Lisování. TAŽENÍ
|
|
|
- Gabriela Fišerová
- před 5 lety
- Počet zobrazení:
Transkript
1 Lisování TAŽENÍ



2 Stroje - nástroje nástroje - tažidla vrchní díl spodní díl stroje - lisy (hydraulický lis pro tažení)

3 Lis



4 Zavařovací hlava


5 Lisy


6 Lisy

7 Princip tažení technologický postup, při kterém rovný plech (přístřih - výsřižek) tváříme v polouzavřenou nádobu prosté tažení - plošné tváření tažení se ztenčením stěny - objemové tváření

8 Výlisky - výtažky

9 Pravoúhlé výtažky


10 Princip tažení nástroj - tažidlo výrobek - výtažek

11 Tažení válcové nádoby
 bez nebezpečí zvlnění nelze táhnout hlubší výlisky a tenčí plechy F")
12 Tažení válcové nádoby přístřih (kruhový - rondel) se protahuje mezi tažnicí a tažníkem materiál se musí přemístit (ve směru obvodu stlačit, vytáhnou ve směru poloměru) bez nebezpečí zvlnění nelze táhnout hlubší výlisky a tenčí plechy F


13 Druhy tažení na jeden tah - do určité hloubky h - do určitého ød výtažku bez přidržovače s přidržovačem postupně na více tahů - zmenšováním průměrů - ztenčováním stěny

14 Postupové tažení hlubší a složitější tvary výtažků postupné - zmenšování průměrů postupné - ztenčování stěny

15 Postupové tažení - zmenšování průměrů
16 Tažení podle tvaru výtažku tažení dutých rotačních nádob - symetrické válcové, kuželové nebo kulové tvary tažení dutých nerotačních nádob - symetrické hranaté tvary, např. krabice tažení dutých tvarových nepravidelných nádob - např. kryty, víka aj.
17 Návrh tažného nástroje vycházíme z výkresu součásti (konstruktér) technolog kontroluje - vhodnost materiálu součásti - tažnost - určuje velikost a tvar polotovaru, počet tahů, síly pro tažení - navrhuje konstrukci tažidla se všemi náležitostmi

18 Zkouška plechů hloubení Erichsen metoda patentována v roce 1913



19 Vyhodnocení zkoušky vhodný materiál - trhlina (koncentrická) po vrstevnici kulového vrchlíku - povrch jemnozrný - hodnota IE dle ČSN nevhodný materiál - trhlina radiální - povrch hrubozrný
20 Určení rozměru polotovaru výpočtem - použití u pravidelných tvarů graficky výpočetní technika (CAD/ CAM) - nepravidelné tvary přídavek na ostřižení přičítáme k výšce výlisku - p o = (3 až 4)mm (nerovnoměrné okraje výtažku) výtažky o tloušťce nad 0,5mm - plocha se počítá ze střední linie tloušťky materiálu
21 Výpočet velikosti polotovaru objem polotovaru V p = V objemu výtažku tažení bez ztenčení stěny t p = t plocha polotovaru a výtažku se rovnají S n p = S i i= 1 S i..plochy jednotlivých dílců povrchu výtažku

22 Výpočet velikosti polotovaru tažení se ztenčením stěny t p t objemy polotovaru a výtažku se rovnají V p = V
23 h h Početní řešení určení velikosti polotovaru t válcová nádoba (neuvažujeme zaoblení dna) d průměr výtažku h výška výtažku ød S p S 1 S 2 t...tloušťka výtažku ød
24 Plocha polotovaru h t p t ød ø D p výstřižek - rondel S p = π.d 4 2 p [mm 2 ]
25 h Určení plochy výtažku π.d S p S 1 S 2 ød S 2 plocha pláště = π.d.h[mm 2 ] S 1 plocha dna = π.d 4 2 [mm 2 ]
26 Stanovení rozměru polotovaru zákon o zachování objemu V p = V tažení bez ztenčení stěny = t plocha polotovaru a výtažku se rovnají S n p = S i i= 1 t p 2 2 π.d p π.d = π.d.h D p = d 2 + 4d.h[mm ]
27 Početní řešení určení h velikosti polotovaru h 1 ø d válcová nádoba (uvažujeme zaoblení dna) S 3 zaoblení dna (část anuloidu) d1..průměr dna r.pol. zaoblení dna h výška válce π.d 4 2 p = 2 S π.d p = S 1 + π.d.h D = d + 4.d.h p S 1 ø d π 2 +.r. S 3 d π.d.r
28 h Grafické řešení určení rozměru polotovaru válcová nádoba d D p
29 Rotační nádoba libovolného tvaru Guldinova věta - povrch rotačního tělesa vypočteme tak, že délku tvořící přímky L násobíme drahou, kterou při otáčení opisuje těžiště tvořící přímky
30 L Rotační nádoba libovolného tvaru r t r t r t l 3 l 2 l R p = 1/2D p P
31 Rotační nádoba libovolného tvaru plocha rondelu S π.d plocha výtažku dle Guldinovy věty p = S = 2.π.r 4 t 2 p [mm.l[mm 2 2 ] ] π.d 4 2 p = 2.π.r t.l D p = 8.r t. L

32 t Určení počtu tahů dle tzv. součinitele tažení m kruhové výtažky - pro ocel m > 0,55 výtažek táhneme na jeden tah F m d D p 0,55
 součinitel m 1 pro první tah m 1 d D součinitel m n pro n-tý tah m n = = d 1 d")
33 Určení počtu tahů pro ocel m < 0,55 výtažek táhneme na více tahů (poškození taženého materiálu) součinitel m 1 pro první tah m 1 d D součinitel m n pro n-tý tah m n = = d 1 d p n n-1
34 Velikost součinitelů m n počet tahů m 0,49 0, ,74 0,82 0,77 0,83 0,79 0,85 0,81 0,88
35 Výpočet průměrů tažníků pomocí součinitelů tažení m d 1 = m 1. D p první tah d 2 = m 2. d 1 druhý tah d n = m n. d n-1.n-tý tah výsledky vhodně upraveny - volbou součinitele m n - volbou normalizovaných tažníků a tažnicových kroužků konečný rozměr musí odpovídat rozměru výtažku
36 Určení sil pro tažení celková tažná síla F ct musí - trvale deformovat polotovar ve výtažek F t - překonat sílu přidržovače F p, popř. vyhazovače F v F F = F tažná síla F t t l obvod výtažku [mm] t tloušťka výtažku [mm] R m pevnost materiálu [MPa] k ta.součinitel (viz. ČSN) ct t +F = l.t.r p m +F.k v ta [N] [N]
37 Součinitel k ta k ta součinitel závislý na součiniteli tažení m m 1 0,55 0,60 0,70 0,80 k ta 1 0,85 0,60 0,40 m 2 až m n 0,70 0,80 0,90 0,95 k ta 1 0,80 0,60 0,50 při tažení vzniká zpevnění materiálu - zvyšuje se odpor proti tažení - mezi tahy zařazujeme žíhání
38 Síla přidržovače F p F p ovlivněna - velikostí přidržované plochy - hladkostí ploch - mazáním - poloměrem zaoblení hran funkčních částí S plocha polotovaru pod přidržovačem [mm 2 ] p tlak přidržovače [MPa] F p = S.p[N]
39 Tažidla s přidržovačem prvý tah n-tý tah

40 Plocha polotovaru pod přidržovačem - prvý tah D p...průměr rondelu [mm] d 1...průměr otvoru přidržovače [mm] S π ( 4 D 2 p - d 2 1 )[ 2 mm ] dp
41 Tlak přidržovače materiál p [MPa] hlubokotažná ocel tloušťky < 0,5mm 2,5 až 3 hlubokotažná ocel tloušťky > 0,5mm 2 až 2,5 hliník 0,8 až 1,2 měď 1,2 až 1,8 mosaz 1,5 až 2
42 Konstrukční směrnice stupeň přesnosti IT dán přesností polotovaru jakost povrchu dána jakostí polotovaru, střižné hrany odpovídají R a = (3,2 až 6,3)μm materiál nástroje - viz.střihadla tažníky, tažnice pro vyšší nároky ,19 830


43 Konstrukce tažidel tažidlo bez přidržovače tažidlo s přidržovačem pro prvý tah
44 Tažníky pohyblivé čelisti nástroje tvar odvozen od výtažku postupové nástroje - odpovídá rozměrům příslušného tahu odvzdušnění polotovaru ød o =(0,1 až 0,4).d [mm] připevněny ke stopkám či držákům
45 Tažníky

46 Tažnice pevná část tažidla vnější tvar kroužek (čtvercový nebo obdélníkový) vsazený do objímky či základové desky funkční rozměry odpovídají součásti nebo rozměrům výtažku příslušného tahu výtažek se vrací nad tažnici

47 Tažnice výtažek propadá setření výtažku spodní ostrou hranou tažnice činné plochy dobře mazány - velké tření mezi tažníkem, výtažkem a tažnicí zvýšení trvanlivosti - zalisování tažnic do objímky s předpětím (zkosení vnějších stěn)
48 Zaoblení hran tažníku a tažnice podstatný vliv na - velikost tažné síly - průběh tažení - jakost povrchu - velikost napětí v mat. - rozsah deformace hodnoty pro tažnici: r m = (6 až 10).t první tah r m = (6 až 8).t další tahy
49 Zaoblení hran tažníku a vůle hodnoty pro tažník: r t = r m první tah r t = ½.r mezi tahy (nebo úkos 35 až 45 ) r t = r poslední tah r radius výtažku
50 Vůle mezi tažníkem a tažnicí důležitý činitel při tažení určení dle ČSN nebo empirických vztahů informativní hodnoty v t = (1,2 až 1,3).t první tah v t = (1,1 až 1,2).t posl.tah v t = t + t.k v mezi tahy k v součinitel závislý na tloušťce mat. a daném tahu (viz.tab.)
51 Součinitel k v Tloušťka polotovaru t [mm] 0,2 až 2 2 až 4 4 až 6 pro jeden tah - k v 0,20 0,10 0,10 při dvou tazích: první - k v 0,30 druhý - k v 0,10 0,25 0,10 0,20 0,10 při třech tazích: první - k v druhý - k v třetí - k v 0,50 0,35 0,10 0,40 0,25 0, ,20 0,10
52 Přidržovač nutnost použití přidržovače určíme ze vztahů dle ČSN tažení s přidržovačem - hlubokotažné plechy tloušťky t < 0,4 mm tažení bez přidržovače - nemají-li se tvořit vlny D p (20 až 25).t D p...průměr přidržovače přidržovače pro jednotlivé tahy jsou upraveny dle tvaru polotovaru příslušného tahu
53 Tažidla s přidržovačem prvý tah n-tý tah


54 Zakládací kroužky zajišťují správnou polohu polotovaru v nástroji mohou být nahrazeny vhodnou úpravou děr v tažnici


55 Stírače setření výtažku z nástroje (jsou částí tažidel) funkci stírače může mít přidržovač nebo tažnice
56 Vyhazovače zůstává-li výtažek v nástroji potřebná síla k vyhození výtažku je značná - funkce vázána většinou na pohyb beranu lisu druhy - mechanické, pryžové, vzduchové konstrukce je závislá na celé koncepci nástroje
57 Ostatní části základová deska - společné upnutí pevných částí (nepohyblivých) - upíná tažnou skříň ke stolu lisu - tlumí rázy, vyrovnává nerovnosti stolu spojovací části - kolíky, šrouby - stejné zásady jako ostatní lisovací nástroje
58 Mazání zmenšení tření mezi materiálem a nástrojem zmenšení napětí v taženém materiálu ochrana výtažku před přilepováním, poškrábáním aj. požadavek - chemická stálost a neškodnost - musí snést vysoké tlaky a teploty - musí zachovávat souvislou vrstvu apod.
59 Druhy maziv bez plnidel - rostlinný olej, technická vaselina, vřetenový olej, mýdlová voda aj.) s plnidly - mastek, grafit, křída apod. vhodné je i fosfátování
60 h Příklad navrhněte výrobní podklady pro výrobu výtažku v následujícím rozsahu - určete rozměr rondelu početní i grafickou metodou - stanovte potřebný počet tahů pro výrobu - určete rozměry tažníků pro jednotlivé tahy - vypočtěte celkovou tažnou sílu pro první tah t ød materiál ød = 40mm h = 120mm t = 1,5mm
61 Rotační tlačení plechu nástřih postupně přitlačován a přetvářen ve tvar modelu ztenčení tloušťky plechu použití - tažení by vyžadovalo příliš velký počet operací - ekonomicky výhodnější způsob - nízké náklady na stroj nevýhody - výroba pouze rotačních výlisků, špatná kvalita povrchu bez kalibrace
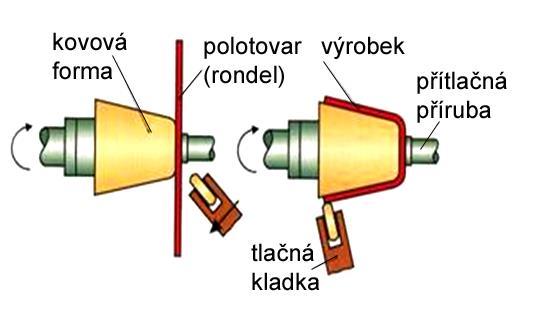
62 Princip kovotlačitelství
63 Děkuji za pozornost
TAŽENÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
Konstrukce tažných nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
TVÁŘENÍ ZA STUDENA. Polotovary vyráběné tvářením (lisováním) za studena
 za studena") 1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
TVÁŘENÍ ZA STUDENA STŘÍHÁNÍ. Mezi tváření za studena patří:
 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Konstrukce ohýbacích nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VÝROBA SOUČÁSTI NÁDOBKA HLUBOKÝM TAŽENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MECHANICAL TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MECHANICAL TECHNOLOGY VÝROBA SOUČÁSTI
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
TECHNOLOGIE. Obor Nástrojař. Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace
 Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 343/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze
 Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 4/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze 1. Informace o přijímacích zkouškách Studijní program:
Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 4/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze 1. Informace o přijímacích zkouškách Studijní program:
Bending tool for conduit box
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT
 VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT PRODUCTIVE SINGLE PARTS FROM SHET METAL BY THE HELP OF TECHNOLOGY HYDRO-MAC BACHELOR THESIS AUTOR PRÁCE AUTHOR Jiří Štancl VEDOUCÍ PRÁCE SUPERVISOR Ing.
VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT PRODUCTIVE SINGLE PARTS FROM SHET METAL BY THE HELP OF TECHNOLOGY HYDRO-MAC BACHELOR THESIS AUTOR PRÁCE AUTHOR Jiří Štancl VEDOUCÍ PRÁCE SUPERVISOR Ing.
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TVAROVÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TVAROVÉHO
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Určení těžiště střižných sil,funkční rozměry nástrojů pro střih Ing.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY TECHNOLOGIE
Technologie tváření kovů
 Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 BRNO 2009 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY
BRNO 2009 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY
ANOTACE. Klíčová slova technologie, tažení, plošné tváření, výtažek ANOTATION
 ANOTACE MAREK SMEJKAL: Technologie výroby krytu. Bakalářská práce kombinovaného studia, bakalářský studijní program STROJÍRENSTVÍ. Obor strojní inženýrství. 1. stupeň, 3. ročník, akademický rok 2010/2011.
ANOTACE MAREK SMEJKAL: Technologie výroby krytu. Bakalářská práce kombinovaného studia, bakalářský studijní program STROJÍRENSTVÍ. Obor strojní inženýrství. 1. stupeň, 3. ročník, akademický rok 2010/2011.
VÝROBA KRYTU EMENOVÉHO P EVODU MANUFACTURING OF BELT DRIVE COVER
 VYSOKÉ U ENÍ TECHNICKÉ V BRN BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ U ENÍ TECHNICKÉ V BRN BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
Zvláštní způsoby tváření za studena
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA FILTRAČNÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA FILTRAČNÍHO
TECHNOLOGIE VÝROBY KRYTU VENTILÁTORU THE PRODUCTION TECHNOLOGY THE FAN COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Simulace toku materiálu při tváření pomocí software PAM-STAMP
 Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký
 Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký 29.4.2015 Cíl přednášky Cílem přednášky je seznámit posluchače s problematikou velkoplošných karosářských dílů ve vztahu ke konstrukci a výrobě
Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký 29.4.2015 Cíl přednášky Cílem přednášky je seznámit posluchače s problematikou velkoplošných karosářských dílů ve vztahu ke konstrukci a výrobě
TECHNOLOGIE VÝROBY VÝZTUHY PRO AUTOMOBIL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
TECHNOLOGIE TVÁŘENÍ TENKÝCH PLECHŮ TAŽENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VÝROBA LOGA NA KAPOTU AUTOBOBILU
 VÝROBA LOGA NA KAPOTU AUTOBOBILU MANUFACTURING OF CAR COMPANY LOGO BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Tomáš FRANĚK VEDOUCÍ PRÁCE SUPERVISOR Ing. Kamil PODANÝ, Ph.D. BRNO 2015 ABSTRAKT
VÝROBA LOGA NA KAPOTU AUTOBOBILU MANUFACTURING OF CAR COMPANY LOGO BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Tomáš FRANĚK VEDOUCÍ PRÁCE SUPERVISOR Ing. Kamil PODANÝ, Ph.D. BRNO 2015 ABSTRAKT
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Povrch a objem těles
 Povrch a objem těles ) Kvádr: a.b.c S =.(ab+bc+ac) ) Krychle: a S = 6.a ) Válec: π r.v S = π r.(r+v) Obecně: S podstavy. výška S =. S podstavy + S pláště Vypočtěte objem a povrch kvádru, jehož tělesová
Povrch a objem těles ) Kvádr: a.b.c S =.(ab+bc+ac) ) Krychle: a S = 6.a ) Válec: π r.v S = π r.(r+v) Obecně: S podstavy. výška S =. S podstavy + S pláště Vypočtěte objem a povrch kvádru, jehož tělesová
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA MŘÍŽKY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA MŘÍŽKY
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY Výroba krytu
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY Výroba krytu
STEREOMETRIE 9*. 10*. 11*. 12*. 13*
 STEREOMETRIE Bod, přímka, rovina, polorovina, poloprostor, základní symboly označující přímku, bod, polorovinu, patří, nepatří, leží, neleží, vzájemná poloha dvou přímek v prostoru, vzájemná poloha dvou
STEREOMETRIE Bod, přímka, rovina, polorovina, poloprostor, základní symboly označující přímku, bod, polorovinu, patří, nepatří, leží, neleží, vzájemná poloha dvou přímek v prostoru, vzájemná poloha dvou
TECHNOLOGIE VÝROBY PLECHOVÝCH KLECÍ PRO AXIÁLNÍ SOUDEČKOVÁ LOŽISKA
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Norma Tvar Materiál Provozní podmínky Typ* Použití. PN NBR P píst/pístnice. ČSN NBR ,5 H píst/pístnice
 MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
Pružné spoje 21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03-TP ing. Jan Šritr ing. Jan Šritr 2 1 ohybem
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03-TP ing. Jan Šritr ing. Jan Šritr 2 1 ohybem
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TECHNOLOGIE VÝROBY VÍKA TVÁŘENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Příloha č. 1. Pevnostní výpočty
 Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT PRODUCTION SINGLE PARTS FROM SHEET METAL BY THE HELP OF TECHNOLOGY HYDRO-MEC
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VÝROBA KRYTÍ HŘÍDELE KOLA U PŘÍVĚSNÉHO VOZÍKU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY OCHRANNÉHO KRYTU THE SUGGESTION OF TECHNOLOGY OF PROTECTION COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STOJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STOJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY POUŽITÍ TECHNOLOGICKÝCH
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY POUŽITÍ TECHNOLOGICKÝCH
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE ODBOR TVÁŔENÍ KOVŮ A PLASTŮ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE ODBOR TVÁŔENÍ KOVŮ A PLASTŮ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Tolerance tvaru, přímosti a hmotnosti. Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily.
 Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily Vnější rozměry (D,B,H) Tloušťka (T) Tolerance tvaru, přímosti a hmotnosti ± 1%, min. ± 0,5 mm a max ± 10mm 10%
Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily Vnější rozměry (D,B,H) Tloušťka (T) Tolerance tvaru, přímosti a hmotnosti ± 1%, min. ± 0,5 mm a max ± 10mm 10%
FDA kompatibilní iglidur A180
 FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
VÝROBA KRYTU BRZDOVÉHO KOTOUČE SDRUŽENÝM NÁSTROJEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
TECHNOLOGIE VÝROBY TVAROVÉ SOUČÁSTI TVÁŘENÍM TECHNOLOGY OF PRODUCTION FORM PARTS BY FORMING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA VÍČKA OLEJOVÉ NÁDRŽE MOTORU MANUFACTURING OF THE ENGINE OIL TANK CAP
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VÍČKA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VÍČKA
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
5. Kolíkové spoje. 5.1. Druhy kolíků. 5.2. Použití. spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho #2
 zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
iglidur N54 Biopolymer iglidur N54 Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Pro vysoká zatížení iglidur Q
 Pro vysoká zatížení Produktová řada Vynikající odolnost proti opotřebení, zejména pro extrémní zatížení Doporučeno pro extrémní pv hodnoty Dobrý koeficient tření Necitlivé na znečištění 541 Pro vysoká
Pro vysoká zatížení Produktová řada Vynikající odolnost proti opotřebení, zejména pro extrémní zatížení Doporučeno pro extrémní pv hodnoty Dobrý koeficient tření Necitlivé na znečištění 541 Pro vysoká
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES
 TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES Verze 1.6 (10.08.2005) ROZTEČ 3 a 5 1/16 TPRV STANDARD
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES Verze 1.6 (10.08.2005) ROZTEČ 3 a 5 1/16 TPRV STANDARD
Namáhání na tah, tlak
 Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES
 TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES Verze 1.6 (10.08.2005) 1/38 TPRV STANDARD ROZMĚRŮ,
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER -GATES Verze 1.6 (10.08.2005) 1/38 TPRV STANDARD ROZMĚRŮ,
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES
 TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES Verze 1.6 (10.08.2005) ROZTEČ 14 1/21
TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES TPRV STANDARD ROZMĚRŮ, TVARŮ A TOLERANCÍ OZUBENÝCH ŘEMENIC A POUZDER UZIMEX-GATES Verze 1.6 (10.08.2005) ROZTEČ 14 1/21
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vysoké teploty, univerzální
 Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
kolík je v jedné nebo více spojovaných součástech usazen s předpětím způsobeným buď přesahem naráženého kolíku vůči díře, nebo kuželovitostí
 KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Pojmy: stěny, podstavy, vrcholy, podstavné hrany, boční hrany (celkem hran ),
,") Tělesa 1/6 Tělesa 1.Mnohostěny n-boký hranol Pojmy: stěny, podstavy, vrcholy, podstavné hrany, boční hrany (celkem hran ), hranol kosý hranol kolmý (boční stěny jsou kolmé k rovině podstavy) pravidelný
Tělesa 1/6 Tělesa 1.Mnohostěny n-boký hranol Pojmy: stěny, podstavy, vrcholy, podstavné hrany, boční hrany (celkem hran ), hranol kosý hranol kolmý (boční stěny jsou kolmé k rovině podstavy) pravidelný
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OLEJOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OLEJOVÉ
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Bez PTFE a silikonu iglidur C. Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost
 Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ
 OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
STŘIŽNÝ NÁSTROJ MICHAL ZÁTORSKÝ
 STŘIŽNÝ NÁSTROJ MICHAL ZÁTORSKÝ Bakalářská práce 2010 ABSTRAKT Cílem této práce je volba tvaru reklamní sponky, která by měla vypadat jako logo Univerzity Tomáše Bati ve Zlíně. Návrh střižného nástroje
STŘIŽNÝ NÁSTROJ MICHAL ZÁTORSKÝ Bakalářská práce 2010 ABSTRAKT Cílem této práce je volba tvaru reklamní sponky, která by měla vypadat jako logo Univerzity Tomáše Bati ve Zlíně. Návrh střižného nástroje