohledem na
44 FSI VUT DIPLOMOVÁ PRÁCE List 44 Doba chlazení se vypočítá ze vztahu: 2 s 2 a 8 ln tk 2 eff T T M E T T W W (6) 2 3, t k ln 20, 2s 2 2 0, Tab Materiálové hodnoty Teplota taveniny TM [ C] 290 Teplota formy TW [ C] 80 Střední vyhazovací teplota TE [ C] 120 Měrná teplotní vodivost 2 aeff [ mm / s ] 0,089 Hustota 3 [ g / cm ] 1,23 Vstřikovací tlak pv [MPa] 90 Dotlak pd [MPa] 60 Zpětný tlak pz [MPa] 6 t t t t t t t 3,5 t t 3,5 1,4 20,2 25, s (7) c 1 2 v k 3 4 v k 1 Celková doba jednoho vstřikovacího cyklu je 25,1 sekundy. Výpočet termínové násobnosti formy n T N tc ,1 3,63 Tp K , (8) Volím násobnost formy n 4 T K faktor vyuţití času (K = 0,7 0,9), volím K = 0,8 Tp poţadovaný termín dodání [ hod ] 6 měsíců 1440 hodin
45 FSI VUT DIPLOMOVÁ PRÁCE List 45 Výpočet minimální vstřikovací kapacity Cv vstřikovacího stroje C v 1,1 n V 1,1 4 22,52 99,1cm T v 3 (9) Výpočet minimální plastikační kapacity Cp vstřikovacího stroje 4 nt Vv 4 4 1,23 22,52 C p 17,7kg / hod t 25,1 c (10) Výpočet uzavírací síly vstřikovacího stroje 3 3 FP 1,1 10 nt pv Aproj 1, ,4 1120kN (11) A proj ,4 mm 2 (12) Při výpočtu uzavírací síly se do vzorce dosazuje doporučený vstřikovací tlak (tab ), který však musí splňovat podmínku p p. v f Výpočet minimálního plnícího tlaku p f 1,6 1,6 p f 3 K f fc s 3 0,17 77,25 3,5 5, 3MPa (13) K f faktor schopnosti tečení taveniny plastu, K f 0,17MPa / f c celková dráha toku taveniny, f c 77, 25mm mm Podmínka p p je splněna. v f
46 FSI VUT DIPLOMOVÁ PRÁCE List 46 Určení optimálního průměru šneku vstřikovacího stroje 7,5 3 V 10, 5 3 D DS VD (14) 7, ,6 D 10,5 94, 6 S 34,17 D 47,8 S Průměr šneku se volí z řady průměrů: 20, 25, 30, 35, 40, 45, 50, 55, 60, 70 mm Optimální průměr šneku volím D S 45mm. Stanovení délky dráhy pohybu šneku L 4 10 V ,6 3 3 D S 59, D 45 S mm (15) Délka dráhy šneku je 59,5 mm, přičemţ musí být splněna podmínka: 1D L 3D (16) S 45 59,5 135 S S Podmínka 1D L 3D je splněna. S S Výpočet otáček šneku vstřikovacího stroje S v , n S 254,7min (17) DS 45 v max. obvodová rychlost šneku pro daný materiál, v 0,6m / s. Výpočet vstřikovací rychlosti v VD 94,6 3 67,6cm s (18) t 1,4 S / v
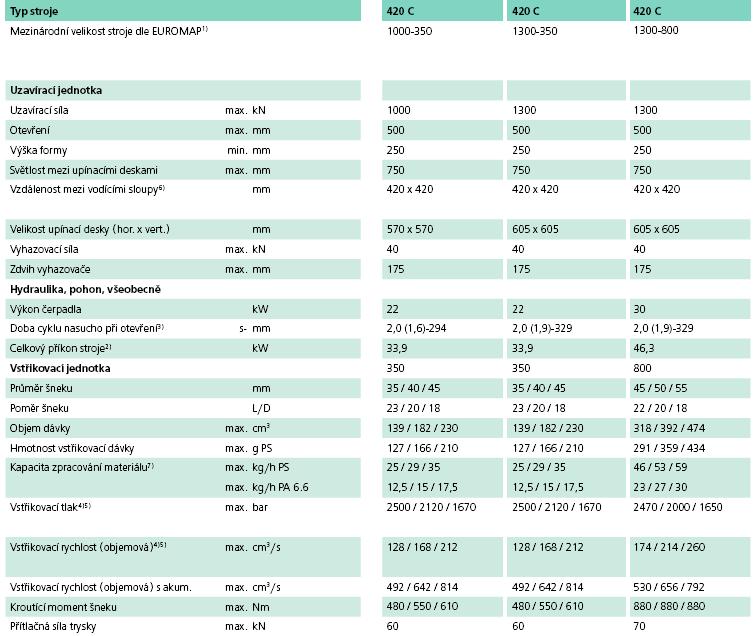
47 FSI VUT DIPLOMOVÁ PRÁCE List 47 Volba vstřikovacího stroje Pro volbu vstřikovacího stroje je rozhodujícím parametrem uzavírací síla Fp, která zajišťuje formu v uzavřené poloze po celou dobu vstřikovacího procesu, aniţ by došlo k jejímu otevření vlivem vysokých vnitřních tlaků ve formě. Vstřikovací stroj musí však vyhovovat i jiným parametrům, např. plastikační kapacitě, objemu dávky, vstřikovací rychlosti, průměru šneku aj. Z hlediska vypočtených hodnot volím pro výrobu zátky z plastu, při násobnosti formy n 4 vstřikovací stroj od firmy ARBURG: Allrounder 420C T Parametry vstřikovacího stroje: uzavírací síla 1300 kn plastikační kapacita 23 kg / hod vstřikovací kapacita 318 cm3 průměr šneku 45 mm Ostatní parametry jsou uvedeny v příloze viz. příloha 2. Obr Vstřikovací stroj Allrounder 420C [3]
48 FSI VUT DIPLOMOVÁ PRÁCE List Desky vstřikovací formy Desky formy jsou vyrobeny z oceli , přičemţ vloţka tvárníku a tvárnice z oceli Forma je upnuta na lis pomocí upínek, coţ umoţňuje pouţití formy i na jiné vstřikovací lisy Ocel Jedná se o materiál, který se označuje dle ČSN a ve většině případů se pouţívá v dodávaném ţíhaném stavu. Dostatečnou tvrdost lze dosáhnout zakalením, ocel není náchylná na kalící trhliny. Vyznačuje se vysokou houţevnatostí, pevností a odolností vůči rázům při dostatečné povrchové tvrdosti (tvrdý povrch houţevnaté jádro). Má velmi dobrou obrobitelnost v ţíhaném stavu a dobře se tváří za tepla. Při svařování je nutný předehřev na 120 aţ 320 C. Mechanické vlastnosti: - pevnost 640 aţ 700 MPa - tvrdost ve stavu ţíhaném na měkko max. 190 HB - dosaţitelná tvrdost po kalení 58 HRC Tepelné zpracování: Ţíhaní normalizační C Ţíhání na měkko C Ţíhání ke sníţení pnutí C Kalící teplota C Kalící médium voda, olej Teplota popouštění C Chemické sloţení: C Si Mn P max S max 0,40-0,50 0,15-0,40 0,60-0,80 0,035 0,035
49 FSI VUT DIPLOMOVÁ PRÁCE List Ocel Jedná se o materiál, který se označuje dle ČSN a vyznačuje se velmi dobrými pevnostními vlastnostmi za tepla. Ocel má dobrou tepelnou vodivost, odolnost k tvorbě trhlin za tepla a malou citlivost na prudké změny teploty (umoţňuje chlazení vodou). Ocel má dobrou obrobitelnost, je dobře leštitelná a vhodná k nitridaci. Má obzvláště dobrou kalitelnost na vzduchu a ve vakuu. Mechanické vlastnosti: - pevnost 750 MPa - tvrdost ve stavu ţíhaném na měkko max. 230 HB - dosaţitelná tvrdost po kalení 54 HRC Tepelné zpracování: Ţíhání na měkko C Ţíhání ke sníţení pnutí C Kalící teplota C Kalící médium olej, vzduch Teplota popouštění C Chemické sloţení: C Si Mn P max S max Cr Mo V 0,36-0,42 0,90-1,20 0,30-0,50 0,030 0,030 4,80-5,50 1,10-1,40 0,25-0, Návrh temperačního systému Temperační systém je soustava kanálů a chladících systémů, kterými proudí médium a udrţuje teplotu formy na poţadované teplotě. Proces temperování je nutné optimalizovat, coţ znamená zvolit správné rozmístění kanálů, jejich průměr, rychlosti proudění a nastavení temperančního média. Teplota temperačního média a jeho průtok se v dnešní době určuje pomocí simulačního softwaru (CADMOULD 3D-F, aj.).




50 FSI VUT DIPLOMOVÁ PRÁCE List Temperační systém pevné strany formy Temperační systém pevné strany formy je řešen jako soustava kanálů, kterými protéká médium (voda) Temperační systém pohyblivé strany formy Temperační systém pohyblivé strany formy je řešen pomocí chladících trysek od firmy Meusburger, do kterých je přiváděno médium (voda).
. Odvzdušňovací kanálky by neměly způsobovat přetoky na výlisku.")

51 FSI VUT DIPLOMOVÁ PRÁCE List Návrh odvzdušnění formy Místa odvzdušnění lze u jednoduchých výlisků určit ze zkušenosti konstruktéra. U komplikovaných výlisků, s více vtoky, nutno zajistit pomocí simulačních metod, analýzou plnění (Mold Flow, Cadmould). Odvzdušňovací kanálky by neměly způsobovat přetoky na výlisku. Praxí byly získány následující dimenze odvzdušňovacích kanálků, dle materiálu a jeho viskozity: PS do 0,05 mm PBT do 0,03 mm PE, PP do 0,04 mm PC do 0,05 mm PA 0,02-0,03 mm PMMA do 0,05 mm POM do 0,04 mm Sklem plněné plasty od 0,04 do 0,07 mm [13] Pro materiál Ultramid A3WG3, který je plněný sklem a je pouţit v této práci, je optimální zvolit hloubku odvzdušnění 0,05 mm. Odvzdušnění bude po obvodě vnějšího průměru všech částí vloţky tvárníku dle výstřiku, o šířce 10 mm a vyvedeno v dělící rovině formy. Vzhledem k pouţití vstřikovací formy s vyhřívanou vtokovou soustavou, při daném výstřiku a jeho umístění při vstřikování, není však zřejmé, zda bude odvzdušnění potřebné. 8.7 Vyhazování výstřiku Vyhazovací systémy forem slouţí k vyhození výstřiku a svojí funkcí by měly zajišťovat převáţně automatický výrobní cyklus. Při ochlazení výstřiku dochází ke smrštění a výstřik ulpívá na tvarové části formy. Umístění dílce musí být tedy navrţeno tak, aby zůstal na pohyblivé části formy, při odsunutí od pevné. Následně dojde k pohybu vyhazovacího systému vpřed a výstřik je vyhozen do skladovacího prostoru. Při vyhazování výstřiku by nemělo dojít k jeho deformaci, ani k otlačení od vyhazovačů.
52 FSI VUT DIPLOMOVÁ PRÁCE List 52 9 SHRNUTÍ TECHNICKÝCH DAT Parametry vstřikování: Materiál: Ultramid A3WG3 Teplota vstřikovaného materiálu: [ C ] Teplota formy: [ C ] Střední vyhazovací teplota: 120 [ C ] Vstřikovací tlak: 90 [ MPa ] Dotlak: 60 [ MPa ] Zpětný tlak: 6 [ MPa ] Doba jednoho vstřikovacího cyklu: 25,1 [ s ] Doba vstřikování: 1,4 [ s ] Doba chlazení: 20,2 [ s ] 3 Vstřikovací kapacita: 99,1 [ cm ] Plastikační kapacita: 17,7 [ kg/hod ] Uzavírací síla: 1120 [ kn ] Průměr šneku: 45 [ mm ] Otáčky šneku: 254,7 [ 1 min ] 3 Vstřikovací rychlost: 67,6 [ cm / s ] Dráha pohybu šneku: 59,5 [ mm ] Parametry vstřikovacího stroje: Uzavírací síla: 1300 [ kn ] Vstřikovací kapacita: [ cm ] Plastikační kapacita: 23 [ kg/hod ] Vstřikovací tlak: 247 [ MPa ] Vstřikovací rychlost: 174 [ cm / s ]
53 FSI VUT DIPLOMOVÁ PRÁCE List TECHNICKO-EKONOMICKÉ ZHODNOCENÍ VÝROBY Vstupní hodnoty potřebné k výpočtu nákladů na výrobu: Tab. 9 Cena materiálu (granulát) Ultramid A3WG3 Název materiálu mnoţství kg mnoţství - 1 t mnoţství - 2 t mnoţství - 3 t mnoţství - 5 t Ultramid A3WG3 černý ,55 3,50 3,48 3,30 Jedná se o cenu v za 1kg. Cena se liší dle mnoţství odběru (čím větší je odběr, tím niţší je cena). Směnný kurz dni je 27,550 Kč. velikost série N [Ks] cena elektrické energie Ce 3,5 [Kč / kw] příkon stroje Ps 46,3 [kw] hrubá mzda dělníka Nd 180 [Kč / hod] hmotnost výstřiku m 27,7 [g] koeficient opotřebení stroje k 0,8 [-] násobnost formy nt 4 [-] doba vstřikovacího cyklu tc 25,1 [sek.] Potřebné mnoţství materiálu pro velikost série ks: m 27,7 M N kg (19) Pro velikost série N = ks je potřeba objednat: 3 5t 15000kg 3, t 2000kg 3, Cena materiálu za 1kg: C m , (20) Cena materiálu za 1kg činní 3,324 27,550Kč 91,58Kč. Cm = 91,58 Kč
54 FSI VUT DIPLOMOVÁ PRÁCE List 54 Náklady za materiál na jeden výstřik: m 27,7 N m Cm 91,58 2, 54Kč (21) Náklady za materiál pro celou sérii: Nc Nm N 2, Kč (22) Náklady hodinového provozu stroje: N PS Ce 46,3 3,5 202, Kč (23) k 0,8 S 6 Čas potřebný k výrobě celé série: T tc 0, N , hod (24) n 4 celk 8 T Náklady na provoz stroje pro celou sérii: Ncs NS Tcelk 202,6 1045, Kč (25) Náklady na výrobu formy: Forma pro vstřikování plastů se skládá z mnoha částí a odhadovaná cena nákladů na výrobu činní přibliţně Kč. N f Kč (26)
55 FSI VUT DIPLOMOVÁ PRÁCE List 55 Celkové náklady na výrobu celé série: N i N N N N T ) (27) f cs c ( d celk N i ( ,8) Kč Celkové náklady na jeden výstřik: N Ni , Kč (28) N vys 79 Celkové náklady na výrobu celé série činní Kč, přičemţ náklady na výrobu jednoho kusu činní 3,79 Kč.
56 FSI VUT DIPLOMOVÁ PRÁCE List 56 ZÁVĚR Úkolem této diplomové práce bylo navrhnout výrobu zátky z plastu technologií vstřikování do forem. Pro tento výrobek jsem pouţil materiál PA66- GF15 od firmy BASF, který má výrobní označení Ultramid A3WG3. Při konstrukci formy jsem vycházel ze zpracovatelských parametrů plastu a předpokládaných výrobních podmínek. Pro technologii vstřikování plastů do forem byla navrţena čtyřnásobná vstřikovací forma s horkou vtokovou soustavou, která je pro zadaný plastový dílec nejvhodnější. Forma se skládá z dílů, které nabízí firma Meusburger, Synventive a Hasco. Dále je v této práci zvolen vstřikovací stroj od firmy Arburg, který nejvíce vyhovuje poţadavkům pro zpracování plastového dílce. Jedná se o vstřikovací stroj Allrounder 420C Výroba plastového dílce je na závěr podloţena technicko-ekonomickým zhodnocením.
57 FSI VUT DIPLOMOVÁ PRÁCE List 57 SEZNAM POUŢITÝCH ZDROJŮ [1] ČERNÁ, B. - GREGOR, R.: Úvod do technologie plastů. Brno, 1987 [2] DLUHOŠ, J.: Materiály a technologie. Plasty a vybrané nekovové materiály. Praha, ISBN [3] [4] [5] [6] plasty/obsah_plasty.htm [7] [8] KOLAŘIKOVÁ, J. - LENCOVÁ, H.: Polotovary a výrobky z plastických hmot. Praha, ISBN [9] Kolektiv autorů: Stroje pro zpracování plastů ČSVTS. Brno, ISBN [10] Kolektiv autorů: Vyuţití technologie vstřikování plastů ve strojírenství ČSVTS. České Budějovice, ISBN [11] KOLOUCH, J.: Strojní součásti z plastů SNTL. Praha, ISBN [12] KOLOUCH, J.: Strojírenské výrobky z plastů vyráběné vstřikováním SNTL. Praha, ISBN [13] ŘEHULKA, Z.: Konstrukce výlisků a forem pro zpracování plastů. Brno, ISBN
58 FSI VUT DIPLOMOVÁ PRÁCE List 58 SEZNAM POUŢITÝCH ZKRATEK A SYMBOLŮ Zkratka/Symbol Jednotka Popis Aproj 2 [ cm ] Plocha průmětu tvarové dutiny do dělící roviny formy aeff Cm [ mm / s ] [Kč] Měrná teplotní vodivost Cena materiálu Ce [Kč/kW] Cena elektrické energie Cv 3 [ cm ] Vstřikovací kapacita vstřikovacího stroje Cp [kg/hod] Plastikační kapacita vstřikovacího stroje Ds [mm] Průměr šneku vstřikovacího stroje Fp [kn] Uzavírací síla vstřikovacího stroje fc [mm] Celková dráha toku taveniny K [-] Faktor vyuţití času Kf [MPa/mm] Faktor schopnosti tečení taveniny plastu k [-] Koeficient opotřebení stroje Ls [mm] Délka dráhy pohybu šneku M m [kg] [g] Mnoţství materiálu Hmotnost plastového dílce N [ks] Velikost výrobní série Nc [Kč] Náklady za materiál pro celou sérii Ncs [Kč] Náklady na provoz stroje pro celou sérii Nd [Kč/hod] Hrubá mzda dělníka Nf [Kč] Náklady na výrobu formy Ni [Kč] Celkové náklady na výrobu celé série Nm [Kč] Náklady za materiál na jeden výstřik Nvys [Kč] Celkové náklady na jeden výstřik nt [-] Termínová násobnost formy Ps [kw] Příkon stroje pd [MPa] Dotlak pf [MPa] Plnící tlak minimální pv [MPa] Vstřikovací tlak doporučený pz [MPa] Zpětný tlak Sv 2 [ mm ] Plošný obsah plastového dílce Tcelk TE TM Tp TW t1 t2 t3 t4 [hod] [ C] [ C] [hod] [ C] [s] [s] [s] [s] Čas potřebný k výrobě celé série Střední vyhazovací teplota Teplota taveniny Termín dodání Teplota formy Doba uzavření formy Doba přisunutí vstřikovací jednotky Doba otevření formy a vyhození výstřiku Prodleva
59 FSI VUT DIPLOMOVÁ PRÁCE List 59 tc tk tv V D V V v v s [s] [s] [s] 3 [ cm ] 3 [ mm ] [ m / s ] [ cm 3 / s ] 3 [ g / cm ] Celková doba jednoho vstřikovacího cyklu Doba chlazení Doba vstřikování Velikost dávky taveniny Objem plastového dílce Max. obvodová rychlost šneku pro plastikaci taveniny Vstřikovací rychlost Hustota pouţitého plastu
60 FSI VUT DIPLOMOVÁ PRÁCE List 60 SEZNAM VÝKRESŮ DP 0 5O60 00 DP 1 5O60 01 DP 2 5O60 02 DP 4 5O60 03 Sestava vstřikovací formy Výrobní výkres vloţky tvárníku Výrobní výkres vloţky tvárnice Výkres součástky
61 FSI VUT DIPLOMOVÁ PRÁCE List 61 SEZNAM PŘÍLOH Příloha 1 Materiálový list Příloha 2 Vstřikovací stroj Allrounder 420C Příloha 3 Vstřikovací systém s kluznými tryskami
62 Příloha 1
63 Příloha 2
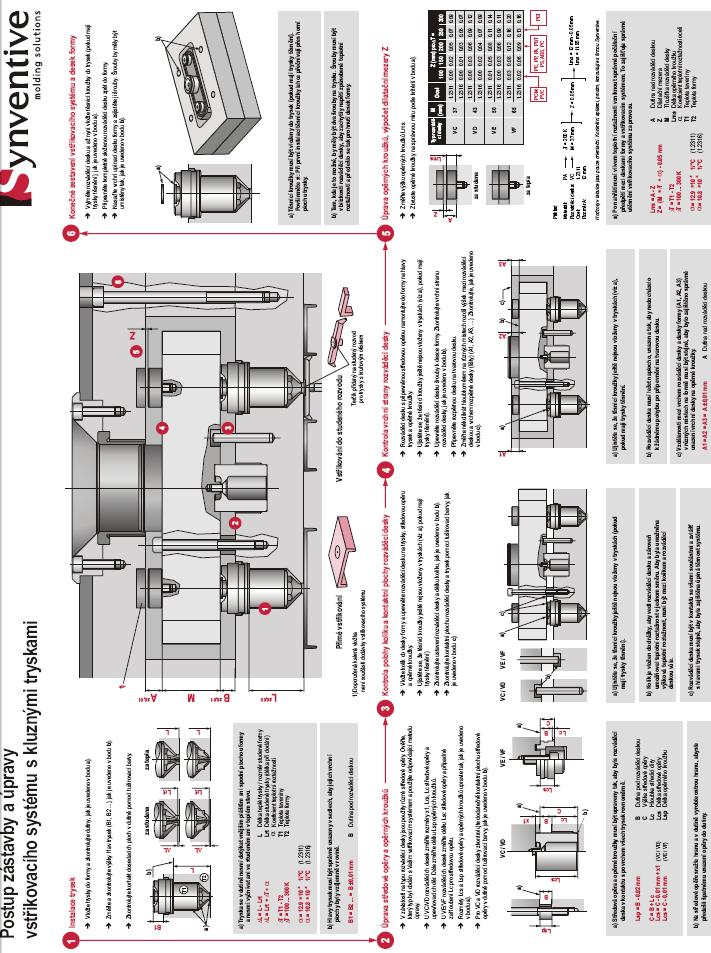
64 Příloha 3
Laboratorní cvičení z p ř edmětu. Úloha č. 2. Vstřikování
 Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Výroba polotovarů z plastů
 Výroba polotovarů z plastů Vlastnosti - Jsou to moderní materiály stále více pouţívány ve strojírenství - Lehké, odolné proti korozi, el. nevodivé, snadno zpracovatelné, někdy recyklovatelné - Základní
Výroba polotovarů z plastů Vlastnosti - Jsou to moderní materiály stále více pouţívány ve strojírenství - Lehké, odolné proti korozi, el. nevodivé, snadno zpracovatelné, někdy recyklovatelné - Základní
Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO
 Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů
 Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Tvářené díly z kovů a plastů (tváření kovů a plastů)
") Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
VSTŘIKOVACÍ FORMY 1. vtoková soustava
 VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Pracovní stáž Univerzita Tomáše Bati ve Zlíně
 Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Struktura polymerů. Příprava (výroba).struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.
.struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.") Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
Popis technologie tvarování
 Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: PROCES VÝVOJE VSTŘIKOVANÉHO DÍLU (2. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 4. a 5. hodina; od 10:55
Akce: Přednáška, KA 5 Téma: PROCES VÝVOJE VSTŘIKOVANÉHO DÍLU (2. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 4. a 5. hodina; od 10:55
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY PLASTOVÉ PÁČKY
 BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOG NÁVRH TECHNOLOGIE VÝROBY PLASTOVÉ PÁČKY DESIGN OF MANUFACTURING
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOG NÁVRH TECHNOLOGIE VÝROBY PLASTOVÉ PÁČKY DESIGN OF MANUFACTURING
Plasty. Základy materiálového inženýrství. Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010
 Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
Tvorba 3D modelu vstřikovací formy. Jan Vykydal
 Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
TÉMATICKÉ OKRUHY KE SZZ 2013/14 ING PLASTIKÁŘSKÁ TECHNOLOGIE
 TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
VLASTNOSTI VLÁKEN. 3. Tepelné vlastnosti vláken
 VLASNOSI VLÁKEN 3. epelné vlastnosti vláken 3.. Úvod epelné vlastnosti vláken jsou velice důležité, neboť jsou rozhodující pro volbu vhodných parametrů zpracování i použití vláken. Závisí na chemickém
VLASNOSI VLÁKEN 3. epelné vlastnosti vláken 3.. Úvod epelné vlastnosti vláken jsou velice důležité, neboť jsou rozhodující pro volbu vhodných parametrů zpracování i použití vláken. Závisí na chemickém
KONSTRUKCE FOREM PRO VÝROBKY SE ZÁLISKY SVOČ FST. Autor: Vikuk Jan Západočeská univerzita v Plzni Vol. Čechů, 2735, Ţatec Česká republika
 KONSTRUKCE FOREM PRO VÝROBKY SE ZÁLISKY SVOČ FST Autor: Vikuk Jan Západočeská univerzita v Plzni Vol. Čechů, 2735, Ţatec Česká republika ABSTRAKT Přiblíţení tématiky vstřikování plastů. Zpracování tématiky
KONSTRUKCE FOREM PRO VÝROBKY SE ZÁLISKY SVOČ FST Autor: Vikuk Jan Západočeská univerzita v Plzni Vol. Čechů, 2735, Ţatec Česká republika ABSTRAKT Přiblíţení tématiky vstřikování plastů. Zpracování tématiky
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
Nauka o materiálu. Přednáška č.13 Polymery
 Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT. www.terplastics.com www.tergroup.com
 TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
Plastové obaly v potravinářství
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Plasty. Charakteristika a rozdělení plastů. Rozdělení :
 Plasty Charakteristika a rozdělení plastů Plasty jsou makromolekulární organické sloučeniny, které se skládají z tisíce atomů, především uhlíku a vodíku a mají specifické vlastnosti jako jsou korozivzdornost,
Plasty Charakteristika a rozdělení plastů Plasty jsou makromolekulární organické sloučeniny, které se skládají z tisíce atomů, především uhlíku a vodíku a mají specifické vlastnosti jako jsou korozivzdornost,
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 2015
 NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY TECHNOLOGIE VÝROBY PLASTOVÉHO KONTEJNERU NA NÁBOJE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
VSTŘIKOVACÍ FORMY vtoková soustava
 VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Vybrané polymerní materiály a jejich aplikace
 INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Ing. Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Vydalo
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Ing. Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Vydalo
Polymery lze rozdělit podle několika kritérií. Podle původu rozlišujeme polymery přírodní a syntetické. Přírodní polymery jsou:
 MAKROMOLEKULÁRNÍ LÁTKY (POLYMERY) Makromolekuly jsou molekulové systémy složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců. Tyto řetězce tvoří pravidelně se opakující části,
MAKROMOLEKULÁRNÍ LÁTKY (POLYMERY) Makromolekuly jsou molekulové systémy složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců. Tyto řetězce tvoří pravidelně se opakující části,
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Konstrukce vstřikovací formy. Jiří Knot
 Konstrukce vstřikovací formy Jiří Knot Bakalářská práce 2008 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro vybraný
Konstrukce vstřikovací formy Jiří Knot Bakalářská práce 2008 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro vybraný
Vlastnosti tepelné odolnosti
 materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRCH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRCH TECHNOLOGIE
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
Kompozity s termoplastovou matricí
 Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
Konstrukce vstřikovací formy pro vstřikování elastomerů. Bc. Adam Škrobák
 Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Vstřikování plastů. plasty, formy, proces. Evropský sociální fond Praha a EU Investujeme do vaší budoucnosti
 Vstřikování plastů plasty, formy, proces SPŠ Praha 10, Na Třebešíně 2299 2 OBSAH PLASTY 1. Historie plastů 4 2. Dělení plastů 5 3. Plasty pro vstřikovací lisy 6 4. Výrobky z plastů (obr.) 7 VSTŘIKOVACÍ
Vstřikování plastů plasty, formy, proces SPŠ Praha 10, Na Třebešíně 2299 2 OBSAH PLASTY 1. Historie plastů 4 2. Dělení plastů 5 3. Plasty pro vstřikovací lisy 6 4. Výrobky z plastů (obr.) 7 VSTŘIKOVACÍ
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Konstrukce vstřikovací formy pro PC ventilátor. Radim Sedlář
 Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
Matrice. Inženýrský pohled. Josef Křena Letov letecká výroba, s.r.o. Praha 9
 Matrice Inženýrský pohled Josef Křena Letov letecká výroba, s.r.o. Praha 9 Termosety pro náročnější aplikace Epoxi - použití do 121 C, v různé formě, aditiva termoplastu nebo reaktivní pryže k omezení
Matrice Inženýrský pohled Josef Křena Letov letecká výroba, s.r.o. Praha 9 Termosety pro náročnější aplikace Epoxi - použití do 121 C, v různé formě, aditiva termoplastu nebo reaktivní pryže k omezení
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Konstrukce vstřikovací formy. Adam Škrobák
 Konstrukce vstřikovací formy Adam Škrobák Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro zadaný plastový výrobek. První část je teoretická, která se zabývá
Konstrukce vstřikovací formy Adam Škrobák Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro zadaný plastový výrobek. První část je teoretická, která se zabývá
ČSN EN ISO 472 ČSN EN ISO
 Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
PMC - kompozity s plastovou matricí
 PMC - kompozity s plastovou matricí Rozdělení PMC PMC částicové vláknové Matrice elastomer Matrice elastomer Matrice termoplast Matrice termoplast Matrice reaktoplast Matrice reaktoplast Částice v polymeru
PMC - kompozity s plastovou matricí Rozdělení PMC PMC částicové vláknové Matrice elastomer Matrice elastomer Matrice termoplast Matrice termoplast Matrice reaktoplast Matrice reaktoplast Částice v polymeru
POLOTOVARY Z PLASTŮ A JEJICH ÚPRAVA
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha
 Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha Názvosloví páry Pro správné pochopení funkce parních systémů musíme znát základní pojmy spojené s párou. Entalpie Celková energie, příslušná danému
Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha Názvosloví páry Pro správné pochopení funkce parních systémů musíme znát základní pojmy spojené s párou. Entalpie Celková energie, příslušná danému
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT"
 VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT" PRODUCTION OF SINGLE PARTS "SPACEING COVER" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jakub PŠENKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Ladislav ŽÁK, Ph.D. BRNO 2014
VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT" PRODUCTION OF SINGLE PARTS "SPACEING COVER" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jakub PŠENKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Ladislav ŽÁK, Ph.D. BRNO 2014
Digitální prototyp při vstřikování plastů II
 Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
NÁVRH TECHNOLOGIE VÝROBY PLASTOVÉHO KRYTU ELEKTROPŘÍSTROJE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
2. DOPRAVA KAPALIN. h v. h s. Obr. 2.1 Doprava kapalin čerpadlem h S sací výška čerpadla, h V výtlačná výška čerpadla 2.1 HYDROSTATICKÁ ČERPADLA
 2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2
 1 OVĚŘENÁ TECHNOLOGIE typ aplikovaného výstupu Z vzniklý za podpory projektu TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2 OVĚŘENÁ TECHNOLOGIE - ZPRÁVA KSP-2015-Z-OT-02 ROK 2015 Autor: Ing.
1 OVĚŘENÁ TECHNOLOGIE typ aplikovaného výstupu Z vzniklý za podpory projektu TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2 OVĚŘENÁ TECHNOLOGIE - ZPRÁVA KSP-2015-Z-OT-02 ROK 2015 Autor: Ing.
VÝHODY A NEVÝHODY PNEUMATICKÝCH MECHANISMŮ
 VÝHODY A NEVÝHODY PNEUMATICKÝCH MECHANISMŮ Výhody: medium (vzduch) se nachází všude kolem nás možnost využití centrální výroby stlačeného vzduchu v závodě kompresor nemusí pracovat nepřetržitě (stlačený
VÝHODY A NEVÝHODY PNEUMATICKÝCH MECHANISMŮ Výhody: medium (vzduch) se nachází všude kolem nás možnost využití centrální výroby stlačeného vzduchu v závodě kompresor nemusí pracovat nepřetržitě (stlačený
Konstrukce vstřikovací formy pro výrobu poklice automobilu. Bc. David Svozil
 Konstrukce vstřikovací formy pro výrobu poklice automobilu Bc. David Svozil Diplomová práce 2013 ABSTRAKT Diplomová práce obsahuje dvě části; teoretickou a praktickou část. Teoretická část popisuje
Konstrukce vstřikovací formy pro výrobu poklice automobilu Bc. David Svozil Diplomová práce 2013 ABSTRAKT Diplomová práce obsahuje dvě části; teoretickou a praktickou část. Teoretická část popisuje
Vstřikování. Základní parametry vstřikovacího stroje: Maximální vstřikovaný objem výstřiku ( cm 3 ), popř. v
, popř. v") Vstřikování Vstřikování cyklický tvářecí proces, při kterém se materiál v plastickém stavu vstřikuje vysokou rychlostí do uzavřené, temperované dutiny formy. Provádí se ve vstřikovacím stroji. Základní
Vstřikování Vstřikování cyklický tvářecí proces, při kterém se materiál v plastickém stavu vstřikuje vysokou rychlostí do uzavřené, temperované dutiny formy. Provádí se ve vstřikovacím stroji. Základní
Ţijeme v době plastové
 České vysoké učení technické v Praze Fakulta strojní Ústav materiálového inţenýrství Karlovo nám. 13 121 35 Praha 2 Ţijeme v době plastové Zdeňka Jeníková ISTORIE 12. století Anglie, cech zpracovatelů
České vysoké učení technické v Praze Fakulta strojní Ústav materiálového inţenýrství Karlovo nám. 13 121 35 Praha 2 Ţijeme v době plastové Zdeňka Jeníková ISTORIE 12. století Anglie, cech zpracovatelů
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
NAMÁHÁNÍ NA KRUT NAMÁHÁNÍ NA KRUT
 Φd Předmět: Ročník: Vytvořil: Datum: MECHANIKA DRUHÝ ŠČERBOVÁ M. PAVELKA V. 8. KVĚTNA 2013 Název zpracovaného celku: NAMÁHÁNÍ NA KRUT NAMÁHÁNÍ NA KRUT KRUT KRUHOVÝCH PRŮŘEZŮ Součást je namáhána na krut
Φd Předmět: Ročník: Vytvořil: Datum: MECHANIKA DRUHÝ ŠČERBOVÁ M. PAVELKA V. 8. KVĚTNA 2013 Název zpracovaného celku: NAMÁHÁNÍ NA KRUT NAMÁHÁNÍ NA KRUT KRUT KRUHOVÝCH PRŮŘEZŮ Součást je namáhána na krut
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015
 POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
Sklářské a bižuterní materiály 2005/06
 Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Konstrukce vstřikovací formy pro výrobu plastového dílu. Lukáš Mach
 Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Runnerless Molding Solutions
 Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Makromolekulární látky
 Makromolekulární látky Učební texty k výuce chemie školní rok 2016/2017 Makromolekuly látky složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců látky s velkou relativní molekulovou
Makromolekulární látky Učební texty k výuce chemie školní rok 2016/2017 Makromolekuly látky složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců látky s velkou relativní molekulovou
18MTY 9. přenáška polymery 2
 18MTY 9. přenáška polymery 2 Zkouškové okruhy Důležité vazby v polymerech Nejvýznamnější a nejvíce vyráběné polymery Co rozumíme pod pojmem konfigurace? Je konfigurace z chemického hlediska trvalá? Vysvětlete
18MTY 9. přenáška polymery 2 Zkouškové okruhy Důležité vazby v polymerech Nejvýznamnější a nejvíce vyráběné polymery Co rozumíme pod pojmem konfigurace? Je konfigurace z chemického hlediska trvalá? Vysvětlete
Vlastnosti tepelné odolnosti
 Tepelné odolnosti ARPRO je velmi všestranný materiál se širokou řadou aplikací (automobilový průmysl, stavebnictví, vzduchotechnika, bytové zařízení, hračky ) a pro většinu z nich je důležitou vlastností
Tepelné odolnosti ARPRO je velmi všestranný materiál se širokou řadou aplikací (automobilový průmysl, stavebnictví, vzduchotechnika, bytové zařízení, hračky ) a pro většinu z nich je důležitou vlastností
Konstrukční návrh formy pro mikrovstřikování. Radek Mikel
 Konstrukční návrh formy pro mikrovstřikování Radek Mikel Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením formy pro mikrovstřikování pro plastový díl. Celá práce
Konstrukční návrh formy pro mikrovstřikování Radek Mikel Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením formy pro mikrovstřikování pro plastový díl. Celá práce
NÁVRH TECHNOLOGIE VÝROBY SVORKOVNICE PŘÍSTROJE Z PLASTU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Konstrukce vstřikovací formy. Lukáš Novosad
 Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
Technologie zpracování plastů a kompozitů. Vstřikovaní plastů technologie
 2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
TECHNOLOGIE VÝROBY PLASTOVÉHO NÁSTAVCE SE ZÁVITEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Nastavení optimálního procesu vstřikování pro plněné termoplasty. Bc. Michal Koubek
 Nastavení optimálního procesu vstřikování pro plněné termoplasty Bc. Michal Koubek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem různých typů plniv, s různým tvarem částic a různou
Nastavení optimálního procesu vstřikování pro plněné termoplasty Bc. Michal Koubek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem různých typů plniv, s různým tvarem částic a různou
Trubky HDPE pro uložení a ochranu optických kabelů
 Trubky HDPE pro uložení a ochranu optických kabelů Použití pro ukládání optických kabelů, poskytují optickým kabelům mechanickou a chemickou ochranu. Možnost výměny již vložené kabeláže. Jsou určeny zejména
Trubky HDPE pro uložení a ochranu optických kabelů Použití pro ukládání optických kabelů, poskytují optickým kabelům mechanickou a chemickou ochranu. Možnost výměny již vložené kabeláže. Jsou určeny zejména
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Konstrukční návrh vstřikovací formy. Bc. Tomáš Gergela
 Konstrukční návrh vstřikovací formy Bc. Tomáš Gergela Diplomová práce 2009/2010 ABSTRAKT Cílem diplomové práce je zkonstruování dvou variant vstřikovacích forem s odlišnou násobností určenýma pro výrobu
Konstrukční návrh vstřikovací formy Bc. Tomáš Gergela Diplomová práce 2009/2010 ABSTRAKT Cílem diplomové práce je zkonstruování dvou variant vstřikovacích forem s odlišnou násobností určenýma pro výrobu
NÁVRH TECHNOLOGIE VÝROBY AUTOKOBERCE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Plasty A syntetická vlákna
 Plasty A syntetická vlákna Plasty Nesprávně umělé hmoty Makromolekulární látky Makromolekuly vzniknou spojením velkého množství atomů (miliony) Syntetické či přírodní Známé od druhé pol. 19 století Počátky
Plasty A syntetická vlákna Plasty Nesprávně umělé hmoty Makromolekulární látky Makromolekuly vzniknou spojením velkého množství atomů (miliony) Syntetické či přírodní Známé od druhé pol. 19 století Počátky
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Bakalářská práce. Jan Suldovský
 Bakalářská práce Jan Suldovský Bakalářská práce 2014 ABSTRAKT Tato bakalářská práce se věnuje konstrukci formy. Teoretická část se zabývá vstřikováním dílců z plastu. Jsou zde popsány vstřikovací stroje
Bakalářská práce Jan Suldovský Bakalářská práce 2014 ABSTRAKT Tato bakalářská práce se věnuje konstrukci formy. Teoretická část se zabývá vstřikováním dílců z plastu. Jsou zde popsány vstřikovací stroje
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI. Doc. ing. Jaromír LEDERER, CSc.
 POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
Injecto-Flo Pístové rozdělovače pro olej a plastické mazivo
 CENTRÁLNÍ MAZACÍ TECHNIKA Injecto-Flo Pístové rozdělovače pro olej a plastické mazivo Pístové rozdělovače dávkují a rozvádějí olej nebo plastické mazivo dopravovaný cyklicky nebo trvale ovládaným čerpadlem.
CENTRÁLNÍ MAZACÍ TECHNIKA Injecto-Flo Pístové rozdělovače pro olej a plastické mazivo Pístové rozdělovače dávkují a rozvádějí olej nebo plastické mazivo dopravovaný cyklicky nebo trvale ovládaným čerpadlem.
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA POLYTECHNICKÁ COP ZLÍN ODBORNÁ STÁŽ V
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA POLYTECHNICKÁ COP ZLÍN ODBORNÁ STÁŽ V Jakub Šimek 4.A 1/2012 Obsah: strana 1.0 - Úvod 2 2.0 Univerzita Tomáše Bati...... 2 3.0 Vstřikování...... 3 4.0 Vyfukování...... 4 5.0 Vakuové
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA POLYTECHNICKÁ COP ZLÍN ODBORNÁ STÁŽ V Jakub Šimek 4.A 1/2012 Obsah: strana 1.0 - Úvod 2 2.0 Univerzita Tomáše Bati...... 2 3.0 Vstřikování...... 3 4.0 Vyfukování...... 4 5.0 Vakuové
Sušení plastů SUŠENÍ V SUŠÁRNÁCH. podle oběhového systému: s přetržitým provozem
 vlhkost teplota Sušení plastů Dělení sušáren: podle uspořádání procesu podle oběhového systému: s přetržitým provozem uzavřený oběh s nepřetržitým provozem (např. válcová sušárna s vytápěnými válci) otevřený
vlhkost teplota Sušení plastů Dělení sušáren: podle uspořádání procesu podle oběhového systému: s přetržitým provozem uzavřený oběh s nepřetržitým provozem (např. válcová sušárna s vytápěnými válci) otevřený