Technologie I. Technologie s vyšší koncentrací tepla. (odpor, plazma, elektronový paprsek, laser)
|
|
|
- Dominik Veselý
- před 9 lety
- Počet zobrazení:
Transkript
1 Technologie I. Technologie s vyšší koncentrací tepla (odpor, plazma, elektronový paprsek, laser)

2 Odporové svařování Odporové svařování patří mezi metody tlakového svařování, kromě metody pod TU v Liberci roztavenou struskou (ta patří mezi metody tavné). Potřebné teplo vzniká přímo ve svařovaném předmětu. Je dosahována vysoká produktivita. Charakteristika: Vysoká rychlost svařování Možnost svařování ve všech polohách Možnost svařovat většiny kovových materiálů (nelegované a legované oceli, Ni, Al, Cu a jejich slitin) Vhodné pro malosériovou a hromadnou výrobu Rozsah svařovaných tloušťek: 0,4-4mm Velikost proudu: A Druh proudu: střídavý Sekundární napětí: 0,5-10V Svařovací čas: 0,04-2s Přítlačná síla: N Průměr elektrody: 2-3mm
 Vhodné pro malosériovou a hromadnou výrobu Rozsah svařovaných tloušťek: 0,4-4mm Velikost proudu: 10 3-10 5 A Druh proudu: střídavý Sekundární")
3 Princip V místě svaru prochází elektrický proud. Materiály se ohřejí, stanou se TU v Liberci tvárnými nebo se roztaví a pak následuje stlačení, tím se vytvoření požadovaný svar. Zdrojem tepla je elektrický odpor v místě styku svařovaných materiálů (přechodový odpor) Množství vznikajícího tepla se stanovuje podle Joule-Lenzova zákona: Q = R. I 2. t ( J ) I protékající proud (A) R elektrický odpor (Ω) t doba průtoku proudu (s) dq = R(t). I 2 (t). Dt Q = I 2. Σ R. dt R a I jsou časově závislé Celkový odpor je dán součtem přechodových odporů a odporů svařovaných materiálů R = R M + R P R M elektrický odpor svařovaných materiálů (R m1, R m2 ) R P elektrický odpor styku (R P1, R P2, R P3 )
 I protékající proud (A) R elektrický odpor (Ω) t doba průtoku proudu (s) dq = R(t). I 2 (t). Dt Q = I 2. Σ R.")
4 Druhy metod Bodové odporové svařování Švové odporové svařování TU v Liberci Výstupkové odporové svařování Stykové odporové svařování Odpory Přechodový odpor měděných elektrod a svařovaného materiálu: je nežádoucí R 1 = R / p R 1 konstanta (µω) P měrný tlak (kpa) Vlastní odpor svařovaných materiálů: R 2, R 4 Přechodový odpor mezi svařovanými materiály: R 3 Σ R = R 1 + R 2 + R 3 + R 4 + R 5
 P měrný tlak (kpa) Vlastní odpor svařovaných materiálů: R 2, R 4")

5 Σ R = R 1 + R 2 + R 3 + R 4 + R 5 TU v Liberci

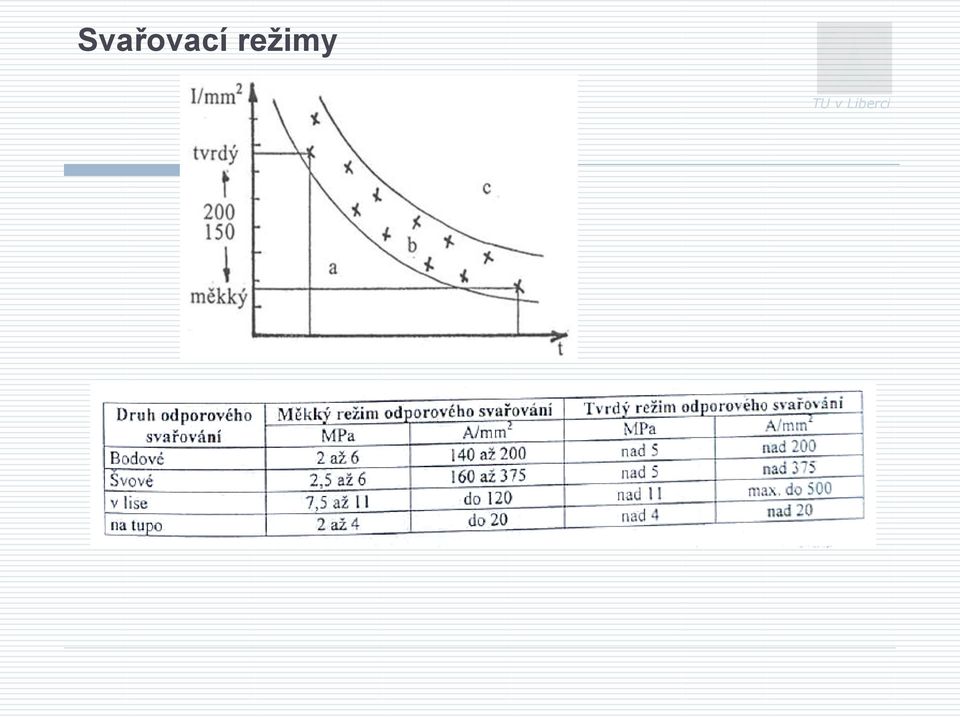
6 Parametry svařování Na svařovací proces mají velký vliv Jsou to: Svařovací proud I S TU v Liberci Přítlačná síla P S Svařovací čas t S Rychlost svařování v S Přerušování svařovaného proudu (u švového svařování) Potřebné teplo vytvoření svaru lze dosáhnout 2 svařovacími režimy: Tvrdý režim: Výhody: Krátké strojní časy Krátkodobé působení svařovací teploty (rychlé chladnutí svaru) vede k jemnozrnné struktuře svarového kovu Minimální napětí a deformace Menší spotřeba elektrické energie a elektrod
 vede k jemnozrnné struktuře svarového kovu Minimální napětí a deformace Menší spotřeba elektrické energie a")
7 Svařovací režimy Nevýhody: Vyžaduje stroje velkých příkonů a silnějších konstrukcí Velká spotřeba energie TU v Liberci Měkký režim: Výhody: Nevýhody: Nevyžaduje stroje velkého příkonu Umožňuje používat menší průřezy elektrických vodičů Je méně citlivý na odchylky odporové svařitelnosti svařovaných materiálů Vyžaduje delší strojové časy (nižší produktivita) Vznikají větší deformace a napětí ve svarových spojích Vzniká hrubozrnná struktura Častější úprava svařovacích elektrod


8 Svařovací režimy TU v Liberci
9 Svařovací programy TU v Liberci Tepelná rovnováha

10 Typy elektrod Materiál elektrod musí mít tyto vlastnosti: TU v Liberci Vysokou elektrickou a tepelnou vodivost za normálních i vyšších teplot Dostatečnou mechanickou pevnost Co nejvyšší teplotu měknutí Co nejmenší sklon k legování svařovaným materiálem Vysokou odolnost proti oxidaci Dobrou odolnost vůči otěru za vyšších teplot Dobrou obrobitelnost Nízké výrobní náklady Používané materiály na bázi: Cu-Cr Cu-Ni-P Cu-Ni-Si Cu-Be-Co

11 Typy elektrod TU v Liberci

12 Svařovací stroje Zdrojem proudu jsou odporové svářečky, které se skládají z části elektrické a mechanické. Elektrickou část tvoří nejčastěji jednofázový transformátor, který má primární a sekundární vinutí. - primární vinutí má více závitů - sekundární vinutí má jeden závit tím se na sekundárním vinutí docílí poměrně malého napětí (U=2-20V) a vysoké intenzity střídavého svařovacího proudu (I= A) podle velikosti a účelu stroje. Mechanická část zabezpečuje polohu svařovaných součástí. Zatěžování : D Z = t S / (t S + t P ). 100 D Z zatěžovatel (%) t S čas průchod proudu (s) t P čas přestávky (s)
 podle velikosti a účelu stroje. Mechanická část zabezpečuje polohu svařovaných součástí.")
13 Svařovací stroje Znázornění svařovacího cyklu a zatěžovatele N K krátkodobý výkon svařovacího stroje N t trvalý výkon, který vyrobí za čas t S + t P stejné teplo jako N K za čas t S Odporové svářečky se dělí podle účelu a způsobu svařování: přeplátováním: bodové, švové, výstupkové a bradavkové stykové (natupo): stlačením bez odtavení nebo odtavením
: stlačením bez odtavení nebo")
14 Svařovací stroje Zatěžovatele: a) lisy, stykové svářečky bez předehřívání b) automatické bodovky c) mechanické bodovky d) švovky
 mechanické bodovky")
15 A) Stroje pro bodové svařování Závěsné bodovky Stabilní bodové svářečky Speciální bodové svářečky Pneumatická bodovka: 1 vzduchový válec 2 horní rameno 3 dolní rameno 4 elektrodové špičky 5 sekundární přívod 6 elektropneumatický ventil 7 kohout pro pomocný zdvih 8 časové relé 9 vodní chlazení 10 zvedací zařízení

16 B) Stroje pro švové svařování 1 vzduchový válec 2 svařovací hlava 3 dolní rameno 4 elektrodové kladka 5 horní rameno 6 sekundární pás 7 hnací hřídel 8 řídící skříň 9 rozvodová skříň 10 vodní chlazení 11 odpadní vana 12 přívod tlakového vzduchu

17 C) Stroje pro výstupkové svařování 1 horní rameno 2 dolní rameno 3 horní čelist 4 dolní čelist 5 spouštěcí páky 6 přívodní pás 7 vodní chlazení 8 zvedací ústrojí Výroba výstupků: a) Lisováním b) Strojním opracováním c) Mezi vložkami
 Lisováním b) Strojním opracováním c) Mezi")
18 D) Stroje pro stykové odporové svařování tlakem 1 pojistky 2 vypínač 3 primární vinutí transformátoru 4 upínací čelisti 5 svařované součásti 6 spínač 7 stykač 8 koncový vypínač 9 přepojovač E) Stroje pro stykové odporové svařování odtavením
 Stroje pro stykové odporové")

19 Metody Bodové svařování: pod elektrody se vloží přeplátované plechy, které se sevřou přitlačením elektrod spustí se odporová svářečka mezi elektrodou a materiálem vzniká přechodový odpor, na styku obou materiálů vzniká značný odpor, v důsledku průchodu proudu vzniká Jouleovo teplo, které natavuje stykové plochy obou materiálů pak následuje stlačení elektrod, čímž se natavený materiál spěchuje jakmile je svár hotov svařovací proud se automaticky vypne svár tuhne dále pod tlakem vyvozeným stlačením elektrod. na stykové ploše svařovaných materiálů se vytvoří tzv. čočka

20 Pracovní cyklus (průběh proudu a přítlačné síly na čase) Jednoduchý pracovní cyklus bodovky Složitější pracovní cyklus bodovky


21 Švové svařování: Princip je stejný jako u bodového svařování, akorát v tomto případě jsou k sobě materiály stlačovány 2 měděnými kladkami. Kladky slouží k pohyb materiálu a také přívodu proudu. Svařování na lisech: výstupkové svařování Princip je stejný jako u bodového svařování.měděné odporové elektrody jsou upraveny dle tvaru svařovaného materiálu drobné výstupky na svařovaném materiálu velké výstupky na svařovaném materiálu
22 Stroje pro stykové odporové svařování tlakem Princip vzniku tepla je stejný jako u bodování. Používá se speciální zařízení, které má dvě měděné čelisti do kterých se upíná svařovaný materiál, který se stýká čelně, po sepnutí proudu vzniká na čelních plochách tepelný přechodový odpor (Jouleovo teplo), pak oba materiály přitlačíme k sobě. Stroje pro stykové odporové svařování odtavením
23 Svařování pod roztavenou struskou používá se pro svařování velkých tloušťek materiálu (obvykle od 50 mm a výše) svařování se provádí ve svislé poloze ze zdola nahoru s nuceným formováním svaru z obou stran základního materiálu pomocí chlazených Cu příložek svařované součásti jsou rovnoběžné, s mezerou asi 30 mm. zdrojem tepla k natavení základního a přídavného materiálu je zde odporové teplo, které vzniká průchodem elektrického proudu roztavenou a elektricky vodivou struskou tato struska je ohřátá na teplotu vyšší než je teplota tání oceli, takže elektrody se v této lázni taví a kapky klesají do lázně svarového kovu; svarový kov i roztavenou strusku udržují v místě svaru dvě měděné, vodou intenzivně chlazené příložky (formovací příložky). 1 základní materiál 2 svar 3 formovací podložka 4 hubice 5 příčný rozkyv hubice 6 ztuhlý svarový kov spoje 7 svarová lázeň 8 roztavená struska 9 přídavný materiál
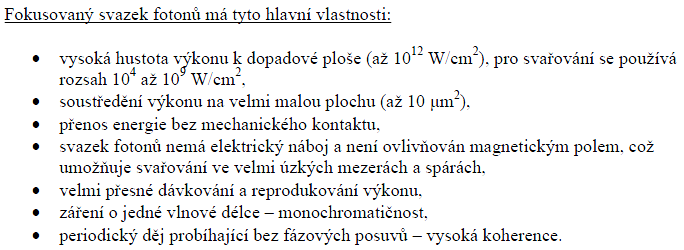
24 Zvláštní způsoby svařování Svařování plazmou Svařování elektronovým paprskem Svařování laserem Výhody: Koncentrovaný zdroj tepla o velkém výkonu, umožňuje rychlý ohřev i velkou rychlost svařování, tím se zmenšuje tepelně ovlivněná plocha a dochází k snížení napětí i deformací Možnost svařovat materiály s konečnou úpravou (opracováním) Nové typy svarů umožňují tvořit nové konstrukce
 Při pohybu zdroje je proudění v kapiláře řízeno povrchovým napětím")
25 Charakteristika: Snížení spotřeby tepelné energie na jednotkovou délku svaru, kterého se dosahuje vysokou hustotou energie v dopadové ploše Pokud je energie vyšší než 10 5 W/cm 2, tak dojde k rychlému ohřevu kovu na teplotu varu a vytvoření dutiny ve tvaru kapiláry (ta proniká celou tloušťkou nebo vzniká pod povrchem) Při pohybu zdroje je proudění v kapiláře řízeno povrchovým napětím (závisí na teplotě) S poklesem teploty tavné lázně za zdrojem roste povrchové napětí, tavenina se přemísťuje za kapiláru a dochází ke krystalizaci
26 Svařování plazmou Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
27 Charakteristika: Plazma je plyn ohřátý na vysokou teplotu (cca C), tvořený atomy, elektrony a ionty, plyn je elektricky neutrální princip svařování plazmou je založen na ionizaci plynu při průchodu elektrickým obloukem (podle stupně ionizace může být plazma úplně nebo částečně ionizovaná) u dvouatomových plynů (dusík, vodík a kyslík) musí nejprve proběhnout rozklad molekul na atomy stupeň následné ionizace je závislý na teplotě a ta dosahuje u svařování plazmou cca až C po technologické stránce je svařování plazmou je podobné metodě WIG, avšak se liší jiným uspořádáním hořáku a fyzikálními zvláštnostmi procesu. pro svařování se používá plazmový hořák s wolframovou elektrodou, která je připojená na (-) pól (pro svařování hliníku na (+) pól) a základní materiál na (+) pól stejnosměrného svařovacího proudu elektrický oblouk hoří mezi wolframovou elektrodou a základním materiálem a prochází měděnou tryskou, která zaškrcuje oblouk, zvyšuje se tak hustota energie, teplota a vzniká plazma jako plazmový plyn se používá argon, okolo měděné trysky proudí směs plynů (např. Ar + H 2 ), které zužují proud plazmového plynu vycházející z měděné trysky

28 plazmové svařování však dosahuje vysokých svařovacích rychlostí 0,85 až 0,20 m.min -1 svařují se všechny druhy ocelí, měď, hliník, titan, nikl molybden a jejich slitiny parametry svařování vysokolegovaných ocelí se pro tloušťky 2 až 10 mm: napětí mezi 28 až 40 V svařovací proud mezi 110 až 300 A Druhy plynů: Plazmový: Ar, Ar + H 2, Ar + He, s průtokem 0,5-9 l/min Fokusační plyn pro zúžení plazmového paprsku a průtokem 3-18 l/min Ochranný plyn pro ochranu svarové lázně proti oxidaci s průtokem 2-20 l/min, u aktivních materiálů Ti, Zr, Ta se průtok zvyšuje na l/min
29 Úprava svarových ploch: Mikroplazmové svařování: Intenzita proudu se zde pohybuje v rozsahu 0,05-20A. Mikroplazmovým svařováním lze svařovat kovové fólie tloušťky 0,01mm i plech tloušťky 2mm. Značným problémem při spojování tenkých fólií je příprava svarové mezery, která se má pohybovat mezi 10-20% tloušťky fólie. Nutností je použití upínacích přípravků pro odvod tepla a zajištění polohy během svařování. Vhodné pro svařování slitin niklu, titanu, mědi Mikroplazmové svařování se používá v leteckém a kosmickém průmyslu, mikroelektronice, přístrojové technice, chemickém a potravinářském průmyslu.
30 Systém Plazma MIG (GMPA Gas Metal Plasma Arc): Svařování kombinací plazmy a svařování metodou MIG spojuje výhody plazmového oblouku (vysokou stabilitu hoření i při velké délce oblouku), s výhodami MIG svařování (automatické podávání tavící se drátové elektrody). Existují dvě základní alternativy: a) Plazmový oblouk hoří mezi pomocnou wolframovou elektrodou a proud plazmatu je usměrňován hubicí. b) Plazmový oblouk hoří mezi hubicí a základním materiálem V obou případech hlavní oblouk hoří mezi drátovou elektrodou a základním materiálem. Přenos kovu je u systému plazma MIG klidný, bez rozstřiku a je usměrňován proudícím plazmatem. Při nízkém svařovacím proudu je hlavní oblouk úzký a průvar hluboký. Při vysokém svařovacím proudu se vlivem šikmé polohy pomocné elektrody a neaxiální složky magnetické síly oblouku vychýlí ohřátý konec drátu a začne rotovat kolem osy hořáku. Oblouk zasáhne větší šířkou základního materiálu a hloubka závaru se výrazně zmenší, což se využívá pro navařování.
31 a) s pomocnou elektrodou, b) s hubicí ve formě elektrody, c) hoření oblouku při nízkém proudu, d)hoření při vysokém proudu (rotující oblouk) Řezání plazmou: Plazmové řezání využívá vysoké teploty a výstupní rychlosti plazmového paprsku. Při zvýšení průtoku a tlaku plazmového plynu se zvýší dynamický účinek vystupující plazmy a dochází k vyfouknutí nataveného materiálu z řezné spáry. Při řezání jsou výstupní rychlosti plazmy vyšší a dosahují hodnoty kolem m/s. Vysoká teplota plazmového paprsku umožňuje řezat všechny kovové vodivé materiály bez ohledu na jejich řezatelnost kyslíkem (omezeně i nevodivé materiály). Max. tloušťka materiálů je 250mm.
32 Zdroje pro řezání mají vysoké napětí naprázdno V a při řezání dosahuje hodnota napětí mezi V. Na začátku řezání je pomocí VF ionizátoru zapálen tzv. pilotní oblouk, který hoří mezi elektrodou a kovovou hubicí po dobu 6-10S. Pilotním obloukem se zajistí ionizace prostoru mezi elektrodou a řezaným materiálem a tím se vytvoří podmínky pro zapálení hlavního řezacího oblouku. Rychlost řezání tenkých plechů se pohybuje mezi 9-12m/min.
33 Výhody plazmového řezání: Vyšší rychlost řezání než u řezání kyslíkem pro tenké a střední tloušťky. Snížení vneseného tepla do materiálu (menší TOO a deformace). Možnost řezání všech kovových materiálů především vysokolegovaných ocelí, hliníku, niklu, mědi a jejich slitin. Snadná automatizace a mechanizace. Minimální vliv kvality povrchu řezaných materiálů. Nevýhody plazmového řezání: Úhel řezné hrany je větší než u řezání kyslíkem. Horní hrana plechu je oblejší než u kyslíkového řezání. Velký vývin dýmů, ozónu a oxidů dusíku. Vysoká hladina hluku od 80 do 100 db. Vysoké pořizovací náklady. Obtížné propalování otvorů u tloušťek nad 15 mm.
34 Svařování elektronovým paprskem Charakteristika: je to proces tavného svařování, při kterém se kinetická energie rychle letících elektronu mění na tepelnou při dopadu na povrch svařovaného materiálu svařování se provádí ve vakuu pro ohřev a tavení základního materiálu se využívá energie úzkého svazku elektronů emitovaných wolframovou elektrodou katodou ohřátou asi na 2300 C soustředění a urychlení elektronů se děje elektrickým polem (urychlovací napětí je kV) a) Princip svařování b) Srovnání hustoty energie c) Mechanizmus vzniku svaru
35 Výhody: přednostně ve směru dopadu elektronů a lze dosáhnout hlubokého průvaru teplem ovlivněné oblasti jsou malé, což umožňuje svařovat slitiny i ve vytvrzeném stavu velký teplotní gradient a malé množství nataveného materiálu umožňuje spolu svařovat i kovy s rozdílnými vlastnostmi (lze svařovat tloušťky materiálů až mm) vysoká rychlost svařování velmi dobrý vzhled svaru s jemnou povrchovou kresbou dokonalá ochrana svaru před vzdušnou atmosférou lze svařovat vysoce reaktivní kovy jako např. titan, wolfram, zirkonium, atd. svařování na jeden průchod paprsku vysoký stupeň automatizace možnost přenosu energie i vzdálenosti větší jak 500mm rafinační účinky vakua Nevýhody: Na svařování se využije pouze malé procento celkového času. Nároky na čistotu svařovaných materiálů. Potřeba vakua. Nepříznivý charakter primární krystalizace svarového kovu. Nároky na přesnost a čistotu svarových ploch. Nároky na přesnost vedení paprsku. Poměrně vysoké investiční náklady na svařovací zařízení.
36 Princip: Vlastní zdroj elektronů je válcová vakuovaná nádoba, na jednom konci opatřená přímo nebo nepřímo žhavenou emisní elektrodou a na druhém konci je oddělovací uzávěr s hranolem pozorovací techniky Zdroj elektronů se nazývá elektronové dělo (elektronová tryska) a je pomocí rotační a difuzní vývěvy čerpáno vysoké vakuum až Pa(některé zdroje mají turbomolekulární vývěvu), získávají se elektronové paprsky malého průměru s velkou hustotou energie Vakuum je potřeba k zajištění termoemise elektronů, k tepelné a chemické izolaci katody, zamezení vzniku oblouku mezi elektrodami a k zamezení srážek elektronů s molekulami vzduchu(vzduch způsobuje zbrzdění elektronů a vychýlení z přímého směru) Používají se vakuové komory, kde je proces svařování řízen programovatelným polohovadlem Základem svařování je získání volných elektronů a udělit jim vysokou rychlost, aby se zvětšila jejich energie, která se přemění na teplo při brzdění elektronů ve svařovaném materiálu. Volné elektrony se získají rozžhavením kovové katody, která emituje elektrony. Urychlení elektronů se zabezpečuje elektrickým polem s velkým rozdílem potenciálů mezi anodou a katodou Fokusace elektronů se dosahuje pomocí magnetických polí (pro zvětšení hustoty paprsků)
37 1 katoda 2 zaostřovací elektroda 3 urychlovací elektroda (anoda) 4 zaostřování paprsku elektromagnetickou čočkou 5 magnetický odkláněcí systém elektronového paprsku 6 svařovaný materiál 7 zdroj vysokého napětí
38
39
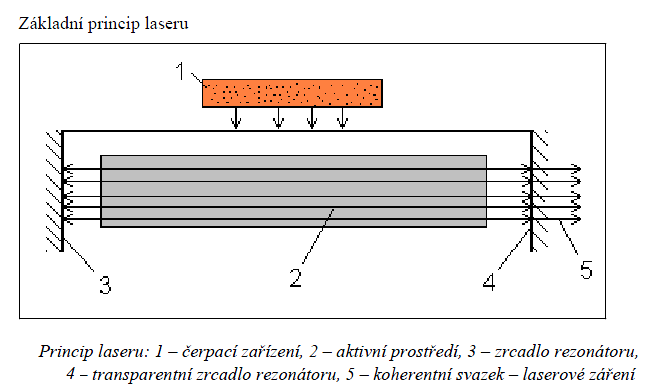
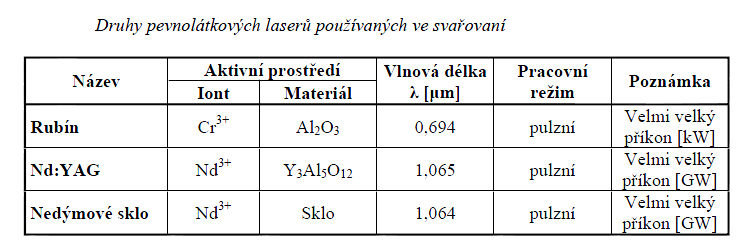
40 Svařování laserem Charakteristika: Lasery jsou zařízení: kvantové zesilovače světla s využitím stimulované emise záření Pro natavení základního materiálu se používá soustředěný svazek fotonů Základní podmínkou laseru je stimulovaná emise záření v aktivním prostředí Stimulované záření je zesilováno v rezonátoru a dále soustředěno optikou laseru do místa použití Paprsek laseru natavuje materiál, který současně svařuje Děleni: Podle aktivního prostředí: Pevnolátkové lasery. Plynové lasery. Kapalinové lasery. Polovodičové lasery. Plazmatické lasery.
41 Podle vlnových délek optického záření, které vysílají: Infračervené lasery. Lasery viditelného pásma. Ultrafialové lasery. Rentgenové lasery. Podle typu buzení - lasery buzené: Opticky. Elektronovým svazkem. Tepelnými změnami. Chemicky. Rekombinací. Injekcí nosičů náboje. Podle režimu práce: Pulzní. S dlouhými impulsy. S krátkými impulsy. S velmi krátkými impulsy (pikosekundové, femtosekundové). Kontinuální (spojitý).
42
43
44
45
46
47
48 Děkuji za pozornost. TU v Liberci
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie
 Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Odporové topné články. Elektrické odporové pece
 Odporové topné články Otevřené topné články pro odporové pece (vpravo): 1 4 topný vodič v meandru 5 7 topný vodič ve šroubovici Zavřené topné články: a) trubkový (tyčový) článek NiCr izolovaný MgO b) válcové
Odporové topné články Otevřené topné články pro odporové pece (vpravo): 1 4 topný vodič v meandru 5 7 topný vodič ve šroubovici Zavřené topné články: a) trubkový (tyčový) článek NiCr izolovaný MgO b) válcové
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_05
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_05
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Svařování LASEREM. doc. Ing. Jaromír Moravec, Ph.D
 Svařování LASEREM doc. Ing. Jaromír Moravec, Ph.D Spontánní emise M. Planck (1900) kvantová teorie. Záření je tvořeno malými částečkami energie tzv. kvanty, přičemž energie každého kvanta je úměrná kmitočtu
Svařování LASEREM doc. Ing. Jaromír Moravec, Ph.D Spontánní emise M. Planck (1900) kvantová teorie. Záření je tvořeno malými částečkami energie tzv. kvanty, přičemž energie každého kvanta je úměrná kmitočtu
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Převod mezi kelviny a Celsiovými stupni se počítá podle vztahu:
 4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
IONTOVÉ ZDROJE. Účel. Požadavky. Elektronové zdroje. Iontové zdroje. Princip:
 Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
ELEKTRICKÉ ZDROJE TEPLA
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
OBSAH. Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7
 OBSAH Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7 Bodové svařovací stroje -25 kva s kyvným ramenem Bodové svářečky jsou nově konstruovány
OBSAH Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7 Bodové svařovací stroje -25 kva s kyvným ramenem Bodové svářečky jsou nově konstruovány
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Zdroje optického záření
 Metody optické spektroskopie v biofyzice Zdroje optického záření / 1 Zdroje optického záření tepelné výbojky polovodičové lasery synchrotronové záření Obvykle se charakterizují zářivostí (zářivý výkon
Metody optické spektroskopie v biofyzice Zdroje optického záření / 1 Zdroje optického záření tepelné výbojky polovodičové lasery synchrotronové záření Obvykle se charakterizují zářivostí (zářivý výkon
Přehled technologií svařování
 Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Bodové svařovací stroje kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA
 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA 4640 4649 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním Tecna bodové svářečky
Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA 4640 4649 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním Tecna bodové svářečky
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
TECHNOLOGIE II ČÁST SVAŘOVÁNÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚST, TECHNICKÁ 2896/2, 616 69 BRNO Odbor svařování a povrchových úprav Sylabus přednášek TECHNOLOGIE II ČÁST SVAŘOVÁNÍ Díl 2 SPECIÁLNÍ METODY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚST, TECHNICKÁ 2896/2, 616 69 BRNO Odbor svařování a povrchových úprav Sylabus přednášek TECHNOLOGIE II ČÁST SVAŘOVÁNÍ Díl 2 SPECIÁLNÍ METODY
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Svařování plazmovým obloukem
 Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Úvod do laserové techniky KFE FJFI ČVUT Praha Michal Němec, 2014. Plynové lasery. Plynové lasery většinou pracují v kontinuálním režimu.
 Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 6101 6103
 Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 101 103 Třífázové stejnosměrné odporové svařovací lisy 100 KVA Odporové stejnosměrné svařovací lisy Tecna řady 1xx jsou především vhodné pro použití
Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 101 103 Třífázové stejnosměrné odporové svařovací lisy 100 KVA Odporové stejnosměrné svařovací lisy Tecna řady 1xx jsou především vhodné pro použití
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH
 VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
Lasery. Biofyzikální ústav LF MU. Projekt FRVŠ 911/2013
 Lasery Biofyzikální ústav LF MU Elektromagnetické spektrum http://cs.wikipedia.org/wiki/soubor:elmgspektrum.png http://cs.wikipedia.org/wiki/ Soubor:Spectre.svg Bezkontaktní termografie 2 Součásti laseru
Lasery Biofyzikální ústav LF MU Elektromagnetické spektrum http://cs.wikipedia.org/wiki/soubor:elmgspektrum.png http://cs.wikipedia.org/wiki/ Soubor:Spectre.svg Bezkontaktní termografie 2 Součásti laseru
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
6. ELEKTRICKÉ PŘÍSTROJE Doc. Ing. Stanislav Kocman, Ph.D , Ostrava Stýskala, 2002
 6. ELEKTRICKÉ PŘÍSTROJE Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova předn p ednáš ášky Funkce přístrojů a jejich stavba Elektrický oblouk a jeho zhášení Spínací přístroje
6. ELEKTRICKÉ PŘÍSTROJE Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova předn p ednáš ášky Funkce přístrojů a jejich stavba Elektrický oblouk a jeho zhášení Spínací přístroje
Ionizační manometry. Při ionizaci plynu o koncentraci n nejsou ionizovány všechny molekuly, ale jenom část z nich n i = γn ; γ < 1.
 Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Bodové svařovací stroje s kyvnými a lineárními rameny kva. Typ 4620N 4630N 4629N 4630N 4621N 4623N
 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
14. ELEKTRICKÉ TEPLO. Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava
 14. ELEKTRICKÉ TEPLO Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova přednp ednášky Úvod, výhody, zdroje Elektrické odporové a obloukové pece Indukční a dielektrický ohřev Elektrický
14. ELEKTRICKÉ TEPLO Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova přednp ednášky Úvod, výhody, zdroje Elektrické odporové a obloukové pece Indukční a dielektrický ohřev Elektrický
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
Plazmové svařování (navařování) - 15
 - 15") Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Integrovaná střední škola, Hlaváčkovo nám. 673, Slaný
 Označení materiálu: VY_32_INOVACE_STEIV_FYZIKA2_12 Název materiálu: Elektrický proud v plynech. Tematická oblast: Fyzika 2.ročník Anotace: Prezentace slouží k výkladu elektrického proudu v plynech. Očekávaný
Označení materiálu: VY_32_INOVACE_STEIV_FYZIKA2_12 Název materiálu: Elektrický proud v plynech. Tematická oblast: Fyzika 2.ročník Anotace: Prezentace slouží k výkladu elektrického proudu v plynech. Očekávaný
Plazma v technologiích
 Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
Jednofázové odporové svařovací lisy KVA (při 50 %)
") Jednofázové odporové svařovací lisy 3 KVA (při %) Odporové svařovací lisy Tecna řady 2 jsou vhodné pro použití ve všech výrobních podnicích, kde ocení jejich výkonnost, spolehlivost a modularitu. Jsou
Jednofázové odporové svařovací lisy 3 KVA (při %) Odporové svařovací lisy Tecna řady 2 jsou vhodné pro použití ve všech výrobních podnicích, kde ocení jejich výkonnost, spolehlivost a modularitu. Jsou
Plazmový řezací systém TransCut 300
 Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Bodové svařovací stroje s kyvnými a lineárními rameny kva TECNA
 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva TECNA 4660 4668 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Tecna bodové svářečky jsou konstruovány pro splnění všech
Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva TECNA 4660 4668 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Tecna bodové svářečky jsou konstruovány pro splnění všech
OBSAH Charakteristika Volitelné příslušenství Nastavení ramen, příslušenství Technické údaje Technické výkresy Řídící jednotky
 OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
11. ELEKTRICKÉ TEPLO. Doc. Ing. Stanislav Kocman, Ph.D , Ostrava
 11. ELEKTRICKÉ TEPLO Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova předn p ednáš ášky Úvod, výhody, zdroje Elektrické odporové a obloukové pece Indukční a dielektrický ohřev
11. ELEKTRICKÉ TEPLO Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova předn p ednáš ášky Úvod, výhody, zdroje Elektrické odporové a obloukové pece Indukční a dielektrický ohřev
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
Vývěvy s transportem molekul z čerpaného prostoru
 Vývěvy s transportem molekul z čerpaného prostoru Paroproudové vývěvy Molekuly plynu získávají dodatečnou rychlost ve směru čerpání prostřednictvím proudu pracovní látky(voda, pára, plyn). Většinou je
Vývěvy s transportem molekul z čerpaného prostoru Paroproudové vývěvy Molekuly plynu získávají dodatečnou rychlost ve směru čerpání prostřednictvím proudu pracovní látky(voda, pára, plyn). Většinou je
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Optimalizace montážní linky pro výrobu pólů. Jiří Kuběja
 Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Doc. Ing. Stanislav Kocman, Ph.D , Ostrava
 6. ELEKTRICKÉ PŘÍSTROJE Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova přednp ednášky Funkce přístrojů a jejich stavba Elektrický oblouk a jeho zhášení Spínací přístroje Jístící
6. ELEKTRICKÉ PŘÍSTROJE Doc. Ing. Stanislav Kocman, Ph.D. 2. 2. 2009, Ostrava Stýskala, 2002 Osnova přednp ednášky Funkce přístrojů a jejich stavba Elektrický oblouk a jeho zhášení Spínací přístroje Jístící
7. Dělení materiálu. Obr. č. 44: Dělení materiálu pásovou pilou - pilový kotouč - diamantový kotouč.
 7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Elektrický proud. Elektrický proud : Usměrněný pohyb částic s elektrickým nábojem. Kovy: Usměrněný pohyb volných elektronů
 Elektrický proud Elektrický proud : Usměrněný pohyb částic s elektrickým nábojem. Kovy: Usměrněný pohyb volných elektronů Vodivé kapaliny : Usměrněný pohyb iontů Ionizované plyny: Usměrněný pohyb iontů
Elektrický proud Elektrický proud : Usměrněný pohyb částic s elektrickým nábojem. Kovy: Usměrněný pohyb volných elektronů Vodivé kapaliny : Usměrněný pohyb iontů Ionizované plyny: Usměrněný pohyb iontů
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Optoelektronika. elektro-optické převodníky - LED, laserové diody, LCD. Elektronické součástky pro FAV (KET/ESCA)
") Optoelektronika elektro-optické převodníky - LED, laserové diody, LCD Elektro-optické převodníky žárovka - nejzákladnější EO převodník nevhodné pro optiku široké spektrum vlnových délek vhodnost pro EO
Optoelektronika elektro-optické převodníky - LED, laserové diody, LCD Elektro-optické převodníky žárovka - nejzákladnější EO převodník nevhodné pro optiku široké spektrum vlnových délek vhodnost pro EO
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
TECHNICKÁ UNIVERZITA V LIBERCI
 TECHNICKÁ UNIVERZITA V LIBERCI Fakulta mechatroniky, informatiky a mezioborových studií Polovodičové zdroje fotonů Přehledový učební text Roman Doleček Liberec 2010 Materiál vznikl v rámci projektu ESF
TECHNICKÁ UNIVERZITA V LIBERCI Fakulta mechatroniky, informatiky a mezioborových studií Polovodičové zdroje fotonů Přehledový učební text Roman Doleček Liberec 2010 Materiál vznikl v rámci projektu ESF
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Plynové lasery pro průmyslové využití
 Laserové technologie v praxi I. Přednáška č.3 Plynové lasery pro průmyslové využití Hana Chmelíčková, SLO UP a FZÚ AVČR Olomouc, 2011 Využití plynových laserů v průmyslových aplikacích Atomární - He-Ne
Laserové technologie v praxi I. Přednáška č.3 Plynové lasery pro průmyslové využití Hana Chmelíčková, SLO UP a FZÚ AVČR Olomouc, 2011 Využití plynových laserů v průmyslových aplikacích Atomární - He-Ne
ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ
 ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ Polovodič - prvek IV. skupiny, v elektronice nejčastěji křemík Si, vykazuje vysokou čistotu (10-10 ) a bezchybnou strukturu atomové mřížky v monokrystalu.
ELEKTRONICKÉ PRVKY TECHNOLOGIE VÝROBY POLOVODIČOVÝCH PRVKŮ Polovodič - prvek IV. skupiny, v elektronice nejčastěji křemík Si, vykazuje vysokou čistotu (10-10 ) a bezchybnou strukturu atomové mřížky v monokrystalu.
Tecna Závěsné odporové svařovací kleště s integrovanou řídící jednotkou
 Tecna 3321 3328 Závěsné odporové svařovací kleště s integrovanou řídící jednotkou Závěsné bodovací kleště 16 38 KVA (při 50 %) Tyto vzduchem ovládané závěsné bodové kleště s integrovanou řídící jednotkou
Tecna 3321 3328 Závěsné odporové svařovací kleště s integrovanou řídící jednotkou Závěsné bodovací kleště 16 38 KVA (při 50 %) Tyto vzduchem ovládané závěsné bodové kleště s integrovanou řídící jednotkou
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH