, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Frézy a hoblovací hlavy
|
|
|
- Robert Valenta
- před 6 lety
- Počet zobrazení:
Transkript

1 , Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Frézy a hoblovací hlavy Předmět: Nástroje a procesy obrábění
2 strana 2 Obsah přednášky Úvod 1. Rozdělení frézovacích nástrojů 2. Válcové frézování 3. Profilové a kuželové frézování 4. Čelní frézování
.")

3 strana 3 Úvod - historie Nejstarší záznamy o frézovacích (soustružnických) strojích v technických návrzích pochází z přelomu 15. a 16. století od Leonarda da Vinci, viz. obr. 1. Roku 1777 byla vynalezena rovinná frézka s otáčejícím se nožovým hřídelem a v roce 1793 byl patentována rotující frézovací hlava (válec). Následně roku 1806 byla poprvé v Londýně použita frézka na dřevo (patent Brunel). Jedna z nejstarších frézek 1818 měla již všechny základní části současných frézek. Její stojan byl ovšem velmi nízký, byl zhotoven ze dřeva a byl podepřen, tenkými litinovými nohami. Hlavní rotační pohyb byl přiváděn na vřeteno v místě a, kde byl nasazenařemenice. Fréza byla upevněna v místě b. Pohyb obrobku byl odvozen od vřetena. Z kotouče 1 vedla šňůra na kotouč 2, nasazený na předlohovém hřídeli 3. Z tohoto hřídele se převáděl šroubovým soukolím (šroubem 4 a šroubovým kolem 5) na ozubené kolo Š (stůl není vyobrazen).
4 Frézovaní - hoblování Po řezání, druhá nejvíce frekventovaná technologická operace Otevřené řezání šířka nástroje je větší než je šířka obráběného materiálu Jedno a více hřídelové frézky Nástroj může být součátí stroje (srovnávačky, tloušťkovačky) Samostatný frézovací nástroj (čtyřstranné frézky)

5 strana 5 Úvod - definice v c f z e v f Frézování je způsob obrábění, při kterém nositelem hlavního rotačního řezného pohybu je nástroj zvaný fréza, nositelem posuvu je obrobek. Frézovat je možné rovinné nebo zakřivené plochy, drážky, ozubení, závity a jiné. fréza (nožová hřídel) Z obrobku je frézována vrstva o tloušťce e s cykloidním indikovaným řezným pohybem se střední tloušťkou třísky h m v mezích 0 h m f z. f z posuv obrobku na zub (nůž) frézy (frézovací hlavy, nožového hřídele).
 b) Čelní frézování (frézování čelem nástroje nástrojem je čelní fréza, která má řezné hrany na čele i na obvodovém plášti.")
6 strana 6 Úvod metody frézování Z hlediska technologie je rozlišováno: a) Válcové frézování (frézování obvodem nástroje válcová nebo tvarová fréza. Osa otáčení nástroje je rovnoběžná s obráběnou plochou) b) Čelní frézování (frézování čelem nástroje nástrojem je čelní fréza, která má řezné hrany na čele i na obvodovém plášti. Osa otáčení nástroje je kolmá k obrobenému povrchu.) Od těchto základních typů frézování je dále odvozeno: c) Frézování okružní d) Planetové frézování Siklienka Kminiak, 2013

 http://ust.fme.vutbr.")
7 strana 7 Úvod okružní frézování c) Okružní frézování (Nástrojem je frézovací hlava osazená noži. Tento způsob frézování se využívá při obrábění např. dlouhých válcových tyčí a též při výrobě závitů) Siklienka Kminiak, 2013
.")
 http://ust.fme.vutbr.")
8 strana 8 Úvod planetové frézování d) Planetové frézování (je realizováno především na CNC strojích vybavených kruhovou interpolací. Je realizováno jako vnější nebo vnitřní (b). Pohyb frézy je řízen po kružnici, proto můžeme obrábět části nebo celé rotační plochy, kruhová zaoblení, vnější válcové výběžky a větší otvory)

9 strana 9 Úvod nesousledné frézování Fréza se otáčí proti posuvu obrobku, průřez třísky se postupně zvyšuje od 0 do max. hodnoty. Nevýhoda: při záběru třísky od nulové hodnoty se břit nástroje sklouzne po obráběné ploše, z toho vyplývá horší drsnost obrobené plochy. 9
10 strana 10 Úvod sousledné frézování Fréza se otáčí ve směru posuvu, průřez třísky se mění od max. hodnoty do 0. Nevýhodou sousledného frézování je max. rázové namáhání řezných hran při vstupu břitu nože do materiálu a vyšší spotřebovaný výkon Na druhé straně, je zmenšená podávací síla, protože směr hlavního řezného pohybu je sousledný se směrem podávání obrobku a lepší drsnost obrobené plochy. Řezná síla přitlačuje obrobek ke stolu, takže lze použít jednodušších upínacích přípravků. 10
 Tloušťkování jednostranné (b) a")

11 strana 11 Úvod technologické způsoby frézování V praxi je frézování velmi rozšířenou technologií obrábění dřeva za účelem: Srovnávání křivých ploch (a) Tloušťkování jednostranné (b) a dvoustranné (c) tloušťkové egalizace Čyřstranné frézování (d) Vytváření různých profilů a reliéfů. 1 nožový hřídel, v c řezná rychlost, v f posuvná rychlost Siklienka Kminiak, 2013 Vytváření ploch. křivých
12 strana 12 Úvod technologické způsoby frézování Tvarové frézování (e) Čepování (f) Frézování drážky a pera (g) Frézování spojů rybinovou frézou (h) Kopírování stopkovou frézou, vytváření křivých ploch na CNC strojích (i) Siklienka Kminiak, kotoučová fréza, 3 stopková fréza, 4 drážka, 5 - pero
13 strana 13 Vzhledem k mnohostrannému uplatnění frézování v oblasti zpracování dřeva, a k velkému rozsahu technologie frézování, se v současné době používá mnoho typů fréz. Frézy se obvykle rozdělují podle několika hledisek: A.Konstrukce B.Upínání C.Účelu použití D.Posuvu obrobku do záběru s frézou
14 strana Rozdělení fréz podle konstrukce celistvé nerozebíratelně spojené složené nástrojové komplety - např. různé typy fréz ve spojení s pilovým kotoučem. Vzhledem k mnohostrannému uplatnění frézování v oblasti zpracování dřeva, a k velkému rozsahu technologie frézování, se v současné době používá mnoho typů fréz.

 Celistvé")
 s rovným")


15 strana 15 Rozdělení fréz podle konstrukce a) Celistvé Drážkovací fréza (kružec) s rovným hřbetem a s kruhovým upínacím otvorem Stopková fréza pro cinkový ribinový spoj Dlabací fréza
")
16 b) S upnutými noži (zuby) strana 16



17 Kompaktní drážkovací frézy přímé se čtyřmi pájenými břity z HS oceli. Fréza je opatřena omezovačem třísky. Od šířky 20 mm je vyráběna s předřezy. Hokinka
18 strana Rozdělení fréz podle konstrukce Rovinné Srovnávací Tloušťkovací Profilovací Spodní Frézka Horní frézka Čtyřstranná Speciální jednoúčelové 18
19 strana 4 Stroje pro frézování - frézky Rovinné Srovnávací Tloušťkovací Profilovací Spodní Frézka Horní frézka Čtyřstranná Speciální jednoúčelové 19
 kuželové c) čelní d)")
20 strana 20 Úvod metody frézování z hlediska technologie a) válcové lienka Kminiak, 2013 b) kuželové c) čelní d) čelní-kuželové
21 strana 3 Charakteristika válcového frézování Kinematický proces frézování je shodný s řezáním pilovými kotouči. Nástroj: nožový hřídel nožová válcová hlava celistvá kotoučová fréza spirální nožové hřídele a hlavy s vyměnitelnými břitovými destičkami 21

22 strana 22 Sousledné a nesousledné frézování Fréza se otáčí ve směru posuvu, průřez třísky se mění od max. hodnoty do 0. Nevýhodou sousledného frézování je max. rázové namáhání řezných hran při vstupu břitu nože do materiálu a vyšší spotřebovaný výkon Fréza se otáčí proti posuvu obrobku, průřez třísky se postupně zvyšuje od 0 do max. hodnoty Nevýhoda: při záběru třísky od nulové hodnoty se břit nástroje sklouzne po obráběné ploše, z toho vyplývá horší drsnost obrobené plochy. Fi celková řezná síla Fci řezná síla FcNi kolmá řezná síla Ffi posuvová síla FfNi kolmá posuvová síla Na druhé straně, je zmenšená podávací síla, protože směr hlavního řezného pohybu je sousledný se směrem podávání obrobku a lepší drsnost obrobené plochy. 22


23 Frézování proces řezání f z h m f zef y y výška nerovnosti podmienka minimálnej triesky
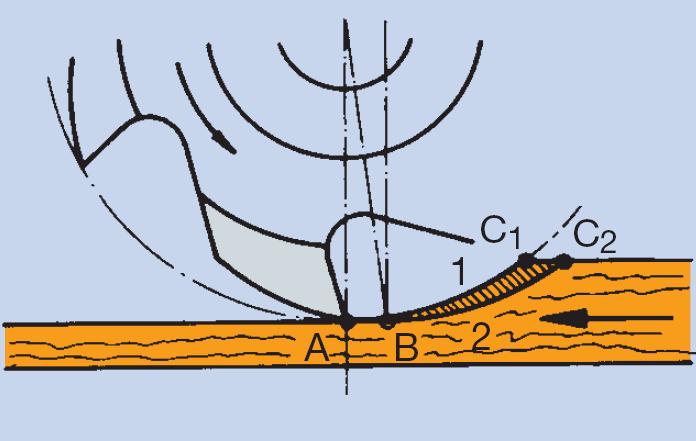
24 Frézovaní oddělovánítřísky



25 strana 4 Rovinná srovnávací frézka Dřevo je obráběno nožovým hřídelem nebo kotoučem tak, aby vznikla ucelená rovná plocha 1 zadní stůl, 2 vodicí pravítko, 3 nožový hřídel, 4 srovnávaný materiál, 5 přední stůl, 6, 11 pákový mechanizmus s výstředníky, 7 klínová řemenice, 8 nožová hrotnice, 9 klínový řemen, elektromotor



26 strana 4 Rovinná tloušťkovací frézka Frézka, která nožovým hřídelem obrábí dřevěný dílec tak, aby získal stejnou tloušťku. Frézka je vybavena strojním posuvem obrobku. 1 fréza, 2 stůl, 3 matice vřetena, 4 vřeteno, 5 rameno, 6 šroub suportu, 7 elektromotor, 8 řemenový převod 26
27 strana 4 Profilovací spodní frézka Materiál je frézován frézou upnutou na svislém vřetenu ve spodní části stroje. Frézovat je možné přímočaré i zakřivené profily 1 fréza, 2 stůl, 3 matice vřetena, 4 vřeteno, 5 rameno, 6 šroub suportu, 7 elektromotor, 8 řemenový převod 27


28 strana 4 Profilovací horní frézka Frézka, která má pracovní hřídel s nástrojem umístěným nad pracovním stolem. 1 šroub narážky suportu, 2 vedení suportu, 3 suport, 4 otočná deska, 5 elektromotor, 6 vřeteno, 7 obráběný dílec, 8 šablona, 9 vodící kolík, 10 stůl, 11 suport stolu, 12 kolečko pro výškové nastavení stolu, 13 nožní páka 28





29 strana 4 Frézka, která obrábí dílce ze čtyř stran během jednoho průchodu strojem. Může být vybavena 4-mi až 6- ti vřeteny. Profilovací čtyřstranná frézka zákryt horního vřetena 2 - zákryt levého bočního vřetena 3 - hřídel pravého bočního vřetena 4 - pneumatický válec přítlaku 5 ozubený válec mechanismu podávání 6 nožová hlava spodního vřetene


 Stroj frézuje drážky pro tuhy v")
30 strana 30 Speciální jednoúčelové frézky Frézka, která obrábí jen jeden obrobek s neměnnými rozměry (např. drážkovací stroj pro velkosériovo u výrobu tužek). DRÁŽKOVACÍ STROJ (HS Maschinenbau s.r.o.) Stroj frézuje drážky pro tuhy v připraveném sendviči.- operace 4.
![strana 19 Výpočet řezné síly při frézování m exponent Kienzleho vztahu [-] fz posuv na zub [mm/ot] z počet zubů Fc](/docs-images/91/107603624/images/31-0.jpg "řezná síla [N] n otáčky frézy z výpočet pro jeden zub Vf rychlost posuvu [m/s] kc měrná řezná síla [MPa] AD plocha")
![řezu [mm2] kc11 měrná řezná síla pro tloušťku třísky 1mm [MPa] a tloušťka třísky střední[mm] b šířka třísky [mm]](/docs-images/91/107603624/images/31-1.jpg "Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/28.")
31 strana 19 Výpočet řezné síly při frézování m exponent Kienzleho vztahu [-] fz posuv na zub [mm/ot] z počet zubů Fc řezná síla [N] n otáčky frézy z výpočet pro jeden zub Vf rychlost posuvu [m/s] kc měrná řezná síla [MPa] AD plocha řezu [mm2] kc11 měrná řezná síla pro tloušťku třísky 1mm [MPa] a tloušťka třísky střední[mm] b šířka třísky [mm] Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/

32 strana 20 Výpočet strojního času frézovacího stroje Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/


33 strana 21 Výpočet strojního času frézovacího stroje Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/

34 strana 25 Válcové frézování Jmenovitá tloušťka třísky Maximální velikost jmenovité tloušťky třísky h i =f (ϕ i )=f z. sinϕ i hmax =f z. sinϕmax =f z. 2 D DH H 2 Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
35 strana 26 Válcové frézování Jmenovitý průřez třísky A Di = h i.a p = f z. a p. sinϕ i Maximální velikost jmenovitého průřezu třísky A Dmax = h max.a p = f z. a p. sinϕ max Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
36 strana 28 Válcové frézování F ci = k ci. A Di = k ci. a p. f z. sinϕ i k ci = C Fc = h 1 x i C Fc (f z. sinϕ i ) 1 x F ci = C Fc. a p. f z x. sin x ϕ i F c = i F ci = C Fc. a p. f z x. i sin x ϕ i n z = ϕ max 360. z Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/

37 Strana 30 Posuv V praxi se můžeme setkat s dvěma způsoby: a) Obrobek je posouván do řezu b) Nástroj je posouván do řezu Způsob posuvu: a) Ruční b) Strojní Strojní posuv spodní frézky Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
38 Strana 31 Kvalita obrábění Jakost frézované plochy : - Kinematické nerovnosti - Vytrhaná vlákna Vytrhávání vláken závisí: - směru dřevních vláken - tloušťce třísky - geometrii a mikrogeometrii břitu -řezné rychlosti - tvaru a stavu lamače Kinematické nerovnosti Je vzdálenost vrcholku vlnek vzniklých po obrobení materiálu frézováním Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
39 Strana 32 Kvalita obrábění Další vlivy na kvalitu obrobení: - Tuhost soustavy stroj obrobek přípravek - Druh obráběného materiálu - Otupení břitů -Řezná rychlost - Úhel čela - Tloušťka třísky - Počet břitů (všechny v záběru) Čtyřbřitá nožová hlava Šestibřitá fréza Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
40 Strana 33 Vlastnosti moderního frézovacího stroje - automatické utužování přestavitelných částí - regulace rychlosti posuvu + jištění proti přetížení - řídící systém - zajištění volnoběžnosti a brždění přítlačné dráhy oproti posuvné - autonomní pohony vzájemně spřažené - brzdové motory - kovové kluzné plochy - kluzný lak - blokaci posuvu při vstupu mater. nadměrných rozměrů - nastavení polohy a rychlosti posuvných, přítlačných,bezpečnostních a blokovacích prvků a pracovních jednotek automaticky dle zadání rozměrů obrobku - převodovky posuvů s vymezenou vůlí - posuvný mechanismus (kuličkový šroub, řemen, řetěz, lineární pohon,...) Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
41 Strana 34 Vlastnosti moderního frézovacího stroje - universální stavebnicová struktura se skládáním dle přání zákazníka - přímý pohon vřeten s možností elektrického nastavení či regulace rychlosti otáčení - vodící pravítko - ruční a elektrické přestavování - elektrická synchronizace pohybu oddělených pohybujících se mechanismů - variantně podpěrné ložisko čepovacích jednotek - minimalizace či odstranění mazání - automatická změna otáček vřetene dle průměru nástroje - regulace rychlosti posuvu dle zatížení EM a kvality obrobené plochy - náhrada mechanických kinematických vazeb (vačka) elektrickými - víceosé řízení - přesnost nastavení poloh jednotek (nástrojů jednotek) vůči sobě - automat - el. jištění proti přetížení vřeten a posuvů Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
42 Hoblovacísystémy v praxi dlhodobá studie Na trhu existují různé druhy hoblovacích systémů Různé druhy materiálů nožů Různá technická a cenová úroveň nástrojů Ekonomika provozu Kvalita opracování


43 Hoblovacívalec hoblovacienože 30x3 HSS18%W Najčastejší používaný hobľovací nástroj Priaznivá cena nového nástroja Priaznivá cena náhradných nožov Mnohonásobé ostrenie Obtiažné nastavenie nožov na reznú kružnicu


44 Hobľovací valec systém nožov BULDOZER Samocentrické ustavenie nožov Upnutie nožov pomocou skrutiek Nosič z AL zliatiny Nože dostupné iba v HM Obojstranné nože


45 Hobľovací valec systém nožov TERSA Samocentrické ustavenie nožov Upnutie pomocou excentrický síl Ostrá geometria rezného klina Sendvičová konštrukcia tela nástroja

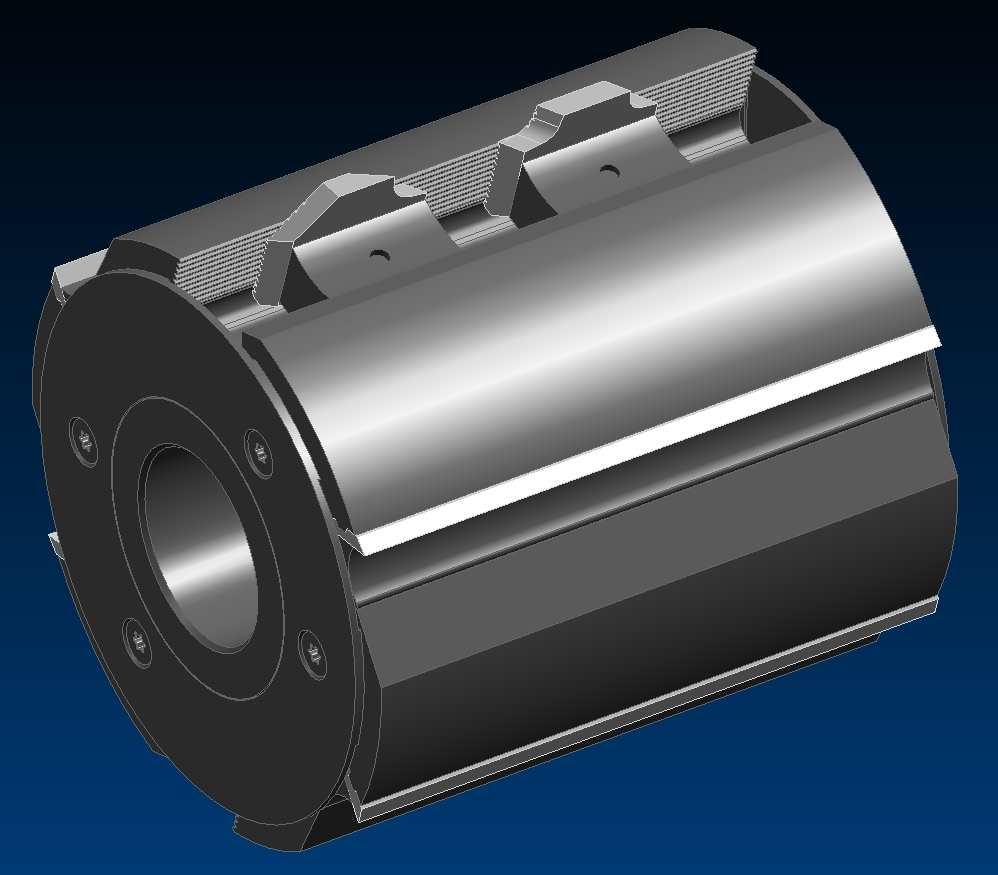
46 Špirálový hobľovací valec HM Navarené HM plátky Oceľový nosič vyššia hmotnosť nástroja Výborné vlastnosti rezného procesu Náročný na presnosť ostrenia



47 Samocentrické ustavenie nožov Upnutie pomocou excentrický síl Nôž v rôznych triedach materiálu Telo z AL zliatiny Prítlačný klin - oceľ Hobľovací valec SmartClick
48 Príprava nástroja ostrenie, ustavenie Klasický hobľovací valec 125x130x40 BULDOZER 125x130x40 TERSA 125x130x40 Špirálový Hobľovací valec 125x150x40 SmartClick 125x130x40 Ostrenie z=4 Ostrenie z=4 Ostrenie z=4 Ostrenie z=12 Ostrenie z=4 Cca 5 min Cca 35 min Cca 35 min Cca 40 min * Cca 35 min Upnutie + ustavenie nožov Cca 20 min Cca 5 min Cca 1-2 min - Cca 1-2 min Súčetčasov 25 min 40 min 37 min 40 min 37 min 50 min 40 min 37 min 80 min 37 min
49 Príprava nástroja ostrenie, ustavenie Klasický hobľovací valec 125x130x40 BULDOZER 125x130x40 TERSA 125x130x40 Špirálový Hobľovací valec 125x150x40 SmartClick 125x130x40 Ostrenie z=4 Ostrenie z=4 Ostrenie z=4 Ostrenie z=12 Ostrenie z=4 8,28 15,2 15,2 25,5 * 15,2 Upnutie + ustavenie nožov 7, Súčet nákladov 15,78 15,2 15,2 25,5 15,2 31,57 15,2 15, ,2

50 Životnosť nástroja na jedno ostrenie Klasický hobľovací valec 125x130x40 BULDOZER 125x130x40 TERSA 125x130x40 Špirálový Hobľovací valec 125x150x40 SmartClick 125x130x40 HSS 18%W z=4 HM MG18 z=4 M42 z=4 HM MG18 z=12 HSS 18%W z= m m m m m m m m
51 Ekonomika prevádzky obstarávacie náklady Klasický hobľovací valec 125x130x40 TERSA 125x130x40 Špirálový Hobľovací valec 125x150x40 SmartClick 125x130x40 HSS 18%W z=4 M42 z=4 HM MG18 z=12 HSS 18%W z=4 247,7 695,5 400,5 308,5 Cena náhradných nožov (osadenie hobľovacieho valca) 13,24 16,95-33,20
52 Ekonomika prevádzky životnosť prvého osadenia Klasický hobľovací valec 125x130x40 HSS 18%W z=4 Počet ostrení: 20-25x TERSA 125x130x40 M42 z=4 Špirálový Hobľovací valec 125x150x40 Počet ostrení: 1-2x Počet ostrení: 8-10x Dĺžka obrobeného materiálu SmartClick 125x130x40 HM MG18 z=12 HSS 18%W z=4 Počet ostrení: 3-6x m m m m Cena bežného metra opracovania pri prvom osadení nástroja 0,01 /m 0,13 /m 0,008 /m 0,012 /m
53 Ekonomika prevádzky ročný objem bm Klasický hobľovací valec 125x130x40 HSS 18%W z=4 TERSA 125x130x40 M42 z=4 Špirálový Hobľovací valec 125x150x40 SmartClick 125x130x40 HM MG18 z=12 HSS 18%W z=4 Počet ostrení: 204x Počet ostrení: 240x Počet ostrení: 57x Počet ostrení: 88x Počet nástrojov: 1ks Počet nástrojov: 1ks Počet nástrojov: 8ks Počet nástrojov: 1ks Celkové náklady na ročný chod nástroja (hobľovací valec, ostrenie, nože) Cena bežného metra opracovania pri prvom osadení nástroja 0,015 /m 0,008 /m 0,008 /m 0,004 /m


54 SmartClick varianty
55 strana 55 Děkuji za pozornost Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 14
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 14
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 15
Fréza se 2 noži není vhodná k volnému frézování s motorem horní frézy OFE 738 a frézovacím a brusným motorem FME 737. Využitelná délka mm
 Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ
 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TVAROVÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TVAROVÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
K formátovací pile 2 sady kotoučů zdarma.
 FORMÁTOVACÍ PILY SROVNÁVACÍ A TLOUŠŤKOVACÍ FRÉZKY K formátovací pile 2 sady kotoučů zdarma. Odhlučněné pilové kotouče pro řezání laminotřískových desek s použitím předřezového kotouče - pro průmyslové
FORMÁTOVACÍ PILY SROVNÁVACÍ A TLOUŠŤKOVACÍ FRÉZKY K formátovací pile 2 sady kotoučů zdarma. Odhlučněné pilové kotouče pro řezání laminotřískových desek s použitím předřezového kotouče - pro průmyslové
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 16
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 16
STRANA : SEKCE : 020 "D"
 020 "D" VIVAX - NOŽE L x W x T HM ST2 HSS 18%W 80X16X3 H1D0262 H1D0268 H1D0274 100X16X3 H1D0263 H1D0269 H1D0275 130X16X3 H1D0264 H1D0270 H1D0276 150X16X3 H1D0265 H1D0271 H1D0277 180X16X3 H1D0266 H1D0272
020 "D" VIVAX - NOŽE L x W x T HM ST2 HSS 18%W 80X16X3 H1D0262 H1D0268 H1D0274 100X16X3 H1D0263 H1D0269 H1D0275 130X16X3 H1D0264 H1D0270 H1D0276 150X16X3 H1D0265 H1D0271 H1D0277 180X16X3 H1D0266 H1D0272
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 17
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 17
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Sleva. 1020 x 70 x 680 mm 1240 x 70 x 270 mm 710 x 510 x 410 mm 580 x 100 x 90 mm. 327 x 137 x 1069 mm. 124 kg 135 kg. 83 kg 93 kg
 kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
Nástroje pro CNC obrábění
 NÁSTROJE CNC Nástroje pro CNC obrábění Upínací přípravky a hlavy 189 Kleštiny 194 Spirálové frézy 195 Frézy žiletkové HM 198 Rádiusové frézy 200 V-uhlová fréza 200 Diamantové frézy 202 CNC frézy na dvířka
NÁSTROJE CNC Nástroje pro CNC obrábění Upínací přípravky a hlavy 189 Kleštiny 194 Spirálové frézy 195 Frézy žiletkové HM 198 Rádiusové frézy 200 V-uhlová fréza 200 Diamantové frézy 202 CNC frézy na dvířka
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO
 JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO Úvod Tento návod k obsluze je určen pro pracovníky obsluhující tento stroj. Všichni pracovníci obsluhy musí být S tímto návodem seznámeni. 1. VŠEOBECNÉ POZNATKY
JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO Úvod Tento návod k obsluze je určen pro pracovníky obsluhující tento stroj. Všichni pracovníci obsluhy musí být S tímto návodem seznámeni. 1. VŠEOBECNÉ POZNATKY
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
SA Trade bestseller hoblovka s protahem HP-200 (více na straně 28). 6 490,- Dřevoobráběcí stroje
. 6 490,- Dřevoobráběcí stroje") Dřevoobráběcí stroje Kombi brusky Příslušenství, truhlářské svěrky, dlabačka Hoblovky s protahem Truhlářské frézky Soustruhy na dřevo, sada dlát, hoblice 26 27 28 29 30 6 490,- SA Trade bestseller hoblovka
Dřevoobráběcí stroje Kombi brusky Příslušenství, truhlářské svěrky, dlabačka Hoblovky s protahem Truhlářské frézky Soustruhy na dřevo, sada dlát, hoblice 26 27 28 29 30 6 490,- SA Trade bestseller hoblovka
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Název školy: Střední odborná škola stavební Karlovy Vary Autor: zev materiálu: Číslo projektu: Tematická oblast : Datum tvorby:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
SP Tloušťkovací frézka. SR Srovnávací frézka. SC Kombinovaná tloušťkovací a. srovnávací frézka
 SP Tloušťkovací frézka CZ SR Srovnávací frézka CZ SC Kombinovaná tloušťkovací a CZ srovnávací frézka Standardní vybavení manuální zdvih stolu s indikací výšky manuální přepínání hvězda / trojúhelník elektromagnetická
SP Tloušťkovací frézka CZ SR Srovnávací frézka CZ SC Kombinovaná tloušťkovací a CZ srovnávací frézka Standardní vybavení manuální zdvih stolu s indikací výšky manuální přepínání hvězda / trojúhelník elektromagnetická
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 19
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 19
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
kdr 601, 602 kdr 102 N, 104 kdr 802, 803 kdr 103 N Vše, co domácí dílna, chata a chalupa potřebuje.
 kdr kdr KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné broušení
kdr kdr KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné broušení
Hoblování Cinkování Profilování
 03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
CNC. Stopkové nástroje
 04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
Nabízíme Vám tyto služby: Prodej nástrojů, měřidel a příslušenství ke strojům Fax: 241 722 218 Servisní práce otosch@volny.cz 39
 Schönfeld Oto Sládkovičova 1266 Praha 4 142 00 Tel.: 602 653 163 606 494 750 777 858 452 N N N N 40 42 43 46 48 50 54 56 58 63 64 66 67 68 70 77 78 80 92 93 94 102 Kombi brusky Srážeč hran Hoblovky, dlabačka
Schönfeld Oto Sládkovičova 1266 Praha 4 142 00 Tel.: 602 653 163 606 494 750 777 858 452 N N N N 40 42 43 46 48 50 54 56 58 63 64 66 67 68 70 77 78 80 92 93 94 102 Kombi brusky Srážeč hran Hoblovky, dlabačka
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Témata profilové maturitní zkoušky z předmětu Stavba a provoz strojů
 ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
10. Frézování. Frézováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity.
 10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
18.4. Kulisový mechanismus
 zapis_kinematicke_mechanismy_208/2012 STR Cd 1 z 6 18.4. Kulisový mechanismus Mění otáčivý pohyb na #1 pohyb nebo naopak Průběh rychlosti přímočarého pohybu je #2 než u klikového mechanismu 18.4.1. Kulisový
zapis_kinematicke_mechanismy_208/2012 STR Cd 1 z 6 18.4. Kulisový mechanismus Mění otáčivý pohyb na #1 pohyb nebo naopak Průběh rychlosti přímočarého pohybu je #2 než u klikového mechanismu 18.4.1. Kulisový
Návod. pro. NOVÉ-IV 78 Falc 7. Balkonové dveře a zimní zahrady. kroků k perfektnímu oknu 04/2009 FELDER KG
 Návod 04/2009 FELDER KG pro Okna Balkonové dveře a zimní zahrady NOVÉ-IV 78 Falc 7 kroků k perfektnímu oknu Okenní sada Felder-WP-HW pro jakákoliv okna! Vážený zákazníku značky Felder! Tento návod je technickou
Návod 04/2009 FELDER KG pro Okna Balkonové dveře a zimní zahrady NOVÉ-IV 78 Falc 7 kroků k perfektnímu oknu Okenní sada Felder-WP-HW pro jakákoliv okna! Vážený zákazníku značky Felder! Tento návod je technickou
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
08 Technické informace
 08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
VTB (C) 85R/100R Svislý CNC soustruh
 85R/100R Svislý CNC soustruh") VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
09 Zpracování plechu. quantum WBS 135 Kvalitní multifunkční svěrák s nožním pedálem pro bezpečné a rychlé upínání.
 09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Vrtačko frézka. Soustruh. Příloha č. 1 zadávacích podmínek. Technické parametry: Univerzální a přesná převodová vrtačko-frézka s 12 rychlostmi otáček.
 Příloha č. 1 zadávacích podmínek Vrtačko frézka Univerzální a přesná převodová vrtačko-frézka s 12 rychlostmi otáček. výškově přestavitelná frézovací hlava, sklopná o ±60 těžké litinové provedení masivní,
Příloha č. 1 zadávacích podmínek Vrtačko frézka Univerzální a přesná převodová vrtačko-frézka s 12 rychlostmi otáček. výškově přestavitelná frézovací hlava, sklopná o ±60 těžké litinové provedení masivní,
bez DP ,2 kw *, 230 V/50 Hz 1,7 kw *, 230 V/50 Hz 1,5 kw *, 230 V/50 Hz
 kdr 0 0 kdr 04 KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné
kdr 0 0 kdr 04 KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
STABILNÍ PARTNER VE VÝROBĚ. MARSTAND
 - STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.mahr.cz, WebCode 210 Měřicí stojany, stoly a zařízení pro kontrolu obvodového
- STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.mahr.cz, WebCode 210 Měřicí stojany, stoly a zařízení pro kontrolu obvodového