STROJÍRENSKÁ TECHNOLOGIE
|
|
|
- Nela Beranová
- před 7 lety
- Počet zobrazení:
Transkript
1 Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 4, 5, 6
2 Způsoby spojování Mechanické způsoby nýtování, sešroubování (rozebíratelná spojení; bodovým přenosem síly vznikají nepříznivé hroty pnutí;) Pájení a svařování nerozebíratelná spojení (dochází k nepravidelnému rozdělení pnutí ve spoji); Lepení stejnoměrné rozdělení pnutí u vrstveného lepeného spoje;
3 Pájení Spojování materiálovým stykem nanášením vrstvy roztaveného přídavného materiálu. Tavící teplota pájky je nižší než tavicí teplota spojovaných základních látek. Základní materiál se pokryje pájkou, ale neroztaví se. Pájení se často provádí s použitím tavicích přísad, ochranných plynů nebo ve vakuu. Spojované základní materiály mohou mít velmi rozdílné vlastnosti a složení, pokud se pájka spojuje s oběma látkami. Lze tedy pájet např. břitové destičky ze slinutých karbidů na tělesa soustružnických nožů z konstrukční oceli. Pájením lze pevně, těsně a vodivě spojovat stejné nebo rozdílné kovové materiály.
4
5 Formy smáčení při pájení
6 Předpokladem pájeného spoje je, že kapalná pájka smáčí základní materiál. Přitom dochází k rychlému rozlití kapalné pájky po povrchu součásti. Pájka pronikne do struktury základního materiálu a vytvoří slitinu tento proces vzájemného pronikání se nazývá difuze. Dobré smáčení se dosáhne: základní materiál může vytvářet s pájkou slitinu, pájený spoj je kovově čistý, součásti a pájka se dostatečně zahřívají. Vzdálenost spojovaných ploch má na pájení velký vliv Vzdálenost menší než 0,25 mm se označuje jako spára. Pokud je vzdálenost větší, tak se označuje jako mezera. Délka a hloubka spáry se řídí podle pevnosti použité pájky a podle požadavků, které jsou kladeny na pájený spoj. Hloubky spár při pájení by neměly přesáhovat 15 mm, protože pak jsou nedostatečně plněny.
7 Tvoření slitiny difuzí
8 Spára při pájení a mezera při pájení
9 Teploty při pájení Součást a pájka by se měly zahřát rychle a rovnoměrně. Pracovní teplota a maximální pájecí teplota omezují oblast pájecí teploty. Oblast účinné teploty tavidla musí být větší než oblast pájecí teploty. Např. čistý cín se taví při 232 C, čisté olovo při 327 C, slitina 63 % cínu a 37 % olova při 183 C.
10 Druhy a způsoby pájení
11 Podle pracovní teploty: Měkké pájení pracovní teplota pod 450 C. Používá se tehdy, jsou-li potřeba těsná a vodivá spojení a na zatížitelnost nejsou kladeny vysoké nároky nebo pokud jsou pájené součásti citlivé na teplo. Tvrdé pájení pracovní teplota nad 450 C. Spoje tvrdým pájením lze provádět jako tupé svary, pevnost zvyšuje zvětšení hloubky spáry. Vysokoteplotní pájení je pájení v ochranné atmosféře nebo ve vakuu pájkami, jejichž pracovní teplota je vyšší než 900 C. Podle způsobu přivádění pájky: Nánosové součásti se na místě pájení zahřejí na pájecí teplotu. Poté se pájka dotykem se součástí roztaví. Pájení s vloženou pájkou součásti se zahřívají na pájecí teplotu spolu s předem vloženou, vhodně tvarovanou pájkou. Pájení ponorem součásti se zahřívají na pájecí teplotu v lázni pájky, spáru přitom vyplní roztavená pájka.
12 Podle nosiče energie k zahřátí: Pájení plynem (pájení plamenem, pájení v peci); Pájení pevnými tělesy (pájení pájedly); Pájení kapalinami (pájení v pájecí lázni, pájení ponorem); Pájení paprsky (pájení laserovým paprskem); Pájení elektrickým ohřevem (odporové pájení, indukční pájení); Pájení horkovzdušnou pistolí.
13
14 Pájky a tavidla Jako pájky se používají slitiny, méně často čisté kovy, jejichž bot tavení leží pod bodem tavení spojovaných kovů. Pájky se dělí na měkké (slitiny mědi a zinku, niklu a stříbra) a tvrdé (slitiny niklu a chromu nebo slitiny stříbra, zlata a palladia). Pájky se dodávají jako bochníky, pruhy, fólie, tyče, dráty, jako tvarové díly i ve tvaru zrn. Tavidla rozrušují oxidy a zabraňují další oxidaci. Výběr tavidla se řídí podle pájeného základního materiálu a způsobu pájení, především ale podle pracovní teploty používané pájky. Abychom při pájení dosáhli spoje v celé ploše spáry, nanášejí se kapalná nebo pastovitá tavidla na oblast pájení většinou krátce před sestavením dílů. Po pájení se musejí z pájených míst odstranit jejich zbytky, jinak by mohlo dojít ke korozi. Tavidla by se neměla dostat do styku s pokožkou. Pracoviště je třeba dostatečně větrat.

15 Svařování Svařování je spojování nebo nanášení materiálu v kapalném nebo plastickém stavu za použití tepla anebo síly, bez nebo s přídavným materiálem. Svarové spoje jsou jako spoje materiálovým stykem díky pevnému a těsnému spojení základních materiálů nejčastěji používaná nerozebíratelná spojení. Svařování plamenem stykové plochy spojovaných součástí se natavují působením tepelné energie, která se uvolňuje při spalování hořlavého plynu ve směsi s plynem podporujícím okysličování. Plamenem se svařuje všechny možné používané kovy a jejich slitiny. Kvalita svařování plamenem závisí na vedení hořáku a svařovacího drátu svářečem.
16 Svařování vpřed používá se u plechů o tloušťce do 3 mm. Směr plamene odpovídá směru svařování. Tavná lázeň je tedy mimo zónu nejvyšších teplot a může být malá. Umožňuje předchozí zahřátí místa svaru vyšší rychlost svařování. Zamezí se tak deformaci tenkých plechů. Svařovací drát se lehkými dotyky odtavuje do tavné lázně. Svařování vzad používá se u plechů o tloušťce větší než 3 mm. Plamen směřuje na již hotový svar. Tím se dosahuje pomalého ochlazování a zlepšení svarového spoje. Při svařování se hořák vede klidně a drží se tak, aby světelný kužel směřoval do tavné lázně. Touto koncentrací tepla lze svařovat silné plechy. Svařovací drát se před světelným kuželem krouživými pohyby utavuje do tavné lázně. Svařovací dráty které se odtavují jako přídavný materiál k vyplnění styčných spár, mají různé složení, odpovídající svařovaným materiálům.
17 Svařování vpřed - plamenem
18 Svařování vzad - plamenem
19 Zařízení pro svařování plamenem
20 Svařování kovů elektrickým obloukem
21 Svařování v ochranných atmosférách

22 Nýtování
23
24 Přímé nýtování vhodné pro tlustší plechy, se opěrná hlava nýtu podepře hlavičkářem, který musí být pevně uchycen na vhodné podpěře, např. panence. Údery kladiva se nejprve napěchuje dřík nýtu tak, že řádně vyplní otvor. Poté se začne vytvářet závěrná hlava, jejíž tvar je totožný s tvarem dutiny v hlavičkáři. Přímé nýtování je spojeno s nebezpečím, že hlavičkář sklouzne a poškodí dílec a kromě toho upevnění podpěrného hlavičkáře je pracné a zpomaluje práci. Nepřímé nýtování se používá u tenkostěnných dílců. Dostatečně hmotnou podpěrkou (protihlavičkářem) se podloží volný konec dříku. Pneumatickým nebo elektrickým kladivem o malém zdvihu a vyšším počtem rázů za minutu (600 až 3000) se hlavičkářem, přiloženým na opěrnou hlavu nýtu, rozkmitá spojovaný dílec. Závěrná hlava se vytváří reakcí protihlavičkáře.
25 Tvary nýtů
26 Materiál nýtů Ocelové nýty, Nýty ze slitin hliníku, Měděné a mosazné nýty, Nýty z termoplastických hmot.

27 Princip lepení Definice: Lepení je proces spojování materiálů (adherendů), při kterém se dosahuje (nerozebíratelné) spojení stejných, popřípadě rozdílných materiálů, prostřednictvím lepidel (adheziv). Tj. spojení dvou různých ploch prostřednictvím lepidla, které má dobrou přilnavost k oběma plochám. Lepidlo: Látka schopná utvořit pevné a trvalé spojení mezi dvěma materiály. Každé lepidlo je v okamžiku lepení v kapalném stavu, protože jedině tak může zajisti dokonalé přilnutí k povrchům lepeného materiálu.
28 Historie lepení 1814 první patent na výrobu lepidla (USA), objev nitrace celulosy, 1930 lepidla na bázi močoviny a fenolických pryskyřic (nejprve lepeny pouze materiály, které byly schopny lepidlo vsáknout dřevo, papír, kůže atd.). Dále byl pro vývoj lepení důležitý objev některých polymerů, kterých bylo k lepení použito až později: 1931 polychloropren, 1935 výroba butadienu, 1937 polyisobutylen a butylkaučuk, polyuretany z disokyanátů a vícemocných alkoholů, 1939 epoxydy, 1940 nenasycené polyestery.
29 Historie lepení 1943 objev fenolfomaldehydové pryskyřice Velká Británie, Významný mezník v historii lepení. Sériová výroba letadel (lepení duralu s překližkou). Od té doby se vůdčím oborem lepených spojů stává letectví (a zůstává jím až do současnosti). Další využití lepených spojů: Automobilový průmysl, Stavba lodí, Strojírenství, Stavebnictví, Měřící a regulační technika, Elektronika.
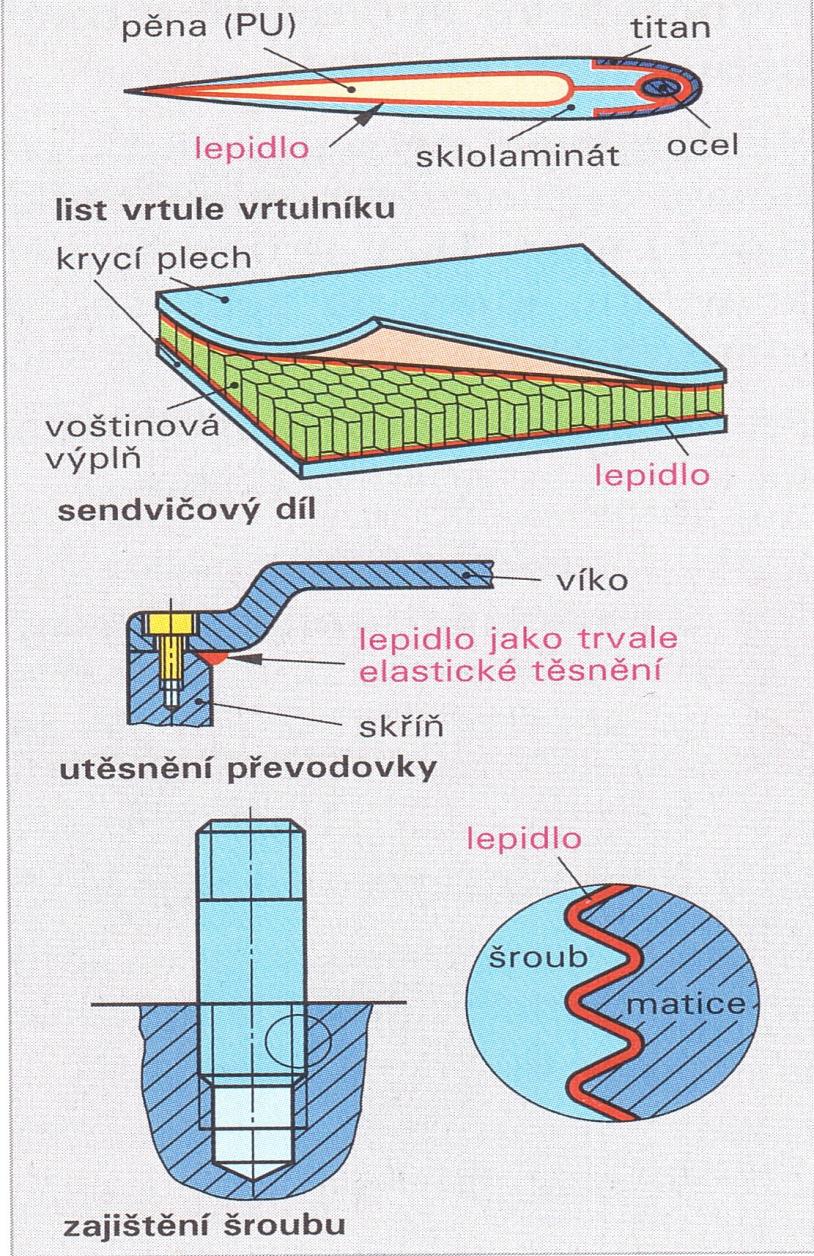
30 Výhody lepení Ve srovnání s klasickými spoji zvýšení celkové pevnosti vhodně konstruovaného spoje. Při namáhání spoje je pnutí rozděleno na celou lepenou plochu. Lze spojovat rozdílné materiály (bez ohledu na tloušťku). není narušena celistvost spojovaných dílů. Lepené spoje současně utěsňují spojované díly proti plynům a kapalinám (není nutné dodatečné těsnění). Těsnící účinek lepidla chrání spoj i před korozí. Tepelná i zvuková izolace. Lepený spoj tlumí vibrace v konstrukci a zvyšuje tuhost i pevnost. Spoj výrazně nezvýší hmotnost. Možnost spojení velkých ploch. Vzhled spojovaného místa je lepší (hladké vnější plochy).
31 Nevýhody lepení Vysoké požadavky na rovinost a především čistotu lepených dílců. Nutné speciální úpravy povrchu lepených dílců se špatnými adhezními vlastnostmi. Citlivost vůči namáhání v odlupování (malá únavová pevnost). Náročnější na vybavení pracoviště pro průmyslové lepení. Omezené použití lepených spojů při zvýšených pracovních teplotách. Někdy dlouhé a komplikované vytvrzování.
32 Ekonomické přednosti lepení Nasazením lepidel dochází k úsporám především díky jednodušším konstrukcím; Stačí méně kvalitní povrch a hrubší lícování; Jednodušší montáž.

33 Lepený spoj
34 Lepidlo vytváří spojovací můstek mezi povrchy obrobků. Lepené součástky mohou být jak ze stejného, tak z rozdílných materiálů. Pro úspěšné použití lepící techniky jsou důležité znalosti o funkci lepených spojů, protože nejčastější příčinou selhání lepeného spoje často není příliš nízká pevnost lepidla, ale spíše nedostatečná příprava lepených povrchů nebo nedostatečná péče při výběru nejvhodnějšího druhu lepidla.
35 Pevnost lepeného spoje závisí: 1. Na přilnavosti lepidla k lepenému povrchu (adheze). 2. Na soudržnosti hmoty lepidla, neboli vnitřní pevnosti lepidla (koheze pevnosti lepidla). 3. Na smářivosti lepeného povrchu kapalným lepidlem. 4. Na pevnosti (soudržnosti) lepeného materiálu.
36 Adheze síla přilnavosti. Dostatečná adheze je základní předpoklad úspěšného lepení. Jestliže lepidlo není schopno dostatečně pevně přilnout k materiálu, spoj nedrží a dochází k rozlepení na rozhraní lepidlo lepený materiál. Adheze souvisí s molekulovou strukturou lepidla a je výsledkem působení fyzikálních sil, mezimolekulárních a chemických vazeb. Pro vysvětlení vzniku adhezních sil existují dva teoretické modely vazby mezi lepidlem a lepeným povrchem (mechanická vazba uplatňuje se pouze u členitých nebo porézních povrchů. Lepidlo zatéká při lepení do pórů a prohlubní a po jeho ztuhnutí se vytvoří pevný zámek mezi hmotou lepidla a lepeného materiálu. Např. dřevo, papír, keramika, pěnové plasty. Při lepení leštěných hladkých ploch je mechanická vazba zanedbatelná; chemická vazba uplatňuje se u porézních i zcela hladkých povrchů. Teorie založená na působení van der Waalsových elektrických přitažlivých sil mezi molekulami lepidla a lepeného materiálu zejména na přímém chemickém působení lepidla. Dobře se lepí materiály, které mají reaktivní povrch nebo chemicky upravený tak, aby mohla proběhnout chemická reakce. Např. oxidované povrchy kovů a plastů, povrchy přírodních polymerů, s volnými chemickými skupinami oxy-, hydroxy- karbonyl-, karboxymethy.-, amino-;)
37 Smáčivost jestliže lepidlo není schopno se rovnoměrně rozprostřít po lepeném povrchu, žádná adhezní vazba nevznikne; smáčivost souvisí s polaritou lepeného povrchu a s povrchovým napětím lepidla a povrchu; Protože lepidla obsahují spoustu reakce schopných chemických skupin, jsou molekuly lepidla jednostranné elektricky orientovány tj. jsou polární. Dobře se smáčí polární povrchy tj. dochází k podobné přitažlivosti jako mezi severním a jižním pólem magnetů; Polarita povrchu látek je příčinou vzniku tzv. povrchové energie, která se vyjadřuje veličinou povrchové napětí. Lepidlo může smáčet pevný povrch látky jen tehdy, když jeho povrchová energie je stejná, lépe však menší než je kritická povrchová energie lepené látky.
38 Koheze vlastní pevnost vrstvy lepidla (soudržnost) tzv. vnitřní adheze. Charakterizuje stav látky, ve které drží její částice působením mezimolekulárních a valenčních sil pohromadě. Velikost koheze udává tzv. kohezní energie, což je velikost energie potřebná k odtržení jedné částečky od ostatních. Jestliže se lepený spoj roztrhne ve vrstvě lepidla, znamená to, že adheze i pevnost lepeného materiálu je vyšší než koheze. Kohezní pevnost závisí na charakteru lepidla: Měkké akryláty mají malou kohezi, Dvousložkové epoxidy mají vysokou kohezi; Tepelné namáhání lepeného spoje většina jednosložkových lepidel jsou termoplasty tj. měknou při zvýšení teploty.

39 Síly u lepených spojů
40 Provedení lepených spojů
41 Namáhání lepených spojů
42 Druhy lepidel Tavná lepidla tuhnou čistě fyzikálně ochlazením; Lepidla na bázi rozpouštědel vytvrzují odpařením rozpouštědla; Reaktivní lepidla jsou nejčastěji používaná pro kovy, vytvrzují chemickou reakcí; Zpracování lepidla dvousložková lepidla se musejí před nanesením smíchat v potřebném množství a ve správném poměru mísení. Doba jejich zpracovatelnosti je omezená. Nanášejí se stříkací pistolí, štětcem či stěrkou nebo položením lepicí fólie; Vytvrzování spojované součásti se musí zajistit proti posunutí, u některých lepidel navíc stlačit. Doba a teplota vytvrzení se řídí podle druhu lepidla a uvádí je výrobce.
43 Vytvrzování Anaerobní lepidla jednosložková a vytvrzují při pokojové teplotě (kov s kovem); Lepidla vytvrzující UV zářením; rychlost vytvrzení záleží na intenzitě ozáření a na vlnové délce UV světla; (hloubkové vytvrzování, povrchové, sekundární); Lepidla vytvrzující vzdušnou vlhkostí (kyanykryláty); především pro spojování plastů nebo kovů s plasty; Lepidla vytvrzující aktivátory; tzv. modifikovaná akrylová lepidla; vytvrzují při pokojové teplotě pomocí aktivátoru aktivátor a lepidlo se nanášejí na spojované plochy odděleně; možnost lepení téměř všech materiálů;
44 Příprava povrchů mechanická příprava (otryskávání jemným pískem nebo broušením brusným plátnem), odmaštění (parami, odmašťováním ponorem nebo otřením čistým hadrem napuštěným rozpouštědlem). Chemická příprava povrch je čištěn i zdrsněn.
45 Konstrukční lepené spoje Lepené spoje jsou charakteristické velmi dobrou pevností ve smyku (pevnost v tahu je již výrazně nižší). Nejhorší je pevnost spoje při odlupování. V mnoha případech jsou lepené spoje kombinované s bodovým svařováním. Lepené spoje se v automobilovém průmyslu uplatňují stále větší měrou. Lepení zastává buď funkci doplňkovou a těsnící nebo bůže, ve specifických případech celkově nahradit obvyklé technologie spojování (pevnostní spoje).
46 Použití lepidel ve stavbě karoserií Aplikace lepidel a tmelů za účelem těsnění těsnění lemů a dalších dílů karosérie, těsnění oken, zvuková izolace dveří. Nízkopevnostní lepené spoje spoj hrdla palivové nádrže se zadní postranicí a rámem dveří, lepené výztuhy povrchových plechů, lepení střechy a výztuh střechy. Pevnostní lepené spoje lemy všech dveří, lemy kapoty.
47 Výhody při lepení karosérií Úspora hmotnosti snížením tloušťky plechu v důsledku využití plošších a tím zlepšených materiálů; Umožnění nových montážních postupů; Ochrana proti korozi a tlumení spojovací vrstvou; Žádné poškození ochranné zinkové vrstvy plechů; Plošné uchycení plechů zajišťuje karosérii větší pevnost a tuhost; Povrch spojovaných míst je zcela hladký; Spoje jsou těsné, není třeba dodatečně utěsňovat; Vrstva lepidla je elektroizolant, při styku různých kovů nemůže dojít k elektrolytické korozi.

48 Použití lepidel ve stavbě karosérie
49 Zpracování plastických hmot Pojem plastická hmota; Charakteristické vlastnosti plastických hmot: Nízká hustota, Různé mechanické vlastnosti, Elektroizolační vlastnosti, Tepelná izolace, Odolnost proti korozi a chemikáliím, Dobrá tvářitelnost a obrobitelnost, Možnost barvení, Hladký, dekorativní povrch; Rozdělení plastických hmot: Termoplasty za tepla tvářitelné a svařitelné; Reaktoplasty po vytvrzení nejsou reaktoplasty tvářitelné zatepla ani svařitelné; Elastomery guma;
50

51 Termoplasty
52
53
54 Reaktoplasty
55
56
57

58 Elastomery
59 Úprava plastických hmot před zpracováním; Zpracování plastických hmot; V tekutém stavu; Tváření; Spojování; Povrchové úpravy;
60 Elektronické odkazy m_campaign=prototyping eo.htm Odborná literatura: Fischer, U. a kol. Základy strojnictví. Praha:Europa-Sobotáles cz, s. ISBN Píška, M. Speciální technologie obrábění. Brno: Akademické nakladatelství CERM, s. ISBN
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU
 TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
LEPENÍ. Osnova učiva: Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
POUZITELNOST LEPIDEL
 ˇ POUZITELNOST LEPIDEL PATENTOVANÝ UZÁVER A BEZPECNOST ˇ ˇ OBSAH KONSTRUKČNÍ LEPIDLA Akrylátová No-Mix lepidla Metakrylátová konstrukční lepidla (MMA) Epoxidová lepidla LEPENÍ A TMELENÍ RTV Silikony MS
ˇ POUZITELNOST LEPIDEL PATENTOVANÝ UZÁVER A BEZPECNOST ˇ ˇ OBSAH KONSTRUKČNÍ LEPIDLA Akrylátová No-Mix lepidla Metakrylátová konstrukční lepidla (MMA) Epoxidová lepidla LEPENÍ A TMELENÍ RTV Silikony MS
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
SikaForce -7550 elastické turbo 2-k polyuretanová technologie
 SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Lepení plastů a elastomerů
 Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Ve vztahu k aktivaci anaerobních lepidel při styku s kovovými povrchy rozeznáváme pasivní a aktivní materiály.
 ANAEROBNÍ LEPIDLA Jsou to jednosložkové tekuté hmoty na bázi metakrylátové pryskyřice, které vytvrzují za nepřístupu vzduchu a při styku s kovem, který působí jako katalyzátor. Tekutý stav umožňuje dokonalý
ANAEROBNÍ LEPIDLA Jsou to jednosložkové tekuté hmoty na bázi metakrylátové pryskyřice, které vytvrzují za nepřístupu vzduchu a při styku s kovem, který působí jako katalyzátor. Tekutý stav umožňuje dokonalý
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
LEPENÉ SPOJE. 1, Podstata lepícího procesu
 LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
2K PU lepidlo na karoserie. 2K epoxidové lepidlo
 2K epoxidové K vysoce pevnému lepení kovů, tvrdých umělých hmot, keramiky, kamene, dřeva, skla apod. Na opravy poškozených kovových dílů, na opravy rýh a chybných vrtání. Po vytvrdnutí jej lze vrtat, dělat
2K epoxidové K vysoce pevnému lepení kovů, tvrdých umělých hmot, keramiky, kamene, dřeva, skla apod. Na opravy poškozených kovových dílů, na opravy rýh a chybných vrtání. Po vytvrdnutí jej lze vrtat, dělat
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Ing. Lubomír Kacálek III/2 Inovace a zkvalitnění výuky prostřednictvím ICT VY_32_INOVACE_TDŘ0519Lepidla přírodní a syntetická lepidla
 Název školy Číslo projektu Autor Název šablony Název DUMu Stupeň a typ vzdělání Vzdělávací obor Tematický okruh Druh učebního materiálu Cílová skupina Anotace Klíčová slova www.zlinskedumy.cz Střední odborná
Název školy Číslo projektu Autor Název šablony Název DUMu Stupeň a typ vzdělání Vzdělávací obor Tematický okruh Druh učebního materiálu Cílová skupina Anotace Klíčová slova www.zlinskedumy.cz Střední odborná
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
Konstrukční lepidla. Pro náročné požadavky. Proč používat konstrukční lepidla Henkel? Lepení:
 Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
ČSN EN ISO 472 ČSN EN ISO
 Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v prosinci 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 4. PROSKLENÉ STĚNY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
4. PROSKLENÉ STĚNY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
A10 - Kapaliny v kanystrech
 UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Zajišťovače závitů Loctite výrazně předčí tradiční mechanické metody zajišťování závitů: Střední pevnost:
 Zajišťování závitů Zajišťování závitových spojů Proč používat zajišťovače závitů Loctite? Produkty Loctite pro zajišťování závitů brání samovolnému povolování a chrání veškeré závitové spoje před působením
Zajišťování závitů Zajišťování závitových spojů Proč používat zajišťovače závitů Loctite? Produkty Loctite pro zajišťování závitů brání samovolnému povolování a chrání veškeré závitové spoje před působením
Novinky v nýtování, nýtovací kleště a nové druhy nýtů
 Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
5. Kolíkové spoje. 5.1. Druhy kolíků. 5.2. Použití. spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho #2
 zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
Kovy jako obalové materiály
 Kovy jako obalový materiál Kovy používané pro potravinářské obaly spotřebitelské i přepravní obaly různé velikosti kovové fólie tuby plechovky konve sudy tanky kontejnery (i několik m 3 ) ocel hliník cín
Kovy jako obalový materiál Kovy používané pro potravinářské obaly spotřebitelské i přepravní obaly různé velikosti kovové fólie tuby plechovky konve sudy tanky kontejnery (i několik m 3 ) ocel hliník cín
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
PrávnínařízeníEU. Výběr vhodnéslitiny
 PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
AlfaNova Celonerezové tavně spojované deskové výměníky tepla
 AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 7 _ S P O J O V Á N Í S O U Č Á S T Í _ P W
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 7 _ S P O J O V Á N Í S O U Č Á S T Í _ P W P Název školy: Číslo a název projektu: Číslo a název
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 7 _ S P O J O V Á N Í S O U Č Á S T Í _ P W P Název školy: Číslo a název projektu: Číslo a název
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Dektite Potrubní manžety
 Dektite Potrubní manžety Potrubní manžeta umožňuje dokonalé utěsnění potrubních prostupů na střechách a fasádách. Pružné profilované hrdlo nebrání teplotním délkovým změnám trubek. Únavové praskliny, které
Dektite Potrubní manžety Potrubní manžeta umožňuje dokonalé utěsnění potrubních prostupů na střechách a fasádách. Pružné profilované hrdlo nebrání teplotním délkovým změnám trubek. Únavové praskliny, které
Základní rozdělení spojů
 Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
Industry. Základní přehled Marine produktů pro stavbu a opravy lodí
 Industry Základní přehled Marine produktů pro stavbu a opravy lodí Sika CZ, s.r.o. Sika Schweiz AG Sika Slovensko spol. s r.o. Bystrcká 1132/36 Tüffenwies 16 Rybničná 38 624 00 Brno 8048 Zürich 831 07
Industry Základní přehled Marine produktů pro stavbu a opravy lodí Sika CZ, s.r.o. Sika Schweiz AG Sika Slovensko spol. s r.o. Bystrcká 1132/36 Tüffenwies 16 Rybničná 38 624 00 Brno 8048 Zürich 831 07
Moderní spojovací metody
 Projekt: Téma: Moderní spojovací metody Obor: Ročník: 1. Obráběč kovů, Nástrojař Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Spoje a spojování strojních
Projekt: Téma: Moderní spojovací metody Obor: Ročník: 1. Obráběč kovů, Nástrojař Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Spoje a spojování strojních
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky
 MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky Výhodou klasických vývodových součástek je jednodušší ruční pájení na PS. Součástky jsou relativně velké a snadno se s nimi ručně manipuluje. Jejich nevýhodou
MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky Výhodou klasických vývodových součástek je jednodušší ruční pájení na PS. Součástky jsou relativně velké a snadno se s nimi ručně manipuluje. Jejich nevýhodou
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Silikonová lepidla a tmely
 MILSpec klasifikace Dow Corning 31944 65725 1,03 16 24 hod 23 C A29 17 2,67 3 0,0013 1,3.10 V0 MILA46058 těsnění vík a pouzder, kde drážky další konfigurace umožňují použití tekutého materiálu tam, kde
MILSpec klasifikace Dow Corning 31944 65725 1,03 16 24 hod 23 C A29 17 2,67 3 0,0013 1,3.10 V0 MILA46058 těsnění vík a pouzder, kde drážky další konfigurace umožňují použití tekutého materiálu tam, kde
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 32
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 32
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů
 LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů Popis LCM - 05 je rychle tvrdnoucí dvousložkové akrylové lepidlo pro lepení kompozit, termoplastů a kovů. LCM - 05 je bezpodkladové lepidlo
LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů Popis LCM - 05 je rychle tvrdnoucí dvousložkové akrylové lepidlo pro lepení kompozit, termoplastů a kovů. LCM - 05 je bezpodkladové lepidlo
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Okruhy otázek ke zkoušce
 Kompozity A farao pokračoval: "Hle, lidu země je teď mnoho, a vy chcete, aby nechali svých robot? Onoho dne přikázal farao poháněčům lidu a dozorcům: Propříště nebudete vydávat lidu slámu k výrobě cihel
Kompozity A farao pokračoval: "Hle, lidu země je teď mnoho, a vy chcete, aby nechali svých robot? Onoho dne přikázal farao poháněčům lidu a dozorcům: Propříště nebudete vydávat lidu slámu k výrobě cihel
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Netkané textilie. Materiály 2
 Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
V Y _ 3 2 _ I N O V A C E _ 1 3 0 2 _ N E Ž E L E Z N É K O V Y _ P W P A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A
 V Y _ 3 2 _ I N O V A C E _ 1 3 0 2 _ N E Ž E L E Z N É K O V Y _ P W P A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A Název školy: Číslo a název projektu: Číslo a název šablony
V Y _ 3 2 _ I N O V A C E _ 1 3 0 2 _ N E Ž E L E Z N É K O V Y _ P W P A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A Název školy: Číslo a název projektu: Číslo a název šablony
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Nerez ocel. Zodpovědné zpracování
 Nerez ocel Zodpovědné zpracování CHARAKTERISTICKÉ VLASTNOSTI Austenitická struktura (Ni > 8%) Slitina železa (Fe) a legujících prvků (Cr, Ni, Mo) Obsah uhlíku C = 0,03% V pasivním stavu (Obsah Cr > 12,5
Nerez ocel Zodpovědné zpracování CHARAKTERISTICKÉ VLASTNOSTI Austenitická struktura (Ni > 8%) Slitina železa (Fe) a legujících prvků (Cr, Ni, Mo) Obsah uhlíku C = 0,03% V pasivním stavu (Obsah Cr > 12,5
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ
 tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
w w w. ch y t r a p e n a. c z
 CHYTRÁ PĚNA - střešní systém EKO H ROOF Jedním z mnoha využití nástřikové izolace Chytrá pěna EKO H ROOF jsou ploché střechy. Náš střešní systém je složen ze dvou komponentů, které jsou aplikovány přímo
CHYTRÁ PĚNA - střešní systém EKO H ROOF Jedním z mnoha využití nástřikové izolace Chytrá pěna EKO H ROOF jsou ploché střechy. Náš střešní systém je složen ze dvou komponentů, které jsou aplikovány přímo
Technické údaje přidržovacích magnetů (upínacích magnetů)
") Magnety 929 Technické údaje přidržovacích magnetů (upínacích magnetů) Konstrukce: Upínací magnety jsou magnetické systémy, které díky své konstrukci mají jen jednu magnetickou upínací plochu. Ze všech
Magnety 929 Technické údaje přidržovacích magnetů (upínacích magnetů) Konstrukce: Upínací magnety jsou magnetické systémy, které díky své konstrukci mají jen jednu magnetickou upínací plochu. Ze všech
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 9. JEDNOPLÁŠŤOVÉ A DVOUPLÁŠŤOVÉ PLOCHÉ STŘEŠNÍ KONSTRUKCE MATERIÁLY A TECHNOLOGIE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
9. JEDNOPLÁŠŤOVÉ A DVOUPLÁŠŤOVÉ PLOCHÉ STŘEŠNÍ KONSTRUKCE MATERIÁLY A TECHNOLOGIE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
07/2016. Náš systém řízení je certifikován v souladu s normami ISO 9001, ISO/TS a ISO
 07/2016 Náš systém řízení je certifikován v souladu s normami ISO 9001, ISO/TS 16949 a ISO 14001. www.tesa-tape.cz přidávámehodnotu Samolepicí pásky pro výrobce lišt a profilů 2 PŘEHLED UPLATNĚNÍ tržníuplatnění
07/2016 Náš systém řízení je certifikován v souladu s normami ISO 9001, ISO/TS 16949 a ISO 14001. www.tesa-tape.cz přidávámehodnotu Samolepicí pásky pro výrobce lišt a profilů 2 PŘEHLED UPLATNĚNÍ tržníuplatnění