Tribologické PVD povlaky na bázi wolframu. Tribological PVD Coatings on the Basis of Tungsten
|
|
|
- Kamil Čech
- před 6 lety
- Počet zobrazení:
Transkript

1 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní Ústav materiálového inţenýrství Tribologické PVD povlaky na bázi wolframu Tribological PVD Coatings on the Basis of Tungsten Diplomová práce Studijní program: Studijní obor: Strojní inţenýrství Výrobní a materiálové inţenýrství Vedoucí práce: Konzultant: Ing. Jakub Horník, Ph.D. Ing. David Tondl Bc. Petr Švácha Praha 2015
2
3
4 Prohlášení: Prohlašuji, ţe jsem svou diplomovou práci vypracoval samostatně a pouţil jsem pouze podklady uvedené v přiloţeném seznamu. Nemám závaţný důvod proti uţití tohoto školního díla ve smyslu 60 Zákona č. 121/2000 Sb., o právu autorském, o právech souvisejících s právem autorským a o změně některých zákonů (autorský zákon). V Praze dne podpis
5 Poděkování: Na tomto místě bych chtěl poděkovat zejména svému vedoucímu diplomové práce, Ing. Jakubu Horníkovi, Ph.D., za odborné vedení, ochotu a cenné rady při vypracovávání této práce. Rovněţ děkuji Ing. Davidu Tondlovi za lidský přístup a odbornou pomoc v průběhu psaní diplomové práce i během experimentu. Děkuji Pavlu Sachrovi za ochotu, praktické rady a pomoc na experimentální části. Velký dík patří také Ing. Radku Mušálkovi, Ph.D. a Ing. Zdeňku Palovi, Ph.D. z Ústavu fyziky plazmatu Akademie věd České republiky za provedení in situ ohybové zkoušky a rentgenové difrakce. V neposlední řadě bych rád poděkoval své rodině, která mi byla oporou po celou dobu studia, a přítelkyni Nikče, která mi svou přítomností zpříjemňovala chvíle strávené psaním této práce.
6 Tribologické PVD povlaky na bázi wolframu Bc. Petr Švácha leden 2015 Vedoucí diplomové práce: Konzultant: Ing. Jakub Horník, Ph.D. Ing. David Tondl Klíčová slova: wolfram, nitrid wolframu, TiN, CrN, FGM, PVD, povlaky, adheze, tribologické vlastnosti, ohyb in situ Anotace: Práce se zabývá analýzou vybraných vlastností PVD povlaků na bázi wolframu deponovaných metodou reaktivního DC magnetronového naprašování a jejich srovnáním s běţnými povlaky CrN a TiN (mono- i multivrstvými). Teoretická část je rozdělena do tří kapitol; v první jsou popsány principy a hlavní charakteristiky vybraných PVD metod, další kapitola se zabývá metodami hodnocení vlastností tenkých vrstev a v poslední části jsou podrobněji charakterizovány sledované typy povlaků. V experimentální části práce byly připraveny vzorky s různými povlaky. K hodnocení vybraných vlastností byla zvolena série experimentálních metod, pomocí kterých byly zjišťovány adhezní a tribologické vlastnosti povlaků, jejich tvrdost, mikrostruktura a fázové sloţení. Z hodnoceného souboru povlaků vykazují nejvyšší tvrdost i modul pruţnosti povlaky na bázi wolframu. Výsledky provedeného Scratch testu a Mercedes testu prokázaly rovněţ nejlepší adhezní vlastnosti. Při tribologické zkoušce PIN on DISC dosáhly W-povlaky nejniţší míry opotřebení. Funkčně gradovaný povlak W-WN byl porovnán s multivrstvým povlakem Ti-TiN při in situ ohybové zkoušce. Deformační chování obou systémů je obdobné, přičemţ povlak Ti-TiN vykazuje mírně vyšší hodnoty napětí. Nejvýraznější rozdíl byl zjištěn při iniciaci prvního porušení. Výsledky naznačují, ţe povlaky na bázi wolframu mají potenciál perspektivních řešení v oblasti vybraných tribologických aplikací.
7 Tribological PVD Coatings on the Basis of Tungsten Bc. Petr Švácha January 2015 Master thesis supervisor: Consultant: Ing. Jakub Horník, Ph.D. Ing. David Tondl Key words: Tungsten, Tungsten nitride, TiN, CrN, FGM, PVD, Coatings, Adhesion, Tribological properties, in situ Bending test Abstract: In the presented thesis selected properties of tungsten-based PVD coatings deposited by DC reactive magnetron sputtering were evaluated and compared with common CrN and TiN coatings (mono- and multilayer-based). The theoretical part is divided into three main sections; in the first part principles and main characteristics of PVD methods are described, the next chapter deals with evaluation methods for thin films. In the last section the selected coating types are characterised in more detail. In the experimental part samples with different coatings were prepared. In order to evaluate the determined properties a set of experimental methods was selected. These were used to describe adhesion and tribological behaviour of the coatings, their hardness, microstructure and phase analysis. From the evaluated set of coatings the tungsten-based coatings exhibited the highest hardness and Young s modulus as well as the best adhesion properties determined from the results of Scratch test and Mercedes indentation test. The results of the tribological PIN on DISC test show the lowest wear rate also for the W-based coatings. Functionally graded W-WN coating was compared to the multilayer Ti-TiN coating during in situ three-point bending test. Deformation behaviour of both coating systems was similar, although the Ti-TiN multilayer exhibited slightly higher stress values. The most significant difference occurred at the time of first defect formation. The results proved that tungsten-based coatings have a potential of progressive solutions in the area of selected tribological applications.
8 OBSAH 1. ÚVOD TECHNOLOGIE DEPOZICE TENKÝCH VRSTEV Chemické metody depozice Fyzikální metody depozice Fyzikální metody napařování Konvenční (vakuové) napařování Napařování elektronovým paprskem (EBPVD) Napařování pulzním laserem (PLD) Iontové plátování Fyzikální metody naprašování Diodové (DC) naprašování RF naprašování Magnetronové naprašování METODY HODNOCENÍ VLASTNOSTÍ TENKÝCH VRSTEV Tloušťka tenkých vrstev Mikrotvrdost tenkých vrstev Adhezivně-kohezivní vlastnosti Vrypová zkouška (Scratch test) Elektronová mikroskopie Řádkovací elektronová mikroskopie (SEM) Interakce elektronového svazku se vzorkem Detekce emitovaných signálů Rentgenová difrakce (XRD) Srovnání rentgenové (XRD) a elektronové (ED) difrakce Difrakce RTG záření Vznik RTG záření Difrakční metody VLASTNOSTI VYBRANÝCH TENKÝCH VRSTEV Nitrid titanu (TiN) Nitrid chromu (CrN)... 48
9 4.3. Nitrid wolframu (WN) EXPERIMENTÁLNÍ ČÁST Materiál a experimentální metody Příprava vzorků Pouţitá zařízení Výsledky experimentů Měření tloušťky kalotest Hodnocení adheze Scratch-test Mercedes test Nanotvrdost povlaků Tribologické vlastnosti zkouška PIN on DISC Mikrostruktura povlaků In situ zkouška ohybem (Bending test) XRD analýza ZÁVĚR POUŢITÁ LITERATURA PŘÍLOHY Scratch test srovnání povlaků Zkouška PIN on DISC snímky stop... 89
10 SEZNAM OBRÁZKŮ Obr. 1: Systém tenká vrstva substrát [3] Obr. 2: Základní rozdělení PVD metod (převzato a upraveno z [7]) Obr. 3: Zjednodušené schéma elektronového děla (převzato a upraveno z [14]) Obr. 4: Schéma procesu odprášení částic (převzato a upraveno z [16]) Obr. 5: Husté plazma vytvořené pomocí magnetronu [21] Obr. 6: Schéma rovinného magnetronu. [23] Obr. 7: Geometrické parametry vybroušeného kulového vrchlíku (převzato a upraveno z [24]) Obr. 8: Zařízení pro měření tloušťky metodou "kalotest" (převzato a upraveno z [24]) Obr. 9: Průběh zatěţování při zkoušce nanotvrdosti. [3] Obr. 10: Vryp po provedení Scratch-testu na vzorku [31] Obr. 11: Schéma zařízení pro vrypovou zkoušku (převzato a upraveno z [19]) Obr. 12: Místa kritického zatíţení [3] Obr. 13: Hlavní typy porušení systému tenká vrstva-substrát [3] Obr. 14: Schéma transmisního (TEM) a řádkovacího (SEM) mikroskopu [34] Obr. 15: Schéma řádkovacího elektronového mikroskopu (převzato a upraveno z [35]) Obr. 16: Schéma oblastí vzniku signálů při interakci s elektrony (interakční objem) (převzato a upraveno z [42]) Obr. 17: Mnoţství emitovaných elektronů v závislosti na jejich energii (energetické spektrum) [38] Obr. 18: Difrakce na dvou sousedních atomových rovinách pro odvození Braggovy rovnice [46] Obr. 19: Spektrum RTG záření emitované z molybdenové anody napětím 35 kv [47] Obr. 20: Schéma konfigurace Bragg-Brentano [53] Obr. 21: Schéma konfigurace Grazing Incidence [54] Obr. 22: Vybraný sortiment nástrojů s povlaky TiN [57] Obr. 23: Nástroje s povlakem CrN [62] Obr. 24: Skladba multivrstvých povlaků Obr. 25: Schéma zařízení pro in situ ohybovou zkoušku (Bending test) Obr. 26: Kaloty pro měření tloušťky vytvořené na jednotlivých povlacích Obr. 27: Srovnání povlaků při kritickém zatíţení L C Obr. 28: Scratch test provedený na vzorku s povlakem CrN první adhezní porušení Obr. 29: Scratch test provedený na vzorku s povlakem Cr-CrN kohezní porušování uvnitř stopy... 61
11 Obr. 30: Scratch test provedený na vzorku s povlakem TiN první adhezní porušení Obr. 31: Scratch test provedený na vzorku s povlakem WN počátek tvorby souběţných (konformálních) trhlin Obr. 32: Scratch test provedený na vzorku s povlakem FGM počátek vytváření trhlin uvnitř stopy Obr. 33: Grafické srovnání velikosti kritických zatíţení pro jednotlivé povlaky Obr. 34: Klasifikace vtisků - adhezní třídy (A-adhezní porušení, K-kohezní) [3] Obr. 35: Srovnání vtisků po zkoušce Mercedes test, SEM Obr. 36: Míra opotřebení w povlaků Obr. 37: Srovnání morfologie povrchu povlaků, SEM Obr. 38: Mikrostruktura povlaků lomové plochy, SEM Obr. 39: Lomová plocha multivrstvého, funkčně gradovaného povlaku (FGM), SEM Obr. 40: Průběh zatěţování vzorků při Bending testu Obr. 41: Závislost ohybového napětí σ o na relativní deformaci ε Obr. 42: Bending test in situ počáteční stav Obr. 43: Bending test in situ vznik první pozorovatelné trhliny v povlaku Obr. 44: Bending test in situ vytváření skluzových pásů u kořene trhlin Obr. 45: Bending test in situ mnoţení a rozšiřování trhlin, vytváření skluzových pásů v celém objemu vzorku Obr. 46: Bending test in situ konečný stav Obr. 47: Skluzové pásy pod trhlinou multivrstvého povlaku Ti-TiN při ohybové zkoušce in situ, SEM Obr. 48: Šíření trhliny do základního materiálu, povlak FGM při ohybové zkoušce in situ, SEM Obr. 49: Šíření trhliny mezi sloupci povlaků Obr. 50: Rentgenové difraktogramy čistý W a WN Obr. 51: Srovnání vrypů po provedení Scratch testu na jednotlivých povlacích Obr. 52: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak CrN Obr. 53: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak Cr-CrN Obr. 54: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak TiN Obr. 55: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak Ti-TiN Obr. 56: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak WN Obr. 57: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak FGM... 91
12 SEZNAM TABULEK Tab. 1: Stupně vakua (převzato a upraveno z [7]) Tab. 2: Chemické sloţení oceli S 235 [68] Tab. 3: Parametry depozice hodnoceného souboru povlaků Tab. 4: Sled jednotlivých fází depozice, jejich parametry a časy Tab. 5: Podmínky zkoušky Kalotest Tab. 6: Podmínky zkoušky Scratch test Tab. 7: Podmínky zkoušky Mercedes test Tab. 8: Podmínky zkoušky PIN on DISC Tab. 9: Podmínky měření nanotvrdosti Tab. 10: Podmínky zkoušky in situ Bending test Tab. 11: Naměřené tloušťky jednotlivých povlaků Tab. 12: Hodnoty kritických zatíţení L C pro jednotlivé povlaky Tab. 13: Naměřené hodnoty nanotvrdosti a modulu pruţnosti povlaků Tab. 14: Výsledky zkoušky PIN on DISC... 68
13 1. Úvod Moderní metody depozice tenkých vrstev jsou dnes jiţ nedílnou součástí průmyslové praxe. V některých aplikacích jsou tvrdé a otěruvzdorné povlaky přímo nezbytnou podmínkou, někdy jsou nasazovány pro splnění neustále rostoucích nároků na produktivitu a zvyšování efektivity procesů. V současné době jsou povlaky vytvořené chemickými (CVD) a fyzikálními (PVD) metodami depozice hojně vyuţívány pro obráběcí a tvářecí nástroje, v automobilovém a leteckém průmyslu, v elektrotechnice a polovodičovém průmyslu, v optice, medicíně a mnoha dalších oborech. Během více neţ 60 let vývoje se technologie PVD a CVD dočkaly značného zdokonalení. Jako první byly na počátku 50. let za vysokých teplot nad 1000 C nanášeny CVD povlaky TiC a TiN. Problém vysokých teplot a některé další nedostatky iniciovaly vznik fyzikálních metod depozice, které mohly probíhat za mnohem niţších teplot, coţ umoţnilo nanášet povlaky na širší spektrum materiálů. V 70. letech byl představen další vývojový stupeň - multivrstvy, které zvýšily odolnost proti šíření trhlin, a gradientní vrstvy, mající měnící se vlastnosti v průřezu vrstvy. Zvláštní kategorii dnes tvoří tzv. nanovrstvy a nanokompozitní povlaky. Nanovrstvy vyuţívají náhlého zvýšení tvrdosti povlaku při specifické periodicitě jednotlivých vrstev s tloušťkou do 10 nm; nanokompozitní povlaky mají velmi vysokou tvrdost (nad 45 GPa), odolnost a termodynamickou stabilitu díky unikátní struktuře malé krystaly do 10 nm v amorfní matrici. V současnosti je trendem zvyšovat čistotu povlaků, která můţe mít zásadní vliv na finální vlastnosti, a také jsou hledány stále nové povlaky. Povlaky na bázi wolframu jsou v průmyslu vyuţívány poměrně málo, v určitých oblastech by však díky své vysoké tvrdosti a odolnosti mohly být přínosem. Cílem této práce je porovnat vlastnosti monovrstvých i funkčně gradovaných povlaků na bázi wolframu s běţně pouţívanými povlaky nitridů chromu a titanu, včetně jejich multivrstvých alternativ. První, rešeršní část práce tvoří teoretický základ studované problematiky PVD povlaků a je doplněna o popis a principy hlavních experimentálních metod pro hodnocení vlastností vybraných tenkých vrstev včetně hlavních charakteristik sledovaných povlaků. Experimentální část se věnuje laboratornímu hodnocení zkoumaných povlaků a jejich vzájemnému porovnání. Závěrem jsou pak shrnuty nejdůleţitější výstupy z experimentů a vyhodnocen přínos PVD povlaků na bázi wolframu. 12
14 2. Technologie depozice tenkých vrstev Povrchové inţenýrství je velmi rychle se rozvíjejícím oborem, který nalézá uplatnění téměř ve všech odvětvích průmyslu. Stále více jsou kladeny vysoké nároky na funkční i jiné vlastnosti povrchů, které si často vzájemně odporují. Tyto vlastnosti jsou například vysokoteplotní odolnost, ţáropevnost, rázová houţevnatost, specifické optické, elektrické či magnetické vlastnosti, odolnost proti opotřebení, biokompatibilita a v neposlední řadě je tlak na co nejniţší cenu. Často jsou poţadavky na splnění více těchto vlastností zároveň, čehoţ základní materiál sám o sobě nemůţe dosáhnout. Řešením jsou povrchové úpravy, které vlastnosti lokálně změní dle poţadavků dané aplikace. Obecně lze povrchové úpravy rozdělit na modifikace povrchu, kdy jsou změněny vlastnosti povrchové vrstvy, avšak základní materiál v ní stále zůstává přítomen, a povlakování, kdy je na základní materiál (substrát) nanesena vrstva přídavného materiálu (povlaku), která substrát zcela překrývá. Příkladem můţe být zvýšení tvrdosti povrchu oceli plazmovým nitridováním (modifikace povrchu) nebo nanesení vrstvy nitridu pomocí technologie PVD. Obě tyto technologie mají své výhody a nevýhody a z nich plynoucí oblasti pouţití. [1, 2] Velmi progresivním odvětvím povrchového inţenýrství je depozice tenkých vrstev. Hnacím motorem zde byl především nástup moderních technologií související s rozvojem elektrotechniky, kde tenké vrstvy nejen kvůli miniaturizaci hrají velmi důleţitou roli, ale také kosmický průmysl, u kterého je vývoj moderních technologií klíčovým faktorem a zároveň limitujícím prvkem pro další rozvoj. V současné době jiţ tato technologie pronikla do mnoha odvětví, jako např. letecký a automobilový průmysl, elektrotechnika, optika, strojní nástroje, medicína, ale i dekorační technika atd. [3] Za tenkou vrstvu povaţujeme materiál, který je nanesený na základním materiálu (substrátu), a jeho tloušťka se pohybuje v řádu od několika nanometrů (několik atomových vrstev) do jednotek mikrometrů. Vrstvy o větší tloušťce jiţ nazýváme povlaky. [1] Obecně lze dle principu procesy depozice rozdělit na dva typy; procesy zahrnující přenos povlakového materiálu po větších objemech (ve formě kapiček), jako jsou například plazmové nástřiky, nástřiky elektrickým obloukem, detonační nástřiky a další metody ţárového stříkání. Druhým typem jsou procesy atomistické, kdy k formování a růstu povlaku dochází atom po atomu, jak je tomu u fyzikálních metod depozice (PVD napařování, 13

15 naprašování, CVD metody a galvanické metody). Nevýhodou procesů s přenosem kapiček je porozita povlaků, která má velký vliv na výsledné vlastnosti vrstvy. [2] V praxi nelze tenké vrstvy hodnotit izolovaně, vzhledem k velmi malým tloušťkám je nutno brát v úvahu také základní materiál, který velkou měrou ovlivňuje výsledné vlastnosti. Hovoříme o systému tenká vrstva substrát (viz Obr. 1). Obr. 1: Systém tenká vrstva substrát [3] Obecně lze fyzikální metody nanášení tenkých vrstev rozdělit do dvou hlavních skupin, a to fyzikální depozice z par (PVD Physical vapor deposition) a chemická depozice z par (CVD Chemical vapor deposition). Hlavním rozdílem je zdroj deponovaného materiálu pevný terč u PVD metod oproti plynné fázi u metod chemických Chemické metody depozice Tenké vrstvy připravené pomocí chemické metody CVD vznikají depozicí produktů chemické reakce plynné atmosféry s povrchem substrátu. Pro iniciaci chemických reakcí je zapotřebí dodat energii; ta je u klasické CVD metody do systému dodána ohřátím substrátu, na jehoţ povrchu tím vznikají podmínky pro dekompozici pracovních plynů a vytvoření sloučenin tvořících tenkou vrstvu. Pracovní teploty jsou velmi vysoké (obvykle 900 aţ 1100 C), čímţ je významně omezena pouţitelnost této metody u mnoha materiálů. Například při povlakování nástrojů z rychlořezných ocelí by došlo k popuštění a tím pádem poklesu tvrdosti a pevnosti. [4] Mezi hlavní výhody CVD metod patří moţnost depozice na tvarově sloţitých substrátech při zachování konformity povlaku (rovnoměrnost tloušťky), včetně vnitřních prostor a děr s velkým poměrem L/D. Další výhodou je vysoká čistota povlaků vzhledem ke snadnému 14
16 odstranění nečistot z plynných prekurzorů destilací. Navíc CVD metody umoţňují rychlejší depozici neţ PVD a obvykle vyţadují niţší stupeň vakua. Nevýhodami chemické depozice jsou především vysoké pracovní teploty, které omezují výběr materiálu a zároveň mohou způsobovat vnitřní pnutí, dále uţívání prekurzorů, které jsou obvykle škodlivé pro ţivotní prostředí mohou být vysoce toxické, výbušné, mohou vytvářet vysoce agresivní korozní prostředí a navíc mohou být i drahé. [5] Existuje mnoţství dalších modifikací CVD metod, které řeší hlavní problém vysokých pracovních teplot u klasické CVD metody a značně tak rozšiřují oblast pouţití pro dodání energie do systému je vyuţíván například laserový paprsek, mikrovlnné záření, elektromagnetické záření a další zdroje. [5, 6] 2.2. Fyzikální metody depozice Fyzikální metody depozice tenkých vrstev (PVD) jsou zaloţeny na fyzikálních procesech vypařování, naprašování, bombardování ionty atd., na rozdíl od metod chemických, kde dochází k chemickým reakcím na povrchu substrátu nebo v atmosféře (výjimkou jsou reaktivní metody PVD, při kterých k chemickým reakcím dochází). Jedná se o atomistický proces (atomistický proto, ţe dochází k přenosu materiálu převáţně ve formě atomů a molekul), který se skládá z několika fází. V první fázi je materiál určený k povlakování převeden do plynného skupenství z pevného nebo kapalného zdroje. Následně dochází k přenosu těchto par na substrát, kde posléze vlivem niţší teploty substrátu zkondenzují a postupně tak tvoří tenkou vrstvu. [1, 4] Dle způsobu převedení materiálu targetu do plynné fáze se PVD technologie dělí na dvě základní skupiny napařování a naprašování. Ty se dále dělí dle způsobu, jakým je do systému dodána energie pro uvolnění částic targetu viz Obr
17 Fyzikální metody depozice Napařování Naprašování Klasické (vakuové) Diodové (DC) Elektronovým paprskem RF (Radio frequency) Laserovým paprskem Magnetronové Iontové plátování Reaktivní MBE (Molecular beam epitaxy) S předpětím (Bias) Obr. 2: Základní rozdělení PVD metod (převzato a upraveno z [7]) PVD technologiemi jsou obvykle připravovány tenké vrstvy tlouštěk v řádu jednotek nanometrů aţ tisíců nanometrů (jednotek mikrometrů), mohou být pomocí nich ale také připravovány multivrstvé povlaky, gradované povlaky, vrstvy o velkých tloušťkách i samonosné struktury skořepiny. Rychlost růstu vrstvy se pohybuje v rozmezí 10 aţ 100 Å (1 aţ 10 nm) za sekundu a je ovlivněna převáţně pracovním tlakem, vzdálenosti mezi zdrojem (terčem) a substrátem a teplotou substrátu [1, 4]. Vyšších rychlostí depozice je dosahováno především v posledních přibliţně dvaceti letech s rozvojem technologie vyuţívající pro ohřev targetu elektronový paprsek [2]. Připravené vrstvy mohou být dle pouţitého targetu jednoprvkové nebo slitinové (nereaktivní metody), nebo sloučeninové při uţití reaktivních metod. Zde deponované sloučeniny vznikají chemickou reakcí s pracovní atmosférou (např. dusík pro vznik nitridu titanu TiN), nebo s předdeponovanou vrstvou na povrchu substrátu (např. vznik karbidu titanu TiC). Kvazi-reaktivní metody slouţí k přípravě sloučeninových vrstev ze sloučeninového zdroje, kdy během procesu transportu a depozice dochází ke ztrátám některých sloţek 16
18 sloučeniny, které jsou však kompenzovány přivedením reaktivního plynu do prostoru komory. Příkladem můţe být kvazi-reaktivní naprašování tuhého roztoku oxidu india a oxidu cínu (ITO indium tin oxide) z ITO targetu za přivedení kyslíku do komory. [1] Obecně všechny PVD technologie pracují s různým stupněm vakua nebo sníţeným pracovním tlakem (viz Tab. 1). Pracovní tlak ovlivňuje střední volnou dráhu, přičemţ tyto dvě veličiny jsou si nepřímo úměrné. Střední volná dráha je průměrná délka trajektorie, na níţ nedojde ke sráţce částice při jejím pohybu a je nepřímo úměrná frekvenci sráţek [8]. Velikost pracovního tlaku má vliv na čistotu povlaku, jelikoţ při niţších stupních vakua je vyšší pravděpodobnost přenesení nečistot z pracovní atmosféry do povlaku. Dochází téţ ke zhoršení adheze povlaku k substrátu vlivem adsorpce molekul plynu na povrchu substrátu. Sniţování tlaku tak na jednu stranu zvyšuje celkovou kvalitu deponované vrstvy, ale zároveň s sebou nese zvýšení nákladů, zejména na vakuovou techniku (vývěvy) a také některé nevýhody, které souvisí s mechanismem přenosu částic na substrát (vliv stupně vakua na distribuci částic targetu v prostoru pracovní komory, jeţ ovlivňuje homogenitu vrstvy na různě orientovaných částech substrátu). [7] Tab. 1: Stupně vakua (převzato a upraveno z [7]) Stupeň vakua Tlak [Pa] Nízké vakuum ~ Střední vakuum Vysoké vakuum Velmi vysoké vakuum Ultra vysoké vakuum (UHV) Extrémně vysoké vakuum (XHV) < Jak bylo zmíněno v předchozím odstavci, stupeň vakua ovlivňuje střední volnou dráhu částic. Například molekula dusíku má při teplotě 20 C a tlaku 0,1 Pa střední volnou dráhu přibliţně 5 cm [1]. Chování molekul plynů při jejich pohybu a jejich vzájemné interakce popisuje kinetická teorie plynů. Ta tvoří teoretický základ vakuové fyziky. Pohybující se molekuly plynu mají kinetickou energii, danou hmotností částice a rychlostí jejího pohybu. Při sráţkách molekul dochází k předávání kinetické energie, částice tedy sráţkami ztrácí svou energii, jsou rozptylovány a jejich energie se přibliţuje energii okolních molekul plynu (tzv. thermalization tepelné rozptylování). [1, 9] 17
19 Čím vyšší je stupeň vakua v pracovní komoře, tím méně dochází ke sráţkám částic přenášených ze zdroje (targetu) na povrch substrátu, a jejich dráhy jsou tak přímočaré, molekuly mají vysokou energii, se kterou dopadají na substrát. Tehdy mluvíme o tzv. molekulárním toku. Při niţších stupních vakua (vyšších pracovních tlacích) je v atmosféře více částic, se kterými částice odpařeného/odprášeného materiálu kolidují častěji, střední volná dráha je tak kratší. Pak se jedná o tzv. viskózní tok, který můţe být turbulentní, vznikají-li při proudění víry, nebo laminární bez výskytu turbulencí. Při viskózním toku jsou částice uvolněné z targetu rozptýleny v prostoru komory, jejich pohyb je díky sráţkám náhodný. Tento fakt vede k rovnoměrnější depozici vrstvy při povlakování součástí sloţitějších tvarů (kaskádovité a různě orientované plochy) a částečně je tak eliminován efekt stínování (tzv. shadowing effect ), kdy je tloušťka deponované vrstvy na plochách odvrácených od zdroje a plochách rovnoběţných se směrem toku částic menší neţ na plochách k toku kolmých. [1, 4, 10] PVD metody obvykle pracují s niţšími teplotami neţ metody chemické depozice, a to v rozmezí přibliţně C, čímţ umoţňují nanášení tenkých vrstev na substráty z různých materiálů, včetně těch s nízkou teplotní odolností, jako např. plasty. Metody jsou to velmi univerzální, lze pomocí nich deponovat téměř všechny anorganické materiály kovy, slitiny i sloučeniny a také některé organické materiály. [2] 2.3. Fyzikální metody napařování Cílem technologie napařování je uvolnit částice z targetu (v pevném nebo kapalném stavu) a přenést je kontrolovaně na povrch substrátu za vzniku tenké vrstvy, přičemţ růst této vrstvy probíhá atomisticky. Proces obvykle probíhá ve vakuu s tlakem Pa, pokud se vyskytuje problém s nedostatečnou čistotou vrstev, můţe být pouţito vyšších stupňů vakua, běţně aţ pod 10-7 Pa (ultra vysoké vakuum). [1, 2]. Uvolnění částic je dosaţeno ohřátím na teplotu, při které se materiál targetu vypařuje nebo sublimuje. Většina kovů přechází do plynné fáze vypařováním, sublimovat mohou například prvky chrom, titan, molybden, ţelezo a křemík. [1, 4] Dle způsobu, kterým je dodána tepelná energie pro ohřev na teplotu vypařování / sublimace, dělíme metody napařování na konvenční (vakuové), elektronovým paprskem (EBPVD), laserovým pulsem (PLD), iontové plátování a epitaxe z molekulárních svazků (MBE). 18
20 Konvenční (vakuové) napařování Odporový ohřev Konvenční metoda napařování vyuţívá odporového nebo indukčního ohřevu materiálu targetu, přičemţ ohřev můţe být přímý nebo nepřímý. Při přímém odporovém ohřevu je Joulovým teplem vlivem procházejícího proudu zahříván přímo zdrojový materiál, který následně sublimuje a přechází na substrát. Odpařovaný materiál je ve formě svinutého drátu či svazku drátů. Tato technika není příliš pouţívána, lze tak připravovat vrstvy z kovů (např. Cr, Mo, V, Fe) a uhlíku. Naproti tomu při nepřímém ohřevu je odporově ohřívána nádoba, která svým rozţhaveným povrchem dodává teplo odpařovanému materiálu. Pracovní teplota topného elementu je obvykle v rozmezí od 1000 do 2000 C. Obecně mohou být drátové (jednoduchý drát nebo více stočených drátů svinutých do tvaru spirály nebo kelímku), lodičky (plech ve tvaru ploché nádoby) nebo kelímky (umístěné ve stočeném drátu nebo lodičce). Lodičky jsou vyhotovené z těţkotavitelných kovů (W, Mo, Ta), případně uhlíku nebo keramiky. [11, 12] Indukční ohřev Konvenční technologie napařování můţe také vyuţívat indukčního ohřevu, který má oproti odporovému ohřevu některé výhody, ale také nevýhody. Mezi výhody můţeme zařadit vyšší energetickou účinnost procesu, jelikoţ indukčním ohřevem je materiál ohříván přímo (při přímém ohřevu), dochází tak k niţším ztrátám vedením a zářením. Navíc není zapotřebí dosahovat o mnoho vyšších teplot neţ je teplota vypařování zdroje, coţ zároveň minimalizuje interakce na rozhraní nádoba-odpařovaný materiál. Další výhodou je odbourání nutnosti tepelného stínění, jelikoţ indukční cívky jsou přímo chlazeny vodou. Nevýhodou jsou naopak vyšší náklady a nároky na prostor, dále také nutnost navrhnout optimální geometrii cívky a určit vhodné provozní parametry pro různé druhy materiálů a pouţitých kelímků. Tento typ ohřevu je vhodný zejména pro materiály s vysokou mírou smáčivosti, jako například hliník, který lze odporovým ohřevem vypařovat obtíţně. [11, 13] Napařování elektronovým paprskem (EBPVD) Elektronový paprsek umoţňuje dodání velkého mnoţství energie na malou plochu targetu. Tím se materiál ohřívá na vysoké teploty a lze tak oproti odporovému ohřevu odpařit i vysokotavitelné materiály. Pouze lokální ohřev navíc minimalizuje difúzní procesy a 19

21 chemické reakce mezi odpařovaným materiálem a stěnami nádoby, čímţ je sníţeno riziko znečištění povlaku. [11, 13, 14] Elektrony jsou uvolněny z katody termoemisí a následně urychlovány na povrch odpařovaného materiálu, který je zapojen jako anoda. Paprsek je směrován a fokusován pomocí magnetického pole generovaného cívkami (elektromagnetické čočky). Bombardování povrchu elektrony způsobuje ohřátí na teplotu, při které se materiál vypařuje nebo sublimuje. Obvykle pracovní tlak nepřesahuje hodnotu 10-2 Pa, aby částice měly dlouhou střední volnou dráhu; niţší energie dopadajícího svazku má za následek zhoršení mikrostruktury. [9, 14] Katoda (zdroj elektronů) Elektromagnetické čočky Vakuový systém Elektromagnety pro směrování paprsku (rastrování) Obr. 3: Zjednodušené schéma elektronového děla (převzato a upraveno z [14]) Princip funkce elektronového děla je patrný z Obr. 3. Obvykle pouţívané urychlovací napětí pro PVD napařování je v rozsahu kv a výkon nabývá hodnot od 0,03 do 1,2 MW [14]. Elektronový paprsek je hojně uţívanou metodou PVD napařování pro svou vysokou energetickou účinnost, vysoké rychlosti depozice a zároveň širokou škálu pouţitelných materiálů. Nevýhodou je především problém nanášet vrstvy rovnoměrně po celém povrchu substrátů komplexních tvarů, především vnitřních ploch. Částečně lze toto negativum 20
22 kompenzovat vhodným pohybem substrátů v komoře (obvykle rotace). Další nevýhodou je změna rychlosti depozice s degradací ţhaveného vlákna katody. [1, 9] Napařování pulzním laserem (PLD) Metoda PLD (Pulsed laser deposition), někdy téţ PLA (Pulsed laser ablation) vyuţívá laserového svazku přivedeného a fokusovaného pomocí optické soustavy na povrch targetu, kde vzniká velké mnoţství tepla potřebného pro odpaření materiálu. Uţití kontinuálního ozařování targetu laserovým paprskem by vedlo k jeho objemovému natavení, coţ by mělo za následek neţádoucí segregační a difúzní procesy, se kterými se potýká konvenční metoda odpařování. Proto je zde uţito pulzního laseru, kdy kaţdý puls velmi rychle odpaří pouze malý objem materiálu. Právě velká rychlost odpaření díky vysoké hustotě energie je největší výhodou této metody. Vede totiţ k odpaření všech sloţek zároveň, nezávisle na jejich vazebné energii. Tím umoţňuje nanášení vrstev ze sloučeninových targetů s přesnou reprodukcí stechiometrie, coţ bývá u konvenčních metod díky rozdílnému chování jednotlivých sloţek nemoţné. [2, 9] Výhodou laserové metody napařování je především jiţ zmíněná vynikající reprodukce stechiometrie, a tedy vysoká univerzálnost z hlediska výběru odpařovaného materiálu principiálně lze jakýmkoli laserem odpařit jakýkoli materiál (při dodrţení dostatečného výkonu). Metoda má však také řadu nevýhod; především je to nízký plošný výkon (průměr kruhové plochy přibliţně mm). To značně omezuje průmyslové vyuţití, jelikoţ povlakování větších ploch značně navyšuje náklady. Další nevýhodou je velmi nízká účinnost přenosu energie (běţně kolem 1-2 %), coţ spolu s vysokou cenou optického systému vedení paprsku zvenku komory proces značně prodraţuje. Někdy bývá problém naleznout laser o vhodné vlnové délce pro daný materiál targetu, tak, aby byla absorpce co nejvyšší; volba vlnové délky tak silně ovlivňuje rychlost depozice. [2, 11] Iontové plátování Iontové plátování je technika vyuţívající kontinuálního nebo periodického bombardování povrchu substrátu ionty. Tím lze řídit a upravovat vlastnosti vznikající vrstvy. Někdy bývá označována za metodu hybridní [2], jde totiţ pouze o techniku úpravy vlastností vrstvy jejím přímým bombardem, přičemţ povlakový materiál můţe být do plynné fáze převeden vyuţitím procesů napařování, naprašování nebo dekompozicí prekurzorů. [1, 2] 21
23 Bombardováním ionty je do povrchové vrstvy dodávána energie, díky které jsou získány lepší adhezní vlastnosti, vyšší hustota povlaku, dochází k urychlení chemických reakcí, sníţení zbytkových napětí a dalším změnám struktury, morfologie a vlastností. Pro dosaţení co nejlepších adhezních vlastností je důleţité, aby byl povrch ionty bombardován ještě před začátkem povlakování pro zajištění atomově čistého povrchu a vytvoření tenké vrstvy proběhlo bezprostředně poté. [2, 4] Iontové plátování je pouţíváno pro depozici tvrdých sloučeninových povlaků, v optice pro povlaky o vysoké hustotě a při povlakování komplexních povrchů. Systém iontového plátování je v některých případech moţné implementovat do stávajícího povlakovacího zařízení, coţ přináší úsporu nákladů. [2, 15] 2.4. Fyzikální metody naprašování Metody fyzikální depozice naprašováním na rozdíl od metod napařování nevyuţívají pro odpaření materiálu primárně tepelné energie, ale vyraţení (tedy odprášení) částic z targetu probíhá předáním kinetické energie bombardujících elementárních částic částicím na povrchu targetu. Bombardujícími částicemi jsou zde ionty plynu, urychlené pomocí elektrického pole. První úspěšné uţití technologie naprašování bylo popsáno Wrightem jiţ v roce 1877, a to především díky potřebě pouze nízkých stupňů vakua. [1] Naprašování můţe probíhat za vyššího vakua (< 10-3 Pa) při uţití iontového svazku, při uţití plazmy jako zdroje iontů je pracovní tlak obvykle do 1 Pa a při vyšších tlacích (1 aţ 10 Pa) jiţ dochází k mnoha sráţkám odprášených částic v pracovní atmosféře, tedy tzv. tepelnému rozptylování. Metodou lze připravit jak povlaky z čistých prvků, tak povlaky sloučeninové. Zde můţe být pouţito jednoprvkových terčů s vyuţitím reaktivního plynu přivedeného do atmosféry (reaktivní metody naprašování) nebo sloučeninových terčů, kde však většinou dochází ke ztrátám nejméně stabilních sloţek, které tak musí být kompenzovány opět za pomoci reaktivního plynu. V tomto případě je jiţ minimální potřebný parciální tlak niţší neţ u reaktivních metod naprašování a tyto metody se nazývají kvazireaktivní. [1, 2] K odprašování dochází při dopadu částice s dostatečnou energií pro vyraţení atomu z povrchu targetu. Těmito částicemi mohou být atomy, ionty, elektrony, fotony, neutrony nebo molekuly, nejběţnější je však uţití iontů, konkrétně iontů inertních plynů argonu Ar + a kryptonu Kr + nebo iontů molekulárních (kyslíku O + 2, dusíku N + 2 atd.). Účinnost procesu 22
24 bombardování lze vyjádřit poměrem vyraţených a dopadajících částic. Princip odprášení částic z povrchu targetu je schematicky znázorněn na Obr. 4. Povrchové atomy Odprášený atom Dopadající atom Odprášený atom Obr. 4: Schéma procesu odprášení částic (převzato a upraveno z [16]) Mezi základní techniky PVD naprašování patří magnetronové, diodové (DC), RF (Radio frequency), reaktivní a naprašování s předpětím (Bias sputtering) Diodové (DC) naprašování Nejjednodušším typem naprašování s vyuţitím plazmy je diodové (DC stejnosměrné) naprašování. Systém je tvořen párem elektrod, přičemţ katodou je terč (tzv. studená katoda) a anodou substrát. Substrát je obvykle uzemněn a na katodu je přivedeno napětí řádově stovek aţ tisíců voltů stejnosměrného napětí. Elektrody jsou umístěny ve vakuové komoře, do které je přiveden pracovní plyn (obvykle argon). Při vhodném tlaku a napětí mezi elektrodami dojde k zapálení plazmového doutnavého výboje, při kterém jsou kladné ionty plynu urychlovány elektrickým polem na katodu (terč), s vysokou energií dopadají na její povrch a tím dochází k odprašování částic, které jsou následně deponovány na substrát. Kromě odprášených částic targetu jsou při dopadu iontů z povrchu emitovány sekundární elektrony, které jsou v potenciálovém spádu urychlovány pryč od terče. Při jejich pohybu dochází ke sráţkám s atomy plynu, kterým předávají část své energie a vytváří tak ionty potřebné pro udrţení doutnavého výboje. Některé elektrony nestihnou předat veškerou svou energii a 23
25 dopadají tak aţ na substrát nebo stěny komory, kde způsobují (obvykle neţádoucí) ohřev. [1, 16] Pro udrţení doutnavého výboje je zapotřebí ve vakuové komoře udrţovat vhodný tlak pracovního plynu. Při tlaku niţším neţ přibliţně 1 Pa dochází k malému počtu kolizí, ionizace plynu je tím pádem nízká, a výboj tak nelze udrţet. Naopak příliš vysoký tlak (vyšší neţ 16 Pa) způsobuje niţší efektivitu depozice kvůli velkému počtu sráţek s částicemi plynu během přenosu na substrát. [9] Při diodovém naprašování musí být target elektricky vodivý, coţ omezuje výběr povlakových materiálů a je nevýhodou této metody. V případě nevodivého materiálu by totiţ docházelo k hromadění kladného náboje na povrchu terče, který odpuzuje dopadající kationty plynu, a sniţuje tak bombardování povrchu. K podobnému jevu sníţení rychlosti depozice můţe docházet při reaktivním DC naprašování, kdy jsou do pracovní komory přivedeny reaktivní plyny (např. dusík nebo kyslík) pro vytvoření vrstev nitridů, oxidů atd. Při menším parciálním tlaku reaktivního plynu je tento zcela spotřebován pro vytvoření sloučeninové vrstvy na substrátu. Zvýší-li se tlak nad určitou hranici, není veškerý reaktivní plyn vyuţit pro tvorbu povlaku a přebytek tak reaguje s povrchem terče, kde vytváří tenkou nevodivou nebo špatně vodivou vrstvu. To způsobuje opět hromadění náboje na těchto místech vedoucí k výraznému zpomalení depozice tzv. otrávení terče. Do původního stavu (tzv. kovového módu) se můţe systém vrátit sníţením parciálního tlaku reaktivního plynu, načeţ je nevodivá vrstva na targetu odprášena a plyn je opět vyuţit pouze pro tvorbu povlaku. [1, 9, 17] RF naprašování Při RF (Radio frequency rádiové frekvence) naprašování je uspořádání velmi podobné jako u diodového. Rozdíl je ve zdroji napětí, který zde pracuje při vysokých (rádiových) frekvencích v rozsahu 0,5 30 MHz, přičemţ pro komerční průmyslové vyuţití byla stanovena hodnota 13,56 MHz. Hlavní výhodou RF naprašování je moţnost nanášet povlaky z nevodivých a polovodičových materiálů. Během jedné periody se totiţ na povrchu elektrod střídavě vytváří kladný a záporný náboj; v první půlperiodě je na targetu záporný náboj, a kladné ionty z plazmatu tak bombardují jeho povrch - dochází k odprašování, zatímco v druhé půlperiodě jsou ke kladně nabitému povrchu přitahovány elektrony, které neutralizují kationty, a brání tak hromadění náboje. Vlivem odlišné hmotnosti a tudíţ i mobility kationtů a elektronů není napětí mezi elektrodami symetrické. Během kladné půlperiody je totiţ na 24
26 targetu vysoký tok elektronů, zatímco následně během záporné půlperiody se k targetu nestihne přenést dostatečné mnoţství kationtů pro vyrovnání náboje, terč se tak nabíjí záporně, aţ dosáhne rovnováţného potenciálu, při kterém jiţ záporné napětí terče odpuzuje dopadající elektrony a tok kladných a záporných částic se vyrovná. [1, 9, 16] Během RF naprašování dochází k periodickému průchodu elektronů plazmou mezi elektrodami vlivem jejich střídavého nabíjení, coţ způsobuje větší mnoţství sráţek s atomy plynu, a vzniká tak hustší plazma. Výsledkem je vyšší rychlost depozice a moţnost uţití niţších pracovních tlaků (0,5 aţ 2 Pa [18]), čímţ je sníţeno riziko kontaminace povlaku. Nevýhodou u odprašování nevodivých materiálů je riziko rozlomení terče při uţití vyšších příkonů. Tyto materiály jsou totiţ obvykle křehké a mají nízkou tepelnou vodivost. Teplo vzniklé při bombardování energetickými částicemi tak není efektivně odváděno, vznikají velké teplotní gradienty a můţe dojít k poškození vlivem tepelné dilatace. [1, 19] Magnetronové naprašování Metoda magnetronového naprašování řeší jednu z hlavních nevýhod diodového (DC) naprašování, kterou je slabé vyuţití elektronů uvolněných z katody pro udrţování doutnavého výboje. Elektrony zde totiţ po přivedení napětí přechází z katody na anodu po přímých drahách, které jsou tudíţ krátké a dochází tak k malému počtu ionizujících kolizí s částicemi atmosféry. Metoda magnetronového naprašování oproti tomu vyuţívá magnetického pole v blízkosti katody, které působí na elektrony a upravuje tak jejich dráhy, které pak mohou tvořit uzavřené smyčky. Tím dochází ke značnému navýšení počtu sráţek s částicemi plynu, a tedy i větší ionizaci. Výsledkem je husté plazma soustředěné u povrchu targetu viz Obr. 5. [1, 20] 25
![Obr. 5: Husté plazma vytvořené pomocí magnetronu [21] Magnetronové naprašování můţe probíhat v prostředí vysokého vakua (10-3 aţ 10-1 Pa [17], běţně však 10-1 Pa [18]) při zachování hustého plazmatu,](/docs-images/91/107601138/images/27-0.jpg "coţ je velkou předností této techniky.")
27 Obr. 5: Husté plazma vytvořené pomocí magnetronu [21] Magnetronové naprašování můţe probíhat v prostředí vysokého vakua (10-3 aţ 10-1 Pa [17], běţně však 10-1 Pa [18]) při zachování hustého plazmatu, coţ je velkou předností této techniky. Ionty z plazmatu totiţ jsou urychlovány a přechází na katodu bez velkých energetických ztrát kolizemi; následně povrch terče bombardují s vysokou energií, čímţ zvyšují mnoţství odprášených částic a tím pádem i rychlost depozice. V porovnání s diodovým naprašováním můţe být také pouţito niţšího napětí (řádově 10 2 aţ 10 3 V). [1] Magnetron je elektrická součástka (speciální elektronka), která je schopna generovat mikrovlnné záření. Její prvotní vyuţití nalezla v radarových aplikacích, pro které byla vyvinuta během druhé světové války. Pro tyto účely jsou magnetrony stále pouţívány, v dnešní době jsou dále pouţívány například v mikrovlnných troubách jako zdroj energie pro ohřev potravin. V technologii nanášení tenkých vrstev magnetron slouţí k vytvoření statického magnetického pole v blízkosti povrchu terče (katody). Toto magnetické pole působí spolu s přítomným elektrickým polem (kolmé k povrchu katody) na sekundární elektrony, které jsou v důsledku bombardování povrchu kladnými ionty emitovány z katody. Sekundární elektrony se vlivem působícího pole (kromě Coulombovy síly na ně působí také Lorentzova síla [22]) pohybují v tzv. tunelu siločar, tedy v drahách kolmých k elektrickému i magnetickému poli (tzv. E B drift). Tyto dráhy mohou mít při vhodném uspořádání 26

28 magnetického pole tvar uzavřených smyček. Elektrony obíhající v těchto drahách tak podstupují více kolizí, čímţ se zvyšuje počet iontů a tím i stoupá rychlost depozice. [16, 17] V magnetronech můţe být pouţito permanentních magnetů nebo elektromagnetických, či kombinace obou [1]. Obecně jsou pouţívány dva typy magnetronů, a to rovinný a cylindrický. Cylindrický byl vyvinut dříve a vytváří magnetické pole kolem rotačních terčů. Novější rovinný vytváří magnetické pole na terčích rovinných, dráhy elektronů pak mají kruhový nebo oválný tvar (tzv. racetrack ). Schéma rovinného magnetronu je na Obr. 6. směr pohybu elektronů magnetické siločáry magnety Obr. 6: Schéma rovinného magnetronu. [23] Magnetronové naprašování je velmi oblíbenou metodou pro nanášení tenkých vrstev, pokrývá přibliţně 95 % aplikací naprašování [16]. Především je tomu díky vysokým rychlostem depozice (1 aţ 10 nm s -1 [22]), čistotě povlaků díky nízkým pracovním tlakům, ale také nízké pracovní teplotě (např. oproti PVD napařování), díky které mohou být substráty blíţe terči a energie dopadajících částic je tudíţ vyšší. Nízké teploty také umoţňují pouţití této metody pro materiály s nízkou teplotní odolností. Další výhodou je moţnost libovolné orientace targetů, jelikoţ v odprašované zóně nevzniká tavenina. [11, 17, 20] Metoda má však i svá negativa; jedním z nich je nerovnoměrnost vyuţití terčů vlivem nerovnoměrného rozloţení plazmatu, jeţ je soustředěno v místech, kde prochází nejvíce elektronů (smyčky); vyuţití materiálu targetu tak klesá na 10 aţ 30 % neţ je recyklován. Vzhledem k vysokým cenám targetů toto navyšuje náklady, stejně tak jako niţší energetická účinnost v porovnání s vakuovým napařováním (3-10 dle [20]). S nerovnoměrností rozloţení 27
29 plazmatu souvisí také nerovnoměrnost tloušťky vznikající vrstvy; tento problém bývá často řešen rotačním pohybem substrátů. Dalším potenciálním nebezpečím je pouţití targetů z magnetických materiálů. Magnetické siločáry pak prochází přímo terčem, pokud není dostatečně redukována jeho tloušťka. Některá zdokonalení jiţ však byla vyvinuta pro zamezení tomuto efektu (Chopra a Vankar viz [17]). [1, 2, 20] V případě reaktivního magnetronového naprašování (do atmosféry přivedeny reaktivní plyny např. dusík či kyslík pro vytváření vrstev nitridů či oxidů) s vyuţitím stejnosměrného zdroje napětí můţe docházet k efektu tzv. otrávení terče, který jiţ byl zmíněn v kap Na jeho povrchu totiţ dochází k interakci s reaktivními sloţkami plynné atmosféry a produkty reakce vytváří izolační vrstvu (oxidy, nitridy), která sniţuje rychlost depozice, nebo můţe dokonce vést k zapalování neţádoucích elektrických oblouků aţ k přerušení výboje. Tyto oblouky jednak poškozují target lokálním natavením, dále mohou sniţovat kvalitu povlaku kapičkami uvolněnými při jiskrovém výboji a v neposlední řadě mohou zničit zdroj napětí. Existuje několik řešení jak vzniku elektrických oblouků zamezit jednou z moţností je přivedení pulzního napětí o frekvenci běţně khz (o mnoho niţší neţ u RF magnetronového naprašování) metoda pulzního DC magnetronového naprašování. Střídají se cykly vyššího záporného napětí, při kterém dochází k bombardování kladnými ionty plynu, tedy naprašování a velmi nízkého kladného napětí pro zamezení hromadění kladného náboje na vznikající izolační vrstvě, čímţ by došlo ke ztrátě katodového spádu aţ otrávení terče. Další moţností je pouţití dvou targetů s magnetrony, které jsou střídavě napájeny kladným a záporným napětím (duální magnetronové naprašování). [2, 11, 20] 28
30 3. Metody hodnocení vlastností tenkých vrstev Pro zjištění dosaţených vlastností deponovaných vrstev je zapotřebí přesně definovaných metod, které zaručují porovnatelnost a reprodukovatelnost dalších měření. Mezi základní hodnocené vlastnosti tenkých vrstev patří tloušťka, tvrdost, adheze k základnímu materiálu, tribologické vlastnosti, mikrostruktura, chemické sloţení a další. V experimentální části této diplomové práce bude provedeno hodnocení některých z nich, princip a charakteristiky vybraných technik jsou popsány v následujících kapitolách Tloušťka tenkých vrstev Pro měření tloušťky tenkých vrstev se nejčastěji vyuţívá dvou postupů. Prvním z nich je měření tloušťky vrstvy na příčném metalografickém výbrusu pomocí mikroskopu. Takové stanovení tloušťky však vyţaduje náročnější přípravu a je časově náročnější. Velmi rychlou a jednoduchou metodou v praxi velmi hojně vyuţívanou je metoda kalotest. Princip metody kalotest spočívá ve vybroušení kulového vrchlíku do vzorku (do tenké vrstvy i substrátu), jehoţ průmětem s rovinnou vrstvou je mezikruţí viz Obr. 7. Z následného mikroskopického proměření rozměrů mezikruţí a známého rozměru kuličky lze vypočítat tloušťku vrstvy dle vztahu: Pro tenké vrstvy lze vzhledem k zanedbatelnému poměru hloubky vniknutí k poloměru koule T/R vztah zjednodušit na: 29
![Povlak Substrát Obr. 7: Geometrické parametry vybroušeného kulového vrchlíku (převzato a upraveno z [24]) Zařízení pro hodnocení tloušťky vrstev metodou kalotest je vyobrazeno na Obr. 8.](/docs-images/91/107601138/images/31-0.jpg "Na ocelovou kuličku je nanesena diamantová suspenze a následně je tato uvedena do rotačního pohybu hnacím hřídelem. Postupně je do substrátu vybroušen kulový vrchlík.")
31 Povlak Substrát Obr. 7: Geometrické parametry vybroušeného kulového vrchlíku (převzato a upraveno z [24]) Zařízení pro hodnocení tloušťky vrstev metodou kalotest je vyobrazeno na Obr. 8. Na ocelovou kuličku je nanesena diamantová suspenze a následně je tato uvedena do rotačního pohybu hnacím hřídelem. Postupně je do substrátu vybroušen kulový vrchlík. Průměr kuličky se pohybuje v rozmezí od 10 do 40 mm a diamantová suspenze obsahuje částice o velikosti do 1 µm [24]. 30
 Metodou kalotest lze změřit tloušťku vrstvy přesně (odchylka 1 aţ 5 %) a ve velmi krátkém čase (1-2 min).")
32 Diamantová suspenze Vzorek Kulička Hnací hřídel Obr. 8: Zařízení pro měření tloušťky metodou "kalotest" (převzato a upraveno z [24]) Metodou kalotest lze změřit tloušťku vrstvy přesně (odchylka 1 aţ 5 %) a ve velmi krátkém čase (1-2 min). Oblast pouţití je pro tloušťky vrstev od 0,1 do 100 µm, coţ je pro hodnocení běţně nanášených povlaků zcela dostačující. Pro přesné měření je však vyţadována drsnost povrchu R a < 0,4 µm a niţší, lze také místo pro měření vyleštit lokálně. Metodu lze pouţít pro měření tloušťky jednovrstvých povlaků i jednotlivých vrstev multivrstvých a sendvičových povlaků. [3, 24] 3.2. Mikrotvrdost tenkých vrstev Mikrotvrdost tenkých vrstev je jednou ze základních mechanických vlastností, které jsou zjišťovány. Oproti měření na objemovém (bulk) materiálu je zde však tvrdost hodnocena pouze lokálně v malém objemu materiálu a zjišťovány jsou elastické i plastické vlastnosti v místě indentace. Měření se provádí s velmi malými zatíţeními indentoru (do 2 N [3]) a tomu odpovídá menší hloubka vtisku. Pro zachování přesnosti měření musí mít povrch dostatečně nízkou drsnost a tloušťka měřeného zkušebního tělesa/vrstvy by měla být alespoň 1,5 krát větší neţ průměrná délka úhlopříčky vtisku. Potřeba měření mikrotvrdosti tenkých vrstev proto vedla k dalšímu sniţování zátěţné síly zkoušky nanotvrdosti. [3, 25] U zkoušek nanotvrdosti je běţně pouţíváno zátěţných sil 0,5 µn aţ 10 mn [26], hodnota zátěţné síly můţe klesnout aţ k 1 nn a hloubka vtisku k 0,1 nm [27]. V dnešní době je jiţ v případě zkoušek tzv. ultrananotvrdosti moţné dosáhnout rozlišení hloubky vtisku 0,001 nm a rozlišení zátěţné síly 0,01 µn [28]. Během zkoušky je počítačem kontinuálně měřena a 31
33 zaznamenávána závislost hloubky vtisku na velikosti zatíţení. Moţný průběh zkoušky je patrný z Obr. 9. Zatíţení postupně narůstá aţ do maximální stanovené hloubky a následně dojde k odlehčení, během kterého se vrací elastické deformace. Výstupem z měření je hodnota mikrotvrdosti, lze však také určit tzv. faktor elastické návratnosti z podílu elastické a plastické deformace během zatěţovacího cyklu. Dalším důleţitým parametrem je Youngův modul pruţnosti, který lze dopočítat pomocí sklonu křivky odlehčení. [3] Obr. 9: Průběh zatěžování při zkoušce nanotvrdosti. [3] hf - hloubka průniku indentoru po odlehčení Indentory pro měření nanotvrdosti jsou vyrobeny z diamantu, přičemţ tvar čtyřbokého jehlanu (jako u metody dle Vickerse) je nahrazen trojbokým dle Berkoviche. U tohoto tvaru lze totiţ snadno dosáhnout bodového ostří, oproti jehlanu čtyřbokému, kdy vţdy vzniká příčné ostří. [25] 3.3. Adhezivně-kohezivní vlastnosti Adhezivně - kohezivní vlastnosti nanášených tenkých vrstev jsou klíčovým faktorem ovlivňujícím celkovou odolnost systému tenká vrstva substrát, neboť odolnost systému je vţdy dána nejslabším článkem, tzn. jakkoli kvalitní povlak nezaručí vyhovující vlastnosti bez odpovídající adheze k základnímu materiálu. Adhezivní vlastnosti se týkají přímo rozhraní tenká vrstva-substrát, kdy je hodnocena míra jejich vzájemné soudrţnosti. Závisí především 32
34 na typu a velikosti vazebných sil, přičemţ tyto jsou ovlivněny jednak počáteční přípravou povrchu substrátu jakost povrchu a jeho čistota a jednak samotným průběhem depozice typ metody a s ním související energie částic dopadajících na substrát, zvolené parametry depozice, strukturní vlastnosti substrátu i typ nanášené vrstvy a také napěťový stav vznikající vrstvy. Oproti tomu kohezivními vlastnostmi se rozumí soudrţnost samotné vrstvy; vznikne-li tedy kohezivní porušení, jedná se o defekt pouze v oblasti vrstvy nebo základního materiálu, bez narušení rozhraní tenká vrstva substrát. [3, 19] Pro hodnocení adheze bylo popsáno více neţ 20 metod, avšak pro hodnocení tvrdých povlaků (např. PVD) se nejvíce osvědčilo a rozšířilo jenom několik z nich laserová fotoakustická zkouška rázovou vlnou, vnikací (indentační) zkouška tzv. Mercedes test a vrypová zkouška tzv. Scratch test. [29] Vrypová zkouška (Scratch test) Vrypová zkouška je zdaleka nejpouţívanější metodou hodnocení adheze, především pro svou rychlost a jednoduchost. Původně byla pouţívána pro zjišťování tvrdosti minerálů dle Mohsovy stupnice. Principem je vytvoření vrypu indentorem, který je taţen po povrchu hodnoceného povrchu za působení přítlačné síly. Zatíţení můţe být konstantní nebo progresivní (lineárně vzrůstající). Při konstantním zatíţení je vytvořena série vrypů s různou normálovou silou a následně je kaţdý vryp zkoumán pomocí optické mikroskopie. Jako kritické zatíţení je označeno zatíţení u vrypu, na kterém jiţ vzniklo definované porušení. Oproti tomu při progresivním zatěţování je proveden pouze jeden vryp, kdy je v průběhu testu zaznamenávána velikost normálové a tangenciální síly a také akustická emise. Z naměřených hodnot lze určit místo, kdy jiţ došlo k definovanému porušení, čemuţ odpovídá kritická hodnota zatíţení L c. Tato hodnota tedy udává míru adheze vrstvy. Metoda s konstantním zatíţením je časově náročnější, avšak poskytuje lepší statistickou přesnost. Progresivní zatěţování je vhodné pro rychlé vyhodnocení adheze a kontrolu kvality, proto je velmi populární především ve výzkumu a vývoji. Hodnota kritického zatíţení L c je závislá na zaoblení špičky indentoru, parametrech zatěţování, mechanických vlastnostech substrátu i vrstvy, tloušťce povlaku, jeho vnitřním pnutí, také však na výskytu, mnoţství a velikosti vad na rozhraní a v neposlední řadě koeficientem tření mezi hrotem a povlakem. [3, 30] 33
35 Obr. 10: Vryp po provedení Scratch-testu na vzorku [31] Řídicí jednotka Grafický výstup Měření normálové síly Detektor akustické emise Působení síly Indentor Vzorek s tenkou vrstvou Měření třecí síly Drţák vzorku s pojezdem Obr. 11: Schéma zařízení pro vrypovou zkoušku (převzato a upraveno z [19]) Za standardní podmínky provádění metody jsou povaţovány tyto hodnoty: posuvová rychlost 10 mm/min, rychlost růstu zátěţné (normálové) síly 100 N/min, indentor je Rockwellův kuţel s vrcholovým úhlem 120 vyrobený z diamantu, jehoţ zaoblení špičky je 200 µm. Toto zaoblení je doporučené pouze pro určitý rozsah tloušťky vrstev (např. pro keramiku 0,1 aţ 30 µm); při hodnocení menší tloušťky je třeba upravit geometrii indentoru (zmenšit rádius hrotu) a naopak. [3, 32] Hodnocení kritického zatíţení lze provádět různými způsoby dle prvního porušení vrstvy (trhliny) L c1, dle porušení vrstvy většího rozsahu L c2, dle prvního odhalení substrátu (adhezivní porušení většího rozsahu) L c3, L s označuje totální odhalení substrátu viz Obr. 12. [3] 34
![L c1 L c2 L c3 L s Obr. 12: Místa kritického zatížení [3] Jak jiţ bylo řečeno, tenké vrstvy je potřeba hodnotit vţdy se substrátem jako systém.](/docs-images/91/107601138/images/36-0.jpg "O tom, jaký typ porušení se u dané vrstvy vyskytne, proto rozhoduje kombinace vlastností vrstvy a substrátu. Pravděpodobný typ porušení je patrný z Obr.")
36 L c1 L c2 L c3 L s Obr. 12: Místa kritického zatížení [3] Jak jiţ bylo řečeno, tenké vrstvy je potřeba hodnotit vţdy se substrátem jako systém. O tom, jaký typ porušení se u dané vrstvy vyskytne, proto rozhoduje kombinace vlastností vrstvy a substrátu. Pravděpodobný typ porušení je patrný z Obr. 13. Obr. 13: Hlavní typy porušení systému tenká vrstva-substrát [3] 3.4. Elektronová mikroskopie Elektronová mikroskopie je v materiálovém inţenýrství ale i v mnoha dalších oblastech velmi důleţitým oborem. Historie tohoto oboru je v porovnání s klasickou světelnou mikroskopií velmi krátká první elektronový mikroskop byl sestrojen v roce 1931 a jeho 35

37 autorem byl německý vědec Ernst Ruska. Oproti světelné mikroskopii přináší řadu výhod a vylepšení; především je to značný nárůst zvětšení a rozlišení u světelné mikroskopie se maximální zvětšení pohybuje do a rozlišení přibliţně 200 nm, přičemţ v současné době je u elektronové mikroskopie moţné dosáhnout zvětšení aţ a rozlišení 50 pm [33]. Důvodem je nahrazení světelného svazku elektrony urychlenými v elektrickém poli, jejichţ vlnová délka je podstatně kratší (~0,01 0,001 nm oproti nm u SM) a tím je přímo ovlivněna mezní rozlišovací schopnost mikroskopu. Další obrovskou výhodou elektronové mikroskopie je moţnost z téhoţ zobrazovaného místa vyuţít elektronové difrakce pro identifikaci fázového sloţení a další charakteristiky. V případě, ţe je mikroskop vybaven také EDS (energiově disperzní analýzou), lze z daného místa také přesně určit chemické sloţení. Elektronová mikroskopie se dělí na dvě základní podskupiny, kterými je transmisní elektronová mikroskopie (TEM) a řádkovací (skenovací) elektronová mikroskopie (SEM). Schéma zařízení pro obě tyto dvě metody je na Obr. 14. Obr. 14: Schéma transmisního (TEM) a řádkovacího (SEM) mikroskopu [34] 36

38 3.5. Řádkovací elektronová mikroskopie (SEM) Na rozdíl od transmisní elektronové mikroskopie (TEM) lze pomocí řádkovací elektronové mikroskopie (SEM) zkoumat objemové vzorky (bulk). Primární svazek elektronů totiţ vzorkem neprochází, nýbrţ je fokusován na jeho povrch, kde dochází k interakci s částicemi povrchové vrstvy. V závislosti na energii dopadajících elektronů vznikají různé fyzikální signály, které jsou zachycovány vhodnými detektory a následně převáděny pomocí elektroniky na výsledný obraz. Schéma řádkovacího mikroskopu je znázorněno na Obr. 15. Ze zdroje elektronů jsou emitovány a urychlovány elektrony díky kladnému potenciálu anody. Tyto elektrony nazýváme primární. Primární svazek elektronů následně prochází několika elektromagnetickými čočkami (kondenzorová a objektivová), kterými je fokusován na povrch vzorku. Mezi fokusačními cívkami (čočkami) je umístěna skenovací cívka, která elektronový paprsek vychyluje dle daného vzorce (rastru), a řádek po řádku tak prochází zkoumané místo. Generátor řádkování, který řídí vychylovací cívku, je napojen na výpočetní jednotku, která vytváří výsledný obraz z informace o poloze elektronového svazku a síle výstupního signálu (detektor). čočky SEM elektrony RTG záření drţák vzorku a vstup do komory vzorek primární elektrony prošlé elektrony STEM detektor zdroj elektronů vakuový systém kondenzorová čočka skenovací cívka objektivová čočka SE detektor BSE detektor EDS detektor vakuový systém sekundární elektrony zpětně odraţené elektrony charakteristické RTG záření tubus komora vzorku Obr. 15: Schéma řádkovacího elektronového mikroskopu (převzato a upraveno z [35]) Elektrony jsou emitovány ze zdroje (katody) termoemisí nebo autoemisí (způsobenou silným elektrickým polem). Urychlovací napětí je obvykle od 1 do 30 kev, coţ je podstatně méně neţ u transmisní mikroskopie (100 aţ 300 kev) [36]. Nejčastěji jsou pouţívány katody 37
39 vyrobené z wolframového vlákna nebo z hexaboridu lanthanu LaB 6. Katoda je zahřáta Joulovým teplem při průchodu elektrického proudu na více neţ 2500 C a emitovány jsou ty elektrony, jejichţ energie v důsledku ohřátí vzrostla nad energetickou úroveň volných elektronů ve vakuu. Pravděpodobnost emise se zvýší se zmenšením rádiusu vlákna ve špičce katody. Lanthanboridová katoda umoţňuje zisk větší hustoty elektronů, a tím pádem i vyšší osvětlení vzorku a zároveň má delší ţivotnost. V porovnání s wolframovou katodou je osvětlení více neţ 10 krát vyšší [36]. Pokud je vyţadováno ještě vyšší úroveň osvětlení vzorku, lze pouţít autoemisní zdroj, který je schopný elektrony emitovat vlivem silného elektrického pole za pokojových teplot. Provozem za zvýšených teplot lze sníţit opotřebení katody bombardem kladnými ionty atmosféry, jelikoţ pro autoemisi stačí niţší napětí. Autoemisní zdroje mají mnohem menší rozměry špičky (jednotky nm), díky čemuţ vzniká uţší paprsek s vyšší hustotou emisního proudu. Vrchol je pro dosaţení co nejostřejší špičky leptán. Nevýhodou autoemisních katod je jejich náročná výroba a potřeba vysokého vakua (cca 10-8 Pa) pro jejich provoz, coţ značně navyšuje náklady. [36 38] Ze zdroje se elektronový paprsek šíří evakuovaným tubusem ke vzorku. Vakuum je zde pro zamezení kolizí elektronů s ostatními částicemi a tím vzniku energetických ztrát a rozptylu. První elektromagnetickou čočkou je kondenzorová čočka (nebo několik čoček), která slouţí ke koncentraci (zúţení) svazku a tím umoţňuje měnit intenzitu elektronového paprsku. Objektivová čočka je poslední čočkou před vzorkem, která fokusuje (zaostřuje) svazek do roviny povrchu vzorku. Jedná se o velmi důleţitou součást osvětlovacího systému, jelikoţ významně ovlivňuje výslednou rozlišovací schopnost. Průměr dopadajícího svazku má obvykle průměr 2-10 nm [36]. Vychylování svazku probíhá ve dvou navzájem kolmých osách, přičemţ pro sníţení optických vad působí v kaţdé ose dvojice cívek. Tyto cívky jsou obvykle umístěny uvnitř objektivu. Další důleţitou součástí je stigmátor, jehoţ funkcí je korekce astigmatizmu elektromagnetických čoček. [38, 39] Interakce elektronového svazku se vzorkem Jak jiţ bylo zmíněno, pro tvorbu obrazu u metody SEM je podstatné zachycení fyzikálního záření různého charakteru detektorem. Záření vzniká při interakci dopadajícího elektronu se zkoumaným vzorkem. Částice mohou podstupovat pruţný a nepruţný rozptyl, přičemţ při pruţném (ideálně pruţném) rozptylu nedochází ke ztrátě energie, naopak při rozptylu nepruţném si částice mezi sebou energii předávají. 38
40 Pokud elektron prochází elektronovým obalem a nedojde k přímé kolizi s dalšími elektrony, mění svou dráhu pouze vlivem přitaţlivé síly kladně nabitého jádra. Platí, ţe čím je tento průlet blíţe jádru, tím k většímu odchýlení z jeho původní dráhy dojde. V extrémním případě, kdy se srazí elektron s jádrem nebo okolo něj blízko prolétne, vrací se elektron zpět proti původnímu směru takové elektrony nazýváme zpětně odraţené (BSE backscattered electrons). Při nepruţném rozptylu dochází ke ztrátě energie primárního elektronu. Sráţkou s elektrony v různých slupkách atomů mohou vznikat sekundární (SE secondary electrons) elektrony, které mají obvykle energii do 50 ev. Po elektronu, který opustil svou energetickou vrstvu, vzniká díra, atom je v excitovaném stavu. Soustava má snahu přejít do stavu s co nejniţší energií, proto prázdné místo ve vnitřní vrstvě zaplňuje elektron z vrstvy vyšší, který má větší energii. Při přechodu na niţší energetickou hladinu vyzáří charakteristické rentgenové (RTG) záření o přesně dané energii, která je rovna rozdílu energií elektronu v těchto dvou hladinách. Charakteristické záření se značí podle toho, ve které vrstvě elektron prázdné místo zaplňuje (K, L, M, (N, O)) s indexem α, β, příp. γ podle toho, zda elektron přešel 1, 2 nebo 3 energetické hladiny. [38, 40, 41] Pro zobrazování je také velmi důleţité, z jaké oblasti (hloubky) zmíněné signály pocházejí. Oblast, ve které dochází k interakcím primárního elektronového svazku se vzorkem, má typický hruškovitý tvar; při vyšší energii elektronového svazku a niţších atomových číslech zkoumaného materiálu se tvar protahuje (elektrony pronikají do větší hloubky), v opačném případě se hloubka zmenšuje a tvar se naopak rozšiřuje. Schéma jednotlivých oblastí, ze kterých jsou dané signály emitovány, je na Obr
41 ~ do 5 µm Povrch vzorku Sekundární elektrony (SE) ~ 5-50 nm Primární svazek elektronů Augerovy elektrony (AE) ~ 0,5-3 nm Zpětně odraţené elektrony (BSE) ~ do 300 nm Sekundární fluorescence Charakteristické RTG záření Spojité RTG záření Prošlé elektrony Obr. 16: Schéma oblastí vzniku signálů při interakci s elektrony (interakční objem) (převzato a upraveno z [42]) Pro zobrazení kvalitativních nebo kvantitativních parametrů zkoumaného povrchu jsou nejčastěji vyuţívány sekundární (SE) a zpětně odraţené (BSE) elektrony. Sekundární elektrony jsou emitovány z hloubky v rozmezí 5 50 nm, jde tedy o tenkou povrchovou vrstvu vzorku. Jejich detekcí lze tím pádem zobrazit topografii povrchu. Mnoţství uvolněných sekundárních elektronů závisí na sklonu povrchu vůči dopadajícímu primárnímu svazku; je-li ke svazku kolmý, elektronů je emitováno nejméně a tyto plochy se zobrazí jako tmavé. Naopak je-li odklonění povrchu větší, je průmět paprsku do povrchové vrstvy delší, a tím pádem je emise větší obraz je světlejší. Tímto je docíleno kontrastu pro zkoumání reliéfu povrchu. Zpětně odraţené elektrony vznikají pruţnými sráţkami s jádry atomů, jejich emise je tedy tím větší, čím je vyšší atomové číslo prvku (a tedy i hmotnost a velikost jádra). Světlá místa na snímku tedy představují prvky s niţším atomovým číslem (lehčí), tmavá naopak prvky těţší. Zpětně odraţené elektrony tedy umoţňují kvalitativní analýzu povrchu kontrast vzniká změnou chemického sloţení. [38, 40] 40
.")
42 Detekce emitovaných signálů Emitované signály jsou zachyceny pomocí detektorů. Sekundární elektrony jsou zachycovány v naprosté většině pomocí detektoru podle Everharta a Thornleyho (ET detektor). Ten je sloţen ze scintilátoru a fotonásobiče a je umístěn stranou od vzorku, vedle objektivu. Na mříţku kolektoru je přivedeno kladné napětí v řádu stovek volt, které přitahuje sekundární elektrony díky jejich nízké energii (a tedy i rychlosti). Ty se pohybují po zakřivených drahách, signál je tak detekován i z míst, která jsou vůči detektoru zastíněna. Zpětně odraţené elektrony mají naopak vysokou energii a rychlost a jejich dráhy jsou tak přímočaré. Detekovány mohou být také pomocí ET detektoru, častěji však pomocí polovodičových detektorů. V případě ET detektorů je zde na mříţku kolektoru přivedeno slabé záporné napětí, které je vhodně zvoleno tak, aby odpuzovalo nízkoenergetické sekundární elektrony, ale zároveň bylo dostatečně nízké pro překonání elektrony zpětně odraţenými. Emise Augerových elektronů je konkurenčním jevem k emisi charakteristického RTG záření, kdy energie uvolněná při přechodu elektronu do niţší energetické hladiny není vyuţita pro emisi RTG záření, nýbrţ je předána některému elektronu z vnější slupky, který je tím uvolněn, má však velmi nízkou energii, a můţe proto opustit povrch vzorku pouze pochází-li z velmi malých hloubek (do 3 nm viz Obr. 16). Jejich detekce tak slouţí ke zkoumání povrchových jevů pevných látek, proces je však vzhledem k velmi tenké dotčené vrstvě silně závislý na čistotě povrchu, a vyţaduje tak vysoké vakuum pro zamezení adsorpce molekul plynu na povrchu vzorku. [37, 39, 40] Obr. 17: Množství emitovaných elektronů v závislosti na jejich energii (energetické spektrum) [38] 41
43 3.6. Rentgenová difrakce (XRD) Jednou z velmi důleţitých metod pro studium atomové struktury krystalů je rentgenová difrakce (XRD X-Ray Diffraction). Byla to první metoda, která umoţnila provádět analýzu fázového sloţení, čímţ se zaslouţila o důleţité vědecké poznatky z oblasti krystalografie. Dnes slouţí k mnoha účelům identifikace krystalických struktur, jejich kvalitativní a kvantitativní analýza, analýza fázových přeměn, měření vnitřních napětí, určování orientace monokrystalů atd. Nyní je jiţ moţné difrakci provádět také pomocí elektronového svazku na transmisních elektronových mikroskopech, coţ přináší v kombinaci s moţností zkoumání topografie a mikrostruktury v jednom místě značné výhody, rentgenová difrakce je však stále hojně vyuţívanou technikou. Oproti elektronové difrakci (ED) má několik nevýhod, má však i výhody, díky kterým je stále nasazována, často jako doplňující metoda v kombinaci s ostatními metodami difrakce Srovnání rentgenové (XRD) a elektronové (ED) difrakce Rentgenové záření má v porovnání s elektrony větší vlnovou délku (např. 1,97 pm pro 300 kev elektrony oproti 100 pm u rentgenového záření), tím pádem je u ED větší průměr Ewaldovy koule, coţ znamená moţnost pozorování více reflexí oproti XRD. Rozdíl je také v mechanizmu interakce záření s hmotou; zatímco rentgenové záření interaguje pouze s elektronovým obalem atomů, elektrony jsou rozptylovány i na vnitřních elektronových slupkách a jádrech. Interakce je tak u elektronového svazku silnější, coţ znamená vyšší intenzitu reflexí expoziční čas tak můţe být kratší (v řádu sekund), coţ umoţňuje lepší manipulaci se vzorkem při současném pozorování. Další výhodou elektronového paprsku je moţnost provádět difrakci na velmi malých vzorcích; rentgenové záření by zde difraktovalo příliš slabě. Navíc je moţné elektronový paprsek fokusovat na průměr v řádu nanometrů. Nábojově neutrální rentgenové záření se řídí stejnými zákony jako elektrony (Braggova rovnice atd.), avšak právě způsob interakce s hmotou (elastický rozptyl na elektronovém obalu) je vhodnější pro přesnější určení mříţkových parametrů. Silná a tím i komplikovaná interakce elektronového paprsku s mnohočetným rozptylem totiţ zvyšuje výpočetní náročnost metody, ovlivňuje difrakční obraz, ztěţuje jeho vyhodnocení a nepříznivě se tak projevuje na spolehlivosti správného určení krystalické struktury. Rentgenová difrakce přináší difraktogramy s uţšími píky, navíc vlnová délka tohoto záření je lépe (přesněji) definována. [43 45] 42
44 Difrakce RTG záření Difrakce záření je koherentní elastický rozptyl (ohyb), při kterém se nemění jeho vlnová délka ani energie. RTG záření o určité vlnové délce λ dopadá na povrch krystalické látky a dochází k jevu zvanému Thomsonův rozptyl na volném elektronu; dopadající fotony rozkmitají elektrony vnějších slupek atomů, které se následně samy stávají zdrojem záření. Vzniklé elektromagnetické záření má vlnovou délku shodnou s dopadajícím RTG zářením [44]. Difraktované paprsky na sousedních krystalických rovinách spolu interferují, přičemţ tato interference můţe obecně být pozitivní nebo negativní. Pouze pod určitými úhly je interference absolutně pozitivní, amplitudy obou vlnění se tedy skládají a paprsky difraktované pod těmito úhly tvoří reflexe. Směry, ve kterých dochází k pozitivní interferenci paprsků, lze vypočítat z Braggovy rovnice: kde d hkl je mezirovinná vzdálenost sousedních atomových rovin, Θ je úhel difrakce, n je řád reflexe (nabývá celočíselných hodnot) a λ je vlnová délka záření. Schematicky je difrakce na dvou sousedních krystalových rovinách znázorněna na Obr. 18. Braggův zákon stanovuje podmínku pro pozitivní interferenci, ke které dochází, je-li dráhový rozdíl dvou paprsků dopadajících na dvě sousední atomové roviny roven celočíselnému násobku vlnové délky dopadajícího záření. Obr. 18: Difrakce na dvou sousedních atomových rovinách pro odvození Braggovy rovnice [46] 43
45 Intenzita Vznik RTG záření Jako zdroj rentgenového záření se vyuţívají rentgenové lampy, neboli rentgenky. Ty pro emisi RTG záření vyuţívají kinetické energie elektronů. Uvnitř skleněné evakuované trubice se nachází ţhavená wolframová katoda, ze které jsou emitovány elektrony vlivem kladného napětí katody. Ty jsou následně urychlovány elektrickým polem a s energií danou velikostí urychlovacího napětí dopadají na povrch anody. Tam dochází ke sráţkám s elektrony ve vnitřních atomových slupkách a ty mohou být při dostatečné energii dopadajícího elektronu vyraţeny. Tím vzniká díra (vakance) a atom je tak v nerovnováţném stavu. Vakanci můţe vyplnit elektron z vyšších energetických hladin a při tomto přeskoku je uvolněna energie ve formě charakteristického rentgenového záření. Charakteristické záření vytváří píky (vrcholy) ve spektru záření viz Obr. 19. Ostatní vlnové délky (spojité záření) tvoří tzv. pozadí spektra. Jedná se o tzv. brzdné RTG záření, které vzniká neelastickou interakcí elektronů (elektrony ztrácí svou energii). Brzdné záření je v oblasti materiálového inţenýrství neţádoucí, neboť je poţadováno monochromatické záření, spojité záření je zapotřebí odfiltrovat. K tomu lze pouţít absorpčních filtrů nebo monochromátorů. Vlnová délka [nm] Obr. 19: Spektrum RTG záření emitované z molybdenové anody napětím 35 kv [47] Anoda bývá chlazena vodou, jelikoţ na ní vzniká velké mnoţství tepla vzhledem k velmi nízké energetické účinnosti přeměny energie elektronů na rentgenové záření (~0,1 % [48]). 44
46 Můţe být buď pevná, nebo rotační. Pevná je konstrukčně jednodušší, avšak má nevýhodu v niţší efektivitě chlazení, elektrony totiţ stále dopadají na jedno místo. Maximální proudové zatíţení rentgenky je tak niţší a tím i emise RTG záření. U rotační anody je plocha dopadu větší a teplo lépe odváděno, tím pádem můţe být zatíţení rentgenky vyšší a emise záření je také vyšší. [48, 49] Materiál anody musí být elektricky vodivý a musí mít dostatečnou teplotní odolnost, jelikoţ při dopadu elektronů vzniká velké mnoţství tepla. Nejvíce jsou pouţívány tyto kovy chrom (Cr), ţelezo (Fe), kobalt (Co), měď (Cu), molybden (Mo) a stříbro (Ag). Nejčastějšími jsou charakteristická záření CuK α a MoK α. Větší vlnová délka záření znamená větší difrakční úhly a tím i lepší rozlišení reflexí. Dále by měla vlnová délka pouţitého záření být větší neţ vlnová délka K-absorpční hrany materiálu vzorku. [50] Difrakční metody XRD analýzu lze provádět pomocí různých technik a konfigurací (geometrií) měřicího zařízení (difraktometru). Základní a v dnešní době nejrozšířenější geometrií je tzv. Bragg- Brentano (BB) geometrie. Jedná se o reflexní konfiguraci, kdy měření můţe být prováděno dvěma způsoby. V konfiguraci θ-θ je vzorek umístěn stacionárně v horizontální pozici a zdroj RTG záření s detektorem se pohybují synchronně tak, aby se detektor nacházel vţdy pod difrakčním úhlem 2θ (θ je úhel mezi směrem dopadajícího paprsku a povrchem vzorku). Během měření je zaznamenávána intenzita difraktovaných paprsků v závislosti na úhlu 2θ. Tato konfigurace je vzhledem k pozici vzorku výhodná především pro práškové vzorky. Oproti tomu při konfiguraci θ-2θ je stacionární zdroj záření, vzorek rotuje pod úhlem θ, zatímco detektor se pohybuje synchronně pod úhlem 2θ. Obě konfigurace jsou schematicky znázorněny na Obr. 20. [51, 52] 45
47 Zdroj RTG záření Detektor Zdroj RTG záření Detektor Vzorek (stacionární) Vzorek (rotující) a) Konfigurace θ-θ b) Konfigurace θ-2θ Obr. 20: Schéma konfigurace Bragg-Brentano [53] Pro XRD analýzu tenkých vrstev není konvenční Bragg-Brentano konfigurace příliš vhodná. Díky velké prozařovací schopnosti RTG paprsků je vzhledem k velmi malé tloušťce povlaků difrakční obraz tvořen převáţně reflexemi ze substrátu, obraz z tenké vrstvy je kvůli malému prozářenému objemu velmi slabý oproti pozadí (difrakčnímu obrazu ze substrátu), povrchová citlivost je malá. Tento problém řeší technika Grazing Incidence Diffraction (GID), která vyuţívá velmi malých úhlů dopadu paprsku θ (0,3-3 ) pro získání strukturní informace pouze z dané tenké vrstvy bez podílu difrakčního obrazu substrátu. Lze tak analyzovat tenké vrstvy tloušťky od 10 nm. Při této konfiguraci je tak RTG zdroj stacionární, umístěn pod zvoleným úhlem θ, zatímco detektor se pohybuje pro záznam celého spektra. Volba úhlu dopadajícího svazku θ ovlivňuje hloubku průniku záření. Princip geometrie GID je patrný z Obr. 21. [51, 52, 54] Sollerova clona Detektor Zdroj RTG záření Tenká vrstva Substrát Obr. 21: Schéma konfigurace Grazing Incidence [54] 46
48 4. Vlastnosti vybraných tenkých vrstev 4.1. Nitrid titanu (TiN) Jedním z nejhojněji pouţívaných povlaků je nitrid titanu. Uplatnění nachází ve velké míře pro obráběcí a tvářecí nástroje, kdy významně prodluţuje jejich ţivotnost a zároveň zlepšuje kvalitu obrobeného povrchu. Navíc v případě obráběcích nástrojů umoţňuje uţití rychlejších posuvů a řezných rychlostí. Pro své vynikající tribologické vlastnosti nalézá uplatnění i při výrobě loţisek, těsnění a dalších. Navíc díky dobré biokompatibilitě je jeho pouţití rozšířeno o biomedicínské aplikace, jako např. srdeční chlopně a další. Má charakteristickou zlatavou barvu, díky které bývá pouţíván také pro dekorační účely. [19, 20, 55] Obecně dosahují nitridy titanu unikátních vlastností, jelikoţ obsahují jak kovové vazby Ti- Ti, tak kovalentní Ti-N vazby. Kovové chemické vazby zaručují elektrickou vodivost a kovový vzhled, kovalentní vazby navíc přináší vysokou teplotu tavení, tvrdost a křehkost a výbornou teplotní a chemickou stabilitu [55]. Povlaky TiN jsou velmi tvrdé, dosahují tvrdosti 17 aţ 30 GPa. Vlastnosti se liší dle pouţité PVD metody, například modul pruţnosti se pohybuje v rozmezí 160 aţ 600 GPa [19]. Vrstvy jsou obvykle zatíţeny velkým vnitřním pnutím, které je tlakové a dosahuje hodnot 1 aţ 6 GPa [19]. Vnitřní pnutí vede ke sniţování adheze k substrátu, stejně tak jako horší chemická vazba na substrát. Zlepšení adheze bývá dosaţeno pomocí mezivrstvy čistého titanu o tloušťce řádově 100 nm, jejíţ vlastnosti leţí mezi substrátem a povlakem. Vrstvy TiN mají obvykle tloušťku 2 aţ 4 µm a jsou teplotně stabilní přibliţně do 550 C [20]. Navíc cena povlaku je v porovnání s ostatními povlaky titanu poměrně nízká; např. TiCN je 1,5 draţší, AlTiN 2 [20]. S povlaky nitridy titanu je dosahováno vynikajících tribologických vlastností. Například při obrábění ocelí je opotřebení sníţeno díky nízkému koeficientu smykového tření; to bývá vysvětlováno vytvořením tenké vrstvy produktů opotřebení (převáţně oxidu ţelezitého Fe 2 O 3, méně oxidu titaničitého TiO 2 ), která brání přímému adheznímu spojení povrchu oceli s povlakem TiN. Minimální koeficient tření (< 0,2) je udáván při kontaktu povlaku TiN s povrchem povlakovaným také TiN nebo TiC. [19] Mikrostruktura povlaků TiN je obvykle tvořena kolumnárními (sloupcovými) krystaly, které jsou orientovány od substrátu k povrchu vrstvy. Zrna povlaku jsou velmi jemná (0,1 aţ 0,2 µm), coţ způsobuje vyšší pevnost, tvrdost a další zlepšení mechanických a fyzikálních 47
![vlastností. [56] Povlaky TiN připravené PVD metodami často vykazují porozitu, která můţe způsobovat lokální korozi základního materiálu.](/docs-images/91/107601138/images/49-0.jpg "Tento negativní jev lze významně potlačit vytvořením multivrstvých povlaků. [22] Obr. 22: Vybraný sortiment nástrojů s povlaky TiN [57] 4.2. Nitrid chromu (CrN) Povlaky nitridu chromu jsou pomocí PVD metod připravovány od počátku 90.")
49 vlastností. [56] Povlaky TiN připravené PVD metodami často vykazují porozitu, která můţe způsobovat lokální korozi základního materiálu. Tento negativní jev lze významně potlačit vytvořením multivrstvých povlaků. [22] Obr. 22: Vybraný sortiment nástrojů s povlaky TiN [57] 4.2. Nitrid chromu (CrN) Povlaky nitridu chromu jsou pomocí PVD metod připravovány od počátku 90. let a jsou stále více a podrobněji zkoumány. Oblibě se těší zejména díky své korozní odolnosti, nízkému koeficientu smykového tření (niţší neţ u povlaků TiN), dobré odolnosti proti opotřebení a stabilitě při vysokých teplotách (teplota oxidace je přibliţně 700 C [58]). Vyšší korozní odolnost je způsobena vytvořením pasivační vrstvy, která brání další oxidaci. To je výhodou oproti TiN, který tuto vlastnost nemá povlak si tak zachovává výbornou odolnost proti opotřebení i za náročných provozních podmínek a při vysokých teplotách. [20, 59] Další výhodou CrN povlaků je niţší vnitřní pnutí, coţ umoţňuje depozici silnějších vrstev, neţ je u ostatních PVD povlaků běţné (aţ několik desítek µm); rychlost depozice je
![vyšší neţ u TiN, větší tloušťky však jiţ nejsou výhodné z důvodu vyšších vnitřních pnutí a ekonomické náročnosti [20, 60].](/docs-images/91/107601138/images/50-0.jpg "CrN povlaky mají jemnozrnnou kolumnární strukturu, ve které se vyskytuje fáze CrN, Cr 2 N nebo jejich kombinace.")
50 vyšší neţ u TiN, větší tloušťky však jiţ nejsou výhodné z důvodu vyšších vnitřních pnutí a ekonomické náročnosti [20, 60]. CrN povlaky mají jemnozrnnou kolumnární strukturu, ve které se vyskytuje fáze CrN, Cr 2 N nebo jejich kombinace. CrN má kubickou plošně středěnou mříţku a vyznačuje se především vyšší otěruvzdorností, zatímco fáze Cr 2 N má hexagonální mříţku a vykazuje vyšší tvrdost a korozní odolnost za studena. Mikrotvrdost povlaku se pohybuje v rozmezí HV 0,01 [22], přičemţ výsledné vlastnosti závisí na pouţité PVD metodě a podmínkách naprašování, především parciálnímu tlaku dusíku v pracovní atmosféře. V porovnání s TiN je vliv fluktuace parciálního tlaku dusíku během procesu depozice na výsledné vlastnosti menší [59]. Niţší tvrdost v porovnání s TiN vyvaţuje niţší křehkost, povlaky CrN tak lze s výhodou pouţít pro měkčí substráty, jako například korozivzdorné oceli, slitiny mědi a hliníku a slitiny lehkých kovů. [20, 60, 61] Oblast pouţití vyplývá z hlavních předností CrN vrstev; dobré teplotní odolnosti je vyuţíváno u forem pro tlakové lití, při obrábění a tváření slitin mědi a titanu a také pro obrábění niklových slitin (monely, inconely). CrN připravovaný pomocí PVD metod můţe být v určitých aplikacích náhradou pro galvanický tvrdochrom. Výborná chemická stabilita má však v určitých aplikacích své nevýhody například v oblasti obráběcích a tvářecích nástrojů je problémem náročné odstranění povlaku v případě nutnosti znovu napovlakovat opotřebený kus. Své uplatnění povlaky nitridu chromu nachází také v dekorativním odvětví díky své stříbrné barvě viz Obr. 23. [20, 58] Obr. 23: Nástroje s povlakem CrN [62] 49
51 4.3. Nitrid wolframu (WN) Nitrid wolframu je v technologii fyzikální depozice stále poměrně málo vyuţívaným materiálem, v porovnání s povlaky nitridu titanu a nitridu chromu se depozicí WN zabývá mnohem méně odborných článků. Tyto povlaky mají vynikající mechanické vlastnosti - vysokou tvrdost, vysokou teplotu tavení, výbornou elektrickou vodivost a chemickou stabilitu. Těchto vlastností je vyuţíváno v různých průmyslových aplikacích, jako například obráběcí nástroje, v leteckém průmyslu na lopatky turbín, na různé části spalovacích motorů v automobilovém průmyslu a především také v mikroelektronice a polovodičovém průmyslu. Zde nitrid wolframu vzbudil velký zájem, jelikoţ velmi efektivně brání difúzi mědi do křemíku za vysokých teplot, tvoří zde tedy tzv. difúzní bariéru. V současné době je snaha optimalizovat depoziční procesy s cílem dosaţení co nejlepších vlastností pro dané aplikace tvrdost, odolnost proti opotřebení, korozní odolnost a další. Tyto vlastnosti se mění dle pouţité techniky povlakování a dle parametrů depozice; hlavními proměnnými jsou parciální tlak dusíku, teplota a napětí na substrátu. [63 65] Ve struktuře vrstev nitridu wolframu se mohou vyskytovat různé krystalické fáze α-w s kubickou tělesně středěnou mříţkou, β-w a β-w 2 N s mříţkou plošně středěnou, přičemţ jejich zastoupení se mění v závislosti na parciálním tlaku dusíku při depozici. Nejvyšší tvrdost (blíţící se 40 GPa) je dosahováno u vrstev tvořených fázemi α-w a β-w 2 N. Vrstvy obvykle vykazují tlakové vnitřní pnutí o velikosti 3 aţ 5 GPa. Pro zvýšení adheze je vhodné na základní materiál nanést mezivrstvu čistého wolframu. [66, 67] Při vysokých teplotách dochází k oxidaci, neboť vazba wolfram-kyslík je stabilnější neţ vazba wolfram-dusík. Na povrchu se tak vytvoří tenká vrstva oxidu wolframu, která je kompaktní a amorfní, a vytváří tak difúzní bariéru pro kyslík pronikající k základnímu materiálu po hranicích zrn. Tím je zvýšena odolnost proti oxidaci za vysokých teplot. [65] 50
52 5. Experimentální část Cílem experimentální části práce bylo analyzovat základní mechanické, funkční a strukturní vlastnosti hodnoceného souboru povlaků a především porovnat povlaky na bázi wolframu s běţně uţívanými povlaky titanu a chromu. Pro zjištění poţadovaných vlastností byla zvolena série experimentálních metod, které slouţí k hodnocení adheze, tvrdosti, tribologických vlastností, mikrostruktury a fázového sloţení Materiál a experimentální metody Příprava vzorků Pro zvolený soubor vzorků byla zvolena stejná PVD depoziční metoda (DC magnetronové naprašování) na shodném povlakovacím zařízení a shodném základním materiálu (substrátu). Jako materiál substrátu byla zvolena běţná konstrukční ocel obvyklé jakosti S 235 (11 373). Její chemické sloţení je regulováno maximálním obsahem některých prvků, jehoţ hodnoty jsou uvedeny v Tab. 2. Tato ocel má nízkou mez kluzu min. 235 MPa, proto se snadno plasticky deformuje a porušuje se tvárně. Lze tak snáze hodnotit vlastnosti samotných povlaků a mechanizmy jejich porušování. Tvrdost základního materiálu byla naměřena (185 ±2) HV (standardní podmínky F = 294 N, t = 10 s, tvrdoměr LECO V-100-C). Tab. 2: Chemické složení oceli S 235 [68] Prvek C Mn P S Si [hm. %] 0,22 max 1,60 max 0,05 max 0,05 max 0,05 max Na substráty ve tvaru destiček o rozměrech (š d t) mm byly deponovány výše zmíněnou metodou tenké vrstvy dle Tab. 3, kde jsou shrnuty hlavní podmínky depozice. Sled jednotlivých fází depozičního procesu s parametry jsou uvedeny v Tab
53 Tab. 3: Parametry depozice hodnoceného souboru povlaků Typ povlaku Napětí [V] Proud [A] Průtok Ar [sccm*] Průtok N [sccm*] Příkon katody [kw] Teplota substrátu [ C] CrN 75 8 (Cr) 20 (CrN) 90 0 (Cr) 20 (CrN) Cr-CrN 75 8 (Cr) 20 (CrN) 90 0 (Cr) 20 (CrN) TiN (Ti) 8 (TiN) 90 (Ti) 105 (TiN) 0 (Ti) 10 (TiN) Ti-TiN (Ti) 105 (TiN) 0 (Ti) 47 (TiN) WN (W) 85 (WN) 0 (W) 60 (WN) FGM (W) 86 (WN) 0 (W) 60 (WN) *sccm (Standard Cubic Centimeters per Minute) přepočet hmotnostního průtoku na objemový v cm 3 /min při uvaţování standardních podmínek (teplota T = 0 C a tlak p = 101,325 kpa) Tab. 4: Sled jednotlivých fází depozice, jejich parametry a časy Typ povlaku Ohřev a příprava vakua [min; Pa] Čištění targetu [min] Čištění povrchu vzorků [min] Depozice adhezní vrstvy [min] Depozice [min] CrN 90; (Cr) 1) (CrN) Cr-CrN 90; ) 8 10 (Cr) 2) 8 41 (CrN) TiN 90; (Ti) 1) (TiN) Ti-TiN 90; (Ti) 1) 7 7 (Ti) 2) 7 55 (TiN) WN 80; (W) 1) (WN) FGM 70; (W) 1) 11 2,5 (W) 2) 11 7,5 (WN) 3) (W) 4) (WN) Schéma skladby multivrstvých povlaků je na Obr
54 8 CrN 8 Cr 7 TiN 7 Ti Substrát adhezní Substrát adhezní vrstva Cr vrstva Ti Substrát Cr-CrN Ti-TiN FGM 11 WN 11 W 10 WN 10 W adhezní vrstva W Obr. 24: Skladba multivrstvých povlaků Pouţitá zařízení Depozice jednotlivých povlaků byla provedena na zařízení Flexicoat 850 od firmy Hauzer. Všechny povlaky byly vytvořeny metodou stejnosměrného (DC) reaktivního magnetronového naprašování, přičemţ pro depozici byly zvoleny parametry dle Tab. 3. Pro měření tloušťky vrstev byla pouţita metoda kalotest na zařízení od firmy CSM Instruments. Princip měření a postup výpočtu byl popsán v kap Podmínky zkoušky jsou uvedeny v Tab. 5. Vytvořené kaloty byly následně proměřeny pomocí světelného mikroskopu Neophot 32 s vyuţitím digitální obrazové analýzy v softwaru NIS Elements. Tab. 5: Podmínky zkoušky Kalotest Kulička Otáčky hřídele Čas zkoušky ocelová (100Cr6), průměr 30 mm 800 ot/min 10 nebo 20 s (dle typu povlaku) Adheze vrstev k substrátu byla hodnocena pomocí vrypové zkoušky (Scratch test popsáno v kap ) na zařízení Revetest Xpress od firmy CSM Instruments. U všech povlaků byly vrypy provedeny za stejných podmínek pro moţnost vzájemného porovnání. Podmínky provedení zkoušky jsou uvedeny v Tab. 6. Kritické hodnoty zatíţení byly následně vyhodnocovány pomocí světelného mikroskopu Neophot 32 s vyuţitím digitální obrazové analýzy v softwaru NIS Elements a s vyuţitím dat získaných z měřicího zařízení (akustická emise, průběh hloubky vrypu. 53
55 Tab. 6: Podmínky zkoušky Scratch test Indentor Zátěţná síla Délka stopy Rychlost zatěţování Rockwellův indentor (kuţel s poloměrem špičky 200 µm) 1-50 N 10 mm lineární, 50 N/min Indentační zkouška (Mercedes test) byla provedena na tvrdoměru Metrotest firmy EmcoTest (dle Rockwella). Parametry provedení indentační zkoušky jsou uvedeny v Tab. 7. Provedené vtisky byly následně vyhodnocovány pomocí světelného mikroskopu Neophot 32 s vyuţitím digitální obrazové analýzy v softwaru NIS Elements a pomocí řádkovacího elektronového mikroskopu Jeol JSM-7600F. Tab. 7: Podmínky zkoušky Mercedes test Indentor Předzatíţení Hlavní zatíţení Doba předzatíţení Doba hlavního zatíţení Rockwellův indentor (kuţel s poloměrem špičky 200 µm) 98,1 N 1471,5 N 1 s 5 s Hodnocení tribologických vlastností bylo provedeno pomocí metody PIN on DISC na zařízení Tribotes od firmy CSM Instruments za podmínek dle Tab. 8. Tab. 8: Podmínky zkoušky PIN on DISC Kulička Zatíţení Průměr drah Obvodová rychlost Délka zkoušky korund Al 2 O 3 a ocel 100Cr6, průměr 6 mm 5 N 7 mm (Al 2 O 3 ), 14 mm (100Cr6) 9,43 cm/s 5000 cyklů Nanotvrdost povlaků byla měřena na nanotvrdoměru Nanotest od firmy Micro Materials s vyhodnocováním pomocí metody Oliver-Pharr. Vtisky byly provedeny do % hloubky povlaku. V odlehčovací fázi byla zařazena 60 s výdrţ pro eliminaci teplotního driftu. Podmínky zkoušky jsou shrnuty v Tab
56 Tab. 9: Podmínky měření nanotvrdosti Maximální zatíţení Doba zatěţování Doba výdrţe Doba odlehčování Doba výdrţe při odlehč. 30 mn 20 s 10 s 20 s 60 s Mikrostruktura povlaků byla zkoumána pomocí řádkovacího elektronového mikroskopu Jeol JSM-7600F. Pomocí elektronové mikroskopie byla také vyhodnocována indentační zkouška Mercedes test a mechanismus porušování povlaku z provedené vrypové zkoušky Scratch test. Ohybová zkouška (Bending test) s in situ pozorováním byla provedena na řádkovacím elektronovém mikroskopu EVO MA 15 (Carl Zeiss SMT) s katodou LaB 6 a se servohydraulickým zařízením pro ohyb. Snímky SEM byly zaznamenávány automaticky průběţně během testu. Pro účely zkoušky byly vytvořeny vzorky o rozměrech dle Tab. 10, které byly následně zatěţovány tříbodovým ohybem. Schéma zkušebního zařízení je na Obr. 25. Povlak L t Substrát d F Obr. 25: Schéma zařízení pro in situ ohybovou zkoušku (Bending test) 55
57 Tab. 10: Podmínky zkoušky in situ Bending test Rozměry vzorku Ti-TiN Rozměry vzorku FGM Vzdálenost podpor L Rychlost zatěţování Doba trvání zkoušky (š l d) 0, ,97 mm (š l d) 0, ,88 mm 23,03 mm 0,5 mm/min 200 s (Ti-TiN), 215 s (FGM) 5.2. Výsledky experimentů Měření tloušťky kalotest Do kaţdého vzorku byly vytvořeny 2-3 kaloty na různých částech vzorků (u krajů a uprostřed) pro ověření rovnoměrnosti tloušťky nanesených vrstev. Z geometrie kulových vrchlíků byla následně vypočítána tloušťka povlaku jako průměrná hodnota jednotlivých měření. Vypočítané tloušťky povlaků jsou uvedeny v Tab. 11. Tab. 11: Naměřené tloušťky jednotlivých povlaků Typ povlaku Tloušťka [µm] CrN 5,1 Cr-CrN 5,8 TiN 2,6 Ti-TiN 3,9 WN 3,6 FGM 4,0 Vzhledem k rozdílné odprašovací rychlosti prvků Cr, Ti a W se tloušťky povlaků liší. Při stejné energii bombardujících částic má totiţ největší odprašovací výtěţek chrom, titan má naopak nejniţší. Rychlost depozice je ovlivněna dále především pracovním tlakem, který sniţuje střední volnou dráhu, neboli zvyšuje frekvenci kolizí molekul. Vliv na depoziční rychlost má také předpětí targetu a příkon katody, tyto parametry jsou však pro jednotlivé vrstvy podobné. Vytvořené kaloty pro jednotlivé povlaky jsou na Obr. 26. Lze zde pozorovat u všech typů povlaků monovrstevnou i multivrstevnou skladbu. Na multivrstvém povlaku Ti-TiN jsou patrná ostrá fázová rozhraní, zatímco u FGM povlaku jsou fázové přechody hůře 56






58 rozpoznatelné. Vrstva WN je zde totiţ tvořena směsí dvou fází čistého wolframu, který je zastoupen přibliţně 85 % a pouze 15 % WN. Více je o fázovém sloţení pojednáno v kap CrN Cr-CrN TiN Ti-TiN WN FGM Obr. 26: Kaloty pro měření tloušťky vytvořené na jednotlivých povlacích 57
59 Hodnocení adheze Scratch-test Nejprve byl proveden zkušební vryp pro určení vhodné velikosti maximálního zatíţení, které bylo stanoveno na 50 N. Následně bylo do kaţdého vzorku vytvořeno 5 vrypů, na kterých byla posléze vyhodnocována kritická zatíţení. Moţný postup určení kritických zatíţení byl uveden v kap , obecně však lze kritická místa určovat dle různých kritérií. Pro účely vzájemné porovnatelnosti je však důleţité, aby byla měření prováděna na vzorcích s povlaky o podobné tloušťce a na totoţných substrátech [29]. Vzhledem k odlišnostem ve způsobu porušování zkoumaného souboru povlaků bylo v této práci pro vyhodnocení vrypové zkoušky a vzájemnou porovnatelnost výsledků definováno kritické zatíţení L C jako kontinuální adhezivní poškození povlaku (v případě postupného odhalování substrátu definováno jako odhalení 50 % plochy uvnitř vrypu). Kritická zatíţení L C jednotlivých povlaků jsou patrná z Obr. 28 aţ Obr. 32. Celé vrypy jsou pak pro srovnání na Obr. 51 v příloze, kap





60 CrN L C = 20 N Cr-CrN L C = 27 N TiN Ti-TiN L C = 14 N L C = 18 N WN L C = 24 N FGM L C = 32 N Obr. 27: Srovnání povlaků při kritickém zatížení L C U povlaku CrN dochází nejprve k vytváření jemných šikmých trhlin. Následuje náhlá lokální lasturovitá delaminace vrstvy viz Obr. 28. Při dalším nárůstu normálového zatíţení je však jiţ mechanismus porušování převáţně plastický po okraji stopy je patrné vrásnění 59

61 s méně výrazným odlupováním vrstvy, uvnitř stopy dochází k tvorbě běţných konformálních trhlin. Odhalování substrátu probíhá pozvolna, coţ ukazuje na dobrou adhezi povlaku k substrátu. Obr. 28: Scratch test provedený na vzorku s povlakem CrN první adhezní porušení Sendvičový povlak Cr-CrN se porušuje nejprve tvorbou konformálních trhlin, které jsou způsobeny tlakovým pnutím před hrotem indentoru; ty postupně přechází aţ za okraje stopy, kde můţe docházet k adheznímu porušení (Obr. 29). Trhliny jsou jemné a na rozhraní tenká vrstva-substrát nevedou k delaminaci většího rozsahu dochází k postupnému porušování rozhraní jako v případě monovrstvy CrN. Oproti tomuto povlaku však multivrstvá skladba zamezuje předčasnému adheznímu porušení brzděním šíření trhlin na rozhraní jednotlivých subvrstev. Hodnota kritického zatíţení L C je proto vyšší neţ v případě monovrstvého povlaku CrN. 60


62 Obr. 29: Scratch test provedený na vzorku s povlakem Cr-CrN kohezní porušování uvnitř stopy Monovrstva TiN se porušuje převáţně tvárně. Po okrajích stopy dochází k mírnému vrásnění s výskytem paralelních trhlin. První adhezní porušení je vidět na Obr. 30. K tomuto lokálnímu porušení došlo pravděpodobně vlivem vady či nehomogenity v povlaku, neboť dále se vrstva po určitou dobu porušuje opět tvárně. Totální adhezní porušení vrstvy nastává při relativně nízkém kritickém zatíţení 14 N, coţ ukazuje na horší kvalitu rozhraní tenká vrstvasubstrát. Obr. 30: Scratch test provedený na vzorku s povlakem TiN první adhezní porušení 61
.")
63 Multivrstvý povlak Ti-TiN se během vrypové zkoušky porušuje podobně jako monovrstva TiN; nepodléhá křehkému porušování, po okrajích stopy dochází postupně k vrásnění, následně opět vzniku paralelních trhlin, kterých je však méně a nezpůsobují lokální odlupování vrstvy. Stejně jako u monovrstvy TiN je odhalení substrátu náhlé, hodnota kritického zatíţení L C je mírně vyšší (18 N oproti 14 N u TiN). Povlak nitridu wolframu se porušuje převáţně tvárně, postupně dochází k vrásnění po okrajích vrypu s tvorbou jemných trhlin šířících se od středu aţ za okraje stopy, zde však nezpůsobují křehké odlupování. K tvárnému mechanizmu porušování přispívá velkou měrou fázové sloţení, o kterém je více pojednáno v kap V povlaku WN je totiţ zastoupen také čistý wolfram, zvyšující houţevnatost vrstvy. Poměr W:WN je zde přibliţně 3:1. Při vyšším zatíţení dochází k tvorbě pravidelných konformálních trhlin (Obr. 31), které postupně přechází k odhalování substrátu, tento přechod je však plynulý, povlak vykazuje výbornou adhezi k substrátu. Obr. 31: Scratch test provedený na vzorku s povlakem WN počátek tvorby souběžných (konformálních) trhlin Funkčně gradovaný povlak W-WN vykazuje ze všech testovaných vrstev nejlepší adhezi k substrátu i nejlepší odolnost při Scratch-testu. Hodnota kritického zatíţení L C = 32 N je nejvyšší ze zkoumaných vzorků. První kohezivní poškození povlaku (Obr. 32) je velmi důleţitou hodnotou vypovídající o odolnosti vrstvy, neboť po vytvoření první trhliny můţe dojít vlivem dalšího namáhání k jejímu šíření a následnému makroskopickému porušení 62
![součásti [69]. Tento jev je velmi dobře patrný ze snímků in situ ohybové zkoušky, kdy vytvoření trhliny v povlaku iniciuje vznik trhliny v základním materiálu viz Obr.](/docs-images/91/107601138/images/64-0.jpg "48. Obr. 32: Scratch test provedený na vzorku s povlakem FGM počátek vytváření trhlin uvnitř stopy Z naměřených velikostí kritických zatíţení byly stanoveny průměrné hodnoty, které shrnuje Tab.")
64 součásti [69]. Tento jev je velmi dobře patrný ze snímků in situ ohybové zkoušky, kdy vytvoření trhliny v povlaku iniciuje vznik trhliny v základním materiálu viz Obr. 48. Obr. 32: Scratch test provedený na vzorku s povlakem FGM počátek vytváření trhlin uvnitř stopy Z naměřených velikostí kritických zatíţení byly stanoveny průměrné hodnoty, které shrnuje Tab. 12, graficky jsou znázorněny na Obr. 33. Tab. 12: Hodnoty kritických zatížení L C pro jednotlivé povlaky Typ povlaku Tloušťka [µm] L C [N] CrN 5,1 20 Cr-CrN 5,8 27 TiN 2,6 14 Ti-TiN 3,9 18 WN 3,6 24 FGM 4,
![LC [N] 35 30 25 20 15 10 5 0 CrN Cr-CrN TiN Ti-TiN WN FGM Obr.](/docs-images/91/107601138/images/65-1.jpg "33: Grafické srovnání velikosti kritických zatížení pro jednotlivé povlaky Při vrypové zkoušce dosáhly nejlepších výsledků povlaky na bázi wolframu.")
65 LC [N] CrN Cr-CrN TiN Ti-TiN WN FGM Obr. 33: Grafické srovnání velikosti kritických zatížení pro jednotlivé povlaky Při vrypové zkoušce dosáhly nejlepších výsledků povlaky na bázi wolframu. Ze zkoumaného souboru vzorků docházelo k prvnímu koheznímu porušení při nejvyšších hodnotách normálového zatíţení, stejně tak první adhezní porušení nastávalo při nejvyšším zatíţení. Dobrou odolnost proti adheznímu porušení vykazuje také multivrstvý povlak Cr- CrN, funkčně gradovaný povlak W-WN má však adhezi i přes významně menší tloušťku (4,0 µm oproti 5,8 µm) lepší. Mono- i multivrstvý povlak TiN vykazovaly naopak nejhorší odolnost proti poškození viz hodnoty kritických zatíţení v Tab. 12. Na výši kritických zatíţení má obecně vliv mnoho faktorů. Při tomto experimentu je niţších hodnot L C dosahováno vlivem nízké tvrdosti substrátu (HV = 185, viz kap ), ke sníţení přispívá také niţší rychlost zatěţování [29]. Přihlédnout je také třeba k tloušťce povlaků, která se u jednotlivých vzorků liší (naměřené tloušťky viz kap ) Mercedes test Další zkouškou pro hodnocení adheze systému tenká vrstva-substrát je Mercedes test. Jedná se o kvalitativní zkoušku, kde jako ukazatel adhezních vlastností povlaku slouţí rozvoj a vzhled trhlinek okolo vtisku a rozsah adhezního porušení (delaminace). Do kaţdého vzorku byl proveden vtisk pomocí Rockwellova tvrdoměru. Vtisky byly následně rozděleny do kategorií s adhezními čísly dle Obr
![Obr. 34: Klasifikace vtisků - adhezní třídy (A-adhezní porušení, K-kohezní) [3] Vzhled vtisků vytvořených na jednotlivých povlacích je](/docs-images/91/107601138/images/66-0.jpg "patrný z Obr. 35. Zkoumanému souboru vzorků byly dle snímků z řádkovací elektronové mikroskopie přiřazeny následující adhezní třídy viz Obr.")
66 Obr. 34: Klasifikace vtisků - adhezní třídy (A-adhezní porušení, K-kohezní) [3] Vzhled vtisků vytvořených na jednotlivých povlacích je patrný z Obr. 35. Zkoumanému souboru vzorků byly dle snímků z řádkovací elektronové mikroskopie přiřazeny následující adhezní třídy viz Obr





67 CrN K3 Cr-CrN K2 TiN K2 Ti-TiN K3 WN K2 FGM K1 Obr. 35: Srovnání vtisků po zkoušce Mercedes test, SEM 66
68 U všech povlaků bylo poškození při indentační zkoušce vyhodnoceno jako přípustné, pohybovalo se v rozmezí K1 aţ K3. Nejlepší adhezi vykazuje povlak FGM, naopak jako nejhorší byl vyhodnocen povlak Ti-TiN, u nějţ dochází k mírné delaminaci po okrajích vtisku. Ostatní vrstvy se poškozovaly pouze tvorbou obvodových trhlin bez adhezního porušení Nanotvrdost povlaků Jednou z nejdůleţitějších a nejsledovanějších vlastností povlaků je jejich tvrdost. V případě tenkých vrstev je nutno indentaci provádět při velmi nízkých zatíţeních, tak, aby měření nebylo ovlivněno vlastnostmi základního materiálu, a hloubka vtisku tak nebyla vyšší neţ 10 aţ 15 % tloušťky vrstvy - mluvíme tedy o nanoindentaci. Měřením lze získat jak hodnotu tvrdosti, tak modul pruţnosti, charakterizující odpor proti elastickým deformacím během indentace. Tvrdost povlaků byla dlouho povaţována za základní vlastnost určující míru odolnosti proti opotřebení. Stále více je však snaha nalézt vhodnější parametr pro popis této charakteristiky, neboť na ni kromě tvrdosti samotné můţe mít vliv také elastický modul pruţnosti. Pro kvantifikaci odolnosti proti opotřebení se tak uvádí navíc parametr H/E, udávající poměr tvrdosti a modulu pruţnosti, a parametr H 3 /E 2. [70] Tab. 13: Naměřené hodnoty nanotvrdosti a modulu pružnosti povlaků Typ povlaku H [GPa] E [GPa] H/E [-] H 3 /E 2 [GPa] CrN 21, ,081 0,140 TiN 24, ,097 0,229 WN 27, ,101 0,277 FGM 32, ,102 0,333 Ze zkoumaného souboru povlaků má nejvyšší tvrdost FGM (32,2 GPa). Parametry H/E, resp. H 3 /E 2 jsou u povlaků na bázi wolframu také nejvyšší Tribologické vlastnosti zkouška PIN on DISC Tribologické vlastnosti a míra opotřebení povlaků byla vyhodnocena pomocí tribometru a metody PIN on DISC. Zkouška spočívá ve vtlačování tělíska (PIN) konstantní silou do 67
69 rotujícího vzorku (DISC). Podmínky měření jsou shrnuty v Tab. 8. Měřicí zařízení umoţňuje výpočet koeficientu smykového tření µ, dále byla na světelném mikroskopu změřena šířka vytvořené stopy, pomocí které byla dopočítána míra opotřebení w, definovaná jako objem opotřebení na jednotku zatíţení a smykové dráhy: kde F je zátěţná síla a l délka dráhy při testu definovaná počtem cyklů a průměrem měřicí dráhy, V je objem opotřebení, který lze určit ze vztahu: kde R je poloměr dráhy kuličky a S 0 je obsah kruhové úseče (materiál odebraný kulovým tělískem) vypočítaný pomocí naměřené šířky stopy d: ( ) kde r je poloměr kuličky a d je naměřená šířka stopy. Všechny zjištěné hodnoty shrnuje Tab. 14, graficky jsou znázorněny na Obr. 36. Tab. 14: Výsledky zkoušky PIN on DISC Materiál kuličky Typ povlaku Al2O3 µ [-] Al2O3 w [10-6 mm3/nm] Ocel µ [-] Ocel w [10-6 mm3/nm] CrN 0, ,8 0,268 51,9 Cr-CrN 0,355 78,4 0,252 15,6 TiN 0,302 94,0 0,328 17,4 Ti-TiN 0, ,0 0, ,7 WN 0,205 6,7 0,361 18,9 FGM 0,211 3,5 0,353 21,6 68
![w [10-6 mm3/nm] 450 400 350 300 250 200 150 100 50 0 CrN Cr-CrN TiN Ti-TiN WN FGM Al2O3 Ocel Obr.](/docs-images/91/107601138/images/70-1.jpg "36: Míra opotřebení w povlaků Z naměřených hodnot míry opotřebení je patrné, ţe nejlepší odolnost proti otěru mají povlaky na bázi wolframu.")
 je nutno brát v úvahu rozdílné podmínky zkoušky zejména rozdílný odvod tepla pro různé průměry drah.")
70 w [10-6 mm3/nm] CrN Cr-CrN TiN Ti-TiN WN FGM Al2O3 Ocel Obr. 36: Míra opotřebení w povlaků Z naměřených hodnot míry opotřebení je patrné, ţe nejlepší odolnost proti otěru mají povlaky na bázi wolframu. Nejhorší otěrové vlastnosti má naopak povlak Ti-TiN, kdy míra opotřebení v případě ocelového tělíska (PINu) řádově přesahuje ostatní povlaky. Při porovnávání hodnot pro kuličku z oceli a korundu (Al 2 O 3 ) je nutno brát v úvahu rozdílné podmínky zkoušky zejména rozdílný odvod tepla pro různé průměry drah. Nejniţší hodnoty koeficientu smykového tření s kuličkou Al 2 O 3 vykázaly povlaky na bázi wolframu s nejmenší hodnotou µ = 0,205 u povlaku WN. Nejvyšší hodnota byla zjištěna u povlaku CrN (µ = 0,356). V případě ocelové kuličky bylo u WN naopak dosaţeno nejvyšší hodnoty µ = 0,361, zatímco nejniţší koeficient tření µ = 0,215 byl naměřen u povlaku Ti- TiN. Snímky vytvořených drah ze světelné mikroskopie jsou uvedeny na Obr. 52 aţ Obr. 57 v příloze, kap U povlaků na bázi chromu a titanu lze pozorovat tvorbu oxidů uvnitř i vně stopy s ulpívajícími produkty oxidačních reakcí. Nejintenzivnější oxidace je patrná u vzorku s povlakem Ti-TiN, zejména při při pouţití ocelové kuličky Mikrostruktura povlaků Morfologie hodnocených povlaků dokumentovaná snímky z řádkovacího elektronového mikroskopu je na Obr. 37. Ze snímků je patrné, ţe všechny povlaky vykazují homogenní strukturu bez přítomnosti makročástic. U povlaku CrN se vyskytuje poměrně intenzivní řádkovitost způsobená pravděpodobně zbytky stop po broušení vzorku. Povlaky na bázi 69
71 chromu a titanu vykazují kvalitativně vyšší drsnost povrchu vlivem kupolovitého zakončení sloupců. Povrch povlaků na bázi wolframu je jemnější, tvořen útvary ve formě květáků, které utvářejí poměrně kompaktní povrchovou vrstvu. Wolframové povlaky resp. jejich adhezní vrstva nebo mezivrstvy čistého W v případě FGM jsou tvořeny jemnými plochými útvary (destičkami) trojúhelníkového tvaru. Drsnost těchto povlaků je pak niţší neţ v případě Ti a Cr..Struktura povlaku WN je tvořena směsí čistého wolframu a částic nitridu wolframu viz fázová analýza XRD v kap Krystality wolframu i nitridu wolframu jsou velmi jemné (do 10 nm), přičemţ nitrid wolframu je v povlaku, resp. v jeho vrstvách (FGM) zpevňující fází. Obr. 38 ukazuje skladbu povlaků a jejich uspořádání na snímcích SEM z oblastí konce stop po Scratch testech. Povlaky jsou zde odděleny od podloţky a segmentovány, coţ umoţňuje sledovat lomové plochy samotného povlaku. U všech povlaků se vyskytuje typická kolumnární (sloupcovitá) struktura. Ta je nejlépe pozorovatelná u monovrstvy TiN, kde je dobře patrný interkolumnární mechanismus porušování, kdy se trhlina šíří povlakem mezi jednotlivými sloupci či vlákny. Kolumnární struktura je zachována i u sendvičových povlaků, pouze je periodicky přerušována mezivrstvami čistého kovu. Směr šíření trhlin se na rozhraní jednotlivých vrstev můţe měnit vlivem existence ostrého fázového rozhraní a změnou mechanických vlastností. Tím vzrůstá odpor proti šíření trhlin a jejich rozvoj tak můţe nabýt kaskádového charakteru, coţ se projeví zvýšením odolnosti proti porušení. Mechanismus porušování multivrstvého povlaku je dobře patrný z Obr. 39. Lomová plocha je poměrně členitá, coţ je spojeno s opakovanou změnou směru šíření trhliny povlakem na jednotlivých fázových rozhraních. 70



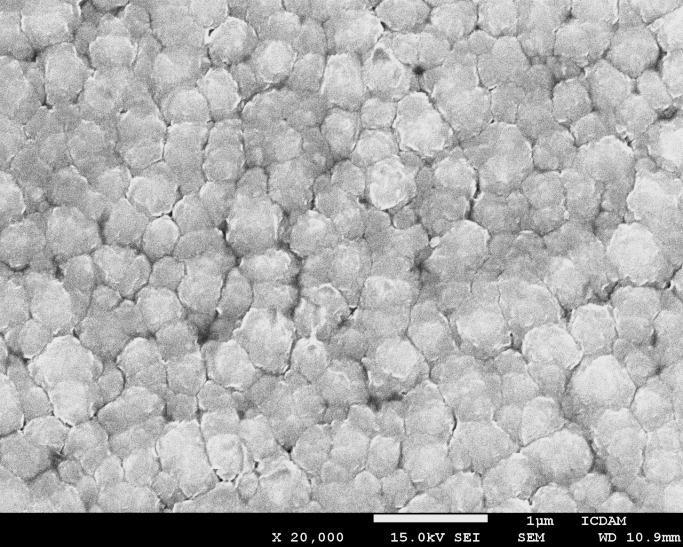
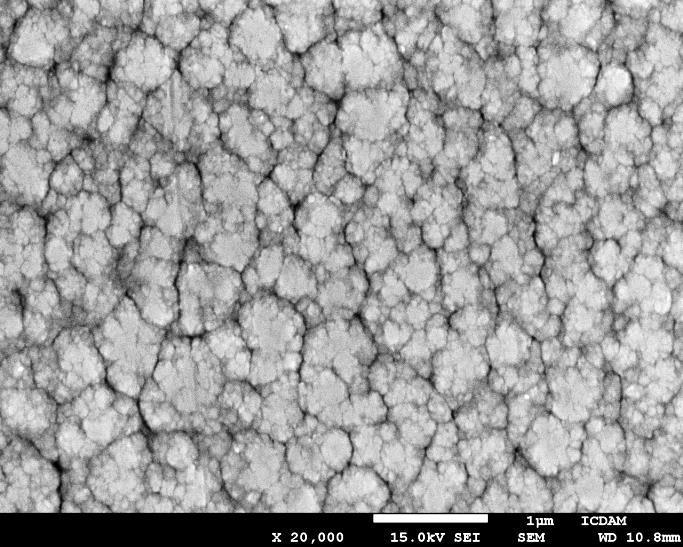
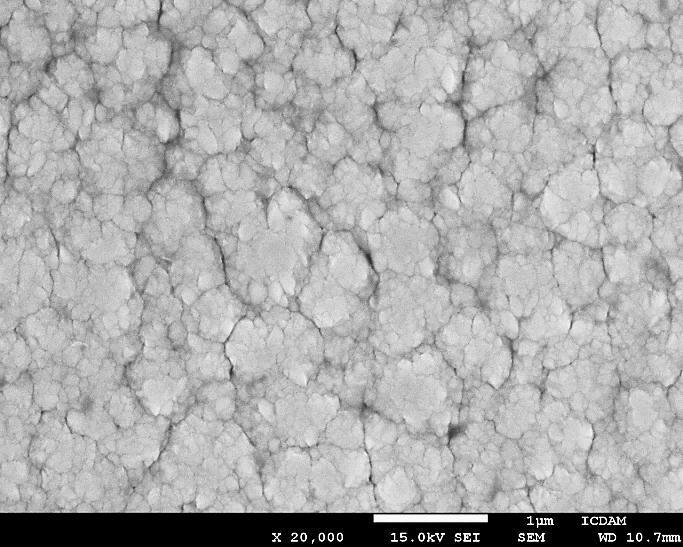
72 CrN Cr-CrN TiN Ti-TiN WN FGM Obr. 37: Srovnání morfologie povrchu povlaků, SEM 71


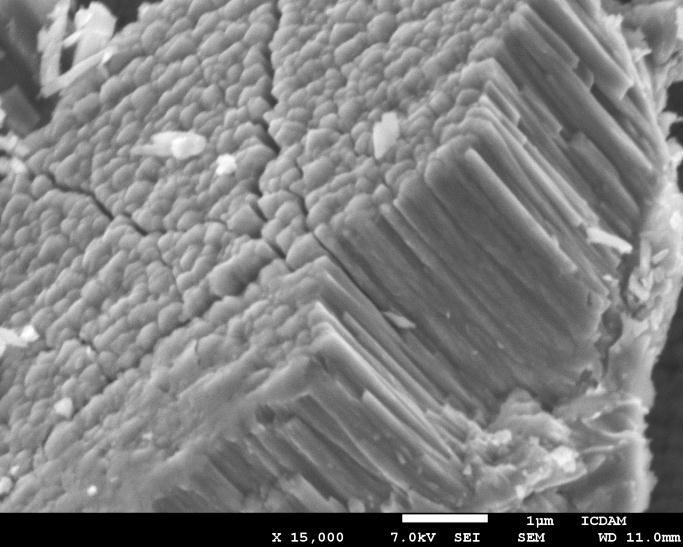



73 CrN Cr-CrN TiN Ti-TiN WN FGM Obr. 38: Mikrostruktura povlaků lomové plochy, SEM 72
 Na vzorcích s multivrstvým povlakem Ti-TiN a funkčně gradovaným W-WN (FGM) byla provedena in situ ohybová zkouška (Bending test). Vytvořené nosníky (viz Tab.")
74 Obr. 39: Lomová plocha multivrstvého, funkčně gradovaného povlaku (FGM), SEM In situ zkouška ohybem (Bending test) Na vzorcích s multivrstvým povlakem Ti-TiN a funkčně gradovaným W-WN (FGM) byla provedena in situ ohybová zkouška (Bending test). Vytvořené nosníky (viz Tab. 10 na str. 56) byly zatěţovány tříbodovým ohybem a zároveň in situ pozorovány pomocí řádkovací elektronové mikroskopie. V průběhu zkoušky byly zaznamenávány hodnoty zátěţné síly F a prodlouţení Δl. Průběh zatěţování obou vzorků je patrný z Obr. 40. Z naměřených hodnot a známé geometrie nosníků bylo následně vypočítáno ohybové napětí σ o a relativní deformace ε. Porovnání závislosti σ o ε obou vzorků je na Obr. 41. Pro výpočet ohybového napětí σ o byl pouţit následující vztah: kde M o je ohybový moment od působící síly F a W o je průřezový modul v ohybu, který lze pro obdélníkový průřez nosníku vypočítat dle vztahu: 73
75 F [N] F [N] kde b je rozměr obdélníkového průřezu nosníku kolmý na směr zatěţování (šířka) a h jeho výška. Ohybový moment M o lze pro případ tříbodového ohybu určit ze vztahu: kde F je působící síla a l vzdálenost podpor. 25 Ti-TiN 25 FGM ,5 1 1, ,5 1 1,5 2 Δl [mm] Δl [mm] Obr. 40: Průběh zatěžování vzorků při Bending testu 74
76 σ o [MPa] prasknutí povlaku Ti-TiN FGM ,02 0,04 0,06 0,08 ε [-] Obr. 41: Závislost ohybového napětí σ o na relativní deformaci ε Z Obr. 41 je patrné, ţe závislost σ o ε při ohybové zkoušce je pro oba vzorky srovnatelná. Při malé relativní deformaci ε < 0,2 % jsou vzorky elasticky deformovány, k vytvoření první (pozorované) trhliny dochází u obou povlaků při shodné relativní deformaci ε = 1,2 % (Obr. 43). Ze závislosti σ o ε (Obr. 41) lze však předpokládat, ţe k porušení celistvosti povlaku jiţ došlo při niţší deformaci (0,3 % u vzorku s povlakem Ti-TiN a 0,1 % u povlaku FGM). Ohybové napětí při prvním porušení je přibliţně o 20 % vyšší u vzorku s multivrstvým povlakem Ti-TiN (σ o = 759 MPa oproti 631 MPa u vzorku s povlakem FGM). Vyšší ohybové napětí při porušení vzorku Ti-TiN ukazuje na vyšší odolnost proti tomto typu namáhání, v případě povlaků (kvůli velkému poměru tloušťky vzorku ke tloušťce povlaku) se jedná z velké části o namáhání tahové (tenká vrstva tvoří okrajové, převáţně tahem namáhané vlákno). Během ohybového zatěţování vzorků dochází postupně k praskání povlaku, následně se vytvářejí skluzové pásy v základním materiálu. Ty vznikají nejdříve v okolí kořenu trhlin, kde je nejvyšší lokální deformace. Někdy můţe porušení povlaku iniciovat vznik trhlin v substrátu, jak je patrné z Obr. 48. Jednotlivé fáze porušení v průběhu ohybové zkoušky lze pozorovat na Obr. 42 aţ Obr






77 σ o = 0 MPa σ o = 0 MPa ε = 0 % Ti-TiN ε = 0 % FGM Obr. 42: Bending test in situ počáteční stav σ o = 853 MPa σ o = 817 MPa ε = 1,2 % Ti-TiN ε = 1,2 % FGM Obr. 43: Bending test in situ vznik první pozorovatelné trhliny v povlaku σ o = 863 MPa σ o = 834 MPa ε = 1,4 % Ti-TiN ε = 1,3 % FGM Obr. 44: Bending test in situ vytváření skluzových pásů u kořene trhlin 76






78 σ o = 923 MPa σ o = 921 MPa ε = 3,5 % Ti-TiN ε = 4 % FGM Obr. 45: Bending test in situ množení a rozšiřování trhlin, vytváření skluzových pásů v celém objemu vzorku σ o = 1017 MPa σ o = 944 MPa ε = 7 % Ti-TiN ε = 6,7 % FGM Obr. 46: Bending test in situ konečný stav Na snímcích z řádkovací elektronové mikroskopie (Obr. 47 a Obr. 48) je vidět finální porušení povlaků s trhlinou procházející aţ k základnímu materiálu. V místě trhliny je substrát lokálně namáhán, coţ můţe vést k jejímu šíření v základním materiálu, případně aţ makroskopickému porušení součásti. Na Obr. 47 je patrné vytváření skluzových pásů, předcházející iniciaci vzniku trhliny v základním materiálu (Obr. 48). 77


79 Obr. 47: Skluzové pásy pod trhlinou multivrstvého povlaku Ti-TiN při ohybové zkoušce in situ, SEM Obr. 48: Šíření trhliny do základního materiálu, povlak FGM při ohybové zkoušce in situ, SEM Na Obr. 49 je lze pozorovat šíření trhliny v povlacích. V obou případech se jedná o trhliny interkrystalické. V případě Ti-TiN je směr šíření trhliny ovlivněn řádkovitostí struktury, která vznikla pravděpodobně v důsledku stop zbylých po broušení. 78



 a β-w (211).")
 a (002).")
80 Ti-TiN FGM Obr. 49: Šíření trhliny mezi sloupci povlaků XRD analýza Pro zjištění fázového sloţení bylo vyuţito rentgenové difrakce (XRD). Jako zdroj záření byla pouţita rentgenová lampa s kobaltovou anodou s charakteristickým zářením CoKα. Rentgenové difraktogramy čistého wolframu a povlaku WN jsou pro porovnání vyobrazené na Obr. 50. Čistý wolfram je tvořen směsí fází α-w s orientací (011) a β-w (211). Difraktogram povlaku WN ukazuje na přítomnost více fází kromě α-w a β-w se ve struktuře nachází také β-w 2 N s orientací (111) a (002). Poměr fází W:WN je v případě monovrstvy přibliţně 3:1, v případě multivrstvého FGM povlaku tvoří nitrid wolframu pouze přibliţně 10 aţ 15 hm. %. Obr. 50: Rentgenové difraktogramy čistý W a WN 79
81 6. Závěr Cílem diplomové práce bylo vyhodnotit vlastnosti PVD povlaků na bázi wolframu a porovnat je s běţnými povlaky na bázi chromu a titanu (mono- i multivrstvými). Depozice povlaků byla provedena metodou reaktivního DC magnetronového naprašování. Z výsledků experimentů lze vyvodit tyto hlavní závěry: Povlaky WN a W-WN (FGM) mají z hodnocených vzorků nejvyšší tvrdost i modul pruţnosti (hodnoty pro FGM: H = 32,2 GPa, E = 317 GPa), stejně tak jako poměrové parametry H/E a H 3 /E 2 (0,102, resp. 0,333 pro FGM), které udávají míru odolnosti proti opotřebení. Povlaky na bázi wolframu vykazují výbornou adhezi k substrátu, funkčně gradovaný povlak FGM dosáhl při Scratch testu nejvyššího kritického zatíţení L C = 32 N, které bylo definováno jako kontinuální adhezivní poškození povlaku. U povlaků TiN a Ti-TiN bylo pozorováno náhlé odhalení substrátu ukazující na horší adhezní vlastnosti. Výsledky Scratch testu byly potvrzeny indentačními zkouškami Mercedes test. Tribologická zkouška PIN on DISC prokázala taktéţ nejlepší odolnost proti opotřebení u povlaků WN a FGM. Míra opotřebení byla při pouţití ocelové i korundové kuličky na nejniţších hodnotách, v případě korundové byla řádově niţší neţ u ostatních povlaků (3, mm 3 /Nm pro FGM). Naopak nejhorší odolnost prokázal multivrstvý povlak Ti- TiN, jenţ mírou opotřebení (především při pouţití ocelového PIN tělíska) řádově převyšoval ostatní povlaky. In situ zkouška ohybem vedla k dosaţení podobných výsledků pro povlak Ti-TiN i FGM. Závislost σ o ε je u obou vzorků srovnatelná, avšak k prvnímu porušení povlaku Ti-TiN došlo při ohybovém napětí o 20 % vyšším neţ v případě systému W-WN. V místě vzniku trhliny je z důvodu vyšší lokální deformace následně iniciováno vytvoření skluzových pásů. Po lokálním vyčerpání plasticity materiálu v okolí čela trhliny pak můţe následovat šíření trhliny i v základním materiálu. Směr šíření trhliny v multivrstvém povlaku Ti-TiN se na rozhraní subvrstev mění, lom má tak nepravidelný tvar. U povlaku FGM jsou změny směru šíření na subvrstvách méně výrazné vzhledem k výrazně vyšší periodicitě jednotlivých vrstev povlaku při jeho stejné tloušťce. 80
82 Všechny povlaky vykazují sloupcovitou mikrostrukturu, povlaky na bázi wolframu mají jemnější povrchovou morfologii díky adhezní vrstvě (nebo mezivrstvě v případě FGM) čistého W, která je tvořena plochými útvary trojúhelníkového tvaru. Provedená analýza XRD prokázala, ţe vrstva WN se skládá z krystalitů W a WN o velikosti cca 10 nm. Zpevňující fáze WN pak tvoří přibliţně 25 % u monovrsvy a 10 aţ 15 % u funkčně gradovaného povlaku (FGM). Výsledky laboratorních testů prokázaly, ţe povlaky na bázi W mají vzhledem k vyšší tvrdosti, odolnosti proti opotřebení a dobré adhezi potenciál uplatnit se v tribologických aplikacích, kde je doposud vyuţíváno systémů Cr, Ti. V dalším kroku navrhuji určit reálné aplikace, při kterých by bylo moţné povlaky prakticky odzkoušet v provozních podmínkách. 81
83 7. Pouţitá literatura [1] MATTOX, Donald M. Handbook of Physical Vapor Deposition (PVD) Processing. B.m.: William Andrew, ISBN [2] MARTIN, Peter M. Handbook of Deposition Technologies for Films and Coatings: Science, Applications and Technology. B.m.: William Andrew, ISBN [3] SOSNOVÁ, Martina a Antonín KŘÍŢ. Kluzné vrstvy a metody hodnocení adhezivněkohezivního a tribologického chování. B.m.: Plzeň, [4] OHRING, Milton. Materials Science of Thin Films. B.m.: Academic Press, ISBN [5] PARK, Jong-Hee a T. S. SUDARSHAN. Chemical Vapor Deposition. B.m.: A S M International, ISBN [6] KERN, Werner a Klaus K. SCHUEGRAF. Deposition Technologies and Applications: Introduction and Overview. In: Handbook of thin-film deposition processes and techniques principles, methods, equipment and applications [online]. Norwich, N.Y.: Noyes Publications/William Andrew Pub., 2002 [vid. 2. listopad 2014]. ISBN Dostupné z: [7] MOSHFEGH, A.Z. Physics and Technology of Thin Films, IWTF 2003 : Proceedings of the International Workshop. B.m.: World Scientific, ISBN [8] ŠANDERA, J. Kinetická teorie plynů - Vacuum Technology [online]. B.m.: FEEC, TU Brno. Dostupné z: [9] HARSHA, Professor K. S. K. S. Sree. Principles of Vapor Deposition of Thin Films. B.m.: Elsevier, ISBN [10] SESHAN, Krishna. Handbook of Thin Film Deposition. B.m.: William Andrew, ISBN [11] TRÄGER, Frank. Springer Handbook of Lasers and Optics. B.m.: Springer Science & Business Media, ISBN [12] MILICHOVSKÝ, M. Vlastnosti kovových vrstev realizovaných vakuovým napařováním. Brno: Vysoké učení technické v Brně, Fakulta elektrotechniky a komunikačních technologií, [13] KERN, Werner. Thin Film Processes II. B.m.: Academic Press, ISBN [14] BISHOP, Charles. Vacuum Deposition onto Webs, Films and Foils. B.m.: William Andrew, ISBN
84 [15] MCNEIL, John R., James J. MCNALLY a Paul D. READER. Ion Beam Deposition. In: Handbook of thin-film deposition processes and techniques principles, methods, equipment and applications [online]. Norwich, N.Y.: Noyes Publications/William Andrew Pub., 2002 [vid. 2. listopad 2014]. ISBN Dostupné z: [16] ROSSNAGEL, Stephen. Sputtering and Sputter Deposition. In: Handbook of thin-film deposition processes and techniques principles, methods, equipment and applications [online]. Norwich, N.Y.: Noyes Publications/William Andrew Pub., 2002 [vid. 2. listopad 2014]. ISBN Dostupné z: [17] WASA, Kiyotaka. Handbook of Sputter Deposition Technology: Fundamentals and Applications for Functional Thin Films, Nano-materials and MEMS. B.m.: William Andrew, ISBN [18] EISENMENGER-SITTNER, Christoph. Technologie Dünner Schichten. B.m.: TU Wien [19] HOLMBERG, Kenneth a Allan MATTHEWS. Coatings Tribology: Properties, Mechanisms, Techniques and Applications in Surface Engineering. B.m.: Elsevier, ISBN [20] JOHN, P. I. Plasma Sciences and the Creation of Wealth. B.m.: Tata McGraw-Hill Education, ISBN [21] HIPPLER, Rainer. Institute of Physics, University of Greifswald [online]. Dostupné z: [22] HASHMI, Saleem. Comprehensive Materials Processing. B.m.: Elsevier Science & Technology Books, ISBN [23] ANDERS, Andre. Discharge Physics of High Power Impulse Magnetron Sputtering. Lawrence Berkeley National Laboratory [online] [vid. 24. listopad 2014]. Dostupné z: [24] Calotest-Technical Features 2011 [online]. B.m.: Kemet International Limited Dostupné z: [25] MACHÁČ, Miroslav. Měření tvrdosti materiálů a zpracovávání zjištěných hodnot [online] Dostupné z: [26] HAHN, Horst. Thin Film Characterisation Methods [online]. Karlsruhe: KNMF Laboratory for Microscopy and Spectroscopy, Dostupné z: [27] DOLEŢAL, Pavel. Instrumentální analytické metody [online]. Brno: VUT Brno, Dostupné z: 83
85 [28] Ultra Nanoindentation Tester (UNHT). CSM Instruments SA [online] Dostupné z: [29] HEDENQVIST, Per a Sture HOGMARK. Experiences from scratch testing of tribological PVD coatings. Tribology International. 1997, č. 7. [30] SURESH, Kuiry. Advanced Scratch Testing for Evaluation of Coatings [online]. B.m.: Bruker Nano Surfaces Division Dostupné z: Docs/SurfaceAnalysis/TMT/Webinars/Advanced-Scratch-Testing-for-Evaluation-of- Coatings-Slides.pdf [31] Scratch Test [online] Dostupné z: [32] C28 COMMITTEE. Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing [online]. B.m.: ASTM International [vid. 25. listopad 2014]. Dostupné z: [33] ERNI, Rolf, Marta D. ROSSELL, Christian KISIELOWSKI a Ulrich DAHMEN. Atomic-Resolution Imaging with a Sub-50-pm Electron Probe. Physical Review Letters [online]. 2009, roč. 102, s [vid. 25. listopad 2014]. ISSN Dostupné z: doi: /physrevlett [34] JÄGER, A. a V. GÄRTNEROVÁ. Elektronovým mikroskopem do nitra materiálů aneb jak vypadá jejich struktura. Fyzikální ústav AV ČR [online]. Dostupné z: [35] ŠLOUF, Miroslav. Základy rastrovací elektronové mikroskopie. B.m.: Ústav makromolekulární chemie AV ČR [36] GOODHEW, Peter J., John HUMPHREYS a Richard BEANLAND. Electron Microscopy and Analysis, Third Edition. B.m.: CRC Press, ISBN [37] REIMER, Ludwig. Scanning Electron Microscopy: Physics of Image Formation and Microanalysis. B.m.: Springer Science & Business Media, ISBN [38] BÍLÝ, Tomáš. Fyzikální principy transmisní a skenovací elektronové mikroskopie [online]. B.m.: Biologické centrum AVČR - Parazitologický ústav Dostupné z: [39] LYMAN, Charles E. Scanning Electron Microscopy, X-Ray Microanalysis, and Analytical Electron Microscopy: A Laboratory Workbook. B.m.: Springer Science & Business Media, ISBN [40] KUBÍNEK, Roman, Klára ŠAFÁŘOVÁ a Milan VŮJTEK. Elektronová mikroskopie. Olomouc: Univerzita Palackého v Olomouci, [41] BOZZOLA, John J. a Lonnie Dee RUSSELL. Electron Microscopy: Principles and Techniques for Biologists. B.m.: Jones & Bartlett Learning, ISBN
86 [42] FREUNDCHEN. Schematische Darstellung des birnenförmigen Anregungsbereiches bei der Rasterelektronenmikroskopie und Veranschaulichung der unterschiedlichen Emissionstiefen für detektierbare Teilchen und Strahlung. [online]. 6. květen 2012 [vid. 3. leden 2015]. Dostupné z: [43] Comparison of Electron (ED) and X-ray Diffraction (XRD). ETH Zürich [online] Dostupné z: [44] ČAPKOVÁ, Pavla. RTG difrakce v materiálovém výzkumu [online]. B.m.: Přírodovědecká fakulta Univerzity J.E. Purkyně, Ústí nad Labem Dostupné z: [45] PALATINUS, Lukáš. Laboratoř precesní elektronové difrakce. Fyzikální ústav AV ČR [online]. Dostupné z: [46] Difrakční metody [online]. B.m.: Fakulta potravinářské a biochemické technologie, VŠCHT, Praha Dostupné z: [47] SURYANARAYANA, C. a M. Grant NORTON. X-Ray Diffraction: A Practical Approach. B.m.: Springer Science & Business Media, ISBN [48] HE, B. B. Two-dimensional X-Ray Diffraction. B.m.: John Wiley & Sons, ISBN [49] SÚKUPOVÁ, Lucie. Rentgenka její stavba a funkce Lucie Súkupová [online]. [vid. 30. listopad 2014]. Dostupné z: [50] COCKCROFT, Jeremy Karl. Choice of X-ray Target. Birkbeck College, University of London [online] Dostupné z: [51] SCHICHO, Sandra. Amorphous and Microcrystalline Silicon Applied in Very Thin Tandem Solar Cells. B.m.: Forschungszentrum Jülich, ISBN [52] LEÓN, Betty a John JANSEN. Thin Calcium Phosphate Coatings for Medical Implants. B.m.: Springer Science & Business Media, ISBN [53] Diffraction des rayons X [online] Dostupné z: [54] FRIEDBACHER, Gernot a Henning BUBERT. Surface and Thin Film Analysis: A Compendium of Principles, Instrumentation, and Applications. B.m.: John Wiley & Sons, ISBN [55] JEYACHANDRAN, Y. L., Sa. K. NARAYANDASS, D. MANGALARAJ, Sami AREVA a J. A. MIELCZARSKI. Properties of titanium nitride films prepared by direct current magnetron sputtering. Materials Science and Engineering: A [online]. 2007, roč , s [vid. 10. prosinec 2014]. ISSN Dostupné z: doi: /j.msea
87 [56] FORTUNA, Sergei V, Yurii P SHARKEEV, Anthony J PERRY, Jesse N MATOSSIAN a Ivan A SHULEPOV. Microstructural features of wear-resistant titanium nitride coatings deposited by different methods. Thin Solid Films [online]. 2000, roč , International Conference on Metallurgic Coatings and Thin Films, s [vid. 10. prosinec 2014]. ISSN Dostupné z: doi: /s (00) [57] Hard coatings. Department of Thin Films and Surfaces [online] Dostupné z: [58] FUENTES, G. G., R. RODRIGUEZ, J. C. AVELAR-BATISTA, J. HOUSDEN, F. MONTALÁ, L. J. CARRERAS, A. B. CRISTÓBAL, J. J. DAMBORENEA a T. J. TATE. Recent advances in the chromium nitride PVD process for forming and machining surface protection. Journal of Materials Processing Technology [online]. 2005, roč. 167, č. 2 3, 2005 International Forum on the Advances in Materials Processing Technology, s [vid. 10. prosinec 2014]. ISSN Dostupné z: doi: /j.jmatprotec [59] HONES, P., R. SANJINES a F. LEVY. Characterization of sputter-deposited chromium nitride thin films for hard coatings. Surface and Coatings Technology [online]. 1997, roč , 24th International Conference on Metallurgical Coatings and Thin Films, s [vid. 10. prosinec 2014]. ISSN Dostupné z: doi: /s (97)00443-x [60] RUND, Martin. PVD povlaky pro nástrojové oceli [online] Dostupné z: [61] BARATA, A, L CUNHA a C MOURA. Characterisation of chromium nitride films produced by PVD techniques. Thin Solid Films [online]. 2001, roč , Proceedings of the 28th International Conference on Metallurgic Coatings and Thin Films, s [vid. 10. prosinec 2014]. ISSN Dostupné z: doi: /s (01) [62] Hard Coatings. Gobiz Korea [online] Dostupné z: [63] SAMANO, E. C., A. CLEMENTE, J. A. DÍAZ a G. SOTO. Mechanical properties optimization of tungsten nitride thin films grown by reactive sputtering and laser ablation. Vacuum [online]. 2010, roč. 85, č. 1, s [vid. 13. prosinec 2014]. ISSN X. Dostupné z: doi: /j.vacuum [64] ETAATI, G. R., M. T. HOSSEINNEJAD, M. GHORANNEVISS, M. HABIBI a M. SHIRAZI. Deposition of tungsten nitride on stainless steel substrates using plasma focus device. Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms [online]. 2011, roč. 269, č. 10, s [vid. 13. prosinec 2014]. ISSN X. Dostupné z: doi: /j.nimb [65] KHAMSEH, S. A study of the oxidation behavior of multilayered tungsten nitride/amorphous tungsten oxide film prepared in a planar magnetron sputtering system. Ceramics International [online]. 2014, roč. 40, č. 1, Part A, s [vid. 13. prosinec 2014]. ISSN Dostupné z: doi: /j.ceramint
88 [66] POLCAR, T., N. M. G. PARREIRA a A. CAVALEIRO. Tribological characterization of tungsten nitride coatings deposited by reactive magnetron sputtering. Wear [online]. 2007, roč. 262, č. 5 6, s [vid. 13. prosinec 2014]. ISSN Dostupné z: doi: /j.wear [67] POLCAR, T., N. M. G. PARREIRA a A. CAVALEIRO. Structural and tribological characterization of tungsten nitride coatings at elevated temperature. Wear [online]. 2008, roč. 265, č. 3 4, s [vid. 13. prosinec 2014]. ISSN Dostupné z: doi: /j.wear [68] Structural Steel - S235, S275, S355 Chemical Composition, Mechanical Properties and Common Applications. AZO Materials [online] Dostupné z: [69] BOHÁČ, Petr. Aplikace analýzy akustické emise při scratch testu [online]. B.m.: Fyzikální ústav AV ČR Dostupné z: [70] LEYLAND, A a A MATTHEWS. On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimised tribological behaviour. Wear [online]. 2000, roč. 246, č. 1 2, s [vid. 1. leden 2015]. ISSN Dostupné z: doi: /s (00)
89 8. Přílohy 8.1. Scratch test srovnání povlaků CrN Cr-CrN TiN Ti-TiN WN FGM Obr. 51: Srovnání vrypů po provedení Scratch testu na jednotlivých povlacích 88




90 8.2. Zkouška PIN on DISC snímky stop CrN Al 2 O 3 CrN ocel Obr. 52: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak CrN Cr-CrN Al 2 O 3 Cr-CrN ocel Obr. 53: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak Cr-CrN 89





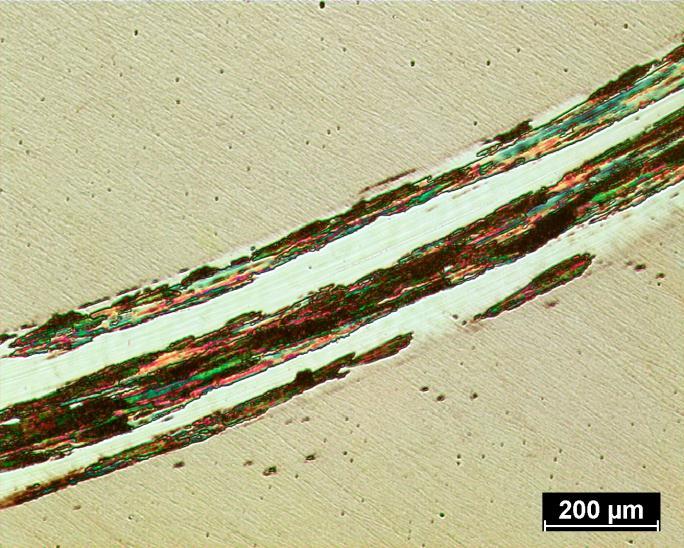
91 TiN Al 2 O 3 TiN ocel Obr. 54: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak TiN Ti-TiN Al 2 O 3 Ti-TiN ocel Obr. 55: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak Ti-TiN WN Al 2 O 3 WN ocel Obr. 56: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak WN 90


92 FGM Al 2 O 3 FGM ocel Obr. 57: Stopy vytvořené po provedení zkoušky PIN on DISC, povlak FGM 91
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV. Jan VALTER HVM Plasma s.r.o. www.hvm.cz
 REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF MATERIAL SYSTEMS
 STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
Plazma v technologiích
 Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
galvanicky chemicky plazmatem ve vakuu Vrstvy ve vakuu MBE Vakuová fyzika 2 1 / 39
 Vytváření vrstev galvanicky chemicky plazmatem ve vakuu Vrstvy ve vakuu povlakování MBE měření tloušt ky vrstvy během depozice Vakuová fyzika 2 1 / 39 Velmi stručná historie (více na www.svc.org) 1857
Vytváření vrstev galvanicky chemicky plazmatem ve vakuu Vrstvy ve vakuu povlakování MBE měření tloušt ky vrstvy během depozice Vakuová fyzika 2 1 / 39 Velmi stručná historie (více na www.svc.org) 1857
FYZIKA VE FIRMĚ HVM PLASMA
 FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
Plazmové metody Materiály a technologie přípravy M. Čada
 Plazmové metody Existuje mnoho druhů výbojů v plynech. Ionizovaný plyn = elektrony + ionty + neutrály Depozice tenkých vrstev za pomocí plazmatu je jednou z nejpoužívanějších metod. Pomocí plazmatu lze
Plazmové metody Existuje mnoho druhů výbojů v plynech. Ionizovaný plyn = elektrony + ionty + neutrály Depozice tenkých vrstev za pomocí plazmatu je jednou z nejpoužívanějších metod. Pomocí plazmatu lze
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK
 ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
Přehled metod depozice a povrchových
 Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III.
 TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami. Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána
 Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami Step by Step Analysis of Combination Stress of Systems with Thin Films Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána Západočeská
Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami Step by Step Analysis of Combination Stress of Systems with Thin Films Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána Západočeská
Přednáška 3. Napařování : princip, rovnovážný tlak par, rychlost vypařování.
 Přednáška 3 Napařování : princip, rovnovážný tlak par, rychlost vypařování. Realizace vypařovadel, směrovost vypařování, vypařování sloučenin a slitin, Vypařování elektronovým svazkem a MBE Napařování
Přednáška 3 Napařování : princip, rovnovážný tlak par, rychlost vypařování. Realizace vypařovadel, směrovost vypařování, vypařování sloučenin a slitin, Vypařování elektronovým svazkem a MBE Napařování
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
PVD povlaky pro nástrojové oceli
 PVD povlaky pro nástrojové oceli Bc. Martin Rund Vedoucí práce: Ing. Jan Rybníček Ph.D Abstrakt Tato práce se zabývá způsoby a možnostmi depozice PVD povlaků na nástrojové oceli. Obsahuje rešerši o PVD
PVD povlaky pro nástrojové oceli Bc. Martin Rund Vedoucí práce: Ing. Jan Rybníček Ph.D Abstrakt Tato práce se zabývá způsoby a možnostmi depozice PVD povlaků na nástrojové oceli. Obsahuje rešerši o PVD
Tenké vrstvy. metody přípravy. hodnocení vlastností
 Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vakuová technika. Výroba tenkých vrstev vakuové naprašování
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES
 POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
Plazmová depozice tenkých vrstev oxidu zinečnatého
 Plazmová depozice tenkých vrstev oxidu zinečnatého Bariérový pochodňový výboj za atmosférického tlaku Štěpán Kment Doc. Dr. Ing. Petr Klusoň Mgr. Zdeněk Hubička Ph.D. Obsah prezentace Úvod do problematiky
Plazmová depozice tenkých vrstev oxidu zinečnatého Bariérový pochodňový výboj za atmosférického tlaku Štěpán Kment Doc. Dr. Ing. Petr Klusoň Mgr. Zdeněk Hubička Ph.D. Obsah prezentace Úvod do problematiky
HODNOCENÍ HLOUBKOVÝCH PROFILŮ MECHANICKÉHO CHOVÁNÍ POLYMERNÍCH MATERIÁLŮ POMOCÍ NANOINDENTACE
 HODNOCENÍ HLOUBKOVÝCH PROFILŮ MECHANICKÉHO CHOVÁNÍ POLYMERNÍCH MATERIÁLŮ POMOCÍ NANOINDENTACE EVALUATION OF DEPTH PROFILE OF MECHANICAL BEHAVIOUR OF POLYMER MATERIALS BY NANOINDENTATION Marek Tengler,
HODNOCENÍ HLOUBKOVÝCH PROFILŮ MECHANICKÉHO CHOVÁNÍ POLYMERNÍCH MATERIÁLŮ POMOCÍ NANOINDENTACE EVALUATION OF DEPTH PROFILE OF MECHANICAL BEHAVIOUR OF POLYMER MATERIALS BY NANOINDENTATION Marek Tengler,
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH. Klára Jacková, Ivo Štepánek
 HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH Klára Jacková, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz Abstrakt
HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH Klára Jacková, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz Abstrakt
Lasery v mikroelektrotechnice. Soviš Jan Aplikovaná fyzika
 Lasery v mikroelektrotechnice Soviš Jan Aplikovaná fyzika Obsah Úvod Laserové: žíhání rýhování (orýsování) dolaďování depozice tenkých vrstev dopování příměsí Úvod Vysoká hustota výkonu laseru změna struktury
Lasery v mikroelektrotechnice Soviš Jan Aplikovaná fyzika Obsah Úvod Laserové: žíhání rýhování (orýsování) dolaďování depozice tenkých vrstev dopování příměsí Úvod Vysoká hustota výkonu laseru změna struktury
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ
 HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ
 VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
EVALUATION OF SPECIFIC FAILURES OF SYSTEMS THIN FILM SUBSTRATE FROM SCRATCH INDENTATION IN DETAIL
 DETAILNÍ STUDIUM SPECIFICKÝCH PORUŠENÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT PŘI VRYPOVÉ INDENTACI EVALUATION OF SPECIFIC FAILURES OF SYSTEMS THIN FILM SUBSTRATE FROM SCRATCH INDENTATION IN DETAIL Kateřina Macháčková,
DETAILNÍ STUDIUM SPECIFICKÝCH PORUŠENÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT PŘI VRYPOVÉ INDENTACI EVALUATION OF SPECIFIC FAILURES OF SYSTEMS THIN FILM SUBSTRATE FROM SCRATCH INDENTATION IN DETAIL Kateřina Macháčková,
IONTOVÉ ZDROJE. Účel. Požadavky. Elektronové zdroje. Iontové zdroje. Princip:
 Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
STUDIUM MECHANICKÝCH VLASTNOSTÍ A CHOVÁNÍ V OKOLÍ MAKROVTISKŮ NA SYSTÉMECH S TENKÝMI VRSTVAMI
 STUDIUM MECHANICKÝCH VLASTNOSTÍ A CHOVÁNÍ V OKOLÍ MAKROVTISKŮ NA SYSTÉMECH S TENKÝMI VRSTVAMI EVALUATION OF MECHANICAL PROPERTIES AND BEHAVIOUR AROUND MACROINDENTS ON SYSTEMS WITH THIN FILMS Denisa Netušilová,
STUDIUM MECHANICKÝCH VLASTNOSTÍ A CHOVÁNÍ V OKOLÍ MAKROVTISKŮ NA SYSTÉMECH S TENKÝMI VRSTVAMI EVALUATION OF MECHANICAL PROPERTIES AND BEHAVIOUR AROUND MACROINDENTS ON SYSTEMS WITH THIN FILMS Denisa Netušilová,
LŠVT 2007. Mechanické vlastnosti: jak a co lze měřm. ěřit na tenkých vrstvách. Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha
 Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT
 VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT THE INFLUENCES OF SELECTED PARAMETERS OF TECHNOLOGICAL PROCESS ON PROPERTIES AND BEHAVIOUR OF SYSTEMS
VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT THE INFLUENCES OF SELECTED PARAMETERS OF TECHNOLOGICAL PROCESS ON PROPERTIES AND BEHAVIOUR OF SYSTEMS
Elektronová Mikroskopie SEM
 Elektronová Mikroskopie SEM 26. listopadu 2012 Historie elektronové mikroskopie První TEM Ernst Ruska (1931) Nobelova cena za fyziku 1986 Historie elektronové mikroskopie První SEM Manfred von Ardenne
Elektronová Mikroskopie SEM 26. listopadu 2012 Historie elektronové mikroskopie První TEM Ernst Ruska (1931) Nobelova cena za fyziku 1986 Historie elektronové mikroskopie První SEM Manfred von Ardenne
ZMENY POVRCHOVÝCH MECHANICKÝCH VLASTNOSTÍ SYSTÉMU S TENKÝMI VRSTVAMI PO KOMBINOVANÉM NAMÁHÁNÍ. Roman Reindl, Ivo Štepánek
 ZMENY POVRCHOVÝCH MECHANICKÝCH VLASTNOSTÍ SYSTÉMU S TENKÝMI VRSTVAMI PO KOMBINOVANÉM NAMÁHÁNÍ Roman Reindl, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz
ZMENY POVRCHOVÝCH MECHANICKÝCH VLASTNOSTÍ SYSTÉMU S TENKÝMI VRSTVAMI PO KOMBINOVANÉM NAMÁHÁNÍ Roman Reindl, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz
Elektronová mikroskopie SEM, TEM, AFM
 Elektronová mikroskopie SEM, TEM, AFM Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první
Elektronová mikroskopie SEM, TEM, AFM Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první
DOUTNAVÝ VÝBOJ. Magnetronové naprašování
 DOUTNAVÝ VÝBOJ Magnetronové naprašování Efektivním způsobem jak získat částice vhodné k růstu povlaku je nahrazení teploty používané u odpařování ekvivalentem energie dodané dopadem těžkéčástice přenosem
DOUTNAVÝ VÝBOJ Magnetronové naprašování Efektivním způsobem jak získat částice vhodné k růstu povlaku je nahrazení teploty používané u odpařování ekvivalentem energie dodané dopadem těžkéčástice přenosem
Iradiace tenké vrstvy ionty
 Iradiace tenké vrstvy ionty Ve většině technologických aplikací dochází k depozici tenké vrstvy za nízké teploty > jsme v zóně I nebo T > vrstvá má sloupcovou strukturu, je porézní a hrubá. Ukazuje se,
Iradiace tenké vrstvy ionty Ve většině technologických aplikací dochází k depozici tenké vrstvy za nízké teploty > jsme v zóně I nebo T > vrstvá má sloupcovou strukturu, je porézní a hrubá. Ukazuje se,
Hmotnostní spektrometrie
 Hmotnostní spektrometrie Princip: 1. Ze vzorku jsou tvořeny ionty na úrovni molekul, nebo jejich zlomků (fragmentů), nebo až volných atomů dodáváním energie, např. uvolnění atomů ze vzorku nebo přímo rozštěpení
Hmotnostní spektrometrie Princip: 1. Ze vzorku jsou tvořeny ionty na úrovni molekul, nebo jejich zlomků (fragmentů), nebo až volných atomů dodáváním energie, např. uvolnění atomů ze vzorku nebo přímo rozštěpení
CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT MATERIALS AND CORRELATION WITH MORPHOLOGY OF FAILURES
 ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
Hodnocení změn povrchových vlastností systémů s tenkými vrstvami po elektrochemickém měření
 Hodnocení změn povrchových vlastností systémů s tenkými vrstvami po elektrochemickém měření Analysis of Surface Properties of Systems with Thin Films after Electrochemical Measurement Klára Jačková, Ivo
Hodnocení změn povrchových vlastností systémů s tenkými vrstvami po elektrochemickém měření Analysis of Surface Properties of Systems with Thin Films after Electrochemical Measurement Klára Jačková, Ivo
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Technologie a vlastnosti tenkých vrstev, tenkovrstvé senzory
 Vysoká škola chemicko-technologická v Praze Technologie a vlastnosti tenkých vrstev, tenkovrstvé senzory Technologie CVD, PVD, PECVD, MOVPE, MBE, coating technologie (spin-, spray-, dip-) Ondřej Ekrt Vymezení
Vysoká škola chemicko-technologická v Praze Technologie a vlastnosti tenkých vrstev, tenkovrstvé senzory Technologie CVD, PVD, PECVD, MOVPE, MBE, coating technologie (spin-, spray-, dip-) Ondřej Ekrt Vymezení
STUDIUM MECHANICKÉHO CHOVÁNÍ ROZDÍLNÝCH SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK
 STUDIUM MECHANICKÉHO CHOVÁNÍ ROZDÍLNÝCH SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK EVALUATION OF MECHANICAL BEHAVIOUR OF DIFFERENT SYSTEMS THIN FILM GLASS BY INDENTATION TESTS Ivo Štěpánek,
STUDIUM MECHANICKÉHO CHOVÁNÍ ROZDÍLNÝCH SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK EVALUATION OF MECHANICAL BEHAVIOUR OF DIFFERENT SYSTEMS THIN FILM GLASS BY INDENTATION TESTS Ivo Štěpánek,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur)
") Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur) -přenesení dané struktury na povrch strukturovaného substrátu Princip - interakce
Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur) -přenesení dané struktury na povrch strukturovaného substrátu Princip - interakce
Proč elektronový mikroskop?
 Elektronová mikroskopie Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop,, 1 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první komerční
Elektronová mikroskopie Historie 1931 E. Ruska a M. Knoll sestrojili první elektronový prozařovací mikroskop,, 1 1939 první vyrobený elektronový mikroskop firma Siemens rozlišení 10 nm 1965 první komerční
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Hodnocení změn mechanických vlastností v mikrolokalitách po deposičního procesu
 Hodnocení změn mechanických vlastností v mikrolokalitách po deposičního procesu Analysis of Changing of Mechanical Properties in Microlocation after Deposition Process Jiří Hána, Radek Němec, Ivo Štěpánek
Hodnocení změn mechanických vlastností v mikrolokalitách po deposičního procesu Analysis of Changing of Mechanical Properties in Microlocation after Deposition Process Jiří Hána, Radek Němec, Ivo Štěpánek
Fyzikální metody nanášení tenkých vrstev
 Fyzikální metody nanášení tenkých vrstev Vakuové napařování Příprava tenkých vrstev kovů některých dielektrik polovodičů je možné vytvořit i epitaxní vrstvy (orientované vrstvy na krystalické podložce)
Fyzikální metody nanášení tenkých vrstev Vakuové napařování Příprava tenkých vrstev kovů některých dielektrik polovodičů je možné vytvořit i epitaxní vrstvy (orientované vrstvy na krystalické podložce)
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ
 CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ Lukáš ZUZÁNEK Katedra strojírenské technologie, Fakulta strojní, TU v Liberci, Studentská 2, 461 17 Liberec 1, CZ,
CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ Lukáš ZUZÁNEK Katedra strojírenské technologie, Fakulta strojní, TU v Liberci, Studentská 2, 461 17 Liberec 1, CZ,
Ionizační manometry. Při ionizaci plynu o koncentraci n nejsou ionizovány všechny molekuly, ale jenom část z nich n i = γn ; γ < 1.
 Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
, Hradec nad Moravicí
 ZMĚNY PORUŠOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT CYKLICKOU VRYPOVOU PŘI POUŽITÍ RŮZNÝCH DRUHŮ INDENTORŮ CHANGING OF FAILURE OF SYSTEMS THIN FILM SUBSTRATE BY CYCLIC SCRATCH TEST WITH DIFFERENT KIND OF INDENTORS
ZMĚNY PORUŠOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT CYKLICKOU VRYPOVOU PŘI POUŽITÍ RŮZNÝCH DRUHŮ INDENTORŮ CHANGING OF FAILURE OF SYSTEMS THIN FILM SUBSTRATE BY CYCLIC SCRATCH TEST WITH DIFFERENT KIND OF INDENTORS
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
HODNOCENÍ ŠÍŘENÍ PORUŠENÍ CYKLICKOU VRYPOVOU ZKOUŠKOU NA SYSTÉMECH S TENKÝMI VRSTVAMI
 HODNOCENÍ ŠÍŘENÍ PORUŠENÍ CYKLICKOU VRYPOVOU ZKOUŠKOU NA SYSTÉMECH S TENKÝMI VRSTVAMI EVALUATION OF EXPANDING OF FAILURES BY SCRATCH INDENTATION TEST ON SYSTEMS THIN FILM - SUBSTRATE Kateřina Macháčková,
HODNOCENÍ ŠÍŘENÍ PORUŠENÍ CYKLICKOU VRYPOVOU ZKOUŠKOU NA SYSTÉMECH S TENKÝMI VRSTVAMI EVALUATION OF EXPANDING OF FAILURES BY SCRATCH INDENTATION TEST ON SYSTEMS THIN FILM - SUBSTRATE Kateřina Macháčková,
STUDY OF SELECTED DEPOSITION PARAMETERS ON PROPERTIES AND BEHAVIOUR OF THIN FILM SYSTEMS
 STUDIUM VLIVU VYBRANÝCH DEPOSIČNÍCH PARAMETRŮ NA VLASTNOSTI A CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ STUDY OF SELECTED DEPOSITION PARAMETERS ON PROPERTIES AND BEHAVIOUR OF THIN FILM SYSTEMS Ivo Štěpánek a, Matyáš
STUDIUM VLIVU VYBRANÝCH DEPOSIČNÍCH PARAMETRŮ NA VLASTNOSTI A CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ STUDY OF SELECTED DEPOSITION PARAMETERS ON PROPERTIES AND BEHAVIOUR OF THIN FILM SYSTEMS Ivo Štěpánek a, Matyáš
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Metody využívající rentgenové záření. Rentgenovo záření. Vznik rentgenova záření. Metody využívající RTG záření
 Metody využívající rentgenové záření Rentgenovo záření Rentgenografie, RTG prášková difrakce 1 2 Rentgenovo záření Vznik rentgenova záření X-Ray Elektromagnetické záření Ionizující záření 10 nm 1 pm Využívá
Metody využívající rentgenové záření Rentgenovo záření Rentgenografie, RTG prášková difrakce 1 2 Rentgenovo záření Vznik rentgenova záření X-Ray Elektromagnetické záření Ionizující záření 10 nm 1 pm Využívá
COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ VELMI ROZDÍLNĚ ODOLNÝCH SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ INDENTAČNÍCH ZKOUŠEK COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS Matyáš Novák, Ivo Štěpánek
POROVNÁNÍ VELMI ROZDÍLNĚ ODOLNÝCH SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ INDENTAČNÍCH ZKOUŠEK COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS Matyáš Novák, Ivo Štěpánek
Zkoušení mechanických vlastností zkoušky tvrdosti. Metody charakterizace nanomateriálů 1
 Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
VLIV SVAROVÉHO SPOJE NA VLASTNOSTI NANÁŠENÝCH TENKÝCH VRSTEV TIN INFLUENCE OF WELDING ON PROPERTIES DEPOSITED THIN FILMS TIN
 VLIV SVAROVÉHO SPOJE NA VLASTNOSTI NANÁŠENÝCH TENKÝCH VRSTEV TIN INFLUENCE OF WELDING ON PROPERTIES DEPOSITED THIN FILMS TIN Lenka Pourová a Radek Němec b Ivo Štěpánek c a) Západočeská univerzita v Plzni,
VLIV SVAROVÉHO SPOJE NA VLASTNOSTI NANÁŠENÝCH TENKÝCH VRSTEV TIN INFLUENCE OF WELDING ON PROPERTIES DEPOSITED THIN FILMS TIN Lenka Pourová a Radek Němec b Ivo Štěpánek c a) Západočeská univerzita v Plzni,
STUDIUM HLOUBKOVÝCH PROFILU PORUŠENÍ PO INDENTACNÍCH ZKOUŠKÁCH Z PRÍŠNÝCH VÝBRUSU. Monika Kavinová, Ivo Štepánek, Martin Hrdý
 STUDIUM HLOUBKOVÝCH PROFILU PORUŠENÍ PO INDENTACNÍCH ZKOUŠKÁCH Z PRÍŠNÝCH VÝBRUSU Monika Kavinová, Ivo Štepánek, Martin Hrdý Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz
STUDIUM HLOUBKOVÝCH PROFILU PORUŠENÍ PO INDENTACNÍCH ZKOUŠKÁCH Z PRÍŠNÝCH VÝBRUSU Monika Kavinová, Ivo Štepánek, Martin Hrdý Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz
Metody využívající rentgenové záření. Rentgenografie, RTG prášková difrakce
 Metody využívající rentgenové záření Rentgenografie, RTG prášková difrakce 1 Rentgenovo záření 2 Rentgenovo záření X-Ray Elektromagnetické záření Ionizující záření 10 nm 1 pm Využívá se v lékařství a krystalografii.
Metody využívající rentgenové záření Rentgenografie, RTG prášková difrakce 1 Rentgenovo záření 2 Rentgenovo záření X-Ray Elektromagnetické záření Ionizující záření 10 nm 1 pm Využívá se v lékařství a krystalografii.
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE
 STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
Skupenské stavy látek. Mezimolekulární síly
 Skupenské stavy látek Mezimolekulární síly 1 Interakce iont-dipól Např. hydratační (solvatační) interakce mezi Na + (iont) a molekulou vody (dipól). Jde o nejsilnější mezimolekulární (nevazebnou) interakci.
Skupenské stavy látek Mezimolekulární síly 1 Interakce iont-dipól Např. hydratační (solvatační) interakce mezi Na + (iont) a molekulou vody (dipól). Jde o nejsilnější mezimolekulární (nevazebnou) interakci.
DUPLEXNÍ POVLAKOVÁNÍ PM NÁSTROJOVÉ OCELI LEGOVANÉ NIOBEM DUPLEX COATING OF THE NIOBIUM-ALLOYED PM TOOL STEEL
 DUPLEXNÍ POVLAKOVÁNÍ PM NÁSTROJOVÉ OCELI LEGOVANÉ NIOBEM DUPLEX COATING OF THE NIOBIUM-ALLOYED PM TOOL STEEL Pavel Novák Dalibor Vojtěch Jan Šerák Michal Novák Vítězslav Knotek Ústav kovových materiálů
DUPLEXNÍ POVLAKOVÁNÍ PM NÁSTROJOVÉ OCELI LEGOVANÉ NIOBEM DUPLEX COATING OF THE NIOBIUM-ALLOYED PM TOOL STEEL Pavel Novák Dalibor Vojtěch Jan Šerák Michal Novák Vítězslav Knotek Ústav kovových materiálů
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY
 VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
Monika Fialová VAKUOVÁ FYZIKA II. ZÍSKÁVÁNÍ NÍZKÝCH TLAKŮ
 Monika Fialová VAKUOVÁ FYZIKA II. ZÍSKÁVÁNÍ NÍZKÝCH TLAKŮ CHARAKTERISTIKY VÝVĚV vývěva = zařízení snižující tlak plynu v uzavřeném objemu parametry: mezní tlak čerpací rychlost pracovní tlak výstupní tlak
Monika Fialová VAKUOVÁ FYZIKA II. ZÍSKÁVÁNÍ NÍZKÝCH TLAKŮ CHARAKTERISTIKY VÝVĚV vývěva = zařízení snižující tlak plynu v uzavřeném objemu parametry: mezní tlak čerpací rychlost pracovní tlak výstupní tlak
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Nanokrystalické tenké filmy oxidu železitého pro solární štěpení vody
 Nanokrystalické tenké filmy oxidu železitého pro solární štěpení vody J. Frydrych, L. Machala, M. Mašláň, J. Pechoušek, M. Heřmánek, I. Medřík, R. Procházka, D. Jančík, R. Zbořil, J. Tuček, J. Filip a
Nanokrystalické tenké filmy oxidu železitého pro solární štěpení vody J. Frydrych, L. Machala, M. Mašláň, J. Pechoušek, M. Heřmánek, I. Medřík, R. Procházka, D. Jančík, R. Zbořil, J. Tuček, J. Filip a
Fyzika, maturitní okruhy (profilová část), školní rok 2014/2015 Gymnázium INTEGRA BRNO
, školní rok 2014/2015 Gymnázium INTEGRA BRNO") 1. Jednotky a veličiny soustava SI odvozené jednotky násobky a díly jednotek skalární a vektorové fyzikální veličiny rozměrová analýza 2. Kinematika hmotného bodu základní pojmy kinematiky hmotného bodu
1. Jednotky a veličiny soustava SI odvozené jednotky násobky a díly jednotek skalární a vektorové fyzikální veličiny rozměrová analýza 2. Kinematika hmotného bodu základní pojmy kinematiky hmotného bodu
Mol. fyz. a termodynamika
 Molekulová fyzika pracuje na základě kinetické teorie látek a statistiky Termodynamika zkoumání tepelných jevů a strojů nezajímají nás jednotlivé částice Molekulová fyzika základem jsou: Látka kteréhokoli
Molekulová fyzika pracuje na základě kinetické teorie látek a statistiky Termodynamika zkoumání tepelných jevů a strojů nezajímají nás jednotlivé částice Molekulová fyzika základem jsou: Látka kteréhokoli
Úvod do laserové techniky KFE FJFI ČVUT Praha Michal Němec, 2014. Plynové lasery. Plynové lasery většinou pracují v kontinuálním režimu.
 Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Fyzika je přírodní věda, která zkoumá a popisuje zákonitosti přírodních jevů.
 Fyzika je přírodní věda, která zkoumá a popisuje zákonitosti přírodních jevů. Násobky jednotek název značka hodnota kilo k 1000 mega M 1000000 giga G 1000000000 tera T 1000000000000 Tělesa a látky Tělesa
Fyzika je přírodní věda, která zkoumá a popisuje zákonitosti přírodních jevů. Násobky jednotek název značka hodnota kilo k 1000 mega M 1000000 giga G 1000000000 tera T 1000000000000 Tělesa a látky Tělesa
Anomální doutnavý výboj
 Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
COMPARISON OF THIN FILMS SYSTEMS PREPARED BY DIFFERENT TECHNOLOGIES
 POROVNÁNÍ TENKOVRSTVÝCH SYSTÉMŮ PŘIPRAVENÝCH RŮZNÝMI TECHNOLOGICKÝMI PROCESY COMPARISON OF THIN FILMS SYSTEMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek a, Matyáš Novák a, Miloslav Kesl b, Josef Fait
POROVNÁNÍ TENKOVRSTVÝCH SYSTÉMŮ PŘIPRAVENÝCH RŮZNÝMI TECHNOLOGICKÝMI PROCESY COMPARISON OF THIN FILMS SYSTEMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek a, Matyáš Novák a, Miloslav Kesl b, Josef Fait
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Princip. Měrná elektrická. (konduktivita) Výhody odporového ohřevu. Závislost měrné elektrické vodivosti na teplotě = (1/R) (L/A)
 Výhody odporového ohřevu. Závislost měrné elektrické vodivosti na teplotě = (1/R) (L/A)") Rychlost ohřevu Princip Ohřev potraviny průchodem střídavého elektrického proudu. Elektrický odpor potraviny elektrická energie se přemění na teplo Potravina je součástí odporového ohřívače elektrický
Rychlost ohřevu Princip Ohřev potraviny průchodem střídavého elektrického proudu. Elektrický odpor potraviny elektrická energie se přemění na teplo Potravina je součástí odporového ohřívače elektrický
Hodnocení korozí odolnosti systémů tenká vrstva substrát v prostředí kompresorů
 Hodnocení korozí odolnosti systémů tenká vrstva substrát v prostředí kompresorů Analysis of Corrosion Resistance of Systems Thin Films Substrate in Compressors Environment Jiří Hána, Ivo Štěpánek, Radek
Hodnocení korozí odolnosti systémů tenká vrstva substrát v prostředí kompresorů Analysis of Corrosion Resistance of Systems Thin Films Substrate in Compressors Environment Jiří Hána, Ivo Štěpánek, Radek
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Elektrická vodivost - testové otázky:
 Elektrická vodivost - testové otázky: 1) Elektrický náboj (proud) je přenášen? a) elektrony b) protony c) jádry atomu 2) Elektrický proud prochází pouze kovy? a) ano b) ne 3) Nejlepšími vodiči elektrického
Elektrická vodivost - testové otázky: 1) Elektrický náboj (proud) je přenášen? a) elektrony b) protony c) jádry atomu 2) Elektrický proud prochází pouze kovy? a) ano b) ne 3) Nejlepšími vodiči elektrického
Tenké vrstvy pro lékařství 1. Laserové vrstvy ( metody přípravy vrstev, laser, princip metody pulzní laserové depozice PLD, růst vrstev, )
") Tenké vrstvy pro lékařství 1. Laserové vrstvy ( metody přípravy vrstev, laser, princip metody pulzní laserové depozice PLD, růst vrstev, ) 2. Vybrané vrstvy a aplikace - gradientní vrstvy, nanokrystalické
Tenké vrstvy pro lékařství 1. Laserové vrstvy ( metody přípravy vrstev, laser, princip metody pulzní laserové depozice PLD, růst vrstev, ) 2. Vybrané vrstvy a aplikace - gradientní vrstvy, nanokrystalické
Urychlovače částic principy standardních urychlovačů částic
 Urychlovače částic principy standardních urychlovačů částic Základní info technické zařízení, které dodává kinetickou energii částicím, které je potřeba urychlit nabité částice jsou v urychlovači urychleny
Urychlovače částic principy standardních urychlovačů částic Základní info technické zařízení, které dodává kinetickou energii částicím, které je potřeba urychlit nabité částice jsou v urychlovači urychleny
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
STUDIUM PORUŠENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI ZE STATICKÉ A VRYPOVÉ INDENTACE DO HLOUBKY SYSTÉMU
 STUDIUM PORUŠENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI ZE STATICKÉ A VRYPOVÉ INDENTACE DO HLOUBKY SYSTÉMU EVALUATION OF FAILURES OF SYSTEM WITH THIN FILMS FROM STATIC AND SCRATCH INDENTATION WITH DEPTH SENSITIVITY
STUDIUM PORUŠENÍ SYSTÉMŮ S TENKÝMI VRSTVAMI ZE STATICKÉ A VRYPOVÉ INDENTACE DO HLOUBKY SYSTÉMU EVALUATION OF FAILURES OF SYSTEM WITH THIN FILMS FROM STATIC AND SCRATCH INDENTATION WITH DEPTH SENSITIVITY
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH
 VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
Ochrana obalem před změnami teploty a úloha obalu při tepelných procesech v technologii potravin. Sdílení tepla sáláním. Balení pro mikrovlnný ohřev
 Převod tepla obalem z potraviny do vnějšího prostředí a naopak Ochrana obalem před změnami teploty a úloha obalu při tepelných procesech v technologii potravin 1 Obecně tepelné procesy snaha o co nejmenší
Převod tepla obalem z potraviny do vnějšího prostředí a naopak Ochrana obalem před změnami teploty a úloha obalu při tepelných procesech v technologii potravin 1 Obecně tepelné procesy snaha o co nejmenší
Mgr. Jan Ptáčník. Elektrodynamika. Fyzika - kvarta! Gymnázium J. V. Jirsíka
 Mgr. Jan Ptáčník Elektrodynamika Fyzika - kvarta! Gymnázium J. V. Jirsíka Vodič v magnetickém poli Vodič s proudem - M-pole! Vložení vodiče s proudem do vnějšího M-pole = interakce pole vnějšího a pole
Mgr. Jan Ptáčník Elektrodynamika Fyzika - kvarta! Gymnázium J. V. Jirsíka Vodič v magnetickém poli Vodič s proudem - M-pole! Vložení vodiče s proudem do vnějšího M-pole = interakce pole vnějšího a pole