OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
|
|
|
- Lenka Soukupová
- před 6 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D. Kavková Teorie obrábění OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
2 Fyzikální podstata opotřebení opotřebení - důsledek funkce všech strojních součástí, které jsou ve vzájemném pohybu a kontaktu relativní pohyb nástroj - obrobek nástroj - tříska kontakt nástroj - obrobek (hřbet, špička nástroje) nástroj - odcházející tříska (čelo nástroje)
3 Faktory procesu opotřebení fyzikální a mechanické vlastnosti obráběného a nástrojového materiálu druh obráběcí operace geometrie nástroje pracovní podmínky řezné prostředí a pod.

4 Opotřebení řezných nástrojů břit řezného nástroje extrémně zatěžován při řezání opotřebení a otupení po několika minutách práce projev opotřebení - úbytek materiálu na břitu nástroje


5 Opotřebení řezných nástrojů břit řezného nástroje extrémně zatěžován při řezání opotřebení a otupení po několika minutách práce projev opotřebení - úbytek materiálu na břitu nástroje
6 Mechanismy opotřebení základní abraze adheze difúze oxidace plastická deformace křehký lom další mechanismy mechanická únava tepelná únava delaminační opotř. (odlupování tenkých vrstev z povrchu nástroje) termoelektrické opotř. rozpouštění chemické opotřebení


7 Abrazivní opotřebení vzniká působením tvrdých částic v materiálu obrobku tvrdé částice mezi povrchem obrobku a nástroje řezný materiál s hustotou strukturou tvrdých částic odolává danému opotřebení


8 Adhezní opotřebení vytváření nárůstku mezi třískou a břitem dochází k navařování a vytvrzování vrstev z třísky břit s nárůstkem tvoří základ pro nové nárůstky možnost poškození břitu vydrolováním či výlomem
9 Opotřebení difúzní a oxidační difúzní opotřebení chemický vliv na proces obrábění chemické vlastnosti a afinita řezného materiálu vůči materiálu obrobku oxidační opotřebení vysoké teploty a okolní vzduch - následek oxidace většiny kovů kontakt v místě břitu a končící šířce třísky vznik žlábků tj. vznik chemických sloučenin na povrchu nástroje


10 Plastické deformace důsledek vysokého tepelného a mechanického zatížení nejhorší případ - lavinovité opotřebení


11 Křehký lom vlivem kolísání teplot
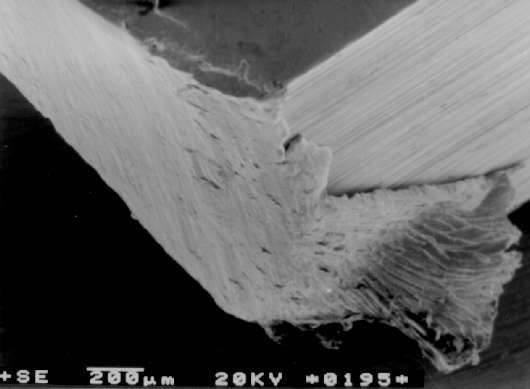
12 Lavinovitý otěr
13 Způsoby opotřebení 1. opotřebení hřbetu 2. opotřebení ve formě žlábku na čele 3. plastická deformace břitu 4. vrub na hřbetě břitu 5. hřebenovité trhliny na břitu 6. únavový lom 7. vydrolování břitu 8. lom břitu 9. tvorba nárůstku


14 Opotřebení hřbetu vznik - styk hřbetu nástroje s obrobkem - lze pouze snížit opatření - volba otěruvzdornějšího SK - snížení řezné rychlosti - zvýšit intenzitu chlazení - zvýšit posuv, je-li f < 0,1 (mm.ot -1 )



15 Opotřebení ve formě žlábku na čele příčina - teplo vzniklé při obrábění opatření - otěruvzdornější SK - povlak VBD (CVD) - snížit řeznou rychlost - pozitivní typ geometrie - zvýšit intenzitu chlazení


16 Plastická deformace břitu příčiny - přetížení břitu v důsledku vysokých rychlostí a posuvů opatření - snížení rychlostí a posuvů - VBD s větším pol. zaoblení špičky a větším úhlem špičky


17 Vrub na hřbetě břitu příčiny - vlivem zpevnění povrchových vrstev obrobku a otřepy - nerezavějící austenitické oceli opatření - VBD s povlakem obsahující Al 2 O 3 - nerovnoměrně rozdělit třísku



18 Hřebenovité trhliny na břitu vznik - tepelné šoky typické pro frézování - drobné trhliny kolmé na ostří opatření - snížení tloušťky třísky
 opatření - komplexní přehodnocení podmínek dané operace")
19 Únavový lom vznik - způsoben extrémně velkými změnami řezných sil (typický pro přerušovaný řez) opatření - komplexní přehodnocení podmínek dané operace obrábění


20 Vydrolování břitu příčiny - přetěžování nástroje nejčastěji přerušovanými řezy - drobné trhlinky a postupné odlupování opatření - komplexní přehodnocení podmínek dané operace obrábění


21 Lom břitu příčiny - zejména tuhost soustavy stroj-nástroj-obrobek opatření - komplexní přehodnocení podmínek dané operace obrábění

 řeznou rychlost a posuv - použít jinou")
22 Tvorba nárůstku vznik - nalepování obráběného materiálu na břit nástroje - výrazný u materiálů se značnou vzájemnou afinitou opatření - změnit (zvýšit) řeznou rychlost a posuv - použít jinou geometrii
23 Trvanlivost břitu optimální trvanlivost břitu nástroje - T (min) - doba produktivní upotřebitelnosti nástroje - doba, po kterou nástroj pracuje s požadovanou přesností - docílení požadované přesnosti rozměrů a jakosti povrchu obrobku monolitní HSS nástroje - doba od naostření do otupení nástroje s VBD - doba od instalace nové VBD do opotřebení jejího břitu
24 Parametry trvanlivosti posouzení nástroje z hlediska schopnosti obrábění - přesnost rozměrů obrobku - stav povrchu obrobku (jakost) - způsob opotřebení břitu nástroje - utváření třísky - stanovená doba trvanlivosti
25 Taylorův vztah trvanlivost nástroje - doba, po kterou nástroj pracuje od naostření po otupení - závisí na řezných podmínkách při obrábění T = C v T m c (min) v c = C T V m 1 (m.min -1 ) T trvanlivost nástroje (min) v c řezná rychlost (m.min -1 ) C V, C T konstanta Taylorova vztahu
26 Taylorův vztah v komplexním tvaru T = v m c C.a T x p.f y (min) v c = T m 1 C.a V x p v.f y v (m.min 1 ) T trvanlivost nástroje (min) v c řezná rychlost (m.min -1 ) C V, C T konstanta Taylorova vztahu a p hloubka záběru (mm) f posuv (mm.ot -1 ) m, x, y exponent Taylorova vztahu
27 Průběh opotřebení (VB mm) v čase (T min) závisí nařezné rychlosi (v c m / min ) čas T c trvanlivost břitu do okamžiku dosažení stanovené meze opotřebení Opotřebení břitu VB (mm) Různé průběhy řezné rychlosti v c (m/min) v c 1 v c 2 v c 3 v c 4 VB max čára mezního opotřebení T c 1 T c 2 T c 3 T c 4 Trvanlivost T (min)
28 Taylorův vztah pro trvanlivost obsahuje konstanty α poměr x/y C průsečík přímky s osou v c log T c T c 4 T c 3 T c 2 log T c y β v = c C T α = α C x y tg β = α T c 1 x C v c 4 v c 3 v c 2 v c 1 log v c log v c
29 Průběh křivky trvanlivosti břitu při různých hodnotách posuvu f f 1 > f 2 > f 3 > f 4 log T c f 2 f 1 f 4 f 3 Zvýšení posuvu f : zkrácení trvanlivosti T při určité hodnotě řezné rychlosti v c zkrácení celkového času obrábění zvýšení objemu odebraného mat. log v c
30 Soustružení oceli ČSN nástroj osazený VBD SK P 10 průběhy trvanlivosti pro různé hodnoty řezných podmínek
31 Soustružení oceli ČSN nástroj osazen VBD SK P 30 průběhy trvanlivosti pro různé hodnoty řezných podmínek
![Objem odebraného materiálu jedno z hlavních kritérií pro hodnocení hospodárnosti řezného procesu SOUSTRUŽENÍ Q [ 3 ]](/docs-images/93/111120553/images/32-0.jpg "cm = v c.f.a min p FRÉZOVÁNÍ Q = 1000 / min [ 3 ] cm a e.f min.")
32 Objem odebraného materiálu jedno z hlavních kritérií pro hodnocení hospodárnosti řezného procesu SOUSTRUŽENÍ Q [ 3 ] cm = v c.f.a min p FRÉZOVÁNÍ Q = 1000 / min [ 3 ] cm a e.f min.a p Přepočet posuvů f z = f z ot f = n min [ mm zub ] z
33 Objem odebraného materiálu souvislost s posuvem při různých řezných rychlostech Q ( cm 3 / min ) log T c ( min ) f 2 Q 1 f 4 + Q 2 Q 3 Q 4 f 1 f 3 f 4 f 3 f 2 f 1 f ( mm ) log v c ( m/min ) Q Q 1 2 = v = v c3 c4.f 2.f 1.a p.a p Q Q 3 4 = v = v c2 c1.f.f 3 4.a.a p p
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Revoluce v soustružení korozivzdorné oceli
 2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGICKÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGICKÉ
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
Moderní metody obrábění zvyšování řezivosti nástroje
 Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Náš klenot. Jedinečný řezný materiál podle vzoru z přírody GARANT HB a HB Ceny v bez DPH, platné do
 INOVACE Ceny v bez DPH, platné do 31. 07. 2017 Náš klenot podle žraloka! Jedinečný řezný materiál podle vzoru z přírody GARANT HB 7010-1 a HB 7020. S produktovým videem na Hoffmann Group TV. GARANT HB
INOVACE Ceny v bez DPH, platné do 31. 07. 2017 Náš klenot podle žraloka! Jedinečný řezný materiál podle vzoru z přírody GARANT HB 7010-1 a HB 7020. S produktovým videem na Hoffmann Group TV. GARANT HB
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
Nový typ CBN pro dílce ze spékaných kovů 2009/10/1
 Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
SPŠS Praha 10 Na Třebešíně *** STT *** Návrh soustružnického nástroje dle ISO-kódu
 Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Nerezová ocel a zajištění rovnováhy klíčových faktorů při jejím obrábění
 Pro přímé vydání Kontakt: Seco Tools CZ, s.r.o. Londýnské nám. 2 639 00 Brno Alena TEJKALOVÁ Telefon: +420-530-500-827 E-mail: alena.tejkalova@secotools.com www.secotools.com/cz Nerezová ocel a zajištění
Pro přímé vydání Kontakt: Seco Tools CZ, s.r.o. Londýnské nám. 2 639 00 Brno Alena TEJKALOVÁ Telefon: +420-530-500-827 E-mail: alena.tejkalova@secotools.com www.secotools.com/cz Nerezová ocel a zajištění
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013
 EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Vrtáky do plna vrtáky do plna s tříbřitou VBD
 vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy třískového obrábění: Teorie soustružení Obrábění je technologický proces, při němž vytváříme součásti
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy třískového obrábění: Teorie soustružení Obrábění je technologický proces, při němž vytváříme součásti
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
MŘÍŽKY A VADY. Vnitřní stavba materiálu
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
Základní konvenční technologie obrábění SOUSTRUŽENÍ. Technologie III - OBRÁBĚNÍ
 Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
Technologie III - OBRÁBĚNÍ
 1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
VQT6UR KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ
 KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ KUŽELOVÉ ČELNÍ STOPKOVÉ FRÉZY S KÓNICKOU GEOMETRIÍ PRO DOKONČOVACÍ OBRÁBĚNÍ TITANOVÝCH SLITIN RADIÁLNÍ PŘESNOST a ±0,01
KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ KUŽELOVÉ ČELNÍ STOPKOVÉ FRÉZY S KÓNICKOU GEOMETRIÍ PRO DOKONČOVACÍ OBRÁBĚNÍ TITANOVÝCH SLITIN RADIÁLNÍ PŘESNOST a ±0,01
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
EMCO Sinumerik 810 T - soustružení
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
doplňte si sadu Doplnění sortimentu - upichování a zapichování - utvařeče si
 doplňte si sadu www.pramet.com Doplnění sortimentu - upichování a zapichování - utvařeče si Technické informace Nový soustružnický materiál řady 3000 Materiál vyniká vysokou houževnatostí a pevností řezného
doplňte si sadu www.pramet.com Doplnění sortimentu - upichování a zapichování - utvařeče si Technické informace Nový soustružnický materiál řady 3000 Materiál vyniká vysokou houževnatostí a pevností řezného
MC6015 MC6025. Posouváme hranice soustružení oceli. FP/LP MP/RP TOOLS NEWS. Řada destiček podle ISO pro soustružení korozivzdorné oceli B196CZ
 TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Opakování řezné podmínky VY_32_INOVACE_OVZ_1_07 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Opakování řezné podmínky VY_32_INOVACE_OVZ_1_07 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět
Rozpoznání a vyřešení osmi nejčastějších typů opotřebení břitových destiček
 Pro přímé vydání Kontakt: Seco Tools CZ, s.r.o. Londýnské nám. 2 639 00 Brno Alena TEJKALOVÁ Telefon: +420-530-500-827 E-mail: alena.tejkalova@secotools.com www.secotools.com/cz Rozpoznání a vyřešení osmi
Pro přímé vydání Kontakt: Seco Tools CZ, s.r.o. Londýnské nám. 2 639 00 Brno Alena TEJKALOVÁ Telefon: +420-530-500-827 E-mail: alena.tejkalova@secotools.com www.secotools.com/cz Rozpoznání a vyřešení osmi
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
NOVINKY NÁSTROJŮ CZ- 75. Nová kvalita pro účinné a spolehlivé hrubování ACE-POVLAK AC830P. Nový. Pro přerušované a nepřerušované řezy
 NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí MC6025. Posouváme hranice obrábění oceli
 Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
Zlepšete své soustružnické operace!
 Technologie Wiper VÝBĚR NÁSTROJE LE KENNA PERFECT NÁSTROJOVÉ RŽÁKY Technologie Wiper Zlepšete své soustružnické operace! Konvenční břitová destička pro soustružení hl. řezu...1,25 mm...(0.050") posuv...0,3
Technologie Wiper VÝBĚR NÁSTROJE LE KENNA PERFECT NÁSTROJOVÉ RŽÁKY Technologie Wiper Zlepšete své soustružnické operace! Konvenční břitová destička pro soustružení hl. řezu...1,25 mm...(0.050") posuv...0,3
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ
 VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
AC820P CVD-Povlak. Vysoká spolehlivost v plynulém a lehce přerušovaném obrábění
 CVD-Povlak 1 Vysoká spolehlivost v plynulém a lehce přerušovaném obrábění Dosažení vysoké otěrové odolnosti, velmi vysoká spolehlivost v širokém spektru aplikací Rozsah použití 2 Řezná rychlost [m/min]
CVD-Povlak 1 Vysoká spolehlivost v plynulém a lehce přerušovaném obrábění Dosažení vysoké otěrové odolnosti, velmi vysoká spolehlivost v širokém spektru aplikací Rozsah použití 2 Řezná rychlost [m/min]
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 2 Teorie
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 2 Teorie
VOX stupňová vertikální frézovací hlava VOX400 pro extrémně vysoký výkon. Nový druh čelní frézy pro frézování litin B183E
 Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 Tento materiál vznikl jako součást rojektu, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci Technologie
Tento materiál vznikl jako součást rojektu, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci Technologie
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJE NOVINKY B194CZ Cermetová destička pro oceli povlakovaná PVD MP3025. Zaručuje vynikající drsnost povrchu obrobené plochy.
 NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem
 CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové