Středníodborná š kola a Středníodborné uč iliš tě, Š umperk, Gen. Krátké ho 30
|
|
|
- Kamil Pravec
- před 8 lety
- Počet zobrazení:
Transkript
1 Středníodborná š kola a Středníodborné uč iliš tě, Š umperk, Gen. Krátké ho 30 Základy programovánícnc strojů s využitím programovacích jednotek HEIDENHAIN Š umperk, březen 2007 Název projektu: Registrač níč íslo: Tvorba a realizace vzdě lávacích programů pro svařování kovů, obrábě ní kovů technologií CNC, povrchových úprav nanáš ením barev a laků, změ ny výuky v obchodních oborech po vstupu do EU. CZ / /0091 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpoč tem Č eské republiky.

2 Obsah Ú vod... 2 Ovládacíprvky programovacíjednotky... 3 Vztaž ný systé m u fré zek... 4 Rež imy stroje... 5 Typy souborů... 5 Vyvolánísprávy souborů... 5 Založ enínové ho souboru... 5 Korekce nástroje Dé lková korekce nástroje Korekce rádia nástroje Dráhový pohyb bez korekce rádia R CVIČ ENÍ 1 fré zováníčtverce osou nástroje... 9 CVIČ ENÍ 2 fré zováníčtverců osou nástroje CVIČ ENÍ 3 fré zovánídráž ky s korekcínástroje Dráhové pohyby Programováníkruhové dráhy pomocípříkazů C a CC CVIČ ENÍ 4 fré zováníoblouku pomocízadánístředu a koncové ho bodu CVIČ ENÍ 5 fré zováníkruhové ho čepu pomocízadánístředu a koncové ho bodu CVIČ ENÍ 6 fré zováníkruhové kapsy pomocízadánístředu a koncové ho bodu Programováníkruhové dráhy pomocípříkazů CR s definovaným rádiem Středový ú hel CCA a rádius kruhové ho oblouku R CVIČ ENÍ 7 fré zováníkruhové dráhy pomocícr příkazu s definovaným rádiem Kruhová dráha CT s tangenciálním napojením CVIČ ENÍ 8 fré zovánídráhy pomocíct, CR příkazů a pomocízadánístředu a koncové ho bodu Vlož eníú kosu CHF mezi dvě přímky Zaoblenírohů RND CVIČ ENÍ 9 fré zovánísraž enía zaoblenírohů Práce s cykly Vrtání- (cyklus 200) CVIČ ENÍ 10 vrtacícyklus Univerzálnívrtání- (cyklus 203) CVIČ ENÍ 11 vrtacícyklus 203 (univerzálnívrtání) Fré zovánídráž ky - (cyklus 3) CVIČ ENÍ 12 cyklus 3 (fré zovánídráž ky) Příklady využ itífré zovacích a vrtacích cyklů Použ itá literatura

3 Ú vod Jak je známo, v prů bě hu posledního desetiletípřicházído středních odborných učilišť strojírenských většinou žáci, kteříse nedostali na středníškoly s maturitou. Proto obory strojírenské byly v určité m ú tlumu. Velmi malý zájem ž áků základních škol byl především o obor "Obráběč kovů ". Také učebnice jsou zastaralé a na trhu prakticky nedostupné. V poslednídobě docházík opě tovné mu ož ivenía s tím ú zce souvisízvyšujícíse poptávka po kvalifikovaných pracovnících nejrů zně jších strojírenských profesí, mezi které patřítaké obráběči. Aby se zvýšila kvalita vzdě lánía rozvoj vě domostíž áků v teoretické m a praktické m vyučování, zařadili jsme do školních osnov u tříletých oborů vzdě láníobrábě nína strojích CNC (na fré zkách a soustruzích) a výuku jejich programovánína PC. Protož e obsluha a návody pro už ivatele (manuály) jsou pro ž áky SOU příliš slož ité, pokládali jsme za nutné tyto návody zjednodušit, aby se žáci mohli naučit základy programovánína PC a vědomosti uplatnit na výrobním stroji CNC. Jejich uplatně níve výrobních závodech se rozšíří, jejich zaškoleníbude rychlejší. S tímto zamě řením a doplně ním výuky se po mnoha letech krize, kdy se učilo "Obráběčem kovů " jen skupina kolem deseti ž áků se nynívyučuje celá třída třiceti ž áků, tím je využ ita kapacita pracovišť SOU a naplníse za kratšídobu poptávka v okolních výrobních závodech 2

4 Ovládacíprvky programovacíjednotky 3

5 Vztaž ný systé m u fré zek Při obrábě níobrobku na fré zce se souřadný systé m stroje obecně vztahuje k pravoú hlé mu souřadné mu systé mu. Obrázek ukazuje, jak je pravoú hlý souřadný systé m přiřazen k osám stroje. 4

6 Rež imy stroje Provoznírež imy: - ručníprovoz, - elektrické ručníkolečko, - polohovánís ručním zadáním, - chod programu po blocích, - chod programu plynule. Programovacírež imy: - PROGRAM ZADAT / EDITOVAT, - PROGRAM TEST. Typy souborů Soubory jsou trojího typu (program, tabulka, text) rozlišované příponou: - *.H program ve formátu Heidenhain, - *.I program ve formátu DIN/ISO, - *.T tabulka pro nástroje: (V dané m adresáři je potřeba mít soubor TOOL.T, který obsahuje popis použ ívaných nástrojů. Pokud tento soubor nenív adresáři přítomen, musely by se jednotlivé nástroje definovat přímo v programu). - *.A text ve formátu ASCII, do takových souborů lze zapsat libovolný text. Jmé no souboru mů ž e mít max.16 znaků + příslušná přípona. Řídícíjednotka mů ž e obsahovat libovolný počet souborů, celková velikost je však omezena na 2000 MB. Vyvolánísprávy souborů Stiskem klávesy PGM MGT se otevře okno pro správu souborů, ve které m můžeme navolit vlastnosti - status. V rež imu PROGRAM ZADAT / EDITOVAT můžeme zakládat nové soubory nebo mazat, kopírovat přejmenovávat již stávajícísoubory. Jmé no souboru mů že mít max.16 znaků. V tomto okně se také dajízakládat a mazat adresáře. Status: - E Program je navolen v provozním rež imu, PROGRAM ZADAT / EDITOVAT. - S Program je navolen v provozním rež imu TEST PROGRAMU. - M Program je navolen v ně které m provozním rež imu provádě níprogramu. - P Soubor je chráně n proti smazánía změ ně. Založ enínové ho souboru Provádíme v rež imu: -PROGRAM ZADAT / EDITOVAT. 1. Správu souboru spustíme stiskem klávesy PGM MGT. 2. Do řádku Jmé no souboru zapíšeme jmé no souboru s příponou (*.H). 3. Stiskneme klávesu ENT. 4. Pomocísoftklávesy si vybereme jednotky MM nebo INCH. Zobrazíse prvnířádek programu. 0 BEGIN PGM název programu MM Druhý a třetířádek programu definujípolotovar. Ve druhé m řádku programu zadáme souřadnice levé ho spodního rohu polotovaru (kvádru) a osu vřetene (Z). Ve třetím řádku programu zadáme souřadnice pravé ho horního rohu polotovaru. 5
. - *.A text ve formátu ASCII, do takových souborů lze zapsat libovolný text.")
7 1 BLK FORM 0.1 Z X... Y... Z... 2 BLK FORM 0.2 X... Y... Z N END PGM název programu MM Uvedené čtyři řá dky se v programu nikdy nesmí smazat! Ostatnířádky programu po definici velikosti polotovaru mohou obsahovat: - vyvoláníurčité ho nástroje příkazem: TOOL CALL číslo nástroje, osa vřetene, S otáčky, F posuv, případně nepovinné dé lkové nebo rádiové korekce DL, DR, DR2. - dráhové pohyby po přímce: příkaz L X Y Z (umož ňuje současný pohyb ve třech osách), - dráhové pohyby po kruž nici: příkaz CC X Y (definuje střed oblouku), příkaz C X Y DR+/- (definuje koncový bod oblouku, + definuje smysl otáčení po smě ru hodinových ručiček, - proti smě ru hodinových ručiček.) - příkazy pro najetía opuště níobrysu, zaoblenírohů, zkosení - předdefinované cykly (vrtání, zahloubení, rů zné druhy fré zování ) - příkazy pro vyvolánípodprogramů a příkazy pro cykly. Jednotlivé příkazy se zadávajípomocítlačítek. Po stisknutítlačítka se objevínázev funkce a v následujícím dialogu se doplňujípož adované hodnoty. V horním pruhu obrazovky se objevíinformace, co se definuje. Korekce nástroje Řídícísysté m koriguje dráhu nástroje o korekčníhodnotu pro délku nástroje v ose vřetena a pro rádius nástroje v rovině obrábě ní. 1. Dé lková korekce ná stroje Korekce nástroje na dé lku je účinná, jakmile je nástroj vyvolán a pojížd íse jím v ose vřetena. Zrušíse, jakmile se vyvolá nástroj s dé lkou L=0. U korekce délky nástroje jsou respektovány delta-hodnoty jak z bloku TOOL CALL, tak z tabulky nástrojů. 6
, - dráhové pohyby po kruž nici: příkaz CC X Y (definuje střed oblouku), příkaz C X Y DR+/- (definuje koncový bod")
8 Hodnota korekce = L + DL(TOOL CALL) + DL(TAB), kde: L -je dé lka nástroje L z bloku TOOL DEF nebo tabulky nástrojů, DL(TOOL CALL) -je přídavek DL na dé lku z bloku TOOL CALL, DL(TAB) -je přídavek DL na dé lku z tabulky nástrojů. 2. Korekce rá dia ná stroje Programovaný blok pro pohyb nástroje obsahuje - RL nebo RR pro korekci rádia, - R+ nebo R- pro korekci rádia při osově rovnoběžném pojížd ěn í, - R0, nemá-li se korekce rádia provádě t. Korekce rádia je účinná, jakmile je nástroj vyvolán a je jím pojížd ěno v rovině obrábě ní přímkovým blokem s RL nebo RR. U korekce rádia jsou respektovány delta-hodnoty jak z bloku TOOL CALL, tak z tabulky nástrojů. Hodnota korekce = R + DR(TOOL CALL) + DR(TAB) kde: R -je rádius nástroje R z bloku TOOL DEF nebo z tabulky nástrojů, DR(TOOL CALL) -je přídavek DR na rádius z bloku TOOL CALL. DR(TAB) -je přídavek DR na rádius z tabulky nástrojů. 7

9 3. Drá hový pohyb bez korekce rá dia R0 Nástroj pojížd ísvým středem po programované dráze v rovině obrábě ní, případně na programované souřadnice. Použ ití: -vrtání, vystruž ování, závitování, předpolohování. 8

10 CVIČ ENÍ1 fré zová níč tverce osou ná stroje 0 BEGIN PGM cviceni1 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F200 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+120 Y+100 Z+20 R0 FMAX ;napolohování osy nástroje a sjetí nad polotovar 5 L Z-5 R0 F200 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutí otáček a chlazení 6 L X+0 ;fré zováníčtverce z nákresu cvičení1 7 L Y+0 8 L X L Y L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 11 L X+300 Y+200 Z+300 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 12 END PGM cviceni1 MM ;konec programu Nákres cvič ení1 9

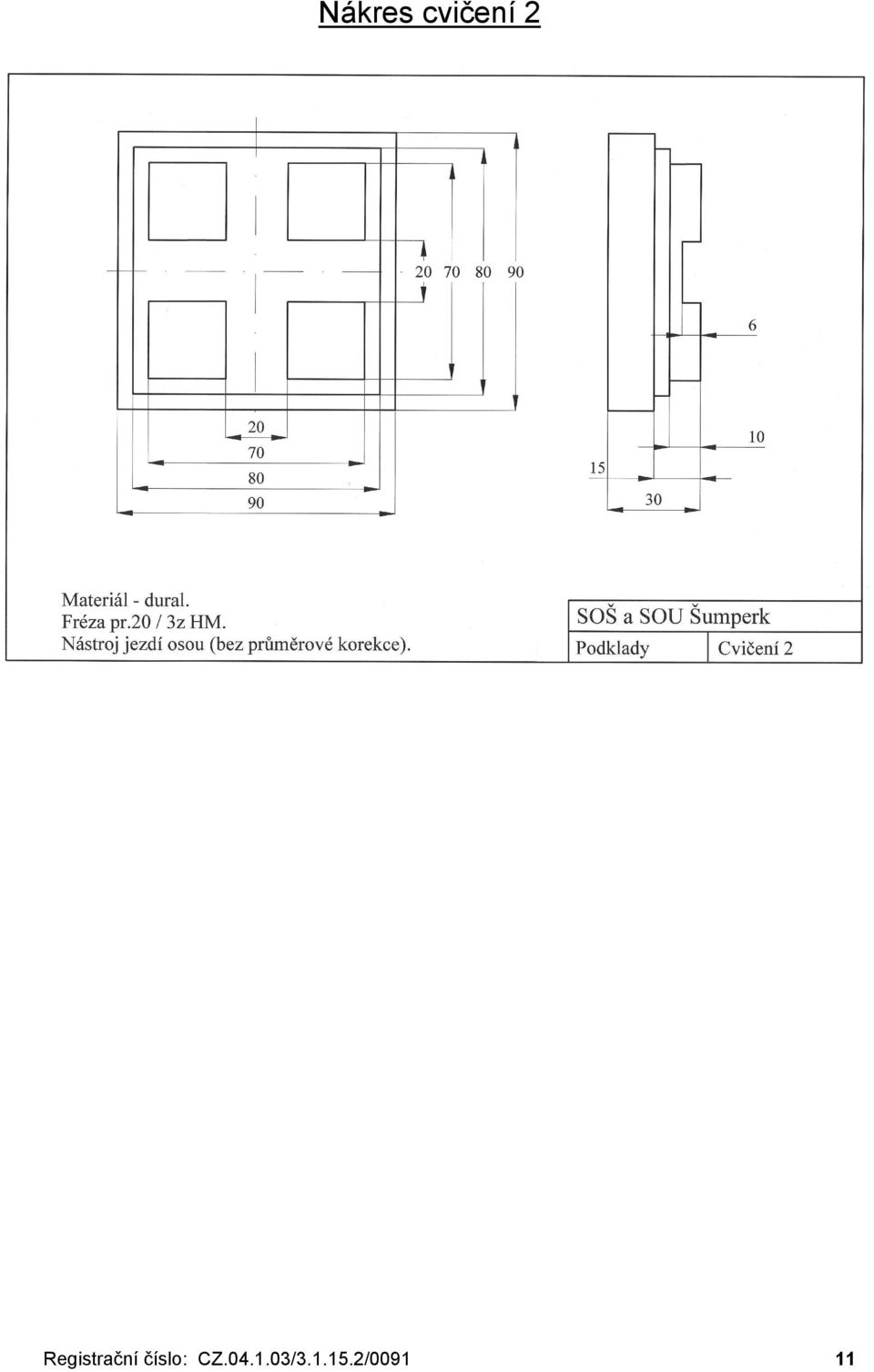
11 CVIČ ENÍ2 fré zová níč tverců osou ná stroje 0 BEGIN PGM cviceni2 MM ;název programu 1 BLK FORM 0.1 Z X-45 Y-45 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+45 Y+45 Z+0 3 TOOL CALL 1 S3000 F200 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+60 Y+50 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-10 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X-50 F200 ;fré zovánítvaru z nákresu cvičení2 7 L Y-50 8 L X+50 9 L Y L X L X L X L Y L X L Y L Z-15 F L X-50 F L Y L X L Y L X+0 22 L Z-6 23 L Y L X L Y+0 26 L X L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 28 L X+300 Y+200 Z+300 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 29 END PGM cviceni2 MM ;konec programu 10

12 Nákres cvič ení2 11
13 CVIČ ENÍ3 fré zová nídrážky s korekcíná stroje 0 BEGIN PGM cviceni3 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F200 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+200 Y+150 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-10 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X+140 Y+140 F200 ;najetíosou nástroje před materiál 7 L X+120 Y+120 RR ;najetínástroje na obrys fré zované dráž ky zprava 8 L X-20 Y-20 ;fré zovánídráž ky z nákresu cvičení3 9 L Z+50 FMAX ;odjetínástroje 50 mm nad materiál 10 L X+300 Y+200 Z+300 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 11 END PGM cviceni3 MM ;konec programu Nákres cvič ení3 12

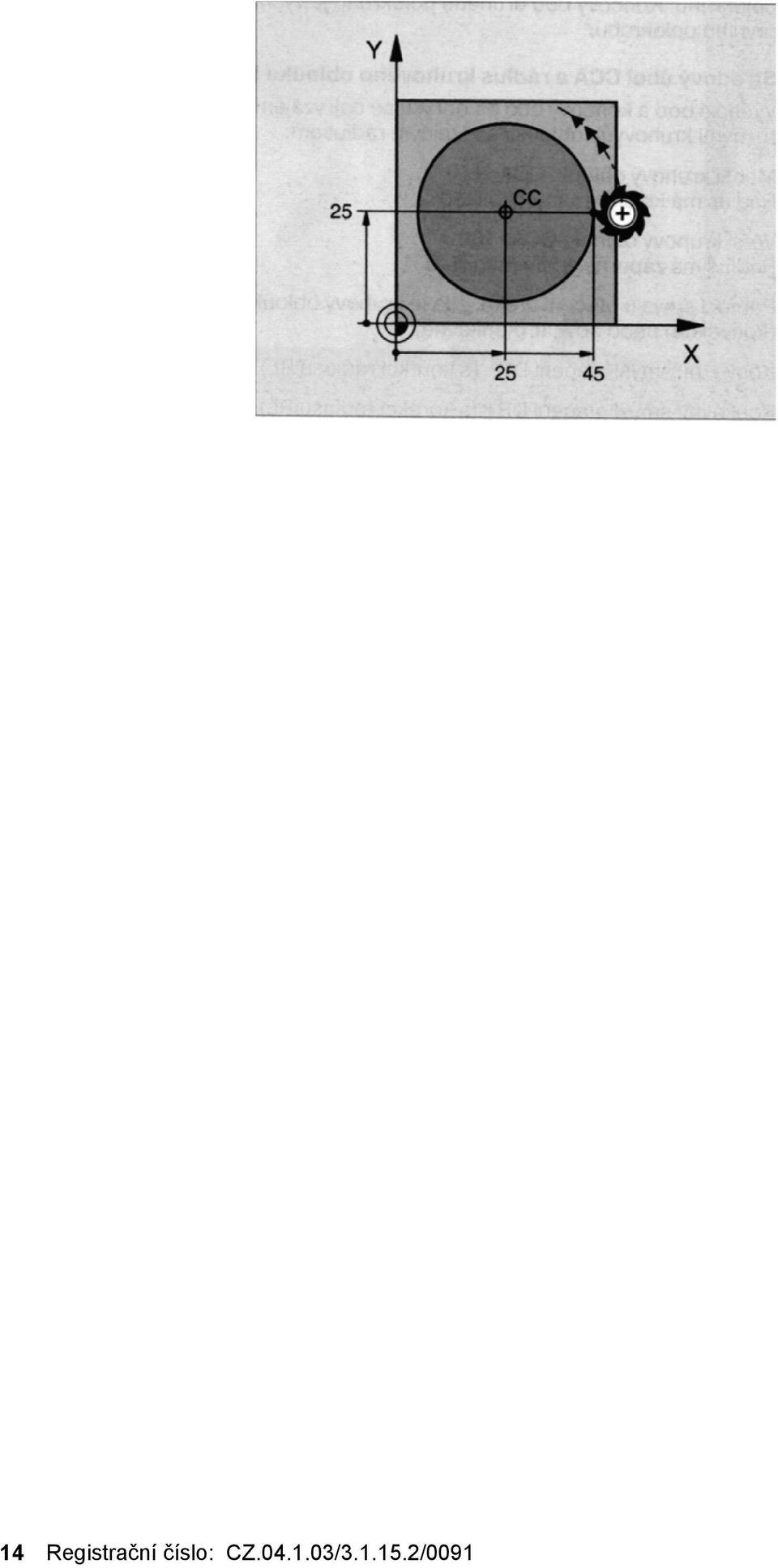
14 Dráhové pohyby 1. Programová ní kruhové drá hy pomocí příkazů C a CC Střed kruhu CC - nadefinujeme pro kruhové dráhy, které programujeme s klávesami C (kruhová dráha C) v pravoú hlých souřadnicích. Příklad: 5 CC X+25 Y+25 nebo 10 L X+25 Y CC Platnost Střed kruhu zů stává definován tak dlouho, než naprogramujeme nový střed kruhu. Koncový bod C - souřadnici koncové ho bodu kruhové ho oblouku zadáme v pravoú hlých souřadnicích. Smysl otáčenízadáme pomocífunkce DR+ a DR-. Je-li třeba, zadáme posuv F nebo přídavné M funkce. Ú plný kruh - naprogramujeme tak, ž e zadáme stejné souřadnice jako pro výchozíbod. Výchozía koncový bod kruhové ho pohybu musílež et na kruhové dráze v toleranci až 0,016 mm. Příklad: 5 CC X+25 Y+25 6 L X+45 Y+25 RR F200 M3 7 C X+45 Y+25 DR+ 13

15 14
16 CVIČ ENÍ4 fré zová níoblouku pomocízadá nístředu a koncové ho bodu 0 BEGIN PGM cviceni4 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+130 Y-30 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-6 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X+90 Y-20 RR F250 ;najetínástroje na fré zovaný obrys zprava 7 L Y+50 8 CC X+50 Y+50 ;zadané souřadnice středu kruhové ho oblouku 9 C X+10 Y+50 DR+ F250 ;koncový bod kruhové ho oblouku 10 L Y-20 ;dokončenífré zováníz nákresu cvičení4 11 L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 11 L X+300 Y+200 Z+300 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 12 END PGM cviceni4 MM ;konec programu Nákres cvič ení4 15

17 CVIČ ENÍ5 fré zová níkruhové ho č epu pomocízadá ní středu a koncové ho bodu 0 BEGIN PGM cviceni5 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+130 Y-30 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-6 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X+90 Y-20 RR F250 ;najetínástroje na fré zovaný obrys zprava 7 L Y+50 ;fré zováníz nákresu cvičení5 8 CC X+50 Y+50 9 C X+90 Y+50 DR+ F L X C X+105 Y+50 DR+ 12 L Y L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 14 L X+300 Y+200 Z+300 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 15 END PGM cviceni5 MM ;konec programu Nákres cvič ení5 16

18 CVIČ ENÍ6 fré zová níkruhové kapsy pomocízadá ní středu a koncové ho bodu 0 BEGIN PGM cviceni6 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+30 Y+30 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-6 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X+50 Y+50 RL F250 ;najetínástroje na fré zovaný obrys zleva 7 CC X+70 Y+50 ;fré zováníz nákresu cvičení6 8 C X+90 Y+50 DR+ F250 9 CC X+50 Y C X+90 Y+50 DR+ 11 CC X+70 Y C X+50 Y+50 DR+ 13 L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 14 L X+300 Y+200 Z+300 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 15 END PGM cviceni6 MM ;konec programu Nákres cvič ení6 17

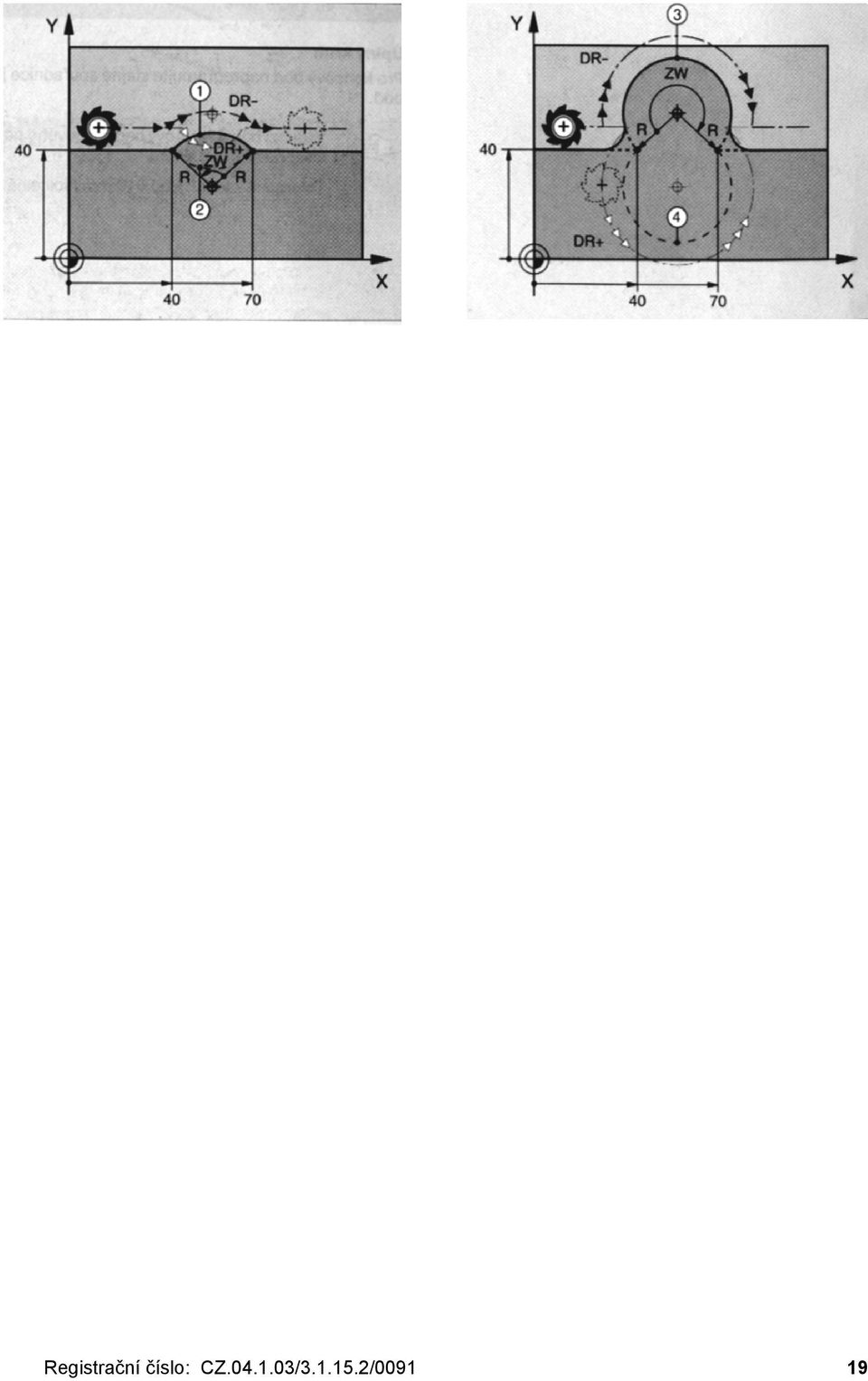
19 2. Programová ní kruhové drá hy pomocí příkazů CR s definovaný m rá diem Nástroj přejížd ípo kruhové dráze s rádiem R. 1. Souřadnice koncové ho bodu kruhové ho oblouku zadané v pravoú hlých souřadnicích. 2. Rádius R+ nebo R- kde znamé nko definuje velikost kruhové ho oblouku. 3. Smysl otáčenídr+ definuje konkávnízakřivenínebo DR- definuje konvexnízakřivení. 4. Přídavná M funkce. 5. Posuv F. Ú plný kruh naprogramujeme tak, ž e zadáme dva stejné CR bloky za sebou. 3. Středový úhel CCA a rá dius kruhové ho oblouku R Výchozíbod a koncový bod na obrysu se dajívzájemně spojit čtyřmi rů znými kruhovými oblouky se stejným rádiem: 1. menšíkruhový oblouk CCA<180,R>0, 2. vě tšíkruhový oblouk CCA>180,R<0, 3. konvexní- smysl otáčeníoblouku DR (s korekcírádia RL), 4. konkávní- smysl otáčenídr+ (s korekcírádia RL), Příklad: 10 L X+40 Y+40 RL F200 M3 11 CR X+70 Y+40 R+20 DR- (OBLOUK 1) nebo 11 CR X+70 Y+40 R+20 DR+ (OBLOUK2) nebo 11 CR X+70 Y+40 R-20 DR- (OBLOUK3) nebo 11 CR X+70 Y+40 R-20 DR+ (OBLOUK4) 18

20 19
21 CVIČ ENÍ7 fré zová níkruhové drá hy pomocícr příkazu s definovaným rá diem 0 BEGIN PGM cviceni7 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X-20 Y+20 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-5 F100 M3 M8 ;sjetí nástroje na rovinu fré zování, zapnutí chlazenía otáček 6 L X-10 Y+40 RL F250 ;najetínástroje na fré zovaný obrys zleva 7 L X+40 ;fré zováníz nákresu cvičení7 8 CR X+70 Y+40 R+20 DR- 9 L X L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 11 L X+300 Y+200 Z+300 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 10 END PGM cviceni7 MM ;konec programu Nákres cvič ení7 20
22 4. Kruhová drá ha CT s tangenciá lním napojením Nástroj přejížd í po kruhové m oblouku, který se tangenciálně napojuje na předtím programovaný obrysový prvek (prvky obrysu tedy přecházejíplynule jeden do druhé ho). Funkce: - souřadnice koncové ho bodu kruhové ho oblouku, - je-li třeba, tak se mů že zadat posuv F nebo M funkce). CT - blok a předtím programovaný prvek obrysu by měly obsahovat obě souřadnice roviny, ve které má být proveden kruhový oblouk! Příklad: 7 L X+0 Y+25 RL F300 M3 8 L X+25 Y+30 9 CT X+45 Y L Y+0 21
23 CVIČ ENÍ8 fré zová nídrá hy pomocíct, CR příkazů a pomocízadá nístředu a koncové ho bodu 0 BEGIN PGM cviceni8 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+150 Y+50 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-10 F100 M3 M8 ;sjetínástroje na rovinu fré zování, zapnutíotáček a chlazení 6 L X+120 Y+20 RR F250 ;najetínástroje na fré zovaný obrys zprava 7 L X+100 Y+45 ;fré zováníz nákresu cvičení8 8 L X+70 Y+70 9 L X+40 Y CT X+25 Y L X+25 Y CR X+25 Y+15 R+13 DR- 13 L X+25 Y L Z+3 R0 F L X+75 Y+20 F L Z-6 F L X+95 Y+30 RL 18 CC X+70 Y C X+95 Y+30 DR+ 20 C X+70 Y+55 DR+ 21 L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 22 L X+50 Y+35 R0 FMAX 23 L X+300 Y+200 Z+300 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 24 END PGM cviceni8 MM ;konec programu 22
24 Nákres cvič ení8 5. Vložení úkosu CHF mezi dvě přímky Rohy obrysu, které vzniknou jako prů sečíky dvou přímek, mů žeme opatřit zkosením. V přímkových blocích před a za blokem CHF naprogramujeme pokaž dé obě souřadnice roviny, ve které má být ú kos proveden. Korekce rádia před a za blokem CHF musíbýt stejná. Ú kos musíbýt proveditelný s aktuálním nástrojem. Funkce: - dé lka zkoseníhrany (dé lka zkoseníú kosu), - je-li třeba zadá se posuv F. Příklad: 7 L X+0 Y+30 RL F300 M3 8 L X+40 IY+5 9 CHF 12 F L IX+5 Y+0 23
25 Pozn.: - obrys nesmízačínat blokem CHF, - zkoseníse provádípouze v rovině obrábě ní, - na rohový bod odříznutý zkosením se nenajížd í, - posuv programovánív bloku CHF je účinný pouze v tomto bloku CHF. 6. Zaoblení rohů RND Funkce RND zaobluje rohy obrysu. Nástroj přejíždípo kruhové dráze, která se tangenciálně napojuje jak na předcházející, tak i na následujícíprvek obrysu. Kruhové zaoblenímusíbýt proveditelné vyvolaným nástrojem. Funkce: - rádius zaoblení(rádius kruhové ho oblouku), - posuv F, je-li třeba. Příklad: 5 L X+10 Y+40 RL F300 M3 6 L X+40 Y+25 7 RND R5 F100 8 L X+10 Y+5 Pozn.: - předcházejícía následujícíprvek obrysu musíobsahovat obě souřadnice roviny, ve které se provádízaoblenírohu, - obrábíte-li obrys bez korekce rádia nástroje, pak musíte programovat obě souřadnice roviny obrábě ní, - na rohový bod se nenajížd í, - posuv F programovaný v bloku RND je účinný pouze v tomto bloku RND, - blok RND se dá rovněž použ ít k mě kké mu najetína obrys. 24
26 CVIČ ENÍ9 fré zová nísraženía zaoblenírohů 0 BEGIN PGM cviceni9 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L X+130 Y+130 Z+20 FMAX ;napolohováníosy nástroje a sjetínad polotovar 5 L Z-5 F200 M3 M8 ;sjetí nástroje na rovinu fré zování, zapnutí otáček a chlazení 6 L Y+90 RR F250 ;najetínástroje na fré zovaný obrys zprava 7 L X+10 8 CHF 5 ;sraž eníhrany 9 L Y RND R10 ;zaobleníhrany 11 L X L Y+130) 13 L Z+50 R0 FMAX ;odjetínástroje 50 mm nad materiál 14 L X+300 Y +200 Z+300 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 15 END PGM cviceni9 MM ;konec programu Nákres cvič ení9 25
27 Práce s cykly Č asto se opakujícíobrábě ní, která obsahujívíce obrábě cích operací, se ukládajído pamě ti jako cykly. Definová ní cyklů : Vyvolá ní cyklu: 1. Stisknutím tlačítka CYCL DEF na panelu řídícího systé mu se zobrazí lišta softkláves, kde jsou předdefinovány rů zné skupiny cyklů. 2. Ze skupiny cyklů se vyberou například vrtacícykly. 3. Ze skupiny vrtacích cyklů se vybere vrtacícyklus, (např.200). 4. Po výběru cyklu se zahájí dialog (zobrazují se na obrazovce parametry) a po zadánívšech parametrů, které řídícísysté m pož aduje, se dialog ukončí. Má-li řídícísysté m jednou vykonat cyklus po naposledy programované m bloku, naprogramuje se vyvolánícyklu přídavnou funkcím Vrtá ní - (cyklus 200) 1. Řídícísysté m napolohuje nástroj v ose vřetena rychloposuvem FMAX do bezpečné vzdálenosti nad povrchem obrobku. 2. Nástroj vrtá naprogramovaným posuvem F až do hloubky prvního přísuvu. 3. Řídícísysté m odjede nástrojem rychloposuvem FMAX zpě t do bezpečnostnívzdálenosti, tam setrvá - pokud je to zadáno a poté najede opě t rychloposuvem FMAX až do bezpečnostnívzdálenosti nad prvnípřísuvnou hloubku. 4. Nato vrtá nástroj zadaným posuvem F do hloubky dalšího přísuvu. 5. Řídícísysté m opakuje tento proces (1 až 4 krát), až je dosaž ena zadaná hloubka vrtání. 6. Ze dna díry odjede nástroj rychloposuvem FMAX na bezpečnostnívzdálenost nebo - pokud je to zadáno, tak na 2. bezpečnostnívzdálenost. Vrtací cyklus DEF200 - parametry: Q bezpečnostnívzdálenost Q hloubka Q posuv přísuvu do hloubky Q hloubka přísuvu Q časová prodleva nahoře Q souřadnice povrchu Q bezpečnostnívzdálenost Q časová prodleva dole Před programová ním dbejte na tyto body: - Naprogramujte polohovacíblok do bodu startu (střed díry) v rovině obrábě nís korekcí rádia R0. - Znamé nko parametru cyklu HLOUBKA definuje smě r obrábě ní. Naprogramujete-li hloubku rovnu nule, pak řídícísysté m cyklus neprovede. 26
28 CVIČ ENÍ10 vrtacícyklus BEGIN PGM cviceni10 MM ;název programu 1 BLK FORM 0.1 Z X-60 Y-50 Z-50 ;definovánípolotovaru 2 BLK FORM 0.2 X+60 Y+50 Z+0 3 TOOL CALL 2 Z S4000 F250 ;vyvolánínástroje, zadáníotáček a posuvu 4 L Z+250 R0 FMAX 5 CYCL DEF 200 VRTAT ;vrtacícyklus 200 Q200=+3 ;BEZPEČ NOSTNÍ VZDÁ LENOST Q201=-18 ;HLOUBKA Q206=+250 ;POSUV PŘÍSUVU DO HLOUBKY Q202=+7.5 ;HLOUBKA PŘÍSUVU Q210=+0 ;Č ASOVÁ PRODLEVA NAHOŘ E Q203=+0 ;SOUŘ ADNICE POVRCHU Q204=+50 ;DRUHÁ BEZPEČ NOSTNÍ VZDÁ LENOST Q211=+0.1 ;Č ASOVÁ PRODLEVA DOLE 6 L X-40 Y-30 R0 FMAX M3 M8 ;polohování osy nástroje, zapnutí otáček achlazení 7 CYCL CALL M99 ;vyvolánívrtacího cyklu L X-25 Y-15 R0 FMAX M99 ;polohováníosy nástroje na dalšísouřadnice a vyvolánívrtacího cyklu L X-40 Y+0 M99 ;dokončenívrtánípodle cvičení10 10 L Y+15 X-25 M99 11 L X-40 Y+30 M99 12 L X+40 Y+30 M99 13 L X+25 Y+15 M99 14 L X+40 Y+0 M99 15 L X+25 Y-15 M99 16 L X+40 Y-30 M99 17 L Z+250 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía návrat na začátek programu 18 END PGM cviceni10 MM ;konec programu 27
29 Nákres cvič ení10 2. Univerzá lní vrtá ní - (cyklus 203) 1. Řídícísysté m napolohuje nástroj v ose vřetena rychloposuvem FMAX do bezpečné vzdálenosti nad povrchem obrobku. 2. Nástroj vrtá naprogramovaným posuvem F až do hloubky prvního přísuvu. 3. Je-li zadáno přerušenítřísky, odjede řídícísysté m nástrojem zpě t o zadanou hodnotu zpě tné ho pohybu. Pracujete-li bez přerušenítřísky, pak odjede řídícísysté m nástrojem posuvem pro vyjížděnína bezpečnostnívzdálenost, tam setrvá - je-li to zadáno a pak opě t jede rychloposuvem FMAX až na bezpečnostnívzdálenost nad prvnípřísuv do hloubky. 4. Potom nástroj vrtá posuvem o dalšíhloubku přísuvu. Tato hloubka přísuvu se s kaž dým přísuvem zmenšuje o redukčníhodnotu, je-li zadána. 5. Řídícísysté m opakuje tento postup (2 až 4 krát), až se dosáhne hloubky díry. 6. Na dně díry setrvá nástroj - je-li to zadáno, po doříznutía po časové prodlevě se vrátí zpě tným posuvem na bezpečnostní vzdálenost. Pokud je zadána 2. bezpečnostní vzdálenost, odjede na ni řídícísysté m nástrojem rychloposuvem FMAX. 28
30 Vrtací cyklus UNIVERSAL - VRTÁ NÍ DEF203 - parametry: Q bezpečnostnívzdálenost Q hloubka Q posuv přísuvu do hloubky Q hloubka přísuvu Q časová prodleva nahoře Q souřadnice povrchu Q bezpečnostnívzdálenost Q velikost ú bě ru Q přerušenítřísky Q hloubka přísuvu Q časová prodleva dole Q posuv zpě t Q zpě t při přerušenítřísky 29
31 CVIČ ENÍ11 vrtacícyklus 203 (univerzá lnívrtá ní) 0 BEGIN PGM cviceni11 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-25 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 2 Z S4000 F250 ;vyvolání nástroje, zadání otáček a posuvu 4 L Z+250 R0 FMAX 5 CYCL DEF 203 UNIVERSAL VRTANI ;vrtacícyklus 203 Q200=+2 ;BEZPEČ NOSTNÍ VZDÁ LENOST Q201=-20 ;HLOUBKA Q206=+150 ;POSUV PŘÍSUVU DO HLOUBKY Q202=+5 ;HLOUBKA PŘÍSUVU Q210=+0 ;Č ASOVÁ PRODLEVA NAHOŘ E Q203=+0 ;SOUŘ ADNICE POVRCHU Q204=+50 ;DRUHÁ BEZPEČ NOSTNÍ VZDÁ LENOST Q212=+5 ;VELIKOST Ú BĚRU Q213=+3 ;PŘ ERUŠ ENÍ TŘ ÍSKY Q205=+4 ;HLOUBKA PŘÍSUVU Q211=+0 ;Č ASOVÁ PRODLEVA DOLE Q208=+500 ;POSUV ZPĚT Q256=+0.2 ;ZPĚT PŘ I PŘ ERUŠ ENÍ TŘ ÍSKY 6 L X+10 Y+10 R0 FMAX M3 M8 ;polohováníosy nástroje, zapnutíotáček a chlazení 7 CYCL CALL M99 ;vyvolánívrtacího cyklu L Y+90 M99 ;dokončenívrtánípodle cvičení11 9 L X+90 M99 10 L Y+10 M99 11 L Z+250 R0 FMAX M2 M9 ;odjetínástroje, vypnutíchlazenía na začátek programu 12 END PGM cviceni11 MM ;konec programu 30
32 Nákres cvič ení11 3. Fré zová ní drážky - (cyklus 3) Hrubová ní 1. Ř ídícísysté m přesadínástroj o přídavek pro obrábě nínačisto (polovina rozdílu mezi šířkou dráž ky a prů mě rem nástroje). Odtud se nástroj zapíchne do obrobku a fré zuje dráž ku v podé lné m smě ru. 2. Na konci dráž ky následuje přísuv do hloubky a nástroj fré zuje v opačné m smě ru. Tento postup se opakuje, až se dosáhne naprogramované hloubky. Dokončení 1. Na dně dráž ky najede řídícísysté m nástrojem po kruhové dráze tangenciálně na vně jší obrys; tento obrys se pak sousledně dokončí(s M3). 2. Pak vyjede řídícísysté m rychloposuvem FMAX zpě t do bezpečnostnívzdálenosti. Při liché m počtu přísuvů odjede nástroj v bezpečnostnívzdálenosti do polohy startu. 31
33 Bezpečnostní vzdá lenost 1 (inkrementálně): - vzdálenost hrotu nástroje a povrchu obrobku. Hloubka fré zová ní 2 (inkrementálně): - vzdálenost povrchu obrobku a dna kapsy. Hloubka přísuvu 3 (inkrementálně): - rozmě r, o ně jž se nástroj pokaž dé přisune. Posuv přísuvu do hloubky: - pojezdová rychlost při zapichování. Dé lka strany 4: - dé lka dráž ky; 1.smě r pohybu nástroje se definuje znamé nkem. Dé lka strany 5: - šířka dráž ky. 32
34 CVIČ ENÍ12 cyklus 3 (fré zová nídrážky) 0 BEGIN PGM cviceni12 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definovánípolotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 3 Z S3000 F150 ;vyvolánínástroje, zadáníotáček a posuvu 4 CYCL DEF 3.0 FRÉ ZOVÁ NÍDRÁŽKY ;fré zovacícyklus 3 5 CYCL DEF 3.1 VZDAL 2 6 CYCL DEF 3.2 HLOUBKA-10 7 CYCL DEF 3.3 PŘÍSUV5 F100 8 CYCL DEF 3.4 X+50 ;DÉLKA DRÁŽKY 9 CYCL DEF 3.5 Y+25 ;ŠÍŘ KA DRÁŽKY 10 CYCL DEF 3.6 F L Z+2 R0 FMAX M3 M8 ;sjetí nástroje nad dílec, zapnutíotáček a chlazení 12 L X+35 Y+30 FMAX ;polohováníosy nástroje 13 CYCL CALL M99 ;vyvolánífré zovacího cyklu 3 14 L X+35 Y+70 M99 ;polohovánía vyvolánífré zovacího cyklu 3 15 END PGM cviceni12 MM ;konec programu Nákres cvič ení12 33
35 Příklady využ itífré zovacích a vrtacích cyklů Příklad 1 - pravoúhlý souřadný systém, vrtá ní (řešení: PGM 1-1, PGM 1-2, PGM 1-3, PGM 1-4 ) 8 x φ Y Y X Z Příklad 1: technologická operace vrtá ní Použ ijeme pouze 1 nástroj vrták, prů mě r 8 mm, v tabulce nástrojů ulož en jako nástroj číslo 20. Souřadnice pravoú hlý souřadný systé m, Nulový bod programu v rovině obrábě níxy je ve středu plochy, Z0 je na povrchu součásti. Ú kol : napište a odlaďte NC program - jako obyčejná lineárníinterpolace (bez použ itícyklu) PGM s použ itím vrtacího cyklu č.200 PGM s použ itím vrtacího cyklu č.1 PGM s použ itím vrtacího cyklu č.200 a cyklu RASTR BODU PGM
36 PROGRAM PGM BEGIN PGM PGM 1-1 MM 1 ; VRTANI BEZ POUZITI VRTACICH CYKLU 2 ; UKOL - PROCVICIT ZADAVANI SOURADNIC 3 ;... 4 BLK FORM 0.1 Z X-50 Y-50 Z-10 5 BLK FORM 0.2 X+50 Y+50 Z+0 6 TOOL CALL 20 Z S L Z+50 R0 F MAX M3 8 L X+35 Y+25 R0 F MAX 9 L Z+2 R0 F MAX 10 L Z-15 R0 F L Z+20 R0 F MAX 12 L X+0 Y+25 R0 F MAX 13 L Z+2 R0 F MAX 14 L Z-15 R0 F L Z+20 R0 F MAX 16 L X-35 Y+25 R0 F MAX 17 L Z+2 R0 F MAX 18 L Z-15 R0 F L Z+20 R0 F MAX 20 L X-17 Y+0 R0 F MAX 21 L Z+2 R0 F MAX 22 L Z-15 R0 F L Z+20 R0 F MAX 24 L X+17 Y+0 R0 F MAX 25 L Z+2 R0 F MAX 26 L Z-15 R0 F L Z+20 R0 F MAX 28 L X+35 Y-25 R0 F MAX 29 L Z+2 R0 F MAX 30 L Z-15 R0 F L Z+20 R0 F MAX 32 L X+0 Y-25 R0 F MAX 33 L Z+2 R0 F MAX 34 L Z-15 R0 F L Z+20 R0 F MAX 36 L X-35 Y-25 R0 F MAX 37 L Z+2 R0 F MAX 38 L Z-15 R0 F L Z+20 R0 F MAX 40 ; L X+200 Z+80 R0 F MAX M2 42 END PGM PGM 1-1 MM 35
37 PROGRAM PGM BEGIN PGM PGM 1-2 MM 1 ; VRTANI S POUZITIM VRTACIHO CYKLU ; UKOL - PROCVICIT ZADAVANI VRTACICH CYKLU A SOURADNIC 3 ;... 4 BLK FORM 0.1 Z X-50 Y-50 Z-10 5 BLK FORM 0.2 X+50 Y+50 Z+0 6 TOOL CALL 20 Z S CYCL DEF 200 VRTANI ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-15 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=5 ;HLOUBKA PRISUVU ~ Q210=0 ;CAS.PRODLEVA NAHORE ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=50 ;2. BEZPEC.VZDALENOST ~ Q211=0 ;CAS. PRODLEVA DOLE 8 L Z+50 R0 F MAX M3 9 L X+35 Y+25 R0 F MAX M99 10 L X+0 Y+25 R0 F MAX M99 11 L X-35 Y+25 R0 F MAX M99 12 L X-17 Y+0 R0 F MAX M99 13 L X+17 Y+0 R0 F MAX M99 14 L X+35 Y-25 R0 F MAX M99 15 L X+0 Y-25 R0 F MAX M99 16 L X-35 Y-25 R0 F MAX M99 17 ; 18 L X+200 Z+80 R0 F MAX M2 19 END PGM PGM 1-2 MM 36
38 37
39 PROGRAM PGM BEGIN PGM PGM 1-3 MM 1 ; VRTANI S POUZITIM "STAREHO" VRTACIHO CYKLU 1 2 ; UKOL - PROCVICIT ZADAVANI VRTACICH CYKLU A SOURADNIC 3 ;... 4 BLK FORM 0.1 Z X-50 Y-50 Z-10 5 BLK FORM 0.2 X+50 Y+50 Z+0 6 TOOL CALL 20 Z S CYCL DEF 1.0 HLUBOKE VRTANI 8 CYCL DEF 1.1 VZDAL. 2 9 CYCL DEF 1.2 HLOUBK CYCL DEF 1.3 PRISUV 5 11 CYCL DEF 1.4 PRODLV 0 12 CYCL DEF 1.5 F L Z+50 R0 F MAX M3 14 L X+35 Y+25 R0 F MAX 15 L Z+2 R0 F MAX M99 16 L X+0 Y+25 R0 F MAX M99 17 L X-35 Y+25 R0 F MAX M99 18 L X-17 Y+0 R0 F MAX M99 19 L X+17 Y+0 R0 F MAX M99 20 L X+35 Y-25 R0 F MAX M99 21 L X+0 Y-25 R0 F MAX M99 22 L X-35 Y-25 R0 F MAX M99 23 ; L X+200 Z+80 R0 F MAX M2 25 END PGM PGM 1-3 MM 38
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Vytvořil : Ing. Libor Ježek. Cílová skupina : žák. Popis způsobu použití :
 CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
Dílenské programování dialogové, ISO frézka II
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
- procvičení podprogramů
 CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4. ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4. ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Průvodce TNC 310. NC-Software xx. Český (cs) 11/2001
 11/2001") Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
Průvodce Popisný dialog. itnc 530. NC-software Česky (cs) 1/2008
 1/2008") Průvodce Popisný dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Česky (cs) 1/2008 Průvodce... je pomůcka programátora řídicího systému itnc 530 HEIDENHAIN, ve zkráceném
Průvodce Popisný dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Česky (cs) 1/2008 Průvodce... je pomůcka programátora řídicího systému itnc 530 HEIDENHAIN, ve zkráceném
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
CNC frézování pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK
 Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK Vytvořeno v rámci projektu: Implementace
Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK Vytvořeno v rámci projektu: Implementace
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Programování CNC rozšíření znalostí
 STUDIJNÍ MATERIÁLY Programování CNC rozšíření znalostí Autor: Ing. Miroslav. Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
STUDIJNÍ MATERIÁLY Programování CNC rozšíření znalostí Autor: Ing. Miroslav. Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Střední průmyslová škola, Jihlava. EMCO WinNC HEIDENHAIN TNC 426 frézování
 Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základních prací
Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základních prací
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015
 PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
Příručka uživatele Programování cyklů TNC 320. NC-software
 Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-04 340 554-04 Česky (cs) 2/2010 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-04 340 554-04 Česky (cs) 2/2010 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Průvodce TNC 410. NC-Software xx 10/2001
 Průvodce TNC 410 NC-Software 286 060-xx 10/2001 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř dic systém TNC 410 se zkráceným obsahem. Úplný návod k programován a obsluze TNC najdete v Př
Průvodce TNC 410 NC-Software 286 060-xx 10/2001 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř dic systém TNC 410 se zkráceným obsahem. Úplný návod k programován a obsluze TNC najdete v Př
Příručka uživatele Programování cyklů TNC 320. NC-software
 Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-05 340 554-05 Česky (cs) 11/2011 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-05 340 554-05 Česky (cs) 11/2011 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
DUM téma: SurfCAM s tvorbou modelu frézování 2D
 DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Průvodce. itnc 530. Český (cs)
") Průvodce itnc 530 NC-Software 340 420-xx Český (cs) 4/2003 Průvodce Obsah... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN itnc 530. Kompletn návod k programován a obsluze naleznete v "Př
Průvodce itnc 530 NC-Software 340 420-xx Český (cs) 4/2003 Průvodce Obsah... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN itnc 530. Kompletn návod k programován a obsluze naleznete v "Př
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
CNC soustružení pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro začátečníky Šumperk, únor 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro začátečníky Šumperk, únor 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
FUNKCE ŘÍDICÍHO SYSTÉMU HEIDENHAIN ITNC 530 PRO OBRÁBĚNÍ THE FUNCTION OF CONTROL SYSTEM HEIDENHAIN ITNC 530 FOR CUTTING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY FUNKCE ŘÍDICÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY FUNKCE ŘÍDICÍHO
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
DUM téma: SurfCAM s tvorbou modelu - vrtání
 DUM téma: SurfCAM s tvorbou modelu vrtání ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor: 2341M/01
DUM téma: SurfCAM s tvorbou modelu vrtání ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor: 2341M/01
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI
 VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
TNC 620. Uživatelská příručka Programování cyklů. NC-software 817600-01 817601-01 817605-01
 TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
Příručka uživatele Programování cyklů. itnc 530. NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05
 Příručka uživatele Programování cyklů itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Česky (cs) 2/2009 O této příručce Dále najdete seznam symbolů, které se v této příručce
Příručka uživatele Programování cyklů itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Česky (cs) 2/2009 O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320. Uživatelská příručka Programování cyklů. NC-software
 TNC 320 Uživatelská příručka Programování cyklů NC-software 340551-06 340554-06 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-software 340551-06 340554-06 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Průvodce TNC 426 TNC 430. 4/2002 Český (cs)
") Průvodce TNC 426 TNC 430 NC-Software 280 476-xx 280 477-xx 4/2002 Český (cs) Průvodce Obsah... je stručná programovac pomůcka pro ř dic sytémy TNC 426 a TNC 430 firmy HEIDENHAIN. Kompletn návod k programován
Průvodce TNC 426 TNC 430 NC-Software 280 476-xx 280 477-xx 4/2002 Český (cs) Průvodce Obsah... je stručná programovac pomůcka pro ř dic sytémy TNC 426 a TNC 430 firmy HEIDENHAIN. Kompletn návod k programován
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Průvodce TNC 426B TNC 430. NC-Software xx xx 9/97
 Průvodce TNC 426B TNC 430 NC-Software 280 470 xx 280 471 xx 9/97 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
Průvodce TNC 426B TNC 430 NC-Software 280 470 xx 280 471 xx 9/97 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Postup při hrubování 3D ploch v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
itnc 530 NC-software 340 494-xx
 Průvodce Popisný dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Česky (cs) 1/2005 Průvodce... je pomůcka programátora ř dic ho systému itnc 530, ve zkráceném podán.
Průvodce Popisný dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Česky (cs) 1/2005 Průvodce... je pomůcka programátora ř dic ho systému itnc 530, ve zkráceném podán.
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
TNC 320. Uživatelská příručka Programování cyklů. NC-software
 TNC 320 Uživatelská příručka Programování cyklů NC-software 771851-01 771855-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-software 771851-01 771855-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Průvodce TNC 426B TNC 430. NC-Software xx 8/99
 Průvodce TNC 426B TNC 430 NC-Software 280 472-xx 280 473-xx 8/99 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
Průvodce TNC 426B TNC 430 NC-Software 280 472-xx 280 473-xx 8/99 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
TNC 320. Uživatelská příručka Programování cyklů. NC-Software
 TNC 320 Uživatelská příručka Programování cyklů NC-Software 771851-02 771855-02 Česky (cs) 3/2015 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-Software 771851-02 771855-02 Česky (cs) 3/2015 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
TNC 320. Příručka uživatele pro programovaní cyklů. NC-software
 TNC 320 Příručka uživatele pro programovaní cyklů NC-software 771851-04 771855-04 Česky (cs) 9/2016 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Příručka uživatele pro programovaní cyklů NC-software 771851-04 771855-04 Česky (cs) 9/2016 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
UŽIVATELSKÁ PŘÍRUČKA
 Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování UŽIVATELSKÁ PŘÍRUČKA Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. ÚVOD... 1 2. OVLÁDACÍ PRVKY... 2 2.1.
Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování UŽIVATELSKÁ PŘÍRUČKA Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. ÚVOD... 1 2. OVLÁDACÍ PRVKY... 2 2.1.
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Příručka uživatele Cykly dotykové sondy TNC 320. NC-software
 Příručka uživatele Cykly dotykové sondy TNC 320 NC-software 340 551-03 340 554-03 Česky (cs) 9/2008 Typ TNC, software a funkce Tato příručka popisuje funkce, které jsou k dispozici v systémech TNC od
Příručka uživatele Cykly dotykové sondy TNC 320 NC-software 340 551-03 340 554-03 Česky (cs) 9/2008 Typ TNC, software a funkce Tato příručka popisuje funkce, které jsou k dispozici v systémech TNC od
TNC 410. NC-Software 286 060 xx 286 080 xx. Uživatelská př ručka
 TNC 410 NC-Software 286 060 xx 286 080 xx Uživatelská př ručka Český (cs) 12/2003 Obslužné prvky TNC Obslužné prvky na obrazovce Přep nán obrazovky mezi strojn mi a programovac mi provozn mi režimy Volba
TNC 410 NC-Software 286 060 xx 286 080 xx Uživatelská př ručka Český (cs) 12/2003 Obslužné prvky TNC Obslužné prvky na obrazovce Přep nán obrazovky mezi strojn mi a programovac mi provozn mi režimy Volba
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401
 NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Příručka uživatele Popisný dialog HEIDENHAIN TNC 320. NC-software 340 551-02
 Příručka uživatele Popisný dialog HEIDENHAIN TNC 320 NC-software 340 551-02 Česky (cs) 4/2007 Ovládací prvky zobrazovací jednotky Volba rozdělení obrazovky Přepínání obrazovky mezi strojním a programovacím
Příručka uživatele Popisný dialog HEIDENHAIN TNC 320 NC-software 340 551-02 Česky (cs) 4/2007 Ovládací prvky zobrazovací jednotky Volba rozdělení obrazovky Přepínání obrazovky mezi strojním a programovacím
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
TNC 620. Uživatelská příručka Programování cyklů. NC-software
 TNC 620 Uživatelská příručka Programování cyklů NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů,
TNC 620 Uživatelská příručka Programování cyklů NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů,
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
TNC 310. NC-software 286 140-xx 286 160-xx. Př ručka pro uživatele Popisný dialog HEIDENHAIN
 TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Se izování nástroj na CNC EMCO Turn E-120 P
 Tento materiál vznikl jako sou ást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpo tem R. Se izování nástroj na CNC EMCO Turn E-120 P Technická univerzita v Liberci
Tento materiál vznikl jako sou ást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpo tem R. Se izování nástroj na CNC EMCO Turn E-120 P Technická univerzita v Liberci
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
SIMATIC KA. 1. Systém. 1.1 Nastavení hodnot a programování
 SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 04 Vrtání a vyvrtávání
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení