Odlitky a lití, kování a tváření
|
|
|
- Matěj Slavík
- před 9 lety
- Počet zobrazení:
Transkript
1 Odlitky a lití, kování a tváření Zejména výroba polotovarů pro další zpracování obrábění Zejména výrobky složitých tvarů
2 Slévárenství Jak železné, tak i neželezné kovy Postup Zhotovení dutiny formy Naplnění formy tekutým kovem Plynový režim formy, vznik disperze plynů v kovu, Objemové smrštění odlitku během tuhnutí vznik smrčtěnin Tuhnutí kovu a tvorby primární struktury Lineální smršťování během chladnutí odlitku

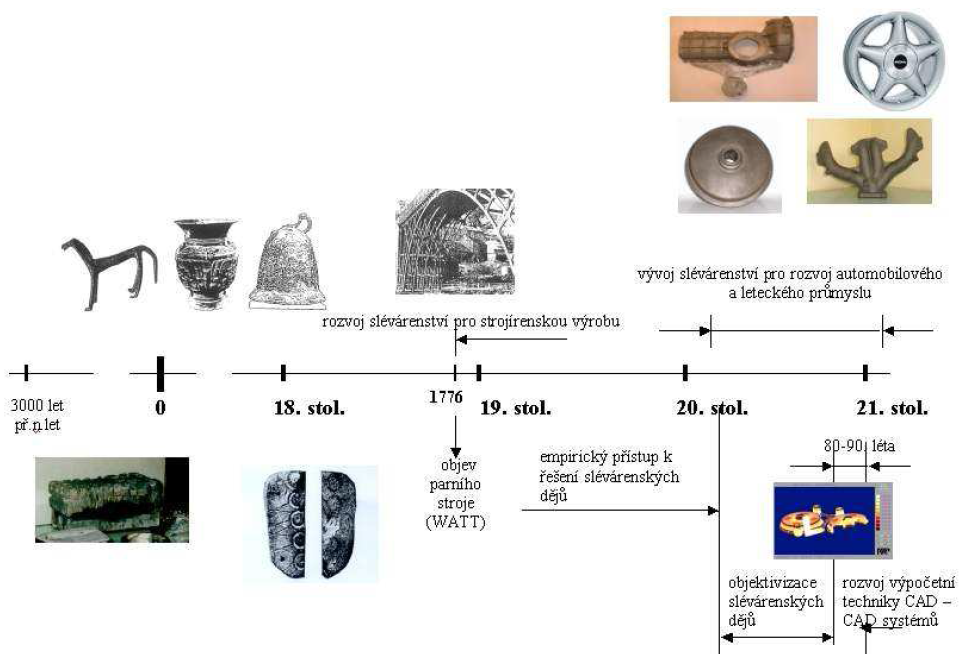
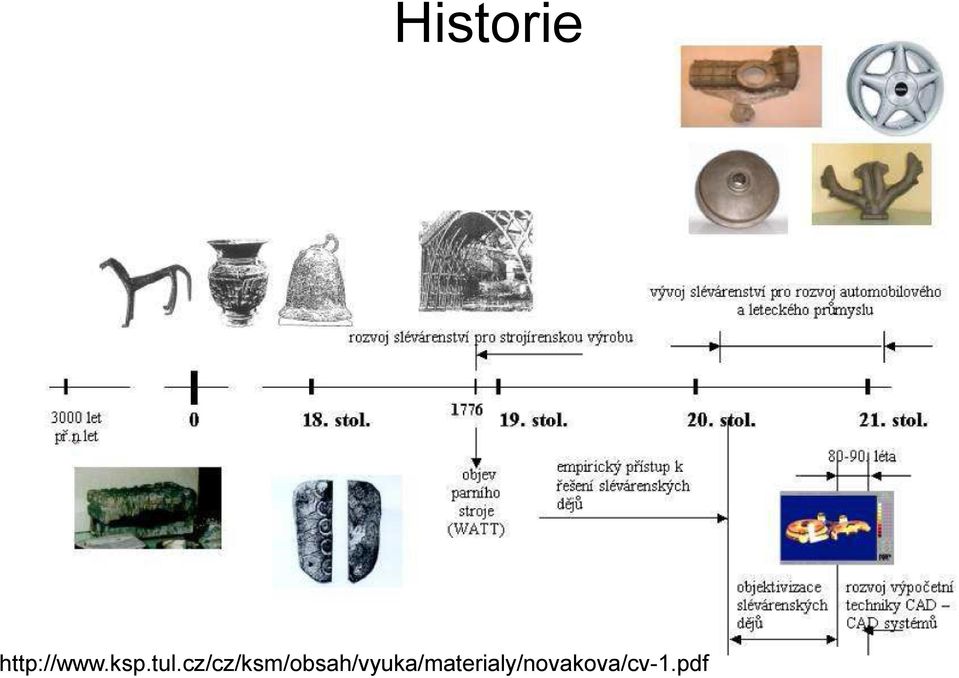
3 Historie

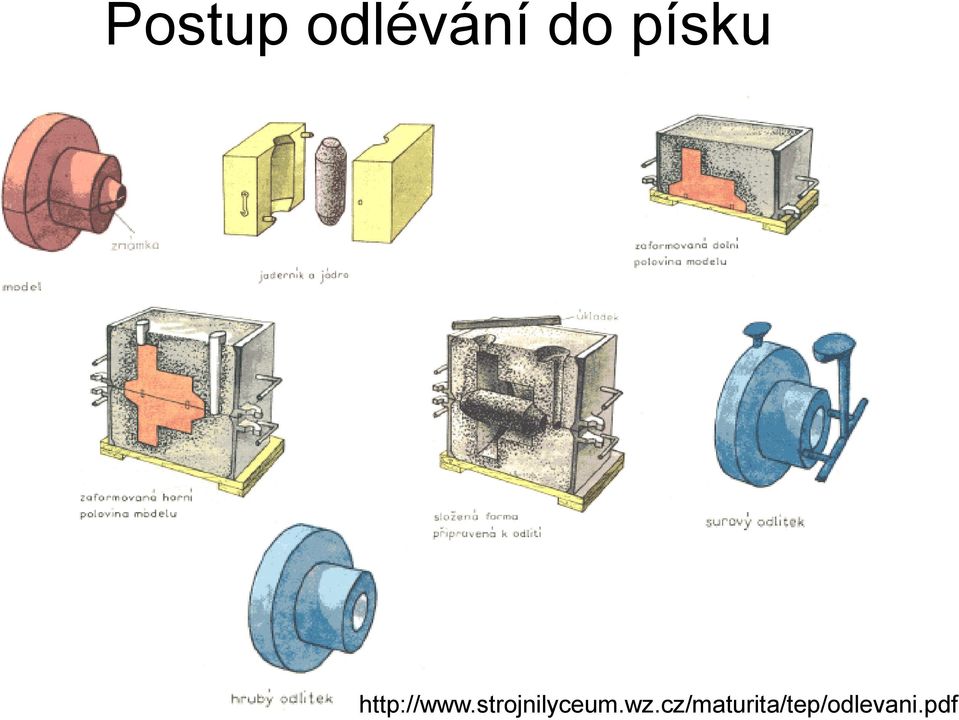
4 Postup odlévání do písku
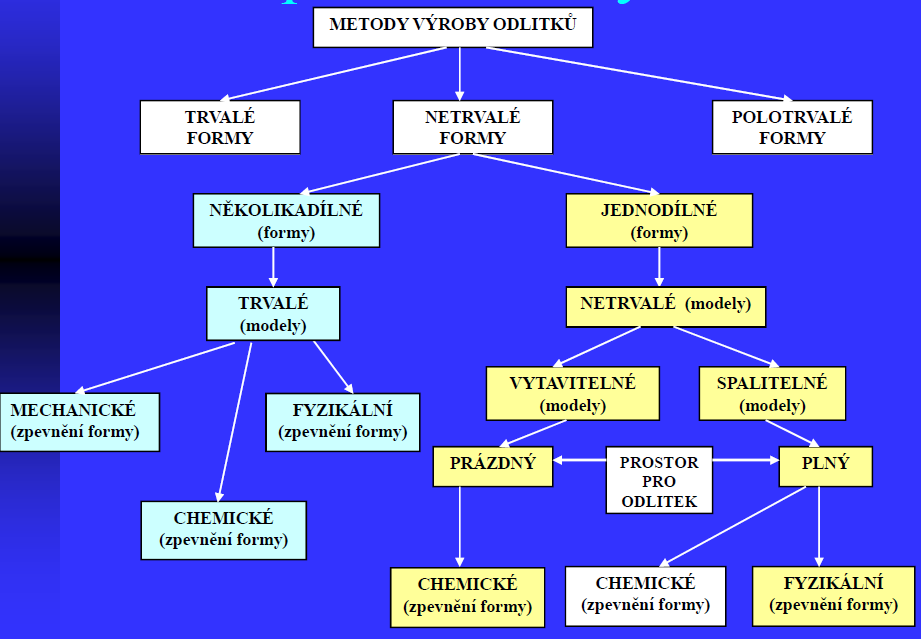
5 Formy - rozdělení
6 Základní činitelé Materiál odlitku viskozita, povrchové napětí,.. Materiál formy ostřivo, pojivo, prodyšnost, plynatost, Způsob odlévání poloha odlitku, tlakové a rychlostní poměry při lití, licí teplota, použití chladítek nebo nálitků Konstrukce odlitků tloušťky stěn Okolní teplota,...


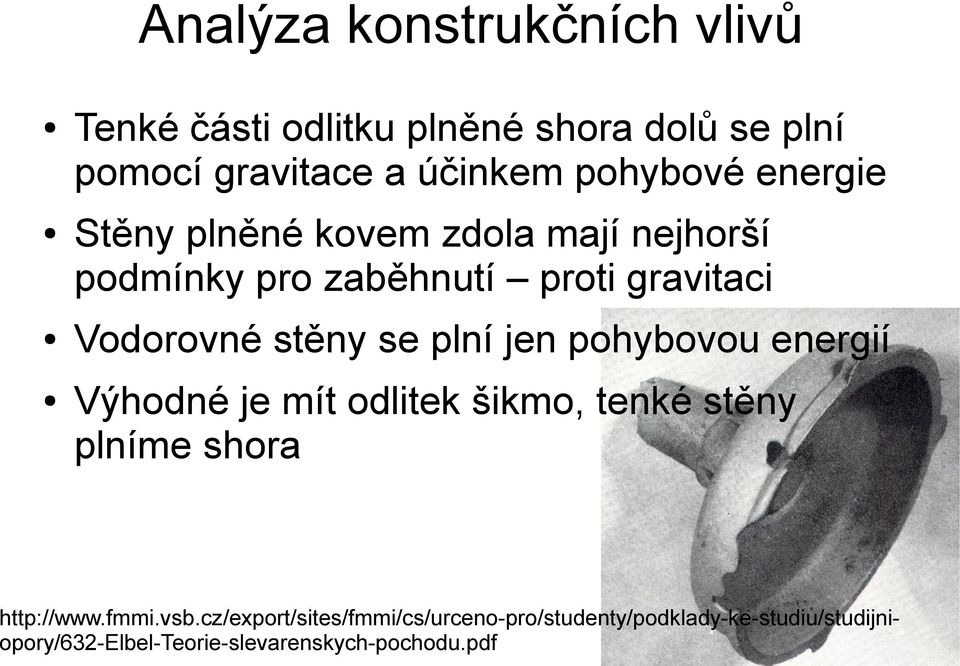
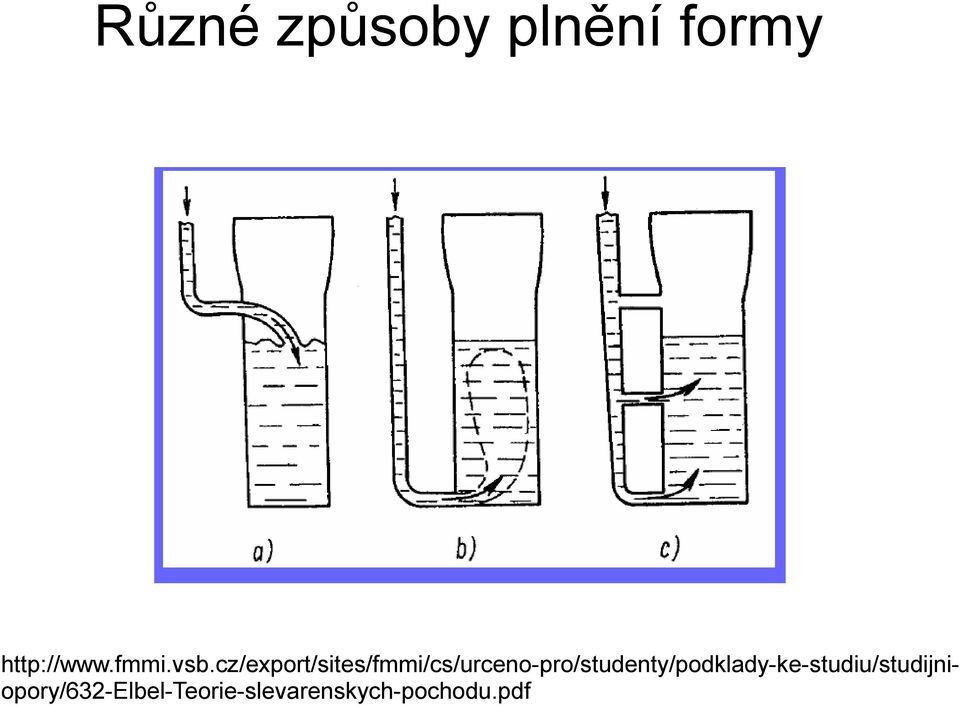
7 Analýza konstrukčních vlivů Tenké části odlitku plněné shora dolů se plní pomocí gravitace a účinkem pohybové energie Stěny plněné kovem zdola mají nejhorší podmínky pro zaběhnutí proti gravitaci Vodorovné stěny se plní jen pohybovou energií Výhodné je mít odlitek šikmo, tenké stěny plníme shora
8 Tavenina proudění kapalin Laminární Turbulentní Rozhoduje Reynoldsovo kritérium Pozor na změny šířky kanálu Ocel se odlévá při teplotách 1550 až 1600 oc

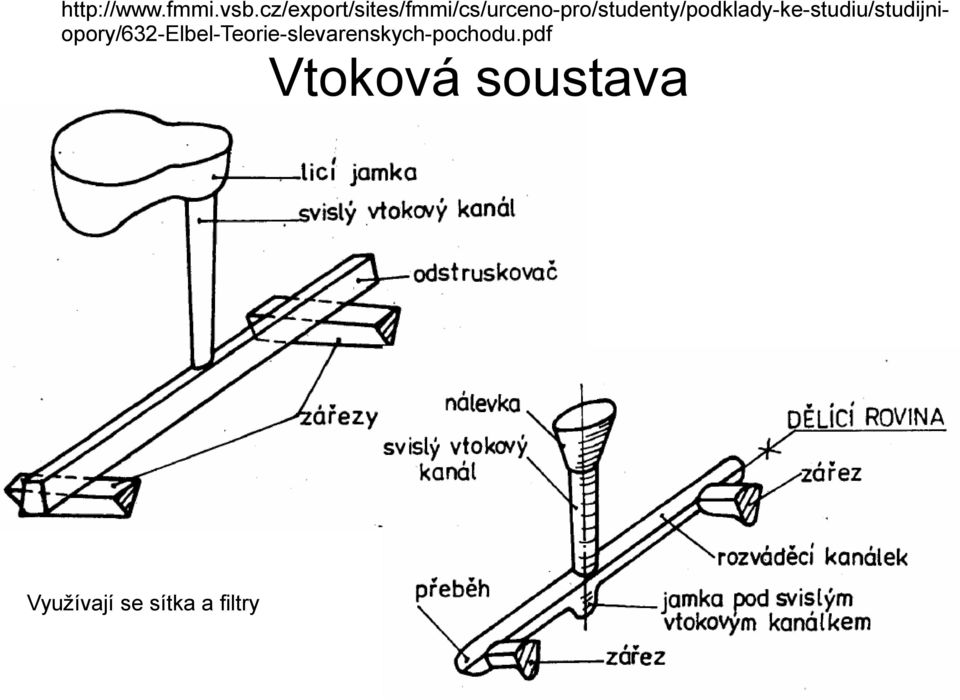
9 Vtoková soustava Tavenina se do formy nalévá pomocí vtokové soustavy i na více míst současně aby bylo Dobré zaběhnutí Dokonalé zachycení strusky a nečistot Stejnoměrné a homogenní teplotní pole odlitku Zabráněno erozi formy Zabráněno nasávání plynů Maximální využití roztaveného kovu

10 Vtoková soustava Využívají se sítka a filtry
11 Různé způsoby plnění formy
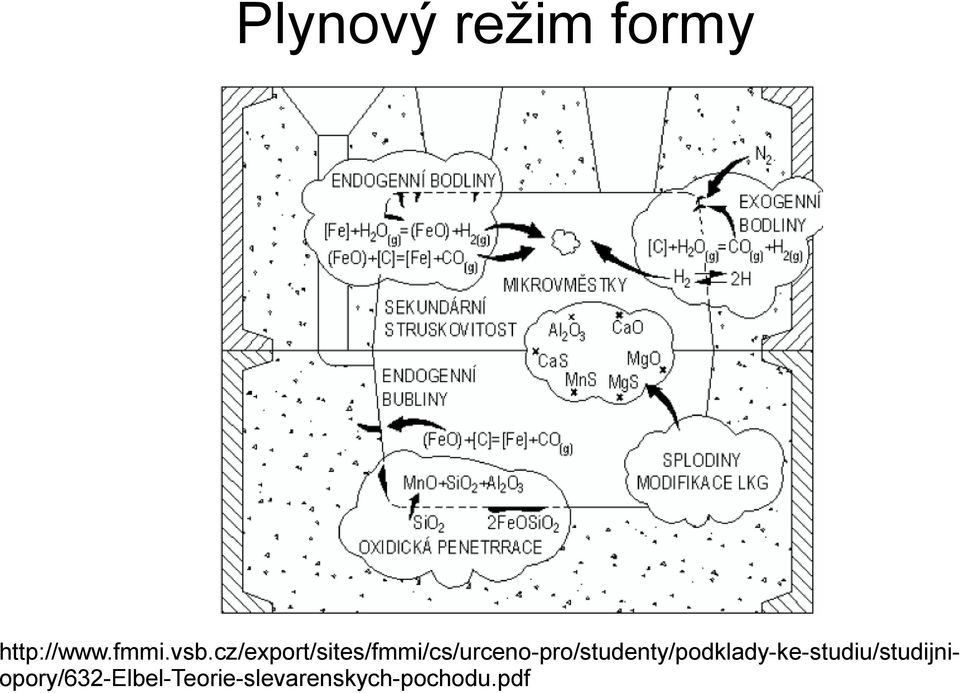
12 Plyny v tavenině usnadnění úniku plynů lze použít mechanických prostředků, např. míchání, často se využívá snížení parciálního tlaku plynu nad hladinou (u vakuové extrakce (100 až 200 Pa cca 20 minut) nebo při vhánění inertního plynu do taveniny. Forma musí mít také výfuky pro odvod plynů včetně jader!!

13 Plynový režim formy
14 Jak na dutiny v odlitku Používají se jádra viz dále


15 Odlitek zvonu - ocelový S vtokovou soustavou a nálitky

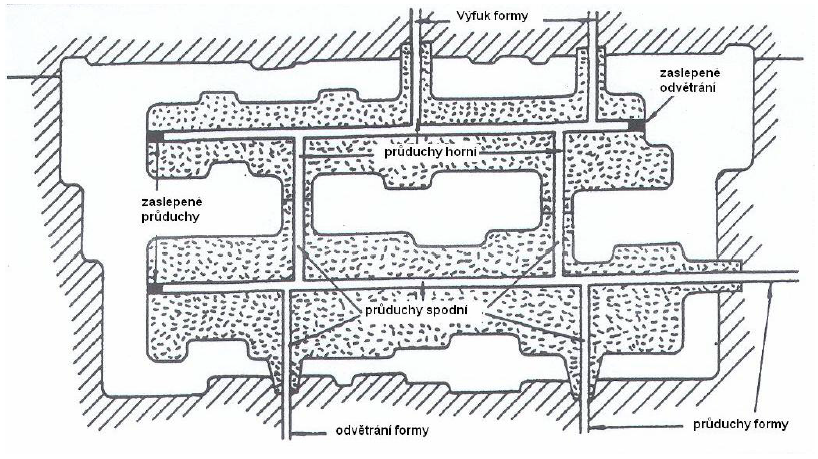
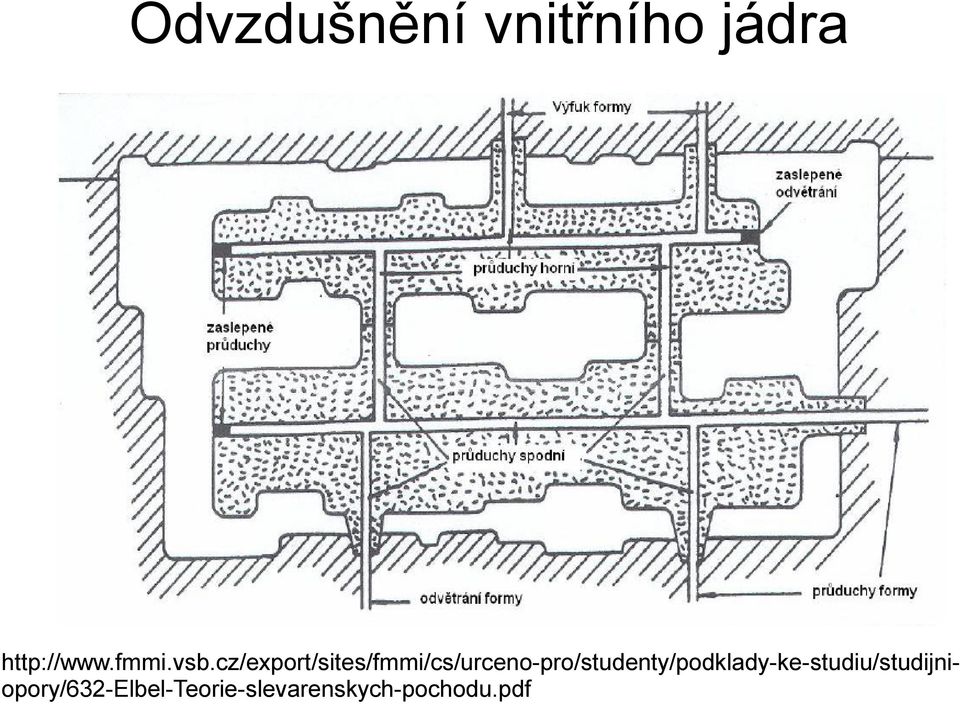
16 Odvzdušnění vnitřního jádra
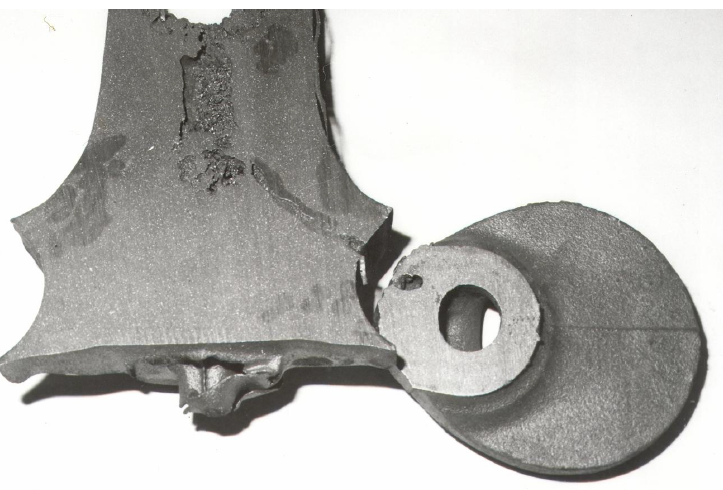
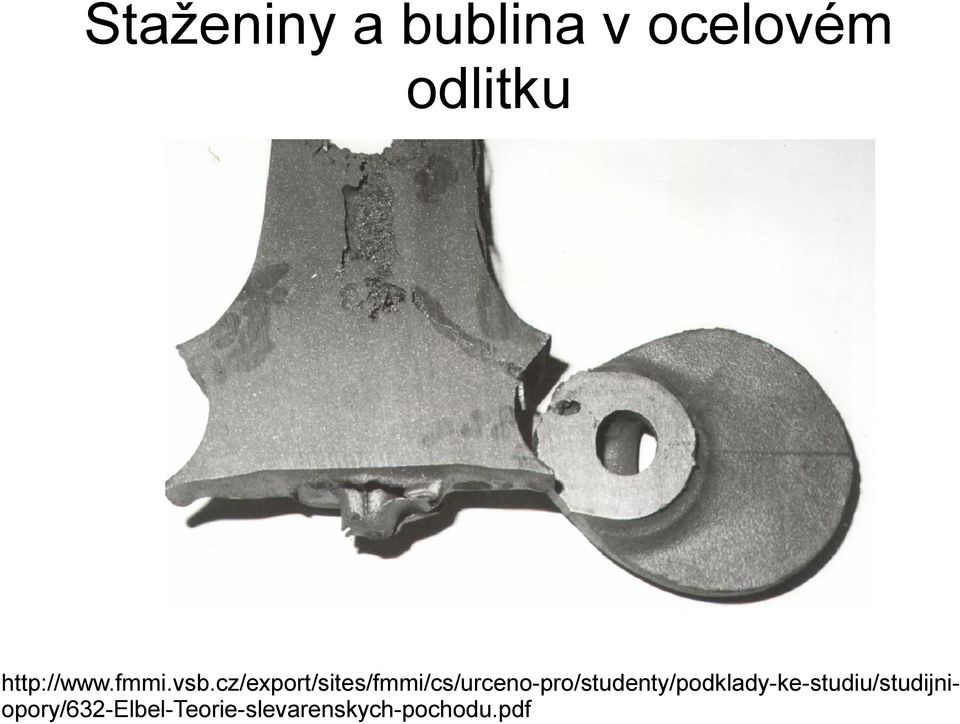
17 Staženiny a bublina v ocelovém odlitku

18 Deska brzdového kotouče - vlak Výrobní výkres


19 Výkres odlitku s vtokovou soustavou


20 Simulace časového průběhu tuhnutí


21 Simulace časového průběhu tuhnutí
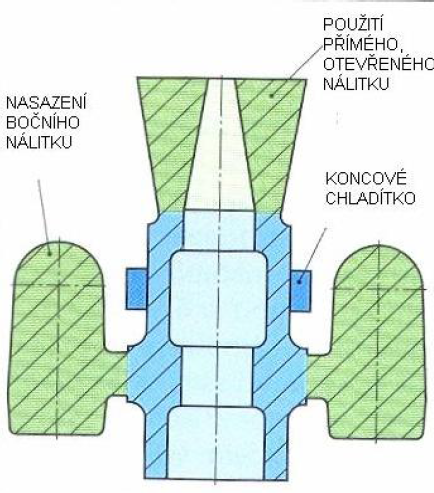
22 Jak na tuhnutí taveniny bez staženin Usměrníme tuhnutí pomocí Nálitků zásobárny tavenin pro kompenzaci smrštění Chladítek absorbátory tepla umístěné ve formě Změnou konstrukce technologický přídavek pak se obrobí spolu s vadami, zásobárna tepla zde se udělají vady
23 Tepelné uzly Tam kde je oproti stěnám nashromážděn kov, tam tuhne tavenina později Tam se tvoří staženiny Řešení Změna konstrukce Nálitky Chlazení uzlů
24 Nálitky v praxi
25 Technologické přídavky v praxi
26 Vznik vnitřního plutí v odlitcích Dilatační a objemové změny při nestejnoměrném teplotním režimu tuhnutí, hlavně však při chladnutí odlitku ve formě a tepelném zpracování Tytéž důsledky při fázových přeměnách v odlitku v době jeho chladnutí i tepelném zpracování Vznik místního nehomogenního pole při svařování odlitku nebo odstraňování nálitku upalováním.
 po vyrovnání teplot zmizí Odlitek může prasknout transkrystalicky ( přes zrno) Snížení pnutí Žíhání pro trvalé Počkáním pro dočasná Trhlina v")
27 Tepelná pnutí Mohou být Trvalá Dočasná např. vlivem ochlazení části odlitku (otevření dveří haly) po vyrovnání teplot zmizí Odlitek může prasknout transkrystalicky ( přes zrno) Snížení pnutí Žíhání pro trvalé Počkáním pro dočasná Trhlina v ocelovém válci

28 Gravitační lití do kovové formy Neželezné kovy

29 Gravitační lití do kovových forem na sklopných strojích

30 Nízkotlaké lití - neželezné kovy
31 Nízkotlaké lití metoda nízkotlakého lití představuje pracovní postup, během kterého je tavenina vytlačována z udržovací pece keramickou trubicí vzhůru do dutiny samotné licí formy. Přitom je využíváno principu podtlaku. Na hladinu taveniny působí přetlak, díky kterému je tavenina plynule natlačována do formy. Udržovací pec zde slouží pouze k udržení taveniny na požadované teplotě a ne k roztavení kovu. Charakteristickou vlastností nízkotlakého lití je efektivní způsob plnění formy vhodný pro tenkostěnné a plošně větší odlitky. Díky kontrolovanému plnění s minimálními turbulencemi a řízenému tuhnutí taveniny se nízkotlaké odlitky vykazují velmi jemnou a těsnou materiálovou strukturou bez porozity, vysokou přesností, dobrými mechanickými vlastnostmi a kvalitním povrchem. Vlastnosti hmotnost odlitku do 20 kg pro sériové osově symetrické díly (pouzdra, tělesa kompresorů, apod.) vhodné pro malé až střední výrobní dávky možnost vkládání mosazných nebo ocelových zálitků (matice, ložisková pouzdra, čepy, atd.

32 Vysokotlaké lití neželezné kovy
33 Pískové formy všechny kovy Odlévání do písku se řadí do kategorie lití do ztracené formy. Na jednu polovinu modelu odlitku je nasazen formovací rám, který je poté zaplněn speciální směsí pojiva a slévárenského písku. Výplň je pak vibračně nebo tlakově zpevněna a model vyjmut. Stejným postupem je pak zhotovena i druhá polovina pískové formy. Obě poloviny jsou poté spojeny popř. jsou přidána jádra a výsledná forma je naplněna taveninou. Při vyjímání odlitku po odlití je písková forma zničena. Lití do písku je flexibilní a vhodné jak pro malé tak velké odlitky. Odlitky se dále vykazují dostačující přesností a dobrou kvalitou povrchu. Tato technologie je vhodná pro složitě členěné díly s požadavkem na použití vložených jader. Z ekonomického hlediska je lití do písku výhodné pro malé série díky nízkým nákladům na modelové zařízení a krátkým dodacím termínům. Konstrukční změny bývají zpravidla snadno proveditelné.
34 Výroba netrvalých forem Pojivový systém: I. generace - mechanické způsoby zpevnění formovací směsi; II. generace - chemické procesy zpevnění formovací směsi; III. generace - fyzikální procesy zpevnění formovací směsi;i IV. generace na bázi biopolymerů Netrvalé formy pískové formy; Sádrové; keramické, atd. Náležitosti pro výrobu netrvalých forem model, modelová deska; jádra jaderníky.
35 Výroba modelů Model může být vyroben z mnoha druhů materiálu například Dřevo je vhodným materiálem pro konstrukci modelu pro snadnou obrobitelnost i sestavování. Má malou měrnou hmotnost, ale je hygroskopické, a proto je nutno ho chránit nátěry a impregnací před vlhkostí. Je vhodné pro modely určené pro menší počet kusů. Slitiny kovů dávají trvanlivější modely, jsou těžší, výroba je pracnější, ale vydrží větší počet zaformování. Jsou výhodné zejména pro sériovou výrobu na formovacích strojích. Sádra. Umělá kamenina. Epoxidové pryskyřice. Polyvinylchlorid (novodur). Pěnový polystyrén.

36 Modely

37 Jádra
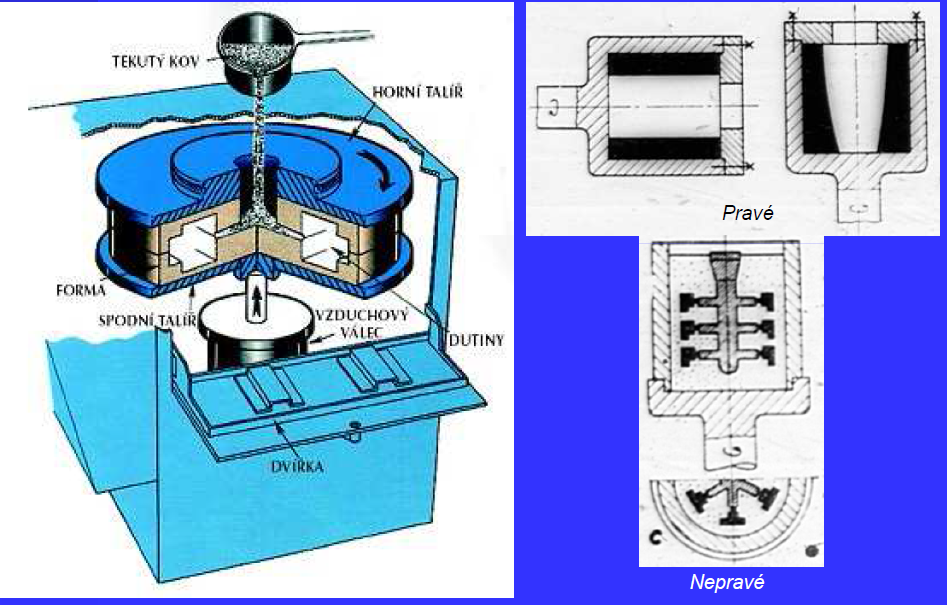
38 Odstředivé lití

39 Kontinuální lití - polotovary

40 Lze i použít techniku spalitelného modelu
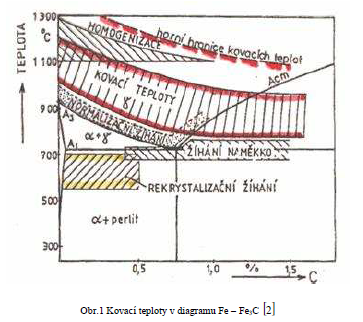
41 Kování Kování je beztřískové tváření zahřátých kovů pomocí úderů a rázů. Objemové tváření. Oproti jinému obrábění neztrácí materiál tolik na pevnosti, naopak se jeho houževnatost zvětšuje. Před kováním se materiál z pravidla ohřeje v peci nebo v kovářské výhni na kovací teplotu. U oceli je to asi 800 až 1000 C, tehdy se mění její struktura a je tím mnohem lépe tvářitelná (materiál dosáhl rekrystalizační teploty). Tváření probíhá buď ručním kováním, nebo strojně, kde je časté takzvané kování za studena, nebo tzv. poloohřevu. Strojní kování pomocí lisu či bucharu může být volné nebo zápustkové.

42 Kování Volné jednoduché nástroje i strojně pomocí bucharu (údery) Zápustkové - v bucharu nebo lisu (tlak) Jedná se o zatlačování kovu do dutiny nástroje (zápustky). Zápustkové kování se skládá ze tří základních operací předkování vlastního kování ostřižení výronku Používá se většinou pro menší výrobky a velký počet sériově vyráběných výkovků Postup vzniku klikového hřídele čtyřválcového spalovacího motoru s použitím zápustkového kování - shora: polotovar, tři fáze výkovku, konečný obrobený výrobek.
43 Zápustkové kování

44 Základní operace Pěchování - stlačování kovu ve směru hlavní osy tváření zvětšuje se šířka na úkor výšky polotovaru Prodlužování deformace kovu stlačením ve směru kolmém k hlavní ose polotovaru
45 Zápustky Dělíme Otevřené Uzavřené materiál, který je vložen do dutiny zápustky během kování vyplní dutinu a přebytečný materiál je vytlačován do tvarované mezery mezi horní a dolní zápustkou ( výronková drážka) Kov dokonale vyplňuje dutinu výkovek bez výronku Postupné Kováme postupně v různých dutinách buď výkovek přenášíme nebo přestavujeme dutiny

46 Jednodutinová otevřená zápustka
47 Válcování Objemové tváření podobně jako kování Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 oc a válcují se na předvalky. Z těch se pak vyrábějí válcováním konečné výrobky vývalky (tyče, kolejnice, plechy, pásy, trubky, apod.).
48 Plechy Plechy se válcují ve válcovacích stolicích s hladkými válci z plochých předvalků. Nejprve se válcuje napříč, aby se dosáhlo potřebné šířky plechu a potom se plech otočí o 90o a válcuje se podélně. Tím se dosáhne stejnoměrné tloušťky a rovnoměrnějších vlastností materiálu v podélném i příčném směru válcování. Vyrábějí se jak plechy tlusté, tak i tenké. Hranicí jsou 4 mm. Válcování za studena se používá pro výrobu plechů s hladkým povrchem a velkou přesností, i když výchozím polotovarem jsou pásy válcované za tepla. Hlubokotažné plechy jsou plechy s dobrými mechanickými vlastnostmi, např. převálcované za studena.

49 Profily a trubky Speciální postupy např: Mannesmanův způsob Stiefelův způsob
50 Další techniky objemového tváření Tažení drátů a profilů Protlačování
51 Plošné tváření Stříhání Ohýbání Tažení
, jednak na vystřihování součástek z plechu buď pro konečné použití nebo pro výrobky na další technologie (ohýbání, protlačování, tažení, atd.) a jednak na dokončovací a nebo pomocné operace.")
52 Stříhání Stříhání je nejrozšířenější operací tváření. Používá se jednak na přípravu polotovarů (stříhání tabulí nebo svitků plechů, stříhání profilů, vývalků, apod.), jednak na vystřihování součástek z plechu buď pro konečné použití nebo pro výrobky na další technologie (ohýbání, protlačování, tažení, atd.) a jednak na dokončovací a nebo pomocné operace. Kromě klasického stříhání existují i další operace, které se nazývají podle způsobu odstraňování materiálu. Patří sem děrování, vystřihování, ostřihování, přistřihování, atd. Stříhání lze i za tepla pro tlusté nebo tvrdé materiály Střižník se vtlačuje do plechu a ten do otvoru střižnice a napětí překračuje mez kluzu a na hranách střižníku a střižnice se blíží mezi pevnosti

53 Ohýbání Ohýbání je proces tváření, při kterém je materiál trvale deformován do různého úhlu ohybu s menším nebo větším zaoblením hran. K ohýbání používáme nástroje ohýbadla, skládající se z ohybníku a ohybnice. Výrobkem je výlisek ohybek. Ohnutí tělesa (vzniklé tvary jsou nazpět rozvinutelné) do žádoucího tvaru využívá stejných zákonů plasticity, jako ostatní způsoby tváření - překročením meze kluzu dosáhneme oblasti plastické deformace. Plastická deformace je doprovázena deformací elastickou. Po průřezu je to pružně plastická deformace, která má různý průběh od povrchu materiálu k neutrální ose Pominou-li vnější síly na deformované těleso, rozměry tělesa se částečně vrátí do původních, tj. těleso odpruží. Zatímco u dříve probraných technologií bylo odpružení zanedbatelné, má při ohýbání značný význam. Odpružení při ohybu se projevuje jako úhlová odchylka g, jejíž význam roste s délkou ramen. Zpětné odpružení ohýbaných součástí je způsobeno vlivem pružné deformace materiálu kolem neutrální osy. Velikost úhlů odpružení závisí na tvárnosti materiálu, poloměru ohybu a způsobu ohýbání. Bývá v rozsahu 3 až 15o.
54 Tažení Tažením plechů a pasů vzniká prostorový výlisek nerozvinutelného tvaru. Podle tvaru výlisku můžeme proces tažení dělit na tažení mělké a hluboké, tažení bez a se ztenčením stěny, tažení rotačních a nerotačních tvarů a dále tažení nepravidelných tvarů (tzv. karosářské výlisky). Výchozím polotovarem je přístřih plechu, pás plechu nebo již jinak zpracovaný polotovar, který lze zpracovávat následujícími technologiemi: prostým tažením, tažením se ztenčením stěny, zpětným tažením, žlábkováním, rozšiřováním a lemováním, zužováním, přetahováním, napínáním a speciálními způsoby.

55 Princip tažení Princip tažení je ideální vysvětlit na tažení jednoduchého válcového tvaru se dnem. Potom obdobným způsobem lze získané výsledky aplikovat i na výtažky hranatých nebo nepravidelných tvarů. Zatlačujeme-li tažník do tažnice, posunuje se plech přes tažnou hranu, která se z celého nástroje nejrychleji opotřebuje. Síla potřebná k tažení se kontroluje z podmínky pevnosti válcové části nádoby, která se nesmí při tažení přetrhnout. Je nutné uvažovat vliv tření a zpevnění materiálu. Tažení je technologický proces, při kterém se přesouvá značná část, značný objem materiálu. Tento přesunutý objem je schematicky na obrázku znázorněn v podobě vyšrafovaných trojúhelníků. Tento objem materiálu se během tažení vytlačuje, zvětšuje výšku nádoby, mění tloušťku stěny. Je patrné, že vyšrafované plochy (trojúhelníčky) přebývají. Plech v místě příruby snahu se vlnit.
56 Další literatura
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
ŠABLONY INOVACE OBSAH UČIVA. Označení STT Mel. 1. 20. Zpracování kovů tvářením za tepla a za studena. Interaktivní program na výměnném disku
 ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Slouží jako podklad pro výuku tváření za tepla - zápustkové tváření. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
Tváření. Tváření za studena. Tváření za tepla
 Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
POLOTOVARY VYRÁBĚNÉ ODLÉVÁNÍM
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Uplatnění ocelových konstrukcí
 Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
Zvláštní způsoby tváření za studena
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
TE1 slévání 1 /u12133
 TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Úvod. je možné rozdělit podle: Ohřev materiálu Technologie objemového tvář ení
 Úvod Technologické tvářecí procesy je možné rozdělit podle: Ohřev materiálu Technologie objemového tvář ení Úvod Definice Výhody, nevýhody Definice Tvářením kovů rozumíme technologický (výrobní) proces,
Úvod Technologické tvářecí procesy je možné rozdělit podle: Ohřev materiálu Technologie objemového tvář ení Úvod Definice Výhody, nevýhody Definice Tvářením kovů rozumíme technologický (výrobní) proces,
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
VÝROBA TRUBEK. Polotovary
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Význam polotovarů a jejich začlenění do výrobního procesu
 1 POLOTOVARY Význam polotovarů a jejich začlenění do výrobního procesu Výrobou výchozího materiálu v hutích výrobní proces nekončí, vyrobený surový materiál je nutno ještě přeměnit na polotovar a ten dále
1 POLOTOVARY Význam polotovarů a jejich začlenění do výrobního procesu Výrobou výchozího materiálu v hutích výrobní proces nekončí, vyrobený surový materiál je nutno ještě přeměnit na polotovar a ten dále
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY. Ocelové odlitky Litinové odlitky Zápustkové výkovky
 Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Technologičnost konstrukcí. Šimon Kovář Katedra textilních a jednoúčelových strojů
 Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
TE1 slévání 2 /u12133
 TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Vývoj použití materiálů v automobilovém průmyslu
 Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
VÝROBA JEDNORÁZOVÝCH (NETRVALÝCH) FOREM
 FOREM") Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Technologie tváření kovů
 Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 1: Úvod - Charakteristika slévárenství (hutní, výroba tvarových součástí), význam slévárenství v rámci netřískových technologií. Slévárenská výroba a její
TECHNOLOGIE I (slévání a svařování) Přednáška č. 1: Úvod - Charakteristika slévárenství (hutní, výroba tvarových součástí), význam slévárenství v rámci netřískových technologií. Slévárenská výroba a její
Problematika technologičnosti konstrukce a výroby velkých odlitků raznic
 Problematika technologičnosti konstrukce a výroby velkých odlitků raznic Petr Chupáč 1 Úvod do problematiky Na FS ČVUT v Praze Ústavu strojírenské technologie se provádí studie technologičnosti konstrukce
Problematika technologičnosti konstrukce a výroby velkých odlitků raznic Petr Chupáč 1 Úvod do problematiky Na FS ČVUT v Praze Ústavu strojírenské technologie se provádí studie technologičnosti konstrukce
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Tváření výbuchem. Bc. Lukáš Kučera
 Tváření výbuchem Bc. Lukáš Kučera Diplomová práce 2012 UTB ve Zlíně, Fakulta technologická 2 UTB ve Zlíně, Fakulta technologická 3 UTB ve Zlíně, Fakulta technologická 4 Bc. Lukáš Kučera Obor: Řízení jakosti
Tváření výbuchem Bc. Lukáš Kučera Diplomová práce 2012 UTB ve Zlíně, Fakulta technologická 2 UTB ve Zlíně, Fakulta technologická 3 UTB ve Zlíně, Fakulta technologická 4 Bc. Lukáš Kučera Obor: Řízení jakosti
Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman
 ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
- je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku
 7. Odlévání - je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku Odlitek Odlitek je buď hotový výrobek, nebo
7. Odlévání - je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se tavenina vlije do formy, jejíž dutina má tvar a velikost odlitku Odlitek Odlitek je buď hotový výrobek, nebo
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Konstrukce ohýbacích nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Návrh zápustky. Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 06 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření za tepla, volné kování. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký
 Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký 29.4.2015 Cíl přednášky Cílem přednášky je seznámit posluchače s problematikou velkoplošných karosářských dílů ve vztahu ke konstrukci a výrobě
Proces vývoje a výroby dílů karoserie Ing.Petr Chaloupecký 29.4.2015 Cíl přednášky Cílem přednášky je seznámit posluchače s problematikou velkoplošných karosářských dílů ve vztahu ke konstrukci a výrobě
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Slévárenství
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Slévárenství Odlitky tvoří převážnou část kovových strojů. Slévárenství je způsob výroby kovových součástí,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Slévárenství Odlitky tvoří převážnou část kovových strojů. Slévárenství je způsob výroby kovových součástí,