- je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku
|
|
|
- Bohuslav Tábor
- před 9 lety
- Počet zobrazení:
Transkript
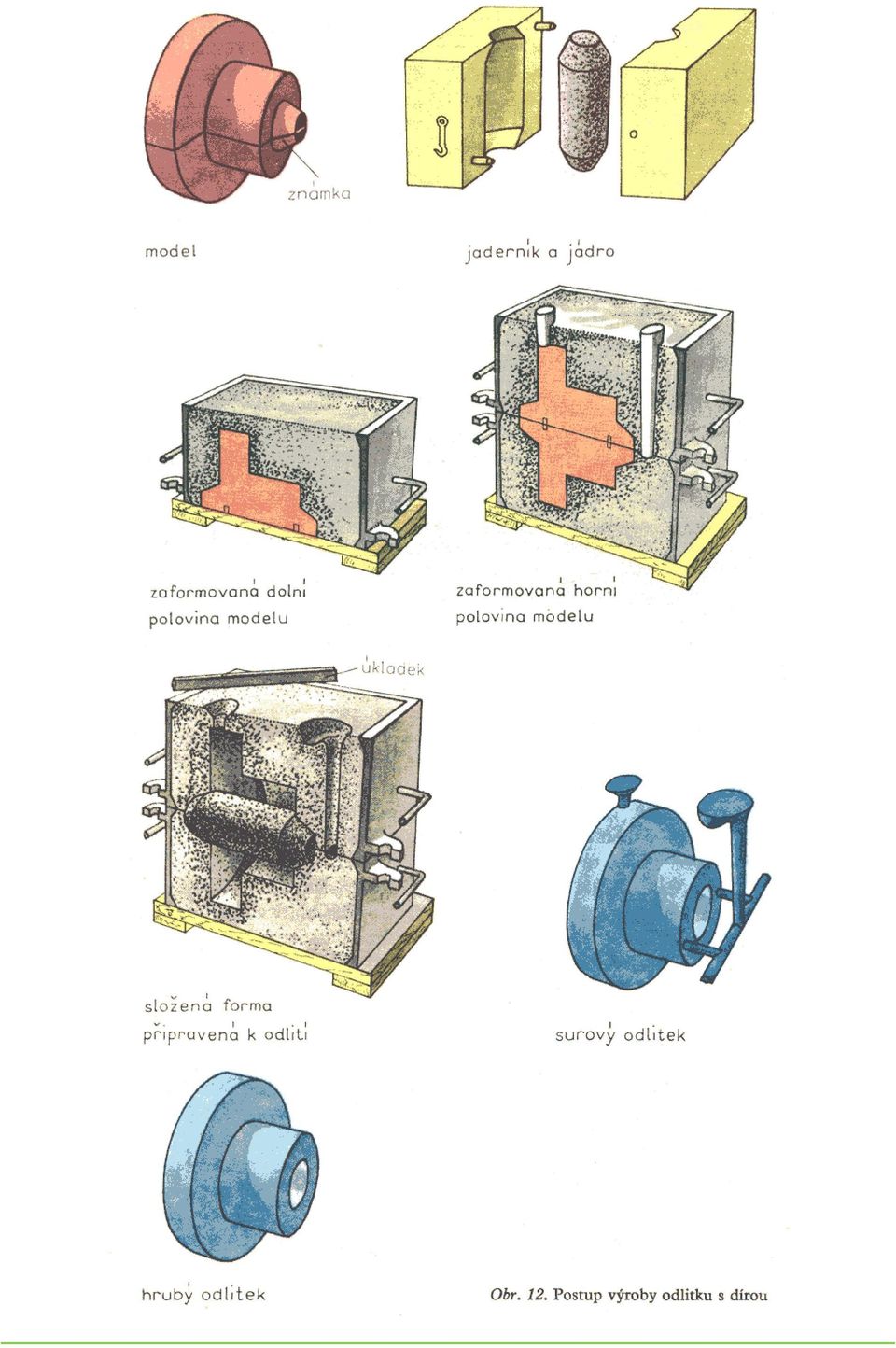
1 7. Odlévání - je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku Odlitek Odlitek je buď hotový výrobek, nebo se ještě dále mechanicky obrábí. Surový odlitek odlitek, který se po odlití a ztuhnutí vyjme z formy Hrubý odlitek odlitek dopravený do čistírny, kde je zbavený nálitků, výfuků, jader a povrchových nečistot Čistý odlitek od hrubého se liší přídavky na obrábění Vlastnosti kovů především dobrá slévatelnost a dobrá zabíhavost POSTUP VÝROBY ODLITKU Modely Model je pomůcka sloužící k výrobě forem. Má tvar odlitku, zvětšený o přídavek na obrábění. Musí být co nejjednodušší, aby šel dobře zaformovat a z formy vyjmout. Rozměry modelu musí být větší o přídavky na obrábění. Dělené používají se pro snadnější formování. Jsou spojeny spojovacími čepy. Nedělené Šablony Vhodně upravená prkna s okrajem dle tvaru odlitku. Hrany jsou z důvodu otěru okovány ocelovým plechem, někdy jsou celé plechové. Otočné šablony zhotovení formy otáčením Kročky zhotovení formy posouváním Jaderníky Trvalé formy na výrobu jader. Zhotovují se ze dřeva; při sériové výrobě z kovu. Podobně jako modely jsou většinou dělené, aby se daly snadno vyjmout hotová jádra z jaderníku.

2
3 NÁLITKY Používají se u odlitků rozlišných tvarů. Je jimi možno dosáhnout doplnění taveniny do odlitku na místa, kde by se mohla v důsledku smršťování v tekutém stavu kovu vytvořit staženina. Každý nálitek splňuje svou funkci jestliže: 1) umožní doplňování kovu do všech částí odlitku během ochlazování 2) ztuhne později něž odlitek. Proto musí mít nálitek větší tloušťku než ta část, kterou má doplňovat. Aby nálitky chladly co nejpomaleji, musí mít co nejmenší povrch. Je třeba, aby: 1) každé místo výše položené v odlitku bylo nálitkem místu níže položenému, 2) koule, vepsaná do nejsilnějšího místa odlitku musí projít všemi částmi odlitku nad tímto místem směrem do nálitku. Nálitky se dávají vždy na místa, která se budou obrábět. FORMOVACÍ LÁTKY - jsou to upravené suroviny, které se hodí k výrobě forem a jader - požaduje se pevnost, tvárnost, soudržnost, prodyšnost, žáruvzdornost, rozpadavost Ostřivo nejpoužívanější je křemenný písek se zrny většími než 0,02mm Pojivo dává formovací směsi soudržnost (nejčastěji hlína nebo jíl bentonit umožňující přijímat až šestinásobek vody své hmotnosti) Jádrový písek používá se na výrobu jader, musí mít dobré pevnostní a tepelné vlastnosti Pro výrobu forem se používá dvou druhů písků: 1.Modelový písek nový jemný, náležitě upravený písek pěchovaný přímo na model 2.Výplňový písek starý upravený písek k vyplnění ostatního prostoru ve formovacím rámu Nevýhodou forem z těchto materiálů je to, že se při vyjímání odlitků zničí - formy netrvalé. Formy polotrvalé používají se pro menší počet odlitků a jsou z keramických hmot Formy trvalé při sériové výrobě (formy kovové) VTOKOVÁ SOUSTAVA - souhrn kanálků, kterými protéká tekutý kov při jejím plnění. Formování 1. Technologický postup ručního formování - formováním se myslí výroba netrvalých forem, zhotovených z písků nebo hlín.
 každé místo výše položené v odlitku bylo nálitkem místu níže položenému, 2) koule, vepsaná do nejsilnějšího místa odlitku musí projít všemi částmi odlitku nad tímto místem směrem do")
4 - ručním formováním se zhotovují formy pro menší počet odlitků a formy pro složité a velké odlitky. formy pro odlévání: na syrovo -formy nejsou sušené a kov se odlévá do forem o normální vlhkosti písku na sucho -formy se vysušují nebo vypalují na vyšší teplotu tak, aby převážná část vlhkosti z písku unikla Formování šablonováním - používá se pro velké součásti. Je poměrně zdlouhavé. Používá se jen v kusové výrobě. Formování do dvou rámů - Používá se v malosériové výrobě. Na formovací desku se položí spodní polovina modelu a formovací rám.do rámu se přeseje sítem modelový písek a upěchuje se k modelu. Zbývající prostor v rámu se vyplní pískem a rovněž se upěchuje. Dle potřeby se forma odvzdušní napícháním průduchů. Tím je zaformován spodek formy. Potom se rám překlopí o 180 o, dělící rovina se očistí, nasadí se druhá polovina modelu. Na dolní rám se nasadí horní a oba se pomocí zaváděcích kolíků proti sobě zajistí. Další postup je stejný jako u formování spodku formy. Potom se z formy vytáhnou kolíky pro vtok a výfuk. Vrchní díl formy se nadzvedne a překlopí o 180 o. Pro zvýšení pevnosti písku se navlhčí okraje modelu, poklepe se na model a vyjme. Forma se složí a zabezpečí proti vztlaku kovu vhodným zatížením. Tím je forma připravena k lití. 2.Technologický postup strojního formování Výhody - vyšší produktivita práce, kvalitnější a přesnější odlitky, menší procento zmetků Zmechanizováno pěchování formovacích materiálů a vyjímání modelů z forem. Základní pomůcka - modelová (formovací) deska Obvykle bývá na jedné modelové desce větší počet menších modelů. Zhušťování formovací směsi se provádí lisováním, střásáním nebo metáním. Formování lisovacími stroji (lisy) Vhodný pro ploché a jednoduché odlitky. Lisování shora - Na modelovou desku připevníme formovací a pomocný rám. Po naplnění rámů formovací látkou se tlakem lisovací desky přemístí látka z pomocného rámu do formovacího. U modelu má být co největší zhuštění. Lisování zdola nebo Oboustranné lisování odstraňují nevýhody lisování shora Formování střásacími stroji - používá se při výrobě forem pro malé a středně velké odlitky. Písek se zhušťuje tvrdými nárazy formovacího stolu na válec formovacího stroje, a to nejvíce v okolí modelu. Formování metacími stroji - metání formovacího materiálu na model rotující lopatkou v metací hlavě (ta je na kloubovitém rameni, takže se s ní dá pohybovat nad celou formou). - tato metoda je vhodná pro velké a hluboké formy; vyžaduje doplňkovou mechanizaci

5 Sušení forem a jader - pro zvýšení pevnosti, prodyšnosti a odstranění nežádoucí vlhkosti. - zpomalení a zdražení výroby proto pouze ty formy jenž sušení potřebují - snížením vlhkosti se zabrání vzniku velkého množství par, jež by mohly poškodit odlitek. -povrch forem jader se obvykle po sušení barví Odlévání kovu do forem pánve: ruční jeřábové Tekutý kov se dopravuje z tavírny na místo odlévání v licích pánvích, jejichž velikost je závislá na velikosti odlitku. Pánve pro ocel na odlitky mají spodní výpusť, aby se oddělila struska a aby tavenina rychle nechladla. Vytloukání, čištění a úprava odlitků - po odlití a ochlazení kovu ve formě se z ní odlitky vytloukají (forma se rozbije) Surové odlitky - dopravují se do čistírny, kde odlitek dostává konečný vzhled, v jakém opouští slévárnu (odstranění písku z povrchu odlitků, o odstranění vtoků, výfuků a nežádoucích výstupků)

6 Velké odlitky čistí se ručně sekáči nebo v tryskacích komorách. Menší odlitky čistí se strojně, např. v pásových čistících bubnech. - někdy se odlitky ještě tepelně zpracovávají, aby se odstranila hrubá licí struktura a vnitřní pnutí (krom toho se tepelným zpracováním zlepšuje obrobitelnost, dosahuje vysoké povrchové tvrdosti apod.) Vady a kontrola odlitků - dobrý odlitek musí vyhovovat všem technickým podmínkám pro dodání (tzn. nesmí mít žádnou vadu - odchylku vzhledu, tvaru, rozměru, hmotnosti a struktury Příčiny vzniku vad: -nevhodná konstrukce odlitku, Nečastější vady: -nevhodný formovací materiál, -nesprávně provedená vtoková soustava aj. 1. bubliny -příčinou je velké množství plynů v tavenině, vlhká forma 2. staženiny -příčinou je špatné nálitkování; 3. trhliny za tepla -příčinou je nestejnoměrná tloušťka stěn aj. 4. praskliny -příčinou je nesprávně provedené tepelné zpracování aj. 5. nezaběhnutí -příčinou je malá tloušťka stěn 6. přesazení -příčinou je špatně složená forma, opotřebované rámy aj. Vyrobené a upravené hrubé odlitky musí projít ještě technickou kontrolou. Aby mohla splnit všechny požadavky, musí mít dostatečně vybavené laboratoře: a) chemické (chemický rozbor materiálu), b) metalografické (struktura materiálu), c) mechanické (mechanické vlastnosti materiálu), d) technologické (technologické vl. materiálu), e) defektoskopické (vnitřní vady materiálu). LITÍ DO TRVALÝCH FOREM Lití do kokil - metoda přesného lití. Forma je kovová (trvalá), pro vytvoření dutin se používá kovových, nebo pískových jader. Materiál forem bývá nejčastěji litina nebo ocel. Životnost kokil: odlitků, trvanlivost kokil se prodlužuje žárovzdorným nátěrem (slouží i jako tepelná izolace). Odvzdušnění formy: kanálky v dělící rovině- tak velké, aby se nezalily kovem, musí včas odvést vzduch z formy.

7 Výhody: výroba tvarově i rozměrově přesných odlitků s jemnozrnnou strukturou Nevýhody: drahá forma, nutnost odlitky tepelně zpracovávat Použití: výroba pístů, armatur, součástí elektrických strojů. Lití pod tlakem Podstata: vyplňování formy roztaveným kovem při vysokém tlaku ( Mpa), tlak je závislý na velikosti stroje a odlévaném materiálu. - metoda přesného lití, nejvíce se blíží snaze přeměnit základní materiál přímo na hotový výrobek bez dalšího opracování. (Odlitky: přesnost ± ± 0,2mm => většinou není potřeba žádného obrábění.) -lze předlít velmi malé otvory, závity, přesné detaily -tloušťka stěn od 1 do 3mm. -velmi dobré mech.vlastnosti Podle uspořádání vstřikovacího ústrojí jsou stroje: a) s teplou tlakovou komorou - k odlévání nízkotavitelných slitin - tavící pec je součástí stroje,ze které je roztavený kov tlačen přímo do formy: pístem - u starších konstrukcí tlakem vzduchu- u novějších konstrukcí. b) se studenou tlakovou komorou -pec postavena zvlášť, mimo stroj -roztavený kov se dopravuje do tlakové komory ručně slévačskou lžící
 -lze předlít velmi malé otvory, závity, přesné detaily -tloušťka stěn od 1 do 3mm. -velmi dobré mech.")
8 III. FÁZE Levá polovina formy odjede a vytáhne z pravé části odlitek včetně vtokové soustavy a následně vyhazovač vyhodí odlitek z levé části formy. IV. FÁZE Levá část formy se opět spojí s pravou částí a spodní píst v tlakové komoře vytlačí přebytek ztuhlé taveniny. Veškeré pohyby formy a pístů jsou ovládány hydraulicky příp.mechanicky. Odstředivé lití Podstata: roztavený kov vléváme do rychle se otáčející formy. Odstředivou silou je kov přitlačován ke stěně formy, kde tuhne. -Použití: odléváni trub, válců, kroužků apod. -Výhody: úspora jádra, odpadá vtoková soustava a výfuk, odlitky hutné, bez bublin. -Nevýhody: edají se odlévat odlitky s neválcovou dutinou. -Podle osy rotace je odstředivé lití svislé a vodorovné. Lití do skořepinových forem - K výrobě skořep forem se používá směsi křemenného písku se syntetickou pryskyřicí Kovová modelová deska s modelem a vtokovou soustavou se zahřeje na 250 o C. Deska se připevní na zásobník písku a překlopí se o 180 o. Písková směs se přesype na modelovou desku => pryskyřice se roztaví, slepí a vytvoří na povrchu modelu skořepinu. Po dosažení tloušťky odpadne přebytečný materiál zpětným překlopením zásobníku. Modelová deska i se skořepinou se vloží do pece, kde při teplotě nastává polymerizace =>skořepina se vytvrdí. Jádra se vyrábějí podobným způsobem v jaderníku.

9 - lití je vhodné pro hromadnou výrobu malých a středně velkých odlitků. Velmi dobře se odlévají složitější odlitky, např. žebrované válce motorů, součásti čerpadel aj. METODA VYTAVITELNÝCH MODELŮ -Přesnost: lití kovů do nedělených forem (možnost odlévat libovolné tvary) s velmi hladkým povrchem. -Nevýhoda: technologicky náročná výroba, proto vhodné pro velké série. -Podstata: model z vytavitelných materiálů se i s vtokovou soustavou namočí do kaše s ethylsilikátem a tak vytvoří keramický obal. Vysuší se a namáčení pokračuje až se dosáhne předepsané tloušťky formy. Model se z formy vytaví nebo spálí, vzniklá skořepina se vloží do form. rámu a rám se vyplní křemenným pískem. Po vytavení modelových hmot se formy vypalují v tunelových pecích. - Použití: umělecké a klenotnické odlitky,chirurgické nástroje, součásti šicích strojů, vozidel, lopatky spalovacích turbín aj.

10 Zásady při navrhování odlitků 1., Správná volba materiálu 2., Odlitek má mít hladké, jednoduché tvary o stejnoměrné tloušťce stěn 3., Odlitek nemá mít ostré úhly a hrany, je nutno volit správné zaoblení. 4., Různé tloušťky stěn mají být spojeny pozvolnými přechody. 5., V jednom místě se má spojovat co nejméně stěn. 6., Odlitek má být navržen tak, aby vnitřní pnutí nezpůsobilo vznik trhlin. 7., Správně volit přídavky na obrábění

ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
1 Střední Průmyslová Škola Strojnická a Vyšší Odborná Škola Technická, Sokolská 1, Brno ODLÉVÁNÍ
 1 ODLÉVÁNÍ Odlévání je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku. Ztuhnutím taveniny ve formě vznikne
1 ODLÉVÁNÍ Odlévání je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku. Ztuhnutím taveniny ve formě vznikne
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy: Materiál vhodný ke slévání : - litina - ocel na odlitky - plasty - slitiny neželezných kovů
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VÝROBA JEDNORÁZOVÝCH (NETRVALÝCH) FOREM
 FOREM") Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
POLOTOVARY VYRÁBĚNÉ ODLÉVÁNÍM
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Slévárenství
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Slévárenství Odlitky tvoří převážnou část kovových strojů. Slévárenství je způsob výroby kovových součástí,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Slévárenství Odlitky tvoří převážnou část kovových strojů. Slévárenství je způsob výroby kovových součástí,
Slévárenství. 1.1.1 Účel, použití, základní pojmy
 Slévárenství Ve slévárnách se vyrábějí strojírenské polotovary zvané odlitky. Vyrábějí se odléváním kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije nebo vtlačí do dutiny formy, která
Slévárenství Ve slévárnách se vyrábějí strojírenské polotovary zvané odlitky. Vyrábějí se odléváním kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije nebo vtlačí do dutiny formy, která
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
TE1 slévání 2 /u12133
 TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Výroba odlitku metodou odstředivého lití. Jiří Hruboň
 Výroba odlitku metodou odstředivého lití Jiří Hruboň Bakalářská práce 2011 Příjmení a jméno: Hruboň Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Výroba odlitku metodou odstředivého lití Jiří Hruboň Bakalářská práce 2011 Příjmení a jméno: Hruboň Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Tabulka Analýza přímých nákladů
 Tabulka 3.1 - Analýza přímých nákladů Přímé náklady jsou náklady přímo zjistitelné měřením nebo vážením na kalkulační jednici (v tab. 3.1 bez odpisů ). Tabulka 3.1 a Naměřené hodnoty nákladových druhů
Tabulka 3.1 - Analýza přímých nákladů Přímé náklady jsou náklady přímo zjistitelné měřením nebo vážením na kalkulační jednici (v tab. 3.1 bez odpisů ). Tabulka 3.1 a Naměřené hodnoty nákladových druhů
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman
 ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 1: Úvod - Charakteristika slévárenství (hutní, výroba tvarových součástí), význam slévárenství v rámci netřískových technologií. Slévárenská výroba a její
TECHNOLOGIE I (slévání a svařování) Přednáška č. 1: Úvod - Charakteristika slévárenství (hutní, výroba tvarových součástí), význam slévárenství v rámci netřískových technologií. Slévárenská výroba a její
Výroba odlitků ze slitin hliníku
 Hlava motoru Výroba odlitků ze slitin hliníku Olejová vana Blok motoru Disky kol Technologie lití slitin hliníku Gravitační lití Nízkotlaké lití Vysokotlaké lití pískové formy kovové formy keramické formy
Hlava motoru Výroba odlitků ze slitin hliníku Olejová vana Blok motoru Disky kol Technologie lití slitin hliníku Gravitační lití Nízkotlaké lití Vysokotlaké lití pískové formy kovové formy keramické formy
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a) výkovek ozubeného kola z konstrukční oceli b) tyč průřezu U válcovaná za tepla c) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a) odlitek
Mezi normalizované polotovary nepatří a) výkovek ozubeného kola z konstrukční oceli b) tyč průřezu U válcovaná za tepla c) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a) odlitek
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Úvod STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 Úvod STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ÚVOD Technický výrobek technický objekt (stroj, nástroj, přístroj,..). Stroj - technický výrobek složený z mechanismů, který nahrazuje fyzickou (případně
Úvod STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ÚVOD Technický výrobek technický objekt (stroj, nástroj, přístroj,..). Stroj - technický výrobek složený z mechanismů, který nahrazuje fyzickou (případně
Problematika technologičnosti konstrukce a výroby velkých odlitků raznic
 Problematika technologičnosti konstrukce a výroby velkých odlitků raznic Petr Chupáč 1 Úvod do problematiky Na FS ČVUT v Praze Ústavu strojírenské technologie se provádí studie technologičnosti konstrukce
Problematika technologičnosti konstrukce a výroby velkých odlitků raznic Petr Chupáč 1 Úvod do problematiky Na FS ČVUT v Praze Ústavu strojírenské technologie se provádí studie technologičnosti konstrukce
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Cihlářské výrobky - technologie výroby
 Cihlářské výrobky - technologie výroby Keramické výrobky Keramika materiály vyrobené z anorganických surovin na bázi silikátů tvarováním a vypalováním. Obsahuje menší či větší množství pórů. Keramické
Cihlářské výrobky - technologie výroby Keramické výrobky Keramika materiály vyrobené z anorganických surovin na bázi silikátů tvarováním a vypalováním. Obsahuje menší či větší množství pórů. Keramické
TE1 slévání 1 /u12133
 TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
JIHOČESKÁ UNIVERZITA V ČESKÝCH BUDĚJOVICÍCH PEDAGOGICKÁ FAKULTA KATEDRA APLIKOVANÉ FYZIKY A TECHNIKY
 JIHOČESKÁ UNIVERZITA V ČESKÝCH BUDĚJOVICÍCH PEDAGOGICKÁ FAKULTA KATEDRA APLIKOVANÉ FYZIKY A TECHNIKY Tlakové lití se zaměřením na technologii a technologické postupy Bakalářská práce Vedoucí práce: PaedDr.
JIHOČESKÁ UNIVERZITA V ČESKÝCH BUDĚJOVICÍCH PEDAGOGICKÁ FAKULTA KATEDRA APLIKOVANÉ FYZIKY A TECHNIKY Tlakové lití se zaměřením na technologii a technologické postupy Bakalářská práce Vedoucí práce: PaedDr.
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
4. Vytváření. 2. Vytváření tažením z tvárného (plastického) těsta z těsta % vlhkost. Tlak průměrně 0,5-3,5 MPa. Šnekový lis.
 těsta z těsta % vlhkost. Tlak průměrně 0,5-3,5 MPa. Šnekový lis.") 4. Vytváření - převedení polydisperzního systému výrobní směsi v kompaktní systém konkrétních geometrických rozměrů (= výlisek). - změna tvaru a změna vzájemné polohy částic působením vnějších sil. 1.
4. Vytváření - převedení polydisperzního systému výrobní směsi v kompaktní systém konkrétních geometrických rozměrů (= výlisek). - změna tvaru a změna vzájemné polohy částic působením vnějších sil. 1.
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
SEIATSU - FORMOVACÍ STROJ HSP
 SEIATSU - FORMOVACÍ STROJ HSP Hospodárná a technologická alternativa ke konvenčnímu střásání s dolisováním Tiché, k životnímu prostředí příznivé formování do max. 85 db (A) Formování horního a spodního
SEIATSU - FORMOVACÍ STROJ HSP Hospodárná a technologická alternativa ke konvenčnímu střásání s dolisováním Tiché, k životnímu prostředí příznivé formování do max. 85 db (A) Formování horního a spodního
ArcelorMittal Engineering Products Ostrava ArcelorMittal Service Group. BD East Workshops. Slévárna
 ArcelorMittal Engineering Products Ostrava ArcelorMittal Service Group BD East Workshops Slévárna ArcelorMittal Engineering Products Ostrava Vedení společnosti ArcelorMittal Engineering Products Ostrava
ArcelorMittal Engineering Products Ostrava ArcelorMittal Service Group BD East Workshops Slévárna ArcelorMittal Engineering Products Ostrava Vedení společnosti ArcelorMittal Engineering Products Ostrava
Slévárenství. Výroba ocelového odlitku odlitím do pískové formy
 Slévárenství Výroba ocelového odlitku odlitím do pískové formy SEMESTRÁLNÍ PRÁCE KB007 STROJÍRENSKÁ TECHNOLOGIE VYPRACOVAL JAROSLAV ZÁZVORKA 2012 OBSAH 1. Úvod... 3 2. Postupový diagram výroby... 4 3.
Slévárenství Výroba ocelového odlitku odlitím do pískové formy SEMESTRÁLNÍ PRÁCE KB007 STROJÍRENSKÁ TECHNOLOGIE VYPRACOVAL JAROSLAV ZÁZVORKA 2012 OBSAH 1. Úvod... 3 2. Postupový diagram výroby... 4 3.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.17 Technická příprava výroby Kapitola 29
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.17 Technická příprava výroby Kapitola 29
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
E DO AUTOMATIZOVANÉ LINKY
 Katedra konstruování strojů Fakulta strojní K2 E DO AUTOMATIZOVANÉ LINKY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Katedra konstruování strojů Fakulta strojní K2 E DO AUTOMATIZOVANÉ LINKY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
vlastností odlitků, zvláště pak na únavovou životnost. Jejich vliv Cena opravných prací těchto vad (připečeniny, zapečeniny) je
 je") PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY. Ocelové odlitky Litinové odlitky Zápustkové výkovky
 Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Technické dodací podmínky
 pro výrobu, dodávání a přejímání odlitků z litiny s lupínkovým a kuličkovým grafitem verze č. 1/2013 platná od 01.10.2013 Datum Jméno Vypracoval 20.9.2013 Ing. Michal Kandrnál Přezkoušel 27.9.2013 Ing.
pro výrobu, dodávání a přejímání odlitků z litiny s lupínkovým a kuličkovým grafitem verze č. 1/2013 platná od 01.10.2013 Datum Jméno Vypracoval 20.9.2013 Ing. Michal Kandrnál Přezkoušel 27.9.2013 Ing.
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
PEVNÉ DÍLY MOTORU Střední odborná škola a Gymnázium Staré Město
 Název školy Číslo projektu Autor Název šablony Název DUMu Stupeň a typ vzdělávání Střední odborná škola a Gymnázium Staré Město CZ.1.07/1.5.00/34.1007 Ing. Radek Opravil III/2 Inovace a zkvalitnění výuky
Název školy Číslo projektu Autor Název šablony Název DUMu Stupeň a typ vzdělávání Střední odborná škola a Gymnázium Staré Město CZ.1.07/1.5.00/34.1007 Ing. Radek Opravil III/2 Inovace a zkvalitnění výuky
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Kvalifikační úroveň NSK - EQF: 3
 Týká se povolání: Kvalifikační úroveň NSK - EQF: 3") Tavič (kód: 21-011-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Slévač Kvalifikační úroveň NSK
Tavič (kód: 21-011-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Slévač Kvalifikační úroveň NSK
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Tř ebešíně 2299 p ř íspě vková organizace zř ízená HMP
 1.4 Vymezení cílů Popis výroby odlitku ve slévárenské výrobě, včetně přípravy modelu, odlévací směsi, výrobní formy až po laboratorní zkoušky materiálu. Dále vytvoření 3D modelu odlitku v programu SolidWorks
1.4 Vymezení cílů Popis výroby odlitku ve slévárenské výrobě, včetně přípravy modelu, odlévací směsi, výrobní formy až po laboratorní zkoušky materiálu. Dále vytvoření 3D modelu odlitku v programu SolidWorks
Tlakové lití. Zpracování taveniny v tlakovém lití využívá:
 Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
Obr. 4.1: Schéma oběhu formovací směsi Slévárna A
 Obr. 4.1: Schéma oběhu formovací směsi Slévárna A regenerační jednotka vagón zásobník regenerovaného zásobník nového suška hromada kolej venkovní skládka směšovací nádoba vytloukání odlitků zásobníky nad
Obr. 4.1: Schéma oběhu formovací směsi Slévárna A regenerační jednotka vagón zásobník regenerovaného zásobník nového suška hromada kolej venkovní skládka směšovací nádoba vytloukání odlitků zásobníky nad
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
UNIVERZITA JANA EVANGELISTY PURKYNĚ V ÚSTÍ NAD LABEM
 UNIVERZITA JANA EVANGELISTY PURKYNĚ V ÚSTÍ NAD LABEM Fakulta výrobních technologií a managementu Katedra technologií a materiálového inženýrství CHARAKTERISTICKÉ SLÉVÁRENSKÉ VADY PŘI VÝROBĚ MOTOROVÝCH
UNIVERZITA JANA EVANGELISTY PURKYNĚ V ÚSTÍ NAD LABEM Fakulta výrobních technologií a managementu Katedra technologií a materiálového inženýrství CHARAKTERISTICKÉ SLÉVÁRENSKÉ VADY PŘI VÝROBĚ MOTOROVÝCH
Výroba surového železa, výroba ocelí, výroba litin
 Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
NABÍDKA ZAMĚSTNÁNÍ. Slévárenský dělník operátor výtluk (roštu)
") Formovna Rošt Slévárenský dělník operátor výtluk (roštu) Vykonává práce související se slévárenskou výrobou. Délka směny 7,5 hod. + 0,5 neplacená přestávka. Vyučení Pečlivost, Samostatnost Práce s hydraulickými
Formovna Rošt Slévárenský dělník operátor výtluk (roštu) Vykonává práce související se slévárenskou výrobou. Délka směny 7,5 hod. + 0,5 neplacená přestávka. Vyučení Pečlivost, Samostatnost Práce s hydraulickými
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
7.7. Netvarové žáromateriály
 7.7. Netvarové žáromateriály Podle ČSN EN 1402-1 Směsi schopné zpracování do různých tvarů Žárovzdorné materiály tvarové netvarové hutné izolační izolační hutné Hlinitokřemičité = kyselé Zásadité do 7%
7.7. Netvarové žáromateriály Podle ČSN EN 1402-1 Směsi schopné zpracování do různých tvarů Žárovzdorné materiály tvarové netvarové hutné izolační izolační hutné Hlinitokřemičité = kyselé Zásadité do 7%
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE
 KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Cvičení 4 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ ODLITKU
 Cvičení 4 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ ODLITKU Cílem čtvrtého cvičení je osvojit si na jednoduchém modelu odlitku základní postupy při tvorbě úkosů, přídavků na obrábění a skořepin na 3D
Cvičení 4 z předmětu CAD I PARAMETRICKÉ 3D MODELOVÁNÍ ODLITKU Cílem čtvrtého cvičení je osvojit si na jednoduchém modelu odlitku základní postupy při tvorbě úkosů, přídavků na obrábění a skořepin na 3D
Digitální učební materiál
 Digitální učební materiál Číslo projektu Označení materiálu Název školy Autor Tematická oblast Ročník Anotace Metodický pokyn Zhotoveno CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_E.3.20 Integrovaná střední
Digitální učební materiál Číslo projektu Označení materiálu Název školy Autor Tematická oblast Ročník Anotace Metodický pokyn Zhotoveno CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_E.3.20 Integrovaná střední
Přihlášeno 14. XI. 1970 (PV 7Gd3-70)
") ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Materiálový list MKZ 56/Z 02/2007. Moravské keramické závody akciová společnost Rájec-Jestřebí IZOSPAR
 Materiálový list MKZ 56/Z 02/2007 Charakteristika : Izospar jsou žárovzdorné tepelně-izolační výrobky s nízkou objemovou hmotností. Izospar se vyznačuje dobrými tepelnými vlastnostmi včetně snadné opracovatelnosti
Materiálový list MKZ 56/Z 02/2007 Charakteristika : Izospar jsou žárovzdorné tepelně-izolační výrobky s nízkou objemovou hmotností. Izospar se vyznačuje dobrými tepelnými vlastnostmi včetně snadné opracovatelnosti
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Vytvořeno dne: Metodický popis, (anotace):
:") Ročník: Typ šablony Vzdělávací obor: 2. Ročník Opravář zemědělských strojů III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Opravárenství Téma: Jméno autora: Písty Ing. Milan Axman Vytvořeno dne:
Ročník: Typ šablony Vzdělávací obor: 2. Ročník Opravář zemědělských strojů III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Opravárenství Téma: Jméno autora: Písty Ing. Milan Axman Vytvořeno dne:
Konstrukční a izolační materiály pro metalurgii hliníku a neželezných kovů
 Konstrukční a izolační materiály pro metalurgii hliníku a neželezných kovů VÝROBKY Obrázek 1 - Výrobní závod Promat v Glasgow V roce 2002 společnost Promat ukončila akvizici bývalé firmy CAPE. Tento výrobní
Konstrukční a izolační materiály pro metalurgii hliníku a neželezných kovů VÝROBKY Obrázek 1 - Výrobní závod Promat v Glasgow V roce 2002 společnost Promat ukončila akvizici bývalé firmy CAPE. Tento výrobní
b) Otevřené provedení bloku válců vodní plášť okolo otvorů válců je směrem k hlavě válců otevřený. Vyrábí se odléváním z hliníkových slitin.
 Otevřené provedení bloku válců vodní plášť okolo otvorů válců je směrem k hlavě válců otevřený. Vyrábí se odléváním z hliníkových slitin.") PEVNÉ ČÁSTI MOTORU 1. Válce 1.1. Válce chlazené kapalinou Válce motorů, které jsou chlazeny kapalinou, jsou většinou spojeny do bloku. V bloku válců s dvojitými stěnami jsou chladící prostory a kanály.
PEVNÉ ČÁSTI MOTORU 1. Válce 1.1. Válce chlazené kapalinou Válce motorů, které jsou chlazeny kapalinou, jsou většinou spojeny do bloku. V bloku válců s dvojitými stěnami jsou chladící prostory a kanály.
VÝROBA BEZRÁMOVÝCH SLÉVÁRENSKÝCH FOREM
 VÝROBA BEZRÁMOVÝCH SLÉVÁRENSKÝCH FOREM MANUFACTURE OF FLASKLESS FOUNDRY MOULDS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Irena KŘÍŽOVÁ VEDOUCÍ PRÁCE SUPERVISOR Ing. Petr CUPÁK, Ph.D BRNO 2014
VÝROBA BEZRÁMOVÝCH SLÉVÁRENSKÝCH FOREM MANUFACTURE OF FLASKLESS FOUNDRY MOULDS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Irena KŘÍŽOVÁ VEDOUCÍ PRÁCE SUPERVISOR Ing. Petr CUPÁK, Ph.D BRNO 2014
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Pístové spalovací motory-pevné části
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Definice spalovacího motoru Název zpracovaného celku: Pístové spalovací motory-pevné části Spalovací motory jsou tepelné stroje,
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Definice spalovacího motoru Název zpracovaného celku: Pístové spalovací motory-pevné části Spalovací motory jsou tepelné stroje,
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Řezání lanem. Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48
 Řezání lanem Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48 Řezání diamantovým lanem je nejjednodušší a nejúčinnější způsob práce s velkými betonovými konstrukcemi, například
Řezání lanem Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48 Řezání diamantovým lanem je nejjednodušší a nejúčinnější způsob práce s velkými betonovými konstrukcemi, například
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
www.back-tech.com Mega-Star DĚLIČKA SE SKULOVÁNÍM
 www.back-tech.com Mega-Star DĚLIČKA SE SKULOVÁNÍM Mega-Star DĚLIČKA SE SKULOVÁNÍM VYNIKAJÍCÍ KVALITA Mega-Star předčí všechny požadavky, které pekař usilující o kvalitu klade na moderní stroj na dělení
www.back-tech.com Mega-Star DĚLIČKA SE SKULOVÁNÍM Mega-Star DĚLIČKA SE SKULOVÁNÍM VYNIKAJÍCÍ KVALITA Mega-Star předčí všechny požadavky, které pekař usilující o kvalitu klade na moderní stroj na dělení
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Odlitky a lití, kování a tváření
 Odlitky a lití, kování a tváření Zejména výroba polotovarů pro další zpracování obrábění Zejména výrobky složitých tvarů http://www.fmmi.vsb.cz/export/sites/fmmi/cs/urceno-pro/studenty/podklady-ke-studiu/studijniopory/632-elbel-teorie-slevarenskych-pochodu.pdf
Odlitky a lití, kování a tváření Zejména výroba polotovarů pro další zpracování obrábění Zejména výrobky složitých tvarů http://www.fmmi.vsb.cz/export/sites/fmmi/cs/urceno-pro/studenty/podklady-ke-studiu/studijniopory/632-elbel-teorie-slevarenskych-pochodu.pdf
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip
 Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Modelové a formovací hmoty
 Modelové a formovací hmoty Silikan 38 Silikan Universal 38 Silisan N 38 Gloria Special 38 Alabastrová Sádra 39 Mramorit Blue 39 Mramorit 39 Efektor 39 Convertin Hart 40 Ceradent 41 Tessex Al 41 Tessex
Modelové a formovací hmoty Silikan 38 Silikan Universal 38 Silisan N 38 Gloria Special 38 Alabastrová Sádra 39 Mramorit Blue 39 Mramorit 39 Efektor 39 Convertin Hart 40 Ceradent 41 Tessex Al 41 Tessex
Průmyslové zpracování tiskovin
 4. Řezací stroje jedno nožové www.isspolygr.cz Vytvořil: Michaela Hanáková Vytvořeno dne: 20. 9. 2012 Strana: 1/10 Škola Ročník 4. ročník (SOŠ, SOU) Název projektu Interaktivní metody zdokonalující proces
4. Řezací stroje jedno nožové www.isspolygr.cz Vytvořil: Michaela Hanáková Vytvořeno dne: 20. 9. 2012 Strana: 1/10 Škola Ročník 4. ročník (SOŠ, SOU) Název projektu Interaktivní metody zdokonalující proces