České vysoké učení technické v Praze. Fakulta strojní
|
|
|
- Jindřiška Bláhová
- před 7 lety
- Počet zobrazení:
Transkript
1 České vysoké učení technické v Praze Fakulta strojní Ústav strojírenské technologie Bakalářská práce Vliv předkovací operace na vlastnosti zápustkového výkovku Autor: Tom Procházka Studijní obor: Teoretický základ strojního inženýrství Vedoucí práce: Ing. František Tatíček, Ph.D. Praha
2 2
3 Poděkování Tímto bych chtěl poděkovat panu Ing. Františkovi Tatíčkovi, Ph.D. za cenné připomínky rady a odborné rady k obsahu této bakalářské práce, zaměstnancům společnosti Strojmetal Aluminium Forging s.r.o. za jejich ochotu a odbornou pomoc, za poskytnutí techniky, zázemí a materiálu při řešení praktické části této bakalářské práce. V neposlední řadě bych rád poděkoval panu Ing. Tomáši Kramárovi, Ph.D., IWE za přípravu metalografických vzorků. Mé velké poděkování patří také mé rodině za jejich podporu při mém studiu a za zázemí, které mi poskytli. 3
4 Prohlášení Prohlašuji, že jsem bakalářskou práci Vliv předkovací operace na vlastnosti zápustkového výkovku vypracoval samostatně pod vedením Ing. Františka Tatíčka, Ph.D. a uvedl v seznamu literatury všechny použité literární a odborné zdroje. Datum: Podpis: 4
5 Anotace Jméno autora: Název práce: Škola: Ústav: Tom Procházka Vliv předkovací operace na vlastnosti zápustkového výkovku České vysoké učení technické v Praze, Fakulta strojní Ústav strojírenské technologie Školní rok: 2015/2016 Vedoucí DP: Klíčová slova: Abstrakt: Ing. František Tatíček, Ph.D. Zápustkové kování, hliníkové slitiny, mechanické vlastnosti, struktura materiálu Předmětem bakalářské práce Vliv předkovací operace na vlastnosti zápustkového výkovku je v teoretické části rozdělení kování s důrazem na zápustkové kování a rozdělení a popis hliníkových slitin. V praktické části se práce věnuje experimentu, který zkoumá, jaký vliv má rozložení deformace mezi předkovací a kovací operací při stejné teplotě ohřevu a stejném tepelném zpracování. Tento experiment byl realizován ve společnosti Strojmetal Aluminium Forging s.r.o.. 5
6 Annotation Author: Theme of thesis: University: Department: Tom Procházka Influence of the first forging operation on properties of die forged part Czech Technical University in Prague, Faculty of Mechanical Engineering Department of Manufacturing Technology Academic year: 2015/2016 Supervisor: Key words: Abstract: Ing. František Tatíček, Ph.D. Die forging, aluminium alloys, mechanical properties, structure of material. The subject of the Bachelor thesis Influence of the first forging operation on properties of die forged part is concentrated in the theoretical part on subdivision of forging process with focus to die forging, and division and description of aluminium alloys. The thesis in its practical part is dedicated to an experiment, which investigates influence of distribution of deformation between first forging operation and final forging operation at the same heating temperature and the same heating treatment. This experiment was realized in the company Strojmetal Aluminium Forging s.r.o.. 6
7 Obsah Obsah Úvod do problematiky Rozdělení technologie tváření Rozdělení technologie tváření Podle výrobků Podle teploty Podle tepelného efektu Podle účinku tvářecí síly Podle vztahu deformační zóny k objemu polotovaru Kování Volné kování Zápustkové kování Zápustkové kování bez výronku Zápustkové kování s výronkem Popis analyzovaného materiálu Označování hliníku a slitin hliníku pro tváření podle ČSN EN Slitiny série Slitiny série Slitiny série Slitiny série Slitiny série Slitiny série Slitiny série Slitina EN AW Návrh experimentu a jeho vyhodnocení Technologický postup výkovku K Kování výkovků
8 4.2.1 Přehled kování výkovků pro experiment Tepelné zpracování T Rozpouštěcí žíhání Umělé stárnutí Moření Mechanické zkoušky + příprava vzorků pro zkoumání struktury Zkouška tvrdosti Příprava vzorků pro vyhodnocení makrostruktury + zkušební tyče pro zkoušku tahem Zkouška tahem Vyhodnocení makrostruktury vzorků Srovnání výsledků Závěrečné zhodnocení Seznam literatury Seznam obrázků Seznam tabulek Seznam příloh na CD
9 1 Úvod do problematiky Tváření patří mezi nejstarší technologie a je zároveň jednou z nejpoužívanějších technologií. Jako první se z technologií tváření rozvíjelo kovárenství. Je stejně staré jako objev kovových materiálů a jistě starší než první písemné záznamy. Po dobu své existence prošla tato technologie dlouhým vývojem. V současnosti většinu tvářecích procesů vykonávají moderní tvářecí stroje a ruční kovárenství slouží hlavně pro umělecké účely. Tváření je technologický proces, při kterém dochází ke změně tvaru výrobku či polotovaru působením velkých vnějších sil bez toho, abychom odebírali materiál ve formě třísek. Tento mechanický děj provází fyzikální a strukturální změny materiálu, které se projeví na mechanických a fyzikálních vlastnostech. Díky procesu tváření dosáhneme nejlepších mechanických vlastností, které nám kovy mohou umožnit. Tato bakalářská práce se zejména věnuje zápustkovému kování a experimentu, který byl proveden ve spolupráci se společností Strojmetal Aluminium Forging s.r.o.. Tato společnost se věnuje výrobě výkovků z hliníkových slitin pomocí zápustkového kování a dodává své výrobky zejména do automobilového či leteckého průmyslu. Experiment byl proveden na konkrétním výkovku K Použitým materiálem k výrobě tohoto výkovku je hliníková slitina EN AW Kování tohoto výkovku se skládá z operací předkování a následného dokování. Na obrázku se vlevo nachází výkovek po operaci předkování a vpravo po operaci kování. 9

10 Obr. 1 Výkovek K 2072 Výkovky byly vykovány třemi různými způsoby rozložení deformace při stejné teplotě ohřevu a stejném tepleném zpracováním. Úkolem práce je zjistit, zdali způsob rozložení deformace mezi předkováním a kováním, má ve výsledku nějaký zásadní vliv na strukturu a mechanické vlastnosti výkovku. 10
11 2 Rozdělení technologie tváření S ohledem na zaměření práce se budu věnovat rozdělení technologie tváření především se zaměřením na zápustkové kování. 2.1 Rozdělení technologie tváření Tvářecí procesy můžeme rozdělit podle různých kritérií - podle: 1) Výrobků 2) Teploty 3) Tepelného efektu 4) Účinku tvářecí síly (závislost na čase) 5) Vztahu deformační zóny k objemu polotovaru Podle výrobků Tvářecí procesy podle výrobků můžeme rozdělit s ohledem na další použití výrobku. Podle toho můžeme tváření rozdělit na hutní výrobu, což je příprava hutních polotovarů a strojní výrobu, což je výroba součástí z hutních polotovarů Podle teploty Tvářecí procesy podle teploty můžeme rozdělit pomocí teploty rekrystalizace daného materiálu. Teplotu rekrystalizace zjistíme pomocí vztahu T rekr = (0,35 až 0,45) T tav, (2.1) kde T rekr značí teplotu rekrystalizace a T tav teplotu tavení materiálu. Pomocí teploty rekrystalizace dělíme tváření na tváření za studena, za poloohřevu a tváření za tepla. Tváření za studena Teploty, při kterých tváříme, se pohybují pod teplotou rekrystalizace. Hlavním znakem tváření za studena je zpevňování materiálu, vysoká přesnost rozměrů a kvalitní povrch výkovků. Oproti tomu mezi nevýhody řadíme nutnost použití velkých tvářecích sil z důvodu vyšších přetvárných odporů, 11
12 než je tomu u tváření za tepla. Další nevýhodou je omezená tvárnost materiálu. Omezená tvárnost materiálu je způsobena tím, že během tváření za studena dochází k plastické deformaci a tím vyčerpání plastických vlastností materiálu. Napětí nesmí překročit mez pevnosti. Překročením meze pevnosti může dojít ke vzniku trhlin a tím k porušení celistvost výkovku. Tváření za tepla Teploty, při kterých tváříme, se pohybují nad teplotou rekrystalizace. Přesněji můžeme tváření charakterizovat jako: tváření za takových teplotně-rychlostních podmínek (za takové teploty a rychlosti deformace), kdy je vlivem uzdravovacích procesů (zotavení a rekrystalizace) probíhajících současně s deformací přetvárný odpor udržován na nízké hodnotě. [3] Výhody tváření za tepla jsou nízké přetvárné odpory (až 10x menší než u tváření za studena). Oproti tomu mezi nevýhody můžeme zařadit horší kvalitu povrchu z důvodu opalu a oxidace povrchu. Dále oproti tváření za studena chybí zpevňování a vlastnosti výkovku za tepla mají méně stejnorodou strukturu a stejnorodé mechanické vlastnosti než za studena. Tváření za poloohřevu Jedná se o tváření, které je z hlediska výhod a nevýhod tváření za studena a za tepla určitým kompromisem. Teploty tváření za poloohřevu se pohybují okolo teploty rekrystalizace, přetvárné odpory jsou nižší, než při tváření za studena, ale kvalita povrchu výkovku je lepší, než při tváření za tepla Podle tepelného efektu Tvářecí procesy podle tepelného efektu můžeme rozdělit podle toho, jak odvádíme se vyvinuté teplo do okolí a jak se akumuluje uvnitř materiálu. Podle toho můžeme dělit tváření na izotermické, adiabatické a polytropické tváření. Izotermické tváření Neboli tváření za stále teploty. Všechno vyvinuté teplo je odváděno do okolí. Deformace tváření je dostatečně pomalá. 12
13 Adiabatické tváření Neboli tváření za stálého tepla. Všechno vyvinuté teplo je akumulováno v materiálu a dojde ke zvýšení teploty kovu. Deformace tváření je extrémně vysoká. Polytropické tváření Jedná se nejčastější případ tváření. Vyvinuté teplo je z části odváděno do okolí a z části akumulováno v materiálu Podle účinku tvářecí síly Tvářecí procesy podle účinku tvářecí síly můžeme rozdělit podle rychlosti tváření na statické a dynamické. Statické (kvazistatické) Tváříme klidnou silou. Příkladem statického tváření je lisování. Dynamické Tváříme silou s vyšší rychlostí. Mezi dynamické tváření můžeme zařadit tváření rázem, cyklické nebo výbuchem. Příkladem tváření rázem je kování na bucharu. [3] Podle vztahu deformační zóny k objemu polotovaru Tvářecí procesy podle vztahu můžeme rozdělit podle toho, jak měníme tvar a průřez polotovaru. Dělíme je na plošné a objemové tváření. Plošné Při plošném tváření dochází k významné změně tvaru, ale k nevýznamné změně průřezu. Polotovarem pro plošné tváření je nejčastěji plech nebo součást vyrobená z plechu. 13
14 Objemové Při objemovém tváření dochází jak k významné změně tvaru, tak i k významné změně průřezu. Jako polotovary pro objemové tváření můžeme použít ingoty, vývalky, přístřihy tyče kruhového či nekruhové průřezu nebo výstřižky ze silného plechu. Objemové tváření můžeme dále rozdělit na kování (pěchování), válcování, protlačování a tažení (například drátů) Kování Kování můžeme rozdělit na volné kování a zápustkové kování. Jelikož tato bakalářská práce se zabývá zkoušením zápustkového výkovku, volné kování je zde pouze krátce popsáno a práce se bude dál věnovat zápustkovému kování Volné kování Volné kování můžeme dále rozdělit na ruční a strojní. Ruční kování je prováděno na kovadlině a ohřev materiálu probíhá v kovářské výhni. Ruční kování je nejstarší tvářecí technologie, avšak v současnosti kvůli nedostatečné efektivnosti oproti strojnímu kování se používá hlavně v kusové výrobě nebo například pro dekorativní účely. Strojní kování se provádí za pomoci bucharu nebo lisu. Polotovary pro volné strojní kování můžeme rozčlenit na polotovary tvářené (válcované bloky, tvarové vývalky kruhového a nekruhového průřezu) a polotvary odlité (ingoty). Operace pro dosažení požadovaného tvaru v oblasti volného kování jsou: a) pěchování b) prodlužování c) rozkování d) osazování e) prosazování f) přisazování g) děrování h) sekání 14
15 i) ohýbání j) zkrucování Obr. 2 Některé základní operace volného kování a, b) osazování a pěchování, c, d) prodlužování, e) profilování, f) děrování, g) prorážení (zdroj: [3]) 15
16 2.2 Zápustkové kování Při výrobě velkého počtu stejných výrobků je vhodné kovat do zápustek. Zápustka je dvoudílný tvarový nástroj, v jehož vrchní a spodní části je vytvořena dutina, která odpovídá tvaru výkovku. Zápustkové kování můžeme dále rozdělit na kování bez výronku (dutina zápustky je uzavřená) a s výronkem (dutina zápustky je otevřená). Obr. 3 Kování v jednodutinové zápustce na bucharu (zdroj: 16
17 Obr. 4 Kování v postupové zápustce (zdroj: 1 prodlužovací dutina, 2 rozdělovací dutina, 3- ohýbací dutina, 4 předkovací dutina, 5- dokončovací dutina, a výchozí polotovar, b prodlužování, c rozdělování, d ohýbání, e předkování, f dokončovací kování Zápustkové kování bez výronku Zápustkové kování bez výronku se používá u jednoduchých rotačních výkovků pouze v hromadné výrobě. Polotovar musí mít úzké tolerance (čeho objemu či hmotnosti) a musí být přesně dělen, to znamená, že nesmí obsahovat otřepy. Pokud by obsahoval otřepy, ty by se do výkovku zakovaly. Pokud by nebyl polotovar přesně dělen, mohlo by dojít k nedolisování výkovku a tím by vznikl zmetek. Druhý případ, který by mohl nastat, je ten, že pokud by bylo polotovaru příliš hodně, mohlo by způsobit poškození zápustky. 17
18 2.2.2 Zápustkové kování s výronkem Obr. 3 Kování do uzavřené zápustky Vlevo na lise, vpravo na bucharu (zdroj: [3]) Zápustkové kování s výronkem je daleko častější případ a od zápustkového kování bez výronku se liší tím, že zápustka není uzavřená, ale má tzv. výronkovou drážku, kterou může přebytečný materiál odtékat. Po vykování výkovku je nutné výkovek od výronků ostřihnout. Obr. 4 Princip zápustkového kování s otevřenou dutinou (s výronkem) (zdroj: [3]) 18

19 3 Popis analyzovaného materiálu Hliníkové slitiny dělíme na slitiny pro tváření a na odlitky. Další kapitola se bude zabývat pouze rozdělením slitin pro tváření. 3.1 Označování hliníku a slitin hliníku pro tváření podle ČSN EN Vysvětlení normy na zkoumaném materiálu EN AW-6082: EN znamená, že se jedná o evropskou normu, A označuje hliník, W určuje tvářené výrobky a čtyři číslice 6082 označují chemické složení hliníková slitina s hořčíkem, křemíkem a manganem. Tab. 1 Rozdělení podle EN (zdroj: [4]) Hodnocení slitin pro tváření závisí na konkrétním použití daného výrobku. Nejčastěji hodnotíme tyto vlastnosti: Fyzikální vlastnosti (elektrická a tepelná vodivost) Chemické vlastnosti (odolnosti proti korozi a schopnost k eloxování) Mechanické vlastnosti (základní mechanické vlastnosti nejen za pokojových hodnot, ale za zvýšených i záporných teplot, únavové vlastnosti, lomové vlastnosti) Technologické vlastnosti (např. učení deformační schopnosti při jejím ohybu) 19
20 3.1.1 Slitiny série 1000 Obsahuje hliník minimální čistoty 99%. Tyto slitiny se používají tam, kde jsou požadovány vysoké hodnoty fyzikálních vlastností vysoká elektrická a tepelná vodivost a vysoká odolnost proti korozi. Použití takových slitin je vhodné v elektrotechnickém a chemickém průmyslu, energetice, architektuře nebo v obalové technice Slitiny série 2000 Hlavním legujícím prvkem je měď a sekundárním hořčík. Slitiny jsou dobře tepelně zpracovatelné. V tomto stavu můžeme u těchto slitin dosáhnout maximálních pevnostních vlastností. Jejich problémem je však špatná odolnost proti korozi. Abychom zlepšili odolnost proti korozi, tak se plechy ze série 2000 můžou plátovat fóliemi z hliníkové slitiny vysoké čistoty hliníku nebo některou ze slitin série Slitiny série 3000 Slitiny nejsou tepelně zpracovatelné. Zvýšení mechanických vlastností o 20% proti sérii 1000 můžeme dosáhnout přidáním do 1,5% manganu. Tyto slitiny se používají zejména jako výměníky tepla a v architektuře Slitiny série 4000 Slitiny nejsou většinou tepelně zpracovatelné. Slitiny s vysokým obsahem křemíku (do 12%) se používají při sváření jako svářecí dráty Slitiny série 5000 Hlavním legujícím prvkem je hořčík. Použití těchto slitin je vhodné v potravinářském průmyslu, lodní dopravě či v architektuře Slitiny série 6000 Z pohledu mechanických vlastností je důležité množství intermetalické fáze Mg2Si. Díky fázi Mg2Si jsou slitiny tepelně zpracovatelné a mají určitou podobnost jako samokalitelné oceli 20
21 jsou samokalitelné. Mají výbornou tvařitelnost a svařitelnost, výbornou odolnost proti korozi nebo obrobitelnost. Používají se jako součástky v dopravních prostředcích, v konstrukcích mostů, v architektuře nebo u sportovního náčiní Slitiny série 7000 Hlavním legujícím prvkem je zinek v množství 1-8 %. Dalšími legujícími prvky jsou hořčík, měď a chrom. Při maximálních mechanických vlastnostech mají slitiny špatnou odolnost proti korozi. Odolnost proti korozi jde ovšem tepelným zpracováním T7 (zpracováno rozpouštěcím žíháním a uměle opakovaně zestárnuto) zvýšit za snížení hodnot pevnostních vlastností. Použití těchto slitin je zejména v automobilovém a leteckém průmyslu. 3.2 Slitina EN AW-6082 Slitina EN AW-6082 je hliníková slitina, její chemický symbol je AlSi1MgMn. Obsahuje legující prvky křemík, hořčík a mangan. Tuto slitinu můžeme tepelně zpracovávat, konkrétně ve společnosti Strojmetal Aluminium Forging se využívá tepelného zpracování buď T5 (po formování za tepla kaleno a posléze uměle zestárnuto) nebo T6 (zpracováno rozpouštěcím žíháním a uměle zestárnuto). Díky kombinaci dobré pevnosti a nízké hmotnosti je hojně používaná v lehkých konstrukcích. Po tepelném zpracování je hodnota meze kluzu na úrovni oceli S235. Další vlastnostmi této slitiny jsou dobrá tvařitelnost, dobrá svařitelnost všemi běžnými postupy svařování, je vhodná pro třískové obrábění a má výbornou odolnost proti korozi, a to i v mořském prostředí. Odolnost proti korozi lze ještě zlepšit anodickou oxidací. Tato slitina se používá ve strojírenství, automobilovém průmyslu, stavebním průmyslu nebo u komponentů do hydraulických a pneumatických zařízení. 21
22 Tab. 2 Označení a minimální mechanické parametry slitiny EN AW-6082 (F34 zvýšené hodnoty) (zdroj: Mez Mez Tvrdost podle Tažnost Mezinárodní Chemický pevnosti kluzu Brinella Stav označení symbol R R m [MPa] p0,2 A 5 HBW [MPa] [MPa] 2,5/62,5 EN AW-6082 AlSi1MgMn T5/T

23 4 Návrh experimentu a jeho vyhodnocení Pro experiment byl zvolen konkrétní výkovek K 2072, viz obrázek 5. Materiálem výkovku je hliníková slitina EN AW Úkolem této práce je zjistit, jaký vliv má rozložení deformace mezi operací předkování a kování při zachování stejné teplotě přířezu a stejném tepelném zpracování. Obr. 5 Výkovek K 2072 Experiment byl proveden na 10 vzorových výkovcích. První čtyři jsou vykovány standartním způsobem deformace výkovku, tj. 80% předkování, 20% kování, další tři 50% předkování a 50% kování a poslední tři 20% předkování a 80% kování. 4.1 Technologický postup výkovku K ) Kontrola vyskladněného materiálu, tyč kruhové průřezu o průměru 30 mm 2) Řez délka na 250 mm, prořez pily: 1 mm 3) Upínání sdruženého nástroje + kování mazadlo: grafit, teplota přířezu: , teplota nástroje: 160 4) Rozpouštěcí žíhání teplota: 520, vydrž: 30 minut 5) Upínání kalibru + kalibrace 6) Umělé stárnutí teplota: 170, výdrž: 420 minut 7) Moření 8) Penetrace 23
24 9) 100% vizuální kontrola povrchu 10) Výstupní kontrola zkouška tvrdosti, zkouška tahem, makra 4.2 Kování výkovků Polotovarem výkovku K 2072 je tyč kruhového průřezu o průměru 30 mm, která má délku 250 mm. Hmotnost tohoto přířezu je stanovena na 477,1 gramu. Po vykování a odstřižení přebytečných výronků byly výkovky zváženy. Vážily přibližně 222 gramu. To znamená, že 46,5 % materiálu bylo využito a zbytek tvořil odpad, který je shromažďován a po recyklaci znova zpracováván. První operací, kterou je třeba učinit, než se začne s kováním výkovků, je zahřání polotovaru na kovací teplotu. Teplota přířezu je velice důležitá, protože ovlivňuje mnoho faktorů, např. velikost přetvárného odporu a tím velikost tvářecí síly, mechanické vlastnosti výkovku a další faktory. Kovací teplota by se měla pohybovat v rozmezí Po ohřátí v peci bylo změřeno, že přířezy mají teplotu 542. Jakmile jsou přířezy zahřáty, je možné přikročit k samotnému kování. Kování výkovků bylo provedeno na lisu ve třech postupných operacích v zápustce, viz obrázek 6. 24

25 Obr. 6 Zápustka V první dutině, na pravé straně, je prováděna předkovací operace, v druhé dutině, uprostřed, kování výkovku a ve třetí dutině, na levé straně, dochází k odstřižení výronků. Lis obsluhují dva pracovníci předák a zadák. Předák pomocí mazací pistole vystříká zápustku směsí vody, oleje a grafitu od okují a nečistot. Zadák mezitím vyjme ohřátý přířez z pece a vloží ho do předkovací dutiny. Pokud je polotovar ve správné poloze, předák sešlápne pedál a tím spustí lis, který provede první ránu. Po předkovací operaci společně přesunou výkovek do kovací dutiny a předák sešlápne pedál a provede druhou ránu. Po kovací operaci přesunou výkovek do ostřihovací dutiny a předák sešlápne pedál. Výkovek propadne do připravené lopaty, kterou zadák vloží výkovek do nádrže s vodou, aby se výkovek zchladil a bylo jej možné přepravit k další operaci. V ostřihovací dutině mezitím zůstanou odstřižené výronky, které předák vyjme a vhodí do připraveného kontejneru jako odpad. Celý postup se potom opakuje. 25
26 Pracovníci musí přesunovat výkovek mezi jednotlivými dutinami co možná nejrychleji a v pravidelném taktu (pozn. Jinak by každý výkovek měl jinou teplotu a tím i jiné vlastnosti), jelikož výkovek rychle chladne. Z počáteční kovací teploty 542 teplota po předkovací operaci klesne na 482 a po kovací operaci na 442. Aby bylo dosaženo na stejné zápustce rozdílných poměrů deformace na předkovací dutině, je třeba mezi zápustky vložit ocelové kalené podložky. Tloušťku destiček byla určena následujícím způsobem: v předepsaném místě etalonu byl změřen rozměr výkovku, který se musí rozměr pohybovat v rozměru ,2. Pro způsob 50% předkování a 50% kování byla zvolena tloušťka podložky 10,5 mm a pro způsob 20% předkování a 80% kování výška podložky 14,5 mm Přehled kování výkovků pro experiment Materiál: EN AW 6082 Kovací teplota: 542 Teplota po předkování: 482 Teplota po kování: způsob rozložení deformace 80% předkování, 20% kování Počet vzorků: 4 1. rána: 90 kj 2. rána: 70 kj 2. způsob rozložení deformace 50% předkování, 50% kování Počet vzorků: 3 1. rána: 90 kj 2. rána: 70 kj Podložky: 10,5 mm 3. způsob rozložení deformace 20% předkování, 80% kování Počet vzorků: 3 1. rána: 90 kj 2. rána: 70 kj Podložky: 14,5 mm 26
27 4.3 Tepelné zpracování T6 Tepelné zpracování výkovku T6 se skládá ze dvou operací rozpouštěcího žíhání a umělého stárnutí. Toto tepelné zpracování se zavádí z důvodu zrovnoměrnění zrna a tím i zlepšením mechanických vlastností výkovku Rozpouštěcí žíhání Teplota: 520 Výdrž: 30 minut Během tohoto tepelného ošetření vzniká více méně homogenní struktura. Tato struktura je stabilní pro žíhací teplotu, avšak nikoliv pro pokojovou teplotu při pomalém ochlazování. Proto musíme ochlazovat minimálně kritickou rychlostí. Kritická rychlost ochlazování je nejmenší rychlost ochlazování z rozpouštěcí teploty, při které nenastává rozpad přesyceného tuhého roztoku. [4] Díky tomuto ochlazení nedochází k rozpadu tuhého roztoku a tím k vytvrzování. Materiál je tak připraven na umělé stárnutí. Někdy se mezi rozpouštěcí žíhání a umělé stárnutí zavádí tzv. kalibrace. Kalibrace slouží k dorovnání rozměrů výkovku. Zavádí se po rozpouštěcím žíhání, protože během umělého stárnutí se zlepšují mechanické vlastnosti a kalibrace by poté byla obtížnější Umělé stárnutí Teplota: 170 Výdrž: 420 minut Na rozdíl od přirozeného stárnutí, které probíhá za pokojové teploty, umělé stárnutí probíhá za teploty zvýšené. Při tomto procesu dochází ke změně substruktury a v důsledku této změny dochází ke změně mechanických, fyzikálních a technologických vlastností. Zavádí se zejména proto, aby se zlepšily pevnostní vlastnosti. Dosažitelné pevnostní vlastnotsti jsou závislé na teplotě a době výdrže. Čím je teplota umělého stárnutí vyšší, tím dříve se dosáhne maximálních pevnostních vlastností. Avšak oproti tomu čím je vyšší teplota, tím jsou maximálně dosažitelné pevnostní vlastnosti nižší. Proto je třeba najít optimum mezi teplotou a dobou výdrže umělého stárnutí. 27
28 4.4 Moření Po tepelném zpracování je vhodné výkovky vymořit. Pracoviště, ve kterém moříme, se nazývá mořírna. V této mořírně se nacházejí kádě s kyselinou, zásadou nebo vodou, která slouží pro oplach mezi jednotlivými fázemi moření. Výkovky mají po kování nelesklý matný povrch a jsou většinou špinavé. Příčinou toho, proč jsou výkovky špinavé, je grafit obsažený v mazivu při kování. Proto se zavádí moření, aby byl grafit a další nečistoty z povrchu výkovku odstraněn a bylo tak dosaženo lesklého a čistého povrchu výkovku. Postup moření je následující: výkovky se nejprve vnoří do kyseliny dusičné, opláchnou se vodou, vnoří se do hydroxidu sodného, opět se opláchnou vodou, ještě jednou se vnoří do kyseliny dusičné, opláchnou se vodou a na závěr se důkladně opláchnou teplou vodou, aby se smyly zbytky mořících látek. 4.5 Mechanické zkoušky + příprava vzorků pro zkoumání struktury Zkouška tvrdosti Zkouška tvrdosti byla provedena podle normy dle Brinella. Hodnoty jsou v HBW 2,5/62,5. HB označuje zkoušku tvrdosti podle Brinella. W označuje kuličku ze slinutých karbidů. Číslo 2,5 označuje průměr kuličky D = 2,5 mm. Číslo 62,5 označuje zátěžnou silu, která je 62,5 kg v tíhovém poli, hodnota této síly je podle normy 62,5 kgf. [9] Na každém výkovku byl proveden jeden vpich a místo tohoto vpichu je na obrázku 7. 28
29 Obr. 7 Místo vpichu při zkoušce tvrdosti PK 80%; KOV 20% PK 50%; KOV 50% PK 20%; KOV 80% číslo vzorku HBW 2,5/62, Tab. 3 Vyhodnocení zkoušky tvrdosti (PK předkování, KOV kování) Příprava vzorků pro vyhodnocení makrostruktury + zkušební tyče pro zkoušku tahem Po provedení zkoušky tvrdosti se pokračovalo přípravou vzorků pro vyhodnocení makrostruktury a zkušebních tyčí pro zkoušku tahem. Výkovky byly rozřezány ke zkoumání přechodu hrubozrnné a jemnozrnné struktury. Řezy byly provedeny tak, jak je znázorněno na obrázku 8. 29


30 Obr. 8 Řezy Takto nařezané vzorky byly upnuty do frézky a plochy těchto vzorků byly ofrézovány. Aby byly odstraněny stopy po frézování, tak byly vzorky vymořeny stejným postupem tak, jako je to uvedeno v podkapitole moření 4.4. Obr. 9 Vzorky po vymoření 30



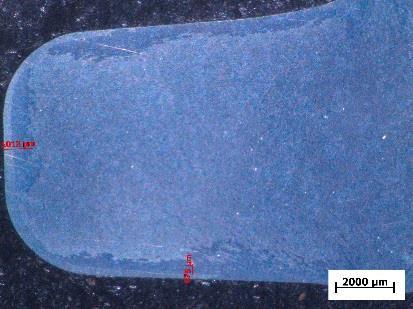
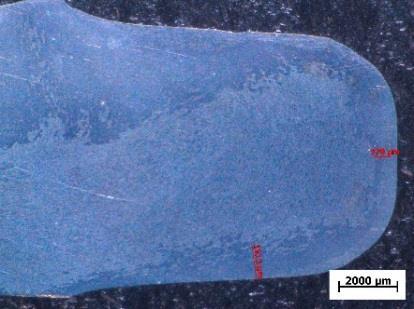
31 Díky moření jsou na vzorcích vidět rozhraní hrubozrnné a jemnozrnné makrostruktury pouhým okem. Hrubozrnná struktura se nachází zejména po okrajích a od jemnozrnné struktury se nechá rozpoznat podle většího lesku. Příklady v jednotlivých řezech jsou znázorněny na obrázcích 10, 11 a 12. Kompletně vyfotografované vzorky jsou k dispozici v příloze [1]. Obr. 10 Struktura v řezu 1 Obr. 11 Struktura v řezu 2 Obr. 12 Struktura v řezu 3 31

32 4.5.3 Zkouška tahem 13. Zkušební tyče pro zkoušku tahem byly vyříznuty z části, která je znázorněna na obrázku Obr. 13 Znázornění části výkovku zkušebních tyčí pro zkoušku tahem Nařezané vzorky jsou znázorněny na obrázku 14. Tyto vzorky byly po nařezání upnuty do soustruhu a byly vysoustruženy na předepsaný rozměr, viz obrázek 15. Rozměry zkušební tyče jsou znázorněny na obrázku 16. Obr. 14 Nařezané vzorky pro zkušební tyče 32
![Obr. 15 Soustružení zkušební tyče Obr. 16 Rozměry zkušební tyče Na těchto vysoustružených tyčích byla provedena zkouška tahem. Kompletní zpráva zkoušky tahem a jednotlivé grafy jsou v příloze [2].](/docs-images/62/47982830/images/33-0.jpg "Tab. 4 Výsledky zkoušky tahem (Rm mez pevnosti, Rp0,2 smluvní mez kluzu, A tažnost) PK 80%; KOV 20% PK 50%; KOV 50% PK 20%; KOV 80% číslo vzorku 1 2 3 4 1 2 3 1 2 3 Rm [MPa] 386 388 392 397 366 376")
33 Obr. 15 Soustružení zkušební tyče Obr. 16 Rozměry zkušební tyče Na těchto vysoustružených tyčích byla provedena zkouška tahem. Kompletní zpráva zkoušky tahem a jednotlivé grafy jsou v příloze [2]. Tab. 4 Výsledky zkoušky tahem (Rm mez pevnosti, Rp0,2 smluvní mez kluzu, A tažnost) PK 80%; KOV 20% PK 50%; KOV 50% PK 20%; KOV 80% číslo vzorku Rm [MPa] Rp0,2 [MPa] A [%] 8,7 9,5 8,2 9,3 7,9 8,8 7,8 11,3 10,2 9,7 33
34 4.5.4 Vyhodnocení makrostruktury vzorků Postup přípravy vzorků byl následující: jednotlivé vzorky byly rozřezány na metalografické pile, vloženy do lisu pro vytváření vzorků za tepla pro metalografické pozorování. Připravené vzorky byly zasypány granulátem, který byl následně slisován. Povrch takto připraveného vzorku byl broušen a následně leštěn od nejhrubšího kotouče po ten nejjemnější. Po leštění následovalo leptání. K naleptání vzorků bylo použito tzv. Weckovo činidlo. Příprava Weckova činidla je uvedena v encyklopedii hliníku [4] na straně 420. Složení Weckova činidla je následující: 100 ml vody, 4 g manganistanu draselného a 1 g hydroxidu sodného. Příklady v jednotlivých řezech jsou znázorněny na obrazcích 17, 18, 19. Kompletně vyfotografované vzorky jsou uvedeny o podkapitolu níže a v příloze [3]. Obr. 17 Struktura po leptání v řezu 1 34
35 Obr. 18 Struktura po leptání v řezu 2 Obr. 19 Struktura po leptání v řezu 3 35
36 4.6 Srovnání výsledků Značení v dalším textu: Výkovek deformace 1. rozdělení deformace - 80% předkování, 20% kování Výkovek deformace 2. rozdělení deformace - 50% předkování, 50% kování Výkovek deformace 3. rozdělení deformace - 20% předkování, 80% kování V tomto přehledu jsou shrnuty výsledky mechanických zkoušek a výsledky zjištěné po leptání makrostruktury. V levé části se nachází řez číslo 1, uprostřed řez číslo 2 a vpravo řez číslo 3, jak je to vidět na obrázku 8. 36









37 Výkovek deformace 1, číslo 1 Mechanické zkoušky - R m = 386 MPa; R p0,2 = 370 MPa; A = 8,7 %; HBW = 117 Výkovek deformace 1, číslo 2 Mechanické zkoušky - R m = 388 MPa; R p0,2 = 371 MPa; A = 9,5 %; HBW = 117 Výkovek deformace 1, číslo 3 Mechanické zkoušky R m = 392 MPa; R p0,2 = 374 MPa; A = 8,2 %; HBW = 117 Výkovek deformace 1, číslo 4 Mechanické zkoušky R m = 397 MPa; R p0,2 = 381 MPa; A = 9,3 %; HBW =





38 Výkovek deformace 2, číslo 1 Mechanické zkoušky R m = 366 MPa; R p0,2 = 352 MPa; A = 7,9 %; HBW = 114 Výkovek deformace 2, číslo 2 Mechanické zkoušky R m = 376 MPa; R p0,2 = 359 MPa; A = 8,8 %; HBW = 115 Výkovek deformace 2, číslo 3 Mechanické zkoušky R m = 369 MPa; R p0,2 = 353 MPa; A = 7,8 %; HBW =








39 Výkovek deformace 3, číslo 1 Mechanické zkoušky R m = 400 MPa; R p0,2 = 380 MPa; A = 11,3 %; HBW = 117 Výkovek deformace 3, číslo 2 Mechanické zkoušky R m = 367 MPa; R p0,2 = 351 MPa; A = 10,2 %; HBW = 119 Výkovek deformace 3, číslo 3 Mechanické zkoušky R m = 391 MPa; R p0,2 = 371 MPa; A = 9,7 %; HBW =
40 5 Závěrečné zhodnocení Tato bakalářské práce se zabývá vlastnostmi výkovku v závislosti na rozložení deformace mezi předkovací a kovací operací, a vyhodnocením mechanických vlastností při stejném tepelném zpracování výkovků a stejné teplotě ohřevu. Závislost rozložení deformace na vlastnosti výkovku byla zkoumána na konkrétním výkovku K První část bakalářské práce se věnuje rozdělení technologií tváření. Po rozdělení technologií tváření se práce věnuje rozdělení objemového tváření s důrazem na zápustkové kování. Druhá část bakalářské práce se věnuje rozdělení hliníkových slitin podle normy ČSN EN 573-1, popisu jednotlivých skupin hliníkových slitin a hliníkové slitině EN AW Třetí část bakalářská práce se zabývá samotným experimentem, podle kterého byl zjišťován vliv rozložení deformace mezi předkováním a kováním za stejné teploty ohřevu a stejném tepelném zpracování. Aby bylo možné posoudit mechanické vlastnosti výkovku, byla provedena zkouška tvrdosti podle Brinella a zkouška tahem. Následně byly po provedení mechanických zkoušek připraveny vzorky pro sledování struktury po vykování. S ohledem na problémy při přípravě vzorku pro mikroskopické pozorování byly vzorky vyhodnoceny pouze makroskopickým pozorováním. V rámci experimentu jsem zjistil, že standardní způsob výroby (varianta 1) s tepelným zpracováním T6 (viz. kap. 4.3), vyšel z pohledu struktury nejlépe. U dalších dvou způsobů tváření (varianta 2 a 3) došlo ke zhrubnutí struktury. To se projevilo i na hodnotách mechanických vlastností po tepelném zpracování, které nebyly tak konzistentní jako u standardního způsobu výroby, což nedává předpoklady pro zavedení v sériové výrobě. Čím byla předkovací operací provedena menší velikost deformace, tím docházelo ke zvětšování tloušťky hrubozrnné vrstvy. Hodnoty mechanických zkoušek se příliš nelišily, proto nelze jednoznačně určit, zdali, z pohledu mechanických vlastností, má rozložení deformace vliv na tyto hodnoty. Cílem práce bylo vyhodnocení experimentu, kterým se mělo zjistit, zdali má rozložení deformace mezi předkování a kování vliv na mechanické vlastnosti a strukturu. S ohledem na výše uvedené výsledky práce doporučuji věnovat se této problematice dále z hlediska naleptávání nebo zkusit další poměry předkování. 40
41 Seznam literatury [1] NOVOTNÝ, Jiljí, Jan ŠANOVEC, Bohumír BEDNÁŘ a Viktor KREIBICH. Technologie I: (slévání, tváření, svařování a povrchové úpravy). Vyd. 2. Praha: Vydavatelství ČVUT, ISBN [2] NĚMEC, Milan, Jan SUCHÁNEK a Jan ŠANOVEC. Základy technologie I. Praha: Nakladatelství ČVUT, ISBN [3] PETRUŽELKA, Jiří a Richard BŘEZINA. Úvod do tváření I. Ostrava: Vysoká škola báňská - Technická univerzita, ISBN [4] Encyklopedie hliníku. Děčín: Alcan Děčín Extrusions, ISBN [5] Informace o hliníku a hliníkových profilech. ALUCAD Bohemia, s.r.o. [online]. [cit ]. Dostupné z: [6] Hliníkové profily, hliníkové plechy, hliníkové profily pro fotovoltaiku a zasklívání, hliníkové chladiče. Alunet hliníkové profily na míru [online]. [cit ]. Dostupné z: [7] Strojmetal. Strojmetal alluminum forging [online]. [cit ]. Dostupné z: [8] ČSN EN (421401) Hliník a slitiny hliníku Chemické složení a druhy tvářených výrobků Část 1: Číselné označování, červenec 2005 [9] ČSN EN ISO Kovové materiály - Zkouška tvrdosti podle Brinella - Část 1: Zkušební metoda, květen 2015 [10] ČSN EN ISO Kovové materiály - Zkoušení tahem - Část 1: Zkušební metoda za pokojové teploty, březen 2010 [11] ČSN Zkoušení kovů. Zkušební tyče válcové s hladkými válcovými hlavami pro zkoušku tahem, říjen 1981 [12] ČSN Příprava metalografických vzorků z mědi, hliníku, jejich slitin a kompozitů na jejich bázi, únor
42 Seznam obrázků [1] Výkovek K 2072 [2] Některé základní operace volného kování (zdroj: [3]) [3] Obr. 3 Kování v jednodutinové zápustce na bucharu (zdroj: zapustkove.jpg) [4] Kování v postupové zápustce (zdroj: [5] Výkovek K 2072 [6] Zápustka [7] Místo vpichu při zkoušce tvrdosti [8] Řezy [9] Vzorky po vymoření [10] Struktura v řezu 1 [11] Struktura v řezu 2 [12] Struktura v řezu 3 [13] Znázornění části výkovku zkušebních tyčí pro zkoušku tahem [14] Nařezané vzorky pro zkušební tyče [15] Soustružení zkušební tyče [16] Rozměry zkušební tyče [17] Struktura po leptání 1 [18] Struktura po leptání 2 [19] Struktura po leptání 3 42
43 Seznam tabulek [1] Rozdělení podle EN (zdroj: [4]) [2] Označení a minimální mechanické parametry slitiny EN AW-6082 (F34 zvýšené hodnoty) (zdroj: [3] Vyhodnocení zkoušky tvrdosti (PK předkování, KOV kování) [4] Výsledky zkoušky tahem (Rm mez pevnosti, Rp0,2 smluvní mez kluzu, A tažnost) Seznam příloh na CD [1] Fotodokumentace struktura vzorků po nařezání [2] Vyhodnocení zkoušky tahem [3] Fotodokumentace struktura vzorků po leptání 43
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
Slouží jako podklad pro výuku tváření za tepla - zápustkové tváření. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
HLINÍK. Lehké neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI
 PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
ŠABLONY INOVACE OBSAH UČIVA. Označení STT Mel. 1. 20. Zpracování kovů tvářením za tepla a za studena. Interaktivní program na výměnném disku
 ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
NAUKA O MATERIÁLU I. Zkoušky mechanické. Přednáška č. 04: Zkoušení materiálových vlastností I
 NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
VLIV OBSAHU NIKLU NA VLASTNOSTI LKG PO FERITIZAČNÍM ŽÍHÁNÍ EFFECT OF THE CONTENT OF NICKEL ON DI PROPERTIES AFTER FERRITIZATION ANNEALING
 VLIV OBSAHU NIKLU NA VLASTNOSTI LKG PO FERITIZAČNÍM ŽÍHÁNÍ EFFECT OF THE CONTENT OF NICKEL ON DI PROPERTIES AFTER FERRITIZATION ANNEALING Hana Tesařová Bohumil Pacal Ondřej Man VUT-FSI-ÚMVI-OKM, Technická
VLIV OBSAHU NIKLU NA VLASTNOSTI LKG PO FERITIZAČNÍM ŽÍHÁNÍ EFFECT OF THE CONTENT OF NICKEL ON DI PROPERTIES AFTER FERRITIZATION ANNEALING Hana Tesařová Bohumil Pacal Ondřej Man VUT-FSI-ÚMVI-OKM, Technická
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/1.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/1.0170 Vytváření nových sítí a posílení vzájemné spolupráce
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY
 MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací podmínky pro nelegované konstrukční oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100252 Výrobky válcované za tepla z konstrukčních ocelí Část 2: Technické dodací
VŠB Technical University of Ostrava, Faculty of Mechanical engineering, 17. Listopadu 15, Ostrava Poruba, Czech Republic
 SIMULACE PROTLAČOVÁNÍ SLITIN Al NÁSTROJEM ECAP S UPRAVENOU GEOMETRIÍ A POROVNÁNÍ S EXPERIMENTY Abstrakt Jan Kedroň, Stanislav Rusz, Stanislav Tylšar VŠB Technical University of Ostrava, Faculty of Mechanical
SIMULACE PROTLAČOVÁNÍ SLITIN Al NÁSTROJEM ECAP S UPRAVENOU GEOMETRIÍ A POROVNÁNÍ S EXPERIMENTY Abstrakt Jan Kedroň, Stanislav Rusz, Stanislav Tylšar VŠB Technical University of Ostrava, Faculty of Mechanical
ALUPLUS 1. MS tyče kruhové... 14 MS tyče čtvercové... 15 MS tyče šestihranné... 15
 ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření za tepla, volné kování. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21)
") Kovárenský technik technolog (kód: 21-047-M) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Technolog
Kovárenský technik technolog (kód: 21-047-M) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Technolog
6.3 Výrobky Způsob výroby volí výrobce. Pro minimální stupeň přetváření válcovaných a kovaných výrobků viz A4.
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
18MTY 1. Ing. Jaroslav Valach, Ph.D.
 18MTY 1. Ing. Jaroslav Valach, Ph.D. valach@fd.cvut.cz Informace o předmětu http://mech.fd.cvut.cz/education/bachelor/18mty Popis předmětu Témata přednášek Pokyny k provádění cvičení Informace ke zkoušce
18MTY 1. Ing. Jaroslav Valach, Ph.D. valach@fd.cvut.cz Informace o předmětu http://mech.fd.cvut.cz/education/bachelor/18mty Popis předmětu Témata přednášek Pokyny k provádění cvičení Informace ke zkoušce
Vlastnosti. Modul pružnosti. Součinitel tepelné roztažnosti. 20 C Tepelná vodivost. Al 1,6. Rp0,2N/
 1 CORRAX 2 Charakteristika CORRAX je vytvrditelná ocel, která ve srovnání s obvyklými nerezovými oceli nástroje, skýtá následující výhody: velký rozsah tvrdostí 34-50, umožněný stárnutím při 425-600 C
1 CORRAX 2 Charakteristika CORRAX je vytvrditelná ocel, která ve srovnání s obvyklými nerezovými oceli nástroje, skýtá následující výhody: velký rozsah tvrdostí 34-50, umožněný stárnutím při 425-600 C
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21)
") Kovář strojní (kód: 21-015-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Kovář strojní Kvalifikační
Kovář strojní (kód: 21-015-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Kovář strojní Kvalifikační
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NAUKA O MATERIÁLU OZNAČOVÁNÍ OCELI DLE ČSN EN. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU OZNAČOVÁNÍ OCELI DLE ČSN EN Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním
NAUKA O MATERIÁLU OZNAČOVÁNÍ OCELI DLE ČSN EN Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg
 OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
HABA hliníkové desky. Strojírenství Výroba vozidel Konstrukce zařízení Konstrukce přístrojů Konstrukce nástrojů Výroba nástrojů
 HABA hliníkové desky přehled Strojírenství Výroba vozidel Konstrukce zařízení Konstrukce přístrojů Konstrukce nástrojů Výroba nástrojů Přehled produktů G-AlMg3 Alu35 G-Alu340 G-Alu25 Planalu G Alu50 McBasic
HABA hliníkové desky přehled Strojírenství Výroba vozidel Konstrukce zařízení Konstrukce přístrojů Konstrukce nástrojů Výroba nástrojů Přehled produktů G-AlMg3 Alu35 G-Alu340 G-Alu25 Planalu G Alu50 McBasic
Ocel SSAB Boron OPTIMALIZOVÁNA PRO VAŠE POTŘEBY A KALENÍ
 Ocel SSAB Boron OPTIMALIZOVÁNA PRO VAŠE POTŘEBY A KALENÍ Pokud jste zaznamenali narušování plynulosti výroby z důvodů kolísajících vlastností oceli, doporučujeme Vám použití bórové oceli SSAB. BÓROVÁ OCEL
Ocel SSAB Boron OPTIMALIZOVÁNA PRO VAŠE POTŘEBY A KALENÍ Pokud jste zaznamenali narušování plynulosti výroby z důvodů kolísajících vlastností oceli, doporučujeme Vám použití bórové oceli SSAB. BÓROVÁ OCEL
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE
 PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.
 Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.") Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,
Výzkumný a zkušební ústav Plzeň s.r.o. Zkušební laboratoř Tylova 1581/46, 301 00 Plzeň
 Pracoviště zkušební laboratoře: 1. Zkušebna Analytická chemie 2. Zkušebna Metalografie 3. Mechanická zkušebna včetně detašovaného pracoviště Orlík 266, 316 06 Plzeň 4. Dynamická zkušebna Orlík 266, 316
Pracoviště zkušební laboratoře: 1. Zkušebna Analytická chemie 2. Zkušebna Metalografie 3. Mechanická zkušebna včetně detašovaného pracoviště Orlík 266, 316 06 Plzeň 4. Dynamická zkušebna Orlík 266, 316
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY. Ocelové odlitky Litinové odlitky Zápustkové výkovky
 Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Ermeto Originál Trubky/Trubkové ohyby
 Ermeto Originál Trubky/Trubkové ohyby Údaje k trubkám EO 1. Druhy ocelí, mechanické vlastnosti, způsob provedení Ocelové trubky EO Druhy ocelí Pevnost v tahu Mez kluzu Tažnost Rm ReH A5 (podélně) Způsob
Ermeto Originál Trubky/Trubkové ohyby Údaje k trubkám EO 1. Druhy ocelí, mechanické vlastnosti, způsob provedení Ocelové trubky EO Druhy ocelí Pevnost v tahu Mez kluzu Tažnost Rm ReH A5 (podélně) Způsob
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
Precipitace. Změna rozpustnosti je základním předpokladem pro precipitační proces
 Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Vlastnosti tepelné odolnosti
 Tepelné odolnosti ARPRO je velmi všestranný materiál se širokou řadou aplikací (automobilový průmysl, stavebnictví, vzduchotechnika, bytové zařízení, hračky ) a pro většinu z nich je důležitou vlastností
Tepelné odolnosti ARPRO je velmi všestranný materiál se širokou řadou aplikací (automobilový průmysl, stavebnictví, vzduchotechnika, bytové zařízení, hračky ) a pro většinu z nich je důležitou vlastností