Vstřikování. Základní parametry vstřikovacího stroje: Maximální vstřikovaný objem výstřiku ( cm 3 ), popř. v
|
|
|
- Karel Mareš
- před 8 lety
- Počet zobrazení:
Transkript
1 Vstřikování

2

3 Vstřikování cyklický tvářecí proces, při kterém se materiál v plastickém stavu vstřikuje vysokou rychlostí do uzavřené, temperované dutiny formy. Provádí se ve vstřikovacím stroji. Základní parametry vstřikovacího stroje: Maximální vstřikovaný objem výstřiku ( cm 3 ), popř. v gramech Plastikační kapacita stroje množství plastu v kg, které je možno převést do taveniny za jednu hodinu Vstřikovací tlak vs. Uzavírací síla

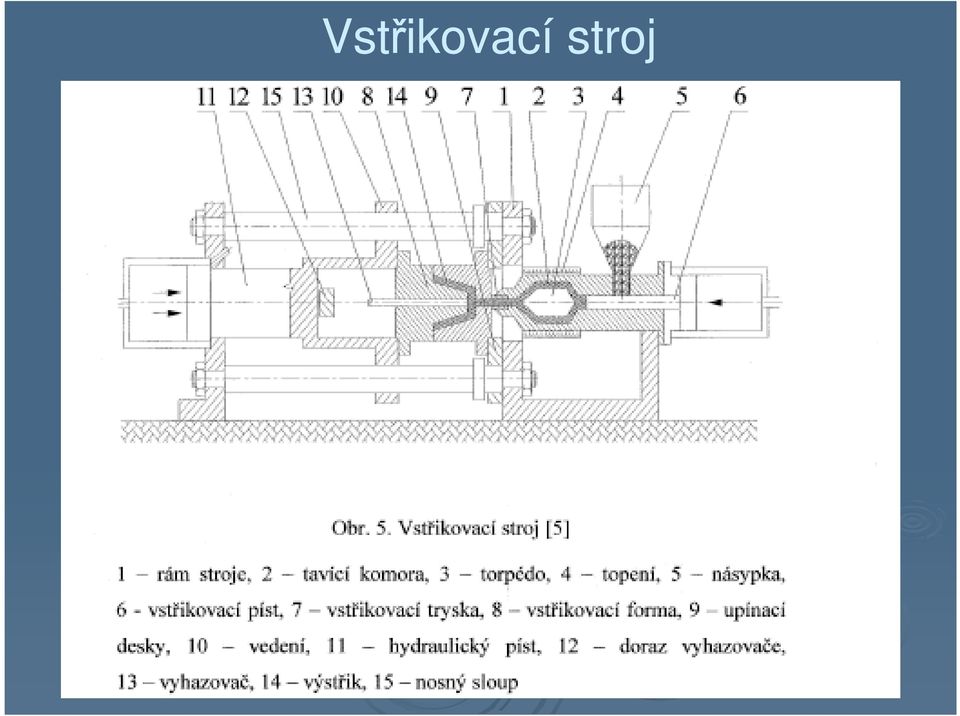
4 Vstřikovací stroj Plastikační jednotka přeměna materiálu v taveninu Vstřikovací jednotka - doprava do tvarové dutiny formy, velká rychlost i tlak Forma udělení tvaru a vznik výrobku Uzavírací jednotka uzavření formy a odolání vstřikovacímu tlaku Vstřikovací tryska průchod taveniny z vstřikovací jednotky do formy

5 Vstřikovací stroj
6 Materiály pro vstřikování Termoplasty Reaktoplasty Kaučuky Podle druhu materiálu se volí režim vstřikování resp. podmínky vstřikování a jim pak odpovídá velikost smrštění výstřiku

7 Vstřikovací cyklus 1) plastikace (šnek se otáčí a posouvá zpět, plastikuje materiál a dopravuje ho k trysce a zároveň uzavírání formy 2) přisunutí vstřikovací jednotky 3) vstřiknutí taveniny do formy 4) dotlak (šnek se posune dopředu jako píst) 5) chladnutí hmoty ve formě a začátek opětovné plastikace 6)odsunutí vstřikovací jednotky d) otevření formy a a vyhození výstřiku, pokračování plastikace
odsunutí vstřikovací jednotky d) otevření formy a a vyhození výstřiku, pokračování")
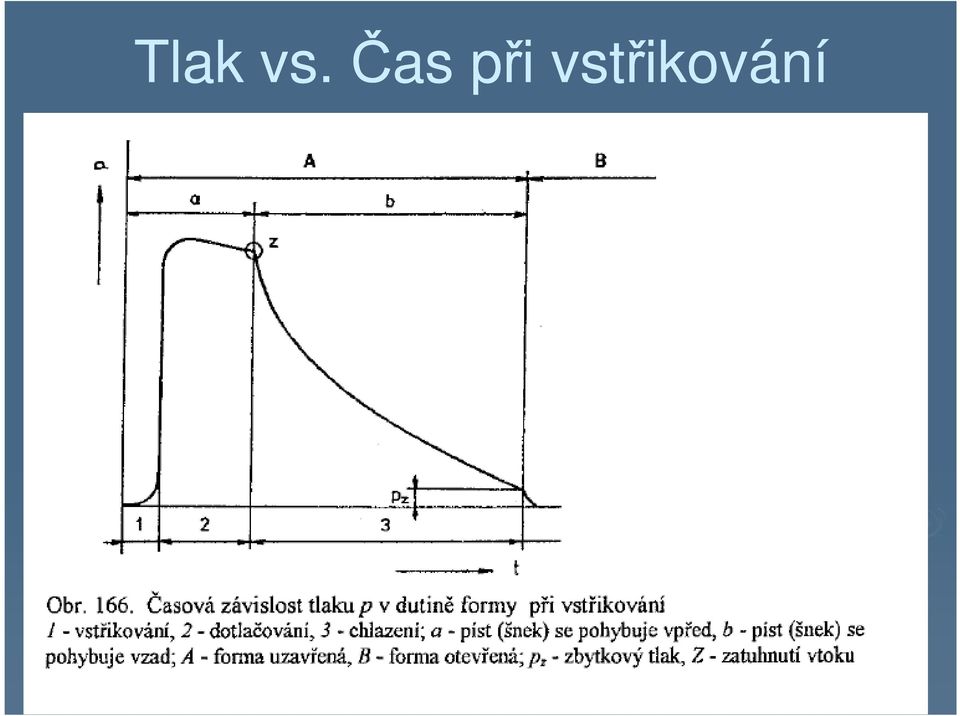
8 Tlak vs. Čas při vstřikování
9 Vliv tlaku na zbytkový tlak ve formě

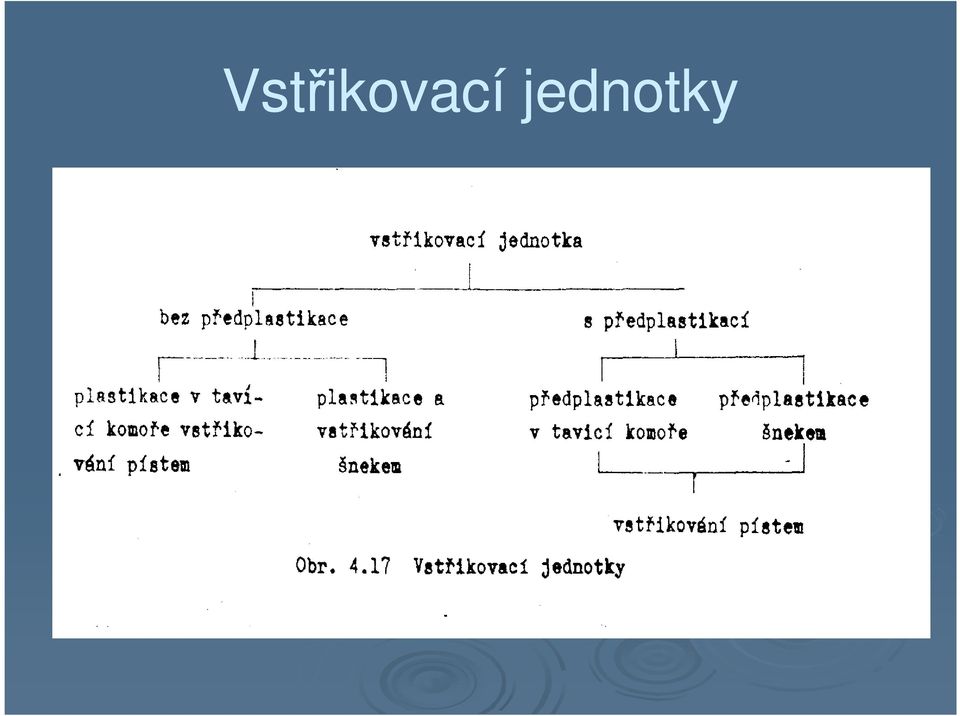
10 Poměry při plastikaci Závisí na typu plastikační jednotky: Pístová Šneková Vstřikovací jednotka s předplastikací

11 Vstřikovací jednotky
12 Pístová plastikační jednotka Stlačování granulátu pístem, protláčení tavným pásmem, tavení a vstřik do formy. Rychlost dějů je omezena tepelnými vlastnostmi granulátu, proto různé topení (torpéda) a plastikační vložky, které však zvětšují tlakové ztráty Zahřívání pomocí odporového topení Špatný přestup tepla polymerem torpéda a žebra Použití pouze pro malé výstřiky

13 Pístová plastikační jednotka

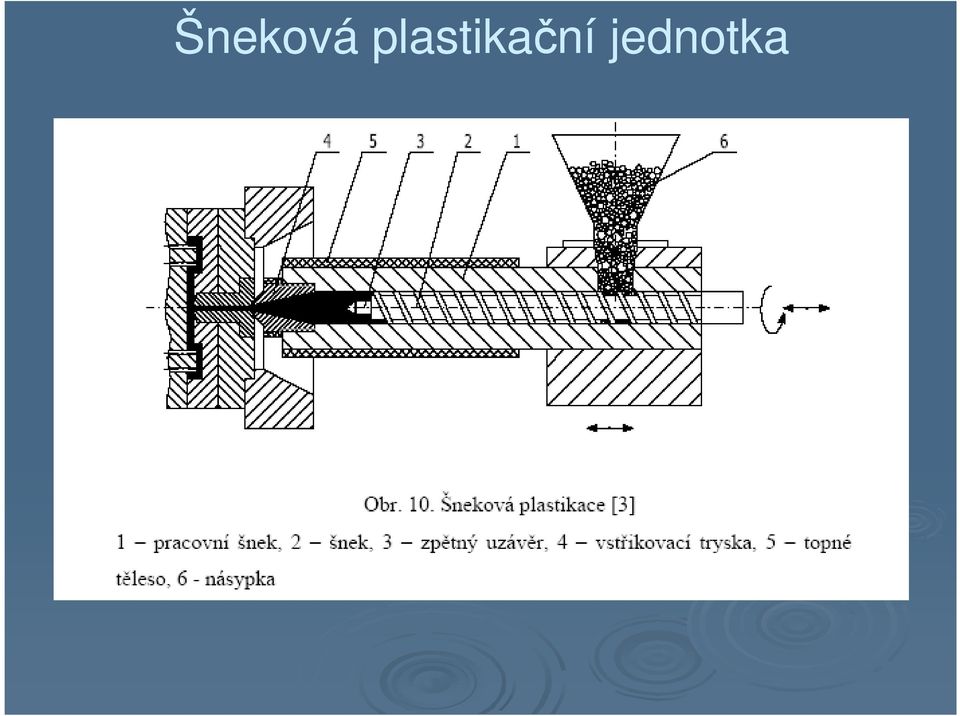
14 Šneková plastikační jednotka Má vyšší plastikační výkon a lepší kvalitu taveniny; pracuje zcela analogicky jako vytlačovací stroj, ale cyklicky. Při plastikaci šnek ustupuje dozadu a v prostoru před jeho čelem (špicí) se hromadí tavenina Při šnekové plastikaci je lepší využití zdvihu šneku, vyšší rychlost vstřikování ( cm 3 /s) Velikost šneku D Axiální pohyb šneku hydraulicky Pohon šneku elektromotory, hydraulickými motory Vyhřívání topnými pásy Zakončení šneku různé dle polymeru
 Velikost šneku 20 22 D Axiální pohyb šneku hydraulicky")
15 Axiální posun šneku - hydraulicky měnitelná vstřikovací rychlost pomocí programované rychlosti axiálního posunu šneku dotlačovací tlak také nastavitelný Pohon šneku buď elektromotory, jejichž otáčky se mění stupňovitě změnou počtu pólů, nebo výhodněji (především u větších strojů) hydraulickými motory s plynule nastavitelnými otáčkami Vstřikovací válec pro vstřikování termoplastů - vytápění topnými pásy vstřikování reaktoplastů a kaučuků - cirkulující kapalinou Plnicí část - chlazena Při zpracovávání plastů, především plněných skleněnými vlákny či jinými minerálními plnivy - mimořádný oděr plastikační jednotky - válce zevnitř vyložené pláštěm ze speciálních oděruvzdorných slitin (Cr-Co-V) Zakončení šneku - hladké, hmoty s omezenou termickou stabilitou - prodlouženo v hladkou špičku pro (PVC) opatřen spirálou taveniny s nízkou viskozitou (např. polyamidy) - šneky se zpětnou uzávěrou, brání zpětnému tlakovému toku profilem šneku vyvození dostatečného vštřikovacího tlaku popř. dotlaku. Zpětná uzávěra nesmí : omezovat výtlačný tok šneku, obsahovat tzv. mrtvá mista a musí při axiálním posunu vpřed dokonale těsnit.
 Zakončení šneku - hladké, hmoty s omezenou termickou stabilitou - prodlouženo v hladkou")
16 Šneková plastikační jednotka
17 Zakončení šneků

18 Vstřikovací jednotka s předplastikací Zajištění dostatečného plastikačního výkonu a dokonalé homogenizace taveniny vedly k rozdělení vstřikovací jednotky na část plastikační a část vstřikovací. Šneková plastikační a pístová vstřikovací jednotka Zrychlení prac. cyklu Vstřikování reaktoplastů a strukturních pěn

19 Vstřikovací jednotka s předplastikací a) pístová předplastikace b) šneková předplastikace 1-tavící komora, 2-hlava tavící komory, 3-torpédo, 4-plastikační píst, 5-násypka, 6-vstřikovací válec, 7-vstřikovací píst, 8-topení, 9- uzávěr, 10-vstřikovací tryska, 11,12-upínací desky, 13-forma, 14- vyhazovače, 15,16-dorazy vyhazovače, 17-plastikační šnek, 18- pohon plastikačního šneku, 19-výstřik

20 Otevřená tryska Taveniny s velkou viskozitou nebo náchylné k tepelné degradaci Hladné, kónické bez mrtvých míst Plastikace se provádí s tryskou dosednutou na ústí formy Opak uzavíratelná tryska (tlakový bezpečnostní ventil) Mrtvá místa, vhodné pro polymery nepodléhající degradaci teplem
 Mrtvá místa, vhodné pro polymery nepodléhající")
21 Vyhřívaná tryska s vlastním vytápěním
22 Nepřímo vyhřívaná tryska
23 Vyhřívaná tryska s jehlou ovládanou pákou a tlakovým mediem
24 Poměry ve formě Základním úkolem je udržení těsnosti formy po celou dobu plnění a dotlaku Plnění formy probíhá ve třech etapách: Tok materiálu ve vtokovém systému Vlastní plnění formy Doplňování formy při dotlaku Následuje chlazení výstřiku ve formě u termoplastů, síťování u reaktoplastů a kaučuků
25 Výhody hydraulických jednotek jednoduché, masivní a relativně levné provedení stroje rychlé a jednoduché upnutí formy, bez potíží upínání forem o různé výšce snadné nastavení hloubky otevření formy, přičemž vzhledem k tuhosti jednotky lze vstřikovat hluboké výstřiky možnost automatického zpomalení rychlosti uzavírání formy těsně před jejím uzavřením zmenšení opotřebení přidržovací síla přesně známa z tlakových údajů manometru hydraulického okruhu, snadno a přesně nastavitelná s velkou reprodukovatelností snadné jištění uzávěru a formy proti přetížení nadměrnou přidržovací nebo vstřikovací silou jednoduchá kontrola a údržba stroje - převážně výměna manžet a těsnění možnost programové změny přidržovací síly v průběhu plnění umožňující tzv. dýchání formy.
26 Uzavírací jednotka Hydraulická Pro tlaky větší než 6 MN doplněna závorováním Kloubové jednotky ovládané hydraulicky
27 I přední upínací deska (pevná), 2 zadní upínací deska (pohyblivá), 3 dělená vstřikovací forma, 4 nosný sloup, 5 - páka s klínovou plochou, 6 - rám stroje, 7 - hydraulický válec Pákoklínové uzavírací ústrojí
28 elektromagnetické uzavírací ústrojí I - pevná upínací deska, 2 pohyblivá upínací deska, 3 dělená vstřikovací forma, 4 - nosné sloupy, 5 rám stroje, 6 klikový kotouč, 7 - ojnice, 8 - pákový mechaznismus
29
30 Vstřikovací formy Složité, finančně náročné Řešení vtokových kanálků Hladké, dobrý tok taveniny Jednoduše rozevíratelné Temperace opatřené kanálky pro rozvod média Jednoduché, násobné, s více vtoky
31 Forma a její hlavní části
32
33 Vstřikovací formy a vtoky Masívní výstřiky s nutným dlouhým dotlačováním Nevýhoda těžce oddělitelný vtokový zbytek Pro jednonásobné formy, nehospodárný
34 Vtokový systém Nejjednodušší plný (kuželový) vtok S předkomůrkou Živý vtok Tzv. živý vtok Prostříknutí zbytku v předkomůrce hospodárný, zbytek se nemusí vyjímat Krátké cykly cca 15 20s
35 Deštníkový vtok A) vnější, B) vnitřní; 1 - ústi vtoku, 2 - deštníkový vtok Vstřikování kruhových dílů nebo nutnost obtékání jádra Nevzniká studený spoj
36 další typy vtoků a jejich umístění
37 Násobná forma s bočním vtokem
38 Průřezy vtokových kanálků
39 Řešení vtokových systémů
40 Další typy vtokových systémů
41 Odstupňovaný průřez vtoku - stejná rychlost taveniny
42
43 Průběh plnění dutiny formy
44 Odtržení výrobku od vtokového systému U dvoudeskových forem nutno ostraňovat Formy s tunelovým vtokem odtržení samovolně po otevření
45 formy s horkými rozváděcími kanálky v podstatě živý bodový vtok upravený pro násobnou formu Výhody použití: ušetření polymeru z vtokových zbytků není nutné dodatečné odstraňování vtokových zbytků s event. začišťováním nejsou nutné třídeskové formy odpadá nutnost plastikovat materiál i na vtokové zbytky zkrácení vstřikovacího cyklu snadná automatizace procesu Nevýhody: vyšší cena forem vzhledem k poměrné složitosti těchto forem - náročnější opravy možné delší přerušení výroby Uplatnění: u malých výstřiků, kde objem vtokových zbytků by byl stejný nebo větší než objem výstřiku nebo kde vzhledem k malé tloušťce stěny je nutné vstřikování několika vtoky
46 tři základní typy: a) formy s izolovanými rozváděcími kanály, b) formy s vyhřívanými rozváděcími kanály c) formy s modifikovanými izolovanými rozváděcími kanály Formy s izolovanými rozváděcími kanály - třídeskové formy s rozváděcími kanály o větším průměru Na počátku vstřikování tavenina polymeru sice zatuhne na stěnách kanálů, ale zbylé plastické jádro má dostatečný průřez umožňující průtok taveniny v dalších cyklech. Dělící rovina rozváděcích kanálů se otevírá pouze při přerušení výroby. Formy s vyhřívanými rozváděcími kanály - rozváděcí systém taveniny trvale udržován nad teplotou tání taveniny vstřikovaného polymeru: celý obsah kanálů roztavený. - velmi náročné po konstrukční a výrobní stránce, vyplatí se pro výstřiky menších hmotností ve velkých sériích Formy s modifikovanými izolovanými rozváděcími kanály - kompromis mezi oběma předchozími systémy Tavenina v hlavních kanálech je izolována ztuhlým polymerem, ale trysky jsou vyhřívány malými odporovými tělesy přesnější nastavení a ovládání teplot
47 Formy s více částmi
48 0,02 až 0,05 mm Způsoby odvzdušnění
49 Způsoby vyhazování výstřiků Mechanické vyhazování vyhazovací kolíky Stírací deskou Pomocí šikmých kolíků dvoustupňové vyhazování rozdílné časové rozdělení Vzduchové vyhazování tenkostěnné výrobky Hydraulické vyhazování plynulejší ovládání mech. vyhazovačů
50 Mechanické vyhazování pomocí kolíků
51 Umístění vyhazovacích kolíků
52 Vyhazování stírací deskou Pozn. Nutno vyhazovat i vtokový zbytek
53 Chlazení forem
54 Umístění temperačních kanálků
55 Zásady navrhování výlisků
56 Orientace Průvodní jevy při vstřikování Vnitřní pnutí Smrštění Studené spoje
57 Orientace výstřiků Orientace a následná relaxace Anizotropie vlastností Nehomogenita vlastností
58 Vnitřní pnutí Orientační pnutí orientace výstřiků Tepelná pnutí teplotní gradient při chládnutí nerovnoměrné smršťování Expanzní pnutí při přehuštění dutiny formy taveninou Krystalizační pnutí Deformační vnitřní pnutí při vyhazování výstřiku, pokud vzniknou plastické deformace (nedostatečně zchládnutý výstřik, velká přilnavost materiálu k formě, špatný vyhazovací systém)
59 Smrštění Výrobní smrštění ovlivněno: druhem plastu (krystalické polymery vs. amorfní) tvar výrobku a tloušťka stěny umístění vtoku na výrobku směr toku taveniny a směr kolmý technologické podmínky vstřikovací tlak a dotlak čím větší a delší, tím menší výrobní smrštění Dodatečné smrštění
60 Studené spoje Rozdílné s druhem materiálu u PE či PP zanedbatelné, u PS snížení pevnosti až o 30% Tokové čáry sledují tok materiálu v dutině sledují tok materiálu v dutině nesprávně navržený a dimenzovaný vtokový systém
61 Příklad výpočtu tvárnice a tvárníku formy pro výstřik:
62 Vady výstřiků Vady tvaru neúplný výstřik, přetoky, propadliny, zborcení a deformace Vady povrchu změna barvy, nedostatečný lesk, zakalení, stříbření, rýhování, trhlinky, žloutnutí Skryté vady vnitřní pnutí, vakuové bubliny Další vliv mají závady vstřikovacího procesu špatná teplota, tlak, dotlak, vyhazování atd.
63
64
65
66 Zvláštní způsoby vstřikování Vstřikování vyztužených termoplastů Vstřikování s dolisováním (Rolinx proces) Autotermní vstřikování (Intrusion) Vstřikování termoplastů s nadouvadly Vstřikování dvoubarevných výstřiků Vstřikování sendvičů (proces ICI) Vstřikování s injektáží plynu (GIC) Vícesložkové vstřikování
67 Vstřikování vyztužených termoplastů Plnivo krátká skleněná vlákna Horší tekutost taveniny vysoké vstřikovací tlaky, popř.vyšší teploty Oděr pracovních částí Jinak navrženy výstřiky i vtokový systém co největší průřez a nejmenší délka Ne bodové vtoky
68 Vstřikování termoplastů s nadouvadly Strukturní pěny Kompaktní povrch a napěněné jádro 0,5 až 3 % nadouvadla Nízkotlaké a vysokotlaké Nízkotlaké: MPa, pak klesne na 1-2 MPa, Vysokotlaké zaplnění 60-80% objemu, malá uzavírací síla a méně náročné formy ale dostatečně velké odvzdušňovací kanály krátké vtokové kanály nebezpečí rozkladu nutné samouzavírací trysky dlouhá doba chládnutí karusely Vysokotlaké: : hladký povrch, ale zvláštní konstrukce formy s pohyblivým tvárníkem, náročná
69 vícepolohový vstřikovací stroj (karusel):
70 Vícesložkové vstřikování Dvě samostatné vstřikovací jednotky Nejprve hmota pro povrchovou vrstvu, dokud je v tavenině, rychle hmota pro jádro Jádro často napěněné Nutné uzavření povrchu výstřiku v místě ústí vtoku první hmotou Rychlý sled operací Možnost kombinace dvou druhů plastů
71 Vícesložkové vstřikování
72 Vstřikování s dolisováním Tenkostěnné výrobky s velkou plochou, tedy vysoký poměr délka/tloušťka Programové uzavírání formy různě velkou silou Autotermní vstřikování Také intruze, tokové vstřikování Mimořádně tlustá stěna výstřiku Mezistupeň mezi vstřikováním a vytlačováním Hmota nejprve vtlačena plynulým vtékáním pomocí šneku a pak dotlačena
73 Vzorek pro hodnocení materiálu pro vstřikování PP + piliny Vstřikovaná spirála Délka toku = 20 cm PP Délka toku Délka toku = 33 cm
74 Výroba krytky z PP vstřikováním
75 Konečný výstřik
76 Výstřik s vtokovým systémem
77 Složená forma
78 temperační kanálky
79 Rozložená forma s detailem dutiny
80 Detaily spojovacích prvků
81 Detail kanálku a dutiny výstřiku
82 Bodový vtok a vyhazovací kolíky
83 REAKTIVNÍ VSTŘIKOVÁNÍ Teoretické výhody - NÍZKÁ VISKOZITA HMOTY - velké objemy při nízkých tlacích, levné formy, nízké investice - NÁSTŘIK HMOTY V MONOMERNÍM STAVU - deformace polymerních řetězců, smrštění, deformace výrobků - NÁSTŘIK HMOTY DO FORMY O VYŠŠÍ TEPLOTĚ NEŽ JE TEPLOTA FORMY - viskozitní profil ve formě, velikost nástřiku, subtilnost zařízení a forem RIM materiály používané ve firmě RIM-Tech a.s. - NYRIM - blokový kopolymer NYLON-6 a polyeter (KL-6+prepolymer+katalyzátor) - PU-RIM - tvrdé a houževnaté typy (Poly+ISO) - DCPD-RIM - dicyklopentadien (DCPD-A+DCPD-B)
84 Chemické reakce v RIM technologii To Tm dt t (odf) /C/ /C/ /C/ /MIN/ O 1. PU RIM -NCO + HO- -NH CO Polymoč. O -NCO + H2N- -NHCNH PA RIM (CH2)5 NH +X (PPO)X CO -/(CH2)5 NH-CO-/n (PPO)m /(CH2)5 NH-CO-/p aniontová polymerace 1. DCPD ( Et)2Al Cl W(Cl)6 + mod. kauč. n
85 REAKTIVNÍ VSTŘIKOVÁNÍ Obecné výhody technologie RIM - velmi dobré vlastnosti materiálů na úrovni kvalitních konstrukčních plastů - díly bez vnitřního pnutí možnost rozdílných tlouštěk stěn u jednoho dílu - snadná úprava vlastností materiálu - vlastnosti na míru - snadné modifikace tvaru dílů - velká volnost při navrhování dílů - krátká doba náběhu výroby - minimální propady v místě žeber a nálitků - nízký tok za studena - minimální dodatečná tvarová deformace dílů - ekonomicky výhodná výroba velkých dílů - ekonomicky výhodná výroba forem - relativně nízké náklady na dopravu Materiály s uplatněním pro mimořádně namáhané aplikace NYRIM - extrémně houževnatý - vysoká odolnost k obrušování - dobrá chemická odolnost - odolnost k nízkým i vysokým teplotám - možnost zpracování RRIM technologií (plnění vláknitými plnivy) - možnost výroby tlustostěnných dílů nebo dílů s rozdílnou tloušťkou stěn - recyklace odpadu DCPD-RIM - vysoce houževnatý - výborná chemická odolnost - vysoký modul bez použití plniv - dobrá odolnost k vysokým teplotám - možnost výroby extrémně velkých dílů
86 RIM materiály sledované ve firmě RIM-Tech a.s. Vlastnosti materiálů NYRIM - blokový kopolymer NYLON-6 a polyeter (KL-6 + prepolymer + katalyzátor) - extrémně houževnatý - vysoká odolnost k obrušování - dobrá chemická odolnost - odolnost proti nízkým i vysokým teplotám - možnost zpracování RRIM technologií - možnost výroby tlustostěnných dílů nebo dílů s rozdílnou tloušťkou stěn - recyklace odpadu PU-RIM - PU-RIM - tvrdé a houževnaté typy (Poly+ISO) - výborná chemická odolnost - vysoká odolnost k obrušování - možnost zpracování RRIM technologií - rozměrová stálost - velká variabilnost vlastností - relativně nízká cena materiálu Telene - Telene - dicyklopentadien (DCPD-A+DCPD-B) - vysoce houževnatý - výborná chemická odolnost - vysoký modul bez použití plniv - dobrá odolnost proti vysokým teplotám - možnost výroby extrémně velkých dílů Bayflex 180/ 190 (tenkostěnný RRIM) - Bayflex 180/ polymočovinový RIM (blízký PU-RIM systémům) - tloušťka stěny až 1,5 mm - výborná rázová odolnost za nízkých teplot - výborná vysokoteplotní odolnost - velmi krátký výrobní cyklus - pod 2 minuty - on-line lakovatelné díly - relativně vysoké série výrobků - výborná rozměrová stálost
Laboratorní cvičení z p ř edmětu. Úloha č. 2. Vstřikování
 Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Tvářené díly z kovů a plastů (tváření kovů a plastů)
") Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
VSTŘIKOVACÍ FORMY 1. vtoková soustava
 VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
VSTŘIKOVACÍ FORMY vtoková soustava
 VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 2015
 NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
Pracovní stáž Univerzita Tomáše Bati ve Zlíně
 Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
Technologie zpracování plastů a kompozitů. Vstřikovaní plastů technologie
 2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
Konstrukce vstřikovací formy. Lukáš Novosad
 Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
TÉMATICKÉ OKRUHY KE SZZ 2013/14 ING PLASTIKÁŘSKÁ TECHNOLOGIE
 TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Tvorba 3D modelu vstřikovací formy. Jan Vykydal
 Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: PROCES VÝVOJE VSTŘIKOVANÉHO DÍLU (2. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 4. a 5. hodina; od 10:55
Akce: Přednáška, KA 5 Téma: PROCES VÝVOJE VSTŘIKOVANÉHO DÍLU (2. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 4. a 5. hodina; od 10:55
Konstrukce vstřikovací formy pro výrobu poklice automobilu. Bc. David Svozil
 Konstrukce vstřikovací formy pro výrobu poklice automobilu Bc. David Svozil Diplomová práce 2013 ABSTRAKT Diplomová práce obsahuje dvě části; teoretickou a praktickou část. Teoretická část popisuje
Konstrukce vstřikovací formy pro výrobu poklice automobilu Bc. David Svozil Diplomová práce 2013 ABSTRAKT Diplomová práce obsahuje dvě části; teoretickou a praktickou část. Teoretická část popisuje
Technické parametry stroje :
 Technické parametry stroje : Tech. Specifikace - Označení vstřikovací jednotky IN-TEC - 400 SD Průměr šneku mm 85 Teoretický vstřik. objem cm 3 2326 Gramáž vstřiku cm 3 2056 Kapacita plastik. jednotky
Technické parametry stroje : Tech. Specifikace - Označení vstřikovací jednotky IN-TEC - 400 SD Průměr šneku mm 85 Teoretický vstřik. objem cm 3 2326 Gramáž vstřiku cm 3 2056 Kapacita plastik. jednotky
JEHLOU UZAVÍRATELNÁ TRYSKA. Nová generace jehlou uzavíratelných trysek systém ENG
 JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
Konstrukce vstřikovací formy pro vstřikování elastomerů. Bc. Adam Škrobák
 Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy. Adam Škrobák
 Konstrukce vstřikovací formy Adam Škrobák Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro zadaný plastový výrobek. První část je teoretická, která se zabývá
Konstrukce vstřikovací formy Adam Škrobák Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro zadaný plastový výrobek. První část je teoretická, která se zabývá
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Konstrukce vstřikovací formy pro výrobu plastového dílu. Lukáš Mach
 Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Návrh vstřikovací formy. Bc. Petr Kolář
 Návrh vstřikovací formy Bc. Petr Kolář Diplomová práce 2007 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** ABSTRAKT Diplomová práce se zabývá konstrukcí vstřikovací formy pro výrobu plastového
Návrh vstřikovací formy Bc. Petr Kolář Diplomová práce 2007 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** ABSTRAKT Diplomová práce se zabývá konstrukcí vstřikovací formy pro výrobu plastového
Konstrukce vstřikovací formy pro PC ventilátor. Radim Sedlář
 Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT. www.terplastics.com www.tergroup.com
 TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
VSTŘIKOVACÍ LISY K 5 PLASTOVÉ. doc. Ing. Martin Hynek, Ph.D. a kolektiv. verze - 1.0
 Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ VSTŘIKOVACÍ LISY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpo
Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ VSTŘIKOVACÍ LISY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpo
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VSTŘIKOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VSTŘIKOVÁNÍ
TECHNICKÁ UNIVERZITA V LIBERCI
 TECHNICKÁ UNIVERZITA V LIBERCI Fakulta strojní Studijní program M2301 - Strojní inženýrství Strojírenská technologie zaměření tváření kovů a plastů Katedra strojírenské technologie Oddělení tváření kovů
TECHNICKÁ UNIVERZITA V LIBERCI Fakulta strojní Studijní program M2301 - Strojní inženýrství Strojírenská technologie zaměření tváření kovů a plastů Katedra strojírenské technologie Oddělení tváření kovů
Vstřikovací forma na upomínkové předměty. Jakub Matoušek
 Vstřikovací forma na upomínkové předměty Jakub Matoušek Bakalářská práce 2008 ABSTRAKT Bakalářská práce se zabývá konstrukcí dvou forem pro výrobu plastového dílce, konkrétně otvíráku na plastové lahve.
Vstřikovací forma na upomínkové předměty Jakub Matoušek Bakalářská práce 2008 ABSTRAKT Bakalářská práce se zabývá konstrukcí dvou forem pro výrobu plastového dílce, konkrétně otvíráku na plastové lahve.
Návrh konstrukce vstřikovací formy pro plastový díl. Jan Štach
 Návrh konstrukce vstřikovací formy pro plastový díl Jan Štach Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. V teoretické části je popsán
Návrh konstrukce vstřikovací formy pro plastový díl Jan Štach Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. V teoretické části je popsán
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ. Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Dopravní a manipulační technika
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 230 Strojní inženýrství Studijní zaměření: Dopravní a manipulační technika BAKALÁŘSKÁ PRÁCE Návrh vstřikovací formy s teplou vtokovou
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 230 Strojní inženýrství Studijní zaměření: Dopravní a manipulační technika BAKALÁŘSKÁ PRÁCE Návrh vstřikovací formy s teplou vtokovou
 Technologie vstøikování termoplastù se všemi svými modifikacemi má mezi zpracovatelskými plastikáøskými technologiemi zásadní význam. Pøi použití technologie vstøikování se z pøíslušného granulátu pøipraví
Technologie vstøikování termoplastù se všemi svými modifikacemi má mezi zpracovatelskými plastikáøskými technologiemi zásadní význam. Pøi použití technologie vstøikování se z pøíslušného granulátu pøipraví
Runnerless Molding Solutions
 Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Konstrukce vstřikovací formy pro výrobu součástky. Patrik Dohnal
 Konstrukce vstřikovací formy pro výrobu součástky automobilu Patrik Dohnal Bakalářská práce 2018 ABSTRAKT Bakalářská práce se zabývá konstrukcí formy pro vstřikování polymeru, popisuje celý proces
Konstrukce vstřikovací formy pro výrobu součástky automobilu Patrik Dohnal Bakalářská práce 2018 ABSTRAKT Bakalářská práce se zabývá konstrukcí formy pro vstřikování polymeru, popisuje celý proces
TECHNICKÁ UNIVERZITA V LIBERCI
 TECHNICKÁ UNIVERZITA V LIBERCI Fakulta strojní Studijní program M2301 Strojní inženýrství Strojírenská technologie zaměření tváření kovů a plastů Katedra strojírenské technologie Oddělení tváření kovů
TECHNICKÁ UNIVERZITA V LIBERCI Fakulta strojní Studijní program M2301 Strojní inženýrství Strojírenská technologie zaměření tváření kovů a plastů Katedra strojírenské technologie Oddělení tváření kovů
0290/11.03 AMTEC. Přesné závitové vložky pro plastové díly
 0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
Český výrobce strojů na plasty a gumu a hydraulických lisů Czech producer of injection moulding machines and hydraulic press
 Hybridní dvou deskové vstřikovací stroje TOSHIBA ED.. Tyto stroje s označením TOSHIBA MACHINE ED SERIES slučují technologii moderních energeticky úsporných strojů se servopohony s konvenčním využitím hydraulických
Hybridní dvou deskové vstřikovací stroje TOSHIBA ED.. Tyto stroje s označením TOSHIBA MACHINE ED SERIES slučují technologii moderních energeticky úsporných strojů se servopohony s konvenčním využitím hydraulických
Konstrukční návrh formy pro mikrovstřikování. Radek Mikel
 Konstrukční návrh formy pro mikrovstřikování Radek Mikel Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením formy pro mikrovstřikování pro plastový díl. Celá práce
Konstrukční návrh formy pro mikrovstřikování Radek Mikel Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením formy pro mikrovstřikování pro plastový díl. Celá práce
Konstrukce vstřikovací formy pro podvozek in-line brusle. Martin Charvát
 Konstrukce vstřikovací formy pro podvozek in-line brusle. Martin Charvát Bakalářská práce 2015 ABSTRAKT Zaměření této bakalářské práce je na provedení konstrukčního návrhu vstřikovací formy na podvozek
Konstrukce vstřikovací formy pro podvozek in-line brusle. Martin Charvát Bakalářská práce 2015 ABSTRAKT Zaměření této bakalářské práce je na provedení konstrukčního návrhu vstřikovací formy na podvozek
VÝROBA SOUČÁSTI "KLÍČENKA"
 VÝROBA SOUČÁSTI "KLÍČENKA" PRODUCTION OF COMPONENTS "KEY POUCH" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR JAN KAŠPAR VEDOUCÍ PRÁCE SUPERVISOR Ing. LADISLAV ŽÁK, Ph.D. BRNO 2013 Vysoké učení technické
VÝROBA SOUČÁSTI "KLÍČENKA" PRODUCTION OF COMPONENTS "KEY POUCH" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR JAN KAŠPAR VEDOUCÍ PRÁCE SUPERVISOR Ing. LADISLAV ŽÁK, Ph.D. BRNO 2013 Vysoké učení technické
PRODUKTOVÉ NOVINKY FORMAŘINA II / E 3330 a E 3360 Kompaktní posuvná jednotka. Objednejte ihned v online katalogu!
 PRODUKTOVÉ NOVINKY FORMAŘINA II / 2016 Objednejte ihned v online katalogu! www.meusburger.com E 3330 a E 3360 Kompaktní posuvná jednotka Vysoce kvalitní a ihned zabudovatelné kompaktní posuvné jednotky
PRODUKTOVÉ NOVINKY FORMAŘINA II / 2016 Objednejte ihned v online katalogu! www.meusburger.com E 3330 a E 3360 Kompaktní posuvná jednotka Vysoce kvalitní a ihned zabudovatelné kompaktní posuvné jednotky
Konstrukce vstřikovací formy pro výrobu plastového dílu. Václav Mrnuštík
 Konstrukce vstřikovací formy pro výrobu plastového dílu Václav Mrnuštík Bakalářská práce 2018 ABSTRAKT Bakalářská práce je zaměřena na návrh a konstrukci vstřikovací formy pro zadaný plastový díl.
Konstrukce vstřikovací formy pro výrobu plastového dílu Václav Mrnuštík Bakalářská práce 2018 ABSTRAKT Bakalářská práce je zaměřena na návrh a konstrukci vstřikovací formy pro zadaný plastový díl.
Konstrukce vstřikovací formy. Ondřej Suchánek
 Konstrukce vstřikovací formy Ondřej Suchánek Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením vstřikovací formy pro zadaný plastový díl. Celé práce je rozdělena do
Konstrukce vstřikovací formy Ondřej Suchánek Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením vstřikovací formy pro zadaný plastový díl. Celé práce je rozdělena do
POLOTOVARY Z PLASTŮ A JEJICH ÚPRAVA
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY TECHNOLOGIE VÝROBY PLASTOVÉHO KONTEJNERU NA NÁBOJE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Návrh a konstrukce vstřikovací formy pro plastový díl. Bc. Jakub Milička
 Návrh a konstrukce vstřikovací formy pro plastový díl Bc. Jakub Milička Diplomová práce 2015 ABSTRAKT Diplomová práce pojednává o modelaci výrobku, konstrukci vstřikovací formy a provedení analýzy
Návrh a konstrukce vstřikovací formy pro plastový díl Bc. Jakub Milička Diplomová práce 2015 ABSTRAKT Diplomová práce pojednává o modelaci výrobku, konstrukci vstřikovací formy a provedení analýzy
Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1
 VARIANTA 1") Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1 Modernizace stroje v uvedeném rozsahu: MECHANICKÁ GO sehnání staršího stroje na trhu a jeho doprava do sídla zhotovitele.
Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1 Modernizace stroje v uvedeném rozsahu: MECHANICKÁ GO sehnání staršího stroje na trhu a jeho doprava do sídla zhotovitele.
Český výrobce strojů na plasty a gumu a hydraulických lisů Czech producer of injection moulding machines and hydraulic press
 NOVÉ 4 SLOUPOVÉ VERTIKÁLNÍ VSTŘIKOVACÍ STROJE NA PLASTY INTEC..V Vertikální uzavírací jednotka / vertikální vstřikovací jednotka. Vertikální upínání, vertikální vstřik. Kompaktní konstrukce, která vyžaduje
NOVÉ 4 SLOUPOVÉ VERTIKÁLNÍ VSTŘIKOVACÍ STROJE NA PLASTY INTEC..V Vertikální uzavírací jednotka / vertikální vstřikovací jednotka. Vertikální upínání, vertikální vstřik. Kompaktní konstrukce, která vyžaduje
Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO
 Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT"
 VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT" PRODUCTION OF SINGLE PARTS "SPACEING COVER" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jakub PŠENKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Ladislav ŽÁK, Ph.D. BRNO 2014
VÝROBA SOUČÁSTI "VYMEZOVACÍ KRYT" PRODUCTION OF SINGLE PARTS "SPACEING COVER" BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jakub PŠENKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Ladislav ŽÁK, Ph.D. BRNO 2014
NÁVRH TVAROVÝCH ČÁSTÍ VSTŘIKOVACÍ FORMY
 NÁVRH TVAROVÝCH ČÁSTÍ VSTŘIKOVACÍ FORMY Bc. LUBOŠ ROKYTA Diplomová práce 2007 ABSTRAKT Úkolem mé práce bylo zpracovat teorii vstřikování polymerních materiálů. V části praktické se jednalo o úpravu vtokového
NÁVRH TVAROVÝCH ČÁSTÍ VSTŘIKOVACÍ FORMY Bc. LUBOŠ ROKYTA Diplomová práce 2007 ABSTRAKT Úkolem mé práce bylo zpracovat teorii vstřikování polymerních materiálů. V části praktické se jednalo o úpravu vtokového
Digitální prototyp při vstřikování plastů II
 Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Návrh vstřikovací formy pro světlomet. Bc. Jiří Macka
 Návrh vstřikovací formy pro světlomet Bc. Jiří Macka Diplomová práce 2017 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
Návrh vstřikovací formy pro světlomet Bc. Jiří Macka Diplomová práce 2017 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
Návrh vstřikovací formy pro tělo airsoftové zbraně. Jiří Macka
 Návrh vstřikovací formy pro tělo airsoftové zbraně Jiří Macka 2015 ABSTRAKT Cílem této bakalářské práce je vytvořit návrh vstřikovací formy pro tělo airsoftové zbraně, které se skládá ze dvou dílů.
Návrh vstřikovací formy pro tělo airsoftové zbraně Jiří Macka 2015 ABSTRAKT Cílem této bakalářské práce je vytvořit návrh vstřikovací formy pro tělo airsoftové zbraně, které se skládá ze dvou dílů.
Konstrukce formy. Martin Remeš
 Konstrukce formy Martin Remeš Bakalářská práce 2012 1) zákon č. 111/1998 Sb. o vysokých školách a o změně a doplnění dalších zákonů (zákon o vysokých školách), ve znění pozdějších právních předpisů,
Konstrukce formy Martin Remeš Bakalářská práce 2012 1) zákon č. 111/1998 Sb. o vysokých školách a o změně a doplnění dalších zákonů (zákon o vysokých školách), ve znění pozdějších právních předpisů,
5 Vstřikovací formy. 5.1 Zásady konstruování forem (1)
") 5 Vstřikovací formy 5.1 Zásady konstruování forem (1) Forma je nástroj, který se upíná na vstřikovací stroj (Obr. 5.1, Obr. 5.2). V průběhu vstřikovacího cyklu je naplněna roztaveným plastem. Po zchladnutí
5 Vstřikovací formy 5.1 Zásady konstruování forem (1) Forma je nástroj, který se upíná na vstřikovací stroj (Obr. 5.1, Obr. 5.2). V průběhu vstřikovacího cyklu je naplněna roztaveným plastem. Po zchladnutí
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015
 POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VADY PŘI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VADY PŘI
VISI ve TVARu Pardubice
 VISI ve TVARu Pardubice Pokročilé CAD/CAM řešení pro strojírenský průmysl TVAR výrobní družstvo Pardubice se začalo rozvíjet krátce po druhé světové válce v roce 1945. Od počáteční výroby plnících per
VISI ve TVARu Pardubice Pokročilé CAD/CAM řešení pro strojírenský průmysl TVAR výrobní družstvo Pardubice se začalo rozvíjet krátce po druhé světové válce v roce 1945. Od počáteční výroby plnících per
TEORIE ZPRACOVÁNÍ NEKOVOVÝCH MATERIÁLŮ
 TEORIE ZPRACOVÁNÍ NEKOVOVÝCH MATERIÁLŮ Cvičení č. 06: Průvodní a při zpracování plastů Autor cvičení: Ing. Luboš BĚHÁLEK Pracoviště: TUL FS, Katedra strojírenské technologie 2 1. Vstřikování plastů Shrnutí
TEORIE ZPRACOVÁNÍ NEKOVOVÝCH MATERIÁLŮ Cvičení č. 06: Průvodní a při zpracování plastů Autor cvičení: Ing. Luboš BĚHÁLEK Pracoviště: TUL FS, Katedra strojírenské technologie 2 1. Vstřikování plastů Shrnutí
Forma pro malé výrobky s kovovými zástřiky. Jaroslav Zich
 Forma pro malé výrobky s kovovými zástřiky Jaroslav Zich Bakalářská práce 2006 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením vstřikovací formy pro plastový díl s kovovými zástřiky. Výstřik
Forma pro malé výrobky s kovovými zástřiky Jaroslav Zich Bakalářská práce 2006 ABSTRAKT Tato bakalářská práce se zabývá konstrukčním řešením vstřikovací formy pro plastový díl s kovovými zástřiky. Výstřik
Návrh vstřikovací formy. Bc. Jakub Karel
 Návrh vstřikovací formy Bc. Jakub Karel Diplomová práce 2013 ABSTRAKT Diplomová práce se zabývá návrhem vstřikovací formy. Forma byla navržena pro zadaný plastový dílec, kterým je část chladiče automobilu.
Návrh vstřikovací formy Bc. Jakub Karel Diplomová práce 2013 ABSTRAKT Diplomová práce se zabývá návrhem vstřikovací formy. Forma byla navržena pro zadaný plastový dílec, kterým je část chladiče automobilu.
Konstrukce vstřikovací formy pro plastový díl obal CD. Martin Pařenica
 Konstrukce vstřikovací formy pro plastový díl obal CD Martin Pařenica Bakalářská práce 2015 ABSTRAKT Cílem bakalářské práce je konstrukce vstřikovací formy pro plastový díl obalu CD. Práce je rozdělena
Konstrukce vstřikovací formy pro plastový díl obal CD Martin Pařenica Bakalářská práce 2015 ABSTRAKT Cílem bakalářské práce je konstrukce vstřikovací formy pro plastový díl obalu CD. Práce je rozdělena
STANDARDNÍ VYBAVENÍ. INVERA s.r.o. Tel.: VSTŘIKOVACÍ A PLASTIKAČNÍ JEDNOTKA
 STANDARDNÍ VYBAVENÍ VSTŘIKOVACÍ A PLASTIKAČNÍ JEDNOTKA 1. Otevřená tryska 2. Standardní sestava šneku a plastikačního válce 3. 12 úseků pro nastavení rychlosti vstřiku/ 6 úseků pro nastavení tlaku vstřiku
STANDARDNÍ VYBAVENÍ VSTŘIKOVACÍ A PLASTIKAČNÍ JEDNOTKA 1. Otevřená tryska 2. Standardní sestava šneku a plastikačního válce 3. 12 úseků pro nastavení rychlosti vstřiku/ 6 úseků pro nastavení tlaku vstřiku
PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018
 PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018 E 7048 HYDRAULICKÝ VÁLEC S PŘÍRUBOU S válcem pro montáž pomocí příruby je možné dosáhnout minimální zástavbové rozměry. Montáž se realizuje jednoduše pomocí čtyř šroubů,
PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018 E 7048 HYDRAULICKÝ VÁLEC S PŘÍRUBOU S válcem pro montáž pomocí příruby je možné dosáhnout minimální zástavbové rozměry. Montáž se realizuje jednoduše pomocí čtyř šroubů,
STUDENÉ A ŽIVÉ VTOKOVÉ SYSTÉMY
 Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ STUDENÉ A ŽIVÉ VTOKOVÉ SYSTÉMY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a
Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ STUDENÉ A ŽIVÉ VTOKOVÉ SYSTÉMY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a
Konstrukce vstřikovací formy pro plastový díl. Radim Plesník
 Konstrukce vstřikovací formy pro plastový díl Radim Plesník Bakalářská práce 2011 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl, kterým je píšťalka. Tento výrobek
Konstrukce vstřikovací formy pro plastový díl Radim Plesník Bakalářská práce 2011 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl, kterým je píšťalka. Tento výrobek
Komponenta Vzorce a popis symbol propojení Hydraulický válec jednočinný. d: A: F s: p provoz.: v: Q přítok: s: t: zjednodušeně:
 Plánování a projektování hydraulických zařízení se provádí podle nejrůznějších hledisek, přičemž jsou hydraulické elementy voleny podle požadovaných funkčních procesů. Nejdůležitějším předpokladem k tomu
Plánování a projektování hydraulických zařízení se provádí podle nejrůznějších hledisek, přičemž jsou hydraulické elementy voleny podle požadovaných funkčních procesů. Nejdůležitějším předpokladem k tomu
Český výrobce strojů na plasty a gumu a hydraulických lisů Czech producer of injection moulding machines and hydraulic press VC VC-SD VC-R
 Nové bez sloupové vstřikovací stroje C rám INTEC.. VC (vertikální uzavírací jednotka / horizontální vstřikovací jednotka). Vertikální upínání, horizontální vstřik. VC VC-SD VC-R Přehled provedení: INTEC
Nové bez sloupové vstřikovací stroje C rám INTEC.. VC (vertikální uzavírací jednotka / horizontální vstřikovací jednotka). Vertikální upínání, horizontální vstřik. VC VC-SD VC-R Přehled provedení: INTEC
Celková diagnostika vstřikovacího stroje strana 1/17
 Celková diagnostika vstřikovacího stroje strana 1/17 0.0 Měřený objekt - stroj Identifikace stroje Typ Výrobní číslo Rok výroby Provozní hodiny Datum měření BK-T 2750/1200 50747 1995-8.10.2008 Uzavírací
Celková diagnostika vstřikovacího stroje strana 1/17 0.0 Měřený objekt - stroj Identifikace stroje Typ Výrobní číslo Rok výroby Provozní hodiny Datum měření BK-T 2750/1200 50747 1995-8.10.2008 Uzavírací
Návrh vstřikovací formy pro zadaný plastový díl. Adam Mareš
 Návrh vstřikovací formy pro zadaný plastový díl Adam Mareš Bakalářská práce 2009 ABSTRAKT Bakalářská práce se zabývá konstrukcí dvou vstřikovacích forem pro zadaný plastový díl. V teoretické části je
Návrh vstřikovací formy pro zadaný plastový díl Adam Mareš Bakalářská práce 2009 ABSTRAKT Bakalářská práce se zabývá konstrukcí dvou vstřikovacích forem pro zadaný plastový díl. V teoretické části je
Vstřikovací systém Common Rail
 Vstřikovací systém Common Rail Pojem Common Rail (společná lišta) znamená, že pro vstřikování paliva se využívá vysokotlaký zásobník paliva, tzv. Rail, společný pro vstřikovací ventily všech válců. Vytváření
Vstřikovací systém Common Rail Pojem Common Rail (společná lišta) znamená, že pro vstřikování paliva se využívá vysokotlaký zásobník paliva, tzv. Rail, společný pro vstřikovací ventily všech válců. Vytváření
Popis technologie tvarování
 Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Snížení deformace a vad vstřikovaných dílů pomocí Moldflow
 10 Snížení deformace a vad výstřiků Sborník Formy 2017 Snížení deformace a vad vstřikovaných dílů pomocí Moldflow Úvodem o úsporách výrobních nákladů ve fázi vývoje Při standardním způsobu návrhu výstřiku
10 Snížení deformace a vad výstřiků Sborník Formy 2017 Snížení deformace a vad vstřikovaných dílů pomocí Moldflow Úvodem o úsporách výrobních nákladů ve fázi vývoje Při standardním způsobu návrhu výstřiku
NÁVRH TECHNOLOGIE VÝROBY SVORKOVNICE PŘÍSTROJE Z PLASTU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
11. Hydraulické pohony
 zapis_hydraulika_pohony - Strana 1 z 6 11. Hydraulické pohony Převádí tlakovou energii hydraulické kapaliny na #1 Při přeměně energie dochází ke ztrátám ztrátová energie se mění na #2 Rozdělení: a) #3
zapis_hydraulika_pohony - Strana 1 z 6 11. Hydraulické pohony Převádí tlakovou energii hydraulické kapaliny na #1 Při přeměně energie dochází ke ztrátám ztrátová energie se mění na #2 Rozdělení: a) #3
Proudění Sborník článků z on-line pokračujícího zdroje Transformační technologie.
 Proudění Sborník článků z on-line pokračujícího zdroje Transformační technologie. 37. Škrcení plynů a par 38. Vznik tlakové ztráty při proudění tekutiny 39. Efekty při proudění vysokými rychlostmi 40.
Proudění Sborník článků z on-line pokračujícího zdroje Transformační technologie. 37. Škrcení plynů a par 38. Vznik tlakové ztráty při proudění tekutiny 39. Efekty při proudění vysokými rychlostmi 40.
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Vybavení vstřikoven v ČR, technicko ekonomická studie. Monika Široká
 Vybavení vstřikoven v ČR, technicko ekonomická studie Monika Široká Bakalářská práce 2009 ABSTRAKT Monika Široká Vybavení vstřikoven v ČR, technicko ekonomická studie BP, ÚVI, 2009, 69 str., 42 obr.,
Vybavení vstřikoven v ČR, technicko ekonomická studie Monika Široká Bakalářská práce 2009 ABSTRAKT Monika Široká Vybavení vstřikoven v ČR, technicko ekonomická studie BP, ÚVI, 2009, 69 str., 42 obr.,
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Celková diagnostika vstřikovacího stroje strana 1/15
 Celková diagnostika vstřikovacího stroje strana 1/15 0.0 Měřený objekt - stroj Identifikace stroje Typ Výrobní číslo Zákazník Rok výroby Provozní hodiny Datum měření BK-T 6700/4500 - Uzavírací jednotka
Celková diagnostika vstřikovacího stroje strana 1/15 0.0 Měřený objekt - stroj Identifikace stroje Typ Výrobní číslo Zákazník Rok výroby Provozní hodiny Datum měření BK-T 6700/4500 - Uzavírací jednotka
Návrh formy na výrobu plastového konektoru. Bc. Lukáš Kundrata
 Návrh formy na výrobu plastového konektoru Bc. Lukáš Kundrata Diplomová práce 2015 ABSTRAKT Cílem této diplomové práce je, vytvořit návrh formy výrobku, který se používá v elektrotechnickém průmyslu.
Návrh formy na výrobu plastového konektoru Bc. Lukáš Kundrata Diplomová práce 2015 ABSTRAKT Cílem této diplomové práce je, vytvořit návrh formy výrobku, který se používá v elektrotechnickém průmyslu.
NÁVRH TECHNOLOGIE VÝROBY TĚLESA SVĚTLOMETU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Nastavení optimálního procesu vstřikování pro plněné termoplasty. Bc. Michal Koubek
 Nastavení optimálního procesu vstřikování pro plněné termoplasty Bc. Michal Koubek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem různých typů plniv, s různým tvarem částic a různou
Nastavení optimálního procesu vstřikování pro plněné termoplasty Bc. Michal Koubek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem různých typů plniv, s různým tvarem částic a různou
OPTIMALIZACE KONSTRUKCE PLASTOVÉHO DÍLU
 OPTIMALIZACE KONSTRUKCE PLASTOVÉHO DÍLU Bakalářská práce Studijní program: Studijní obor: B2341 Strojírenství 3911R018 Materiály a technologie Autor práce: Vedoucí práce: Jiří David Ing. Aleš Ausperger,
OPTIMALIZACE KONSTRUKCE PLASTOVÉHO DÍLU Bakalářská práce Studijní program: Studijní obor: B2341 Strojírenství 3911R018 Materiály a technologie Autor práce: Vedoucí práce: Jiří David Ing. Aleš Ausperger,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
NÁVRH TECHNOLOGIE VÝROBY PLASTOVÉHO KRYTU ELEKTROPŘÍSTROJE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Vstřikovací lisy Borche
 Vstřikovací lisy Borche Řada BS jsou hydraulické vstřikovací lisy s klubovým uzávěrem a úsporným servopohonem. Uzavírací sila se pohybuje od 60T do 1800T. Technologická řešení používaná v třetí generaci
Vstřikovací lisy Borche Řada BS jsou hydraulické vstřikovací lisy s klubovým uzávěrem a úsporným servopohonem. Uzavírací sila se pohybuje od 60T do 1800T. Technologická řešení používaná v třetí generaci
2. DOPRAVA KAPALIN. h v. h s. Obr. 2.1 Doprava kapalin čerpadlem h S sací výška čerpadla, h V výtlačná výška čerpadla 2.1 HYDROSTATICKÁ ČERPADLA
 2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění