Technologie výroby aglomerovaných materiálů
|
|
|
- Otto Staněk
- před 10 lety
- Počet zobrazení:
Transkript

.")
 - příznivé mechanické vlastnosti vzhledem ke své hustotě - nízká tepelná vodivost - dobré akustické vlastnosti - moţnost lepení a spojování")
1 Ing. Martin Böhm Technologie výroby aglomerovaných materiálů ČZU Praha, Fakulta lesnická a environmentální, Katedra zpracování dřeva, Kamýcká 1176, Praha 6 Suchdol, bohm@fle.czu.cz, tel.: ČZU, 2005 Pod pojmem aglomerované materiály rozumíme výrobky z drobných dřevěných nebo jiných lignocelulózových částic (např. štěpek, třísek, pilin, vláken), získaných dezagregací rostlinného materiálu a jejich spojením, pomocí lepících směsí (tlaku a tepla), na velkoplošné či tvarové výrobky. Aglomerované materiály překonávají do značné míry nevýhody dřeva - heterogenitu, anizotropii, rozměrovou nestálost - přičemţ uchovávají většinu vlastností dřeva (Hrázský, Král, 2000). Význam velkoplošných materiálů Přednosti aglomerovaných materiálů (Hrázský, Král, 2000): - velkoplošnost - izotropnost a homogenní struktura bez přírodních vad - široký sortiment (hustota, tloušťka, pevnost, speciální povrchové úpravy) - příznivé mechanické vlastnosti vzhledem ke své hustotě - nízká tepelná vodivost - dobré akustické vlastnosti - moţnost lepení a spojování klasickými spojovacími prostředky - vhodnost pro různé povrchové úpravy - nízké nároky na kvalitu vstupní suroviny
.")
2 Nedostatky aglomerovaných materiálů: - niţší atraktivita" v porovnání s masivním dřevem - diskutované emise škodlivých látek - u některých typů menší odolnost proti povětrnostním vlivům Pro aplikace aglomerovaných materiálů se musí vycházet z vyhodnocení právě těchto specifických vlastností. Neexistuje nic takového jako "nevhodný materiál". Pouze jeho nevhodné pouţití. Ne pro všechna případy pouţití jsou tyto materiály vhodné a naopak, v některých oblastech je jejich význam nedoceněn. Zatímco při výrobě nábytku je potenciál aglomerovaných materiálů přiměřeně vyuţit, ve stavebnictví na své masivní pouţití teprve čeká. Ačkoliv má Česká republika v oborech týkajících se zpracování dřeva dlouholetou tradici, v posledních 60 letech došlo z nejrůzněších příčin k poklesu vyuţití dřeva v oblasti výstavby. Mezi evropskými státy zaujímá naše republika 12. místo v lesnatosti (33,5 %) a v zásobě dřeva na 1 hektar je na 4. místě (245,8 m3/ha). Přesto v porovnání se zeměmi EU, kde je větší podíl dřevostaveb a tedy i velkoplošných materiálů pouţitých při jejích konstrukcích, je podíl staveb na bázi dřeva je v ČR necelé 2 % (přitom např. v SRN a Rakousku je vyuţití dřeva ve stavebnictví okolo 20 %). V dalším období lze předpokládat zvýšení produkce velkoplošných materiálů. Zejména OSB desek (stavebnictví, obaly) a MDF desek (nábytek, frézované prvky) na úkor DTD desek (z důvodů niţší ceny se předpokládá vyuţívání především na korpusy). Základní definice: Překližovaná deska je deskový materiál tvořený souborem navzájem slepených vrstev, přičemţ směry vláken sousedních vrstev jsou zpravidla na sebe kolmé. (Dřevo) vláknitá deska je deskový materiál vyrobený z lignocelulózových vláken pouţitím ohřevu nebo tlaku. Soudrţnosti je dosaţeno: - zplstnatěním vláken a jejich přirozenou lepivostí - syntetickou pryskyřicí přidávanou na vlákna (Dřevo) třísková deska je deskový materiál z dřevěných částic (dřevěných třísek, hoblin, pilin, lamel apod.) nebo jiných celulózových částic (lněné a konopné pazdeří, bagasa) s přídavkem lepidla, vyrobený lisováním za tepla. Deska z plochých orientovaných třísek (OSB) je vícevrstevná deska z dřevěných

3 třísek o předem stanoveném tvaru a tloušťce a lepidla. Třísky ve vnějších vrstvách jsou orientovány rovnoběţně s délkou nebo šířkou desky a lamely ve vnitřní vrstvě jsou orientovány zpravidla v kolmém směru ke třískám vnější vrstvy. Deska pojená cementem je deskový materiál vyráběný lisováním dřevěných nebo jiných rostlinných částic pojených hydraulickým cementem, přičemţ můţe obsahovat přísady. Průmyslové výroba aglomerovaných materiálů Počátky průmyslové výroby aglomerovaných materiálů v ČR, podobně jako v ostatních zemích v Evropě jsou na přelomu čtyřicátých a padesátých let dvacátého století. Zatím co tvrdá dřevovláknitá deska pod obchodním označením Sololit si velmi brzy vydobyla pevné postavení na domácím trhu, u dřevotřískových desek trvalo více neţ 10 let, neţ bylo dosaţeno dobré kvality, vhodné pro náročné pouţití zejména v nábytkářském průmyslu. Vedle hlavního směru vývojových a aplikačních prací na dřevotřískových materiálech probíhaly v padesátých a šedesátých letech také práce v zahraničí i doma na aglomeraci dalších vhodných materiálů. V podmínkách tehdejšího Československa se jednalo o vyuţití poměrně značného mnoţství lněného pazdeří, které vznikalo při výrobě lněného vlákna ve lnářských závodech. Tehdejší velká firma Českomoravský len Humpolec, nejdříve v závodě Veselí n. Luţnicí a později v základním závodě v Humpolci začala vyrábět pazdeřové desky velmi dobré kvality. Humpolecký závod byl koncem šedesátých let také první, který začal v Československu vyrábět laminované desky. V průběhu sedmdesátých let pokračoval vývoj aglomerovaných materiálů, včetně vývoje výrobního zařízení. Jedním z vývojových směrů bylo zvýšení jakostních parametrů desek, jiným sníţení úniku volného formaldehydu, dále vývoj technologie výroby polotvrdé dřevovláknité a OSB desky a také vývoj materiálů se sníţenou hořlavostí a bez asbestu. Poslední zmíněný poţadavek v ČSR vyvstal v polovině sedmdesátých let v souvislosti s aplikací domácích a zahraničních poznatků do československých norem na poţární odolnost staveb. V uvedených normách jsou poţadavky formulovány pro různé stavby, včetně poţadavků na poţární odolnost dveří, příček, obkladů apod. Vysoké poţadavky na poţární odolnost jsou kladeny zejména na budovy pro pobyt velkého počtu osob, např. společenské sály, divadla apod. (Reisner, 2002).


4 Situace ve dřevozpracujícím sektoru v ČR Podíl oborů zpracování dřeva v České republice na prodej vlastních výrobků a sluţeb v roce 2002 zobrazuje následující graf.

5 Trh s dřevařskými produkty v ČR v letech 2000 aţ Údaje jsou v tisících m 3. Pramen: MZe. Výrobek Rok Výroba Dovoz Vývoz Spotřeba Jehličnatá kulatina (včetně tyčoviny) Listnatá kulatina (včetně tyčoviny) Jehličnaté řezivo Listnaté řezivo Dřevotřískové desky Překliţky Dřevovláknité desky Jehličnatá vláknina Listnatá vláknina



6 Současná situace ve dřevozpracujícím sektoru v EU Holz-Zentralblatt 2005 Holz-Zentralblatt 2005


7 Rozdělení desek na bázi dřeva

8 Vzrůstající rozmanitost materiálů Jednou z typických vlastností konvenčních aglomerovaných materiálů (dřevotřískových a dřevovláknitých desek) je jejich váha - mají o 50 aţ 80 % větší hustotu neţ jehličnaté řezivo. Větší váha můţe limitovat jejich vyuţití při výrobě nábytku. V poslední době je kladen důraz na vývoj nových materiálů niţší váhy (lightweight wood-based materials). Ohýbatelná dřevotříska (Elastic particleboard) Zhotovování ohýbaných dílců za studena i za tepla umoţňuje nový elastický velkoplošný materiál Recoflex, který představila německá společnost Berleburger Schaumstoffwerk GmbH. Ohýbatelná dřevotříska, jak je materiál pracovně nazýván, je snadno tvarovatelná, a to jak v běţném zařízení (vyhřívané i nevyhřívané vakuové membránové lisy, tvarové formy apod.), ale i ručně, a to současně ve všech směrech. Je však pruţná, tzn., ţe má vysokou tvarovou pamět a musí být ve finální podobě fixována. K tomuto účelu lze podle výrobce pouţít běţné dokončovací materiály, jako je dýha s tloušikou, tenká překliţka či MDF, dekorační lamináty apod. Za fixování tvaru lze docílit i vzájemným slepením několika tenčích vrstev dřevotřísky na sebe. Recoflex obsahuje zhruba ve stejném objemovém poměru dřevěné třísky, korkovou drť, latexové zrno a polyuretanové pojivo. Polyuretanová sloţka spolu s latexem a korkem dodávají materiálu nejen zmíněnou pruţnost, ale i malou hustotu (440 kg/m3). K lepení se doporučuje pouţívat disperzní PVAC nebo PUR lepidla. Vyrábí se (podobně jako např.polyuretanová pěna) v blocích širokých mm a poté se rozřezává na desky v tloušťkách od 3 do 19 mm (TL, 10/2005). Kombinované dřevo-plastové desky WPC (Wood-polymer composites) Tento materiál je sloţen z 60 aţ 85 % dřevěných vláken (nebo třísek), 15 aţ 40 % polymeru (polypropylenu PP nebo polyetylenu PE), lepicí směsi, stabilizátorů a fungicidních přípravků. Je velmi stabilní při změnách vlhkosti, je odolný vůči houbám a plísním i proti povětrnostním vlivům. Má niţší nasáklivost neţ dřevěné materiály. Jako pojivo dřevních vláken a polymeru se obvykle pouţívá melaminová pryskyřice. (Holz-Zentralblatt).

9 Pouţívané lepící směsi a přísady Lepidla Lepidla jsou materiály schopné spojit tuhá tělesa v důsledku přilnavosti k jejich povrchu a jejich dobré vnitřní soudrţnosti. Jako lepení nebo adheze se označuje síla, která spojí dva předměty na rozhraní jejich povrchu. Tabulka rozdělení lepidel: Podle původu Organické Anorganické Směsové vodní sklo cementy sádra keramické metalické fosfátové Z přírodních surovin: Ţivičné, kaseinové, albumínové, bitumenové, šelak, včelí vosk, arabská guma, tragant, knadský balzám Syntetické: Polykondenzační, polymerizační, polyadiční albumín cement albumín síra močovinoformaldehydové s vodním sklem Podle skupenství Tuhé Polotuhé Tekuté lepící fólie, lepidla v prášku a granulích lepící pásky, lepící pasty, lepící tmely Podle způsobu vytvrzení Reaktivní lepidla Nereaktivní lepidla Jednosloţkové: vytvrzují účinkem zvýšené teploty nebo vzdušné teploty Vícesloţkové: vytvrzují vlivem katalyzátorů za normální nebo zvýšené teploty fenolformaldehydové, rezorcinnolformaldehydové, močovinoformaldehydové, melaminformaldhydové, epoxidové, polyuretanové, polyesterové, polyaromatické, furánové lepidla v roztoku, disperzní lepidla Roztokové: vytvrzují v důsledku odpaření vody nebo organického rozpouštědla Disperzní: vytvrzuje v důsledku oddifundování vody do podkladu Tavné: vytvrzují po ochlazení spáry na normální teplotu Stále lepivé Podle tepelných vlastností filmu lepidla Reaktoplastické Termoplastické Kaučukové polyvinylacetátové, polyvinylchloridové, polymetakrylátové, polyvinylacetálové, polystyrénové, polyamidové, lepidla z derivátů celulózy, polyhydroxyéterové, polysulfónové chlorkaučukové, polychlóroprénové, polybutadienakrylonitrilové

10 Podle odolnosti lepidla k vodě neodolné krátkodobě odolné trvale odolné močovinoformaldehydové, polyvinylacetátové, nitrátcelulózové, polyvinyléterové, kaseinové Škrobové, glutinové, albuminové, polyvinylalkoholové, metylcelulózové, karboxymetylcelulózové (Sedliačik) fenolformaldehydové, rezorcinoformaldehydové, melamiformaldehydové, polyuretanové, polyesterové, polymetakrylátové, epoxidové Podle Sedliačika patří mezi hlavní lepidla v dřevařském průmyslu lepidla vzniklá polykondenzační reakcí: - Aminoplasty (hlavně močovinoformaldehydové a melaminformaldehydové lepidla) - Fenoplasty (hlavně fenolformaldehydová a rezorcinolformaldehydová lepidla) Močovinoformaldehydová lepidla (UF) UF lepidla jsou v současnosti nejpouţívanější a nejrozšířenější lepidla na dřevo. Pouţívají se při výrobě aglomerovaných materiálů, překliţek, k lepení masivního dřeva apod. Je to zejména z důvodu jejich dobrých vlastností (vytvrzování v širokém rozmezí teplot C, krátký vytvrzovací čas, mají bezbarvou lepenou spáru) a přiměřené ceny. Mezi jejich nevýhody patří: uvolňování fd jak při výrobě desek, tak při jejich skladování a pouţívání, niţší odolnost proti vodě a povětrnostním vlivům a lepení pouze tenkých spár. Chemismus vzniku UF lepidel: Průběh kondenzace močoviny a fd závisí na těchto faktorech: - Molovém poměru močoviny a fd: Udává se 1:1,18 aţ 1:1,92. Molový poměr má vliv na vizkozitu a rozpustnost lepidla ve vodě. - Hodnotě ph: nejmenší rychlost reakce je při ph 5-7, při vyšším, nebo niţším ph se rychlost reakce zvyšuje. V kyselém prostředí probíhá především kondenzace za vzniku pryskyřičných produktů a v alkalickém prostředí vznikají adiční metylové sloučeniny. - Teplotě a koncentraci látek: ovlivňují především rychlost reakce. Aplikace UF lepidel: Do UF lepidel se musí před pouţitím přidat ještě další látky, a to:
 Močovinoformaldehydová lepidla (UF) UF lepidla jsou v současnosti nejpouţívanější a nejrozšířenější lepidla na dřevo.")
11 - Tvrdidlo: sníţí ph lepidla aţ na hodnotu 3-3,5 a umoţní tím vytvrzení lepidla. Nejčastěji se pouţívá NH4C1, ZnC12, popřípadě citran dvojamonný, nebo oxidační látky, které oxidují volný formaldehyd na kyselinu mravenčí. - Plniva: nemají lepící schopnost, pouţívají se z ekonomických (sníţení spotřeby lepidla) a technologických (regulace viskozity, sníţení vsakování a vnitřní pnutí lepidla) důvodů. Nejběţnější plniva jsou: dřevní moučka, hydrolyzované piliny, mletý sádrovec (CaS04.2H20), perlit, nebo baryt. - Nastavovadla: na rozdíl od plniv mají jistou lepící schopnost, při větším mnoţství sniţují vodovzdornost lepidla. Pouţívají se tyto látky: mouka, škrob, karboxymetylcelulóza, metylcelulóza a můţe sem patřit i vzduch ve formě zpěňovadla. - Další látky: fungicidy, insekticidy, retardéry hoření... Fenolformaldehydová lepidla (PF) Získávají se kondenzací fenolů (fenol, trikrezol a xylenol) a formaldehydu. V kyselém prostředí a při molovém poměru fenol : fd 1:0,7-0,85 se získávají novolaky. Jsou to netvrditelné, lineárně zesíťované pryskyřice. Fenolické jádra mají spojené metylénovými vazbami. Neobsahují reaktivní metylolové a dimetylenététerové skupiny, a proto nemají podstatnější význam při výrobě lepidel. V zásaditém prostředí a při poměru fenol : fd 1:1,1-2,3 vznikají rezoly. Na rozdíl od novolaků mají reaktivní metylolové skupiny. Rezoly vytvrzují po linii: rezol (tavitelný, v alkoholu nebo acetonu rozpustný), rezitol (v rozpouštědlech boptná), rezit. Základní vlastnosti PF lepidel závisí na molovém poměru výchozích látek, druhu pouţitého fenolu, katalyzátoru, výrobního postupu (teploty, času kondenzace, obsahu sušiny apod.) Lepený spoj je pruţný, odolný proti vroucí vodě, povětrnostním vlivům mikroorganizmům, proti většině rozpouštědel a stárnutí. Nevýhodou je tmavší povrch desky. Pouţívají se na desky, které musí být odolné vůči vodě. Jedná se zejména o desky OSB a DTD V 100, vodovzdorné překliţky a jiné materiály pouţívané ve stavebnictví. Z hlediska použití se PF lepidla dělí na: - tvrditelné při normální teplotě (montáţní lepidla) - tvrditelné za horka při teplotě C
, perlit, nebo baryt.")
12 Emise fd z desek pojených PF lepidly je řádově niţší neţ u desek pojených UF lepidly. Melaminformaldehydová lepidla (MEF) Jsou svojí strukturou podobná UF lepidlům. Pouţívají se na lepení dřeva, mají dobré vlastnosti, jsou zdravotně vyhovující, odolné proti studené a vřítí vodě a částečně i proti povětrnostním vlivům. Svými vlastnostmi se blíţí k fenolickým lepidlům. Nedostatkem těchto lepidel je jejich malá stabilita roztoků a vyšší cena (asi 3x draţší neţ UF lepidla), a proto se nejčastěji pouţívají ve směsi s UF lepidly. Rezorcinformaldehydová lepidla Vznikají reakcí rezorcinolu s formaldehydem. Jedná se o nejkvalitnější montáţní lepidlo, reaktivita rezorcinolu je 7,5 krát větší neţ fenolu. Izokyanátová lepidla (MDI) Tyto lepidla mají silnou adhezi k materiálům. Lepí i kov, proto se při výrobě třískových desek pouţívají pouze pro středovou vrstvu, pro okrajovou se pouţívají UF nebo PF lepidla. Minerální pojiva Mezi nejrozšířenější minerální pojiva patří hydraulický cement, který se vytvrzuje vázáním vody a vytváří vodovzdorné spojení. Dalším druhem minerálního pojiva je hořečnatý (Sorelův) cement. Vytvrzování se urychluje zvýšenou teplotou. Vytvořené spoje nejsou odolné proti vodě. Významným minerálním pojivem se v posledních letech stává sádra. Při výrobě a. m. se vyuţívá i tzv. ekosádra vznikající při odsiřovacích procesech v tepelných elektrárnách (Hrázský, 1993). Přísady - hydrofobizační prostředky - biocidní prostředky - fungicidní prostředky - retardéry hoření
, a proto se nejčastěji pouţívají ve směsi s UF lepidly.")
13 Formaldehyd (fd) Formaldehyd (podle racionálního názvosloví metanal se sumárním vzorcem HCHO) je aldehyd s nízkou molekulární vahou, ve vodě rozpustný. Při teplotách běţných ve vnitřním prostředí budov se vyskytuje jako bezbarvý plyn s charakteristickým štiplavým zápachem, který má při molární hmotnosti 30,03 g/mol téměř stejnou hustotu jako vzduch (relativní hustota fd vzhledem k vzduchu je 1,04). Jeho bod varu je - 19,3 C a bod tání je -118 C. Fd se snadno rozpouští ve vodě, 1 l vody je schopen pojmout při pokojové teplotě přes fd. Je nejběţnější sloučeninou jak v přírodním, tak v člověkem vytvořeném prostředí a je normálním produktem metabolismu většiny forem ţivota, včetně lidského organismu. Je komponentou cigaretového kouře, automobilových, zejména dieslových výfukových plynů, provází spalovací procesy a průmyslové aktivity jako jsou například výroby lepidel, rozpouštěděl, plnidel, laků a barev. Je také přirozenou součástí různých druhů syrového ovoce (hrušky, jablka) a zeleniny (rajčata, mrkev, pórek), masa, mléka a mléčných výrobků a ryb. V neprůmyslovém prostředí pochází formaldehyd z močovino - formaldehydových izolací, překliţek a dalších výrobků z aglomerovaných meteriálů, ale i z vodou ředitelných barev a desinfekčních a čisticích prostředků. Dalšími jeho zdroji jsou nábytek, dekorační tkaniny, koberce a lepidla. Zdrojem je kouř z cigaret. V hlavním proudu kouře je obsaţeno (60-103) µg/m3 formaldehydu. Vysoké koncentrace jsou produkovány i ve vedlejším proudu cigaretového kouře, který je hlavním zdrojem formaldehydu pro nekuřáky v zakouřeném prostředí (Drahoňovská, 1995). Venkovní ovzduší je zanedbatelným zdrojem formaldehydu - v oblasti oceánů je to pouze 1 µg/m3, v nekontaminovaných oblastech vzniká přirozeným rozkladem organických látek v koncentraci µg/m3. V atmosféře sídel se liší podle znečištění ovzduší a přítomností zdrojů, průměrné hodnoty kolem (2-16) µg/m3 nejsou pro zdraví lidí významné. Hodnoty v neprůmyslovém vnitřním prostředí budov v jednotlivých Evropských zemích se liší od 6 µg/m3 po hodnoty přes 1000 µg/m3. Průmyslově se fd vyrábí dehydrogenací metanolu. Dodává se jako 30 aţ 40% roztok ve vodě pod názvem formalín. Formaldehyd při koncentracích vyšších jak 30 % nebo při niţších teplotách polymerizuje na nerozpustný paraformaldehyd (polyoxymetylenglykol). Proto se formalín stabilizuje etanolem (v létě 6-10 %, v zimě %).

14 Fyziologické působení formaldehydu na organismus Oblasti Koncentrace (mg/m3) Čichový práh velmi citlivé osoby 0,06 všeobecně platná mezní hodnota 0,15 jasně vnímatelná mez 0,20 na formaldehyd zvyklé osoby 1,00 Dráţdivý účinek na oči velmi citlivé osoby od 0,15 všeobecně od 0,3 Dráţdivý pocit v jícnu od 0,60 Zrychlené dýchání od 1 Zřetelná nevolnost, píchání v nose od 2,50 Slzení očí od 5 Dýchací potíţe od 12 Nebezpečí ţivota od 35 Zpravidla smrtelná koncentrace 60 Zdravotní rizika Onemocnění nebo spíše symptomy onemocnění, které jsou spojovány se zvýšenou koncentrací chemických látek ve vnitřním ovzduší, patří syndrom nemocných budov (Sick Building Syndrom - SBS), který je multifaktoriálně podmíněn kvalitou či spíše nedostatky ve vnitřním prostředí, ikdyţ v poslední době začíná být za jeho hlavní příčinu povaţována míra spokojenosti či stresu provázející činnosti vykonávané v daném prostředí. Syndrom nemocných budov je charakterizován všeobecnými příznaky, jako jsou bolesti hlavy, únava a dráţdění sliznic dýchacích cest a očních spojivek. Tyto symptomy mohou mít příčinou souvislost s expozicí chemickým látkám nebo prachovým částicím ve vnitřním ovzduší. Diferenciálně diagnosticky je důleţitý poznatek, ţe tyto symptomy ustupují nebo mizí úplně v krátké době po opuštění místnosti nebo budovy, ve které došlo k vyvolání příznaků. Dřevotřískový nábytek je významným zdrojem formaldehydu i dalších chemických látek, ale i dřevený nábytek s různými impregnacemi a přídavky pesticidů a fungicidů můţe zvyšovat koncentrace chemických látek v ovzduší. Plastový a čalouněný nábytek můţe být zdrojem vzdušných bakterií, plísní a alergenů (Drahoňovská, 1995).
, který je multifaktoriálně podmíněn kvalitou či spíše nedostatky ve vnitřním prostředí, ikdyţ v poslední době začíná být")
15 Formaldehyd je zařazen ECC jako karcinogen kategorie 3 s poţadavkem označení "Riziko trvalého poškození". V USA je klasifikován jako A2 - podezřelý lidský karcinogen, zatímco IARC (mezinárodní instituce pro výzkum rakoviny) ho řadí do skupiny 2A jako pravděpodobný lidský karcinogen. O tomto zařazení se vedou mezi odborníky diskuse a zdá se, ţe většina jich nepřikládá formaldehydu tak vysoké riziko. Studie dlouhodobého působení vysokých koncentrací formaldehydu v pracovním prostředí, zejména při výrobě dřevotřískových desek, neprokázaly jednoznačně výskyt zhoubného onemocnění. Opatrné závěry povaţují tuto expozici jako nejasné riziko při expozici delší neţ 20 let. Doporučení WHO, totiţ ţe koncentrace formaldehydu by neměla dlouhodobě přesahovat 60 g/m3, je realistické z hlediska jeho výskytu ve vnitřním prostředí a odpovídá současným poznatkům o zdravotních účincích. Je také doporučenou hodnotou i u nás. Legislativně však u nás platí NPK (nejvyšší přípustná koncentrace) dlouhodobá 35 µg/m3 a krátkodobá 50 µg/m3. V praxi jsou proto od r s různou mírou osobní statečnosti podloţenou odbornými znalosti pouţívány hygieniky obě hodnoty. Legislativně je však hodnota 35 µg/m3 nadřízena doporučené hodnotě, která však odpovídá jak odborným poţadavkům, tak mezinárodnímu kontextu doporučených hodnot. Pohlíţet na formaldehyd jednoznačně jako na látku karcinogenní a poţadovat jeho eliminace z výrobků jako je například nábytek, můţe vést k pouţívání jiné chemické látky, jejíţ následky na zdraví mohou být stejné nebo horší. Naopak, víme-li, ţe formaldehyd především dráţdí a obtěţuje zápachem, nemůţe to vést k podceňování jeho účinku a bagatelizování v tom smyslu, ţe člověk se denně setkává s mnohem rizikovějšími látkami. Sniţování emise formaldehydu a dalších chemických látek všemi dostupnými prostředky a úprava dalších souvisejících faktorů tvořících vnitřní prostředí je cestou rozumné spolupráce vedoucí k všeobecnému prospěchu. (Drahoňovská, 1995) Hlavní opatření z hlediska ochrany zdraví spočívá v důsledné kontrole zdrojů formaldehydu - stavebních materiálů, zařizovacích předmětů, nábytku a čisticích prostředků, aby bylo pokud moţno zabráněno pouţívání materiálů s vysokou emisí formaldehydu (volný formaldehyd v třískových deskách je v současné době jiţ pod hranicí 6,5 mg/100 g a.s. TD. Od 90. let minulého století jsou jiţ tyto hodnoty stabilizované).

: - volný fd, který se navázal na celulózové vlákna v průběhu lisovacího cyklu, ten pak pomalu")
16 Strukturní vzorec formaldehydu: Formaldehyd v aglomerovaných materiálech Nejpouţívanějšími TD jsou desky pojené UF lepidlem a emise formaldehydu jsou v jejich případě na hranici povolených hodnot. Existují různé způsoby emise formaldehydu z aglomerovaných materiálů (fd je velmi prchavá látka): - volný fd, který se navázal na celulózové vlákna v průběhu lisovacího cyklu, ten pak pomalu hydrolyzuje vlivem vlhkostí - uvolnění fd degradací z nedostatečně vytvrzené pryskyřice - dlouhodobou degradací samotné pryskyřice První emise fd probíhá jiţ při výrobě TD a je tím větší, čím vlhčí je třískový koberec. Část fd uvolněná v průběhu lisování TD zůstane v jejich volných prostorech, z kterých difunduje do okolí, zvlášť v prvních týdnech po vyrobení. Velikost této emise fd závisí zejména na: - času, který uplynul od výroby desky - vlhkostí a teploty okolí Teplota, spolu s relativní vlhkostí vzduchu, mají nejvýznamnější vliv na emisi fd z TD. Podle Sundina (citováno v Sedlačik, 1998) se únik volného fd vlivem vlhkostí a teploty zvyšuje takto: - růstem relativní vlhkostí vzduchu z 30 na 90% se emise fd zdvojnásobuje (lineární funkce) I kdyţ je mechanismus uvolňování fd z TD (přesněji z vytvrzené pryskyřice) velmi sloţitý proces, předpokládá se, ţe hlavní reakcí je zde hydrolýza nejslabších vazeb vytvrzené UF pryskyřice. Tento proces je podporován vlhkostí a kyselinami obsaţenými ve dřevě a kyselými podíly tvrdidla. Předpokládá se, ţe emise fd bude tím niţší, čím lépe se podaří zesíťovat UF pryskyřici a tím redukovat počet lehce narušitelných vazeb.

17 Postupy ke sníţení emise fd: - modifikace lepidel (princip je zaloţen na navázání volného fd na modifikující látku) - kontrola technologických postupů při výrobě TD (zejména vlhkost třísek a lisovací teplota) - konstrukční úpravou TD (uzavření povrchu dýhami, fóliemi, nátěrem) Stanovení mnoţství formaldehydu 1) v lepidlech - v UF lepidlech se stanoví siřičitanovou acidometricku metodou - v PF lepidlech se stanoví volný fd v destilátu po přehánění vodní parou, ve kterém je téţ stanoven volný fenol 2. v materiálech pojených pryskyřicí a) v surových (povrchově neupravených) deskách tzv. perforátorovou metodou podle EN 120. Podstata zkoušky: Formaldehyd se ze zkušebních těles extrahuje vroucím toluenem a zachytává se do destilované nebo demineralizované vody. Obsah formaldehydu v tomto vodním roztoku se zjišťuje fotometricky. Perforátorové číslo" zjištěné postupem podle této normy se povaţuje za obsah formaldehydu ve zkoušené desce. Výsledek zkoušky se musí posuzovat v relaci se specifickým stavem desky v době zkoušky. b) tzv. komorovou metodou podle EN Podstata zkoušky: Zkušební tělesa o známém povrchu se umístní do komory, ve které se udrţuje teplota, relativní vlhkost vzduchu, rychlost proudění a výměna vzduchu na definovaných hodnotách. Formaldehyd uvolňovaný ze zkušebních těles se smísí se vzduchem zkušební komory, který je pravidelně odebírán. Koncentrace formaldehydu se stanoví tak, ţe se vzduch z komory vede přes promývací lahve s destilovanou vodou, která formaldehyd absorbuje. Koncentrace formaldehydu ve vzduchu komory se vypočte z koncentrace ve vodě v promývacích lahvích a objemu v odebraného vzduchu a vyjádří se jako miligram na metr krychlový (mg/m3). Odběry vzorků ze vzduchu se provádí opakovaně aţ do dosaţení rovnováţné koncentrace formaldehydu.

18 c) pro povrchově upravené desky se pouţívá metoda plynové analýzy podle EN Stejný princip jako u komorové metody. Zpravidla menší objem. d) pro výrobce TD je určena tzv. lahvová metoda podle EN Jde o orientační metodu vhodnou pro surové materiály. e) modifikovaný zkušební postup (obdoba normované komorové metody) prováděný Státním zdravotním ústavem (SZÚ). Výsledky nejsou porovnatelné s normovanými zkušebními postupy Únik formaldehydu z aglomerovaných materiálů na bázi dřeva s povrchovou úpravou, resp. výrobků z nich, nesmí překročit hodnotu rovnováţné koncentrace: 0,020 mg formaldehydu/m3 vzduchu za podmínek uvedených v ČSN nebo ČSN P ENV 717-1,resp. střední hodnotu: 1,5 mg formaldehydu/m2.h stanovenou metodou plynové analýzy dle ČSN EN Tabulka emisních tříd podle směrnice 100 DIBt 1 2 3a 3b 4a 4b Materiál povrchově neupravené třískové desky povrchově neupravené vláknité desky povrchově neupravené překliţky (spárovky, překliţované desky) povrchově upravené třískové a vláknité desky povrchově upravené překliţky třískové a vláknité desky určené pro povrchovou úpravu Emisni třída emisní hodnoty v ppm HCHO (= rovnováţná koncentrace) *1) perforátorové hodnoty *2) (PF) v mg HCHO/100 g a. s. deska střední hodnota *4) jednotlivá hodnota *4) hodnoty plynové anylýzy *3) v HCHO/hm2 střední hodnota *4) jednotlivá hodnota *4) E 1 < 0,1 < 6,5 < 8,0 - - E 1 < 0,1 < 7,0 < 8,0 - - E1 < 0,1 - - E 1 < 0,1-10 *7) jako ve sloupci 4b *8) při okamţité zkoušce *5) < 5,0 při zkoušce po 4 týdnech *6) < 2,5 - při okamţité zkoušce *5) < 6,0 při zkoušce po 4 týdnech *6) < 3,5 E 1 b < 0,1 *10) - < < 3,5 < 3,5

19 1) Stanoví se podle Zkušebmho postupu pro materiály na bázi dřeva" (Viz list Bundesgesundheitblatt /Spolkové zdraví/ 10/91, s.488/489) popř. později podle normy EN ) Stanoví se podle DIN EN 120. Tabulkové hodnoty platí pro vlhkost materiálu 6,5%. Přepočty na tuto referenční vlhkost se provádí podle článku 4.3 3) Stanoví se podle DIN popř. později podle normy EN ) Střední hodnota je definována jako klouzavá půlroční hodnota, jednotlivá hodnota jako 95 percentil. Přitom nesmí ţádná naměřená hodnota překročit horní toleranční práh o +10% nad 95 percentil. 5) Okamţitá zkouška: maximálně 3 dny po vyrobení Skladování při 20 C a 65% r.v. 6) Perforátorová hodnota nosné desky před opáštěním max. 10 mg/100 mg. 7) Perforátoxová hodnota po obrusu opláštění max. 12 mg/100g. 8) Hodnoty plynové analýzy jako jednotlivé hodnoty podle řádku 3, sloupec 4b 9) Surové desky s perforátorovými hodnotami většími neţ 8 a menšími nebo rovné 10 mg HCHO/100 g a.s. desky smějí být uvedeny do provozu jen s následujícím označením: Pouţívat jen v povrchově upraveném stavu. Vhodnost povrchové úpravy je nutno prokázat." (Viz příoha: seznam povrchových úprav). 10) S povrchovou úpravou.
 Okamţitá zkouška: maximálně 3 dny po vyrobení Skladování při 20 C a 65% r.v. 6) Perforátorová hodnota nosné desky před opáštěním max.")

20 Dýhy Rozlišujeme dva základní výroby dýh - loupání a krájení. Neexistují přesné statistické ukazatele, ale přibliţně 95 % dýh se vyrábí loupáním (Mahút, Réh, Víglaský). Způsob výroby závisí na dalším vyuţití dýh. Loupané dýhy se vyuţívají hlavně na výrobu nábytku, výrobu překliţek a jádrových desek. Krájené dýhy zejména na exkluzivní nábytek.


, paření v autoklávech. Odkornění Odkorňování výřezů se provádí zejména kvůli nečistotám, které otupují a poškozují řezné nástroje.")
21 Plastifikace Před loupáním a krájením se výřezy plastifikují. Cílem plastifikace je sníţení modulu pruţnosti (nikoliv však pevnosti) a vyrovnání vnitřních pnutí ve dřevě. Lepší plastifikace se dosahuje vystavením výřezů vyšší vlhkosti a teplotě. Takto lze zvýšit deformovatelnost aţ o 30 %. O teplotě rozhoduje druh a hustota dřeva. - hustota dřeva < 450 kg/m3 40 C - hustota dřeva kg/m3 50 C - hustota dřeva >580 kg/m3 60 C Nejběţnější způsoby plastifikace jsou: máčení, ohřívání ve vodě, ohřívání parou (přímo nebo přes vodní výměník), paření v autoklávech. Odkornění Odkorňování výřezů se provádí zejména kvůli nečistotám, které otupují a poškozují řezné nástroje. Výřezy po plastifikaci se odkorňují mnohem lépe neţ nezahřátá kulatina. Pouţívají se zejména rotorové a frézovací (na průřezy větších tloušťek) odkorňovače. Rotační odkorňovací stroj CAMBIO (Mahút, Réh, Víglaský) Frézovací odkorňovací stroj (Mahút, Réh, Víglaský)
.")
22 Loupání Loupáním nazýváme řezání dřeva v rovině rovnoběţné s vlákny a kolmo k jejich délce. Hlavní pracovní pohyb (otáčení) vykonává materiál a pohyb přímočarý koná nůţ (Mahút, Réh, Víglaský). Při loupání se dýha ohýbá proti směru ve kterém byla zaoblena, coţ má za následek odtrhávání a špatnou kvalitu dýhy. Proto se pouţívá přítlačná lišta (přítlačný váleček). Přítlačná lišta eliminuje tahová napětí a zapříčiňuje vznik pole tlakových napětí - dýha je hladká, nepotrhaná. Velmi důleţité je také správné vystředění výřezu. Centrovací zařízení pracují buď na mechanickém principu (3-bodové nebo 4-bodové, s různým systémem konstrukce), nebo optickém principu. Na dýhárenskou výrobu se pouţívá dřevo třídy I a II. Vzájemná poloha noţe, přítlačné lišty a noţového nosníku (Mahút, Réh, Víglaský)


23 Bezvřetenový loupací stroj (Soiné) Excentrické loupání Excentrické loupání spojuje výhody krájení a loupání - vzhled krájené dýhy, delší pás jako při loupání.
 budeme vyrábět.")
.")
24 Stroj pro excentrické loupání dýh s detaily uchycení výřezů (Soiné) Krájení Krájením dosahujeme dýh s rovnoměrnou a pravidelnou kresbou. Její vyuţití je zejména jako dekorační materiál. Při přípravě výřezů je důleţité vědět, jakou dýhu (kresbu) budeme vyrábět. Základní způsoby krájení jsou podélné a příčné krájení. Podélné krájení je mnohem častější a rozeznáváme tyto způsoby krájení: rovinné, čtvrtkové, truhličkové (třetinkové). Kresba vyrobené dýhy odpovídá zvolenému způsobu krájení. Svislý krájecí stroj (Mahút, Réh, Víglaský)

25 Sušení Dýhy po odsunu od krájecích a loupacích strojů mají vlhkost v rozmezí od 50 do 90 %. Při výrobě na sklad se musí vysušit na vlhkost 12 aţ 17 % a pro další zpracovávání všeobecně na vlhkost od 6 do 8 %. Sušení se realizuje dvěma hlavními způsoby: - kontaktním (např. v lisech) - bezkontaktním (vyuţití proudění teplého vzduchu ve válečkových a pásových sušárnách) Překliţky Překliţka (PDP) je deska vzniklá slepením 3 nebo více vrstev dýh (tenkých vrstev dřeva získaných krájením prizmy nebo loupáním odkorněných výřezů), přičemţ směr vláken sousedních vrstev je zpravidla vzájemně kolmý. Pro výrobu překliţek je nutné jednotlivé dýhové listy souboru nanést lepidlem. Tento soubor se potom vkládá do lisu, kde se za stanovených podmínek po určitou dobu lisuje. Tyto podmínky nazýváme reţimem lepení. Reţim lepení tedy zahrnuje řadu faktorů, které zabezpečují jednak ekonomiku výroby překliţky, poţadovanou kvalitu (pevnost, vodovzdornost, konečná vlhkost a pod.). Značný vliv na pevnost lepení dýh má jejich počáteční vlhkost. Při lepení močovino-formaldehydovými lepidly se doporučuje 7 aţ 10 %, při lepení fenol-formaldehydovými lepidly v mezích 5 aţ 7 % (při nízkém obsahu sušiny v lepidle v rozmezí 10 aţ 12 %. Principy jednotlivých způsobů nanášení lepidla: - kontaktní (válcová a vytlačovací nanášečka) - bezkontaktní (polévací nanášečka) Různé provedení válců na válcových nanášecích strojích

26 Polévací nanášečka: 1 - nanášecí válec, 2 - zásobník lepidla, 3 - nanášecí hrana, 4 - lepicí směs, 5 - dýha s naneseným lepidlem, 6 - unášecí pás, 7 - čerpadlo (Soiné) Laťovka (PDJ-L) Laťovka je dřevěná deska sestávající se ze střední vrstvy oboustranně překlíţené pláštěm. Střední vrstva je z latěk vzájemně sklíţených nebo nesklíţených. Plášť tvoří jedna nebo více vrstev překlíţených dýh, přičemţ směr vláken a středu pláště je většinou vzájemně kolmý. V některých případech slouţí jako plášť překliţky (Matovič, 1993). Laťovkový střed bývá tlustý od 7 do 30 mm. Střední vrstva se zhotovuje různými způsoby, přičemţ hlavní důvod, který vedl k vývoji tohoto materiálu je zajistit neměnnost rozměrů vlivem kolísání vzdušné vlhkosti a teploty (Mahút, 2004). Podle konstrukce laťovkového středu se laťovky rozdělují na dvě základní skupiny: - se středem pojeným špagátem - s lepeným středem
, k lepení bylo pouţíváno glutinové lepidlo (kostní klih).")
27 Spárovka Je to nejstarší druh deskového materiálu. Úúzké masivní prvky (prkna, fošny), jsou šířkově slepeny a tím je vytvořen materiál deskový. Dlouhá staletí pouţíváno pro výrobu například skříní (korpusy), k lepení bylo pouţíváno glutinové lepidlo (kostní klih). Spárovky se vyráběly ze suchého řeziva, plochy boků byly srovnávány hoblíkem, lepidlo bylo nanášeno štětcem. Po vytvrzení lepidla byly plochy spárovky hoblovány. Dnes se spárovky vyrábějí strojně na srovnávací frézce. K lepení se v současnosti pouţívá vesměs PVAC lepidlo. Vytvoření tlaku a vytvrzování lepidla se provádí ve spárovacích turniketech nebo kontinuálním lisu. Vytvoření přesné tloušťky se můţe provádět buď oboustranným frézováním v tloušťkovací frézce, nebo oboustranným broušením v širokopásových bruskách. Šířkově se slepují jednotlivé vlysy, které mají délku budoucí spárovky, nebo je moţno nejprve délkově nastavit jednotlivé vlysy na klínový ozub (odstraněny vady) a teprve poté šířkově slepit. U některých druhů se vybírá materiál se zarostlými suky a vzniká spárovka kde je patrná přirozená součást dřeva - suky. Velmi často se také zhotovují spárovky, kde vypadavé suky jsou vyspraveny zátkami, smolníky jsou vyspraveny lodičkami, a případně se spárovky zhotovují také ze dřeva bez jakýchkoliv vad (Reisner, 2005). Tři různá provedení spárovky (Mahút, Réh, Víglaský) Výroba třívrstvých masivních desek ( biodesek ) Cílem je vyrobit velkoplošnou masivní desku u které je odstraněn anizotropní charakter dřeva a výrazně omezeno pracování (sesychání nebo bobtnání ) při zachování ostatních vlastností dřeva. Výsledný materiál není lepen lepidly s formaldehydem, je na něm viditelné, ţe je vyroben jen z překliţovaného (vrstveného) masivního dřeva. Uţívá se ekologičtější lepidlo PVAC (polyvinilacetátové). Materiál se dodává ve formě velkoplošných desek, obrábí se podobně jako tradiční
28 masivní spárovka. Na rozdíl od laťovky, kde jsou kříţem slepeny tři různě silné vrstvy latěk a dýh u biodesek jsou slepeny tři stejně silné vrstvy spárovek (Reisner, 2004). Deska se středem z loupaných dýh Pro výrobu tohoto materiálu se vyuţívají především zbytky vznikající při výrobě dýh. Kromě záměny dýh za laťky je konstrukce obdobná jako v případě laťovky. Přehled surovin pouţívaných k výrobě aglomerovaných materiálů: Původ materiálu Materiál Hlavní výrobek Vedlejší výrobek Odpad z výrobku Odpad při výrobě jiného výrobku Prach X X Moučka X Vlákno X Dřevařský průmysl Tříska X (X) Pilina (X) X Vlna X Štěpka X X Dýha X X Průmysl papíru a Celulóza X celulózy Papír X Lnářský průmysl Pazdeří (X) (X) Kromě dřeva se dají k výrobě aglomerovaných materiálů pouţít i některé nedřevné suroviny např. ve střední Evropě pazdeří (lněné, konopné), sláma, řepka, v tropických zemích bagasa, rýţová sláma, bambus, papyrus, juta, rákos, stonky bavlníku (Hrázský, 2000).
29 Pazdeří Je odpadním produktem zpracovatelských závodů lnu a konopí. Je vhodné pro výrobu tzv.pazdeřových respektive pilinopazdeřových desek. Len (Linum Usitatissimum) a konopí (Canabis Sativa L.) jsou jednoleté rostliny, které jsou pěstovány za účelem získání lýkových vláken anebo cenného tvrdnoucího oleje. Stonky těchto rostlin jsou vytvořeny ze silně zdřevnatělých sklerenchymatických buněk, v nichţ jsou uloţeny svazky lýkových vláken. Vnitřní část se skládá z dřeňových parenchymatických buněk, které se snadno rozpadají na prachové částice a proto musí být vytříděny (Hrázský, 2000). Bagasa Pro výrobu třískových desek má velký význam bagasa. V současnosti pracuje ve světě 43 závodů v 25 zemích. Největší linky dosahují kapacity cca tun TD/rok. Bagasa je zbytek po vylisování a extrakci cukru z cukrové třtiny (Sacharrum Ofcinarum L.). Po dřevě je nejdůleţitější surovinou pro výrobu třískových desek. Vyskytuje se na světě v mnoţství větším neţ 60 mil. tun/rok. Je soustředěna v cukróvarech tropických a subtropických oblastí, zejména na Kubě a jiných ostrovech Karibské oblasti, dále v Africe a v Asii, kde se jiţ řadu let pouţívá k výrobě TD a VD, ale i k výrobě papíru. Pro vyuţití bagasy k výrobě aglomerovaných materiálů je zapotřebí vytřídit dřeňový podíl, aby vyráběné a.m. vykazovaly vyhovující fyzikální a mechanické vlastnosti. Problémem při zpracování bagasy je obsah zbytkového cukru (4-7 %), který při skladování bagasy fermentuje a podporuje její hnilobu. Důleţité je proto sníţení vlhkostí bagasy pod 20 %, při které se vývoj škodlivých mikroorganismů zastavuje anebo alespoň podstatně omezuje.všeobecně platí, ţe zbytky jednoletých rostlin zpracovávaných ve výrobě a.m. jsou náchylné k napadení plísněmi a houbami (Hrázský,2000).

30 Štěpky Štěpky se vyrábějí z různých dřevních sortimentů (preferují se jehličnany - lehčí, delší vlákna, niţší spotřeba energie), ale i ze sekundárních zdrojů (zejména kusový odpad). Pouţívají se hlavně bubnové a diskové sekačky, ale existuje i mnoho jiných např. spirálovité, kuţelovité, dvojdiskové aj. Princip bubnové sekačky Materiál je do sekačky přisunován pomocí pásového dopravníku, nebo vibračním ţlabem. Materiál je do sekačky dopravován pod osou, tzn. ţe úhel sekání závisí na naplnění podávacího ţlabu. V jednotlivých systémech jsou zabudovány hledače kovů chránící sekačku před poškozením kovovými příměsemi (drát, hřebíky apod.). Pro dosaţení dobré a rovnoměrné kvality štěpek, zejména délky štěpek, je nutné, aby sekaný materiál vstupoval do stroje konstantní rychlostí. Většina moderních sekaček je proto opatřena robustními vtahovacími válci, které jsou velkého průměru a nají hrubé ozubení. Válce zapadají do sebe a takto je docíleno samočistícího efektu. Horní válce vtahovacího systému jsou uspořádány výkyvně jako vahadlo a přizpůsobují se tak automaticky výšce přisunovaného materiálu. Horní i dolní vtahovací válce jsou poháněny, pohon spodních válců pohání současně i přísunový dopravník. Horní vtahovací válce jsou hydraulicky přitláčeny na vstupující materiál, aby bylo zabráněno jeho kmitání před vstupem do sekacího bubnu. V bubnu sekačky se nachází robustní protinůţ, který slouţí k dokonalé dezintegraci dřevní hmoty při procesu sekání. Tento protinůţ je přišroubován k robustním sáním. Při výměně sání a tím i protinoţe se uvolňují pouze stranové svěrky (klíny). U bubnových sekaček se nedá zamezit vzniku jistého podílu dlouhých štěpek, které jsou značné delší, neţ je
 v dolní části sekacího bubnu, které umoţňuje následnou dezintegraci těchto dlouhých štěpek na kratší elementy (Hrázský, 2000).")
31 ţádaná délka štěpek. Proto většina výrobních firem opatřuje své sekačky sítem (sítovým roštem) v dolní části sekacího bubnu, které umoţňuje následnou dezintegraci těchto dlouhých štěpek na kratší elementy (Hrázský, 2000). Výkon bubnové sekačky: m3/hod, příkon kw, průměr bubnu do 2,5 m, 2 aţ 8 noţů. Bubnová sekačka s dvěma způsoby uchycení noţů: 1 - rotor, 2 - uchycení noţů, 3 - vrchní přítlačné a podávací válce, 4 - spodní podávací válce (Deppe, Ernst)

32 Princip diskové sekačky Noţe jsou upevněny v disku tak, ţe vyčnívají z boční plochy kotouče a jejich ostří je orientováno přibliţně po poloměru. Pouţívají se různé obměny od 2 do 16 noţů. Přísun suroviny je zabezpečen buď samospádem, nebo podávacími válci. Délka štěpek závisí na přečnívání noţe a poloze ţlabu, tloušťka štěpky navíc na úhlu ostří noţe a na vlhkosti dřeva (Hrázský, 2000). Výkon diskové sekačky: m3/hod, příkon kw, průměr disku do 3,7 m. Disková sekačka: 1 - protinůţ, 2 - nůţ, 3 - vrchní přítlačné válce, 4 - diskový kotouč, 5 - spodní podávací válce, 6 - nosná konstrukce, 7 - instalační vrut (Deppe, Ernst)

33 Výroba třísek


34 Roztřískování Diskový (kotoučový) roztřískovač Vláknina bývá zkracována na kuláče kratších délek. Tloušťka třísky je rovnoměrná a je dána velikostí vyčnívání noţe z roviny disku. Délka třísky je dána vzdáleností nařezávacích noţíků od sebe ve směru ostří noţe. Diskový roztřískovač: 1 - krájecí nůţ, 2 - nařezávací noţík (Hrázský)
.")
35 Frézovací (válcový) roztřískovač Jde o proces řezání v tangenciálním nebo tangenciálně podélném směru. Délka třísek se vymezuje nařezávacími noţíky. Tloušťka třísky je nerovnoměrná, je ovlivněna počtem noţů na frézovací hlavě, otáčkami noţové hlavy a rychlostí posuvu materiálu (Hrázský, 2000). Frézovací roztřískovač: D - průměr frézy, H - výška vrstvy podávaného materiálu, h - tloušťka třísky (Hrázský) Prstencový roztřískovač Nedostatek dřevní suroviny, zejména RDP, a tím nutnost zpracování různých méně hodnotných lesních sortimentů a odpadů, vedl k vývoji tzv. dvoustupňových technologií výroby třísek. V prvním stupni se vyrábějí z různých druhů odpadních dřevních sortimentů štěpky, ve druhém stupni se tyto štěpky roztřískovávají na prstencových (věncových) roztřískovačích na třísky. V těchto strojích jsou štěpky vrhány odstředivou silou lopatkovým kolem na ostří noţů umístěných na prstenci, který se otáčí vůči němu protisměrně. Štěpky se dostávají noţům v různé poloze, nelze tedy jednoznačně charakterizovat model řezání. Vzniká zde moţnost tangenciálního a podélného modelu řezání. Tloušťka třísky je dána mírou vysunutí noţů za vnitřní obvod noţového prstence (které musí být menší neţ je vzdálenost mezi vnitřním obvodem prstence a lopatkami lopatkového rotoru) a šířkou štěrbiny mezi ostřím a hřbetovou hranou drţáků noţů. Kvalita vyrobených jehlicovitých třísek je horší neţ při jednostupňovém roztřískování. Vzniká i větší mnoţství drobné frakce. (Hrázský).
 se v poslední době objevily na trhu tzv. beznoţové roztřískovače.")
36 Prstencový roztřískovač: 1 - oběţné kolo, 2 - noţový prstenec, 3 - drţák protinoţe, 4 - protinůţ, 5 - štěpka, 6 - drţák noţe, 7 - tlačná lišta, 8 - nůţ, 9 - tříska Beznoţový rostřískovač (drtič) Vzhledem na krátkou ţivotnost roztřískovacích noţů hřídelových i prstencových roztřískovačů (z titulu minerálních a kovových příměsí) se v poslední době objevily na trhu tzv. beznoţové roztřískovače. Beznoţový roztřískovač pracuje spoluúčinkováním vtahovacího zařízení, úderných nástrojů, nárazových lišt a třídících sít posuvně upevněných za vzniku nepatrného tření. V důsledku tohoto nepatrného tření se ztrácí jen malé mnoţství energie a dodaná energie je optimálně přeměněna na dezintegrační práci. Systém pracuje s jednoduchými, ale robustními nástroji, které jsou upevněny kloubovitě a tak se mohou při velkém odporu vychylovat. Beznoţový systém roztřískování dezagreguje materiál převáţně rovnoběţně s vlákny bez jejich poškození. Má rozsáhlé pouţití jak při roztřískování mokrých, tak suchých materiálů. Vzhledem na vysokou kvalitu třísek (zejména na paralelitu vláken) se dosahuje výborných vlastností TD a na základě stabilního tvaru třísek a jejich kvality v dlouhém časovém horizontu mohou být stanovovány optimálně i jiné parametry TD za nízkých výrobních nákladů. Beznoţový roztřískovač je vhodný pro dezintegraci mokrých štěpek, mokrého odpadu z frézování, drobného kusového odpadu suchého a mokrého, suchých pilin a hoblin, štěpek z recyklovaného dřeva, zelených štěpek mokrých, tyčoviny, dřeva z probírek, krajnic, starého polámaného dříví a zbytků desek, kůry apod. Specifická potřeba elektrické
. Zpracováním uvedených materiálů se dociluje značných úspor (Hrázský, 2000).")
37 energie na tunu vyrobených třísek je velmi nízká. Ve světě se čím dále více v průmyslu a.m. vyuţívá tzv. recyklované dřevo (staré palety, bedýnky, bubny na el. kabely, staré dveře a okna, odpady z nábytkářských závodů apod.). Zpracováním uvedených materiálů se dociluje značných úspor (Hrázský, 2000). Drtič: 1 - přívod materiálu, 2 - vtahovací válce + dopravník, 3 - hydraulický přítlak, 4 - kladiva, 5 - nárazové plochy, 6 - drtící hřeben, 7 - pancéřované síto, 8 - ovládací klapka do prostoru pro neţádoucí příměsi (Hrázský) Správná velikost třísek pro výrobu TD: tloušťka délka šířka Povrchová tříska (PT) 0,1-0,25 mm mm 2-5 mm Středová tříska (ST) 0,3-0,6 mm mm 4-10 mm
 ve směru nekonečné délky lisu.")
38 Výroba třískových desek Třískové desky se vyrábí plošným lisováním, výtlačným lisováním (extrudováním), válcovým lisováním (kalandrové lisování) a kontinuálním lisováním. Při plošném lisování působí lisovací tlak kolmo na plochu lisovaného třískového koberce, při výtlačném lisování působí lisovací tlak (úderem pístu) ve směru nekonečné délky lisu. Proto se tento typ desek nazývá téţ deskami pěchovanými. Tento způsob umoţňuje i výrobu vylehčených desek (s otvory). Při válcovém lisování prochází nekonečný třískový koberec mezi vyhřívaným hlavním lisovacím válcem a soustavou vyhřívaných přítlačných válců (Hrázský). Při kontinuální lisování prochází třískový koberec mezi vyhřívanými pásy (spodním a horním). Jednotlivé způsoby lisování jsou principiálně znázorněny na následujícím obrázku. Základní způsoby výroby TD: a) plošné lisování, b) výtlačné lisování, c) válcové lisování, d) kontinuální lisování (Hrázský)

39 Vývojový diagram výroby třískových desek

. Podle výrobní kapacity jednotlivých závodů se pouţívají různé druhy odkorňovačů.")
40 Odkornění Povrchové vrstvy TD by v zásadě měly být vyrobeny z odkorněné dřevní hmoty. Kůra obsahuje značné mnoţství minerálních, eventuálně i kovových příměsí, které otupují nástroje sekacích a roztřískovacích strojů. Dále přítomnost kůry v TD všeobecně sniţuje fyzikální a mechanické vlastnosti hotových třískových desek a je-li kůra přítomna v povrchových vrstvách TD, dochází ke značným problémům při jejich povrchových úpravách, zejména tekutými nátěrovými hmotami, ale i laminováním a fóliováním (Hrázský). Podle výrobní kapacity jednotlivých závodů se pouţívají různé druhy odkorňovačů. Nejčastější jsou bubnové (uţívané na výřezy v celých délkách - rotací bubnu se výřezy otloukají navzájem o sebe a o stěny bubnu a tím se zbavují kůry) a rotorové, méně časté pak frézovací, tryskové aj. Odkorňovací buben (Štefka) Rotorový odkorňovač Valon Kone: 1 - odkorňovací rotor, 2 - odkorňovací nástroj, 3 - elektromotor, 4 - podávací válce, 5 - přímočarý hydromotor, 6 - pruţina, 7 - vodící válce, 8 - výřez (Hrázský)

41 Skladování Třísky je nutné skladovat především proto, aby se vytvořila dostatečná zásoba pro překonání krátkodobých výpadků jednotlivých zařízení a byla zajištěna plynulost výroby. Horizontální zásobník: 1 - zadní stěna, 2, 6 - signalizační klapky, 3 - korpus, 4 - dopravník, 5 - přívod třísek, 7 - dávkovací válec, 8, 9, 10 - pásové dopravníky (Hrázský)
 pomocí tyče s klíny: 1 - přímočarý hydromotor, 2 - tyč s klíny, 3 - šnekový dopravník, 4 - silo (Hrázský) Sušárny třísek Vlhkost třísek je rozhodujícím faktorem výroby TD,")
42 Vertikální zásobník a různé způsoby vyhrnování materiálu: a) pomocí rotujících ramen: 1 - vyhrnovací rameno, 2 - šnekový dopravník b) pomocí kluzného rámu: 1 - přímočarý hydromotor, 2 - kluzný rám, 3 - šnekový dopravník c) pomocí tyče s klíny: 1 - přímočarý hydromotor, 2 - tyč s klíny, 3 - šnekový dopravník, 4 - silo (Hrázský) Sušárny třísek Vlhkost třísek je rozhodujícím faktorem výroby TD, rozhodujícím o kvalitě i o kapacitě výrobního zařízení. Vyšší vlhkost vyţaduje vyšší potřebu tepelné energie na odpaření vody a prodluţuje lisovací cyklus. Lepící směs proniká intenzívněji do vlhčích třísek, čímţ dochází ke sniţování pevnosti v tahu kolmo na rovinu desky i rozlupčivosti. Zvýšená vlhkost třísek zapříčiňuje vznik trhlin a prasklin na třískových deskách při procesu lisování.třísky jsou vysušovány v různých typech sušáren z počáteční vlhkostí 40 aţ 120 C na vlhkost 2-3 % u ST a s - 5 % u PT. Při sušení je důleţitý co největší rozdíl v teplotě a parciálním tlaku vodní páry mezi třískami a
43 sušicím prostředím.v zásadě se rozlišují sušárny na přímé a nepřímé vyhřívání. V současnosti se pro sušení PT a ST z ekonomických a kapacitních důvodů pouţívají nejčastěji sušárny bubnové a tryskové. Výjimečně proudové. Tyto sušárny mohou být vytápěny spalinami zemního plynu, topného oleje nebo mohou byt vyhřívány spalinami vzniknuvšími spálením dřevního prachu. Rovněţ jsou moţné kombinaci uvedených variant. Regulace sušicích podmínek je automatická a je odvozována od výstupní teploty vzdušnin vystupujících ze sušárny ( C). Reguluje se přímo hořák spalovací komory, případně sklon vodicích klapek a tím i doba průchodu vlastní sušárnou. Sušení a pohyb třísek probíhá v uzavřeném vzduchotechnickém okruhu, který je na obou koncích ukončen rotačními uzávěry, odlučovačem a filtračním zařízením vzdušnin vystupujících ze sušárny. Vlastní teplota sušení závisí na druhu sušené surovin. Zejména na její vlhkostí, a pohybuje se v rozmezí C! Jako spodní mez výbušnosti (SMV) směsi dřevního prachu a vzduchu se udává koncentrace 40 g/m3. Zvláště nebezpečný je podíl částic o velikosti menší neţ 0,071 mm. Obsahuje-li ovzduší uvnitř sušárny více neţ % objemových kyslíku, je toto prostředí hodnoceno jako rizikové pro vznik výbuchu. Proto musí být sušárny bezpodmínečně vybaveny analyzátory plynů (CO, 02). Přívod třísek a odsun třísek musí být nepřetrţitě pod kontrolou. Při zastavení přísunu třísek do sušárny se musí bezpodmínečně přerušit i dodávka tepelné energie (Hrázský).
")

44 Předsušárna s přímým ohřevem (Kvaerner) Jednosměrná bubnová sušárna s přímým ohřevem (Kvaerner)


45 Trojsměrná bubnová sušárna s přímým ohřevem (Kvaerner) Sušárna s nepřímým ohřevem (Kvaerner)
.")
46 Domílání a egalizace Pro zlepšení mechanicko-fyzikálních vlastností třískových desek se v některých případech vyrábí speciální mikrotřísky pro povrchovou vrstvu (lepší stlačení a zkvalitnění povrchu, zvýšení hustoty desky). Domílací mlýn s pneumatickým třídícím efektem: 1 - pneumatický přívod materiálu, 2 - odlučování těţkých částic, 3 - lopatky rotoru, 4 - otvor regulující proud vzduchu, 5 - síto, 6 - výstup třísek správné frakce (Sonie)

47 Domílací mlýn: 1 - plnící trychtýř, 2 - rotor, 3 - mlecí dráha, 4 - regulační clona, 5 - výstup materiálu, 6 - regulační klapka (Pralfiner) Třídění třísek Sloţení jednotlivých třískových vrstev z hlediska rozměru a podílu jednotlivých frakcí třísek je velmi důleţité pro kvalitu desek. Jemné třísky ve středové vrstvě (narozdíl od povrchové) sniţují mechanicko-fyzikální vlastnosti, hrubé třísky v povrchových vrstvách potom způsobují nerovný povrch, který není vhodný pro další úpravy. Přesné podíly frakcí pro jednotlivé vrstvy nejsou přesně stanovené. Vycházejí z podmínek výroby a ze zkušeností výrobců. Obecně platí, ţe částice menší neţ 0,3 mm jsou povaţovány za prach a při výrobě třískových desek jsou odlučovány. Pro separování jednotlivých frakcí třísek se pouţívají třidiče: pneumatické, vibrační, sítové, diskové aj.
 elektrofiltrem 1 - vzduch s prachem, 2 - čistý vzduch, 3 - prach, 4 - prací postřik, 5 - záporná")
 V praxi se často používá kombinace")
48 Způsoby odlučování prachu: a) usazovací komora, b) cyklón, c) odlučování otáčivým proudem, d) praní za mokra, e) pomocí textilního filtru, f) elektrofiltrem 1 - vzduch s prachem, 2 - čistý vzduch, 3 - prach, 4 - prací postřik, 5 - záporná elektroda, 6 - lapací elektroda, 7 - sekundární vzduch, 8 - přívod vzduchu s prachem (Štefka) Vibrační třidič: 1 - kloubové mechanismy, 2 - rám, 3 - síto s čistícím prostředkem, 4 - vstup třísek (Soiné) V praxi se často používá kombinace jednotlivých typů třidičů.

49 Nanášení lepící směsi Nanášečka lepicí směsi (SBA) Vrstvení třískového koberce Vrstvení třískového koberce je finální operace přípravy směsi třísek, lepidla a dalších přísad před jejich slisováním do finálního výroku. Tato operace ovlivňuje rozhodujícím způsobem kvalitu TD, ekonomii výroby, konečnou skladbu, symetrii, tvarovou stálost, rovnoměrnost vlastností a tloušťku TD. Proto se tomuto technologickému úseku věnuje velká pozornost. U vrstvících systémů je prvořadou otázka zabezpečení přesnosti a rovnoměrnosti vrstvení (Hrázský).
 Obě výše popsané varianty se")

50 Pneumatické vrstvící zařízení (Soiné) Mechanické vrstvící zařízení (Soiné) Obě výše popsané varianty se pouţívají pro vrstvení vícevrstevných desek a jsou ve výrobním úseku vţdy zařazeny ve dvojcích v obráceném pořadí.

51 Lisování Touto technologickou operací se charakteristiky a parametry koberce třískových částic mění na podstatně odlišné charakteristiky a parametry aglomerovaného materiálu - za předpokladu dostatečného stlačení a následné fixace dřevěných částic ve stlačeném stavu lepicí směsí. Nejdůleţitější fyzikální faktory, které působí během lisování na koberec dřevěných částic je tlak a teplo. K nim ještě patří lisovací čas a rychlost stlačování. (Štefka, 2002) Pohled na výrobní úseky vrstvení, předlisování, lisování (variantně se všemi typy lisů) a chlazení (Soiné)
 Výtlačný lis: 1 - dávkování třísek, 2 - přepadový")

52 Víceetáţový lis (v otevřené a uzavřené pozici) (Kollmann a kol.) Výtlačný lis: 1 - dávkování třísek, 2 - přepadový kanál, 3 - lisovací píst, 4 - vyhřívané lisovací desky, 5 - schéma vylehčené a nevylehčené výtlačně lisované TD (Štefka)
 a drobný (hobliny, piliny). Upřednostňují se jehličnaté dřeviny kvůli větší délce vláken.")
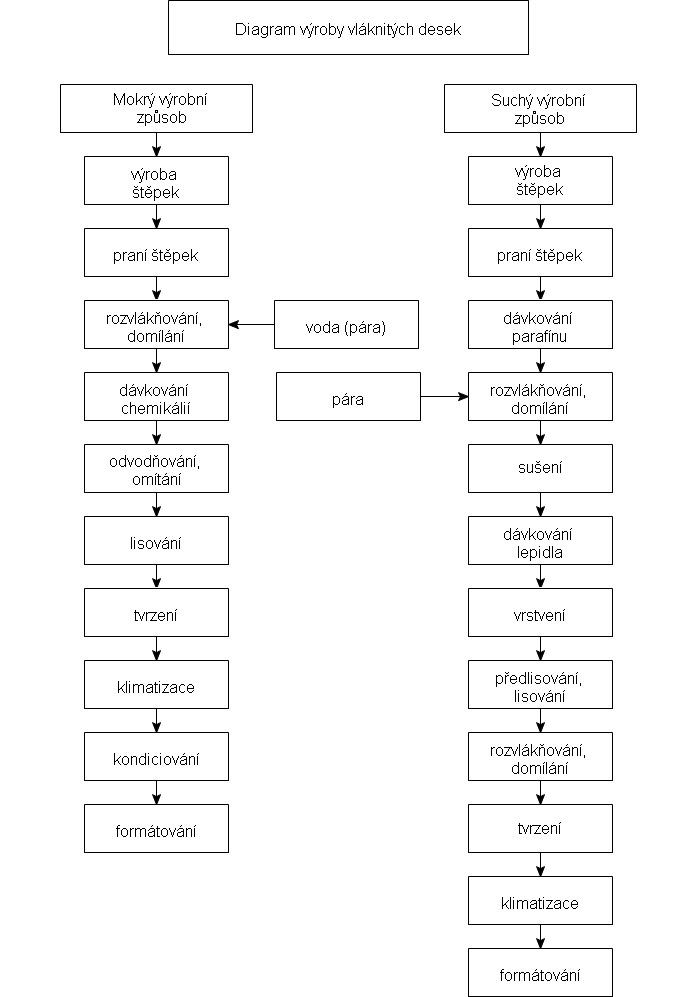
53 Kontinuální lis s detailem A) vstupní a B) výstupní části (Kusters) Výroba dřevovláknitých desek Výroba vláknitých desek není tolik náročná na surovinu vzhledem k většímu stupni rozkladu dřeva. Zuţitkovávají se nejen lesní sortimenty, ale i průmyslové zbytky - dřevěný odpad kusový (odřezky, krajnice) a drobný (hobliny, piliny). Upřednostňují se jehličnaté dřeviny kvůli větší délce vláken. Dřevovláknité desky se vyrábí dvěma způsoby: 1) Mokrým výrobním procesem (vláknité desky izolační, polotvrdé a tvrdé) 2) Suchým výrobním procesem (MDF, tvrdé vláknité desky, zvukově-izolační desky, podlahové dílce)
54

55 Mokrý proces výroby Rozvlákňování (defibrace) Tímto výrobním procesem se ze dřeva a jiných lignocelulózových surovin získávají samostatné vlákna, které tvoří základní stavebně-konstrukční jednotky vláknitých výrobků. Vlastnosti vlákna jsou závislé na pouţité technologii. Proces rozvlákňování se uskutečňuje čtyřmi základními způsoby při pouţití různých zařízení (Štefka, 2002): - mechanický způsob rozvlákňování - termomechanický způsob rozvlákňování - chemicko-mechanický způsob rozvlákňování - explozivní (vystřelovací) způsob rozvlákňování Mechanický způsob rozvlákňování Dezagregace dřevní hmoty pouze působením tření (např. broušením) Dříve byl tento způsob vyuţíván v papírenském průmyslu pro tzv. dřevovinu. Z důvodu velké spotřeby energie se dnes uţ tento způsob výroby vlákna pro vláknité desky nepouţívá. Dvojrotorový rozvlákňovač BAUER: 1, 2 - mlecí kotouče, 3, 4 - motory, 5, 6 - dávkování štěpek, 7 - vstup štěpek, 8 - hřídel, 9 - přívod vody, 10 - výstup vlákna (Deppe, Ernst)
56 Termomechanický způsob výroby Tento způsob rozvlákňování patří k nejrozšířenějším. Reprezentuje ho především způsob Defibrator, který navrhl Švéd Arne Asplund, který ve svých výzkumech zjistil, ţe se stoupající teplotou rozvlákňovávaných štěpek klesá spotřeba energie. Při rozvlákňovávání jehličnatých dřev je tato teplota okolo 175 C, při zpracovávání listnatých dřev kolem 165 C. Příčinou tohoto sníţení spotřeby energie je plastifikace střední lamely. Její plastifikace se stala běţnou ve většině rozvlákňovávacích postupů. Po plastifikaci v předhřívači jsou štěpky dopraveny do mlecí komory defibrátoru, kde se dostávají mezi mlecí kotouče (obvykle jeden pohyblivý a jeden pevný) opatřené rýhovanými segmenty - od hrubého provedení rýhování ve střední části k jemnému provedení v okrajové části (Štefka, 2002). Chemicko-mechanické rozvlákňování Pouţívá se při zpracovávání těţko rozvláknitelných surovin jako jsou tropická dřeva nebo agronomické odpady. Dřevo se plastifikuje louhem sodným, který plastifikuje střední lamelu. Musí se pouţívat mlýny odolávající agresivnímu roztoku. Při tomto způsobu zpracování dochází k rozpuštění většího podílu nízkorozpustných sloţek dřeva a ke sníţení výtěţnosti aţ o 20 % (Štefka, 2002).

57 Rozvlákňovací zařízení typu Defibrator-Rafinér (termomechanický způsob): 1 - zásobník s regulovatelným plněním a předehříváním parou, 2 - zpětné vedení odpadní páry do zásobníku štěpek, 3 - šnekový dopravník, 4 - přívod čerstvé páry, 5 - vertikální předohřívač, 6 - šnekový dopravník, 7 - zpětné vedení odpadní páry, 8 - rafinér, 9 - vyprazdňovací potrubí, 10 - motor, 11 - uloţení hnacího hřídele (Soiné)
58 Explozivní způsob Jde o nejstarší způsob rozvlákňování (podle Masona). Štěpky se plní do autoklávu (tzv Masonova děla). Po uzavření plnícího ventilu se nejprve přivádí pára o tlaku 2 aţ 2,4 N/mm2, která štěpky předehřívá na teplotu C, coţ trvá cca sekund. Pak se po dobu 2 aţ 5 s vpouští vysokotlaká pára (8,5 N/mm2), čímţ se teplota v autoklávu zvýší aţ na 285 C. Nakonec se otevře hydraulicky ovládaný vypouštěcí ventil, kterým se vystřelí parou nasycené štěpky rychlostí 1000 aţ 1200 m/s. Náhlým sníţením tlaku expandují štěpky jako při explozi. Rozpad dřeva se dokončuje ještě přechodem přes roštovou vloţku vypouštěcího ventilu. Tímto postupem vzniká mechovitá hmota, která se od jiných způsobů rozvlákňování liší tím, ţe vlákna jsou přetlakem zevnitř roztrţena, ztrácí svůj hadicovitý tvar, ale zachovávají si svoji původní délku. Dochází tak k podstatně hlubší depolymerizaci hemiceluloz, coţ je příznivé z hlediska slepování vláken při lisování, avšak výtěţek se sniţuje asi na 75%. K přípravě vysokotlaké páry je zapotřebí speciálně konstruovaný kotel (Hrázský, Král, 2000).
 Dávkování chemikálií Původní technologie výroby vláknitých desek byla zaloţena na soudrţnosti")
59 Vystřelovací Masonovo dělo: 1 - štěpky ze zásobníku, 2 - plnící otvor, 3 - vrchní uzavírací ventil, 4 - manipulační zařízení, 5 - ventil pro vysokotlakou páru, 6 - ventil pro páru, 7 - rošt, 8 - vypouštěcí roura, 9 - hydraulické manipulační zařízení, 10 - spodní ventil (Štefka, podle Lampert 1967) Dávkování chemikálií Původní technologie výroby vláknitých desek byla zaloţena na soudrţnosti zplstnatělých dřevěných vláken. Pro zlepšení mechanicko-fyzikálních vlastností se dnes přidávají vodou ředitelná PF lepidla (10% roztok). Jako hydrofobizační prostředek se přidává parfín (10% emulze v mnoţství kolem 1,5 %). Lze pouţívat
60 také kalafunu nebo asfalt - se vzrůstajícím mnoţstvím se zlepšuje odolnost proti vlhkosti, ale sniţuje se pevnost. Dále se mohou pouţívat fungicidní a biocidní prostředky, retardéry hoření. Odvodňování vláknitého koberce Při odvodňování na rovinném odvodňovacím zařízení celý proces probíhá ve třech sekcích. Z nátokové skříně vláknitá suspenze rovnoměrně vtéká na dopravní a odvodňovací síto do první odvodňovací sekce, tzv. gravitační zóny, kde se vytváří soudrţný vláknitý koberec (voda odtéká skrz síto působením gravitační síly). Je velmi důleţité, aby nedocházelo k orientování vláken ve směru nátoku. Vstupní část odvodňovacího stroje se proto otřásá a tak dochází k vzájemné vazbě vláken v horizontálním a vertikálním směru. Na konci gravitační sekce se sušina pohybuje okolo 6 aţ 10 %. Odvodňování dále pokračuje v sací sekci, kde se vytváří podtlak sacím čerpadlem. Sušina vláknitého koverce se zvýší přibliţně na 12 aţ 14 %. Následuje odvodňování ve třetí zóně tzv. lisovací. Vláknitý koberec prochází soustavou válců, které mechanicky vytlačují vodu. V závislosti na typu odvodňovacího zařízení se konečná sušina pohybuje od 35 do 45 % (Štefka, 2002). Lisování Z odvodňovacího zařízení je vláknitý koberec ukládán na podloţní síto nebo plech a je přemístěn do vyhřívaného lisu. Část vody se odstraní mechanicky, část odpařováním. Tvrzení vláknitých desek Působením tepla na vláknité desky vyráběné mokrým i suchým výrobním postupem dochází k zlepšení jejich mechanických a fyzikálních vlastností, aţ o 25 %. Tepelná úprava se nazývá tvrzením a uskutečňuje se bud' diskontinuálně v tvrdících komorách nebo v kontinuálních vytvrzovacích tunelech. Zlepšení hygroskopických vlastností tepelně upravených VD se vysvětluje vázáním molekul vody mezi řetézci celulozových a hemicelulozových molekul a tvorbou vodíkových můstků (Runkel). Tvrzení probíhá při teplotě od 150 do 175 C, doba tvrzení se pohybuje od 3 do 5 hodin (Hrázský, 1993).
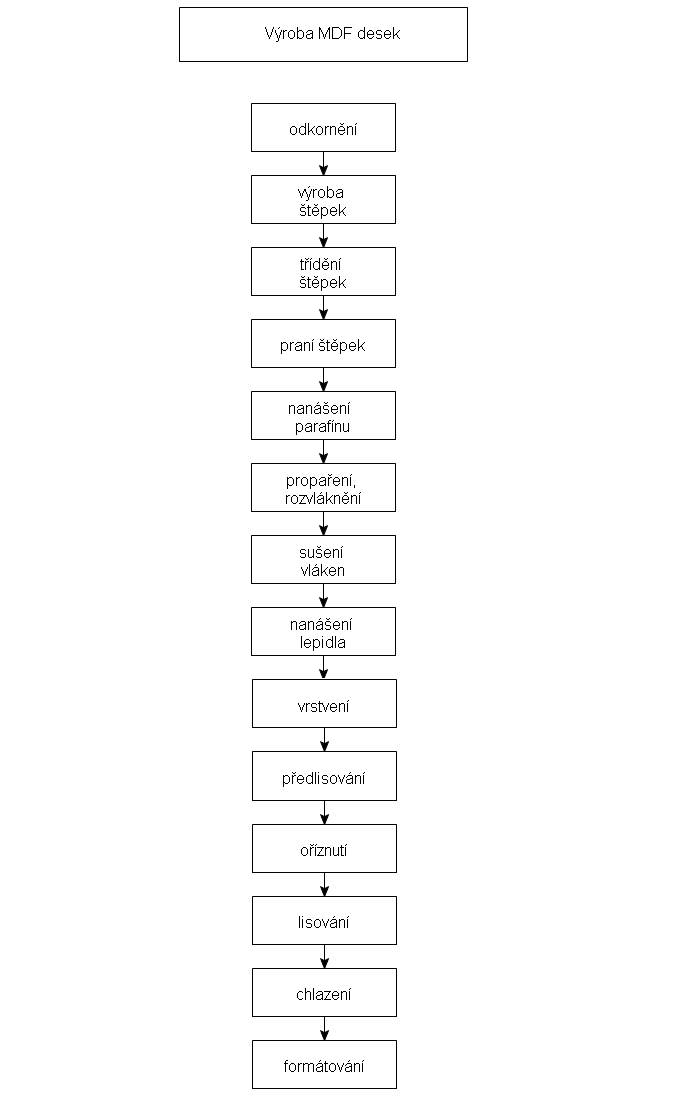
61 Klimatizace a kondiciování vláknitých desek Po vytvrzení jsou vláknité desky suché, coţ by vedlo k nabírání vlhkosti a borcení při vystavení normální vzdušné vlhkosti. Proto je nutné upravit jejich stav vlhkostní rovnováhy. To se provádí v klimatizovaných komorách při vysoké vlhkosti vzduchu (90 %). Klimatizace při teplotě kolem 60 C trvá několik hodin. Suchý proces výroby Postupuje se podobně jako při výrobě MDF desek, podle druhu vyráběného materiálu se liší jemnost mletí při rozvlákňování a mnoţství naneseného lepidla (obvykle UF lepidlo 2 aţ 3 % sušiny lepidla na a.s. vlákna). MDF desky MDF (Medium Density Fiberboard) - vláknité desky se střední hustotou (často nazývány středně tvrdé vláknité desky), jsou vyráběny z dřevních vláken nebo vláken jiných lignocelulozových materiálů. Vyznačují se stejnorodou strukturou slisovaných vláken v celém svém průřezu. Jsou vyráběny převáţně jako jednovrstvé, ale mohou být i vícevrstvé. Podle mezinárodního standardu ISO 818 patří do skupiny polotvrdých vláknitých desek desky s hustotou od 350 do 850 kg/m3. Suchým výrobním způsobem se vyrábějí MDF o hustotě 600 aţ 850 kg/m3. Hladký, stabilní povrch a homogennost v průřezu vytváří předpoklady pro třírozměrné, tj. reliefní opracování. Jemná struktura vláken dává deskám vysokou rozměrovou stabilitu a vysokou mechanickou pevnost. Zejména pozoruhodná je vysoká pevnost drţení vrutu v úzké boční ploše, coţ je velkým problémem u třískových desek (Hrázský, Král, 2000).
62
63 Praní štěpek Při praní se odstraňují neţádoucí příměsi jako je písek a prach, jejichţ přítomnost zvyšuje opotřebení nástrojů a sníţení mechanicko-fyzikálních vlastností. Nanášení parafínu Před rozmělněním se na štěpky nanáší parafín (cca 1,5 %). Kromě zvýšení odolnosti proti vlhkosti způsobuje nanesení parafínu na štěpky menší tření při rozmělňování vlákna a tím dochází ke sniţování spotřeby energie. Rozvláknění Obvykle se pouţívá termomechanický způsob. Před vlastním rozvlákněním štěpek je výhodné jejich předpaření (hydrotermická příprava). K tomuto účelu je přiváděna do spodní části násypky štěpek nad horním dávkovacím šnekem do svislého předehřívače defibrátoru nízkotlaká pára (cca 3 bary). Tato pára ve štěpkách při atmosferickém tlaku kondenzuje a ohřívá je aţ na 100 C. Předhřev štěpky plastifikuje (změkčuje) a tím zlepšuje a zjednodušuje práci horního dávkovacího šneku. Šnek ze štěpek vylisovává vodu a sniţuje obsah vlhkostí dřevní (či jiné lignocelulozové) hmoty asi na 85 % a tak odstraňuje kondenzát z předpaření. Bez předpaření by byly do svislého předehřívače dávkovány štěpky o teplotě venkovního prostředí a musela by být přidávána energie horké páry o mnohem vyšším tlaku k ohřátí štěpek na teplotu 90 aţ 100 C. Při předpařování toto není třeba a tak je sniţována celkové mnoţství páry potřebné k vlastnímu rozvláknění v mlecí komoře defibrátoru. Dále se tímto opatřením sniţuje podíl páry a obsah vlhkostí ve štěpkách, kdyţ jsou tlakem vzduchu dopravovány do proudové sušárny (Hrázský, Král, 2000). Sušení vláken Vlákno se suší na poţadovanou vlhkost v sušárnách, které jsou vyhřívány nejčastěji párou přes výměník tepla.

64 Jednostupňová proudová sušárna: konečná vlhkost vlákna 5 %, odpařovací výkon 2 aţ 22 tun vody/ hod, spotřeba tepla 3 aţ 3,176 MJ/kg odpařené vody (Kvaerner). Nanášení lepidla Mnoţství přidávaného lepidla se pohybuje při pouţití PF pryskyřic od 6 do 8 %, při pouţití UF pryskyřic od 8 do 10 % sušiny lepidla na a.s. vlákno. V případě, ţe jsou pouţívány konvenční nanášečky lepidla, aplikuje se lepící směs před vrstvením vláknitého koberce. Některé výrobní závody pouţívají způsob, kdy je lepidlo (UF, PF, MEF a jiné) přidáváno do potrubí mezi mlecí komoru defibrátoru a sušárnu vlákna. Tento systém vylučuje lepidlové skvrny na vylisovaných deskách, systém není třeba čistit, nejsou zapotřebí speciální, drahé nanášečky lepící směsi (které se musejí často čistit), ventilátory a chladící systémy. Receptura přípravy lepící směsi, teplota sušení a řízení procesu lisování mají na kvalitu MDF podstatně větší vliv neţ při pouţití klasických nanášeček. Proto je nutné při nanášení lepidla injekčním způsobem zvlášť přizpůsobit jeho přípravu a způsob sušení. K tomu účinně přispívá řízení procesu na základě diferenčního tlaku páry v defibrátorech a přesné váţení MDF desek za účelem automatické regulace dávkovacích čerpadel lepidla a parafínu. Tento způsob je mnohem náročnější na řízení výrobního procesu (Hrázský, Král, 2000).

65 Vrstvení vláknitého koberce Vrstvení vlákna se provádí mechanicky, vrstvící tryskou nebo výkyvnou hlavicí. Předlisování Pro předlisování navrstveného vláknitého koberce se zásadně pouţívají kontinuální pásové předlisy, které redukují tloušťku koberce o 50 aţ 70 %. Navrstvený vláknítý koberec má totiţ nízkou hustotu (25-50 kg/m3) a pro MDF tloušťky 19 mm je vysoký cca 500 mm. Po předlisování koberce následuje kontrola plošné hmotnosti a identifikace eventuál-ních kovových částic. Koberce s nevyhovující plošnou hmotností jsou vedeny zpět do úseku vrstvení vlákna, koberce v nichţ byly identifikovány kovové příměsi, jsou vedeny ke spalování (např. ve spalovacích komorách proudových sušáren vlákna). Předlisování se děje ve dvou stupních. V prvním stupni při mírném tlaku dojde k vytlačení vzduchu, k vlastnímu předlisováni dochází ve druhém stupni při vyšším tlaku. Po čas předlisování má vláknitý koberec tendenci se roztahovat do stran a tak plošná hmotnost okrajových části tohoto vláknitého koberce je značně niţší. Proto je nejjistější oddělit přiměřeně široký pás z obou okrajů předlisovaného vláknitého koberce a vláknitou hmotu vrátit zpět do výrobního procesu. Pásy předlisu bývají většinou z pletiva, aby se unikání vzduchu usnadnilo (Hrázský, Král, 2000).

66 Kontinuální předlis (Soiné) Lisování Lisování MDF desek probíhá nejčastěji v kontinuálních a jednoetáţových lisech, ale je běţné téţ lisování ve viceetáţových lisech. Průběh lisování, zejména rychlost zhušťováni vláknitého koberce, je rozhodující pro vytvoření hustotního profilu MDF a tak má vliv i na úroveň fyzikálních a mechanických vlastností MDF desek. Desky z orientovaných velkoplošných třísek (OSB) OSB (Oriented Strand Board) je velkoplošný materiál vyráběný z dlouhých, štíhlých a tenkých třísek. Třísky ve vnějších vrstvách jsou orientovány rovnoběţně s délkou nebo šířkou desky, třísky ve středové vrstvě jsou orientovány náhodně nebo obecně kolmo na lamely vnějších vrstev. Vliv orientace třísek na pevnostní vlastnosti OSB, zejména na pevnost v ohybu, se významně projevuje s růstem štíhlostního stupně, tj. s růstem rozměrů třísek. Orientovaná třísková deska (OSB) je mladý výrobek, který byl vyvinut v USA. Výchozím bodem pro jeho vývoj byly desky WAFERBOARD". V roce 1978 bylo zjištěno, ţe orientací třísek v povrchových vrstvách je moţno dosáhnout vyšších pevností finálního výrobku. Tímto opatřením mohly být redukovány výrobní náklady za současného splnění poţadavků na mechanickofyzikální vlastnosti. Pouţitím dlouhých, úzkých třísek a jejich cílenou orientací nejsou fyzikální a mechanické vlastnosti OSB desek izotropní. Tak je například pevnost v ohybu v podélném směru (ve směru výrobního toku) 2x větší neţ ve směru příčném (kolmém na směr výrobního toku). U E" - modulu jsou tyto rozdíly ještě markantnější. E" - modul ve směru výroby je téměř 2,5 x větší neţ ve směru kolmém
.")
67 na směr výroby. Technologie výroby OSB ve srovnání s výrobou řeziva či překliţek otevírá podstatně širší spektrum pouţití různých dřevin. Mohou být pouţity i takové dřeviny, které v pilařské výrobě nebo ve výrobě překliţek díky svým vlastnostem nemají ţádné uplatnění. (Hrázský, 2000). Dva způsoby provedení OSB (Structure Board Association) Waferboard Tyto materiály jsou vyráběny z dlouhých, širokých a tenkých (velkoplošných) třísek, které jsou v neorientovaném stavu slepeny v desku. Pouţívá se práškové PF lepidlo v mnoţství 1,5 %. Výroba těchto desek se nerozšířila, vytvořili však dobrý předpoklad pro výrobu OSB desek. Parallam (PSL - Parallel Strand Lumber) Tento materiál je vyráběný z dýhových pásků o šířce okolo 13 mm, tloušťce 3 mm a délce 2 m. Tato technologie byla vyvinuta v Kanadě a přenesla se i do USA. Pásky dýh se po nanesení lepidla (PF) skládají do bloků paralelně s vlákny, čímţ je moţno vyrobit panely velkých délek. Pro lisování se pouţívají pásové lisy s mikrovlnným ohřevem. Tento materiál snáší relativně velmi vysoké zatíţení. Pouţívá se zejména na nosníky (Štefka, 2002) Intrallam (LSL - Laminated Strand Lumber) Materiál vytvořený z dlouhých třísek (aţ několik desítek cm) o tloušťce cca 4cm. Po nanesení polyuretanového lepidla se desky lisují a z plošných materiálů o tloušťce aţ 14 cm se potom vyrábí přířezy. Mohou se také ohýbat na obloukové prvky. Slouţí především jako náhrada za vrstvené lepené dřevo.
68 Microllam (LVL - Vrstvené dřevo) Materiál vyrobený z dýh o tloušťce přibliţně 2 mm a šířce podle šířky materiálu. Je podobný překliţce, většina nebo všechny dýhy se lepí v souběţné orientaci vláken. Existují dva způsoby výroby: a) dýhy jsou náhodně překryté a slisované b) konce dýh jsou spojené na klínový spoj (tloušťka dýh 3 mm) MFP multifunkční panel MuItifunkční Panel je třísková deska určená k nosným účelům pro pouţití jako nosné díly do vlhkého prostředí ve stavebnictví dle DIN EN 312, dále vyhovuje ustanovení harmonizované normy DIN EN dřevěné materiály pro pouţití ve stavebnictví. Konstrukce a vlastnosti desky: Dřevotřísková deska s třískami o běţné délce a tloušťce, ve vrchní a střední vrstvě jsou třísky neuspořádané rozptýlené. Díky této vrstvené struktuře vzniká deska se stabilními mechanickými vlastnostmi (ţádné rozdíly v pevnosti napříč nebo podél). Jako pojivo je pouţit melamin zpevněný močovinovým lepidlem (Wodego, firemní literatura). Desky z lisované slámy Sláma obsahuje v podstatě stejné chemické sloţky jako dřevo. Vyznačuje se však vyšším obsahem hemicelulóz. Povrch stébel slámy je pokryt tenkou vrstvou vosku. Tato vrstva je vodoodpudivá, coţ způsobuje problémy při nanaášení lepidla (Hrázský, Král, 2000). Desky pojené cementem - desky z dřevěné vlny (HERAKLIT) - desky cementotřískové (CETRIS) - desky cementoštěpkové (VELOX) - desky cementovláknité (CEMVIN) Desky pojené minerálními pojivy jsou obecně odolnější proti hnilobě a nehořlavé, ale jsou křehčí (větší náročnost na manipulaci). Cementotřískové desky a Heraklit desky mohou být pro zvýšení izolačních účinků vyráběny v kombinaci s polystyrenem.
69 Deska CETRIS je sloţena z dřevěných třísek (63 %), cementu (25 %), vody (10 %) a hydratačních přísad. Dřevní hmota smrková a jedlová, která je odkorněná, se po tří aţ čtyřměsíčním skladování roztřískuje na jehlicovité třísky a následně se dopravuje do sil. Do míchacího řízení se přes váhy dopravuje připravená dřevní hmota, portlandský cement, mineralizační látky a voda, jejíţ mnoţství se přizpůsobuje podle naměřené vlhkostí dřeva. Ve vrstvícím zařízení se rozprostře namíchaný materiál na ocelové plechy, které v přímém sledu obíhají dokola. Zařízení pracuje se čtyřmi oddělenými vrstvícími stroji umístěnými za sebou. První a čtvrtá komora vytváří pomocí větrného třídění krycí vrstvy desek, druhá a třetí komora jsou mechanické a rovnoměrným nanášením vytvářejí středovou provázanou vrstvu. Plechy s rounem jsou stohovány na sebe a lisovány vysokým tlakem na jmenovitou tloušťku (cca. 1/3 sypné tloušťky). Po urychleném hydratačním procesu vytvrzováním se desky odstohují a převezou se do klimatizačního skladu, kde min. 7 dní dozrávají. Potom se desky suší na vlhkost 9 ± 4 %. Následuje formátování základních rozměrů. Cementotřískové desky jsou odolné proti ohni (dle ČSN zařazení A - nehořlavé), odolávají plísním i hmyzu a mají malou bobtnavost (Cetris, fir. literatura). Desky pojené sádrou - sádrovláknité desky (FERMACEL) - sádrotřískové desky - sádrokartonové desky Deska FERMACELL je sloţena ze sádry (80 %) a papírových vláken (20%), která se získávají recyklací papíru. Obě suroviny se smíchají a po přidání vody (bez dalších pojiv) se za tepla a vysokého tlaku lisují do desek, vysuší, naimpregnují prostředkem odpuzujícím vodu a nařeţou na poţadovaný formát. Sádra reaguje s vodou, pronikne dovnitř a obalí vlákna (sádrovláknitá deska je homogenní - v celém průřezu má stejné vlastnosti). Desky Fermacel mají objemovou hmotnost 1150 kg/m3 (Xella Trockenbau-Systeme GmbH, fir. literatura). Sádrokartonové desky: Hlavní rozdíl mezi mezi sádrovláknitou a sádrokartonovou deskou je v technologii výroby. Sádrokartonové desky nemají homogenní průřez - jsou zpevněny papírem jenom na povrchu. Specifické vlastnosti vláknitých desek závisí na druhu. V ČR jsou
70 nejrozšířenější výrobky KNAUF a RIGIPS. Sádrovláknité desky Knauf GKB (dle DIN 18180) odpovídají označením i kvalitou deskám Rigips RB (640 kg/m3). Sádrovláknité desky Knauf GKF (dle DIN 18180) odpovídají označením i kvalitou deskám Rigips RFI (aţ 900 kg/m3 - protipoţární impregnované desky). Povrchové úpravy Povrchová úprava - je to souvislá vrstva aplikovaná na povrch aglomerovaného materiálu (např. nátěr, fólie, dýha). Tato kapitola se zabývá zejména úpravou materiálů na bázi dřeva fóliemi. Fóliové materiály Vývoj: V principu lze za foliové materiály povaţovat i dýhy, tj.tenké vrstvy ( 0,6 0,8 mm ) z přírodního dřeva, které se nalepují na základní materiál. Dýhované materiály se zpravidla dokončují různými aplikačními technologiemi pomocí tekutých nátěrových hmot. Za zřejmě nejstarší typ syntetických foliových nalepovacích materiálů pro dřevoprůmysl je moţno povaţovat vrstvenou krytinu, kterou tvoří několik vrstev papírů napuštěných fenolformaldehyovou pryskyřicí, ze kterých se vytvoří nosná vrstva materiálu. Povrchovou vrstvu tvoří dekorační papír napuštěný melaminovou pryskyřicí. Počátky uţívání tohoto termosetického materiálu spadají do třicátých let. Obdobný princip, tedy papír napuštěný močovinoformaldehydovou a melaminformaldehydovou pryskyřicí a jeho následné vysokoteplotní nalaminování na nosný základ je uţíván od konce padesátých let a je dnes zřejmě nejčastějším typem pouţívání foliových materiálů v dřevoprůmyslu. Výsledkem je konečná velmi kvalitní termosetická povrchová úprava.
71 Počátkem sedmdesátých let je v nábytkářské výrobě zaváděno pouţívání nedokončených dýhovacích papírových jednovrstevných termosetických folií. Jedná se o potištěný papír napuštěný vytvrzenou močovinoformaldehydovou pryskyřicí, materiál slouţil pro plošné nalepení, nutné je následné dokončení tekutými nátěrovými hmotami. Pro celkově vysokou pracnost při aplikaci se dnes tento materiál neuţívá. V zahraničí bylo v průběhu sedmdesátých a osmdesátých let intenzivně pracováno na vývoji různých typů papírových jednovrstevných dýhovacích folií s konečnou povrchovou úpravou. Materiály jsou bez termosetických pryskyřic, mají speciální lakovou vrstvu a dodávají se v rolích. Folie po nalepení ve vyhřívaném plošném lisu nebo kašírovacím lisu nevyţadují jiţ dokončení tekutými nátěrovými hmotami. V osmdesátých a první polovině devadesátých let tyto materiály v dobré kvalitě, na základě vlastního vývoje a prací dnes jiţ zaniklého Výzkumného ústavu nábytkářského v Brně, vyráběl závod ve Zlonicích nábytkářského podniku Interier Praha. Dnes se tyto materiály dováţejí. Počátkem osmdesátých let byl v zahraničí postupně vyvíjen odolný materiál pro plošné nalepování, který lze nalepit i na zaoblené plochy. Materiál je pouţíván pro nalepovací metodu známou jako postforming. Podstatou je vrstva papírů napuštěných pryskyřicemi. Materiál dovoluje, na rozdíl od klasických termosetických materiálů, jednosměrné tvarování po zahřátí. Nejznámější je vyuţití pro kuchyňské pracovní desky. Většina uvedených vrstvených materiálů dovoluje jen rovnoplošné nalepení, případně jednosměrné ohýbání (zmíněné materiály pro postforming). Od počátku výroby různých typů termoplastů je snaha vyuţít celoplastových folií, zejména měkčeného PVC, jako plášťovacího materiálu v dřevoprůmyslu. Materiály se začínají pouţívat počátkem šedesátých let, poměrně dlouho je problém se smrštováním a odlepováním nalepených folií vlivem nízké kvality materiálu a lepidel. Nové pouţití celoplastových folií nové generace, většinou opět na bázi modifikovaného PVC, nastává začátkem devadesátých let. Výrazně se rozšiřuje vyuţití polotvrdé dřevovláknité desky (MDF). Tyto celoplastové folie jsou po zahřátí ve vakuovém lisu prostorově průtaţné a umoţňují nalepení na reliéfovaný povrch (Reisner, 2004).
72 Materiály na bázi papíru: Jednovrstevné materiály na bázi papíru (gramáţ g/m), s konečnou povrchovou úpravou většinou speciálními akrylátovými laky, představují v současné době nejlevnější materiál pro plášťování a současně nejlevnější druh povrchové úpravy. Materiály jsou pouţívány jak pro diskontinuální nalepování ve vytápěných krátkotaktových plošných lisech, tak také pro kontinuální nalepování ve válcových kašírovacích lisech. Pouţití těchto materiálů vyţaduje perfektní hladkost podkladu a jeho důkladné odprášení. Jednovrstevný papír je také pouţívaný pro dnes nejčastější aplikaci folií v dřevoprůmyslu, kterou je laminace aglomerovaných, případně překliţovaných materiálů na bázi dřeva. Pouţívané papíry se v tomto případě aplikují pomocí termosetických močovinoformaldehydových a melaminformaldehydových pryskyřic, jednofázově vznikne hotový povrch. Pro laminování překliţek pro stavební účely se zpravidla uţívá tmavých fenol nebo resorcin formaldehydových pryskyřic. Vícevrstevné materiály jsou většinou odolnější a lépe se transportují. Hlavní pouţití je pro namáhané aplikace ( stolové desky, pracovní plochy). Jedno z moţných rozlišení těchto materiálů je podle jiţ zmíněné ohybatelnosti při nalepování, na trhu jsou materiály určené jen pro plošné nalepování, nebo materiály jednostranně ohybatelné pro nalepování metodou postforming. Materiály na bázi termoplastu: V sedmdesátých letech se termoplastické jednovrstevné folie na bázi měkčeného PVC, s jednoduchými dezény dřeva, někdy i se strukturou dřevních pórů, omezeně pouţívaly u několika domácích výrobců nábytku. K nalepování se pouţívala technologie kašírování. Protoţe nebyla zcela uspokojivě vyřešena estetická kvalita, dlouhodobá rozměrová stabilita a přilnavost k plášťovanému základu, od uţívání těchto materiálů se většinou upustilo. Tyto materiály není moţno aplikovat v moderních vyhřívaných lisech a mají velmi malou tepelnou odolnost, to je v řadě případů vyřazuje z konkurence s termosetickými materiály. Koncem osmdesátých let plastikáři přišli s novými materiály, opět většinou na bázi modifikovaných PVC. Folie mají tloušťku 0,3-0,5 mm, povrch je nejčastěji v různých desénech dřeva. Materiál folie je kvalitní plast, který po mírném nahřátí dovoluje přizpůsobení reliéfu povrchu dílce. Hlavní pouţití je pro plášťování plošně reliéfovaných nábytkových dílců z polotvrdé dřevovláknité desky. Aplikace se provádí ve vakuových nebo membránových lisech.
73 Za specifickou skupinu lze povaţovat termoplastické materiály pro reliéfové nalepování. U těchto materiálů je samozřejmostí různě strukturovaný povrch, při aplikaci materiálu dochází k reliéfovému tvarování, při tom je poţadavek zachování původní struktury povrchu. Pouţitý materiál, většinou měkčené PVC, musí mít dobrou rovnoměrnou průtaţnost. Jiným specifickým foliovým materiálem je papír s nánosem močovinoformaldehydové a melaminformaldehydové pryskyřice určený k laminování. Na nanášecí lince se postupně nanesou obě pryskyřice a vysuší se voda. Termosetické pryskyřice nejsou na papíru zcela vytvrzeny, nedošlo k prostorovému sesíťování. Konečná aplikace tohoto materiálu je při horké laminaci v laminovacím lisu, kde se papír jednak přilepí k základu a jednak se vytvoří konečný povrch se strukturou danou povrchem lisovacího plechu. U této skupiny materiálů je potřebné zabránit skladování při vyšší teplotě a zajistit včasné zpracování, přerušená polykondenzační reakce pomalu pokračuje a můţe dojít při vyšší teplotě nebo dlouhém skladování ke znehodnocení. Aplikace: Vrstvené termosetické materiály nebo jednovrstvé papírové materiály s konečnou povrchovou úpravou se většinou nalepují na základ ve vyhřívaných, nejčastěji jednoetáţových lisech. Pouţívá se močovinoformaldehydové lepidlo. Při tomto způsobu aplikace se u jednovrstvých materiálů dosahuje velmi kvalitní klidný povrch. Papíry předem impregnované močovinoformaldehydovou a melaminformaldehydovou pryskyřicí se nalepují (laminují) v laminovacích lisech, při této technologii je pouţíváno vkládací zařízení lisovaného souboru papír deska papír, základním poţadavkem je mţikové vloţení souboru do horkého lisu a velmi rychlé vytvoření tlaku. Tenké papírové materiály s hotovým povrchem se v menší míře aplikují také pomocí průběţných válcových kašírovacích lisů. Nalepovaný materiál je dodávaný v rolích a celá tato technologie je velmi produktivní, nedostatkem je zpravidla mírně neklidný povrch při aplikaci tenkých materiálů. Tímto způsobem se také mohou aplikovat termoplastové folie. Jako lepidlo je většinou pouţíváno PVAC. V dřevozpracujícím průmyslu jsou na většinu výrobků aplikovány materiály pro povrchovou úpravu. K disposici je celá řada různých materiálů. Jejich vlastnosti a moţnosti pouţití závisí na celé řadě faktorů. Jednou z důleţitých skupin jsou
74 materiály na bázi papíru nebo méně často na bázi termoplastu. Přestoţe tyto materiály vyţadují zařízení pro nalepování,tj. různé typy lisů, jsou často pouţívány. Hlavní důvody pro uţití mohou být různé, např. nízká cena u některých materiálů, vysoká odolnost (vrstvené termosety) atd. (Reisner, 2004)
75 Mechanicko-fyzikální vlastnosti a příslušné předpisy Předpisy EU Základními evropskými předpisy jsou směrnice. V oblasti stavebnictví je to CPD - směrnice Rady 89/106/EHS o stavebních výrobcích (Construction Products Directive). Tato směrnice vznikla za účelem sjednocení základních poţadavků na stavební výrobky a má zajistit volný obchod s těmito výrobky v rámci celé Evropské unie. Ve směrnici jsou stanoveny základní poţadavky, směrnice také definuje technické specifikace pro splnění těchto základních poţadavků, určuje zásady prokazování shody stavebních výrobků s těmito technickými specifikacemi a zásady umíst'ování značky CE na výrobky. Zahrnutí CPD do českého právního řádu je uskutečněno Směrnicí o stavebních výrobcích dle nařízením vlády č. 190/2002 Sb., kterým se stanoví technické poţadavky na stavební výrobky označené CE. V Evropské unii zpracovává harmonizované evropské normy zodpovídá za ně nevládní evropská normalizační organizace CEN - Evropský výbor pro normalizaci (Comité Européen de Normalisation, European Committee for Standardization). Česká republika je řádným členem od 1. dubna 1977 a je zastoupená v tomto orgánu Českým normalizačním institutem (ČSNI). Pokud výrobce nevyuţije nebo nemá moţnost postupovat podle harmonizované technické normy, nebo pokud taková norma zatím neexistuje, musí shodu s příslušnou směrnicí prokázat jiným způsobem a sám pak nese důkazní břemeno. V tomto případě můţe vyuţít procedury evropského technického schvalování pro jednotlivé výrobky (ETA). Tam, kde nejsou k dispozici harmonizované evropské normy jsou vydávána ETA - Evropská technická schválení (European Technical Approval). Evropská technická schválení jsou obecná pravidla zaloţena na zkoušení, testování a analýze výrobku. Vydávají je autorizované osoby notifikované u komise a jsou uţívána především v případech, kdy není k dispozici harmonizovaná evropská norma, nebo u nových technických řešení, která se podstatně odchylují od normy. Tato schválení vydává EOTA - Evropská organizace pro technická schvalování (European Organisation for Technical Approvals). Tato organizace vytváří pravidla, která chybějící normy nahrazují a sdruţuje všechny státy Evropské unie a zajišt'uje pod mandátem
76 Evropské komise jednotný postup při zkoušení a schvalování stavebních výrobků při jejich uvádění na evropský trh. V této organizaci jsou notifikované schvalovací orgány všech členských zemí EU (v případě České republiky to je např. TZUS), které jsou určené pro vydávání evropských technických schválení ETA. Pravidla (metodiky), která vytváří EOTA, se nazývají ETAG - Směrnice pro evropská technická schválení (European Technical Approval Guideline). Jsou to pokyny pro evropská technická schválení pouţívané jako základ pro vypracování ETA, které obsahují základní a specifické poţadavky na výrobky, postupy zkoušek, metody posuzování a hodnocení výsledků zkoušek, postupy inspekce a shody. Při procesu získání ETA pro konkrétní výrobek nespadající pod harmonizované EN ani směrnice ETA můţe výrobce postupovat ještě podle CUAP - Metodického pokynu o společném postupu (Common Understandirag of Assessment Procedure) členských institucí EOTA při posuzování tohoto výrobku. Ten se vydává na náklady ţadatele a schvaluje se v rámci vnitřních procesů EOTA. Tento postup je sloţitější a náročnější jak pro notifikovanou osobu tak pro výrobce. Výsledkem Evropského technického schválení - ETA je vystavení osvědčení a právo, které umoţňuje označovat výrobek značkou CE (Communauté Européenne). To však ještě neznamená, ţe označení výrobku s odkazem (číslem) na vydané evropské technické schválení ETA je dokladem splnění všech zákonných poţadavků na stavební výrobek v jednotlivých zemích Evropské unie! (Bendák, Holenda, 2005) Předpisy ČR Aglomerované materiály na bázi dřeva a výrobky z těchto materiálů musí splňovat poţadavky na bezpečný výrobek ve smyslu zákona č. 102/2001 Sb., o obecné bezpečnosti výrobků a o změně některých zákonů (zákon o obecné bezpečnosti výrobků). Dále musí splňovat platné technické, bezpečnostní, zdravotní, hygienické a jiné předpisy, včetně předpisů týkajících se ochrany ţivotního prostředí, vztahujících se na výrobek a jeho výrobu, zejména: - zákon č. 22/1997 Sb., o technických poţadavcích na výrobky a o změně a doplnění některých zákonů, ve znění pozdějších předpisů, a navazující nařízení vlády č. 163/2002 Sb., kterým se stanoví technické poţadavky na stavební výrobky. - zákon č. 309/1991 Sb., o ochraně ovzduší před znečišťujícími látkami, ve znění pozdějších předpisů, - zákon č. 138/1973 Sb., o vodách (vodní zákon), ve znění pozdějších předpisů
77 - zákon č. 185/2001 Sb., o odpadech - zákon č. 157/1998 Sb., o chemických látkách a chemických přípravcích, ve znění pozdějších předpisů Aktuální přehled technických norem pro aglomerované materiály je proveden podle posledního přehledu platných ČSN (Českým normalizačním institutem) k U norem označených jako ČSN EN, ČSN ISO apod. je za číslem normy uvedeno v závorce ještě druhé šestimístné číslo, vyjadřující původní označení ČSN před harmonizací. V případě zavedených standardů usnadňuje toto číslo lepší orientaci v naší soustavě technických norem (Truhlářské Listy, 9/2005, ČSNI). Třída 49 - Průmysl dřevozpracující Opracované řezivo pilařské ČSN Opracované přířezy řeziva (1994) ČSN Opracované jehličnaté přířezy nábytkové. Technické poţadavky (1994) ČSN EN 942 ( ) - Dřevo pro truhlářské práce - Všeobecná klasifikace kvality dřeva (1999) ČSN Dřevěné součásti stavebně truhlářských výrobků. Poţadavky na jakost (1994) ČSN Opracované jehličnaté přířezy pro dopravní prostředky. Technické poţadavky. Rozměry (1993) ČSN EN ( ) - Dřevěné podlahoviny - Podlahové palubky z jehličnatého dřeva (2004) ČSN Dřevěné podlahoviny. Základní ustanovení (2000) ČSN EN 1910 ( ) - Parkety a jiné dřevěné podlahoviny a dřevěné stěnové a stropní obklady-stanovení rozměrové stálosti (2000) ČSN EN 1533 ( ) - Parkety a jiné dřevěné podlahoviny Stanovení ohybových vlastností-zkušební metody (2001 ) ČSN EN 1534 ( ) - Parkety a jiné dřevěné podlahoviny Stanovení odolnosti proti vtisku (Brinell) - Zkušební metoda (2001 ) ČSN P ENV ( ) - Parkety a jiné dřevěné podlahoviny Stanovení elasticity a odolnosti proti opotřebení (2000) ČSN EN ( ) - Dřevěné podlahoviny - Parketové vlysy s perem a/nebo
78 dráţkou (2004) ČSN EN ( ) - Dřevěné podlahoviny - Mozaikové parkety (2004) ČSN EN ( ) - Dřevěné podlahoviny- Lamparkety z rostlého dřeva (2004) ČSN EN ( ) - Dřevěné podlahoviny - Prvky krycích podlah včetně parketových bloků, s obvodovým spojem, z rostlého dřeva (2004) ČSN EN ( ) - Dřevěné podlahoviny, dřevěné stěnové a stropní obklady-stanovení odolnosti vůči chemikáliím (2004) ČSN EN ( ) - Dřevěné podlahoviny -Vícevrstvé parketové dílce (2004) ČSN EN ( ) - Dřevěné podlahoviny - Spojované dílce z rostlého listnatého dřeva (2004) ČSN EN ( ) - Dřevěné podlahoviny, dřevěné stěnové a stropní obklady- Stanovení geometrických vlastností (2004) ČSN EN ( ) - Desky na bázi dřeva - Plovoucí podlahy Část 1 : Specifikace uţitných vlastností a poţadavky (2004) ČSN EN ( ) - Desky na bázi dřeva - Laminované desky pro vnitřní pouţití - Definice, poţadavky a klasifikace (2004) ČSN EN ( ) - Desky na bázi dřeva - Laminované desky pro vnitřní pouţití - Metody zkoušení (2004) Dýhy, poddýžky, překližky a laťovky ČSN Dyhy. Základné a spoločné ustanovenia (1986) ČSN Okrasné dyhy (1986) ČSN Konštrukčné dyhy (1986) ČSN Sesazenky a hrany (1997) ČSN EN 315 ( ) - Překliţované desky. Rozměrové tolerance (2001) ČSN EN ( ) - Překliţované desky podle vzhledu povrchu. Část 1 : Všeobecně (1996) ČSN EN ( ) - Překliţované desky - Klasifikace podle vzhledu povrchu - Část 2: Listnaté dřeviny (1997) ČSN EN ( ) - Překliţované desky - Klasifikace podle vzhledu povrchu - Část 3. Jehličnaté dřeviny (1997) ČSN EN ( ) - Překliţované desky - Klasifikace podle vzhledu povrchu - Metody měření a vyjádření znaků a vad (1999) ČSN EN 1072 ( ) - Překliţované desky - Označování ohybových vlastností
79 stavebních překliţovaných desek (1997) ČSN EN 1084 ( ) - Překliţované desky-třídy úniku formaldehydu podle metody plynové analýzy (1997) ČSN P ENV ( ) - Překliţované desky - Výpočtová metoda pro některé mechanické vlastnosti (2003) ČSN P ENV 1099 ( ) - Překliţované desky- Biologická trvanlivost - Směrnice na hodnocení překliţovaných desek pro pouţití v různých třídách ohroţení (1998) ČSN Laťovky (1997) ČSN EN 636 ( ) - Překliţované desky - Poţadavky (2003) ČSN Letecké preglejky (1966) Desky a výrobky zvlášť upravené ČSN P ENV ( ) - Desky na bázi dřeva - Návod k pouţití nosných desek na podlahy, stěny a střechy (2001) ČSN EN ( ) - Vláknité desky - Poţadavky - Část 1 : Všeobecné poţadavky (2003) ČSN EN ( ) - Vláknité desky - Poţadavky - Část 2: Poţadavky na tvrdé desky (1998) ČSN EN ( ) - Vláknité desky - Poţadavky - Část 3: Poţadavky na polotvrdé desky (1998) ČSN EN ( ) - Vláknité desky - Poţadavky - Část 4: Poţadavky na izolační desky (1998) ČSN EN ( ) - Vláknité desky - Poţadavky - Část 5: Poţadavky na desky vyrobené suchým procesem (MDF) (1998) ČSN EN 312 ( ) - Třískové desky - Poţadavky (2004) ČSN EN 300 ( ) - Desky z orientovaných plochých třísek (OSB) Definice, klasifikace a poţadavky (1998) ČSN Laminované desky na bázi dřeva - Poţadavky (1999) ČSN EN ( ) - Cementotřískové desky - Specifikace - Část 1 : Všeobecné poţadavky (1997) ČSN EN ( )- Cementotřískové desky - Specifikace - Část 2: Poţadavky pro třískové desky pojené portlandským cementem pro pouţití v suchém, vlhkém a venkovním prostředí (1998) ČSN EN 1328 ( ) - Cementotřískové desky - Stanovení odolnosti proti mrazu
80 (1998) ČSN EN 1128 ( ) - Cementotřískové desky - Stanovení odolnosti proti proraţení tvrdým tělesem (1997) ČSN EN 120 ( ) - Drevné materiály. Zistovanie obsahu formaldehydu. Extrakčný postup zvaný "perforátorová metóda" (1994) ČSN EN ( ) Desky z rostlého dřeva - Klasifikace podle vzhledu povrchu - Část 1: Jehličnaté dřevo (2001 ) ČSN EN ( ) Desky z rostlého dřeva - Klasifikace podle vzhledu povrchu - Část 2: Listnaté dřevo (2001 ) ČSN EN ( ) - Desky z rostlého dřeva (SWP) - Poţadavky (2003) Při užívání materiálů na bázi dřeva ve stavebnictví se postupuje podle norem: ČSN EN 789 ( ) Dřevěné konstrukce -Zkušební metody - Zjišťování mechanických vlastností desek na bázi dřeva ČSN EN 1058 ( ) Desky na bázi dřeva - Určování charakteristických hodnot mechanických vlastností a hustoty ČSN EN ( ) Třískové desky - Stanovení odolnosti proti vlhkostí -Část 1: Varná ţkouška ČSN P ENV 1156 ( ) Desky na bázi dřeva - Stanovení součinitelů trvání zatíţení a dotvarování ČSN EN 1195 ( ) Dřevěné konstrukce - Zkušební metody - Působení nosných podlah ČSN EN ( ) Desky na bázi dřeva - Charakteristické hodnoty pro navrhování dřevěných konstrukcí - Část 1: OSB, třískové a vláknité desky ČSN EN ( ) Stavební materiály a výrobky - Tepelné vlhkostní vlastnosti - Tabulkové návrhové hodnoty ČSN EN ( ) Desky na bázi dřeva - Technické předpisy a poţadavky pro nosné desky pro pouţití v podlahách, stěnách a střechách ČSN P ENV ( ) Desky na bázi dřeva - Návod k pouţití nosných desek na podlahy, stěny a střechy
81 Normy požadavků na materiály EN 300 EN 312 EN 622 EN 634 EN 636 EN OSB desky Třískové desky Vláknité desky Cementotřískové desky Překliţované desky Desky z rostlého dřeva Normy pro zkoušení jakosti EN 120 Formaldehyd - perforátor EN 310 EN 314-1, 2 EN 317 EN 319 EN 321 ENV EN EN Modul pruţnosti a pevnost v ohybu Pevnost lepení Bobtnání Rozlupčivost Cyklování vlhkostí Formaldehyd - komora Formaldehyd - plynová analýza Varná zkouška Normy pro řízení výroby EN Zpracování výsledků zkoušek EN Kontrola jakosti
82 TVRDÉ VLÁKNITÉ DESKY (HB) vlastnost zkušební metoda měřicí jednotka ţádá norma tloušťková třída rozměry < 3 5 ± 3 tloušťka EN mm > 3,5-5,5 ± 0,5 HB HB. H HB. E > 5,5 ± 0,7 HB. LA HB. HB. interval HLA1 HLA2 zkoušení desky délka, šířka t 2,0 mm/m, max ± 0 mm 8 hltd pravoúhlost a EN mm/m ± 2,0 mm/m přímost boků EN ± 1,5 mm/m vlhkost EN 322 % h/t hustota EN 323 k /m3 obsah formaldehydu EN 120 mg/100 g < bobtnání 24 h EN 317 % EN > 3,5-5, > 5, rozlup- < 3 5 0,50 0,60 0,70 0,60 0,80 0,80 čivost sucho EN 319 N/mm2 EN > 3,5-5,5 0,50 0,60 0,60 0,60 0,70 0,70 > 5,5 0,50 0,60 0,50 0,60 0,65 0,65 pevnost < v sucho EN 310 N/mm2 EN > 3,5-5, ohybu > 5, modul < pruţnosti sucho EN 310 N/mm2 EN > 3,5-5, h/td v ohybu > 5, rozlup- po EN < 3 5 0,30 0,50 0,50 0,50 čivost varném + N/mm2 EN > 3,5-5,5 0,30 0,42 0,42 0,42 testu E N 319 > 5, 5 0,25 0,35 0,35 0,35 pevnost po EN < v varném + N/mm2 EN > 3,5-5,5 16 ohybu testu E N 310 > 5, 5 15 OSTATNÍ VLASTNOSTI rozměrové délka EN 318 % 0,25 změny houšťka příloha A celý 10 absorpce povrchu EN g/m2 EN rozsah 300 obsah písku ISO 3340 % 0,05 Tvrdá vláknitá deska: Deska vyrobená mokrým procesem, hustota desky > 900 kg/m3. Typy desek: HB Desky pro všeobecné účely pro pouţití v suchém prostředí. HB. H Desky pro všeobecné účely pro pouţití ve vlhkém prostředí. HB. E Desky pro všeobecné účely pro pouţití ve venkovním prostředí. HB. LA Desky pro nosné účely pro pouţití v suchém prostředí. HB. HLA1 Desky pro nosné účely pro pouţití ve vlhkém prostředí. HB. HLA2 Zvlášť zatíţitelné desky pro nosné účely pro pouţití ve vlhkém prostředí.
83 VLÁKNITÉ DESKY SE STŘEDNÍ HUSTOTOU (MDF) vlastnost zkušební metoda měřicí jednotka ţádá norma tloušt'kov á třída MD F MDF. H-1 MDF. H-2 rozměry s 6 ± 0,2 tloušťka EN mm > 6-19 ± 0,2 MDF. LA MDF. HLS- 1 MDF. HLS- 2 interval zkoušen í > 19 ± 0, 3 délka, desky ± 2,0 mm/m, max ± 5,0 mm 8 h/td šířka pravoúhlost a ± 2,0 mm/m EN mm/m EN přímost boků ± 1,5 mm/m vlhkost EN 322 % h/t hustota EN 323 k g/m3 ± 7 8 h/td obsah EN 120 mg/100 g třída A < 9 24 h/t formaldehydu třída B < 40 1 týden/t 1,8-2, > 2, 5-4, > > bobtnání 24 h EN 317 % > > > > > řozlup- 1,8-6 0,65 0,70 0,70 0,70 čivost > 6-9 0,65 0,80 0,70 0,80 sucho EN 319 N/mm2 > ,60 0,80 0,65 0,80 > ,55 0,75 0,60 0,75 > ,50 0,70 0,55 0,70 8 h/td > 45 0,50 0,60 0,50 0,60 1, pevnost > v sucho EN 310 N/mm2 > ohybu > > > , EN > modul > pruţnosti sucho EN 310 N/mm2 > v ohybu > > >
84 1,8-2, po EN 321 > 2,5-4, bobtnání cyklickém + % > testu EN 317 > > > týden 1,8-6 0,35 0,35 po EN 321 > 6-9 0,30 0,30 rozlup- cyklickém + N/mm2 > ,25 0,25 čivost testu EN 319 > ,20 0,20 > ,15 0,15 > 30 0,10 0,10 1,8-6 0,20 0,20 rozlup- po varném EN N/Imm2 > ,15 0,15 8 h/td čivost testu + > ,12 0,12 EN 319 > 30 0,10 0,10 Vláknitá deska MDF: Deska vyrobená suchým procesem Typy desek: MDF MDF.H (volba 1, 2) MDF.LA MDF.HLA (volba 1, 2) Desky pro všeobecné účely pro pouţití v suchém prostředí Desky pro všeobecné účely pro pouţití ve vlhkém prostředí Desky pro nosné účely pro pouţiti v suchém prostředí Desky pro nosné účely pro pouţití ve vlhkém prostředí
85 IZOLAČNÍ VLÁKNITÉ DESKY (SB) vlastnost zkušební měřicí ţádá tloušťková SB. SB. SB. SB metoda jednotka norma třída H E LS rozměry s 10 ± 0,7 EN 324- tloušťka 1 mm > ± 1,2 > 19 ± 1,8 desky délka, šířka ± 2,0 mm/m, max ± 5,0 mm pravoúhlost a EN 324- EN 622- ± 2,0 mm/m mm/m přímost boků 2 1 ± 1,5 mm/m vlhkost EN 322 % 4-9 hustota EN 323 kg/m3 obsah formaldehydu EN 120 mg/100 g SB. HLS < bobtnání 2 h EN 317 % > > rozlup- > 10 čivost sucho EN 319 N/mm2 > >19 pevnost < 10 0,9 1,1 1,2 1,2 1,3 v sucho EN 310 N/mm2 > ,8 1,0 1,1 1,1 1,2 ohybu EN > 19 0,8 0,8 0,9 0,9 1,0 modul < pruţnosti sucho EN 310 N/mm2 > v ohybu > rozlup- po EN < 10 čivost varném + N/mm2 > testu EN 319 > 19 pevnost po EN < 10 v varném + N/mm2 > ohybu testu EN 310 > 19 Izolační vláknitá deska: Deska vyrobená mokrým procesem, hustota desky do 400 kg/m3 Typy desek: SB Desky pro všeobecné účely pro pouţití v suchém prostředí SB.H Desky pro všeobecné účely pro pouţití ve vlhkém prostředí SB.E Desky pro všeobecné účely pro pouţití ve venkovním prostředí SB.LS Desky pro nosné účely pro pouţití v suchém prostředí SB.HLS Desky pro nosné účely pro pouţití ve vlhkém prostředí
86 OSB DESKY měřicí jednotk a zkušeb ní metoda interval zkouše ní vlastnost tloušť. třída OSB/1 OSB/2 OSB/3 alt.1 alt.2 ****) tloušťka brouš. ± 0,3 mm EN toleranc nebrou e š. ± 0,8 popř. rozměr ů délka a šířka ± 3 mm/m EN 8 hlt **) a tvaru pravoúhlost ± 2,0 mm/m přímost boků ± 1,5 mm/m EN 322 vlhkost EN 323 tolerance hustot ± 10 OSB/4 alt.1 alt.2 mg/ EN h/t obsah třída 1 < 8 ***) 100g 1 týden/t Fd *) 2 > 8 < hlavní osa > 10 - < pevnost EN 314 v ohybu vedl. osa > 10 - < h/t **) modul pruţnosti hlavní osa v ohybu vedl. osa ,30 0,34 0,50 EN 319 rozlupčivost > 10 - < 18 0,28 0,32 0,45 MPa ,26 0,30 0,40 EN 317 bobtnání po 24 h EN 321 pevnost v ohybu hlavní > 10 - < osa EN 310 o testu týden/t EN 321 rozlupčivost ,18 0,21 + po testu > 10 - < 18 0,15 0,11 EN ,13 0,15 EN rozlupčivost ,15 0, hlt **) po varu > 10 - < 1 0,13 0,15 EN ,12 0,13 *) pro desky s minimálním obsahem formaldehydu se interval zkoušení můţe prodlouţit **) vyrábí-li se v jedné směně víc tloušťkových tříd, je třeba organizovat zkoušení tak, aby se v jednom týdnu zkoušela nejméně jedna deska z kaţdé tloušťkové třídy ***) některé státy (Německo, Švédsko, Dánsko a Rakousko) mají jiné poţadavky nebo i jiné zkušební postupy - viz EN 300 příloha F ****) pod zlomkovou čarou znamená t -yp desky
87 OSB/1 - desky pro všeobecné pouţití a pro vnitřní zařízení (včetně nábytku) pro pouţití v suchém prostředí OSB/2 - nosné desky pro pouţití v suchém prostředí OSB/3 - nosné desky pro pouţití ve vlhkém prostředí OSB/4 - mimořádně zatíţitelné nosné desky pro pouţití ve vlhkém prostředí
88 TŘÍSKOVÉ DESKY (DTD) vlastnost zkušební měřicí tloušt'kov á EN EN EN EN EN EN metoda jednotka třída alt.1 alt alt.1 alt.2 rozměry tlouštka broušené ± 0,3 uvnitř desky a mezi deskami desky délka, šířka EN mm nebrouše né 0,3 + 1,7 uvnitř desky a mezi deskami pravoúhlost a EN mm/m ± 2:0 přímost boků ť 1,5 vlhkost EN 322 % 5-13 hustota EN 323 kg/m3 tolerance ± 10 % vztaţeno na střední hustotu uvnitř desky obsah EN 120 mg/100 g třída 1: < 8 ***) formaldehydu *) třída 2: > 8 a <30 t > > , pevnost v ohybu EN 310 MPa > , > , ,5 > , > , > 40 5, _ > modul pruţnosti > v ohybu EN 310 MPa > > > ~ > > ,6 0,31 0,45 0,45 0,50 > ,28 0,40 0,40 0,45 0,60 0,75 > ,24 0,35 0,35 0,45 0,50 0,70 rozlupčivost EN 319 MPa > ,20 0,30 0,30 0,40 0;40 0,65 přídrţnost povrchu EN 311 MPa > 3 0,8 > ,17 0,25 0,25 0,35 0,35 0,60 > ,14 0,20 0,20 0,30 0,30 0,55 > 40 0,14 0,20 0,20 0,25 0,25 0, > bobtnání 24 h EN 317 % > > , ,30 > ,25 0,41 rozlupčivost > ,22 0,36 po cyklování EN 321 MPa > ,20 0,33 > ,17 0,28 > ,15 0,25 > 40 0,12 0,20
89 bobtnání 24 h EN 321 % > po cyklování > > <4 15 >4-6 0,15 > ,15 0,25 rozlupčivost EN MPa > ,14 0,23 po varu > ,12 0,20 > ,11 0,18 > ,1 0,17 > 40 0,09 0,15 *) pro desky s minimálním obsahem formaldehydu se interval zkoušení můţe prodlouţit (viz EN 312-1) **) vyrábí-li se v jedné směně víc tloušťkových tříd, je třeba organizovat zkoušení tak, aby.se v jednom týdnu zkoušela nejméně jedna deska z kaţdé tloušt'kové třídy ***) některé státy (Německo, Švédsko, Dánsko a Rakousko) mají jiné poţadavky nebo i jiné zkušební postupy viz přílohy C - F k EN EN Třískové desky - Poţadavky - Část 1: Všeobecné poţadavky na všechny typy desek. EN Třískové desky - Poţadavky - Část 2: Poţadavky na desky pro všeobecné účely pro pouţití v suchém prostředí. EN Třískové desky - Poţadavky - Část 3: Poţadavky na desky pro vnitřní vybavení (včetně nábytku) pro pouţití v suchém prostředí. EN Třískové desky - Poţadavky - Část 4: Poţadavky na desky pro nosné účely pro pouţití v suchém prostředí. EN Třískové desky - Poţadavky - Část 5: Poţadavky na desky pro nosné účely pro pouţití ve vlhkém prostředí. EN Třískové desky - Poţadavky - Část 6: Poţadavky na zvlášť zatíţitelné nosné desky pro pouţití v suchém prostředí. EN Třískové desky - Poţadavky - Část 7: Poţadavky na zvlášť zatíţitelné nosné desky pro pouţití ve vlhkém prostředí.
90 Vlhkost ve dřevě Mechanicko-fyzikální vlastnosti aglomerovaných materiálů velmi ovlivňuje vlhkost (se vzrůstající vlhkostí klesá pevnost materiálu). Proto je na začátku této kapitoly podrobněji objasněn mechanismus působení vlhkosti ve dřevě a v materiálech na bázi dřeva. Nároky na mechanicko-fyzikální vlastnosti materiálů podle jednotlivých norem jsou pak detailně popsány podle druhu materiálů. Vlhkost a materiály na bázi dřeva Obdobně jako dřevo přijímají vlhkost z okolního prostředí (a zvětšují své rozměry) i materiály na bázi dřeva. Bobtnání i sesychání vychází z vlhkostních změn u masivního dřeva. V rovině desky je bobtnání nízké (vrstvení podélných a příčných směrů), blíţí se spíše podélnému bobtnání dřeva. Tloušťka těchto materiálů se mění podobně jako rozměry dřeva v radiálním směru. Na rozdíl od masivního dřeva dochází u překliţky i laťovky při bobtnání k trvalé změně tvaru a rozměrů. Po vysušení se nevrací do původního stavu. Sorpční vlastnosti aglomerovaných materiálů se liší, a to podle pouţitého pojiva, hydrofóbních látek a technologie výroby. Z těchto důvodů má potom kaţdý jmenovitý materiál charakteristické sorpční vlastnosti. Chování třískových desek je úzce spojeno s velikostí a orientací třísek a velmi významný vliv má druh pouţitého lepidla. (STEP 1, 1998) Dřevotřískové desky vyrobené na bázi močovino-formaldehydových lepidel (UF) mají jen o málo niţší rovnováţnou vlhkost neţ druh dřeviny, ze kterého byla deska vyrobena. Příčina tkví jednak v odbourání povrchových OH skupin, které jsou nosiči přitaţlivých sil a jednak ve sníţení schopnosti desky bobtnat v důsledku slepení třísek. Dřevotřískové desky lepené fenolickými lepidly mají odlišný průběh sorpční izotermy neţ při pouţití UF lepidel. Vyznačují se zejména vysokou sorpční schopností při vysokých hodnotách relativní vlhkosti vzduchu. Příčina spočívá ve velmi vysoké relativní vlhkosti vytvořené fenolické pryskyřice. (Hrázský, 2000) Pouţitím lepidla na bázi fenolu se zvyšuje odolnost třískových desek proti působení vlhkosti. Na sorpční vlastnosti vláknitých desek má velký vliv variabilita ve výrobě dřevních vláken i pouţité přídavné látky. Zatímco sorpční vlastnosti vláken vyrobených různými způsoby jsou přibliţně stejné, dřevovláknité desky vyrobené z těchto různě vyrobených vláken jsou rozdílné. Je to způsobeno tím, ţe teprve technologií výroby desek se mění dodatečně charakter vláken. Sorpční křivky
91 dosahují nejvyšších hodnot u vláknitých desek vyrobených bez přídavku hydrofóbních látek, nejniţších hodnot u vláknitých desek termicky tvrzených. Bobtnání třískových i vláknitých desek je způsobeno jednak bobtnáním přírodního dřeva, jednak odpruţením slisovaných třísek a vláken, které mají snahu vrátit se do původního stavu před slisováním. (Matovič, 1993) Rozdělení vody ve dřevě: Dřevo přijímá a vydává vlhkost (sorpce a desorpce vlhkosti), a to ve formě páry i kapaliny. Vlhkost se udává jako poměr mnoţství vody k mnoţství sušiny dřevní hmoty - vlhkost absolutní, nebo podílem hmotnosti vody ke hmotnosti mokrého dřeva - vlhkost relativní. (Gandelová, 1996) Při tvorbě dřeva se voda nejprve usazuje v prostorech buněčných stěn, kde je vázána van der Waalsovými silami (STEP 1, 1998) a vodíkovými můstky na hydroxylové skupiny OH amorfní části celulózy a hemicelulóz (vlhkost nebo voda vázaná). Později v buněčných dutinách a mezibuněč-ných prostorách (vlhkost nebo voda volná). Pomyslný stav, kdy jsou buněčné stěny zcela nasyceny vodou a buněčné dutiny jsou zcela bez vody, nazýváme bodem nasy-cení vláken - BNV (někdy také označováno jako mez nasycení buněčných stěn - MNBS). Bod nasycení vláken kolísá podle dřevin od 23 do 35 %. Dřevo čerstvě po-raţeného stromu má vlhkost v průměru 80 aţ 120 %, její výše závisí na dřevině a době kácení. Bělové dřevo má několikanásobně vyšší vlhkost neţ vyzrálé dřevo já-drové. Celková vlhkost dřeva můţe dosáhnout aţ 200 %. (Dřevařská příručka, 1989) Ihned po poraţení stromu začne dřevo vysychat. Nejprve vysychá voda volná, teprve po tom voda vázaná. Při vysychání vody volné nedochází ke změně rozměrů. Dřevo mění rozměry aţ při sorpci nebo desorpci vázané vody. Dále je ve dřevě ob-saţena voda chemicky vázaná. Nelze ji ze dřeva odstranit sušením, ale pouze spálením. Je součástí chemických sloučenin. Její celkové mnoţství představuje 1 aţ 2 % sušiny dřeva. (Gandelová, 1996) Navlhavost dřeva Dřevo je hygroskopický materiál, který má schopnost měnit svoji vlhkost podle vlhkosti okolního prostředí. Vlhkost dřeva, která se ustálí při daných podmínkách prostředí (relativní vzdušná vlhkost a teplota) se nazývá rovnováţnou vlhkostí dřeva (RDV). Stav, který je takto dosaţen se potom nazývá stavem vlhkostní rovnováhy


92 (SVR). S kaţdou změnou relativní vlhkosti a teploty vzduchu se mění také rovnováţná vlhkost dřeva (příloha č. 12.4). Pokud je vlhkost dřeva niţší neţ odpovídá SVR, dřevo přijímá - absorbuje - vodu ve formě vodní páry z ovzduší, dokud nedosáhne SVR. Pokud je vlhkost dřeva vyšší neţ SVR, nastává proces opačný, dřevo vodu ztrácí, coţ nazýváme desorpcí. Tento proces změny vlhkosti dřeva v závislosti na relativní vzdušné vlhkosti a teplotě prostředí je vratný, ale ne po stejné křivce. Pro stejnou relativní vlhkost a teplotu vzduchu je vlhkost dřeva vyšší při desorpci neţ při adsorpci, a to při rozpětí relativní vlhkosti vzduchu w = % o 2,5 aţ 3,5 %. Rozdíl mezi adsorpcí a desorpcí se při vzdušné vlhkosti mimo tento interval zmenšuje na nulovou hodnotu. Závislost rovnováţné vlhkosti dřeva na relativní vlhkosti vzduchu při konstantní teplotě se nazývá sorpční izotermou (obr. 1). Rozdíl sorpčních isoterem při adsorpci a desorpci se nazývá hysterezou sorpce a pro rozpě-tí relativní vzdušné vlhkosti w = % je poměrně konstantní. (Gandelová, 1996) Hystereze sorpce a desorpce pro dřevo smrku při teplotě 25 C (podle Kollmanna a Cote 1968). a - desorpce, b - oscilující sorpce, c - adsorpce Odlišný průběh křivky při zvlhčování vzorku dřeva a při jeho vysušování vysvětluje, proč můţe mít při opětovném vystavení stejnému klimatu rozdílnou vlhkost (i jiné rozměry). Je to způsobeno vlhkostním stavem, ze kterého se vzorek na současnou vlhkost dostal.
Vlastnosti cementových a polyuretanových lepidel
 V Ý Z K U M N Ý Ú S T A V M A L T O V I N P R A H A spol. s r.o. Na Cikánce 2, Praha 5 - Radotín, PSČ 153 00 Vlastnosti cementových a polyuretanových lepidel Identifikační údaje Název organizace: Výzkumný
V Ý Z K U M N Ý Ú S T A V M A L T O V I N P R A H A spol. s r.o. Na Cikánce 2, Praha 5 - Radotín, PSČ 153 00 Vlastnosti cementových a polyuretanových lepidel Identifikační údaje Název organizace: Výzkumný
TECHNICKÉ MATERIÁLY II
 Vysoká škola báňská Technická univerzita Ostrava TECHNICKÉ MATERIÁLY II učební text Zdeněk Jonšta Ostrava 2012 Recenze: Doc. Ing. Miroslav Greger, CSc. Mgr. Tomáš Fismol Název: Technické materiály II Autor:
Vysoká škola báňská Technická univerzita Ostrava TECHNICKÉ MATERIÁLY II učební text Zdeněk Jonšta Ostrava 2012 Recenze: Doc. Ing. Miroslav Greger, CSc. Mgr. Tomáš Fismol Název: Technické materiály II Autor:
Přímá bruska s příslušenstvím
 Do tepelně lepicích pistolí je možné použít několik druhů tyčinek podle slepovaného materiálu: Univerzální (nažloutlé) jsou určeny k lepení všech běžných materiálů. Žluté určené k lepení dřeva, papíru
Do tepelně lepicích pistolí je možné použít několik druhů tyčinek podle slepovaného materiálu: Univerzální (nažloutlé) jsou určeny k lepení všech běžných materiálů. Žluté určené k lepení dřeva, papíru
Obnovitelné zdroje energie
 Energetická agentura Zlínského kraje, o.p.s. Obnovitelné zdroje energie Ing. Jaroslav Chlubný Ing. Jaroslav Lednický Ing. Radek Sedlačík Mgr. Lenka Slezáčková V rámci projektu Energetická efektivita v
Energetická agentura Zlínského kraje, o.p.s. Obnovitelné zdroje energie Ing. Jaroslav Chlubný Ing. Jaroslav Lednický Ing. Radek Sedlačík Mgr. Lenka Slezáčková V rámci projektu Energetická efektivita v
TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část Interaktivní multimediální text pro bakalářský a magisterský studijní
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 3. část Interaktivní multimediální text pro bakalářský a magisterský studijní
Technologie pro přípravu a energetické využití biomasy
 VŠB - Technická univerzita Ostrava Výzkumné energetické centrum Metodická příručka ke studii Technologie pro přípravu a energetické využití biomasy Tadeáš Ochodek, Jan Koloničný, Michal Branc v rámci projektu
VŠB - Technická univerzita Ostrava Výzkumné energetické centrum Metodická příručka ke studii Technologie pro přípravu a energetické využití biomasy Tadeáš Ochodek, Jan Koloničný, Michal Branc v rámci projektu
OBNOVITELNÉ ZDROJE ENERGIE. učební text
 OBNOVITELNÉ ZDROJE ENERGIE učební text Sestavil kolektiv autorů při ISŠ Cheb Vytvořeno v rámci grantového projektu Učíme správně technické obory Obsah Obnovitelný zdroj energie... 4 Vyuţití obnovitelných
OBNOVITELNÉ ZDROJE ENERGIE učební text Sestavil kolektiv autorů při ISŠ Cheb Vytvořeno v rámci grantového projektu Učíme správně technické obory Obsah Obnovitelný zdroj energie... 4 Vyuţití obnovitelných
Stavíme ze dřeva. Přírodní, udržitelné a spolehlivé dřevostavby z materiálů EGGER. www.egger.cz
 Stavíme ze dřeva Přírodní, udržitelné a spolehlivé dřevostavby z materiálů EGGER www.egger.cz Dřevo mě učí pracovat přesně a hledat jednoduchá řešení. Hermann Kaufmann, architekt Obsah 4 Stavby trvalé
Stavíme ze dřeva Přírodní, udržitelné a spolehlivé dřevostavby z materiálů EGGER www.egger.cz Dřevo mě učí pracovat přesně a hledat jednoduchá řešení. Hermann Kaufmann, architekt Obsah 4 Stavby trvalé
Požadavky na jednotlivé faktory vnitřního prostředí budov, mikroklimatické podmínky, tepelná a chladová zátěž
 Požadavky na jednotlivé faktory vnitřního prostředí budov, mikroklimatické podmínky, tepelná a chladová zátěž Ing. Zuzana Mathauserová, Státní zdravotní ústav, zmat@szu.cz Pokud řešíme jednotlivé faktory
Požadavky na jednotlivé faktory vnitřního prostředí budov, mikroklimatické podmínky, tepelná a chladová zátěž Ing. Zuzana Mathauserová, Státní zdravotní ústav, zmat@szu.cz Pokud řešíme jednotlivé faktory
The Brave may not live forever but the cautious do not live at all!
 The Brave may not live forever but the cautious do not live at all! Z knihy Byznys v plné nahotě od Richarda Bransona Úvodem bych chtěl poděkovat svému školiteli docentu Antonínu Blahovi za jeho podněty
The Brave may not live forever but the cautious do not live at all! Z knihy Byznys v plné nahotě od Richarda Bransona Úvodem bych chtěl poděkovat svému školiteli docentu Antonínu Blahovi za jeho podněty
D.3.4.3, WP 3. This Project (Contract No. IEE/09/848/SI2.558364) is supported by:
 is supported by:") IEE Project BiogasIN Materiál pro Českou republiku Seminář pro administrativní sektor o realizaci projektů výroby a využití bioplynu D.3.4.3, WP 3 Česká bioplynová asociace, o.s. (CzBA) Za přispění Henning
IEE Project BiogasIN Materiál pro Českou republiku Seminář pro administrativní sektor o realizaci projektů výroby a využití bioplynu D.3.4.3, WP 3 Česká bioplynová asociace, o.s. (CzBA) Za přispění Henning
1 Přednáška Konstrukční materiály
 1 Přednáška Konstrukční materiály Stručný obsah přednášky: Základní skupiny konstrukčních materiálů. Vazby v pevných látkách. Vlastnosti materiálů. Krystalová stavba kovů. Millerovy indexy Motivace k přednášce
1 Přednáška Konstrukční materiály Stručný obsah přednášky: Základní skupiny konstrukčních materiálů. Vazby v pevných látkách. Vlastnosti materiálů. Krystalová stavba kovů. Millerovy indexy Motivace k přednášce
Stavební materiály jako zdroj radonu a gama záření
 Radon Stavební souvislosti II. Sešit G Stavební materiály jako zdroj radonu a gama záření Principy ochrany proti radonu a gama záření ze stavebních materiálů Martin Jiránek Milena Honzíková STÁTNÍ ÚŘAD
Radon Stavební souvislosti II. Sešit G Stavební materiály jako zdroj radonu a gama záření Principy ochrany proti radonu a gama záření ze stavebních materiálů Martin Jiránek Milena Honzíková STÁTNÍ ÚŘAD
Domy ze slaměných balíků - stavební příručka
 Domy ze slaměných balíků - stavební příručka 1. ÚVOD Str.1 Stavění z balíků slámy je stavění moudré. Je to více než jen technika stavění zdí, která ještě nebyla doceněna. [ = has yet to come into its own?
Domy ze slaměných balíků - stavební příručka 1. ÚVOD Str.1 Stavění z balíků slámy je stavění moudré. Je to více než jen technika stavění zdí, která ještě nebyla doceněna. [ = has yet to come into its own?
BETONOVÉ MOSTY I VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ ING. JOSEF PANÁČEK MODUL M03 SPODNÍ STAVBA A PŘÍSLUŠENSTVÍ MOSTNÍCH OBJEKTŮ FAKULTA STAVEBNÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ ING. JOSEF PANÁČEK BETONOVÉ MOSTY I MODUL M03 SPODNÍ STAVBA A PŘÍSLUŠENSTVÍ MOSTNÍCH OBJEKTŮ STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ ING. JOSEF PANÁČEK BETONOVÉ MOSTY I MODUL M03 SPODNÍ STAVBA A PŘÍSLUŠENSTVÍ MOSTNÍCH OBJEKTŮ STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA
TECHNICKÉ INFORMACE FIRMY REHAU PLOŠNÉ VYTÁPĚNÍ/CHLAZENÍ 864600 CZ
 TECHNICKÉ INFORMACE FIRMY REHAU PLOŠNÉ VYTÁPĚNÍ/CHLAZENÍ 864600 CZ Technické změny vyhrazeny Platí od: květen 2010 www.rehau.cz Stavebnictví Automobilový průmysl Průmysl TECHNICKÉ INFORMACE K TECHNICKÉMU
TECHNICKÉ INFORMACE FIRMY REHAU PLOŠNÉ VYTÁPĚNÍ/CHLAZENÍ 864600 CZ Technické změny vyhrazeny Platí od: květen 2010 www.rehau.cz Stavebnictví Automobilový průmysl Průmysl TECHNICKÉ INFORMACE K TECHNICKÉMU
Výukový materiál pro praktické vyučování oboru Kadeřník, tematický celek Barvení vlasů
 MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA KATEDRA DIDAKTICKÝCH TECHNOLOGIÍ Výukový materiál pro praktické vyučování oboru Kadeřník, tematický celek Barvení vlasů Bakalářská práce Brno 2012 Vedoucí práce:
MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA KATEDRA DIDAKTICKÝCH TECHNOLOGIÍ Výukový materiál pro praktické vyučování oboru Kadeřník, tematický celek Barvení vlasů Bakalářská práce Brno 2012 Vedoucí práce:
Materiál od ing. Pinkasové
 Obchodní logistika a provoz Materiál od ing. Pinkasové I. Pojetí logistiky a jeho vývoj Definice logistiky podle Evropské logistické asociace: " Organizace, plánování, řízení a výkon toků zboží vývojem
Obchodní logistika a provoz Materiál od ing. Pinkasové I. Pojetí logistiky a jeho vývoj Definice logistiky podle Evropské logistické asociace: " Organizace, plánování, řízení a výkon toků zboží vývojem
Jak se dělá elektromotor Ing. Josef Šimon, ATAS elektromotory Náchod, a. s.
 Jak se dělá elektromotor Ing. Josef Šimon, ATAS elektromotory Náchod, a. s. Elektromotor je elektrický stroj, který za posledních sto let doznal velkého rozmachu. S nástupem elektrizace zasáhl do všech
Jak se dělá elektromotor Ing. Josef Šimon, ATAS elektromotory Náchod, a. s. Elektromotor je elektrický stroj, který za posledních sto let doznal velkého rozmachu. S nástupem elektrizace zasáhl do všech
Univerzita Pardubice
 Univerzita Pardubice Dopravní fakulta Jana Pernera Faktory determinující bezpečnost železniční nákladní přepravy Tomáš Vystrčil Bakalářská práce 2014 Prohlašuji: Tuto práci jsem vypracoval samostatně.
Univerzita Pardubice Dopravní fakulta Jana Pernera Faktory determinující bezpečnost železniční nákladní přepravy Tomáš Vystrčil Bakalářská práce 2014 Prohlašuji: Tuto práci jsem vypracoval samostatně.
Univerzita Pardubice Dopravní fakulta Jana Pernera. Balistická odolnost automobilu Bc. Jan Tolar
 Univerzita Pardubice Dopravní fakulta Jana Pernera Balistická odolnost automobilu Bc. Jan Tolar Diplomová práce 2008 SOUHRN Tato práce se věnuje balistické odolnosti osobního automobilu. Tato problematika
Univerzita Pardubice Dopravní fakulta Jana Pernera Balistická odolnost automobilu Bc. Jan Tolar Diplomová práce 2008 SOUHRN Tato práce se věnuje balistické odolnosti osobního automobilu. Tato problematika
Dendrometrie Garant předmětu : Doc.Ing.Josef Sequens, Csc.
 Dendrometrie Garant předmětu : Doc.Ing.Josef Sequens, Csc. POUŽITÁ LITERATURA : Korf, V.: Dendrometrie, Praha 1953 Assman, E.: Waldertragslehre, Mnichov 1961 Prodan, M.: Holzmeslehre, Franfurkt 1965 Korf,
Dendrometrie Garant předmětu : Doc.Ing.Josef Sequens, Csc. POUŽITÁ LITERATURA : Korf, V.: Dendrometrie, Praha 1953 Assman, E.: Waldertragslehre, Mnichov 1961 Prodan, M.: Holzmeslehre, Franfurkt 1965 Korf,
Automatický teplovodní kotel
 Automatický teplovodní kotel KTP 20 PELLET Původní provozní a montážní návod a Záruční list aktualizace 4/ 2011 ROJEK DŘEVOOBRÁBĚCÍ STROJE a.s., prodej tepelné techniky Masarykova 16, 517 50 Častolovice,
Automatický teplovodní kotel KTP 20 PELLET Původní provozní a montážní návod a Záruční list aktualizace 4/ 2011 ROJEK DŘEVOOBRÁBĚCÍ STROJE a.s., prodej tepelné techniky Masarykova 16, 517 50 Častolovice,
Klimatické změny a jejich dopady na život lidí
 Klimatické změny a jejich dopady na život lidí Studijní opora k akci v rámci projektu CZ.1.07/1.3.05/03.0030 Název projektu: Zeměpis v nové perspektivě aneb tudy cesta vede Celkový počet stran: 40 Autor:
Klimatické změny a jejich dopady na život lidí Studijní opora k akci v rámci projektu CZ.1.07/1.3.05/03.0030 Název projektu: Zeměpis v nové perspektivě aneb tudy cesta vede Celkový počet stran: 40 Autor:
Učinit správnou volbu
 Jak řešit problémy Učinit správnou volbu V katalogu Jak řešit problémy si snadno vyberete z nabídky výrobků Henkel ten nejlepší produkt Loctite, se kterým vyřešíte problémy v oblasti strojírenství, jak
Jak řešit problémy Učinit správnou volbu V katalogu Jak řešit problémy si snadno vyberete z nabídky výrobků Henkel ten nejlepší produkt Loctite, se kterým vyřešíte problémy v oblasti strojírenství, jak
Elektrický perkolační práh a dielektrické vlastnosti elastomerních nanokompozitů
 Elektrický perkolační práh a dielektrické vlastnosti elastomerních nanokompozitů Electric percolation treshold and dielectric properties Bc. Martin Winkler Diplomová práce 2008 ***nascannované zadání s.
Elektrický perkolační práh a dielektrické vlastnosti elastomerních nanokompozitů Electric percolation treshold and dielectric properties Bc. Martin Winkler Diplomová práce 2008 ***nascannované zadání s.
Automatický teplovodní kotel ROJEK TKA 15 ROJEK TKA 25 ROJEK TKA 45
 Automatický teplovodní kotel ROJEK TKA 15 ROJEK TKA 25 ROJEK TKA 45 Původní návod k používání Záruční list aktualizace 02/ 2014 ROJEK DŘEVOOBRÁBĚCÍ STROJE a.s., prodej tepelné techniky Masarykova 16, 517
Automatický teplovodní kotel ROJEK TKA 15 ROJEK TKA 25 ROJEK TKA 45 Původní návod k používání Záruční list aktualizace 02/ 2014 ROJEK DŘEVOOBRÁBĚCÍ STROJE a.s., prodej tepelné techniky Masarykova 16, 517
ÚLOHA A APLIKAČNÍ MOŽNOSTI METODY FMEA PŘI ZABEZPEČOVÁNÍ SPOLEHLIVOSTI
 ČESKÁ SPOLEČNOST PRO JAKOST Novotného lávka 5, 6 6 Praha ÚLOHA A APLIKAČNÍ MOŽNOSTI METODY FMEA PŘI ZABEZPEČOVÁNÍ SPOLEHLIVOSTI MATERIÁLY Z 5. SETKÁNÍ ODBORNÉ SKUPINY PRO SPOLEHLIVOST Praha, listopad 00
ČESKÁ SPOLEČNOST PRO JAKOST Novotného lávka 5, 6 6 Praha ÚLOHA A APLIKAČNÍ MOŽNOSTI METODY FMEA PŘI ZABEZPEČOVÁNÍ SPOLEHLIVOSTI MATERIÁLY Z 5. SETKÁNÍ ODBORNÉ SKUPINY PRO SPOLEHLIVOST Praha, listopad 00
h Návod k použití kanalizačních a vodovodních CC-GRP trub
 h Návod k použití kanalizačních a vodovodních CC-GRP trub 1 Obsah 1. 1.1 2. 2.1 3. 3.1 3.2 3.3 3.4 4. 4.1 4.2 4.3 4.4 5. 5.1 5.2 5.3 5.4 5.5 5.5.1 5.5.2 5.6 5.6.1 5.6.2 5.7 5.8 5.9 5.10 5.11 6. 6.1 6.2
h Návod k použití kanalizačních a vodovodních CC-GRP trub 1 Obsah 1. 1.1 2. 2.1 3. 3.1 3.2 3.3 3.4 4. 4.1 4.2 4.3 4.4 5. 5.1 5.2 5.3 5.4 5.5 5.5.1 5.5.2 5.6 5.6.1 5.6.2 5.7 5.8 5.9 5.10 5.11 6. 6.1 6.2
Obecný úvod do problematiky CNC programování
 Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační
Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační