Aplika ní oblasti PVD povlak u ezných nástroj ze slinutého karbidu. Application Area of PVD Coatings by Cutting Tools From Cemented Carbide
|
|
|
- Vladimíra Pospíšilová
- před 6 lety
- Počet zobrazení:
Transkript
1 VŠB Technická univerzita Ostrava Fakulta strojní Katedra obráb ní a montáže Aplika ní oblasti PVD povlak u ezných nástroj ze slinutého karbidu Application Area of PVD Coatings by Cutting Tools From Cemented Carbide Student: Vedoucí bakalá ské práce: Vojt ch Sléha doc. Dr. Ing. Ivan Mrkvica Ostrava 2013
2
3
4
5 ANOTACE BAKALÁ SKÉ PRÁCE SLÉHA, V. Aplika ní oblasti PVD povlak u ezných nástroj ze slinutého karbidu : bakalá ská práce. Ostrava : VŠB Technická univerzita Ostrava, Fakulta strojní, Katedra obráb ní a montáže, 2013, 52 s. Vedoucí práce: Mrkvica, I. Bakalá ská práce hodnotí a porovnává PVD povlaky firmy Pramet Tools, s.r.o. sídlící v Šumperku. Rešeršní ást seznamuje s principem technologie PVD povlakování a podrobn ji popisuje metodu obloukového odpa ování použitou p i výrob testovaných povlak. Dále se zabývá materiály a typy povlak, jejich vlastnostmi, možnými aplikacemi a nakonec popisuje použité experimentální metody p i zkoušení povlak. V experimentální ásti jsou popsány postupy m ení i zkoušení a uvedeny jejich výsledky. V záv ru bakalá ské práce jsou poté získané výsledky zkoušek zhodnoceny podle získaných informací. ANNOTATION OF BACHELOR THESIS SLEHA, V. Application Area of PVD Coatings by Cutting Tools From Cemented Carbide : Bachelor Thesis. Ostrava : VSB Technical university of Ostrava, Faculty of Mechanical Engineering, Department of Working and Assembley, 2013, 52 p. Thesis head: Mrkvica, I. The bachelor thesis evaluates and compares PVD coatings produced by company Pramet Tools, s.r.o. based in Šumperk. The theoretical part of the thesis informs about principle of PVD coating technology and describes the arc evaporation method used for coating in greater detail. It also deals with coating materials and types, its properties, possible applications and finally principles of the experimental methods used for coatings testing are explained. In the experimental part of the thesis the measuring or testing procedures are described and its results are listed. In the thesis conclusion the testing results are evaluated on the basis of obtained information. 5
6 Obsah Seznam použitých zna ek a symbol... 8 Úvod cíl bakalá ské práce Princip PVD povlakování Naprašování Napa ování Obloukové odpa ování išt ní a úprava nástroj p ed povlakováním Typy PVD povlak Materiály, jejich vlastnosti a aplikace TiN TiC Materiály na bázi Al 2 O TiCN TiAlN-AlTiN TiAlSiN CrN ZrN Vliv p ítomnosti prvk na vlastnosti Vliv struktury a tlouš ky vrstev na vlastnosti povlak Vývojové stupn povlakovaných slinutých karbid Druhy vrstev Tlouš ka vrstev Metody charakterizace vlastností a zkoušení povlak Sv telná mikroskopie Skenovací elektronová mikroskopie M ení tvrdosti podle Vickerse Vrypová zkouška scratch test Opot ebení, trvanlivost a ezivost nástroje Teplotní trhliny Experimentální ást Charakterizace substrátu SK, povlak, VBD a nástroj M ení tlouš ky Výbrus vym nitelných b itových desti ek
7 4.2.2 Popis m ení Výsledky m ení Analýza chemického složení Popis analýzy Výsledky analýzy M ení tvrdosti podle Vickerse Popis m ení Výsledky m ení Adheze Popis zkoušky Výsledky zkoušky Zkouška ší ení teplotních trhlin ezné podmínky Snímky teplotních trhlin Dlouhodobá zkouška trvanlivosti Podmínky zkoušky Nam ené hodnoty opot ebení Trvanlivost a ezivost Záv r Seznam použité literatury
8 Seznam použitých zna ek a symbol BSE CVD EDS/EDX PVD SEM SE SK VBD WC Back-scattered Electrons (odražené elektrony) Chemical Vapour Deposition (chemické napa ování z plynné fáze) Energy-dispersive X-ray spectroscopy (energiov -disperzní spektroskopie) Physical Vapour Deposition (fyzikální napa ování) skenovací elektronový mikroskop Secondary electrons (sekundární elektrony) slinutý karbid vym nitelná b itová desti ka wolfram carbide (karbid wolframu) 8
9 Úvod cíl bakalá ské práce Oblast obráb ní se stejn jako ostatní oblasti strojírenského pr myslu rychle rozvíjí. Zdokonalování i vyvíjení nových nástrojových materiál je jednou z cest ke zvýšení produktivity výroby, která souvisí také s opot ebením nástroj. Delší trvanlivost a životnost nástroj nap íklad zkracuje asy prostoj v d sledku jejich vým ny i snižuje náklady na nástroje. Delší trvanlivosti lze docílit práv ochranou nástroje aplikováním povlak z velmi tvrdých a odolných materiál. Po átek povlakování slinutých karbid pat í mezi významné milníky ve vývoji materiál pro ezné nástroje. Povlakované SK umožnily oproti nepovlakovaným podstatné zvýšení ezných parametr a také prodloužení jejich životnosti. Od za átku 80. let 20. století, kdy byl povlak z TiN vytvo ený technologií PVD použit pro první eznou aplikaci, bylo vyvinuto a vylepšeno mnoho druh povlak vhodných pro r zné ezné aplikace. Ty se od sebe liší nap íklad chemickým složením, strukturou vrstev nebo technologií výroby. Stejn tak byla vyvíjena nová povlakovací za ízení umož ující vytvo it nejmodernejší typy povlak, jako jsou nanokompozitní i nanovrstevné (superm ížkové). Bakalá ská práce má za cíl charakterizaci vlastností a porovnání t í odlišných druh povlak firmy Pramet Tools, s.r.o nanesených technologií odpa ování nízkonap ovým obloukem na stejném podkladovém substrátu ze slinutého karbidu. Vzorky byly napovlakovány firmou SHM, s.r.o v rámci standardní výroby na povlakovacím za ízení 300. Jednotlivé povlaky se liší svou strukturou a chemickým složením. Porovnány jsou na základ zkoumání jejich tlouš ky, chemického složení, tvrdosti, adheze, náchylnosti k ší ení teplotních trhlin a trvanlivosti. Zjišt ní t chto vlastností je d ležité pro vývoj nových povlak. 9
 [1].")

10 1 Princip PVD povlakování Metoda PVD (Physical Vapour Deposition fyzikální napa ování) je jednou ze dvou základních skupin metod sloužících k vytvá ení tenkých vrstev na slinutých karbidech. Druhou skupinou metod povlakování je CVD (Chemical Vapour Deposition chemické napa ování z plynné fáze) [1]. PVD povlaky vznikají ve vakuových komorách p i nízkém tlaku v rozmezí 0,1 až 1 Pa kondenzací atom i shluk atom uvol ovaných ze zdroj ástic. Jako zdroje ástic slouží targety neboli ter e. Uvoln né ástice jsou ionizovány, reagují s atmosférou vakuové komory tvo ené inertním a reaktivním plynem. Záporné p edp tí je urychluje k povrchu povlakovaného substrátu, kde se ástice usazují v podob tenké homogenní vrstvy. Nejprve jsou atomy zachyceny procesy chemické nebo fyzikální sorpce, pohybují se po povrchu a následn se uvolní zp t nebo se zachytí trvalou vazbou. S d íve zachycenými atomy se díky pohyblivosti po povrchu mohou spojit další dopadající atomy, ímž vzniknou zárodky, neboli jádra, a ostr vky ástic. Ty se následn spojují a tvo í souvislou, nadále rostoucí vrstvu [1,5,10]. Obr.1.1 Schéma vzniku PVD povlaku [1] Obr.1.2 Modely r stu vrstvy PVD povlaku [1] 10
11 Krom složitosti vakuových systém je nevýhodou všech PVD metod i nutnost pohybovat povlakovanými p edm ty kv li stínovému efektu. Tento efekt zap í i uje nerovnom rné vytvá ení povlaku po celém povrchu. Na plochách, které neleží ve sm ru pohybu ástic, je vzniklá vrstva nedokonalá nebo se v bec netvo í [1]. Výhodami PVD povlakování je teplota procesu pohybující se i pod 500 C (CVD 700 až 1200 C) a také možnost povlakování ostrých hran. Polom r zaoblení ost í nástroje m že být i pod 20 m. Ovlivn ní mechanických vlastností substrátu je v porovnání s CVD metodou menší a zbytková nap tí v povlaku jsou tlaková [1]. 1.1 Naprašování Naprašování je metoda, p i níž dochází k depozici ástic odd lených z povrchu zdroje fyzikálním odprašovacím procesem. Proces probíhá ve vakuu, p ípadn za nízkého tlaku, menším než 0,7 Pa, aby se odprášené ástice dostaly ze zdroje na substrát bez kolize s molekulami plynu. Možné je provád t naprašování i p i vyšším tlaku, od 0,7 do 2 Pa. ástice odprášené z ter e jsou tak oh ívány srážkami s ásticemi plynu [1]. Doutnavý výboj vytvo ený elektrickým polem ho í ve velmi z ed ném inertním plynu. Obvykle je to argon ve vakuové komo e, která plní funkci anody. Nad záporn nabitým ter em doutnavý výboj udržuje argonovou plazmu. Kladné ionty plazmy urychluje elektrické pole sm rem na ter, kde z povrchu vyráží atomy a molekuly [1]. Touto metodou lze vytvo it povlaky z t žkotavitelných materiál bez oh evu ter e na vysokou teplotu, což je požadavek u odpa ovacího procesu. Odprašovat m žeme široký rozsah pevných látek elektricky vodivých i nevodivých. Povlaky se vytvá í ve srovnání s napa ovacími metodami pomalu, avšak v p ípad naprašování istých kov je rychlost povlakování vysoká [1]. 1.2 Napa ování U napa ovacích metod se materiál odpa uje z oh ívaných ter. Substrát je p ipojen na p edp tí bu stejnosm rným, nebo st ídavým napájením. Napa ovací metody mají oproti naprašovacím horší rovnom rnost pokrytí v p ímo arém sm ru, ale rychlost povlakování m že být velmi vysoká. Proces probíhá ve vakuu p i tlacích 10-3 až 10-8 Pa, p i kterých je st ední volná dráha (pr m rná dráha ástice mezi dv ma srážkami) velká. Atomy se po odpa ení pohybují po nekolizních drahách, což je p í inou nerovnom rnosti vrstvy. Ke zmenšení st ední volné dráhy ástic je do komory za ízení p iveden vhodný 11
![plyn, nap íklad argon, a to pod tlakem 0,7 až 26,7 Pa. Odpa ené složky prod lají vícenásobné srážky a povlak se tak vytvo í rovnom rn [1].](/docs-images/91/106393215/images/12-0.jpg "Tato skupina metod je t íd na podle zp sobu, jakým je odpa ovaný materiál ter e oh íván, jedná se o odporové odpa ování, odpa ování elektronovým paprskem, obloukové odpa ování i laserem indukované")
12 plyn, nap íklad argon, a to pod tlakem 0,7 až 26,7 Pa. Odpa ené složky prod lají vícenásobné srážky a povlak se tak vytvo í rovnom rn [1]. Tato skupina metod je t íd na podle zp sobu, jakým je odpa ovaný materiál ter e oh íván, jedná se o odporové odpa ování, odpa ování elektronovým paprskem, obloukové odpa ování i laserem indukované odpa ování. Všechny t i povlaky testované v praktické ásti této práce byly vytvo eny metodou obloukového odpa ování [1] Obloukové odpa ování P i této metod probíhá odpa ování a ionizování materiálu prost ednictvím nízkonap ového elektrického oblouku ho ícího za nízkého tlaku. Materiál je dále urychlován sm rem k nástroj m záporným p edp tím, které je na n p iloženo. Ionizované atomy po dosažení povrchu nástroj vytvá ejí povrchovými reakcemi vlastní deponovanou vrstvu. Na anod, vakuové komo e, oblouk ho í po celé její ploše, kdežto na katod, ter i, ho í bodov. Takzvaná katodová skvrna o pr m ru 20 m se po ter i pohybuje náhodn. Odpa ení libovolného elektricky vodivého materiálu je zajišt no velmi vysokou teplotou v míst katodové skvrny, a to až C. ízeného pohybu katodové skvrny docílíme použitím magnetického pole. Teploty substrát p i obloukovém odpa ování se pohybují mezi 400 a 550 C. To je nutné z hlediska tepelné a mechanické stability povlak [1,10]. Obloukové systémy jsou dvojího druhu. U pulzního systému je oblouk op tovan zapalován a zhášen kondenzátorem. Ter se tak mezi cykly chladí a klesá rychlost povlakování. Kontinuální systém je jednodušší a lépe využívá celý ter, ovšem p i jeho použití se mohou tvo it také makro ástice zne iš ující povlak [1]. Obr.1.3 Povlakovací za ízení Platit 80 [38] 12

13 Jednotlivá PVD za ízení pro tuto metodu povlakování se liší nap íklad možnostmi kontroly vlastností oblouk i uspo ádáním povlakovací komory. Rozdílem mezi za ízeními je také schopnost vytvá et nanokrystalické kompozity nebo nanostrukturované vrstvy. B žná PVD za ízení s planárními targety mají tu nevýhodu, že p i použití silného magnetického pole dochází k jejich nadm rné a soust ed né erozi, což targety rychleji vy adí z procesu. Tento problém lze odstranit použitím rotujících válcových elektrod, jejichž ú inná plocha je v tší a rotace zabra uje statické erozi [10]. Obr. 1.4 Planární a válcový target [10] Uspo ádání povlakovacích komor m že mít t i podoby. Elektrody se umís ují vn nástroj, i do st edu komory a zárove centráln v i povlakovaným nástroj m. T etí možností je kombinace obou zp sob. Je možné, aby se po et target na r zných pozicích m nil a každý z nich plnil jinou funkci. Na každou z elektrod lze p ivést jinou hodnotu proudu v ur itém vzájemném pom ru, což ovliv uje stechiometrii, rychlost r stu i drsnost vrstev bez zm ny materiálu target. Parametry planetového pohybu nástroj ve vztahu k proud m ovliv ují ezný výkon povlak [10]. 13

![depozicí adhezních, následn výkonových vrstev a kon í chladnutím. Tomuto cyklu p edchází p edp íprava nástroj a jejich nakládání [10].](/docs-images/91/106393215/images/14-1.jpg "Jako p íklad je na obrázku. 1.7 zobrazeno schéma uspo ádání za ízení pro vytvá ení povlak TiAlSiN.")
14 Obr.1.5 Bo n umíst né targety [10] Obr.1.6 Centráln umíst né targety [10] Povlakovací cyklus za íná od erpáním komory, pokra uje oh evem, procesním ist ním, depozicí adhezních, následn výkonových vrstev a kon í chladnutím. Tomuto cyklu p edchází p edp íprava nástroj a jejich nakládání [10]. Jako p íklad je na obrázku. 1.7 zobrazeno schéma uspo ádání za ízení pro vytvá ení povlak TiAlSiN. Skládá se z centrální válcové katody rozd lené na dv ásti, z nichž jedna je vyrobena z Ti a druhá z eutektické slitiny AlSi. Oba materiály se odpa ují st ídav ízením katodové skvrny pomocí magnetického pole [1]. 14
![Obr.1.7 Schéma za ízení pro obloukové napa ování [1] 1.](/docs-images/91/106393215/images/15-0.jpg "3 išt ní a úprava nástroj p ed povlakováním Adheze povlaku k substrátu je ovliv ována krom použité technologie nanášení také kvalitou b itu a broušených ploch, stejn tak jejich istotou.")
15 Obr.1.7 Schéma za ízení pro obloukové napa ování [1] 1.3 išt ní a úprava nástroj p ed povlakováním Adheze povlaku k substrátu je ovliv ována krom použité technologie nanášení také kvalitou b itu a broušených ploch, stejn tak jejich istotou. Stopy po broušení a jiné ostré nerovnosti mohou zap í init odloupnutí povlaku v daném míst. Tomuto nep íznivému jevu lze zabránit mechanickou úpravou b itu a funk ních ploch. Mezi metody úpravy nástroj pat í broušení, lešt ní, kartá ování, odmaš ování, mokré išt ní, pískování, omílání, stripping (odstra ování povlak ) nebo iontové išt ní v pr b hu samotného povlakování ve vakuové komo e [1,7]. 15
16 2 Typy PVD povlak 2.1 Materiály, jejich vlastnosti a aplikace TiN Tento materiál je velmi odolný proti abrazivnímu opot ebení, má dobrou elasticitu a také adhezi. Tvrdost povlaku bývá v rozmezí 2000 až 2400 HV a odolává pracovním teplotám až 600 C. Povlaky jsou žluto-zlaté barvy. Univerzálnost je výhodou tohoto materiálu a proto asto bývá volen v situacích, kdy nejsme schopni p esn popsat proces, p i kterém povlak použijeme. Je vhodný pro obráb ní nízkými eznými rychlostmi a obráb ní ocelí s nízkou pevností nebo nerezových ocelí, litin a hliníkových slitin. Používá se jako adhezní vrstva pro široké spektrum substrát. Používá se ale také pro dekorativní povlakování díky své žluto-zlaté barv p ipomínající mosaz [1,3,5,12,13,16,17] TiC Povlaky TiC jsou velmi tvrdé, hodnoty tvrdosti se pohybují mezi 2300 až 2700 HV. Mají dobrou odolnost proti abrazivnímu opot ebení, což je d lá vhodnými pro obráb ní p i nízkých ezných rychlostech, p i nichž nar stá abrazivní opot ebení. Povlaky jsou barvy šedé. Povlak TiC se však nevyzna uje dobrou chemickou stabilitou, odolností proti oxidaci a tvrdostí za tepla, což je d vod, pro není vhodný pro obráb ní vysokými eznými rychlostmi. TiC se používá jako mezivrstva pro zlepšení adhezní pevnosti mezi substrátem a vrchní vrstvou povlaku [1,18] Materiály na bázi Al 2 O 3 P estože p i nanášení povlak z Al 2 O 3 na slinuté karbidy hraje hlavní roli metoda CVD, tak dnešní moderní technologie umož uje nanést tyto vrstvy i metodou PVD p i nižších teplotách do 600 C. Krystalická fáze Al 2 O 3 se však tvo í za vysokých teplot a z toho d vodu se do vrstvy p idávají tzv. stabilizující prvky, jako nap íklad chrom. Oxid Cr 2 O 3 vytvá í s Al 2 O 3 tuhý roztok a následn krystalickou fázi a to za nižších teplot než istý Al 2 O 3. Vlastnosti výsledného materiálu se však blíží vlastnostem istého krystalického oxidu hlinitého. Al 2 O 3 vyniká chemickou stabilitou, odolností proti oxidaci 16
17 a tvrdostí za tepla. Za nižších teplot je m k í než TiC, TiAlN a TiCN, tvrdost se pohybuje kolem 2300 HV. Oxid hlinitý je tedy více trvanlivý p i vyšších ezných rychlostech a lépe odolává tepelnému opot ebení. Má výbornou adhezi, vysokou pevnost a také nižší náchylnost k vymílání kráteru na ele nástroje. Povlak je charakteristický ernou barvou. Z d vodu menší univerzálnosti se vrstvy na bázi Al 2 O 3 kombinují s jinými vrstvami, hlavn TiAlN. Vhodné oblasti použití povlak jsou nap íklad obráb ní litin, austenitických a korozivzdorných ocelí i žárupevných slitin na bázi Ni, Co, Fe, Ti a to za intenzivních podmínek [1,2,4] TiCN V porovnání s TiN, ze kterého byl vyvinut, zde p idaný uhlík zpev uje m ížku, zvyšuje vnit ní nap tí, tím i mikrotvrdost a sou asn snižuje koeficient t ení. Odolnost TiCN povlaku však sníží do teploty 400 C. Má dobrou houževnatost a odolnost proti abrazivnímu opot ebení, což ho iní vhodným k obráb ní tvrdých materiál. Není to však jeden materiál, TiCN molekuly totiž neexistují, ale jde o komplexní strukturu z vazeb TiN a TiC v krystalické matrici. Z d vodu p ítomnosti uhlíku je vhodné vrstvu TiCN chránit další vrstvou tepelnou bariérou. Povlaky jsou charakteristické hn dou až bronzovou barvou a jsou tak stále vyhledávané také pro dekora ní ú ely. Stejn jako v p ípad TiN a TiC lze i z TiCN vytvá et dob e p ilnavé spodní vrstvy povlak. Je doporu en pro povlakování fréz, vrták, výstružník, závitník a obráb ní legovaných nebo nerezových ocelí [2,5,6,12,15,16,17] TiAlN-AlTiN TiAlN je povlak vyvinutý z TiN a nabízí vyšší teplotní odolnost, vyšší tvrdost, i p es 3000 HV, a hlavn vysokou tvrdost za tepla, odolá teplotám až do 800 C. Zárove má dobrou adhezi k mnoha druh m podkladových substrát. Ovšem i tak nep ekonal TiN ve všech aplikacích, protože je mén univerzální. Nejedná se o jeden materiál, AlTiN molekuly neexistují. Je to komplexní struktura, která sestává z vazeb TiN a AlN v krystalické matrici. Materiál má výborný pom r tvrdosti a houževnatosti díky multivrstvé struktu e. Barva povlaku m že být od r žovofialové po ernošedou. Ozna ení AlTiN je používáno v p ípad, že je obsah Al, vyšší než 50 %. P i obsahu Al nad 65 až 70 % povlaky ztrácejí tvrdost a ot ruvzdornost. Povlak je vhodný pro obráb ní materiál vyšších pevností p i vyšších ezných rychlostech. Vlastnosti TiAlN ho iní vhodným pro obráb ní 17

18 za vysokých teplot s minimálním použitím ezné kapaliny nebo i za sucha. Dob e se s ním obrábí Ti, Al a Ni slitiny, legované a nerezové oceli nebo litiny [5,6,16,17,18] TiAlSiN Si jako p ísada v TiAlN povlacích zvyšuje tvrdost a odolnost proti chemickým reakcím. Tvrdost se m že pohybovat okolo 4500 HV a maximální provozní teplota až 1200 C. T chto vysokých hodnot lze dosáhnout práv díky p ítomnosti k emíku ve struktu e, který podporuje vznik nanokompozitního povlaku. Zvýšená chemická inertnost je vhodná pro vysokorychlostní obráb ní tvrdých abrazivních materiál za sucha nebo s minimem ezné kapaliny. Amorfní matrice z nitridu k emíku brání r stu nanokrystalických zrn TiAlN a tvrdost tak z stává velmi vysoká [1,6,12]. Obr.2.1 Schéma nanokompozitní struktury povlaku nc-ti 1-x Al x N/a-Si 3 N 4 [6] CrN Tento kovov st íbrný povlak v porovnání s TiN povlaky vyniká korozní odolností, nižším koeficientem t ení a také nižším zbytkovým nap tím. Není tak tvrdý jako TiN, tvrdost dosahuje 1700 až 2100 HV, ale snese teploty až 700 C. Má výbornou p ilnavost k podkladu. Používá se k obráb ní materiál z Cu, slitin Al a jiných neželezných slitin [17,18]. 18
19 2.1.8 ZrN Vlastnosti povlak ZrN jsou velmi podobné povlak m z TiN. Tvrdost vrstvy se pohybuje kolem 2400 HV, maximální provozní teplota je 550 C a povlak má dobrou odolnost proti opot ebení. Jeho barva je velmi podobná zlatu. Pomáhá redukovat tvorbu nár stk na b itech p i obráb ní Ti nebo Al slitin s Mg [5,12]. 2.2 Vliv p ítomnosti prvk na vlastnosti Cr/Y zlepšují korozní a oxida ní odolnost TiAlN povlak. Y mimo to napomáhá ke zjem ování zrna a díky tomu v povlacích vznikají nižší zbytková nap tí. Chrom u t chto povlak zlepšuje odolnost proti abrazivnímu ot ru a také tepelnou odolnost [1]. V - v m ížce TiN zvyšuje tvrdost, ovšem v tší množství vanadu snižuje houževnatost povlaku. Dosažení jeho optimálního množství je d ležité pro aplikace s vyššími nároky na odolnost proti opot ebení [1]. B - v povlacích s TiAl zlepšuje odolnost proti abrazivnímu opot ebení. Tvorba kubického nitridu boru ve struktu e TiN snižuje t ení a zvyšuje tvrdost povlaku. V m ížce TiAlN zlepšuje ezný výkon [1]. 2.3 Vliv struktury a tlouš ky vrstev na vlastnosti povlak Vývojové stupn povlakovaných slinutých karbid Povlak první generace byl jednovrstvý, p evážn z TiC, silný p ibližn 6 m a vyzna oval se špatnou soudržností s podkladem. P i obráb ní se povlak za al z nástroje odlupovat velmi brzy. Povlaky druhé generace byly také pouze jednovrstvé z materiál TiC, TiN, TiCN s tlouš kou 7 až 10 m, ale s menším nebezpe ím odloupnutí. Teprve se t etí generací p išly vícevrstvé povlaky s minimáln dv ma vrstvami a ost e ohrani enými p echody mezi nimi. Jako první jsou obvykle naneseny adhezní vrstvy mající nižší odolnost proti opot ebení v porovnání s vrstvami vrchními. Hlavními požadavky na vrchní vrstvy jsou vysoká tvrdost, odolnost proti opot ebení a oxidaci za vysokých teplot. tvrtá generace p inesla speciální vícevrstvé multivrstvé povlaky [1]. 19

![Ovšem v p ípad povlak s vyšším obsahem hliníku by adhezní vrstva m la být použita [19].](/docs-images/91/106393215/images/20-1.jpg "Gradientní vrstvy v tomto druhu vrstev se pr b žn m ní jejich složení sm rem od substrátu tak, aby bylo dosaženo nejvyšší tvrdosti na povrchu vrstvy.")
20 2.3.2 Druhy vrstev Z d vodu zvýšených požadavk na tepelnou a chemickou stabilitu byly vyvinuty strukturované vrstvy, což umožnilo zlepšit jejich fyzikáln -chemické vlastnosti. Strukturované vrstvy lze rozd lit na: Monovrstvy lze je vytvá et i bez podkladové vrstvy. Výhodou toho je rychlost depozice, v jejímž pr b hu jsou všechny targety stejné. Ovšem v p ípad povlak s vyšším obsahem hliníku by adhezní vrstva m la být použita [19]. Gradientní vrstvy v tomto druhu vrstev se pr b žn m ní jejich složení sm rem od substrátu tak, aby bylo dosaženo nejvyšší tvrdosti na povrchu vrstvy. V p ípad vrstev z TiAlN se sm rem k povrchu zvyšuje obsah hliníku. To zajistí vyšší oxida ní odolnost a zárove dosta ující tvrdost vrstvy [9,19]. Obr.2.2 Gradientní povlak TiAlN [39] Multivrstvy jsou složené z více než deseti vrstev a mezivrstev s r zn výraznými p echody. Velkou p edností multivrstvé struktury je odklán ní a zpomalování ší ení trhlin od povrchu k substrátu a zvýšená houževnatost, proto jsou obvykle využívány p i vysokém dynamickém zatížení. Multivrstvy lze vytvá et ve v tších tlouš kách oproti monovrstvám [9,19,20,22]. Obr.2.3 Multivrstvý povlak [21] 20

, které slouží jako bariéra proti ší ení poruch a díky tomu je tvrdost nanokompozitních vrstev vysoká.")
21 Obr.2.4 Vliv multivrstvého povlaku na ší ení trhlin [1] Nanokompozitní vrstvy vytvá í se ze dvou a více vzájemn nerozpustných složek, z nichž minimáln jedna musí být krystalická, p i emž monokrystaly jsou menší než 10 nm. Nanokrystaly zakotvené v amorfní matrici mají velmi tenké mezikrystalické hranice (pod 1 nm), které slouží jako bariéra proti ší ení poruch a díky tomu je tvrdost nanokompozitních vrstev vysoká. Zárove jsou termodynamicky stabilní a nedochází v nich k r stu zrn p i vyšších teplotách [1,9,20]. Obr.2.5 Nanokompozitní struktura povlaku nc-ti 1-x Al x N/a-Si 3 N 4 [40] Nanovrstvy (superm ížky) v zásad jde o multivrstvé systémy složené z velmi tenkých vrstev, jejichž tlouš ka rozhoduje o výsledných vlastnostech a optimáln se pohybuje mezi 3 a 10 nm v závislosti na složení povlaku. Za podmínky, že jsou rozhraní mezi nanovrstvami dostate n ostrá, lze najít takovou superm ížkovou periodu st ídání vrstev, p i které se tvrdost výrazn zvýší [9,20,22]. 21
![Obr.2.6 Nanovrstevný povlak [20] Kombinace nanovrstev a nanokompozit spojuje výhody obou nano struktur. Obr.2.7 Povlak kombinovaný z nanokompozit a nanovrstev [20] TripleCoatings v sou asnosti jsou vrcholem technologie PVD povlakování.](/docs-images/91/106393215/images/22-0.jpg "Struktura základních variant t chto povlak je tvo ena adhezní vrstvou TiN nebo CrN o p ibližné tlouš ce 200nm.")
 je extrémn tvrdá za tepla a vysoce odolná proti abrazivnímu opot ebení [11]. 22")
22 Obr.2.6 Nanovrstevný povlak [20] Kombinace nanovrstev a nanokompozit spojuje výhody obou nano struktur. Obr.2.7 Povlak kombinovaný z nanokompozit a nanovrstev [20] TripleCoatings v sou asnosti jsou vrcholem technologie PVD povlakování. Struktura základních variant t chto povlak je tvo ena adhezní vrstvou TiN nebo CrN o p ibližné tlouš ce 200nm. Prost ední houževnatá vrstva je obvykle vyrobena z materiál AlTiN, AlCrN, AlTiCrN jako monovrstva, gradientní vrstva, multivrstva nebo nanovrstva. Povrchová nanokompozitní vrstva (TiAlSiN nebo CrAlSiN) je extrémn tvrdá za tepla a vysoce odolná proti abrazivnímu opot ebení [11]. 22
![Obr.2.8 Struktura TripleCoatings [20] TripleCoatings jsou ur eny p edevším pro velmi náro né aplikace.](/docs-images/91/106393215/images/23-0.jpg "R zné verze i modifikace povlaku jsou vhodné nap íklad pro obráb ní superslitin, abrazivních materiál za sucha, vysokorychlostní obráb ní, ale i univerzální použití.")
23 Obr.2.8 Struktura TripleCoatings [20] TripleCoatings jsou ur eny p edevším pro velmi náro né aplikace. R zné verze i modifikace povlaku jsou vhodné nap íklad pro obráb ní superslitin, abrazivních materiál za sucha, vysokorychlostní obráb ní, ale i univerzální použití. P i soustružení p ekonávají i povlaky s vrstvou Al 2 O 3. Pro frézování jsou vhodné TripleCoatings na bázi chromu. Trojitá struktura umož uje vytvo it povlak o v tší tlouš ce, což je velmi výhodné p i vrtání. Jsou použitelné pro r zné ú ely, ovšem nejlepších výsledk je s nimi dosahováno v oblasti vysoko-výkonnostního obráb ní [11,19,23] Tlouš ka vrstev Tlouš ka je jednou ze základních vlastností povlak ezných nástroj, která ovliv uje krom trvanlivosti nástroje také ezné síly v pr b hu obráb ní. Je d ležité, aby se tlouš ka zvolila p esn podle nárok dané aplikace, pro kterou je povlak navrhován [1]. Tlouš ka vrstvy na b itu nástroje a plochách se zna n odlišuje. V praxi jsou používány povlaky v p ibližném rozsahu 2 až 12 m. HUMÁR [1] jako p íklad uvádí, že optimální tlouš ka povlak na závitnících bývá kolem 1 až 2 m, zatímco na odvalovacích frézách i 8 m. Jen ve zvláštních p ípadech se použijí vrstvy siln jší než 12 m [1,2,8]. Velmi tlusté vrstvy totiž zhoršují výkonnost b itových desti ek. S rostoucí tlouš kou vrstvy nar stá její odolnost proti opot ebení, ale zárove se zvýší k ehkost a vrtsva se snadn ji odlupuje. V p ípadech, kdy je b it namáhán rázy, dochází u povlak v tších tloušt k k mikrovydrolování. Z tohoto d vodu se pro frézování hodí tenké povlaky s dobrou houževnatostí vytvo ené PVD technologií. Tlouš ka povlaku neovliv uje zbytkové nap tí vzniklé p i povlakování [1]. 23
24 3 Metody charakterizace vlastností a zkoušení povlak Základní vlastnosti povlak porovnávaných v této bakalá ské práci byly vyhodnoceny následujícími metodami: tlouš ka sv telnou mikroskopií, složení vrstev skenovací elektronovou mikroskopií, adheze povlaku vrypovou zkouškou a tvrdost m ením Vickersovou metodou. Náchylnost k ší ení teplotních trhlin se zjistila eznou zkouškou. Trvanlivost a ezivost VBD byla ur ena dlouhodobou zkouškou trvanlivosti. 3.1 Sv telná mikroskopie Sv tlo lze popsat vlnovým modelem popisujícím sv tlo jako vln ní, kvantovým modelem popisujícím jej jako proud foton a geometrickým modelem využívajícím pojem sv telný paprsek. Paprsek se homogenním prost edím ší í p ímo a e a v nehomogenním prost edí dochází k jeho lomu, odrazu, ohybu nebo absorpci [24]. Mikroskop je složen z mechanické ásti (podstavec, stojan a stolek s k ížovým posunem), osv tlovací ásti (zdroj sv tla, kondenzor, clona) a optické ásti (objektivy a okuláry). Objektiv mikroskopu se skládá z o ek. Na rozhraní o ky a prost edí se sv tlo láme. Ostrý obraz vzniká ší ením sv telných paprsk z ur itého bodu p edm tu r znými sm ry. Paprsky dopadnou na o ku a sbíhají se do jednoho bodu v obrazové rovin. o ky objektivu vytvá í skute ný p evrácený obraz objektu, jež se promítá mezi ohnisko okuláru a okulár. Okulárem tento obraz pozorujeme jako pod lupou a vidíme zdánlivý zv tšený obraz [24]. Minimální vzdálenost dvou ješt rozlišitelných bod nazýváme rozlišovací schopnost mikroskopu. Je dána zá ením a vlastnostmi objektivu. Platí, že nelze rozlišit body, jejichž vzdálenost je menší než polovina vlnové délky zá ení. Zv tšení mikroskopu je násobkem zv tšení objektivu a okuláru [24]. V experimentální ásti byl pro m ení tlouš ky povlak vzork použit p evrácený mikroskop Le Chatelierova uspo ádání. Vzorky se umís ují na stolek m enou rovinou kolmo na optickou osu. Výhodou uspo ádání je snadn jší zaost ování a vým na vzorku [25]. 24
![Obr.3.1 Schéma mikroskopu Le Chatelierova uspo ádání [25] 3.2 Skenovací elektronová mikroskopie Skenovací elektronový mikroskop (SEM) lze analogicky p irovnat ke sv telnému mikroskopu.](/docs-images/91/106393215/images/25-0.jpg "Na rozdíl od n ho je ale výsledný obraz tvo en pomocí odražených nebo sekundárních elektron. Primární svazek elektron urychlený magnetickými o kami se pohybuje jen po ur ité ploše preparátu.")

25 Obr.3.1 Schéma mikroskopu Le Chatelierova uspo ádání [25] 3.2 Skenovací elektronová mikroskopie Skenovací elektronový mikroskop (SEM) lze analogicky p irovnat ke sv telnému mikroskopu. Na rozdíl od n ho je ale výsledný obraz tvo en pomocí odražených nebo sekundárních elektron. Primární svazek elektron urychlený magnetickými o kami se pohybuje jen po ur ité ploše preparátu. Rozlišovací schopnost elektronových mikroskop je v ádu desítek nm a lze jimi pozorovat i v tší makromolekuly. To je umožn no velmi krátkou vlnovou délkou, kterou má urychlený elektron. SEM mají velkou hloubku ostrosti tlouš ka vrstvy, ve které jsou p edm ty zobrazeny ost e. Mimo tuto vrstvu se p edm ty nezobrazují, nebo je vidíme rozost en. Jednou z výhod SEM je, že v komo e p i vzájemné interakci urychlených elektron se vzorkem vzniká nap íklad rentgenové zá ení, které m že poskytnout další informace o vzorku [26,27,28,29]. SEM využívají dva základní druhy detektor elektronu. Detektory sekundárních elektron (SE) lze vytvo it snímky povrchu p edm tu o vysokém rozlišení, které odhalují detaily menší než 1 nm a poskytují lepší informace o topografii povrchu. Detektory odražených elektron (BSE) umož ují vytvá et šedoškálové snímky materiál s vysokým kontrastem mezi jednotlivými fázemi. Metoda je vhodná p i snímání rovných lešt ných povrch [32,41]. Chemické složení je možné zjistit tzv. energiov -disperzní spektroskopickou analýzou (EDS analýza), jejímž principem je m ení rentgenového zá ení vzniklého d sledkem kolize urychleného primárního elektronu s elektronem prvku, který je tak vyražen ze své 25
26 pozice. Vyražený elektron je následn nahrazen elektronem s v tší energií a ten p i zm n energetické hladiny emituje rentgenové zá ení. Prvek a jeho množství m žeme stanovit podle zachycené energie rentgenového zá ení. Oblast m ení p i EDS analýze je 1 až 3 m, proto vyšší drsnost nebo heterogenita povrchu nevadí [26,27,28,29]. 3.3 M ení tvrdosti podle Vickerse Do materiálu se vtla uje diamantové t leso ve tvaru pravidelného ty bokého jehlanu se tvercovou základnou a vrcholovým úhlem 136. Mezi podmínky provedení zkoušky pat í zvolené zatížení podle tabulky. 3.1 [42]. Tab.3.1 Rozd lení Vickersovy metody podle zatížení [42] Ozna ení Zna ení tvrdosti Zkušební zatížení [N] Zkouška tvrdosti HV 5 HV ,03 980,7 Zkouška tvrdosti p i nízkém zatížení HV 0,2 < HV 5 1,961 < 49,07 Zkouška mikrotvrdosti < HV 0,2 < 1,961 Vzorek musí být istý a položený na tuhé podložce tak, aby se v pr b hu zkoušky nepohnul. Zatížení sm uje kolmo k povrchu vzorku a t lísko se vtla uje bez ráz a chv ní [42]. Tvrdost podle Vickerse je vyjád ena bezrozm rn a ur í se jako pom r zkušebního zatížení k ploše povrchu vtisku podle následujícího vzorce [42]. F zkušební zatížení v N d aritmetický pr m r délek úhlop í ek d 1, d 2 v mm 26
![Obr.3.2 Schéma vtisku [30] 3.](/docs-images/91/106393215/images/27-0.jpg "4 Vrypová zkouška scratch test Adheze povlaku neboli p ilnavost je vlastnost závisející na jeho tlouš ce, materiálu substrátu i samotného povlaku a také na istot povrchu daného substrátu.")
27 Obr.3.2 Schéma vtisku [30] 3.4 Vrypová zkouška scratch test Adheze povlaku neboli p ilnavost je vlastnost závisející na jeho tlouš ce, materiálu substrátu i samotného povlaku a také na istot povrchu daného substrátu. Pro vyhodnocování adheze povlaku k substrátu se b žn používá metoda scratch-test. Principem testu je posouvání diamantového kužele Rockwellova hrotu po povlaku a jeho zat žování konstantní nebo zvyšující se silou v rozsahu 0 až 200 N. Rockwell v indentor má vrcholový úhel 120 a polom r zaoblení špi ky 0,2 mm. Použití této metody je doporu eno pouze pro vrstvy o tlouš ce mezi 0,1 a 30 m [1,8,31]. V oblasti kolem indentoru je do povlaku p eneseno velké množství deforma ní práce. Jsou zde t i druhy složek nap tí, a to elasticko-plastické vnikací nap tí, nap tí vyvolané tangenciální t ecí silou a vnit ní nap tí materiálu povlaku. K destrukci dochází postupn tak, že se nejprve objeví vlasové trhlinky uvnit vrypu, následn odprýskávání a vydrolování povlaku na okraji vrypu, nakonec m že dojít k celkovému odd lení povlaku [1]. Kritickou hodnotu zát žné síly p i odtržení vrstvy m žeme zjistit detekováním zvýšené akustické emise nebo pomocí mikroskopu, kterým zjistíme vzdálenost místa odtržení povlaku od místa za átku m ení. Následn podle závislosti dráhy hrotu na zát ži m žeme tuto kritickou hodnotu stanovit [1]. 27
![Obr.3.3 Princip vrypové zkoušky [1] Obr.3.4 Stopy vrypu a poškození [1] 3.](/docs-images/91/106393215/images/28-0.jpg "5 Opot ebení, trvanlivost a ezivost nástroje V pr b hu obráb ní je materiál b itu namáhán tepelným zatížením a p i obráb ní p erušovaným ezem je toto namáhání dynamické.")

28 Obr.3.3 Princip vrypové zkoušky [1] Obr.3.4 Stopy vrypu a poškození [1] 3.5 Opot ebení, trvanlivost a ezivost nástroje V pr b hu obráb ní je materiál b itu namáhán tepelným zatížením a p i obráb ní p erušovaným ezem je toto namáhání dynamické. istý kovový povrch obrobku vzniklý p i vysokém tlaku a teplotách je náchylný k chemickým reakcím nebo difúzním proces m. ástice i vm stky v obráb ném materiálu s vysokou tvrdostí zp sobují abrazivní a brousící efekt. Opot ebení tedy vzniká kombinací faktor, z nichž nejd ležit jší je mechanický, tepelný, chemický a abrazivní. Jejich p sobením vznikají základní mechanismy opot ebení, mezi n ž pat í abraze, adheze, difúze, oxidace, plastická deformace i k ehký lom. Opot ebení lze vyhodnotit m ením a kontrolou trvanlivosti. Na obrázku. 3.5 jsou klasifikovány nejd ležit jších typ opot ebení [2,36,37]. 28
29 Obr.3.5 Klasifikace typ opot ebení [37] Trvanlivost je ur ená jako sou et istých as ezání od za átku obráb ní do té doby, kdy b it p estává plnit ur ené úkoly. To lze poznat na tvaru a rozm rech obrobku, jakosti obrobené plochy a také na opot ebení nástroje. B it se vym uje p ed vynuceným p erušením operace, nebo by mohlo dojít i ke vzniku zmetk v d sledku lomu b itu. Trvanlivost tedy závisí na opot ebení, ne na lomu. Stanovení kritérií trvanlivosti je ovlivn no také druhem operace, kdy nap íklad u hrubovacích operací se toleruje v tší opot ebení a trvanlivost závisí na kontrolovatelném odchodu t ísky nebo na hrozb rizika náhlého lomu. Trvanlivost je zna ena T a uvádí se v minutách. P i dlouhodobých zkouškách trvanlivosti jsou podmínky blízké reálnému procesu obráb ní [2,33,36]. ezivost je vlastnost umož ující nástroji efektivn odebírat t ísku. Závisí na faktorech, mezi n ž pat í fyzikální a mechanické vlastnosti nástroje, jeho geometrie, ezné podmínky a prost edí i obráb ný materiál. Kritériem hodnocení je závislost T-v c [36]. 3.6 Teplotní trhliny Teplotní trhliny jsou typem opot ebení, které vzniká v d sledku nadm rných výkyv teplot tepelným šokem, a to p i obráb ní s p erušovaným ezem, p ípadn p ivád ním nestejnom rného množství kapaliny. Trhliny jsou malé a vznikají kolmo na eznou hranu. Mezi trhlinami m že docházet k vydrolování ezné hrany (vylamování malých áste ek), což vede až k náhlému lomu b itu [2,37]. 29
 a s")
30 4 Experimentální ást 4.1 Charakterizace substrátu SK, povlak, VBD a nástroj Substrát Substrát VBD je tvo en ze st edo-jemnozrnného karbidu wolframu s malým obsahem kubických karbid obsahujících tantal a niob (1,5 %) a s relativn vysokým obsahem kobaltové pojící fáze (10,2 %). Tvrdost samotného substrátu iní 1310 HV a Palmqvistova houževnatost 1950 N/mm 2. Povlaky Vzorek. 1 - TiN + monovrstva TiAlSiN + TiN Vzorek. 2 - TiN + nanovrstvy TiAlN + AlTiN Vzorek. 3 - TiN + nanovrstvy AlTiN + TiN VBD Tabulka. 4.1 a obrázek. 4.1 uvádí typy a rozm ry VBD použitých p i zkouškách ší ení teplotních trhlin a trvanlivosti. Tab.4.1 Typy a rozm ry VBD Zkouška Typ Rozm ry l = d 12,7 mm M ení tlouš ky SNMA d 1 5,16 mm s 4,76 mm Zkouška ší ení teplotních l = d 12,7 mm trhlin a dlouhodobá SPKN 1203EDER s 3,18 mm zkouška trvanlivosti m 0,88 mm Obr.4.1 Použité VBD [35,43] 30
31 Nástroje Tab.4.2 Použité nástroje Zkouška Zkouška ší ení teplotních trhlin Nástroj 100B07R-W75SP12D Dlouhodobá zkouška trvanlivosti 125B09R-W75SP12D 4.2 M ení tlouš ky Výbrus vym nitelných b itových desti ek Vzorky byly nejprve broušeny na diamantovém kotou i o zrnitosti 250 m p i otá kách 200 min -1 po dobu 3 min, poté na litinovém kotou i s diamantovým práškem o zrnitosti 15 m a s petrolejem p i otá kách 400 min -1 po dobu 10 min. Následn byly vzorky lešt ny na kotou i TexMet s diamantovým práškem o zrnitosti 7 m p i otá kách 400 min-1 po dobu 10 min a nakonec byly dolešt ny na kotou i TexMet s diamantovým práškem o zrnitosti 1 m p i otá kách 400 min -1 po dobu 10 min. P i všech krocích byl použit p ítlak 70 bar a vzorky byly chlazeny vodou. Mezi jednotlivými kroky byly vzorky o išt ny kartá em a omyty horkou vodou, na záv r byly o išt ny benzínem Popis m ení Vzorky byly m eny na optickém mikroskopu Neophot 30 p i zv tšení 1000x. P ed vlastním m ením byl povrch vzork o išt n benzínem. Obraz z mikroskopu by pomocí kamery nasnímán do po íta e, kde byla pomocí softwaru QickPhoto zm ena tlouš ka povlak. Tlouš ka jednotlivých povlak byla m ena na šesti místech ezné hrany (viz obrázek. 4.2) - na obou špi kách desti ky a v polovin ezné hrany, a to na ele i na dosedací ploše, pro zjist ní rovnom rnosti nanesení povlaku na desti ce. V tabulce. 4.3 jsou shrnuty nam ené hodnoty a na obrázcích. 4.3 a. 4.4 jsou uvedeny n které snímky použité k m ení. 31


32 Obr.4.2 Místa m ení tlouš ky Výsledky m ení Tab.4.3 Nam ené hodnoty Pozice elo kraj 1 elo st ed elo kraj 2 dosedací plocha kraj 1 dosedací plocha st ed dosedací plocha kraj 2 Nam ené hodnoty [ m] vzorek.1 vzorek.2 vzorek.3 TiAlSiN TiN+ TiN+ TiN+ TiAlN+ TiAlSiN+ TiAlN+ TiAlN TiAlN+ AlTiN TiN AlTiN TiN 4,0 6,0 6,2 6,6 7,6 8,7 1,1 1,6 2,5 2,7 2,9 3,4 4,2 6,2 6,3 6,7 7,7 8,8 4,3 6,3 6,2 6,5 7,5 8,6 1,2 1,7 2,6 2,8 3,0 3,5 4,1 6,1 6,4 6,8 7,6 8,9 Obr.4.3 Vzorek. 1: elo kraj 1 32
![Obr.4.4 Vzorek. 2: elo kraj 1 vzorek Tab.4.4 Aritmetické pr m ry hodnot tloušt k 1. 2. 3. 4. 5. 6. elo-kraj dosedací-kraj kraj elo-st ed dosedací-st ed st ed Tlouš ka bez TiN vrstev [ m].](/docs-images/91/106393215/images/33-0.jpg "1 4,1 4,2 4,15 1,1 1,2 1,15. 2 6,25 6,3 6,28 2,5 2,6 2,55. 3 7,65 7,55 7,6 2,9 3 2,95 Celková tlouš ka (s TiN) [ m]. 1 6,1 6,2 6,15 1,6 1,7 1,65. 2 6,65 6,65 6,65 2,7 2,8 2,75.")
33 Obr.4.4 Vzorek. 2: elo kraj 1 vzorek Tab.4.4 Aritmetické pr m ry hodnot tloušt k elo-kraj dosedací-kraj kraj elo-st ed dosedací-st ed st ed Tlouš ka bez TiN vrstev [ m]. 1 4,1 4,2 4,15 1,1 1,2 1, ,25 6,3 6,28 2,5 2,6 2, ,65 7,55 7,6 2,9 3 2,95 Celková tlouš ka (s TiN) [ m]. 1 6,1 6,2 6,15 1,6 1,7 1, ,65 6,65 6,65 2,7 2,8 2, ,75 8,75 8,75 3,4 3,5 3,45 sloupec aritmetický pr m r z obou hodnot pro tlouš ky na kraji na ele sloupec aritmetický pr m r z obou hodnot pro tlouš ky na kraji dosedací ploše sloupec aritmetický pr m r pro hodnoty ve sloupci 1. a 2. sloupec hodnota tlouš ky na st edu na ele sloupec hodnota tlouš ky na st edu na dosedací ploše sloupec aritmetický pr m r pro hodnoty ve sloupci 4. a 5. Tab.4.5 Porovnání tloušt k kraj a st ed Pom r tlouš ka na krajích : tlouš ce uprost ed Vzorek bez TiN 3,61 2,46 2,58 s TiN 3,73 2,42 2,53 33


34 4.3 Analýza chemického složení Popis analýzy Složení povlak bylo stanoveno prvkovou analýzou pomocí EDX analyzátoru. Snímky vzork byly po ízeny skenovacím elektronovým mikroskopem MIRA3 LMH firmy Tescan. Mikroskop je vybaven autoemisní katodou ur enou pro snímání preparát ve vysokém rozlišení. Vzorky byly snímány p i zv tšení 7590x, pracovní vzdálenosti p ibližn 8 mm a urychlovacím nap tí elektronového svazku 5 kv. Obraz byl získán pomocí detektoru sekundárních elektron a detektoru odražených elektron Výsledky analýzy Jako p íklad je na obrázku. 4.5 uveden pouze snímek vzorku. 2, na kterém se provedla prvková EDX analýza dvou vrstev, a to prost ední tvo ené TiAlN nanovrstvami a povrchové AlTiN. U ostatních vzork byla zanalyzována jedna vrstva (vzorek. 1 monovrstevný povlak TiAlSiN, vzorek. 3 povlak AlTiN tvo ený nanovrstvami). Obr.4.5 STM snímek vzorku. 2 34
35 Vzorek. 1 povlak je tvo en podkladovou a povrchovou vrstvou TiN, mezi nimiž je monovrstevný povlak TiAlSiN. Monovrstva obsahuje v tší množství titanu, než hliníku. Jejich procentuální pom r je 22,3 % ku 14,6 %. K emík tvo í 2,9 % této vrstvy. Vzorek. 2 vícevrstvý povlak TiAlN tvo ený nanovrstvami je složen z 22,3 % z titanu a 18,6 % z hliníku. V povrchové vrstv AlTiN naopak p evažuje hliník nad titanem v pom ru 26,2 % ku 13,2 %. Vzorek. 3 ve vícevrstvém povlaku AlTiN tvo ém nanovrstvami má v tší zastoupení hliník s 21,9 %. Titan tvo í 17,3 % vrstvy. 4.4 M ení tvrdosti podle Vickerse Popis m ení Tvrdost byla m ena na tvrdom ru firmy Frank s diamantovým t lesem ve tvaru pravidelného ty bokého jehlanu se tvercovou základnou a vrcholovým úhlem 136, p i zatížení 294 N a délce vtisku 10 s. Všechny vzorky byly m eny t ikrát. P i zvoleném zatížení jsou výsledky m ení ovlivn ny substrátem a neudávají vlastní tvrdost povlakového systému, pro vzájemné porovnání povlak je ale toto zatížení dosta ující. M ený vzorek se položil na stolek m idla. Po provedení vtisku a odleh ení zkušebního zatížení se v okuláru p ístroje vyhledal vtisk a byly zm eny ob jeho úhlop í ky podle rysek v okuláru. Nejdelší ryska se nastavila poto ením okuláru a ovládacími prvky do polohy, ve které procházela dv ma protilehlými vrcholy vtisku. Zbylé dv pohyblivé rysky, které jsou na první rysku kolmé, se nastavily tak, aby každá z nich procházela jedním vrcholem. Délka úhlop í ky byla vyhodnocena elektronicky a po zopakování postupu na druhé úhlop í ce se ur il aritmetický pr m r délek. Obr.4.6 Schéma nastavení rysek okuláru tvrdom ru 35
36 4.4.2 Výsledky m ení Tab.4.6 Nam ené hodnoty úhlop í ek a výsledná tvrdost vzorek m ení d [ m] pr m rné HV 30 d [ m] , ,6 146, , , ,9 138, , , ,1 134, ,6 4.5 Adheze Popis zkoušky Scratch test byl proveden na scratch testeru firmy MEZ Náchod. Vzorky se zat žovaly lineárn rostoucí silou od 10 do 80 N. Jako kritérium pro porovnání povlak byla zvolena kritická síla p i po átku pravidelného odlupování povlaku v celé ší ce stopy vrypu. Snímky vryp použité pro vyhodnocení zkoušky (viz obrázek. 4.7) byly foceny na SEM po ástech tak, aby se jednotlivé ásti p ekrývaly, a následn byly spojeny do jednoho snímku v programu GIMP. 36

37 4.5.2 Výsledky zkoušky Vzorek. 1 k pravidelnému odtržení v celé ší ce vrypu za alo docházek p i 67 N. Vzorek. 2 kritické zatížení u tohoto povlaku bylo nejmenší, 59 N. Vzorek. 3 p i scratch-testu nedošlo k odloupnutí v celé ší ce vrypu. Obr.4.7 Vrypy 37
38 4.6 Zkouška ší ení teplotních trhlin ezné podmínky V pr b hu zkoušky byly použity dv ezné hrany vym nitelné b itové desti ky. Na první ezné hran byl proveden jeden pr jezd a na druhé pr jezdy dva. Tab.4.7 ezné podmínky zkoušky ší ení teplotních trhlin Stroj vertikální obráb cí centrum MCV 1270 zna ky MAS Materiál tvrdost materiálu HB skupina P Chlazení ezná kapalina sm rována na výstup desti ky z materiálu Operace nesousledné rovinné frézování r 70 v c 420 m/min z 1 f z 0,1 mm/z n 1319 ot/min a p 2,5 mm 1 pr jezd po et ráz na 1 zub 3300 istý as obráb ní 2,5 min 2 pr jezdy po et ráz na 1 zub 6600 istý as obráb ní 5 min Z d vodu pot eby v tšího tepelného šoku VBD a rychlejšího ší ení teplotní trhlin byly ezné podmínky zvoleny zám rn náro né a s chlazením eznou kapalinou. 38




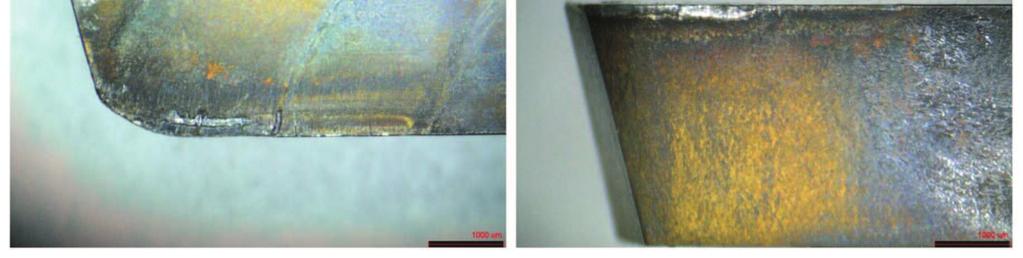
39 4.6.2 Snímky teplotních trhlin Obr.4.8 Snímky teplotních trhlin na vzorku. 1 Obr.4.9 Snímky teplotních trhlin na vzorku. 2 39



40 Obr.4.10 Snímky teplotních trhlin na vzorku. 3 U vzork. 1 a 2 je opot ebení po jednom pr jezdu v tší, než po dvou pr jezdech. U vzorku. 2 dokonce došlo k náhlému lomu b itu. To je zap í in no odchylkami v procesu výroby (substrátu i povlaku) a zkoušce. 40
41 4.7 Dlouhodobá zkouška trvanlivosti Podmínky zkoušky Tab.4.8 Podmínky dlouhodobé zkoušky trvanlivosti ezné podmínky Stroj stolová frézka FCV ; C45 Materiál tvrdost materiálu 200 HB skupina P ez. rychlost v c 260 m/min Hloubka ezu a p 2 mm Otá ky n 662 ot/min Ší ka fréz. plochy a e 100 mm Posuv na zub f z 0,2 mm/z Po et záb r i 1x Po et zub z 1 Délka záb ru l 800 mm Posuv f min 132 mm/min as jednoho záb ru 6 min Povrchová k ra ne Chladicí kapalina ne P erušovaný ez ne Tuhost soustavy Stroj-Nástroj-Obrobek Nam ené hodnoty opot ebení Obr.4.11 Typy a oblasti opot ebení nástroj na h bet [34] 41


42 VB B opot ebení na boku VB C opot ebení na rohu VB N velikost vrubu na boku (ve vzdálenosti a p od špi ky nástroje) VB2 opot ebení na rohu vedlejšího ost í Vzorek Tab.4.9 Nam ené hodnoty velikosti opot ebení v ase Kritéria opot ebení VB B =0,2; VB C =0,4 asové rozvržení [min] Zkouška Kritérium VB B [mm] 0,068 0,116 0,136 0,192 0,457 VB C [mm] 0,064 0,075 0,076 0,126 0,156 VB B [mm] 0,070 0,120 0,143 0,188 0,335 VB C [mm] 0,066 0,078 0,090 0,159 0,227 VB B [mm] 0,066 0,114 0,129 0,155 0,175 0,200 VB C [mm] 0,063 0,070 0,088 0,120 0,147 0,158 VB B [mm] 0,071 0,112 0,130 0,160 0,180 0,254 VB C [mm] 0,065 0,070 0,090 0,124 0,142 0,166 VB B [mm] 0,073 0,112 0,138 0,151 0,165 0,192 0,205 VB C [mm] 0,060 0,068 0,094 0, ,154 0,160 VB B [mm] 0,069 0,108 0,132 0,149 0,173 0,197 0,219 VB C [mm] 0,064 0,064 0,095 0,125 0,145 0,159 0,170 Obr.4.12 Opot ebení vzorku. 1 po 60 minutách 42


 a po")

 43")
43 Obr.4.13 Opot ebení vzorku. 2 po 60 minutách (naho e) a po 72 minutách (dole) Obr.4.14 Opot ebení vzorku. 3 po 60 minutách (naho e) a po 78 minutách (dole) 43
44 4.7.3 Trvanlivost a ezivost Tab.4.10 Výsledné hodnoty trvanlivosti a ezivosti Vzorek Zkouška Trvanlivost [min] 1 51,0 2 54,0 1 72,0 2 64,4 1 75,7 2 72,8 Pr m rná trvanlivost [min] ezivost Rozptyl 52,5 71% 2,9 % 68,2 92% 5,6 % 74,3 100 % 2,0 % Výsledné hodnoty trvanlivosti každého vzorku byly ur eny z lineární závislosti opot ebení na ase mezi posledními dv ma m enými hodnotami, viz tabulka. 4.9 v p edcházející podkapitole. Zkoušky se vždy d lají se dv ma desti kami z d vodu možných odchylek ve zkoušce, výrob i obráb ném materiálu. Rozptyl slouží ke zjišt ní opakovatelnosti metody s daným vzorkem. Po ítá se podle následujícího vzorce. T 1 trvanlivost první zkoušky T 2 trvanlivost druhé zkoušky T [min] ,5 Trvanlivost 68,2 74,3 Vzorek. 1 Vzorek. 2 Vzorek. 3 Obr.4.15 Grafické porovnání trvanlivosti jednotlivých vzork 44
45 ezivost K [%] Vzorek. 1 Vzorek. 2 Vzorek. 3 0 Obr.4.16 Grafické porovnání ezivosti jednotlivých vzork VB B (VBb) - T 0,5 VB B (VBb) [mm] 0,45 0,4 0,35 0,3 0,25 0,2 Vzorek. 1 - Zkouška 1 Vzorek. 1 - Zkouška 2 Vzorek. 2 - Zkouška 1 Vzorek. 2 - Zkouška 2 Vzorek. 3 - Zkouška 1 Vzorek. 3 - Zkouška 2 0,15 0,1 0, T [min] Obr.4.17 Graf závislosti opot ebení VB B na ase 45
46 5 Záv r Na základ provedených m ení a test se dosp lo k následujícím záv r m: Vyhodnocení tlouš ky a rovnom rnosti povlak Celkov nejsiln jší povlak na krajích i uprost ed má vzorek. 3 a nejslabší vzorek. 1. Pr m rné hodnoty tlouš ky povlak na krajích i st edech dosedacích ploch všech vzork se od pr m rných hodnot na elech liší maximáln o 0,1 m. Pom r tlouš ky povlaku n krajích k tlouš ce povlaku uprost ed ela i dosedací plochy je nejmenší na vzorku. 2, má tedy nejrovnom rn jší povlak. Druhý nejrovnom rn jší povlak má vzorek. 3. Dle výsledk m ení byla tlouš ka a rovnom rnost vrstev všech t í vzork shledána vyhovující v rámci limit firem Pramet Tools, s.r.o a SHM, s.r.o. Vyhodnocení m ení tvrdosti Nejvyšší tvrdost má vzorek. 3 (3087 HV), druhou nejvyšší vzorek. 2 (2908 HV) a nejmenší vzorek. 1 (2600 HV). Vzorky. 3 a 2 mají povlak tvo ený z nanovrstev, což v porovnání se vzorkem. 1 majícím monovrstevný povlak tvrdost podstatn zvýšilo. Tyto dv nanovrstvy se od sebe liší pom rem obsahu Al a Ti, p i emž dle [44] rostoucí podíl Al ve vrstvách AlTiN tvrdost zvyšuje až do vzájemného pom ru 40/60% (Ti/Al). S dalším nár stem obsahu Al tvrdost klesá. Výsledky m ení tomu odpovídají, vzorek. 3 s v tším zastoupením hliníku v nanovrstv ve vzájemném pom ru 44,1/55,9% (Ti/Al) má ve srovnání se vzorkem. 2 s pom rem prvk 54,5/45,5% (Ti/Al) v tší tvrdost. Výsledky m ení byly z d vodu velkého zkušebního zatížení (294 N) ovlivn ny také jiným faktorem tlouš kou povlaku. Rozdíly mezi tlouš kami povlak ovšem nejsou tak veliké, aby toto ovlivn ní m k ím substrátem (1310 HV) bylo rozhodující. Vyhodnocení scratch-testu Podle snímk vryp viz obrázek. 4.7 je patrné, že nejhorší adhezi má vzorek. 2 postrádající povrchovou vrstvu TiN. U tohoto vzorku byla stanovena kritická síla na 59 N. TiN se dle [45] vyzna uje velmi dobrou adhezí a také nízkým koeficientem t ení, který ovliv uje nap tí zp sobené tangenciální t ecí silou. Oba vzorky s touto povrchovou vrstvou dopadly v testu lépe. Na vzorku. 1 došlo k odloupnutí povlaku p i kritické síle 67 N. Nejlepšího výsledku p i scratch-testu však bylo dosaženo u vzorku. 3, u kterého 46
47 nedošlo ani p i nejvyšší zát ži 80 N k odloupnutí povlaku v celé ší ce. Tento povlak se od povlaku vzorku. 1 liší houževnat jší nanovrstevnou strukturou, která odklání a zpomaluje ší ení trhlin. Vyhodnocení zkoušky ší ení teplotních trhlin Na vzorku. 1 vzniklo po dvou pr jezdech nástroje n kolikanásobn více teplotních trhlin v porovnání s ostatními vzorky. V míst n kolika trhlin došlo k vydrolení ezné hrany. Vzorek. 2 odolával dynamickému tepelnému zatížení lépe, než vzorek. 1, po et teplotních trhlin je podstatn menší, ovšem na ezné hran docházelo k v tšímu vydrolování ástic. Nejlepšího výsledku bylo dosaženo se vzorkem. 3, na kterém se po dvou pr jezdech nástroje vytvo ila pouze jedna teplotní trhlina. Jeho celkové opot ebení bylo výrazn nižší a nedocházelo k vydrolování ezné hrany. Tyto výsledky ukazují, že oba vzorky s povlaky z nanovrstev díky jejich schopnosti odklán t a zpomalovat trhliny vykazují ve srovnání s povlakem monovrstevným vyšší odolnost proti ší ení teplotních trhlin. Z obou vzork s nanovrstvami je za daných ezných parametr p i obráb ní p erušovaným ezem odoln jší proti ší ení teplotních trhlin vzorek. 3 s povrchovou vrstvou TiN a siln jší nanovrstvou obsahující více hliníku, než titanu. Vyhodnocení dlouhodobé zkoušky trvanlivosti V pr b hu dlouhodobé zkoušky trvanlivosti vykazovaly oba vzorky s povlakem. 1 zprvu podobný trend vývoje opot ebení, jako ostatní vzorky, ovšem jak lze pozorovat z pr b hu grafu na obrázku. 4.17, v ase okolo 40. minuty za alo docházet k rapidnímu nár stu opot ebení na h bet a pr m rná doba trvanlivosti vzork s tímto povlakem je 52,5 min. Hlavními d vody kratší trvanlivosti ve srovnání s ostatními povlaky jsou nejmenší celková tlouš ka a monovrstevná struktura povlaku. Nanovrstevné povlaky jsou houževnat jší než monovrstvy, a proto p i dlouhodobé zkoušce frézováním, kde je nástroj zat žován dynamicky, s nimi bylo dosaženo zna n lepších výsledk. K dramati t jšímu nár stu opot ebení p ed koncem trvanlivosti jako u povlaku. 1 došlo pouze u jednoho vzorku s povlakem. 2, což m že být dáno odchylkami p i zkouškách i výrob. Vzorky. 1 s pr m rnou dobou trvanlivosti 68,2 min se adí za vzorky s povlakem. 3, které v pr m ru dosáhly trvanlivosti až 74,3 min. 47
48 Jedním z rozhodujících faktor je adheze, kterou má povlak. 2 nejhorší ze zkoušených povlak. Jako kritérium hodnocení trvanlivosti bylo zvoleno opot ebení na h bet VBD, kde z mechanism opot ebení p evládá abraze, p i které je velmi d ležitá tvrdost materiálu nástroje. Povrchová vrstva povlaku. 2 je tvo ena materiálem AlTiN, který má vyšší tvrdost než TiN. Tvrdost jeho nanovrstvy TiAlN je v d sledku menšího zastoupení hliníku ve struktu e nižší, než tvrdost nanovrstvy povlaku. 3, v níž jsou Ti a Al zastoupeny ve vzájemném pom ru 44,1/55,9% (Ti/Al). Nejvyšší trvanlivost ze zkoušených vzork vykazoval práv povlak. 3. Výsledek byl také ovlivn n tlouš kami celého povlaku i samotné nanovrstvy, které má povlak. 3 nejv tší. 48
3.3 Výroba VBD a druhy povlaků
 3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
Hodnocení aluminotermického nava ování kabelových koncovek katodové ochrany úložných za ízení. Ing Jaroslav Kubí ek VUT, FSI Brno
 Hodnocení aluminotermického nava ování kabelových koncovek katodové ochrany úložných za ízení Ing Jaroslav Kubí ek VUT, FSI Brno Úvod V roce 2001 byla zavedena norma SN EN 12732 ZÁSOBOVÁNÍ PLYNEM- SVA
Hodnocení aluminotermického nava ování kabelových koncovek katodové ochrany úložných za ízení Ing Jaroslav Kubí ek VUT, FSI Brno Úvod V roce 2001 byla zavedena norma SN EN 12732 ZÁSOBOVÁNÍ PLYNEM- SVA
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
Trysky s rozst ikem plného kužele
 Trysky s rozst ikem plného kužele Trysky s rozst ikem plného kužele absorpce požární ochrana chemické technologie srážení plynného chlóru odvzdušn ní kapaliny velkoplošné rozprašování skráp ní výplní úprava
Trysky s rozst ikem plného kužele Trysky s rozst ikem plného kužele absorpce požární ochrana chemické technologie srážení plynného chlóru odvzdušn ní kapaliny velkoplošné rozprašování skráp ní výplní úprava
KONTROLA KVALITY POVLAK V PROTIKOROZNÍ OCHRAN
 KONTROLA KVALITY POVLAK V PROTIKOROZNÍ OCHRAN Mgr. Radana Brábníková, Gamin s.r.o. Kvalita a výsledný vzhled nát rového systému jsou závislé na celé ad faktor jednak se jedná o kvalitu nát rové hmoty samé,
KONTROLA KVALITY POVLAK V PROTIKOROZNÍ OCHRAN Mgr. Radana Brábníková, Gamin s.r.o. Kvalita a výsledný vzhled nát rového systému jsou závislé na celé ad faktor jednak se jedná o kvalitu nát rové hmoty samé,
1 BUBNOVÁ BRZDA. Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi.
 1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
4 Při frézování drážky na kuželech, kdy dno drážky je rovnoběžné s osou kužele, vřeteno dělícího přístroje
 Test z odborných předmětů Maximální dosažitelný počet bodů: Pro výrobu kuželových dutin se používá A sada kuželových výstružníků B sada kuželových výhrubníků C sada kuželových vrtáků 2 Jeden anglický palec
Test z odborných předmětů Maximální dosažitelný počet bodů: Pro výrobu kuželových dutin se používá A sada kuželových výstružníků B sada kuželových výhrubníků C sada kuželových vrtáků 2 Jeden anglický palec
Trvanlivosti břitů HSS nástrojů nové generace při frézování slitiny Ti6Al4V
 Trvanlivosti břitů HSS nástrojů nové generace při frézování slitiny Ti6Al4V Jiří Váňa, Ing. Pavel Zeman Ph.D. VCSVTT, ČVUT v Praze, Horská 3, 12800 Praha 2, tel: 605205923, p.zeman@rcmt.cvut.cz Cílem výzkumu
Trvanlivosti břitů HSS nástrojů nové generace při frézování slitiny Ti6Al4V Jiří Váňa, Ing. Pavel Zeman Ph.D. VCSVTT, ČVUT v Praze, Horská 3, 12800 Praha 2, tel: 605205923, p.zeman@rcmt.cvut.cz Cílem výzkumu
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vlastnosti a zkoušení materiálů. Přednáška č.2 Poruchy krystalické mřížky
 Vlastnosti a zkoušení materiálů Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů
Vlastnosti a zkoušení materiálů Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů
Frézovací nářadí 16.3 16.82. Frézovací nářadí 17.1 17.62
 HSS-Vrtací drážková fréza -Hladicí fréza -Hrubovací fréza -Zaoblovací fréza -Stopková fréza univerzální -Stopková fréza RockTec 52 a 65 -Stopková fréza ALU -Hrubovací fréza -Odstraňovač otřepů -Tvarová
HSS-Vrtací drážková fréza -Hladicí fréza -Hrubovací fréza -Zaoblovací fréza -Stopková fréza univerzální -Stopková fréza RockTec 52 a 65 -Stopková fréza ALU -Hrubovací fréza -Odstraňovač otřepů -Tvarová
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Kótování na strojnických výkresech 1.část
 Kótování na strojnických výkresech 1.část Pro čtení výkresů, tj. určení rozměrů nebo polohy předmětu, jsou rozhodující kóty. Z tohoto důvodu je kótování jedna z nejzodpovědnějších prací na technických
Kótování na strojnických výkresech 1.část Pro čtení výkresů, tj. určení rozměrů nebo polohy předmětu, jsou rozhodující kóty. Z tohoto důvodu je kótování jedna z nejzodpovědnějších prací na technických
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Nový Takeoff! Kvalitní nástroje 1/2015. Super ceny Od profesionálů pro profesionály
 Nový Takeoff! 1/2015 Kvalitní nástroje Super ceny Od profesionálů pro profesionály platí do 31. říjen 2015 Středicí vrták tvar A úhel zahloubení 60 krátký pro středící otvory podle IN 333 0,5 a 0,8 jsou
Nový Takeoff! 1/2015 Kvalitní nástroje Super ceny Od profesionálů pro profesionály platí do 31. říjen 2015 Středicí vrták tvar A úhel zahloubení 60 krátký pro středící otvory podle IN 333 0,5 a 0,8 jsou
Mezní kalibry. Druhy kalibrů podle přesnosti: - dílenské kalibry - používají ve výrobě, - porovnávací kalibry - pro kontrolu dílenských kalibrů.
 Mezní kalibry Mezními kalibry zjistíme, zda je rozměr součástky v povolených mezích, tj. v toleranci. Mají dobrou a zmetkovou stranu. Zmetková strana je označená červenou barvou. Délka zmetkové části je
Mezní kalibry Mezními kalibry zjistíme, zda je rozměr součástky v povolených mezích, tj. v toleranci. Mají dobrou a zmetkovou stranu. Zmetková strana je označená červenou barvou. Délka zmetkové části je
STROJÍRENSKÉ TECHNOLOGIE
 STROJÍRENSKÉ TECHNOLOGIE Obor strojírenských technologií obsahuje širokou škálu různých výrobních procesů a postupů. Spolu se strojírenskými materiály a konstrukcí strojů a zařízení patří mezi základní
STROJÍRENSKÉ TECHNOLOGIE Obor strojírenských technologií obsahuje širokou škálu různých výrobních procesů a postupů. Spolu se strojírenskými materiály a konstrukcí strojů a zařízení patří mezi základní
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Patří k jednoduchým způsobům tváření materiálů. Jde v podstatě o proces tváření. Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný tvářecí tlak
 Vytlačování Vytlačování Patří k jednoduchým způsobům tváření materiálů Jde v podstatě o proces tváření profilovaným otvorem (hubice) do volného prostoru Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný
Vytlačování Vytlačování Patří k jednoduchým způsobům tváření materiálů Jde v podstatě o proces tváření profilovaným otvorem (hubice) do volného prostoru Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
odolnost M9315 M9325 M9340 nové frézovací materiály www.pramet.com
 odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Úvod do fyziky tenkých vrstev a povrchů. Rastrovací elektronová mikroskopie (SEM), environmentální SEM, TEM
, environmentální SEM, TEM") Úvod do fyziky tenkých vrstev a povrchů Rastrovací elektronová mikroskopie (SEM), environmentální SEM, TEM Elektronová mikroskopie Zobrazování velmi malých objekt P ekonání fyzikálních limit optické mikroskopie
Úvod do fyziky tenkých vrstev a povrchů Rastrovací elektronová mikroskopie (SEM), environmentální SEM, TEM Elektronová mikroskopie Zobrazování velmi malých objekt P ekonání fyzikálních limit optické mikroskopie
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Úvod do fyziky tenkých vrstev a povrchů. Spektroskopie Augerových elektron (AES), elektronová mikrosonda, spektroskopie prahových potenciál
, elektronová mikrosonda, spektroskopie prahových potenciál") Úvod do fyziky tenkých vrstev a povrchů Spektroskopie Augerových elektron (AES), elektronová mikrosonda, spektroskopie prahových potenciál ty i hlavní typy nepružných srážkových proces pr chodu energetických
Úvod do fyziky tenkých vrstev a povrchů Spektroskopie Augerových elektron (AES), elektronová mikrosonda, spektroskopie prahových potenciál ty i hlavní typy nepružných srážkových proces pr chodu energetických
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
Charakteristika. Použití MECHANICKÉ VLASTNOSTI FYZIKÁLNÍ VLASTNOSTI HOLDAX. Pevnost v tahu. Pevnost v tlaku
 1 HOLDAX 2 Charakteristika HOLDAX je Cr-Mo vakuovaná ocel, která je dodávána v kaleném a popuštěném stavu. HOLDAX se vyznačuje následujícími vlastnostmi: velice dobrá obrobitelnost (zvýšený obsah síry)
1 HOLDAX 2 Charakteristika HOLDAX je Cr-Mo vakuovaná ocel, která je dodávána v kaleném a popuštěném stavu. HOLDAX se vyznačuje následujícími vlastnostmi: velice dobrá obrobitelnost (zvýšený obsah síry)
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Přesný střih. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Všeobecně lze říci, že EUCOR má několikanásobně vyšší odolnost proti otěru než tavený čedič a řádově vyšší než speciální legované ocele a litiny.
 KATALOGOVÝ LIST E-02 A. CHARAKTERISTIKA EUCOR je obchodní označení korundo-baddeleyitového materiálu, respektive odlitků, vyráběných tavením vhodných surovin v elektrické obloukové peci, odléváním vzniklé
KATALOGOVÝ LIST E-02 A. CHARAKTERISTIKA EUCOR je obchodní označení korundo-baddeleyitového materiálu, respektive odlitků, vyráběných tavením vhodných surovin v elektrické obloukové peci, odléváním vzniklé
Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky
 Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky Způsob výroby Dodávaný stav Podle ČSN EN 10025-6 září 2005 Způsob výroby oceli volí výrobce Pokud je to
Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky Způsob výroby Dodávaný stav Podle ČSN EN 10025-6 září 2005 Způsob výroby oceli volí výrobce Pokud je to
Přednáška č.10 Ložiska
 Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
Pilování. Pojmy a teorie
 Pilování Pilování je supr. Je sice na dlouho, ale v tom bude asi jeho kouzlo. Člověk prostě stojí u svěráku a pomalu dává svému výtvoru tvar, který mu předurčil.. Pojmy a teorie Při pilování dochází k
Pilování Pilování je supr. Je sice na dlouho, ale v tom bude asi jeho kouzlo. Člověk prostě stojí u svěráku a pomalu dává svému výtvoru tvar, který mu předurčil.. Pojmy a teorie Při pilování dochází k
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
TECHNOLOGIE TVÁŘENÍ KOVŮ
 TECHNOLOGIE TVÁŘENÍ KOVŮ Tvářením kovů rozumíme technologický (výrobní) proces, při kterém dochází k požadované změně tvaru výrobku nebo polotovaru, příp. vlastností, v důsledku působení vnějších sil.
TECHNOLOGIE TVÁŘENÍ KOVŮ Tvářením kovů rozumíme technologický (výrobní) proces, při kterém dochází k požadované změně tvaru výrobku nebo polotovaru, příp. vlastností, v důsledku působení vnějších sil.
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
5.6.16.6. Dřevoobráběcí stroje
 5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
Výroba ozubených kol. Použití ozubených kol. Převody ozubenými koly a tvary ozubených kol
 Výroba ozubených kol Použití ozubených kol Ozubenými koly se přenášejí otáčivé pohyby a kroutící momenty. Přenos je zde nucený, protože zuby a zubní mezery do sebe zabírají. Kola mohou mít vnější nebo
Výroba ozubených kol Použití ozubených kol Ozubenými koly se přenášejí otáčivé pohyby a kroutící momenty. Přenos je zde nucený, protože zuby a zubní mezery do sebe zabírají. Kola mohou mít vnější nebo
TECHNICKÁ UNIVERZITA V LIBERCI
 TECHNICKÁ UNIVERZITA V LIBERCI Fakulta mechatroniky, informatiky a mezioborových studií Základy paprskové a vlnové optiky, optická vlákna, Učební text Ing. Bc. Jiří Primas Liberec 2011 Materiál vznikl
TECHNICKÁ UNIVERZITA V LIBERCI Fakulta mechatroniky, informatiky a mezioborových studií Základy paprskové a vlnové optiky, optická vlákna, Učební text Ing. Bc. Jiří Primas Liberec 2011 Materiál vznikl
Naprosto jedinečná. Kuželíková ložiska SKF: Řešení pro náročné provozní podmínky a dlouhou životnost. SKF TQ-Line SKF CL7C SKF Explorer
 Naprosto jedinečná Kuželíková ložiska SKF: Řešení pro náročné provozní podmínky a dlouhou životnost SKF TQ-Line SKF CL7C SKF Explorer Kuželíková ložiska SKF pro špičkové výkony Konstrukce a výroba technických
Naprosto jedinečná Kuželíková ložiska SKF: Řešení pro náročné provozní podmínky a dlouhou životnost SKF TQ-Line SKF CL7C SKF Explorer Kuželíková ložiska SKF pro špičkové výkony Konstrukce a výroba technických
Jaká je nejmenší výška svislého rovinného zrcadla, aby se v něm stojící osoba vysoká 180 cm viděla celá? [90 cm]
![Jaká je nejmenší výška svislého rovinného zrcadla, aby se v něm stojící osoba vysoká 180 cm viděla celá? [90 cm]](/thumbs/37/17709088.jpg "Jaká je nejmenší výška svislého rovinného zrcadla, aby se v něm stojící osoba vysoká 180 cm viděla celá? [90 cm]") Dvě rovinná zrcadla svírají úhel. Na jedno zrcadlo dopadá světelný paprsek, který leží v rovině kolmé na průsečnici obou zrcadel. Paprsek se odrazí na prvním, potom na druhém zrcadle a vychýlí se od původního
Dvě rovinná zrcadla svírají úhel. Na jedno zrcadlo dopadá světelný paprsek, který leží v rovině kolmé na průsečnici obou zrcadel. Paprsek se odrazí na prvním, potom na druhém zrcadle a vychýlí se od původního
Rozměry zrnitost zrnitost zrnitost zrnitost v mm 220 320 400 600 1,6x6x100 0200 0300 0400 0600. 3x6x150 1201 1301 1401 1601
 Brusné kameny TYP MF Velmi populární brusné kameny, měkké tzv. finišovaní ( zejména typy o vyšších zrnitostech ). Jsou vyrobeny na bázi karbidu křemíku. Měkká vazba umožňuje velmi rychlou práci vázaného
Brusné kameny TYP MF Velmi populární brusné kameny, měkké tzv. finišovaní ( zejména typy o vyšších zrnitostech ). Jsou vyrobeny na bázi karbidu křemíku. Měkká vazba umožňuje velmi rychlou práci vázaného
člen švýcarské skupiny BCI
 > úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
> úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
PRAKTIKUM... Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK. Odevzdal dne: Seznam použité literatury 0 1. Celkem max.
 Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK PRAKTIKUM... Úloha č. Název: Pracoval: stud. skup. dne Odevzdal dne: Možný počet bodů Udělený počet bodů Práce při měření 0 5 Teoretická
Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK PRAKTIKUM... Úloha č. Název: Pracoval: stud. skup. dne Odevzdal dne: Možný počet bodů Udělený počet bodů Práce při měření 0 5 Teoretická
Tel/fax: +420 545 222 581 IČO:269 64 970
 PRÁŠKOVÁ NITRIDACE Pokud se chcete krátce a účinně poučit, přečtěte si stránku 6. 1. Teorie nitridace Nitridování je sycení povrchu součásti dusíkem v plynné, nebo kapalném prostředí. Výsledkem je tenká
PRÁŠKOVÁ NITRIDACE Pokud se chcete krátce a účinně poučit, přečtěte si stránku 6. 1. Teorie nitridace Nitridování je sycení povrchu součásti dusíkem v plynné, nebo kapalném prostředí. Výsledkem je tenká
Vyhrubování a vystružování válcových otvorů
 Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
OBRÁBĚNÍ. střední aritmetická odchylka nerovností od střední úrovně profilu. Obvyklé hodnoty R a jsou pro - kování, neobrobený povrch litiny 400 m
 OBRÁBĚNÍ Obrábění je technologická operace, při které se z polotovaru odebírá materiál ve formě třísek tak, abychom získali obrobek, jehož tvar, rozměry, přesnost a jakost povrchu odpovídají požadavkům
OBRÁBĚNÍ Obrábění je technologická operace, při které se z polotovaru odebírá materiál ve formě třísek tak, abychom získali obrobek, jehož tvar, rozměry, přesnost a jakost povrchu odpovídají požadavkům
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách Obor: Nástrojař Ročník: 2. Zpracoval(a): Pavel Rožek Střední průmyslová škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách Obor: Nástrojař Ročník: 2. Zpracoval(a): Pavel Rožek Střední průmyslová škola
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.3 HŘÍDELOVÉ SPOJKY Spojky jsou strojní části, kterými je spojen hřídel hnacího ústrojí s hřídelem ústrojí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.3 HŘÍDELOVÉ SPOJKY Spojky jsou strojní části, kterými je spojen hřídel hnacího ústrojí s hřídelem ústrojí
STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA
 STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA ÚVOD Při válcování za studena je povrch vyválcovaného plechu znečištěn oleji či emulzemi, popř. dalšími nečistotami. Nežádoucí
STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA ÚVOD Při válcování za studena je povrch vyválcovaného plechu znečištěn oleji či emulzemi, popř. dalšími nečistotami. Nežádoucí
Hoblování a Obrážení
 Hoblování a Obrážení Hoblováním a obrážením obrábíme vnější i vnitřní rovinné, popřípadě přímkové tvarové plochy jednobřitým nástrojem. Obě metody se rozlišujeme pouze podle toho, kdo koná hlavní řezný
Hoblování a Obrážení Hoblováním a obrážením obrábíme vnější i vnitřní rovinné, popřípadě přímkové tvarové plochy jednobřitým nástrojem. Obě metody se rozlišujeme pouze podle toho, kdo koná hlavní řezný
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV. Jan VALTER HVM Plasma s.r.o. www.hvm.cz
 REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
Hodnocení opotřebení břitu nástrojů s tenkou otěruvzdornou vrstvou. Dalibor Šimůnek a Antonín Kříž a Olga Bláhová a
 Hodnocení opotřebení břitu nástrojů s tenkou otěruvzdornou vrstvou Dalibor Šimůnek a Antonín Kříž a Olga Bláhová a Západočeská univerzita v Plzni fakulta strojní, Univerzitní 22 Plzeň 306 14 Abstrakt:
Hodnocení opotřebení břitu nástrojů s tenkou otěruvzdornou vrstvou Dalibor Šimůnek a Antonín Kříž a Olga Bláhová a Západočeská univerzita v Plzni fakulta strojní, Univerzitní 22 Plzeň 306 14 Abstrakt:
TESTOVÁNÍ SOFTWARU PAM STAMP MODELOVÝMI ZKOUŠKAMI
 TESTOVÁNÍ SOFTWARU PAM STAMP MODELOVÝMI ZKOUŠKAMI Petr Kábrt Jan Šanovec ČVUT FS Praha, Ústav strojírenské technologie Abstrakt Numerická simulace procesu lisování nachází stále větší uplatnění jako činný
TESTOVÁNÍ SOFTWARU PAM STAMP MODELOVÝMI ZKOUŠKAMI Petr Kábrt Jan Šanovec ČVUT FS Praha, Ústav strojírenské technologie Abstrakt Numerická simulace procesu lisování nachází stále větší uplatnění jako činný
Dodávka vakuové komory s p íslušenstvím
 Název ve ejné zakázky: Dodávka vakuové komory s p íslušenstvím Od vodn ní vymezení technických podmínek podle 156 odst. 1 písm. c) ZVZ Technická podmínka: Od vodn ní A) Komponenty erpacího systému a systému
Název ve ejné zakázky: Dodávka vakuové komory s p íslušenstvím Od vodn ní vymezení technických podmínek podle 156 odst. 1 písm. c) ZVZ Technická podmínka: Od vodn ní A) Komponenty erpacího systému a systému
Elektronová mikroskopie SEM, TEM, AFM
 Elektronová mikroskopie SEM, TEM, AFM Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první
Elektronová mikroskopie SEM, TEM, AFM Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Návrh realizace transformátoru Thane C. Heinse III.
 1 Návrh realizace transformátoru Thane C. Heinse III. Ing. Ladislav Kopecký, ervenec 2016 Ve t etí ásti lánku se vrátíme k variant TH transformátoru s jádrem EE a provedeme návrh s konkrétním typem jádra.
1 Návrh realizace transformátoru Thane C. Heinse III. Ing. Ladislav Kopecký, ervenec 2016 Ve t etí ásti lánku se vrátíme k variant TH transformátoru s jádrem EE a provedeme návrh s konkrétním typem jádra.
PŘESNÁ VYVRTÁVACÍ HLAVA
 NAREX MTE s.r.o., Moskevska 63, CZ-10100 Praha 10, Czech Republic Tel: +420 246 002 249, 246 002 321, 246 002 333 Fax: +420 246 002 335, 246 002 343 PŘESNÁ VYVRTÁVACÍ HLAVA Typ 205bh (ISO-TPGT) Ø10 100mm
NAREX MTE s.r.o., Moskevska 63, CZ-10100 Praha 10, Czech Republic Tel: +420 246 002 249, 246 002 321, 246 002 333 Fax: +420 246 002 335, 246 002 343 PŘESNÁ VYVRTÁVACÍ HLAVA Typ 205bh (ISO-TPGT) Ø10 100mm
13. Přednáška. Problematika ledových jevů na vodních tocích
 13. Přednáška Problematika ledových jevů na vodních tocích Obsah: 1. Úvod 2. Základní pojmy 3. Vznik a vývoj ledu 4. Vznik ledových jevů 5. Proudění pod ledem 1.Úvod Při déle trvajícím mrazivém počasí
13. Přednáška Problematika ledových jevů na vodních tocích Obsah: 1. Úvod 2. Základní pojmy 3. Vznik a vývoj ledu 4. Vznik ledových jevů 5. Proudění pod ledem 1.Úvod Při déle trvajícím mrazivém počasí
Metoda SPM a ty i fáze po kození valivých lo isek
 Metoda SPM a ty i fáze po kození valivých lo isek Copyright SPM Instrument 2013 1 Metoda SPM a ty i fáze po kození valivých lo isek Vývoj po kození valivých lo isek se b n prezentuje ve 4 fázích Ka dá
Metoda SPM a ty i fáze po kození valivých lo isek Copyright SPM Instrument 2013 1 Metoda SPM a ty i fáze po kození valivých lo isek Vývoj po kození valivých lo isek se b n prezentuje ve 4 fázích Ka dá
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI
 VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost
 Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
m = V = Sv t P i tomto pohybu rozpohybuje i tekutinu, kterou má v cest. Hmotnost této tekutiny je nepochybn
 Odpor vzduchu JAKUB BENDA, MILAN ROJKO Gymnázium Jana Nerudy, Praha V kroužku experimentální fyziky jsme ov ovali vztah: F = ½ SC v (1) V tomto vztahu je F odporová aerodynamická síla p sobící na t leso
Odpor vzduchu JAKUB BENDA, MILAN ROJKO Gymnázium Jana Nerudy, Praha V kroužku experimentální fyziky jsme ov ovali vztah: F = ½ SC v (1) V tomto vztahu je F odporová aerodynamická síla p sobící na t leso
Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů. Zbyněk Bunda
 SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH PRACÍ FST 2007 Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů ABSTRAKT Zbyněk Bunda Navařování je nanášení kovové vrstvy na povrch výrobku
SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH PRACÍ FST 2007 Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů ABSTRAKT Zbyněk Bunda Navařování je nanášení kovové vrstvy na povrch výrobku
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Kalení rychlořezných ocelí : metalurgické výhody soli
 Kalení rychlořezných ocelí : metalurgické výhody soli Proč se výsledky tepelného zpracování - zvláště v případě kalení rychlořezných nástrojových ocelí - vždy srovnávají s výsledky, které je možné získat
Kalení rychlořezných ocelí : metalurgické výhody soli Proč se výsledky tepelného zpracování - zvláště v případě kalení rychlořezných nástrojových ocelí - vždy srovnávají s výsledky, které je možné získat
Antény. Zpracoval: Ing. Jiří. Sehnal. 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén
 ANTÉNY Sehnal Zpracoval: Ing. Jiří Antény 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén Pod pojmem anténa rozumíme obecně prvek, který zprostředkuje přechod elektromagnetické
ANTÉNY Sehnal Zpracoval: Ing. Jiří Antény 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén Pod pojmem anténa rozumíme obecně prvek, který zprostředkuje přechod elektromagnetické
Vítkovice výzkum a vývoj technické aplikace s.r.o. Pohraniční 693/31, 706 02 Ostrava Vítkovice, Česká republika
 Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
DUM 14 téma: Kreslení hydraulických schémat
 DUM 14 téma: Kreslení hydraulických schémat ze sady: 02 tematický okruh sady: Kreslení schémat ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika 18-20-M/01
DUM 14 téma: Kreslení hydraulických schémat ze sady: 02 tematický okruh sady: Kreslení schémat ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika 18-20-M/01
SM 23 STROJNÍ VÝROBA JEDNODUCHÝCH SOUČÁSTÍ
 SM 23 STROJNÍ VÝROBA JEDNODUCHÝCH SOUČÁSTÍ část původního dokumentu (původní text viz Obnova a modernizace technických oborů v Olomouckém kraji, registrační číslo CZ.1.07/1.1.04/02.0071) NÁVRH JEDNODUCHÝCH
SM 23 STROJNÍ VÝROBA JEDNODUCHÝCH SOUČÁSTÍ část původního dokumentu (původní text viz Obnova a modernizace technických oborů v Olomouckém kraji, registrační číslo CZ.1.07/1.1.04/02.0071) NÁVRH JEDNODUCHÝCH
Základní prvky a všeobecná lyžařská průprava
 Základní prvky a všeobecná lyžařská průprava Základní prvky a všeobecná lyžařská průprava na běžeckých lyžích Základními prvky nazýváme prvky elementární přípravy a pohybových dovedností, jejichž zvládnutí
Základní prvky a všeobecná lyžařská průprava Základní prvky a všeobecná lyžařská průprava na běžeckých lyžích Základními prvky nazýváme prvky elementární přípravy a pohybových dovedností, jejichž zvládnutí
HODNOCENÍ OPOTŘEBENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ VRYPOVÉ ZKOUŠKY S OCELOVOU KULIČKOU.
 HODNOCENÍ OPOTŘEBENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ VRYPOVÉ ZKOUŠKY S OCELOVOU KULIČKOU. ANALYSIS OF WEAR RESISTANCE OF SYSTEMS WITH THIN FILMS BY SCRATCH TESTING WITH STEEL BALL. Radek Poskočil Petr
HODNOCENÍ OPOTŘEBENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ VRYPOVÉ ZKOUŠKY S OCELOVOU KULIČKOU. ANALYSIS OF WEAR RESISTANCE OF SYSTEMS WITH THIN FILMS BY SCRATCH TESTING WITH STEEL BALL. Radek Poskočil Petr
Proč elektronový mikroskop?
 Elektronová mikroskopie Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop,, 1 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první komerční
Elektronová mikroskopie Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop,, 1 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první komerční
7. Stropní chlazení, Sálavé panely a pasy - 1. část
 Základy sálavého vytápění (2162063) 7. Stropní chlazení, Sálavé panely a pasy - 1. část 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné
Základy sálavého vytápění (2162063) 7. Stropní chlazení, Sálavé panely a pasy - 1. část 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné
MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY
 MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY VŠEOBECNĚ PRACOVNÍ POSTUP 1. Projektová dokumentace zpracovává se na základě dokumentace skutečného provedení stavby - dodá investor, nebo
MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY VŠEOBECNĚ PRACOVNÍ POSTUP 1. Projektová dokumentace zpracovává se na základě dokumentace skutečného provedení stavby - dodá investor, nebo
INTEGRITA POVRCHU V OBLASTI TEPELNÉHO ZPRACOVÁNÍ. Antonín Kříž ZČU-Plzeň - KMM, Univerzitní 22, e-mail: kriz@kmm.zcu.cz
 INTEGRITA POVRCHU V OBLASTI TEPELNÉHO ZPRACOVÁNÍ Antonín Kříž ZČU-Plzeň - KMM, Univerzitní 22, e-mail: kriz@kmm.zcu.cz Úvod Finální vlastnosti výrobků jsou do značné míry ovlivňovány vlastnostmi povrchových
INTEGRITA POVRCHU V OBLASTI TEPELNÉHO ZPRACOVÁNÍ Antonín Kříž ZČU-Plzeň - KMM, Univerzitní 22, e-mail: kriz@kmm.zcu.cz Úvod Finální vlastnosti výrobků jsou do značné míry ovlivňovány vlastnostmi povrchových
DUM 18 téma: Svarek na výkrese sestavení
 DUM 18 téma: Svarek na výkrese sestavení ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika
DUM 18 téma: Svarek na výkrese sestavení ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika
ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem), udržet všechna kola ve stálém styku s vozovkou.
, udržet všechna kola ve stálém styku s vozovkou.") 4 ODPRUŽENÍ Souhrn prvků automobilu, které vytvářejí pružné spojení mezi nápravami a nástavbou (karosérií). ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem),
4 ODPRUŽENÍ Souhrn prvků automobilu, které vytvářejí pružné spojení mezi nápravami a nástavbou (karosérií). ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem),
DYNATECH DYNAMICS & TECHNOLOGY, S.L. nebude zodpov dný za žádné poškození zp sobené nedodržením výše uvedených základních údaj.
 DYNATECH - PROGRESIVNÍ ZACHYCOVA PR-2500-UD (V.35) Datum 17-05-2004 NÁVOD PRO POUŽITÍ A ÚDRŽBU 1. Základní údaje 2. Instalace zachycova 2.1. Údaje pro výrobce rám 2.2. Údaje pro montáž výtahu 3. Použití
DYNATECH - PROGRESIVNÍ ZACHYCOVA PR-2500-UD (V.35) Datum 17-05-2004 NÁVOD PRO POUŽITÍ A ÚDRŽBU 1. Základní údaje 2. Instalace zachycova 2.1. Údaje pro výrobce rám 2.2. Údaje pro montáž výtahu 3. Použití
Laserový eza 01. Funk ní vzorek
 Laserový eza 01 Funk ní vzorek prof. Ing. P emysl Pokorný, CSc. Ing. Petr Zelený, Ph.D. Ing. Petr Keller, Ph.D. Ing. Martin Lachman, Ph.D. Ing. Ji í Šafka V Liberci dne 30. listopadu 2012 Oblast techniky
Laserový eza 01 Funk ní vzorek prof. Ing. P emysl Pokorný, CSc. Ing. Petr Zelený, Ph.D. Ing. Petr Keller, Ph.D. Ing. Martin Lachman, Ph.D. Ing. Ji í Šafka V Liberci dne 30. listopadu 2012 Oblast techniky
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY
 VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
Návrh realizace transformátoru Thane C. Heinse IV.
 1 Návrh realizace transformátoru Thane C. Heinse IV. Ing. Ladislav Kopecký, ervenec 2016 Ve tvrté ásti lánku budeme navrhovat TH transformátor s topologií UUI s konkrétními typy jader UU a I, p emž použijeme
1 Návrh realizace transformátoru Thane C. Heinse IV. Ing. Ladislav Kopecký, ervenec 2016 Ve tvrté ásti lánku budeme navrhovat TH transformátor s topologií UUI s konkrétními typy jader UU a I, p emž použijeme
Info TECHNICKÉ INFORMACE GROZ-BECKERT
 Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 10 JEHLY SAN 5 NA ZVLÁŠTNÍ POUŽITÍ - VYVINUTY PRO ZPRACOVNÍ TECHNICKÝCH TEXTILIÍ Výroba technických textilií vyžaduje stále častěji rozmanitou kombinaci
Info TECHNICKÉ INFORMACE GROZ-BECKERT BECKERT ŠITÍ 10 JEHLY SAN 5 NA ZVLÁŠTNÍ POUŽITÍ - VYVINUTY PRO ZPRACOVNÍ TECHNICKÝCH TEXTILIÍ Výroba technických textilií vyžaduje stále častěji rozmanitou kombinaci
Model mitózy Kat. číslo 103.7491
 Model mitózy Kat. číslo 103.7491 Mitóza Mitóza, nazývaná také nepřímé jaderné dělení nebo ekvační dělení, je nejvíce rozšířená forma rozmnožování buněk. Buňka (mateřská buňka) se přitom rozdělí na 2 dceřiné
Model mitózy Kat. číslo 103.7491 Mitóza Mitóza, nazývaná také nepřímé jaderné dělení nebo ekvační dělení, je nejvíce rozšířená forma rozmnožování buněk. Buňka (mateřská buňka) se přitom rozdělí na 2 dceřiné
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
rychle rostou. Vývoj obratu rázových šroubovák v Evrop
 rychle rostou. Rázové šroubováky si podma ují strojírenský trh Díky rychlejší a snazší práci. Rázové šroubováky jsou vhodné pro jednoduchou a t žkou práci. Rota ní údery zašroubují šroub snáze než plynulý
rychle rostou. Rázové šroubováky si podma ují strojírenský trh Díky rychlejší a snazší práci. Rázové šroubováky jsou vhodné pro jednoduchou a t žkou práci. Rota ní údery zašroubují šroub snáze než plynulý
Sortiment - technické kartáče
 LE Sortiment - technické kartáče Všeobecné informace Sortiment technických kartáčů zahrnuje výrobky firmy LESSMANN GmbH - SRN. Renomovaný výrobce profesionálních drátěných kartáčů je držitelem certifikátu
LE Sortiment - technické kartáče Všeobecné informace Sortiment technických kartáčů zahrnuje výrobky firmy LESSMANN GmbH - SRN. Renomovaný výrobce profesionálních drátěných kartáčů je držitelem certifikátu
doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
 Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
LANOVÁ STŘECHA NAD ELIPTICKÝM PŮDORYSEM
 LANOVÁ STŘECHA NAD ELIPTICKÝM PŮDORYSEM 1 Úvod V roce 2012 byla v rámci projektu TA02011322 Prostorové konstrukce podepřené kabely a/nebo oblouky řešena statická analýza návrhu visuté lanové střechy nad
LANOVÁ STŘECHA NAD ELIPTICKÝM PŮDORYSEM 1 Úvod V roce 2012 byla v rámci projektu TA02011322 Prostorové konstrukce podepřené kabely a/nebo oblouky řešena statická analýza návrhu visuté lanové střechy nad