Vodní paprsek. 1 Úvod. 1.1 Užití
|
|
|
- Daniel Procházka
- před 9 lety
- Počet zobrazení:
Transkript
1 Vodní paprsek 1 Úvod 1.1 Užití Tento návod je doplňkem k Návodu k obsluze pro řídicí systémy CNC 8x6 a CNC8x9 (v odvolávce na tento návod se uvádí jen Návod k obsluze ) a je určen pro stroje řezáním vodním paprskem. V návodu jsou popsány funkce, které jsou odlišné od standardního Návodu k obsluze. Návod je určen pro systémy CNC8x9F (s fóliovou klávesnicí). Základní technické parametry jsou shodné se systémy CNC 8x6 a CNC8x9. 1-1

2 Obsluha 2 Ovládací panel 2.1 Ovládací tlačítka X Y X,Y Man +Vel -Vel X,Y Select prog. Centr. refer. X refer. Y refer. Select block Z1 refer. Z2 refer. Quick test Cont R / & % "! L 7 I 8 J/K 9 Menu D 4 F 5 Q 6 Graf S 1 T 2 P 3 Win M O N +/- G. Centr. anul. = Del Enter 2nd Fast move Start HP pump Press + Press 1 Press 2 HiSe 1 Z 1 Water1 Active Z 1 HiSe 2 Z 2 Water2 Z 2 Stop HP pump Press - Press 3 Press 4 HiSe 1 cycle VaSy 1 Abr 1 Z 1 HiSe 2 cycle VaSy 2 Abr 2 Z 2 Start program Stop program 2-2

3 Vodní paprsek 2.2 Zobrazovací jednotka Ovládací panel je osazen plochým, barevným 15 TFT monitorem. Po zapnutí systému se zobrazí základní obrazovka (viz obr.), která se indikuje při většině činností na systému tj. především při řezání podle programu. Pozn.: Po zapnutí systému není zvolen žádný partprogram a okno grafického náhledu a výpisu partprogramu je prázdné. Pokud se zvolí partprogram, je automaticky zobrazen jeho náhled v pravém okně a jeho výpis v levém okně Verze panelu s fóliovou klávesnicí má oproti standardní verzi navíc dvě softwerová tlačítka, označená zelenými šipkami s nápisy RETURN a CONT. Jsou určena pro ovládání dopředného a zpětného chodu ( couvání ). Jejich použití je uvedeno v dalších kapitolách. Základní obrazovka obsahuje dále tyto informace: Indikační diody jejich počet je menší než u standardní verze, ale význam je stejný. Podrobný popis viz Návod k obsluze Režim indikuje právě navolený režim činnosti Fzad - rychlost zadaná Fsku - rychlost skutečná D1 - hodnota poloměrové korekce D1 D2 - hodnota poloměrové korekce D2 T - indikace času průstřelu F - indikuje stav owerride F% v rozsahu 0 150% Okno pod výpisem partprogramu je určeno pro technologické zprávy z PLC programu a jeho obsah je závislý na použité verzi PLC programu. Na obrázku uvedené slouží pouze jako příklad. Ve verzi PLC (výroba PTV Hostivice ) se zde indikují stavy tlačítek Z1, A1, V1 a Z2, V2, A2: Sepnutí tlačítek je indikováno nápisem ON Vypnutí tlačítek je indikováno nápisem OFF Příklad: Z1 ON A1 ON V1 ON Z2 OFF A2 OFF V2 OFF 2-3

4 Obsluha 2.3 Význam tlačítek Sekce 10 x 4 - tlačítka vpravo vedle LCD displeje. Některá tlačítka jsou funkční, tj. po jejich stisku se provede nějaká činnost, některá slouží pouze k zapsání příslušného znaku nebo číslice např. v editoru. Tlačítka ovládání a zadávání hodnot: Popis Význam Pozn. X Po stlačení tlačítka je vybráno zadávání hodnot pro osu X. Y Po stlačení tlačítka je vybráno zadávání hodnot pro osu Y. X,Y Po stlačení tlačítka je vybráno zadávání hodnot pro osu X a Y Zatím nepoužito (najetí na absolutní souřadnici X, Y) + Vel Po stlačení tlačítka je po 5% zvyšována rychlost vektoru pohybu v rovině XY - Vel Po stlačení tlačítka je po 5% snižována rychlost vektoru pohybu v rovině XY. delta X, Y Po stlačení tlačítka je vybráno zadávání hodnot pro osu X a Y Zatím nepoužito (najetí o relativní přírůstek souřadnic X, Y). Central refer Po stlačení tlačítka je aktivován příkaz pro hledání referenčního bodu osy X a osy Y tj. bodu X=0, Y=0 (postupně najetí v ose X a pak v ose Y). X refer Po stlačení tlačítka je aktivován příkaz pro hledání referenčního Zatím nepoužito bodu osy X tj. bodu X=0. Y refer Po stlačení tlačítka je aktivován příkaz pro hledání referenčního Zatím nepoužito bodu osy Y tj. bodu Y=0. Z1 refer Po stlačení tlačítka je aktivován příkaz pro hledání referenčního Zatím nepoužito bodu osy Z1 tj. bodu Z1=0 (option dle konfigurace stroje - pro stroje s odměřovanou osou Z1). Z2 refer Po stlačení tlačítka je aktivován příkaz pro hledání referenčního Zatím nepoužito bodu osy Z2 tj. bodu Z2=0 (option dle konfigurace stroje - pro stroje s odměřovanou osou Z2). Quick test Po stlačení tlačítka je aktivován příkaz pro rychlou kontrolu stavu Zatím nepoužito a funkcí stroje MAN Použije se pro navolení tzv. pomocných ručních pojezdů. Umožňují pojezd v osách pří libovolné režimu nebo po stopu partprogramu. Opětovným stiskem se pomocné ruční pojezdy zruší. Select prog Tlačítkem se provede zrychlená volba posledního navoleného partprogramu, tj. partprogramu, který byl vybrán ze seznamu partprogramů a aktivován stiskem softwerového tlačítka Volba prog. Pokud není žádný program takto aktivován (např. po zapnutí systému), je tlačítko neúčinné. Select block Tlačítkem se provede zrychlená volba bloku posledního navoleného partprogramu, tj. partprogramu, který byl vybrán ze seznamu partprogramů a aktivován stiskem softwerového tlačítka Volba prog nebo Volba bloku. Pokud není žádný program takto aktivován (např. po zapnutí systému), je tlačítko neúčinné. Nabídne se okénko pro zadání čísla bloku Cont Tlačítko provede zrychlenou volbu stopnutého bloku. Číslo bloku, který byl přerušen stopem, je systémem zapamatováno a po stisku tlač. CONT se provede centrální anulace a automatická volba stopnutého bloku. Transf Po stisku se zobrazí okno transformace. Dalším stiskem se okno zavře. Okno lze využít pro kontrolu souřadnic vzhledem k referenčnímu bodu (bez zařazeného posunutí G54) MENU Po stisku se přejde do základního MENU systému (jako po zapnutí 2-4
 + Vel Po stlačení tlačítka je po 5% zvyšována rychlost vektoru pohybu v rovině")
5 Vodní paprsek systému) Graf Zobrazí grafický náhled partprogramu. U řezání vodním paprskem se grafický náhled zobrazuje automaticky, takže tlačítko se většinou nevyužívá. WIN Přechod do volby indikace při běžném provozu se nepoužívá, podrobný popis viz Návod k obsluze Centr. Anul Navolí režim centrální anulace systému. K jeho provedení je nutné ještě stisknout tlačítko START! 2 nd Slouží k přepínání (písmeno - číslice)u dvouvýznamových tlačítek. Stav tlačítka je trvale zobrazován v horní části obrazovky. Ostatní tlačítka této sekce jsou funkčně totožná se standardním systémem Sekce směrových tlačítek os Tlačítka se symbolem šipky ovládají směrový pohyb os X a Y. Pokud se současně přimačkne tlačítko Fast move, pojed souřadnice rychloposuvem. Tlačítko Fast move se může přimáčknout i při chodu partprogramu program potom pojede rychloposuvem. Tento způsob se používá např. při kontrolním projetí partprogramu bez technologie. Pozn.: Podmínkou, aby tlačítko rychloposuvu Fast move reagovalo i při jízdě podle programu je nastavení strojní konstanty R394 (8) = Start a Stop Tlačítka START a STOP jsou určena k odstartování resp. přerušení činnosti zvoleného partprogramu Sekce funkčních tlačítek pod LCD displejem Pod LCD obrazovkou je sekce 6-ti tzv. softwerových tlačítek, kterými se ovládá nabídka aktuálního menu na LCD displeji Pod těmito 6-ti tlačítky se nachází levá, střední a pravá sekce technologických tlačítek, každá po 8-mi tlačítkách. Levá sekce Popis Význam Pozn. Start HP pump Po stlačení tlačítka je vyslán příkaz ke startu VT čerpadla Zatím nepoužito Stop HP pump Po stlačení tlačítka je vyslán příkaz k zastavení běhu VT čerpadla. Zatím nepoužito Press + Po stlačení tlačítka je vyslán příkaz ke zvýšení tlaku VT čerpadla o Zatím nepoužito 5% (z maximálního tlaku VT čerpadla). Press - Po stlačení tlačítka je vyslán příkaz ke snížení tlaku VT čerpadla o Zatím nepoužito 5% (z maximálního tlaku VT čerpadla). Press 1 Zadání bodu A pro transformaci Press 2 Zadání bodu B pro transformaci Press 3 Zadání bodu C pro kontrolu rozměrů Press 4 Střední sekce - tlačítka pro řízení 1. Z-ového suportu včetně jeho technologických vazeb. Popis Význam Pozn. HiSe 1 Po stlačení tlačítka je vyslán příkaz k aktivaci resp. deaktivaci 2-5

6 Obsluha HiSe 1 cycle VaSy 1 Z1 Water 1 Abrasiv 1 - Z1 nahoru Z1 dolu výškového senzoru (High sensor) - (option dle konfigurace stroje - s výškovým senzorem na ose Z1). - Po stlačení tlačítka je vyslán příkaz pro změnu režimu činnosti výškového senzoru. Stav se mění z trvalého režimu na režim intervalový. Přitom platí, že musí být výškový senzor aktivní. Po stlačení tlačítka je vyslán příkaz k aktivaci resp. deaktivaci vakuového systému (Vacum system) - (option dle konfigurace stroje - s vakuovým systémem na ose Z1). Po stlačení tlačítka je vyslán příkaz k aktivaci resp. deaktivaci všech technologických funkcí souvisejících s 1. Z-ovým suportem (jedná se o spouštění paprsku, abraziva, výškového senzoru a vakuového systému - je to vlastně nadřazený přepínač). Aktivace resp. deaktivace nemá vliv na posuvy osy Z1. Po stlačení tlačítka je vyslán příkaz k aktivaci resp. deaktivaci spínání vysokotlakého paprsku. Po stlačení tlačítka je vyslán příkaz k aktivaci resp. deaktivaci spínání dávkování abraziva - (option dle konfigurace stroje - pro stroje s abrazivní technologií). Po stlačení tlačítka je vyslán příkaz k posuvu osy Z1 nahoru. Po stlačení tlačítka je vyslán příkaz k posuvu osy Z1 dolu. Pravá sekce - tlačítka pro řízení 2. Z-ového suportu včetně jeho technologických vazeb. (option dle konfigurace stroje - pro stroje se dvěmi Z-ovými suporty). Popis Význam Pozn. Význam všech funkcí je stejný jako pro 1. Z suport 2.4 Reference Po zapnutí systému a pohonů (tlačítko pro zapnutí pohonů je mimo ovládací panel systému) je nejprve nutné najet referenční bod. Nájezd do reference se provede stiskem tlačítka Centr. refer. (Centrální reference). Pokud jsou pohony zapnuté, najedou postupně obě souřadnice do referenčního bodu. Vzhledem k tomu, že systém používá při své činnosti běžně pouze jedno posunutí počátku G54, bude se po nájezdu do reference indikovat poloha vzhledem k poslednímu zadanému nulovému bodu, který může být obecně pokaždé jinde a proto i poloha může být indikována různá. Poloha vzhledem k referenčnímu bodu se zjistí nejrychleji z obrazovky transformace, do které se dostaneme stiskem tlačítka Transf. (transformace). Opětovným stiskem tohoto tlačítka se vrátíme k předešlému formátu. Pozn.: Tlačítko Transf. není na současných verzích fóliového panelu označené žádným nápisem a nachází se v pravém sloupci pod tlačítkem Cont Pokud nedojde k závažné chybě (např. porucha odměřování), není nutné referenci během pracovního dne opětovně najíždět. Systém si pamatuje polohu až do vypnutí stroje (systému). 2.5 Nulový bod Nulový bod programu, tj. polohu, při které bude indikace ukazovat v obou souřadnicích nulu, zadáme stiskem tlačítka G (případně 2 nd a G). Systém se při tom musí nacházet buď v ručním režimu nebo v režimu AUT. 2-6

7 Vodní paprsek Po stisku tlačítka G se po dobu asi jedné sekundy zobrazí obrazovka interaktivního zadávání počátků. Po jejím zmizení se budou v souřadnicích X a Y indikovat nuly. Nulový bod programu se zadává v takové poloze na polotovaru desky, ve kterém je výchozí bod partprogramu. Nulový bod programu se zapisuje do posunutí počátku G54. Pokud se bude řezat podle programu, musí se tento program po zadání nulového bodu vždy zvolit tlačítkem Select. Prog (případně, pokud ještě nebyl zvolen, tak po výběru ze seznamu softwarovým tlačítkem Volba prog.) Nulový bod se může také využít k jednoduchému rozříznutí polotovaru desky pomocí makra tímto způsobem: V libovolné poloze se zadá nulový bod stiskem tlač. G. V ručním režimu se odjede do místa, odkud chceme řezat Pomocí makroprogramu (viz dále) odjedeme se zapnutou technologií do nulového bodu. 3 Řezání podle programu V této kapitole uvedeme postup pro řezání podle partprogramu. Předpokládá se, že partprogram je vytvořen na externím počítači v návrhovém systému (jeho popis není součástí tohoto návodu). Vytvořený partprogram se do systému nahraje jedním ze zvolených vstupů (Disketa, DNC síť, počítačová síť WINDOWS). Podrobný popis viz Návod k obsluze. Nutným předpokladem ke spuštění řezání podle partprogramu je najetí reference. Pokud není stroj zreferován, hlásí se při volbě programu chybové hlášení a program nelze spustit. 3.1 Postup bez použití transformace souřadného systému V ručním režimu najedeme do polohy, kde se nachází výchozí bod partprogramu Stiskneme tlačítko G (resp. 2 nd G) získáme nulový bod partprogramu (indikují se nuly v obou osách) V seznamu partprogramů vybereme požadovaný program a stiskneme Volba prog. Pokud byl již partprogram alespoň jednou takto zvolen, může se používat zrychlená volba tlačítkem Select prog. Stiskneme tlačítko aktivace trysky 1 Z1. Bude se indikovat Z1 ON V1 OFF A1 OFF. Tlačítka Water 1 a Abrasive 1 necháme vypnuté (OFF) - ty aktivuje program pomocí M-funkcí. Stejným způsobem lze aktivovat trysku 2, případně obě najednou. Pokud bychom stiskli i Water 1 a Abrasive 1, spustila by se voda resp. abrazivo ještě před startem programu. Stiskne se zelené tlačítko START program se spustí a řeže podle příkazů v partprogramu. Důležité upozornění: Pokud se po volbě programu (tlačítkem Select prog nebo Volba prog) popojede osami a zvolí se nový počátek (stiskem tlačítka G nebo 2 nd G), musí se tento program znovu zvolit tlačítkem Select prog (případně Volba prog). Pro spuštění (odstartování) programu v tomto případě se nedoporučuje použít tlačítko CONT ani rovnou tlačítko START. Neprovedl by se záznam nové polohy partprogramu, což by mohlo v některých případech vést k chybné funkci systému při zpětném chodu ( couvání ). Doporučené pravidlo (při řezání podle programu): 3-7

8 Obsluha Po volbě nového počátku tlačítkem G vždy provést volbu programu tlačítkem Select prog nebo Volba prog Během chodu programu lze řezání přerušit stiskem tlačítka STOP. Pro pokračování se stiskne softwerové tlačítko CONT (nebo stejnojmenné tlačítko v poli 4x10) a tlačítko START. Program pokračuje v dopředné jízdě. Po dráze partprogramu se lze vrátit po STOPu stiskem softwerového tlačítka RETURN a START. Program se jede po programované dráze dozadu směrem k začátku partprogramu. Couvání lze kdykoli přerušit opět tlačítkem STOP a pokračovat dopředu tlačítkem CONT a START. Pokud po STOPu odjedeme z programované dráhy v pomocných ručních pojezdech (tlačítko MAN) do jiné polohy, dojde po stisku CONT k jízdě do koncového bodu přerušeného bloku tou interpolací (lineární nebo kruhovou), která je v tomto bloku programovaná. Pozn.: Při kruhové interpolaci je příjezd do koncového bodu ve směru tečny k následujícímu bloku, proto při větších vzdálenostech a nevhodném místě od koncového bodu bloku může být příjezdová kružnice dosti velká (zdánlivě se může nejprve vzdalovat) 4 Makroprogramy Makroprogramem se myslí jednoduchý partprogram s parametrickým zadáním. Parametricky je zadaná jak poloha souřadnic, tak i rychlosti případně další funkce a technologie. Tyto formální parametry naplní obsluha skutečnými hodnotami v dialogovém okně, které se objeví po stisku softwarového tlačítka Makra. Po zadání parametrů je možné vytvořený makroprogram buď ihned odjet nebo jej uložit do paměti k pozdějšímu odjetí. 5 Transformace souřadného systému Transformace souřadného systému se používá pro transformaci fiktivního souřadného systému do reálného souřadného systému stroje. Fiktivní souřadný systém je systém, ve kterém je zapsán partprogram. Reálný souřadný systém je skutečný prostor, ve kterém se pohybuje stroj. Pokud není transformace aktivní jsou fiktivní i reálný souřadný systém totožné. (podrobněji viz též Návod k programování, kap. 14) Transformace se s výhodou použije např. v případě, kdy polotovar desky položený na pracovní plochu stroje nemá strany rovnoběžné s pracovní plochou stroje, resp. s reálným souřadným prostorem XY. Transformace se využije i tehdy, kdy je sice polotovar desky umístěn správně, ale naopak je z nějakých důvodů nutné pootočit partprogramem 5-8

9 Vodní paprsek 5.1 Postup zadání transformace a kontrola rozměrů: Výchozím stavem je neaktivní (zrušená) transformace. V okně režimu se nesmí indikovat symbol transformace aktivní! Pokud je transformace aktivní, zrušíme ji stiskem tlačítka Press1. Při zadávání transformace nezáleží na nastaveném posunutí počátku G54 C Pracovní plocha stroje Polotovar desky B Nastavení transformace si ukážeme na příkladu, uvedeném na obrázku. V ručním režimu najedeme do bodu A polotovaru desky. Bodem A je takový bod, který bude zároveň středem otáčení. Stiskne se tlačítko Press1. Pozn.: po stisku tlačítka Press1 se automaticky spustí partprogram USERNC1.NCP, který si sejme a uschová polohu bodu A pro výpočet transformace. V ručním režimu najedeme do bodu B polotovaru desky. Bod B je na straně desky od bodu A ve směru osy fiktivní osy X. Stiskne se tlačítko Press2 fiktivní soustava A X reálná soustava Y Pozn1.: po stisku tlačítka Press2 se automaticky spustí partprogram USERNC2.NCP, který si sejme a uschová polohu bodu B, vypočítá transformovanou polohu a aktivuje transformaci. V okně režimů se bude indikovat symbol transformace je aktivní (viz obr.) Tento symbol bude trvale zobrazován, dokud bude transformace aktivní. Pozn2.: Pokud se tlačítko Press2 stiskne ve stejné poloze jako bylo stisknuto tlačítko Press1 tj. v bodě A, transformace se neaktivuje. Od tohoto okamžiku je transformace aktivní. Nájezd do bodu C použije jen v případě, že chceme aktivovat kontrolu rozměrů partprogramu (tj. zda se zvolený partprogram vejde na polotovar desky) V ručním režimu najedeme do bodu C. Vzhledem k tomu, že je transformace aktivní, bude se po stisku tlačítka (kurzorové šipky) pojezdu v ose Y pohybovat i osa X (za předpokladu, že hrana A-B není rovnoběžná s osou X). Stiskne se tlačítko Press3. Pokud kontrolu nepožadujeme, není nutné do bodu C jezdit Pozn.: po stisku tlačítka Press3 se automaticky spustí partprogram USERNC3.NCP, který si sejme a uschová polohu bodu C pro výpočet kontroly mezí. Je-li transformace aktivní, jezdí reálné souřadnice ve fiktivním souřadném prostoru, tj. např. stiskneme-li v ručním režimu pohyb v ose X, pojede současně i osa Y. Transformace se deaktivuje (zruší) stiskem tlačítka Press1. Transformace se může zrušit také pomocí menu interaktivního zadávání transformace, které se vyvolá tlačítkem Transf (pozn.: na foliové klávesnici není toto tlačítko označené a nachází se pod tlačítkem Cont v pravém krajním sloupci). Pomocí interaktivního zadávání můžeme transformaci snadno jak rušit, tak i aktivovat již jednou zadanou transformaci. Pokud nezměníme transformační hodnoty, lze se pomocí menu v interaktivním zadání snadno přepínat mezi reálnou a fiktivní soustavou. Zadávat transformační hodnoty pomocí interaktivního zadání je také možné, ale doporučuje se používat snadnější způsob nájezdem na body A a B. 5-9

10 Obsluha 6 Význam M-funkcí a T Stroje pro řezání vodním paprskem používají tyto M-funkce M91 Zapnutí vody 1 M92 Vypnutí vody 1 M93 Zapnutí abraziva 1 M94 Vypnutí abraziva 1 M95 Zapnutí vody 2 M96 Vypnutí vody 2 M97 Zapnutí abraziva 2 M98 Vypnutí abraziva 2 Txx Časová prodlena v desetinách sec. (např. T03 = 0.3 sec) 7 Strojní konstanty a konfigurace V této kapitole jsou uvedeny podmínky pro správné nastavení systému pro řezání vodním paprskem určeno pro servis Nutné podmínky pro využívání transformace u strojů pro řezání vodním paprskem: Systém musí mít v souboru PASSWORD.SYS, který je v adresáři C:\SYSFILES zadané kromě hesla 0 také heslo 1 V adresáři C:\CMOS musí být partprogramy USERNC1.NCP, USERNC2.NCP a USERNC3.NCP. Velmi se doporučuje tyto soubory chránit proti smazání zápisem do souboru ATTRIB.KNF s příznakem /R. Zkontrolovat nastavení těchto strojních konstant (soubor TAB0.REK, v závorce je číslo dekády příslušné strojní konstanty): R283(1) = 1, R283(4) = 2, R396(1) = 1 V souboru KLAV.KNF v adresáři SYSFILES musí být nastavena tato makra: Tlačítko V adresáři C:\CMOS musí být prioritní soubor BLOCKCNF.SYS (má nastaven atribut skryrý ) s prioritním posunutím G54 Nastavení některých strojních konstant: R168(8) = 4 Couvání i pro G90 R394 (8) = 1 Přimáčknutí rychloposuvu i během programu Prioritní blok!!! Tlačítko USER 7-10

11 Vodní paprsek D D D D D D 7-11

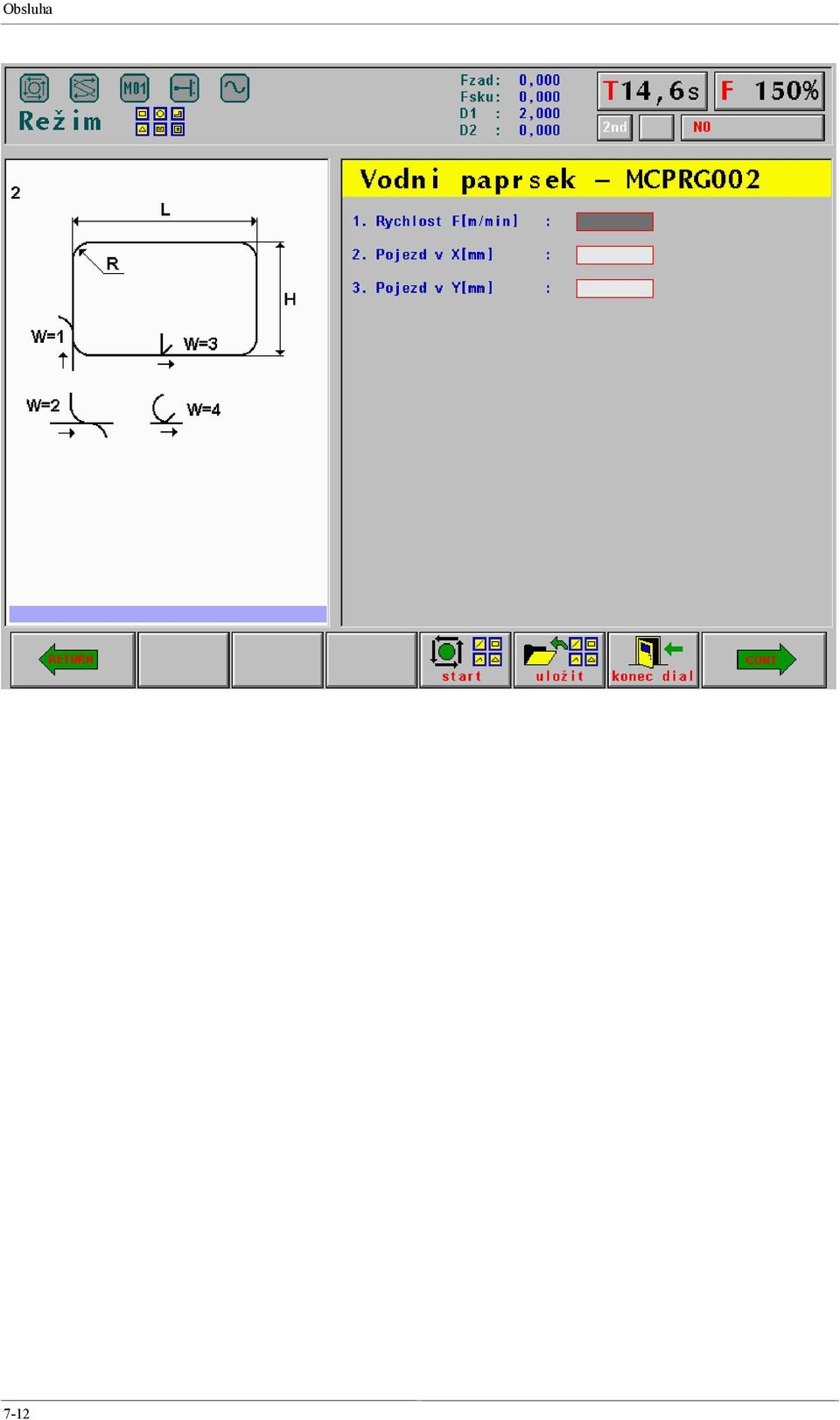
12 Obsluha 7-12
14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU
 Transformace souřadnic 14 14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU Transformace souřadného systému je implementována od softwarové verze 40.19 primárního procesoru a 6.201 sekundárního procesoru formou příslušenství
Transformace souřadnic 14 14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU Transformace souřadného systému je implementována od softwarové verze 40.19 primárního procesoru a 6.201 sekundárního procesoru formou příslušenství
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401
 NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
GIOTTO2/3e Návod k obsluze soustruh
 GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
CNC Technologie a obráběcí stroje
 CNC Technologie a obráběcí stroje Ruční ovladač MPG 1 Specifikace: Ruční ovladač MPG s přepínačem os, velikostí kroku a MPG STOP tlačítkem. MPG STOP tlačítko pro vypnutí vřetene a všech výstupů. Připojuje
CNC Technologie a obráběcí stroje Ruční ovladač MPG 1 Specifikace: Ruční ovladač MPG s přepínačem os, velikostí kroku a MPG STOP tlačítkem. MPG STOP tlačítko pro vypnutí vřetene a všech výstupů. Připojuje
Průvodní dokumentace IP-390
 Průvodní dokumentace IP-390 I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1 Technické podmínky 1.1 Úvod Technické podmínky platí pro odměřovací
Průvodní dokumentace IP-390 I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1 Technické podmínky 1.1 Úvod Technické podmínky platí pro odměřovací
Návod k obsluze trenažéru
 Návod k obsluze trenažéru K ovládání trenažéru slouží kompaktní řídící systém, který je vybaven dvouřádkovým displejem a membránovou klávesnicí. Na klávesnici jsou klávesy : ENT + - - STOP nebo návrat
Návod k obsluze trenažéru K ovládání trenažéru slouží kompaktní řídící systém, který je vybaven dvouřádkovým displejem a membránovou klávesnicí. Na klávesnici jsou klávesy : ENT + - - STOP nebo návrat
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
PocketHome R CENTRÁLNÍ OVLÁDÁNÍ VYTÁPĚNÍ VAŠEHO DOMU VIZUÁLNÍ PŘÍRUČKA K SW PRO PDA
 ph_sw_pda_v1002:layout 1 10.12.2007 20:15 Page 1 PocketHome R CENTRÁLNÍ OVLÁDÁNÍ VYTÁPĚNÍ VAŠEHO DOMU VIZUÁLNÍ PŘÍRUČKA K SW PRO PDA Příslušenství k systému PocketHome Snadnější programování Komunikace
ph_sw_pda_v1002:layout 1 10.12.2007 20:15 Page 1 PocketHome R CENTRÁLNÍ OVLÁDÁNÍ VYTÁPĚNÍ VAŠEHO DOMU VIZUÁLNÍ PŘÍRUČKA K SW PRO PDA Příslušenství k systému PocketHome Snadnější programování Komunikace
PROGRAMOVÁNÍ - AKTIVACE MENU
 PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
SPÍNACÍ HODINY. Nastavení hodin a předvolby. Obr. 1
 SPÍNACÍ HODINY Při každém zapnutí startuje topení vždy na plný výkon a dále pak pracuje dle poslední nastavené teploty, pokud není tato dále měněna. Při zapnutí topení předvolbou je však funkce topení
SPÍNACÍ HODINY Při každém zapnutí startuje topení vždy na plný výkon a dále pak pracuje dle poslední nastavené teploty, pokud není tato dále měněna. Při zapnutí topení předvolbou je však funkce topení
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Návod pro obsluhu horizontální trubkové pece Martínek
 Obsluha regulátoru Návod pro obsluhu horizontální trubkové pece Martínek Obrázek 1 ukazuje pohled na regulátor. Přední panel sdružuje indikační a ovládací prvky regulátoru. Je zde jednořádkový displej,
Obsluha regulátoru Návod pro obsluhu horizontální trubkové pece Martínek Obrázek 1 ukazuje pohled na regulátor. Přední panel sdružuje indikační a ovládací prvky regulátoru. Je zde jednořádkový displej,
DOPRAVNÍ PODNIK HL. M. PRAHY, AKCIOVÁ SPOLEČNOST ODDĚLENÍ VÝCVIK A VZDĚLÁVÁNÍ - TRAMVAJE PALUBNÍ POČÍTAČ. u č e b n í p o m ů c k a
 DOPRAVNÍ PODNIK HL. M. PRAHY, AKCIOVÁ SPOLEČNOST ODDĚLENÍ VÝCVIK A VZDĚLÁVÁNÍ - TRAMVAJE PALUBNÍ POČÍTAČ APEX u č e b n í p o m ů c k a s r p e n 2 0 0 9 2 ZAPNUTÍ POČÍTAČE Po zapnutí řízení tramvajového
DOPRAVNÍ PODNIK HL. M. PRAHY, AKCIOVÁ SPOLEČNOST ODDĚLENÍ VÝCVIK A VZDĚLÁVÁNÍ - TRAMVAJE PALUBNÍ POČÍTAČ APEX u č e b n í p o m ů c k a s r p e n 2 0 0 9 2 ZAPNUTÍ POČÍTAČE Po zapnutí řízení tramvajového
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Soubory s reklamami musí mít stejný název jako ta výše uvedené. Stávající soubory reklam budou přepsány.
 Příloha 5 Výroba a zadávání reklamních obrázků Program umožňuje zobrazovat až 10 reklamních obrázků na monitorech. Obrázky musí splňovat následující parametry: velikost 640 x 480 pixelů formát BMP s 16
Příloha 5 Výroba a zadávání reklamních obrázků Program umožňuje zobrazovat až 10 reklamních obrázků na monitorech. Obrázky musí splňovat následující parametry: velikost 640 x 480 pixelů formát BMP s 16
Instrukce pro montáž, obsluhu a údržbu
 REGULÁTORY, OVLADAČE MICROMATIC TD 457 INSTRUKCE PRO MONTÁŽ, OBSLUHU A ÚDRŽBU 1. Úvod Tento montážní návod slouží ke správnému nastavení časového modulu TD 457. Uvedený modul je určen k instalaci po omítku
REGULÁTORY, OVLADAČE MICROMATIC TD 457 INSTRUKCE PRO MONTÁŽ, OBSLUHU A ÚDRŽBU 1. Úvod Tento montážní návod slouží ke správnému nastavení časového modulu TD 457. Uvedený modul je určen k instalaci po omítku
UniLog-D. v1.01 návod k obsluze software. Strana 1
 UniLog-D v1.01 návod k obsluze software Strana 1 UniLog-D je PC program, který slouží k přípravě karty pro záznam událostí aplikací přístroje M-BOX, dále pak k prohlížení, vyhodnocení a exportům zaznamenaných
UniLog-D v1.01 návod k obsluze software Strana 1 UniLog-D je PC program, který slouží k přípravě karty pro záznam událostí aplikací přístroje M-BOX, dále pak k prohlížení, vyhodnocení a exportům zaznamenaných
Příloha L - tlačítka na panelu systému
 Příloha L tlačítka na panelu systému L Příloha L - tlačítka na panelu systému Tato kapitola pojednává a typech klávesnic systému, rozmístění tlačítek a o jejích funkcích. Pomocí definičního souboru klávesnice
Příloha L tlačítka na panelu systému L Příloha L - tlačítka na panelu systému Tato kapitola pojednává a typech klávesnic systému, rozmístění tlačítek a o jejích funkcích. Pomocí definičního souboru klávesnice
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
OVLÁDACÍ PANEL HÁZENÁ
 OVLÁDACÍ PANEL HÁZENÁ - 1 / 9 - NÁVOD K OBSLUZE 6/2005 OBSAH: 1. Zapnutí ovládacího panelu a podsvětlení displeje 2. Volba režimu 3. Funkce tlačítek 4. Zobrazení údajů 5. Trestné minuty 6. Změna hracího
OVLÁDACÍ PANEL HÁZENÁ - 1 / 9 - NÁVOD K OBSLUZE 6/2005 OBSAH: 1. Zapnutí ovládacího panelu a podsvětlení displeje 2. Volba režimu 3. Funkce tlačítek 4. Zobrazení údajů 5. Trestné minuty 6. Změna hracího
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Digitální luxmetr Sonel LXP-1. Návod k obsluze
 Digitální luxmetr Sonel LXP-1 Návod k obsluze Přístroj je určen k měření osvětlení ve vnitřních a venkovních prostorách. Naměřené hodnoty osvětlení lze odečítat v jednotkách osvětlení lux nebo fotokandela.
Digitální luxmetr Sonel LXP-1 Návod k obsluze Přístroj je určen k měření osvětlení ve vnitřních a venkovních prostorách. Naměřené hodnoty osvětlení lze odečítat v jednotkách osvětlení lux nebo fotokandela.
Průvodní dokumentace IP-120RDC
 Průvodní dokumentace IP-120RDC I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1 TECHNICKÉ PODMÍNKY... 4 1.1 ÚVOD...4 1.2 VŠEOBECNĚ...4 1.2.1
Průvodní dokumentace IP-120RDC I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1 TECHNICKÉ PODMÍNKY... 4 1.1 ÚVOD...4 1.2 VŠEOBECNĚ...4 1.2.1
Dodatek k uživatelském manuálu Adash 4202 Revize 040528MK
 Vyvažovací analyzátory Adash 4200 Dodatek k uživatelském manuálu Adash 4202 Revize 040528MK Email: info@adash.cz Obsah: Popis základních funkcí... 3 On Line Měření... 3 On Line Metr... 3 Časový záznam...
Vyvažovací analyzátory Adash 4200 Dodatek k uživatelském manuálu Adash 4202 Revize 040528MK Email: info@adash.cz Obsah: Popis základních funkcí... 3 On Line Měření... 3 On Line Metr... 3 Časový záznam...
MENU OBVOD AKTIVOVÁNO
 MENU OBVOD AKTIVOVÁNO Použitím MENU OBVOD můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce umožňují provádět vrtací cykly na obvodech. 1 KRUZNICE KARTEZKE SOURADNICE
MENU OBVOD AKTIVOVÁNO Použitím MENU OBVOD můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce umožňují provádět vrtací cykly na obvodech. 1 KRUZNICE KARTEZKE SOURADNICE
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
SIMATIC KA. 1. Systém. 1.1 Nastavení hodnot a programování
 SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
Návod k obsluze. LCD indikace polohy pro inkrementální a absolutní snímače
 Z25-3 Návod k obsluze LCD indikace polohy pro inkrementální a absolutní snímače 7-mi místný LCD-displej, výška číslic 1 mm se znaménkem ± a dalšími symboly symbol stupňů pro úhlová odměřování napájení
Z25-3 Návod k obsluze LCD indikace polohy pro inkrementální a absolutní snímače 7-mi místný LCD-displej, výška číslic 1 mm se znaménkem ± a dalšími symboly symbol stupňů pro úhlová odměřování napájení
Tepelně spínaná zásuvka
 Teplotní regulace připojeného spotřebiče POPIS OVLÁDACÍCH PRVKŮ vestavěné čidlo teploty TS10 Tepelně spínaná zásuvka Příklady použití: elektrické topné desky přímotopná tělesa Fce = výběr funkcí (AUTO,
Teplotní regulace připojeného spotřebiče POPIS OVLÁDACÍCH PRVKŮ vestavěné čidlo teploty TS10 Tepelně spínaná zásuvka Příklady použití: elektrické topné desky přímotopná tělesa Fce = výběr funkcí (AUTO,
PEPS. CAD/CAM systém. Cvičebnice DEMO. Modul: Drátové řezání
 PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
T850 KVADRÁTOR BAREVNÝ HK-404
 T850 KVADRÁTOR BAREVNÝ HK-404 I. Návod k obsluze 1.Úvod: Děkujeme Vám, že jste si zakoupili náš nový výrobek, barevný digitální kvadrátor, který je vybaven mnoha kvalitními funkcemi. Návod popisuje vlastnosti
T850 KVADRÁTOR BAREVNÝ HK-404 I. Návod k obsluze 1.Úvod: Děkujeme Vám, že jste si zakoupili náš nový výrobek, barevný digitální kvadrátor, který je vybaven mnoha kvalitními funkcemi. Návod popisuje vlastnosti
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Režim AUT, automatické obrábění dle předem připraveného partprogramu. Ruční režimy, všeobecný symbol pro režimy MAN,JOG,REF,TOČ,POT.
 6. OVLÁDÁNÍ SYSTÉMU Ovládání systému je jednoduché a základní manipulace zvládne obsluha po krátkém zaškolení, zvláště pokud již na nějakém NC nebo CNC systému pracovala. Až na jednu výjimku (režim CANUL)
6. OVLÁDÁNÍ SYSTÉMU Ovládání systému je jednoduché a základní manipulace zvládne obsluha po krátkém zaškolení, zvláště pokud již na nějakém NC nebo CNC systému pracovala. Až na jednu výjimku (režim CANUL)
V případě, že váš operační systém Windows neobsahuje nástroj BitLocker, stahujete jej jen ze stránek Microsoft, odkaz ZDE.
 V případě, že váš operační systém Windows neobsahuje nástroj, stahujete jej jen ze stránek Microsoft, odkaz ZDE. Postup pro zabezpečení USB na zařízeních Apple Mac níže v dokumentu ZDE. Návod nastavení
V případě, že váš operační systém Windows neobsahuje nástroj, stahujete jej jen ze stránek Microsoft, odkaz ZDE. Postup pro zabezpečení USB na zařízeních Apple Mac níže v dokumentu ZDE. Návod nastavení
Programovatelná řídící jednotka REG10. návod k instalaci a použití 2.část. Řídící jednotka výroby pečiva ERP2
 Programovatelná řídící jednotka REG10 návod k instalaci a použití 2.část Řídící jednotka výroby pečiva ERP2 Obsah: 1.0 Obecný popis... 2 1.1 Popis programu... 2 1.2 Vstupní měřené veličiny... 2 1.3 Další
Programovatelná řídící jednotka REG10 návod k instalaci a použití 2.část Řídící jednotka výroby pečiva ERP2 Obsah: 1.0 Obecný popis... 2 1.1 Popis programu... 2 1.2 Vstupní měřené veličiny... 2 1.3 Další
Návod na použití portálu 802
 Návod na použití portálu 802 Použití nápovědy Nápovědu aktivujete stiskem zeleného tlačítka v dolní části ovladače (Aplikace) a zeleného tlačítka (Help). Rolování v textu provedete pomocí rolovacích tlačítek.
Návod na použití portálu 802 Použití nápovědy Nápovědu aktivujete stiskem zeleného tlačítka v dolní části ovladače (Aplikace) a zeleného tlačítka (Help). Rolování v textu provedete pomocí rolovacích tlačítek.
TR12A011 RE / Rozšířené nabídky Pohon garážových vrat
 TR12A011 RE / 06.2012 CS Rozšířené nabídky Pohon garážových vrat 1 Nabídky Pokyny: U funkčních bloků sestávajících z několika nabídek je možno aktivovat jen jednu nabídku na jeden blok. Po naprogramování
TR12A011 RE / 06.2012 CS Rozšířené nabídky Pohon garážových vrat 1 Nabídky Pokyny: U funkčních bloků sestávajících z několika nabídek je možno aktivovat jen jednu nabídku na jeden blok. Po naprogramování
ZÁSKOKOVÝ AUTOMAT MODI ZB pro jističe Modeion POPIS K790
 ZÁSKOKOVÝ AUTOMAT MODI ZB pro jističe Modeion POPIS Aplikace Záskokový automat se používá k zajištění dodávky elektrické energie bez dlouhodobých výpadků v různých sektorech služeb, průmyslu apod. Automat
ZÁSKOKOVÝ AUTOMAT MODI ZB pro jističe Modeion POPIS Aplikace Záskokový automat se používá k zajištění dodávky elektrické energie bez dlouhodobých výpadků v různých sektorech služeb, průmyslu apod. Automat
BEZDRÁTOVÝ PROSTOROVÝ TERMOSTAT
 BEZDRÁTOVÝ PROSTOROVÝ TERMOSTAT BPT710 PRO OVLÁDÁNÍ TOPNÝCH ZAØÍZENÍ Komfortní ovládání pro: přímotopy podlahové topení sálavé panely, infrapanely plynové a elektrické kotle (pouze s přijímačem BPT002)
BEZDRÁTOVÝ PROSTOROVÝ TERMOSTAT BPT710 PRO OVLÁDÁNÍ TOPNÝCH ZAØÍZENÍ Komfortní ovládání pro: přímotopy podlahové topení sálavé panely, infrapanely plynové a elektrické kotle (pouze s přijímačem BPT002)
1. Diagnostika kotle prostřednictvím řídící jednotky
 Diagnostika kotlů KP Pro diagnostiku poruchových a přechodných stavů, které se na kotlích KP mohou vyskytnout jsou k dispozici následující technické prostředky: diagnostika kotle diagnostika kotle diagnostika
Diagnostika kotlů KP Pro diagnostiku poruchových a přechodných stavů, které se na kotlích KP mohou vyskytnout jsou k dispozici následující technické prostředky: diagnostika kotle diagnostika kotle diagnostika
Obsah. Moje menu 4. Ovladač 6. Ovládání sledovaného pořadu 8. Zpětné zhlédnutí 10. Nahrávání 12. Můj seznam kanálů 13.
 Obsah Moje menu 4 Ovladač 6 Ovládání sledovaného pořadu 8 Zpětné zhlédnutí 10 Nahrávání 12 Můj seznam kanálů 13 Multidimenze 14 Výběr ze zápasů 15 O 2 Videotéka 16 Aplikace 17 4 zařízení 18 MOJE MENU Ovládání
Obsah Moje menu 4 Ovladač 6 Ovládání sledovaného pořadu 8 Zpětné zhlédnutí 10 Nahrávání 12 Můj seznam kanálů 13 Multidimenze 14 Výběr ze zápasů 15 O 2 Videotéka 16 Aplikace 17 4 zařízení 18 MOJE MENU Ovládání
Návod k použití multifunkční časomíry MULT 30A_4
 1 Návod k použití multifunkční časomíry MULT 30A_4 2 Obsah 1. Vzhled časomíry MULT 30A_4 4 2. Vzhled ovládacího pultu 4 3. Seznam ovládacích tlačítek ovládacího pultu 5 4. Struktura menu 6 4.1 Nastavit
1 Návod k použití multifunkční časomíry MULT 30A_4 2 Obsah 1. Vzhled časomíry MULT 30A_4 4 2. Vzhled ovládacího pultu 4 3. Seznam ovládacích tlačítek ovládacího pultu 5 4. Struktura menu 6 4.1 Nastavit
Indikace polohy. absolutní a přírůstkové odměřování. nastavitelná reference a přídavná konstanta. nastavitelná jednotka mm / palce
 Z54 Indikace polohy absolutní a přírůstkové odměřování nastavitelná reference a přídavná konstanta nastavitelná jednotka mm / palce nastavitelný opravný faktor a desetinná tečka ELGO-ELECTRIC, spol. s
Z54 Indikace polohy absolutní a přírůstkové odměřování nastavitelná reference a přídavná konstanta nastavitelná jednotka mm / palce nastavitelný opravný faktor a desetinná tečka ELGO-ELECTRIC, spol. s
Návod k obsluze. stručný návod. Montážní pokyny. nezávislá topení Eberspächer A WORLD OF COMFORT
 Topné přístroje vozidel Technická dokumentace Návod k obsluze EasyStart Timer CS Návod k obsluze stručný návod Montážní pokyny Ovládací prvek pro nezávislá topení Eberspächer A WORLD OF COMFORT Topné přístroje
Topné přístroje vozidel Technická dokumentace Návod k obsluze EasyStart Timer CS Návod k obsluze stručný návod Montážní pokyny Ovládací prvek pro nezávislá topení Eberspächer A WORLD OF COMFORT Topné přístroje
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Návod k obsluze. HtIndustry. rozšířená konfigurační úroveň. HTH8 s.r.o. HtIndustry, rozšířená konfigurační úroveň, 2.02/rev.
 Návod k obsluze HtIndustry rozšířená konfigurační úroveň HtIndustry, rozšířená konfigurační úroveň, 2.02/rev. 1, 01/2004 1 HTH8 s.r.o. Eimova 880, 572 01 Polička Czech Republic tel.: +420 461 619 515 fax:
Návod k obsluze HtIndustry rozšířená konfigurační úroveň HtIndustry, rozšířená konfigurační úroveň, 2.02/rev. 1, 01/2004 1 HTH8 s.r.o. Eimova 880, 572 01 Polička Czech Republic tel.: +420 461 619 515 fax:
VII Malý univerzální ovladač - MiniMaus
 VII Malý univerzální ovladač - MiniMaus A Úvod MiniMaus je velmi jednoduchý univerzální ovladač vybavený LCD displayem, klávesnicí a rotačním ovladačem. Výborně se doplňuje s centrálou NanoX, lze jej však
VII Malý univerzální ovladač - MiniMaus A Úvod MiniMaus je velmi jednoduchý univerzální ovladač vybavený LCD displayem, klávesnicí a rotačním ovladačem. Výborně se doplňuje s centrálou NanoX, lze jej však
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
SPÍNACÍ HODINY. - Topení na výkon - Topení na teplotu - Větrání
 SPÍNACÍ HODINY Spínací hodiny se připojují k topení BREEZE III nebo WIND III a slouží k ovládání chodu topení /ručně nebo předvolbou/. Topení je schopno pracovat ve třech režimech: - Topení na výkon -
SPÍNACÍ HODINY Spínací hodiny se připojují k topení BREEZE III nebo WIND III a slouží k ovládání chodu topení /ručně nebo předvolbou/. Topení je schopno pracovat ve třech režimech: - Topení na výkon -
Seřizování nástrojů na CNC Mazak Integrex 100 - IV
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Mazak Integrex 100 - IV Technická univerzita v
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Mazak Integrex 100 - IV Technická univerzita v
Uživatelská příručka
 Grafické displeje pro univerzální modul do kabiny (MKU) Uživatelská příručka Vydání 1.1 Počet stran: 14 1 OBSAH: 1. Základní informace... 3 1.1 Použití... 3 1.2 Technické údaje... 3 2. Obchodní informace...
Grafické displeje pro univerzální modul do kabiny (MKU) Uživatelská příručka Vydání 1.1 Počet stran: 14 1 OBSAH: 1. Základní informace... 3 1.1 Použití... 3 1.2 Technické údaje... 3 2. Obchodní informace...
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
POKROČILÉ PROGRAMOVÁNÍ. Pípání / Poplach
 POKROČILÉ PROGRAMOVÁNÍ Pokročilé programování umožňuje uživateli uživatelsky přizpůsobit řídící panel, aby reagoval různě při různých okolnostech. Hlavními rysy jsou: Jestliže je vybuzen senzor, řídící
POKROČILÉ PROGRAMOVÁNÍ Pokročilé programování umožňuje uživateli uživatelsky přizpůsobit řídící panel, aby reagoval různě při různých okolnostech. Hlavními rysy jsou: Jestliže je vybuzen senzor, řídící
Návod ke službě IPTV
 Návod ke službě IPTV Služba 4NET.TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat služby
Návod ke službě IPTV Služba 4NET.TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat služby
3. POUŽITÉ NÁZVOSLOVÍ
 Obsah 1. ÚVOD...1-1 1.1 Užití...1-1 1.2 Základní technické parametry...1-1 1.3 Parametry systému...1-2 1.4 Základní charakteristika...1-3 2. PRACOVNÍ PODMÍNKY...2-1 3. POUŽITÉ NÁZVOSLOVÍ...3-1 4. ZAPÍNÁNÍ
Obsah 1. ÚVOD...1-1 1.1 Užití...1-1 1.2 Základní technické parametry...1-1 1.3 Parametry systému...1-2 1.4 Základní charakteristika...1-3 2. PRACOVNÍ PODMÍNKY...2-1 3. POUŽITÉ NÁZVOSLOVÍ...3-1 4. ZAPÍNÁNÍ
Návod ke službě IPTV
 Návod ke službě IPTV Služba M.NET TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat
Návod ke službě IPTV Služba M.NET TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat
Ovládání MZK Terminalu je jednoduché a intuitivní. Terminal se ovládá pěti tlačítky.
 MZK terminal MZK terminal byl vyvinut nejen jako terminál k online zobrazování a ukládání telemetrických dat z modulu Twin k pozdější analýze, ale především jako víceúčelové zařízení, jehož funkce a možnosti
MZK terminal MZK terminal byl vyvinut nejen jako terminál k online zobrazování a ukládání telemetrických dat z modulu Twin k pozdější analýze, ale především jako víceúčelové zařízení, jehož funkce a možnosti
Návod ke službě IPTV
 Návod ke službě IPTV Služba Dragon TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat
Návod ke službě IPTV Služba Dragon TV vám prostřednictvím technologie IPTV zprostředkuje jedinečný zážitek ze sledování televizních pořadů ve vaší domácnosti. Díky připojení k internetu můžete využívat
Polohovací zařízení a klávesnice Uživatelská příručka
 Polohovací zařízení a klávesnice Uživatelská příručka Copyright 2007 Hewlett-Packard Development Company, L.P. Microsoft a Windows jsou registrované ochranné známky společnosti Microsoft Corporation. Informace
Polohovací zařízení a klávesnice Uživatelská příručka Copyright 2007 Hewlett-Packard Development Company, L.P. Microsoft a Windows jsou registrované ochranné známky společnosti Microsoft Corporation. Informace
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Pro správnou funkci jednotky je třeba aktivovat lithiovou baterii vytažením plastového pásku na zadní straně ovládacího panelu jednotky. Baterie udržu
 Ovládací jednotka ORBIT EASY CONTROL S DÁLKOVÝM OVLÁDÁNÍM návod k obsluze Pro správnou funkci jednotky je třeba aktivovat lithiovou baterii vytažením plastového pásku na zadní straně ovládacího panelu
Ovládací jednotka ORBIT EASY CONTROL S DÁLKOVÝM OVLÁDÁNÍM návod k obsluze Pro správnou funkci jednotky je třeba aktivovat lithiovou baterii vytažením plastového pásku na zadní straně ovládacího panelu
RC-300. U ivatelská pøíruèka. Instalaèní firma: Servisní telefon: Datum Počet stran Číslo dokumentu 11/2003 6 PU-RC-3-01-C
 RC-300 U ivatelská pøíruèka Instalaèní firma: Servisní telefon: Datum Počet stran Číslo dokumentu 11/2003 6 PU-RC-3-01-C 2 RC-300 1. Bezpečnostní pokyny 1.1 Účel příručky Tato příručka je určena pro koncového
RC-300 U ivatelská pøíruèka Instalaèní firma: Servisní telefon: Datum Počet stran Číslo dokumentu 11/2003 6 PU-RC-3-01-C 2 RC-300 1. Bezpečnostní pokyny 1.1 Účel příručky Tato příručka je určena pro koncového
Návod k ovladači ke sportovnímu panelu
 Návod k ovladači ke sportovnímu panelu 1. Start palmu (po zapnutí) Ikonka programu sportovního panelu Sport.prc Domeček tlačítko na vrácení do plochy ikonek Stylus zastrčené ovládací pero Zapínací tlačítko
Návod k ovladači ke sportovnímu panelu 1. Start palmu (po zapnutí) Ikonka programu sportovního panelu Sport.prc Domeček tlačítko na vrácení do plochy ikonek Stylus zastrčené ovládací pero Zapínací tlačítko
FortiaViewer verze 5.0
 FortiaViewer verze 5.0 Prohlížeč obrázků formátu BMP a JPG ve složce, který je malý, nevyžaduje instalaci a můžete si jej vypálit do každé složky s fotografiemi na CD nebo DVD Příručka uživatele FORTIA
FortiaViewer verze 5.0 Prohlížeč obrázků formátu BMP a JPG ve složce, který je malý, nevyžaduje instalaci a můžete si jej vypálit do každé složky s fotografiemi na CD nebo DVD Příručka uživatele FORTIA
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
BASPELIN CPM. Popis obsluhy čtyřkanálového prostorového termostatu CPM CCU02
 BASPELIN CPM Popis obsluhy čtyřkanálového prostorového termostatu CPM CCU02 únor 2000 Baspelin CPM K1 Vlastnosti regulátoru baspelin CPM 4 analogové vstupy, 5 binárních vstupů (230V, 50Hz), 4 nezávislé
BASPELIN CPM Popis obsluhy čtyřkanálového prostorového termostatu CPM CCU02 únor 2000 Baspelin CPM K1 Vlastnosti regulátoru baspelin CPM 4 analogové vstupy, 5 binárních vstupů (230V, 50Hz), 4 nezávislé
Servisní menu a nastavení IP-390
 Servisní menu a nastavení IP-390 I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1.Úvod Úvodem je třeba říci že všechny parametry indikace se
Servisní menu a nastavení IP-390 I&TS, spol. s r.o. Havlíčkova 215 280 02 Kolín4 tel: +420-321-723555 e-mail: info@iats.cz http://www.iats.cz 1.Úvod Úvodem je třeba říci že všechny parametry indikace se
Manuál k programu KaraokeEditor
 Manuál k programu KaraokeEditor Co je KaraokeEditor? Program slouží pro editaci tagů v hudebních souborech formátu mp3. Tagy jsou doprovodné informace o písni, uložené přímo v mp3. Aplikace umí pracovat
Manuál k programu KaraokeEditor Co je KaraokeEditor? Program slouží pro editaci tagů v hudebních souborech formátu mp3. Tagy jsou doprovodné informace o písni, uložené přímo v mp3. Aplikace umí pracovat
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Pokyny pro obsluhu programu. EZZ01 File reader 1.3
 www. první-saz.cz Pokyny pro obsluhu programu EZZ01 File reader 1.3 příloha k TP SaZ 3/01 1. Instalace programu EZZ01 File reader 1.3 do počítače Program EZZ01 File reader 1.2 pracuje s operačními systémy
www. první-saz.cz Pokyny pro obsluhu programu EZZ01 File reader 1.3 příloha k TP SaZ 3/01 1. Instalace programu EZZ01 File reader 1.3 do počítače Program EZZ01 File reader 1.2 pracuje s operačními systémy
BASPELIN MRP Popis obsluhy indikační a řídicí jednotky MRP T2
 Baspelin, s.r.o. Hálkova 10 614 00 BRNO tel. + fax: 545 212 382 tel.: 545212614 e-mail: info@baspelin.cz http://www.baspelin.cz BASPELIN MRP Popis obsluhy indikační a řídicí jednotky MRP T2 květen 2004
Baspelin, s.r.o. Hálkova 10 614 00 BRNO tel. + fax: 545 212 382 tel.: 545212614 e-mail: info@baspelin.cz http://www.baspelin.cz BASPELIN MRP Popis obsluhy indikační a řídicí jednotky MRP T2 květen 2004
pro inkrementální a absolutní snímače
 TYP Z58 Univerzální indikace polohy pro inkrementální a absolutní snímače připojení pro inkrementální nebo absolutní systémy (FMAX, FEMAX, EMAX) osvědčené standardní funkce (např. opravný a multiplikační
TYP Z58 Univerzální indikace polohy pro inkrementální a absolutní snímače připojení pro inkrementální nebo absolutní systémy (FMAX, FEMAX, EMAX) osvědčené standardní funkce (např. opravný a multiplikační
Ovládací jednotka K rain RPS1224. návod k obsluze
 Ovládací jednotka K rain RPS1224 návod k obsluze Pro správnou funkci jednotky je třeba zapojit baterii 9V pro udržení naprogramovaných dat v případě výpadku elektřiny. Jednotka disponuje krátkodobou pamětí,
Ovládací jednotka K rain RPS1224 návod k obsluze Pro správnou funkci jednotky je třeba zapojit baterii 9V pro udržení naprogramovaných dat v případě výpadku elektřiny. Jednotka disponuje krátkodobou pamětí,
Klávesnice EKB2. Stručný uživatelský návod k použití. Verze 1.00
 Klávesnice EKB2 Stručný uživatelský návod k použití Verze 1.00 Vážený zákazníku. Tento stručný uživatelský manuál Vás přehlednou a jednoduchou formou seznámí se základní obsluhou Vašeho zabezpečovacího
Klávesnice EKB2 Stručný uživatelský návod k použití Verze 1.00 Vážený zákazníku. Tento stručný uživatelský manuál Vás přehlednou a jednoduchou formou seznámí se základní obsluhou Vašeho zabezpečovacího
NÁVOD K OBSLUZE AUDIOVIZUÁLNÍHO VYBAVENÍ V POSLUCHÁRNĚ EP130 ELEKTROTECHNICKÁ FAKULTA ZČU, PLZEŇ - BORY
 NÁVOD K OBSLUZE AUDIOVIZUÁLNÍHO VYBAVENÍ V POSLUCHÁRNĚ EP130 ELEKTROTECHNICKÁ FAKULTA ZČU, PLZEŇ - BORY V PŘÍPADĚ PROBLÉMŮ VOLEJTE AV ASISTENCI 724 444 111 AV Media s.r.o. 2003 Stránka 1. z 6 ZÁKLADNÍ
NÁVOD K OBSLUZE AUDIOVIZUÁLNÍHO VYBAVENÍ V POSLUCHÁRNĚ EP130 ELEKTROTECHNICKÁ FAKULTA ZČU, PLZEŇ - BORY V PŘÍPADĚ PROBLÉMŮ VOLEJTE AV ASISTENCI 724 444 111 AV Media s.r.o. 2003 Stránka 1. z 6 ZÁKLADNÍ
REGULÁTORY SMART DIAL
 REGULÁTORY SMART DIAL Bezdrátový ovladač NÁVODY NA MONTÁŽ, OBSLUHU A ÚDRŽBU 1. Popis Ovládací panel Smart Dial umožňuje bezdrátové nastavení teploty a otáček ventilátorů ve vzduchotechnických jednotkách
REGULÁTORY SMART DIAL Bezdrátový ovladač NÁVODY NA MONTÁŽ, OBSLUHU A ÚDRŽBU 1. Popis Ovládací panel Smart Dial umožňuje bezdrátové nastavení teploty a otáček ventilátorů ve vzduchotechnických jednotkách
MIRES CONTROL s.r.o. - Příslušenství REG10. MemoryMaker. Popis ovládání. Strana 1 (celkem 16) MemoryMaker.doc
 MemoryMaker.doc") MemoryMaker Popis ovládání Strana 1 (celkem 16) Nástroje Možnosti Pomoc Ukončení Strana 2 (celkem 16) Načtení konfiguračního souboru z disku Smazání datové paměti NEPOUŽÍVAT!!! Nastavení data a času Vyčtení
MemoryMaker Popis ovládání Strana 1 (celkem 16) Nástroje Možnosti Pomoc Ukončení Strana 2 (celkem 16) Načtení konfiguračního souboru z disku Smazání datové paměti NEPOUŽÍVAT!!! Nastavení data a času Vyčtení
Ukazovací zařízení a klávesnice Uživatelská příručka
 Ukazovací zařízení a klávesnice Uživatelská příručka Copyright 2008 Hewlett-Packard Development Company, L.P. Microsoft a Windows jsou registrované ochranné známky společnosti Microsoft Corporation v USA.
Ukazovací zařízení a klávesnice Uživatelská příručka Copyright 2008 Hewlett-Packard Development Company, L.P. Microsoft a Windows jsou registrované ochranné známky společnosti Microsoft Corporation v USA.
Teplotní regulace elektrických topných systémů Prvek systému PocketHome Obousměrná rádiová komunikace na 433,92MHz
 ph_ts20_1005:layout 1 17.12.2007 16:40 Page 1 PH-TS20 BEZDRÁTOVÁ TEPELNĚ SPÍNANÁ ZÁSUVKA Teplotní regulace elektrických topných systémů Prvek systému PocketHome Obousměrná rádiová komunikace na 433,92MHz
ph_ts20_1005:layout 1 17.12.2007 16:40 Page 1 PH-TS20 BEZDRÁTOVÁ TEPELNĚ SPÍNANÁ ZÁSUVKA Teplotní regulace elektrických topných systémů Prvek systému PocketHome Obousměrná rádiová komunikace na 433,92MHz
Společnost pro elektronické aplikace. SEA s.r.o. Dolnoměcholupská 21 CZ-10200 Praha 10
 Společnost pro elektronické aplikace SEA s.r.o. Dolnoměcholupská 21 CZ-10200 Praha 10 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. Výstup 1. Výstup
Společnost pro elektronické aplikace SEA s.r.o. Dolnoměcholupská 21 CZ-10200 Praha 10 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. Výstup 1. Výstup
NÁVOD KE SLUŽBĚ IPTV M.NET TV
 NÁVOD KE SLUŽBĚ IPTV M.NET TV Obsah: 1. Úvod... 3 2. Pojmy... 3 3. Registrace zařízení... 4 3.1. Autorizace webového prohlížeče... 4 3.2. Instalace a autorizace mobilní aplikace...5 4. Popis funkcí Set-Top
NÁVOD KE SLUŽBĚ IPTV M.NET TV Obsah: 1. Úvod... 3 2. Pojmy... 3 3. Registrace zařízení... 4 3.1. Autorizace webového prohlížeče... 4 3.2. Instalace a autorizace mobilní aplikace...5 4. Popis funkcí Set-Top
NASTAVENÍ PROPORCIONÁLNÍO REGULÁTORU
 NASTAVENÍ PROPORCIONÁLNÍO REGULÁTORU Proporcionální regulátor má 3 a 1/2 místný displej a tři tlačítka touchpadu, jejichž prostřednictvím lze získat informace o stavu regulátoru a lze jimi nastavit funkční
NASTAVENÍ PROPORCIONÁLNÍO REGULÁTORU Proporcionální regulátor má 3 a 1/2 místný displej a tři tlačítka touchpadu, jejichž prostřednictvím lze získat informace o stavu regulátoru a lze jimi nastavit funkční
Formulář pro křížový filtr
 Formulář pro křížový filtr Formulář pro křížový filtr je určen zejména autorům křížovek a má sloužit jako pomůcka při jejich tvorbě. Levé části formuláře dominuje tzv. šablona, což je síť 20 krát 20 políček
Formulář pro křížový filtr Formulář pro křížový filtr je určen zejména autorům křížovek a má sloužit jako pomůcka při jejich tvorbě. Levé části formuláře dominuje tzv. šablona, což je síť 20 krát 20 políček
Seizování nulového bodu obrobku na CNC strojích
 Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
Záznamník teploty ZT, ZT1ext Návod k použití
 ČERNÁ SKŘÍŇKA Záznamník teploty ZT, ZT1ext Návod k použití Návod na použití záznamníku teploty COMET ZT, ZT1ext Přístroj je určen pro měření a záznam teploty vzduchu, příp. teploty z externí sondy s odporovým
ČERNÁ SKŘÍŇKA Záznamník teploty ZT, ZT1ext Návod k použití Návod na použití záznamníku teploty COMET ZT, ZT1ext Přístroj je určen pro měření a záznam teploty vzduchu, příp. teploty z externí sondy s odporovým
Elektronický Přepínač 1x KVM, 8xPC/16xPC
 Elektronický Přepínač 1x KVM, 8xPC/16xPC 8portů MPC8701 - Katalogové číslo: 14.99.3220 16portů MPC16501 - Katalogové číslo: 14.99.3221 VLASTNOSTI - Ovládání 8/16 PC pomocí jedné konzole (PS/2 klávesnice,
Elektronický Přepínač 1x KVM, 8xPC/16xPC 8portů MPC8701 - Katalogové číslo: 14.99.3220 16portů MPC16501 - Katalogové číslo: 14.99.3221 VLASTNOSTI - Ovládání 8/16 PC pomocí jedné konzole (PS/2 klávesnice,
NÁVOD KE SLUŽBĚ IPTV
 NÁVOD KE SLUŽBĚ IPTV 1 Obsah Popis dálkového ovladače...3 Ovládání TV služby...4 1. Informace o pořadu...4 2. Seznam TV kanálů...5 3. Možnosti kanálu...5 4. Programový průvodce...6 5. Změna pořadí TV kanálů...7
NÁVOD KE SLUŽBĚ IPTV 1 Obsah Popis dálkového ovladače...3 Ovládání TV služby...4 1. Informace o pořadu...4 2. Seznam TV kanálů...5 3. Možnosti kanálu...5 4. Programový průvodce...6 5. Změna pořadí TV kanálů...7
4.2. Odhlásit se Šifrování hesla Sepnutí výstupních relé Antipassback Zobrazení všech dat...
 Obsah 1. ÚVOD...3 2. EDITOVÁNÍ DAT V PAMĚTI ŘÍDÍCÍ JEDNOTKY...3 3. PRVNÍ SPUŠTĚNÍ PROGRAMU...3 4. POPIS MENU PŘIHLÁŠENÍ...5 4.1. Přihlásit se...6 4.2. Odhlásit se...6 4.3. Změna hesla...6 4.4. Šifrování
Obsah 1. ÚVOD...3 2. EDITOVÁNÍ DAT V PAMĚTI ŘÍDÍCÍ JEDNOTKY...3 3. PRVNÍ SPUŠTĚNÍ PROGRAMU...3 4. POPIS MENU PŘIHLÁŠENÍ...5 4.1. Přihlásit se...6 4.2. Odhlásit se...6 4.3. Změna hesla...6 4.4. Šifrování
TouchPad a klávesnice
 TouchPad a klávesnice Uživatelská příručka Copyright 2007 Hewlett-Packard Development Company, L.P. Windows je registrovaná ochranná známka společnosti Microsoft Corporation v USA. Informace uvedené v
TouchPad a klávesnice Uživatelská příručka Copyright 2007 Hewlett-Packard Development Company, L.P. Windows je registrovaná ochranná známka společnosti Microsoft Corporation v USA. Informace uvedené v