Technická univerzita v Liberci Fakulta strojní BAKALÁŘSKÁ PRÁCE. Jméno a příjmení: Martin Hotový
|
|
|
- Miluše Slavíková
- před 6 lety
- Počet zobrazení:
Transkript
1 Technická univerzita v Liberci Fakulta strojní BAKALÁŘSKÁ PRÁCE Rok odevzdání: 2010 Jméno a příjmení: Martin Hotový
2 Technická univerzita v Liberci Fakulta strojní Katedra obrábění a montáže BAKALÁŘSKÝ studijní program: Výrobní systémy Zaměření: Řízení výroby Postup generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 ve firmě KINC, spol. s r.o. General Repair Procedure and Modernization of the Jig Borer WKV 100 in the company KINC, spol. s r.o. KOM Martin Hotový Vedoucí práce: doc. Ing. Dušák Karel, CSc. Konzultant: Kinc Pavel (Kinc, spol. s r.o.) Počet stran: 59 Počet příloh a tabulek: 4 Počet obrázků: 13 Počet modelů nebo jiných příloh: - Datum:
3 Označení BP: 1120 Řešitel: Martin Hotový Postup generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 ve firmě KINC, spol. s r.o. ANOTACE: Tato bakalářská práce si bere za cíl vypracovat komplexní postup generální opravy a modernizace souřadnicové vyvrtávačky WKV 100, a to hlavně z pohledu technologického řešení v závislosti na požadavcích, pro který je stroj modernizován. Ukazuje, jakým způsobem se dají využít poznatky v tomto strojírenském oboru a zároveň dokazuje, že správnou volbou modernizace a stupně generální opravy lze téměř vždy docílit požadovaného technického stavu stroje jak v oblasti technologické, tak i kapacitní. Rovněž bere v úvahu technicko-ekonomický aspekt opravy a modernizace. General Repair Procedure and Modernization of the Jig Borer WKV 100 in the company KINC, spol. s r.o. ANNOTATION: This Bachelor Dissertation aims to work out a complex general repair procedure and modernization of the jig borer WKV 100 especially in terms of the technological solution concerning the requirements for which the machine is modernized. It shows ways how to use knowledge in this machinery branch and it also proves that choosing the proper procedure of modernization and the proper degree of general repair it is always possible to reach the required technical state of the machine both in terms of technology and capacity. Technical and economical aspect of the repair and modernization is taken into consideration too. Klíčová slova: MODERNIZACE, GENERÁLNÍ OPRAVA, SOUŘADNICOVÁ VYVRTÁVAČKA, ODMĚŘOVACÍ SYSTÉM Zpracovatel: TU v Liberci, KOM Dokončeno: Archivní označ. zprávy: Počet stran: 59 Počet příloh: 4 Počet obrázků: 13
4 Prohlášení Byl jsem seznámen s tím, že na mou diplomovou práci se plně vztahuje zákon č. 121/2000 Sb., o právu autorském, zejména 60 školní dílo. Beru na vědomí, že Technická univerzita v Liberci (TUL) nezasahuje do mých autorských práv užitím mé diplomové práce pro vnitřní potřebu TUL. Užiji-li diplomovou práci nebo poskytnu-li licenci k jejímu využití, jsem si vědom povinnosti informovat o této skutečnosti TUL; v tomto případě má TUL právo ode mne požadovat úhradu nákladů, které vynaložila na vytvoření díla, až do jejich skutečné výše. Diplomovou práci jsem vypracoval samostatně s použitím uvedené literatury a na základě konzultací s vedoucím diplomové práce a konzultantem. Datum: Podpis:
5 Obsah 1. Úvod Hlavní cíl práce Členění práce 9 2. Technický popis souřadnicové vyvrtávačky WKV Technická data stroje Důvody generální opravy a modernizace Modernizace stroje Stupeň modernizace Modernizace volbou digitálního odměřovacího a řídicího systému Rozšíření pracovních možností stroje Zvýšení variability Modernizace z důvodu potřeby splnění platné legislativy Návrh postupu generální opravy a modernizace WKV Vstupní část Převzetí stroje Vstupní měření Posouzení požadavků na modernizaci stroje Postup demontáže Pracovní část Obecná část Postup generální opravy - mechanická část Elektrotechnická část 34 5
6 4.3. Výstupní část Transport do místa užívání, ukotvení Výstupní měření přesnosti - zkouška přesnosti Údržba stroje Požadavky na pracovní prostředí stroje Doporučeni ke zlepšení postupu generální opravy V části vstupního měření Měřícího a kontrolní zařízení Praktická výstupní zkouška Zabíhání stroje Normativní dokumenty Bezpečnost Závěr Seznam použité literatury Seznam příloh Protokol k výstupní a výkonové zkoušce Pracovní protokol firmy KINC, spol. s r.o Schéma generální opravy - mechanická část Seznam fotodokumentace Fotodokumentace
7 1. Úvod V této práci se teoreticky zabývám návrhem základního postupu generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 ve firmě KINC, spol. s r.o., který by měl sloužit jako vodítko pro zpracování celkového technologického postupu opravy a modernizace. Zároveň se věnuji modernizaci tohoto stroje. Veškeré navrhované postupy a kroky jsem měl možnost vyzkoušet v praxi a ověřit si jejich funkčnost a souslednost. Obsah bakalářské práce jsem tedy postavil z velké části na získaných zkušenostech. K ujasnění některých kroků a obsahových nejasností jsem využil i odbornou literaturu. Opravy a modernizace různých obráběcích strojů tvoří stěžejní část nabízených služeb firmy KINC, spol. s r.o. Svým rozsahem a kvalitou individuálně provedených prací se společnost dostala do podvědomí i u zákazníků za hranicemi ČR Hlavní cíl práce Hlavním cílem je navržení nejracionálnějšího sousledného postupu generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 s ohledem na technické požadavky a na možnost dalšího rozšíření o poznatky, které zajisté vzniknou. Generální opravu zde chápu a rozpracovávám jako uvedení stroje do stavu, který by odpovídal hodnotám, jež byly na samém počátku jeho životního cyklu. V části modernizace se věnuji vylepšení parametrů stroje pro jeho následné efektivnější využívání. Jedním z důvodů proč se zabývám tímto tématem, je skutečnost, že v současnosti stále pracuje ve strojírenských provozech, bez generální opravy a modernizace, až 75% celkové produkce (800 ks) těchto strojů, což vzhledem k jejich stáří ukazuje nadstandardní technickou kvalitu a užitnost. Prodloužení životnosti formou generální opravy a vylepšení modernizací je tak aktuální a zájem o tyto služby vzrůstá. To samozřejmě zvyšuje požadavky na racionální a efektivní pracovní postup kompletní opravy a rozsah modernizace, který však doposud nebyl zpracován a jako norma zcela chybí. 7
8 Ekonomický pohled na proces generální opravy a modernizace je rovněž jedním z důležitých faktorů. Investice vynaložená do těchto procesů stroje WKV 100 se pohybuje pod 50 % celkových nákladů na zakoupení stroje nového se stejnými či podobnými vlastnostmi. Rovněž sortiment v současnosti nabízených obráběcích NC center pro malosériovou či kusovou výrobu je velikostí pracovní plochy oproti WKV 100 (1000 x 1600 mm) menší. Podobné zařízení tedy lze pořídit až v typovém provedení CNC, což je vysoce nákladné a tak výrazně ekonomicky nevýhodné. Chci zde nastínit rozsah modernizace, jejímž provedením je možné docílit zlepšení technických parametrů, kterými se z pohledu funkčnosti, ovládání a rozsahu pracovních možností dostaneme až daleko za úroveň než jaká byla při jeho prvním uvedení do provozu. Rozsah modernizace je nutné volit vždy jako první krok v celkovém procesu generální opravy a modernizace. Dotknu se, ačkoliv to není hlavním posláním práce, i posledního kroku před uvedením stroje zpět do provozu - servisních pokynů, neboť i ty jsou neoddělitelnou součástí procesu, jejichž výsledkem má být co možná nejspolehlivější a nejpřesnější funkce stroje. Výstup práce má poskytnout základní vodítko (přípravu) pro vypracování technologického postupu generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 ve firmě KINC, spol. s r.o., které bude vedeno jako interní technický standard. Následný technologický postup lze rozpracovat ještě dále, do normativních a evidenčních dokumentů, čímž se stane součástí technické stránky procesu, která v kontextu doplní systém kvality managementu jakosti firmy. Standardizace by mohla být jedním z procesů pro obdržení certifikace ISO a Úspěšným získáním certifikátů by firma ukázala, že pracuje v systému, jehož servisní procesy splňují požadavky zákazníka a aplikuje veškeré předpisy, evidence, dokumentace a analyzační činnosti. Rovněž by byla plnohodnotně prokázána snaha o zlepšování a zkvalitňování veškerých poskytovaných služeb. V práci předpokládám základní znalost souřadnicových vyvrtávaček jako obráběcích systémů, společně s jednotlivými částmi a technickým určením. 8
9 1.2. Členění práce První část se zabývá popisem stroje a úkoly, pro které byl zkonstruován. Zároveň přibližuje jeho složení a funkčnost. Ukazuje, jaké řídící a odměřovací zařízení byly u tohoto stroje dodávány. Zahrnuje základní důvody, proč je vhodné stroj generálně opravit a zmodernizovat. V druhé části (Návrh postupu generální opravy WKV 100) se zaměřuji na samotný návrh postupu generální opravy stroje. Postup je rozdělen do dvou obsahových částí (mechanické a elektroinstalační), jejichž jednotlivé úkony člením tak, že jako celek vytvoří přehlednou základní osu pracovního a montážního postupu. V jednotlivých podsekcích vždy nastiňuji způsob a důvod prováděného úkonu, popř. doplňuji další potřebné a upozorňující informace, které jsou k celkovému pochopení postupu nutné. V třetí závěrečné části se věnuji návrhům možného vylepšení pracovního postupu. Dotknu se také údržby stroje, která rovněž přispívá k prodloužení životnosti a správné funkci WKV 100. Lehce nastíním hranici, za kterou nebude možné při vypracovávání technologického postupu jít, vzhledem k současným evropským bezpečnostním normám. 9
10 2. Technický popis souřadnicové vyvrtávačky WKV 100 Souřadnicová vyvrtávačka WKV 100 je velmi rozšířeným dvouosým souřadnicovým vyvrtávacím systémem pracujícím s vysokou přesností, který vyráběla firma Kovosvit n.p. Sezimovo Ústí. Stroj dovoluje nastavení libovolné souřadnice v hodnotě 0,0001 mm s přesností 0,004 mm. Je určen k vyvrtání otvorů s vysokou přesností geometrického tvaru i vzdálenosti os, k velmi přesnému frézování rovinných ploch, zarovnávání, proměřování hotových výrobků či rýsování složitých tvarů dle souřadnic. Umožňuje řezání závitů vnějších i vnitřních. Dále je vhodný pro obrábění složitých obrobků s vysokou přesností bez použití nákladných přípravků. WKV 100 se skládá z lože, na němž se pohybuje v přesném válečkovém vedení stůl s pracovní plochou. Pohyb stolu je plynulý a je zajištěn hydraulickým mechanismem. Upínání je ruční. K loži jsou přišroubovány dva stojany, ve kterých se nacházejí hydraulické válce pomáhající nadlehčovat pohyb příčníku. V jednom ze stojanů je uloženo závaží sloužící k vyvážení vřeteníku. Horní konce jsou spojeny pevným příčníkem, ve kterém je instalováno ústrojí pro náhon obou zvedacích šroubů pohyblivého příčníku. Celé toto uspořádání tvoří kostru stroje. Elektroinstalace je umístěna samostatně ve zvláštní skříni - elektrorozvaděči. Stroj je osazen přesnými měřítky s číslicovou indikací v osách X, Y, Z. V koncových polohách jsou umístěny polohové spínače omezující přestavení. Funkce jsou proti sobě blokovány tak, aby nemohlo dojít k poškození nesprávnou manipulací. Určení využití stroje bylo od počátku výroby směřováno k hromadné i sériové výrobě, a to za velmi příznivé situace, kdy odpadá výroba složitých přípravků. Svojí koncepcí se zařazuje do universálních strojů stavebnicového uspořádání. 10


11 Souřadnicová vyvrtávačka WKV 100 Pozice: 1. lože 2. pracovní stůl 3. stojan 4. stojan 5. pevný příčník 6. pohyblivý příčník 7. svislý vřeteník 8. posuvová skříň 9. vodorovný vřeteník 10. opěra 11. elektrorozvaděč 11
12 2.1. Technická data stroje ¹ Základní rozměry Celková délka mm 4030 Celková šířka mm 3130 Celková výška mm 3313 Hmotnost stroje kg Celkové napětí elektromotorů dle modernizačních úprav Celkový příkon stroje kw 12 Stůl Technická data Upínací plocha mm 1000 x 1600 Přestavení stolu (strojně + ručně) mm 1400 Přestavení stolu ručně mm 80 Posuvy plynulé mm. mm ¹ Rychloposuv (vpřed, vzad) mm. mm ¹ Pohyblivý příčník Přestavení mm 700 Svislý vřeteník Průměr pinoly mm 120 Zdvih pinoly mm 300 Otáčky vřetena - počet stupňů 23 - rozsah ot.min ¹ Vrtací posuvy vřetena - počet stupňů 8 - rozsah mm.ot ¹ 0,025-0,63 Frézovací posuvy - počet stupňů 4 - rozsah mm. min ¹ 25, 50, 75, 150 Rychloposuv mm. mm ¹ 1500 Nástrojový kužel special 15 : 100 Druhy řezaných závitů M, W Přestavení po příčníku mm 1000 Výkon motoru dle modernizace (kw) 4-5 ¹ data uváděná výrobcem 12
13 Vodorovný vřeteník Průměr pinoly mm 120 Zdvih pinoly mm 300 Otáčky vřetena - počet stupňů 18 - rozsah ot. min ¹ Vrtací posuvy vřetena - počet stupňů 8 - rozsah mm.ot ¹ 0,025-0,63 Frézovací posuvy - počet stupňů 6 - rozsah mm. min ¹ 50, 75, 100, 150, 250, 500 Nástrojový kužel special 15:100 Výkon motoru dle modernizace (kw) 4-5 Přestavení stojanu mm 700 Ostatní Max. hmotnost obrobku kg 2000 Vlastnosti použitých mazadel Minerální olej: pro hydraulické systémy pohybu stolu, nadlehčování příčníku Viskozita při 50 C mm². s ¹ Bod vzplanutí min. 180 C Číslo kyselosti mg KOH/g max. 0,05 Olej pro mazání převodů, svislého vřeteníku, posuvové skříně, pohyblivého příčníku, zvedacího ústrojí v pevném příčníku, zvedacích šroubů Viskozita při 50 C mm². s ¹ Bod vzplanutí min. 210 C Číslo kyselosti mg KOH/g max. 0,05 Mazání ložisek vřeten: tuk s vysokou vazkostí Mazání kluzných vedení a vodících ploch přesných pravítek: Viskozita při 50 C 31-37mm². s ¹ Olej pro převodový mechanismus vodorovného vřeteníku: Viskozita při 50 C 33-35mm². s ¹ 13
14 2.2. Důvody generální opravy a modernizace Důvodem ke generální opravě a modernizaci již opotřebovaného stroje je možnost výhodně (technicky i ekonomicky) zlepšit jeho stav popř. i vyhovět legislativním normám. Definice: Modernizace je oprava nebo úprava zastaralého tak, aby odpovídalo současným potřebám [1] Většinu dílů plně repasujeme. Zbylé pak vyměníme dle potřeby za nové. Dosáhneme tím velmi hospodárného řešení pro strojírenskou výrobu zadavatele s vysokým ohledem na požadované technické parametry a užitnou hodnotu stroje. Samotnou modernizaci beru jako zásah do řídicího a technicky zastaralého systému stroje, který je nahrazen systémem novým, moderního typu, což s sebou přináší zvýšení technologického využití stroje a zjednodušení ovládání. To vše se kladně projeví ve zvýšení produktivity. Správně zvolený a navržený proces modernizace bude mít vliv i na hospodárnost využití nejen z hlediska technického a produktivního, ale v souvislosti úsporou energie a času na údržbu, což se pozitivně odrazí především ekonomicky. Všechny pozitivní důsledky, které oprava a modernizace, pak napomohou k větší efektivitě a organizaci práce ve firmě KINC, spol. s r.o. Rovněž čím dál větší požadavky výrobních procesů na bezporuchovost a přesnost strojů zadávají myšlenku jak předejít případným poruchám. S tímto problémem nám opět může velmi výrazně pomoci právě vhodný stupeň modernizace. [1] Citováno z 14
15 3. Modernizace stroje Stupeň modernizace O stupni a směru modernizace WKV 100 je nutné rozhodnout před samotným zahájením generální opravy. Jedná se o první krok celého procesu. WKV 100 lze zmodernizovat na zařízení typu NC (Numerical Control) pracujícím v čtyřosém systému nebo na zařízení typu CNC (Computer Numerical Control), které v tomto případě pracuje v sedmiosém souřadnicovém systému. Činnosti stroje jsou řízeny automaticky zadáváním povelů v hodnotové podobě z počítačového programu (u typu CNC), popř. kódovými povely (u typu NC). Tím je minimalizován vliv obsluhy, což samozřejmě přinese snížení počtu operačních chyb. Modernizační úpravou rovněž docílíme přesností a opakovatelností obrábění, neboť odměřování bude probíhat digitálně ve vysoké mikrometrové přesnosti. Řídicí systém umožní v reálném čase zpracovat veškeré informace o pohybu nástrojů, jejich rychlosti, spuštění či vypnutí pomocných funkcí. Obrábění povrchu včetně jiných operací bude automatické, přesné a návazné. Stroj je možné nadstandardně doplnit i o technická zařízení, která poskytují kromě běžných činností i činnosti specifické (např. vybrušování). Vzhledem k velkému rozsahu variability ve volbě modernizace je nutné mít před zahájením generální opravy jasnou představu o požadovaných funkcích stoje a jeho účelu. V úvahu bychom měli vzít i možnosti částečné automatizace, kterou bychom opět zvýšili pracovní účinek. Při rozhodování o stupni modernizace bereme v úvahu: pro jaké převažující obráběcí operace bude stroj využíván převažující směry obrábění (horizontální, šikmý, vertikální) nároky na přesnost tvarů a rozměrů (přesnost odměřování) požadovanou míru automatizace ovládání stroje nároky na hospodárnost využívání stroje 15


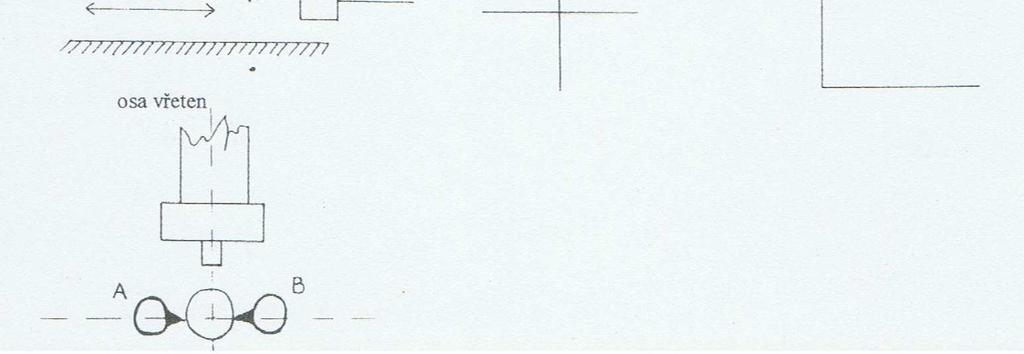
16 3.2. Modernizace volbou digitálního odměřovacího a řídicího systému Volba vhodného digitálního odměřovacího a řídicího systému (automatu) je nejdůležitějším krokem modernizace, bez kterého by celá generální oprava pozbývala smyslu. Je možné vybírat ze široké nabídky firem poskytujících rozsáhlou variabilitu sortimentu v různé kvalitě i přesnosti. Díky nabízené škále zohledníme hledisko ekonomické. Typ řídicího programovatelného automatu je volen tedy dle individuálních nároků. V konečném důsledku rozhodujeme mezi NC/CNC obráběcím systémem. Pozn.: jedním z osvědčených řídicích programovatelných automatů a odměřovacích systémů splňujících uvedené požadavky je např. typová řada POSITIP od firmy HEIDENHAIN (viz. obr. č. 7.), která byla mezi prvními dodavateli a inovátory pro jmenovaný stroj. Volit však lze i z jiných dodavatelů např. Siemens, Mefi. Odměřovací systém navrhneme s ohledem na požadavky přesnosti. Standardně je doporučeno vybírat ze tří řad lineárních snímačů polohy s vysokoprofilovým pouzdrem měřítka a přesností odměřování: ± 2, ± 5 a ± 1 µm. Montáž se provede velmi jednoduchou formou pomocí montážních lišt, které jsou na stroj umístěny během samotné generální opravy. Schéma uložení odměřování Digitální odměřování vykazuje: definované chování při zahřívání vysokou odolnost proti vibracím snímání jednoho pole 16
17 Veškeré odměřovací prvky, modernizační úpravy, jsou propojeny s digitální indikací, která poskytne tyto výhody: rychlost přesnost bezpečnost Přenosové prvky staršího stroje neumožní vždy 100 % nastavení stupnic a tak je výroba v setinových přesnostech časově nestálá. Lineární digitální odměřování však zjišťuje přímo chyby v osových saních. Vůle v mechanických převodových prvcích (vřetenu, ozubených kolech apod.) pak nebudou mít na přesnost měření žádný vliv. Tímto přímým odečítáním docílíme větší přesnosti jednotlivých pracovních funkcí a snížíme zmetkovitost Rozšíření pracovních možností stroje Přesný kontrolní odměřovací stroj získáme instalací inkrementálního dotykového měřidla - dotykové snímací hlavy a sondy. Dotyková sonda spojitě odměřuje ve třech osách dráhu polohy hlavy. Využívá k tomu indukční snímače polohy. Hodnoty jsou ukládány do paměti řídicího systému. Ten identifikuje a následně zaznamená tvar povrchu. To významnou měrou rozšiřuje užitné vlastnosti stroje, které usnadňují a zjednodušují práci při nalezení nulového bodu obrobku. Vzhledem k požadavkům na vysokou přesnost jednotlivých operací rostou i nároky na upínací vložku vřetene, do které se snímací hlava umisťuje. Musí být jednotná, aby vždy došlo k správnému a stejnému vycentrování dotykové sondy. Tímto docílíme zaručenou výstupní přesnost odměřování v požadovaných tolerančních mezích. Proces instalace snímací hlavy jako celku příznivě eliminuje časté přestavování. Není tedy třeba využívat mnoho druhů koncových měrek, což povede opět ekonomické úspoře. 17
18 3.4. Zvýšení variability Zvýšení obráběcích možností stroje docílíme také přidáním otočného či sklopného stolu (ISOO 80 či ISOS 50), který osadíme vhodným odměřovacím rotačním snímačem pracujícím s úhlovou přesností vyšší než ±5. Tato varianta zvýší variabilitu a užitnou hodnotu stroje větší kombinaci pracovních ploch. Bude tedy možné obrábět složitější obrobky. Otočný stůl je pro své dobré užitné parametry nejčastěji používaným polohovacím zařízením. Rovněž je možné nahradit standardně dodávané pohony stroje novými přímými elektromotory a servopohony, které svým chováním při rozběhu a při brzdění příznivě ovlivní průběh výkonu a točivého momentu v závislosti na otáčkách, schopnost řízení otáček, možnosti nastavování polohy, přesnost výrobního procesu a tím i konečnou kvalitu výrobků. Po případné instalaci nových pohonů bude možné demontovat kompletní rychlostní skříň včetně všech jejich prvků. Tento druh modernizace může poskytnout nejen zlepšení průběhu momentové charakteristiky jednotlivých pohonů, ale zjednoduší i postup generální opravy, neboť odpadne nutnost repase vybavení rychlostní skříně. Eliminujeme tím i možné rušivé vlivy, příčné síly, kmitání nebo vůle v převodech, protože přímý pohon vřeten vykazuje vysokou torzní tuhost, klidný chod a nízkou hlučnost. Dalším přínosem bude jednoznačně schopnost stroje pracovat se zvětšeným výkonem i při velmi nízkých otáčkách, čímž se rozšíří rozsah provozního využití. Elektromotor pro náhon posuvů ponecháme odděleně, aby dosáhl jejich přesného rozpětí a zajistil požadovaný krouticí moment udržující konstantní sílu posuvu při zvolených různých rychlostech. Toto zaručíme využitím frekvenčního měniče. Zde se jeví jako vhodné redukovat či změnit rozsah standardních převodů. Plynulá regulace otáček a posuvů nám umožní se dostat velmi blízce k ideální požadované (hospodárné) řezné rychlosti. Tím velkou měrou odstraníme časové ztráty. 18
19 Pro další zvýšení rozpětí pracovních podmínek stroje je možné provést úpravu v systému pohonu vřeten, a to předimenzováním výkonu servopohonů o cca 20% nad standardní výkon. Pokud však k této možnosti modernizace přistoupíme, je nutné mít stále na zřeteli, že bude docházet i k většímu opotřebení stroje a tím i logickému snížení životnosti. Protihodnotou bude získání takových schopností stroje, jež umožní krátkodobě pracovat ve vyšším režimu výkonu a tím využít i jiné pracovní nástroje (většího průměru atd.) či druhy obráběcích operací. Na zařízení by se tak případně mohla udělat i speciální zakázka, kterou bez tohoto vylepšení nebylo možné splnit. Přednosti obrábění na modernizované WKV100 jsou proto velmi významné. Výkonnost stroje se zvýší tím, že dlouhodobě zachovává vysoké výrobní přesnosti, možnosti optimalizace a snížen výrobní čas včetně nároků na obsluhu Modernizace z důvodu potřeby splnění platné legislativy Provozování stroje se řídí pokyny pro provoz a používání strojů a technických zařízení u uživatele a řídí se požadavky nařízení vlády č. 378/2001 Sb. (Směrnice Rady 89/655/EHS). Z tohoto usnesení je zřejmé, že provozovatel zařízení je povinen nahrazovat nebezpečné technologie bezpečnými nebo méně rizikovými v souladu s vývojem nejnovějších poznatků vědy a techniky. Z tohoto jednoznačně vyplývá, že bez potřebné modernizace řídicích elektrotechnických systémů souvisejících s bezpečností by nebylo možné stroj dále udržovat v provozu. V tomto směru je tedy nutná modernizace přímo z legislativy. 19
20 4. Návrh postupu generální opravy Z hlediska správnosti návrhu chronologického postupu generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 člením proces do třech základních částí (vstupní, pracovní, výstupní), což umožní do budoucna lépe standardizovat servisně technické práce. Jelikož jde o stroj pracující s vysokou přesností je kladen důraz i na fázi samotné demontáže a následné montáže stroje. K zahájení generální opravy však přistupujeme vždy až po stanovení rozsahu modernizace, která je s touto opravou spojena! Ilustrační schéma č. 1.: Členění postupu generální opravy 1. Vstupní část Převzetí stroje, vstupní měření, demontáž a přeprava stroje do místa opravy 2. Pracovní část Postup generální opravy 3. Výstupní část Transport, usazení a montáž stroje, výstupní měření přesnosti, vrtací a výkonová zkouška 20
21 4.1. Vstupní část Převzetí stroje Stroj přebíráme v místě, na kterém byl využíván, aby mohlo dojít k plnohodnotnému posouzení pracovního prostředí, které mělo jednoznačně vliv na jeho chod a tím i životnost včetně rozsahu pracovní přesnosti. V místě se zaměřujeme na posouzení temperance a prašnosti prostoru. Rovněž kontrolujeme servisní historii a samotné postupy a četnost předešlé údržby stroje. Posoudit je třeba rovněž i to, zda odpovídá vše požadovaným a předepsaným normám uváděnými výrobcem Vstupní měření Vzhledem k tomu, že stroj projde kompletní generální opravou a modernizací jsou vstupní hodnoty orientačního charakteru a ukazují míru opotřebení stroje. Proměření vstupních hodnot je žádoucí, avšak rozsah omezíme. Na svislém vřeteníku provedeme: měření roviny pracovního stolu měření roviny příčníku vůči pracovnímu stolu měření vysouvání vřetene čelně a bočně měření kolmosti vřetene měření pojezdu po stojanech čelně a bočně Na bočním vřeteníku provedeme tato měření: měření výsuvu vřetene k pracovnímu stolu měření kolmosti vřetene měření souososti vřeten Veškerá uvedená měření provádíme dle zvláštního Pracovního protokolu 21
22 (viz. příloha č.2.), který byl pro tato měření vytvořen a vychází svým obsahem z protokolu o měření přesnosti, který je normován výrobcem Posouzení požadavků na modernizaci stroje Na vypracovaný vstupní měřicí pracovní protokol navazujeme posouzením technického stavu stroje a určíme konečný rozsah stupně modernizace. Z protokolu totiž může ve vyjimečných případech vyplynout, že generální oprava není bezpodmínečně nutná a plně bude postačovat servis středního rozsahu s aplikací modernizačních kroků Postup demontáže Postup demontáže je dán již samotným sestavením stroje. Práce mohou trvat v rozmezí 2-4 dní a to v závislosti na dostupnosti jeřábové dráhy a pracovního prostoru, neboť tyto faktory významně ovlivňují rychlost těchto prací. Jednotlivé díly ukládáme do speciálních přípravků a obalů. Demontáž provedeme v tomto pořadí: demontáž svislého a vodorovného vřeteníku demontáž pohyblivého příčníku demontáž pevného příčníku demontáž vodicích stojanů a hydrauliky stroje demontáž lože Demontáž optických částí stroje a elektroinstalace provádíme vždy v souladu s jednotlivými body demontáže nosných částí. Díky logickému uspořádání prvků do přepravních přípravků získáme velkou přepravní úsporu a tím samozřejmě ušetříme i kapacitu časovou. 22
23 4.2. Pracovní část Obecná část Postup generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 člením v pracovní části do dvou celků, a to vzhledem k zaměření jednotlivých servisně-montážních úkolů. Je to dle mého názoru vhodné, ačkoliv není zcela možné odstranit prolínání některých úkonů. Situaci navrhuji zohlednit až v návrhu normovaného technologického postupu, jež by měl na práci v budoucnosti navázat. Jednotlivé podsekce obou částí jsou členěny chronologicky tak, aby probíhaly optimálně a efektivně jak z pracovního tak i časového hlediska. Podsekce jsou rovněž doplněny základními informacemi o povaze pracovního úkonu, popř. upozorněním na zásadní problém/y, jež by mohl/y při provádění prací nastat. Tyto informace pomohou vést i při zpracovávání již zmiňovaného technologického postupu. Členění: a) Postup generální opravy - mechanická část b) Elektrotechnická část Postup generální opravy - mechanická část 1) Ustavení stojanů do přípravků a zaškrabání vodicích ploch Stojany je nutné před vyrovnáním (zaškrabáním) dosedajících činných ploch ustavit do speciálních přípravků a vyvážit. Ustavujeme je na tři předem dané úložné body. Čelní plochy ručně zaškrabeme pomocí tušírovacího přípravku (obr. č. 5.) do požadované přesnosti. K měření využijeme speciální váhu (obr. č. 9.), přestože nemá nejmodernější elektronické funkce. Důvodem je nastavení postupu operace, kdy delší doba měření způsobená ustalováním váhy, způsobí vhodně dlouhý odpočinek, což příznivě ovlivní kvalitu samotného zaškrabávání. Strojové zaškrabávání doposud není možné! 23
24 Zaškrabávání bereme jako ruční obrábění velmi přesných a hladkých ploch nástrojem zvaným tušírovací přípravek, který odebírá velmi jemné třísky z výstupků nerovností plochy. Dosedací plochy natíráme speciální barvou, která se zaškrabáváním stírá. Tím zjistíme, které plochy je ještě třeba obrobit. Zařazení tohoto servisního kroku na první místo postupu umožní po dokončení oprav a zásahů odeslat stojany lože ihned do lakovny k aplikaci nového nátěru polyuretanolovou barvou typu RAL. 2) Zaškrabání vodících a dosedacích ploch lože Zaškrabání vodících a dosedacích ploch lože je velmi pracovně a časově náročná operace. Zaškrabáváme stejným postupem jako u bodu 1. V budoucím technologickém postupu se tedy bude vhodné podrobně věnovat pracovnímu propočtu a časovému rozpisu jednotlivých úkonů. Pro průběžné měření rovinnosti je vhodné využít např. měřicí optický přístroj zvaný Autokolimátor typu WILD (obr. č. 8.), popř. moderní laserové odměřování. 3) Přefrézování pracovní plochy stolu Přefrézování pracovní plochy stolu umožní vhodným způsobem odstranit vnitřní napětí (pnutí) v materiálu, které se během používání stroje v ploše stolu nahromadilo. Materiál tzv. otevřeme, čímž jednoduchým způsobem umožníme povolení pnutí. Rovněž připravíme přefrézováním dosedací plochu pro montáž nového odměřovacího zařízení. 4) Demontáž jednotlivých částí pevného příčníku V pevném příčníku je umístěn náhon šroubovým soukolím, rozváděcím hřídelem, ozubenými koly a šnekovým převodem na zvedací šrouby pohyblivého příčníku, který je proveden elektromotorem 1,5 kw 1430 ot./min ¹. Veškeré části v tomto kroku z příčníku demontujeme! 24
25 5) Demontáž částí svislého vřeteníku Svislý vřeteník (obr. č. 2.) je z přepravy, narozdíl od tematické fotografie, již demontován od saní, ke kterým byl pevně přichycen. Dochází k demontáži a následné výměně či úpravě jednotlivých částí vřeteníku (skříně): pouzdra s vřetenem, převodového a posuvného mechanismu, zařízení pro řezání závitů a zařízení pro měření hloubky vrtání. Vzhledem k umístění převodového a posuvného mechanismu, je třeba mít na zřeteli navržení vhodného zařazení poměru otáček a posuvů, které umožní tuto demontáž provést a jednotlivé díly vyjmout! Míru opotřebení, a tím následné výměny jednotlivých částí, zjistíme pohledem, popř. pomocným proměřováním. Doporučení: Vzhledem k postupnému vývoji (nové materiály pro řezací nástroje pracující při jiných otáčkách a pracovních podmínkách) lze individuálně dle určení stroje navrhnout v této části změny převodových mechanismů, jež povedou k vhodnější variabilitě převodů, posuvů a plynulých regulací. 6) Demontáž částí vodorovného vřeteníku Demontujeme veškeré části, které jsou umístěny ve vodorovném vřeteníku, tj. pouzdro s vřetenem, rychlostní skříň, posuvovou skříň, zařízení svislého přestavení, pevný doraz, zařízení pro měření hloubky vrtání a indikační měřící zařízení. Skladba vodorovného převodníku vychází a odpovídá koncepci vřeteníku svislému, proto i zde můžeme variabilně upravit složení rychlostní skříně a tím změnit stupně otáček vřetene. Ve vodorovném vřeteníku (obr. č. 3.) je umístěn poháněcí elektromotor 4 kw 1400 ot./min., který se kompletně demontuje. Proměříme jednotlivé el. obvody statoru a vinutí. Opotřebenou hřídel motoru obrousíme a následně pochromujeme. Pokud hřídel vykazuje velké opotřebení, celou hřídel vyměníme. V případě požadavku na modernizaci měníme elektromotor jako celek za nový! 25
26 7) Zaškrabání pohyblivého příčníku Zde je velmi důležité pamatovat na nutnost zaškrabání pod zátěží. Po příčníku, jehož hmotnost je 1500 kg, jezdí svislý vřeteník o hmotnosti 1000 kg a v provozu ho tak prohýbá. Je tedy nutné rovinnost při generální opravě odměřovat s ohledem na tato příčná provozní zatížení. Při technickém prozkoušení bylo spočítáno, že je nutné příčník zatížit váhou 680 kg s přesností ±10 kg, což postačí k tomu, aby se dostatečně prohnul a mohlo dojít k přesnému zaškrabání nosné pancéřové plochy. Důvodem zaškrabání je, aby se pak dala přesně ohoblovat rovina pracovního stolu. Rovněž je nutné přefrézovat plochy a vyvrtat veškeré ustavovací otvory pro pozdější montáž nového odměřovacího zařízení. 8) Úprava příčníku, demontáž trapézového šroubu a montáž šroubu kuličnového Posuv svislého vřeteníku je prováděn trapézovým šroubem o délce 1,5 m, který po delší době užívání vykazuje nadměrné opotřebení výhradně v omezené části pracovního místa. To způsobí nežádoucí jev, kdy při ručním najetí vzniká velká vůle mezi maticí a šroubem. Proto tento šroub umístěný v příčníku při generální opravě nahradíme šroubem kuličkovým. Kuličkový šroub dáváme nový odpovídající potřebným normám. Šroub je v přesnosti IT 3, resp. IT 1. Z tohoto důvodu provedeme potřebné úpravy pro uchycení šroubu na pohyblivý příčník. Dále navrhneme jiné uložení šroubu a sestavu axiálních ložisek podpěrného domečku. S ohledem na celou sestavu vymezíme nové vůle. 9) Demontáž pinolí Pinole demontujeme z těles vřeteníků, což je z hlediska malých vůlí dosti náročné, neboť i nepatrná nečistota způsobí zadření. Při demontáži mohou vzniknout drobná poškození v jejich uložení (rýhy, otěry, aj.). Tuto skutečnost je nutné zohlednit a vytvořit podmínky pro ověření. Případné vady ihned opravíme začištěním či leštěním. Samotná pinole je nitridovaná (vykazuje vysokou tuhost), takže zde poškození nehrozí. 26
27 Poz.: předejít tomuto problému se ukázalo v praxi jako nemožné, neboť nečistoty se do těchto prostorů dostávají převážně znečištěnou olejovou náplní od otěrů z ozubených kol a rychlostní skříně. 10) Vybroušení nástrojových kuželů vřeten Kužel pro upnutí nástrojů je řady 15 : 100 speciál a používá se výhradně u souřadnicových vyvrtávaček a strojů typu SIP. Kužel přebrousíme bruskou nakulato, čímž zajistíme srovnání jeho geometrické nepřesnosti vymáčknutí, které se vytvořilo při zasouvání vložek pro upnutí nástrojů, popř. mohlo být vytvořeno použitím kužele nevyhovující přesnosti. 11) Výměna ložisek vřeten a jejich náplní Speciální ložiska vřeten NNK mají vnitřní průměr kuželového tvaru a jsou seřizovatelná. Vykazují velkou odolnost proti opotřebení, tepelnou vodivost a schopnost nést zatížení. Vymezují vůli vřeten v pinolích, čímž zaručují tuhost vřetene při vrtání děr a kruhovitost vyvrtávané díry, proto při jejich výměně dbáme zvýšené pozornosti jejich usazování, a to navzdory tomu, že se jedná o standardní proces. Dobré usazení ložisek je základním předpokladem jejich správné funkce. Toho docílíme pouze správným postupem montáže a použitím odpovídajícího nářadí. Doporučení: Z hlediska trvanlivosti stroje je vhodné využít ložiska firmy SKF, alternativně ložiska od firem ZVL či ZKL řídící se ČSN Ve vodorovném a svislém vřeteníku vyměňujeme vždy kompletní sady a sestavy ložisek včetně speciálních typu NN 3010K, NN3012K a radiálně - axiálních ložisek 74012P4. 27
28 12) Oprava a zpětná montáž vřeten Vřetena jsou stěžejními prvky stroje. Přesnost jejich chodu určuje velikost radiálního a axiálního házení. Velmi výrazně má jejich stav a kvalita vliv na přesnost obrábění, životnost nástrojů. Je tedy třeba věnovat velkou pozornost opravě, zpětné montáži a seřízení. Provedeme kontrolu geometrické přesnosti a zjištěné odchylky opravíme obroušením či výměnou za nové. Následně je vmontujeme zpět do pinolí. Doplníme mazací náplně a tím je připravíme pro pozdější seřízení nastavením speciálních ložisek NNK. 13) Výměna těsnících gufer Gufera jsou určena pro stírání oleje v prostoru vřeteníku. Rovněž jsou jimi utěsněny veškeré průchody z vřeteníku na ovládací prvky, aby nemohlo dojít k vytékání olejové náplně. Z hlediska pracovního postupu jde o standardní servisní úkony, se kterými nejsou spojeny téměř žádné potíže. Při opravě všechna gufera vyměníme! 14) Výměna řemenic vřeteníku Řemenice jsou ve stroji litinové a hliníkové. Po době, která závisí na četnosti využívání stroje, se opotřebují a nemají tak přesný tvar pro vedení řemene. Řemenice tedy demontuje a nahradíme novými. 15) Ruční zaškrabání supportu (úprava dosedací plochy pro svislý vřeteník) Support je nejvíce zatěžovanou součástí stroje a to zejména jeho dosedací plochy, na kterých díky provozní době dojde k úbytku materiálu a následnému vyosení. Je tedy třeba nejen důsledného zaškrabání dosedacích ploch, ale i vzájemného seřízení. Docílení vzájemné souososti svislého a vodorovného vřeteníku provedeme nestandardní, avšak velmi zjednodušující úpravou saní. V šesti dosedacích bodech vyvrtáme zahloubení o průměru 32 mm a hloubce 5 mm. Do těchto zafrézovaných bodů následně vložíme speciální zabroušené podložky s přesahem. 28
29 16) Úprava pracovního stolu pro nové odměřování Na pracovním stole přefrézujeme dosedací plochy nového odměřování. Dle technického výkresu, dodaného výrobcem odměřovacího zařízení, vyvrtáme příslušné otvory stavěcích kolíků pro ustavení pravítek. 17) Montáž stojanů na lože Stojany montujeme na dosedací plochy lože. K dolícování a ustavení využijeme kuželové kolíky. Následně překontrolujeme rovinnosti čelních ploch obou stojanů speciálním přípravkem, který je vytvořen výhradně pro odměřování v tomto pracovním úkonu. Nyní je rovněž nutné provléknout první svazky elektroinstalace jednotlivých motorů, koncových spínačů a el. výzbroje. Pozn.: přípravek se skládá z 1,3 m dlouhého ramene, na jehož konci je opatřen číselníkovým úchylkoměrem. 18) Montáž pevného příčníku Pevný příčník je poslední částí, která ve spojení s ložem a stojany vytvoří pevnou kostru stroje. Problém při montáži by neměl nastat žádný, jelikož se ustavuje na vymezovací kuželové kolíky. Zde pokračujeme v instalaci vedení el. výzbroje. 19) Vyvážení kostry stroje Kostru vyvážíme v podélném směru, tedy dle osy X a ve směru příčném, podle osy Y. 20) Zalícování příčníku na stojany včetně nalícování příložek Po zaškrabání kluzných ploch zalícujeme dosedací plochy obou stojanů a uchytíme šesti příložkami, které je nutné nalícovat tak, aby při posuvu příčníku vykazovaly minimální vůli a přitom bylo možné s příčníkem volně pohybovat po stojanech. 21) Zalícování vodorovného vřeteníku na vodicí stojan Postup je stejný jako při zalícování pohyblivého příčníku. Je nutné lícovat na hlavní vodící stojan včetně obou příložek. 29
30 22) Montáž svislého vřeteníku se závažím Na pohyblivý příčník provedeme montáž svislého vřeteníku včetně vyvážení a montáže protizávaží svislé pinole o hmotnosti 120 kg. Důvodem umístění protizávaží je samotná hmotnost pinole 60 kg, která by v případě jeho absence padala dolů a při obsluze by nebyla zajištěna požadovaná přesnost a jednoduchost ovládání. 23) Kompletní úprava a montáž hydrauliky, seřízení V tomto kroku provedeme kompletní úpravu a následnou montáž nového hydraulického systému. Vyměníme či repasujeme zubové čerpadlo a šoupátka v jednotlivých hydraulických kostkách. Vyčistíme olejovou nádrž a opatříme ji ochranným nátěrem. Provedeme tlakovou zkoušku celého systému a vypracujeme revizní zprávu. Seřídíme části hydraulických agregátů a překontrolujeme správnost funkce. 24) Montáž pracovního stolu (výměna krycích pásů lože) Stůl si předškrabáváme mimo lože stroje, proto je třeba ho při zpětné montáži řádně usadit do válečkového vedení včetně umístění nových krycích pasů (ocelové planžety zabraňují padání nečistot) tohoto vedení. 25) Proměření stroje dle Pracovního protokolu V této fázi je již stroj v hrubém stádiu montáže, proto provedeme první kontrolní měření podle Pracovního protokolu firmy KINC s.r.o. (příloha č. 2.). 26) Kompletní montáž odměřování Zde se věnujeme montáži přesných měřítek typu LS včetně indikačního panelu odměřování POSITIP (obr. č. 7.). Jednotlivá pravítka ustavíme a seřídíme všechny snímací hlavy (vůle mezi snímací hlavou a pravítkem je 1,5 mm). Následně namontujeme indikaci, do které propojíme jednotlivá pravítka. Překontrolujeme správnost najíždění, a to za použití odečítacího mikroskopu a přesného kontrolního etalonu. 30
31 27) Osazení otočného stolu odměřovacím systémem Jedná se o nadstandardní část modernizace. V případě požadavku na montáž otočného stolu ISOO 80 je nutné namontovat rotační odměřovací zařízení, které propojíme s indikací odměřovacího systému. 28) Proměření stroje dle Pracovního protokolu Po montáži odměřovacího systému a pauze od předešlého proměřování v délce min 24. hodin provedeme nové proměření dle Pracovního protokolu. Podle zjištěných úchylek, způsobených usazením celkové váhy stroje, přestavíme pohyblivý příčník vůči pracovní ploše stolu. Rovněž seřídíme rovinu pohyblivého příčníku oproti ploše stolu. 29) Přehoblování pracovní plochy stolu Na pinoli svislého vřeteníku umístíme speciální hoblovací hlavu, kterou provedeme ohoblování pracovní plochy stolu, přestože přesnost roviny této plochy je daná již samotným zaškrabáním. Důvodem k hoblování stolu je vytvoření tzv. kanafasu (konkávních brázd) v rámci tolerančního pole stolu, které se na ploše vytvoří díky rádiu hoblovacího nože. Kanafas zabezpečí správné upnutí větších obrobků o velké hmotnosti při dodržení geometrie stolu. Výrazně tím docílíme prodloužení geometrické životnosti pracovní plochy. 30) Proměření stroje dle Pracovního protokolu Provedeme třetí a zároveň poslední měření dle Pracovního protokolu v montážní části. Cílem je: zjistit kolmost pracovní plochy po hoblování a to vůči vedení hlavního stojanu zjistit rovinnost pracovní plochy vůči čelním plochám stojanů proměřit výsuv pinolí oproti pracovní ploše svislého vřeteníku proměřit geometrii bočního vřeteníku tak, aby mohl být seřízen případným doškrabáním do kolmého směru vůči pracovní ploše 31
32 31) Proměření souososti, přebroušení dosedacích podložek svislého vřeteníku Proměříme souosost svislého a vodorovného vřetene, čímž zjistíme, zda je docíleno přesnosti spadající do tolerančního pole. Pokud naměříme chybu, je nutné přebrousit distanční podložky o rozdíl hodnot tak, aby souosost při dalším měření odpovídala. Proces měření následně opakujeme! 32) Seřízení uložení vřeten Seřizování uložení vřetene děláme nasucho z důvodu potřeby zabezpečení přesnosti seřízení. V případě provádění seřízení po namazání těchto částí bychom se vystavili možnosti nepřesností v měření uložení. Vřeteno tedy mažeme až následně. Pozn.: přesné seřízení a usazení vřeten v pinolích bude mít kladný vliv i na ekonomickou stránku provozu stroje. Snížením vibrací a tření na minimum způsobíme šetření nástrojů, kterým se tak výrazně prodlouží životnost. 33) Zabíhání vřeten a pinolí Stroj necháme běžet 2 hodiny na 300 ot./min., následně 2 hodiny na 600 ot./min. a pak 1 hodinu na 800 ot./min.. Mazivo se tak řádně natáhne, rozstříkne a zahřeje. Docílíme vytvoření rovnoměrného mazacího filmu. Pinole se v počátku zabíhání zahřeje až na 70 C. Stroj po prvním zabíhání necháme plně vychladnout. Následně ho opět spustíme v režimu 300 ot. / min. po dobu 8. hodin. Pinole by se již neměla zahřát na tak vysokou teplotu jako v počátku. Pokud se tak stane je indikováno špatné nastavení vůlí a je třeba celý proces seřizování opakovat (tj. rozebrat, vyčistit od maziva, přestavit, proměřit a znovu zabíhat)! Pozn.: špatné seřízení vřeten, zvyšuje teplotu zařízení, která by se šířila do jednotlivých dílů ložisek, vřeten, mazací náplně. Tyto teplotní dilatace by měly za následek změnu uložení vřetena a tím zhoršení přesnosti chodu. Rovněž by mohlo dojít k přehřátí mazacího prostředku, který by také neprokazoval správnou funkci. To by mohlo vést k poškození ložisek. 32
33 34) Kontrola vyvážení stroje Kompletně seřízený stroj znovu proměříme z hlediska ustavení a vyvážení, abychom zaručili jeho správné umístění. I malá odchylka od požadovaných hodnot způsobí naklonění stroje a tím nerovnoměrné stékání mazacích náplní v olejových skříních. V konečném důsledku dojde ke špatnému mazání stroje. 35) Dokrytování stroje Namontujeme kryty jednotlivých částí stroje. 36) Odzkoušení stroje Odzkoušíme funkčnost jednotlivých součástí stroje, tzn. řazení rychlostí, posuvů, správnosti směrů otáčení vřetene, vypínání koncových spínačů, odměřování a řídicího systému včetně jeho softwaru. 37) Vyhotovení Protokolu přesnosti Výrobcem je standardně předepsán postup pro vykonání výstupních měřicích zkoušek. Postup rovněž zahrnuje pokyny pro přípravu a podmínky nutné pro toto měření. Jednotlivé výsledky zaznamenáme do měřicího protokolu. Řídíme se pokyny výrobce. 38) Provedení zkoušky přesnosti dle výstupního předávacího protokolu Při provedení vlastní předávací zkoušky se řídíme normou výrobce. Výsledky zapíšeme do zkušebního protokolu. 39) Provedení vrtací a výkonové zkoušky Výrobcem stroje je doporučeno provádět zkoušku na zkušebním předepsaném vzorku (viz. příloha č.1.), který je odlitkem z materiálu vyžíhaného na tvrdost Hв s třídou obrobitelnosti 10a. Funkční plochy jsou obrobeny na drsnost 0,8 Ra. Zkoušku uskutečníme dle pokynů výrobce a to v místě opravy stroje! 33
34 Stroj přezkoušíme v těchto úkonech na obou vřetenících: frézování (hrubé, jemné) vrtání a vyvrtávání (do plna, převrtat, vyvrtat) zkouška výkonu (vrtání do plna) řezání závitu (převrtat, řezat závit) Pozn.: kontrolu dovolených úchylek mezi jednotlivými operacemi doporučuji provádět dle potřeby a to přímo na stroji či universálním mikroskopu. Úchylku stoupání závitů změříme kalibrem. Rovinnost frézované plochy změříme na kontrolní desce přímo na stroji Elektrotechnická část Elektrotechnickou část jsem vyčlenil z mechanického postupu generální opravy záměrně. Bude tak možné přehledně sledovat jakým způsobem a v jakém rozsahu se elektroinstalační práce rozvodů a zařízení provádí. Rovněž by měla být zohledněna i skutečnost, že samotná montáž elektroinstalace může být prováděna i externími pracovníky firem dodávajícími jednotlivá zařízení. Část zahrnuje postupné kroky kompletní demontáže elektroinstalace a el. výzbroje, která následně projde celkovou opravou, výměnou či modernizací. Modernizace elektrické části se bude velkou měrou rovněž řídit legislativními požadavky na bezpečnost stroje. Vše s sebou nese úkoly ve směru navržení nových rozvodů a schématu elektrorozvaděče. 1) Návrh nového rozvodu elektroinstalace po stroji Nové kabelové rozvody navrhneme v kontextu s přidaným ektrotechnickým zařízením (řídicí automat, digitální odměřovací systém, popř. jiná speciální výbava) tak, aby jejich vedení bylo účelné a v co možná nejkratším rozsahu. V návrhu využijeme prostory vedení předešlé kabeláže. Úpravou elektroinstalace a montáží nových prvků podstatně zredukujme jejich množství díky vysoké míře využití konektorů. 34
35 2) Demontáž a následná montáž elektroinstalace Ze stroje během demontáže, řídící se mechanickou částí postupu, postupně demontujeme všechny elektrické svazky a výzbroj. Kompletně vyměníme kabeláž a elektrické rozvody. Vše následně, s ohledem na mechanickou část, namontujeme dle navrženého schématu elektrorozvodů po stroji a přivedeme k rozvaděči. Jednotlivé kroky montáže elektrorozvodů provádíme v souladu s mechanickými pracemi. 3) Návrh a montáž elektroinstalace nového rozvaděče K docílení správného rozložení spínacích, jisticích a pomocných přístrojů je nutné navrhnout nové uspořádání a členění elektrorozvaděče v souvislosti s tím, jak se stroj modernizoval (změny elektromotorů pro pohon vřetene, nové odměřovací zařízení, rozšíření stroje o vybrušovací zařízení atd.). Při návrhu zohledníme bezpečnostní předpisy dané platnou legislativou. Pozn.: pokud stroj přestavujeme do typu, kdy ho bude možné využít nejen jako souřadnicovou vyvrtávačku, ale i jako vybrušovací stroj, musí dojít mimo rozšíření technické části stroje o speciální vybrušovací hlavu i k rozšíření elektronické řídicí části této hlavy, na kterou je nutné v elektrorozvaděči vytvořit vhodný prostor! 4) Montáž nového řídicího automatu Řídicí automat umístíme do prostoru elektrorozvaděče, který vzhledem k úsporným opatřením ponecháme v původním stavu. 5) Montáž elektroinstalace pohonu osy Y a pohonu vřetene Postup je navázán na požadovaný výkon stroje. Podle toho montujeme typ měniče posunu vřetene. Stroj má příkon 12 kw a vřeteno je poháněno novým motorem o výkonu do 5 kw. Navržen a montován je tedy měnič, který stroj v těchto podmínkách obslouží. 35
36 6) Instalace indikátoru polohy Indikátor polohy, který slouží k zobrazení naměřených hodnot od měřidel délky všech snímačů umístěných na stroji, se montuje čelně na posuvovou skříň. Instalace probíhá dle návodu výrobce. 7) Vypracování SW pro řídicí automat Ve většině případů není již nutné programovat software řídícího automatu, jelikož je již přeprogramován výrobcem. Dojde pouze k jeho odzkoušení a kontrole správné funkčnosti řídicích prvků. 8) Oživení řídícího automatu, softwaru a rozvaděče (dle návodu výrobce zařízení) 9) Vypracování elektroinstalační dokumentace a revizní zprávy Elektroinstalační dokumentaci vzhledem k úpravám zpracujeme zcela nově včetně elektroschématu výzbroje. Zpráva musí v konečném stavu respektovat stav zmodernizovaného stroje a řídit se základní normou ČSN EN a ČSN EN 62061/2005. Zaručíme tím správnost zapojení jednotlivých částí stroje, uchycení konců kabelů, jejich označení a osazení bezpečnostními prvky Výstupní část Transport do místa užívání, ukotvení Transport stroje po generální opravě a modernizaci zpět k zákazníkovi je možno provádět jak v demontovaném stavu, tak i ve stavu smontovaném. Smontovaný stroj je třeba před dopravou řádně naimpregnovat a zabalit. Při přemisťování je si třeba uvědomit, že stroj pracuje s vysokou přesností a tudíž veškeré případné otřesy a rázy jsou vysoce nežádoucím jevem. Před poškozením cíleně chráníme vodicí plochy stolu a lože, což dosáhneme tím, že demontujeme válečkové uložení těchto částí. Následně stroj v uložení podložíme dřevěnými trámky. Dále demontujeme veškerá vyvažující závaží vodorovného a svislého vřeteníku. 36
37 Samotné ukotvení stroje je pak opačným sledem prvotních demontážních procesů z ukotvení. Novou elektroinstalační skříň však již napevno neukotvujeme. Zjednodušíme tím případný servisní zásah v době provozu. Vzhledem k výraznému snížení hmotnosti elektrorozvaděče to není ani prakticky výhodné Výstupní měření přesnosti - zkouška přesnosti V tomto výstupním měření vyjdeme z protokolu o Přesnosti měření, jenž je určitou standardizovanou normou výrobce. Zápis z měření se uvádí do dokumentu: ZÁPIS O ZKOUŠCE PŘESNOSTI SOUŘADNICOVÉ VYVRTÁVAČKY WKV 100, která souhlasí s ČSN a respektuje zásady a podmínky pro měření geometrické přesnosti těchto strojů. Stroj by měl být v průběhu zkoušky umístěn a vytemperován v pracovním prostředí, kde bude následně využíván. Měříme: ustavení stroje přímost pracovní plochy stolu v určených směrech rovnoběžnost upínací plochy stolu se směrem jeho pohybu ve svislé rovině rovnoběžnost pohybu svislého vřeteníku s upínací plochou stolu v rovině příčné kolmost pohybu svislého vřeteníku ke směru pohybu stolu obvodové házení kuželové dutiny vřeten osový pohyb vřeten kolmost osy vřetena k upínací ploše stolu kolmost pohybu objímky vřetena k pracovní ploše stolu kolmost pohybu příčníku k pracovní ploše stolu rovnoběžnost osy vřetena vodorovného vřeteníku s pracovní plochou stolu kolmost osy vřetena vodorovného vřeteníku ke směru pohybu stolu kolmost pohybu objímky vodorovného vřeteníku ke směru pohybu stolu rovnoběžnost os otvoru opěry a vodorovného vřetena se směrem pohybu svislého vřeteníku v rovině svislé a vodorovné různoběžnost os vřeten a osy otvoru opěry 37
38 rovnoběžnost směru pohybu objímky vodorovného vřetena s pracovní plochou stolu rovnoběžnost upínacích drážek se směrem pohybu stolu 5. Údržba stroje Nedílnou součástí celého procesu dodávky generální opravy a modernizace WKV 100 by měla být i úprava schématu běžné údržby stroje s ohledem na nové řídicí systémy a prvky, aby byl stanoven optimální průběh údržby. To by umožnilo prodloužení maximální životnosti jednotlivých dílů a zařízení. Údržba je totiž soubor činností, zabezpečujících stálost, opakovatelnost a zlepšování funkčního stavu stroje a veškerých jeho zařízení. Vzhledem k tomu, že je stroj po generální opravě a modernizaci, je obecně vhodné využívat systému údržby dle jeho reálného technického stavu, což bude mít převážně preventivní charakter. Schéma údržby založíme na kontrolních měřeních rozměrů opotřebovávaných dílů. Výměny náhradních dílů či případné servisní zásahy se následně uskuteční na základě zmenšení rozměru opotřebovaného dílu pod přípustnou mez. To však samozřejmě vyžaduje kontrolu stavu v předepsaných intervalech. Údržbou dle stavu zařízení jsou získány následné výhody: maximálně využijeme životnost dílů a částí zvýšíme dobu disponibility stroje zaručíme pracovní bezpečnost Nevýhodou takového systému údržby je potřeba více nákladů na měřicí techniku včetně aplikace projektového řízení, které s sebou nese zvýšení ekonomických nákladů. 38
39 Optimalizaci údržby můžeme přizpůsobit i velikosti výrobního podniku, který bude stroj využívat. Je možné, že jejich strategie v tomto směru bude určitou kombinací různých preventivních opatření. Většinou však závisí převážně na ekonomickém hledisku a tak se díly vyměňují až při maximálním hraničním opotřebení či snížení přesnosti stroje. Abychom pomohli eliminovat vícenáklady na údržbu a servis jak ekonomické, tak i časové je třeba uživateli stroje navrhnout i preventivní každodenní ošetřování stroje. Čištění stroje Čištění zahrnuje odstraňování třísek a nečistot pomocnými přípravky (např. háčky) či štětce. Je nutné se vyhnout čištění tlakovým vzduchem z důvodu možnosti poškození těsnění pohybem třísek Mazání a doplňování náplní Je nutné dodržet mazání v intervalech, které uvádí výrobce stroje. Používat výhradně maziva předepsaná výrobci! Seřizování Pravidelně přeměřujeme a kalibrujeme nástroje. Konzervace nástrojů Nástroje používané při práci na stroji je nutné konzervovat a udržovat v předepsaném kvalitativním stavu Požadavky na pracovní prostředí stroje umístění ve zvláštním prostoru odděleném od ostatních, aby nedocházelo k nežádoucímu kolísání teplot stroj by neměl stát v blízkosti zdrojů otřesů a vibrací nízká prašnost prostředí v prostoru by neměly působit sluneční paprsky či topná tělesa zamezit vnikání mlhy a kouře teplota 20 ± 1 C 39
40 6. Doporučení ke zlepšení postupu generální opravy 6.1. V části vstupního měření V části vstupního měření lze v případě požadavku na kompletní generální opravu vypustit provádění vstupního měření dle Protokolu přesnosti, jelikož dojde k celkovému rozebrání a repasi jednotlivých dílů. V konečném důsledku bude po generální opravě dosaženo hodnot přesnosti po vzoru technické dokumentace jako při prvním uvedení stroje do provozu Měřící kontrolní zařízení Pro zajištění nelehké racionalizace všech měřicích postupů doporučuji, s ohledem na efektivnost, začít testovat (přestože současná používaná metodika je brána za plně dostačující) moderní laserové zařízení společně s počítačovým softwarem, který umožní rychlé proměření a vyhodnocení stroje (cca do 20 min.). Výhodou může být nejen samotná rychlost proměření, ale i to, že odpadne nutnost složitého nastavování. Systém laserového měření pracuje na principu odchylky kruhové interpolace, tudíž je možné odměřovat ve vertikálním tak i horizontálním směru. Archivace naměřených dat v počítačové podobě a jejich zpětné vyhodnocení umožní okamžité zjištění hodnot a nalezení případných chyb včetně jejich zdrojů. To může velmi výrazně pomoci následné údržbě stroje, neboť se stanoví přesný zdroj nepřesností. Všechny naměřené údaje a jejich rozbor pomocí počítačového systému umožní preventivní sledování přesnosti stroje ve vyžadovaném stupni jakosti. Hodnoty budeme moci vyhodnotit podle norem ISO, ANSI či JIS. Pozn.: jako vhodný systém pro preventivní laserová odměřování a optimalizaci se jeví QC10 Ballbar s diagnostickým systémem Ballbar 5 HPS (High Power System). K testování (proměřování) stroje a zkušebních vzorků je vhodné využít laserový interferometr, který při správné volbě bude lehký, přenosný a kompaktní. Umožní provést kalibraci přesnosti polohování a geometrických charakteristik (odchylek geometrie). 40
41 Měření geometrie interferometrem: úhlová odchylka přímočarost rovinnost kolmost rovnoběžnost 6.3. Praktická výstupní zkouška Výstupní zkoušku doporučuji dělat jak na zkušebním vzorku uvedeným výrobcem v technickém materiálu, tak i na vzorku větších rozměrů, než požaduje technická dokumentace stroje. Standardizovaný vzorek, určený pro tyto zkoušky, totiž svými rozměry neumožňuje odzkoušení stroje v rozsahu pokrývajícím celou jeho pracovní plochu a je pro tyto účely, dle mého názoru, nepostačující Zabíhání stroje Jelikož je stroj po generální opravě, volíme zabíhání ve stejném režimu jako u stroje nového. Tzn., že po měsíčním provozu stroje vyměníme olejové náplně, které je třeba vzhledem k rozdílným vlastnostem používat tak, aby byl zaručen správný a přednastavený posuv. Volíme druhy splňující požadované specifické vlastnosti, jež jsou uvedeny v technických datech stroje. Upozornění: Špatným zvolením mazací náplně může dojít k nežádoucí změně posuvů či nadměrnému opotřebení jednotlivých částí! 41
42 6.5. Normativní dokumenty Z hlediska oprav se jeví jako dobré v budoucnosti standardizovat postupy nejen pro generální opravy, ale rovněž pro menší základní a střední opravy a to následovně. základní (bez přepravy stroje či jeho částí do podniku) střední (přeprava pouze určitých částí stroje k opravě) generální (přeprava celého stroje ke generální opravě) V oblasti přepravy stroje doporučuji normalizovat i podmínky pro přepravu a ustavení nového stroje, které se díky modernizaci mohou odchylovat od norem předepsanými výrobcem. Důvodem je umožnění uživateli samostatné přemisťování stroje v rámci svých podniků (pokud by tato situace byla žádoucí). Přepravní dokumentace by měla zahrnovat: rozměry a hmotnost stroje (včetně nových částí) bezpečnostní pokyny pro dopravu a montáž veškeré výkresy nového vybavení a příslušenství pokyny pro ustavení a uvedení do provozu seznam základních prvků stroje revizní zprávy a výkresy elektroinstalace 42
43 7. Bezpečnost Z pohledu současných standardů bezpečnostních a evropských předpisů o strojích zařízení došlo ke spojení norem bezpečnosti frézek se strojními vyvrtávačkami. Tyto evropské normy byly zapracovány do ČSN EN / /. Spojení je však dle mého názoru nevhodné, protože každý stroj určitého zaměření má svá specifika. Důvod, proč se tak stalo, vidím ve statistikách, ze kterých vyplynulo, že nejčastějším zdrojem úrazů jsou rotující upínací a odletující třísky. To mělo za následek rozšíření bezpečnostních požadavků na jednotlivé stroje. Dle norem pro stroje s ručním ovládáním strojními posuvy nad 2 m/min. a rychloposuvy přesahujícími 5m/min, do kterých patří i stroj WKV 100, se vyžaduje zcela uzavřený pracovní prostor, což je prakticky nesplnitelné. Toto je nyní limitujícím faktorem pro dodávky zmodernizovaných strojů do zemí Evropské unie, neboť není možné získat prohlášení o shodě a získat pro stroj označení CE (Conformity Europe). Bez tohoto označení není možné stroj v zemích Evropské Unie nabízet. 8. Závěr Mým cílem, který jsem si pro tuto práci vytyčil, bylo uvést všechny stránky procesu postupu generální opravy a modernizace souřadnicové vyvrtávačky WKV 100 do kontextu s technickým oborem obrábění tak, aby na náplň bylo možné navázat v souvislosti s vytvořením celkového technologického postupu. Je zřejmé, že již samotná práce ve vztahu k časové souslednosti může být určitou základní vnitropodnikovou normou, nemůže však v žádném případě nahradit absenci technologického postupu. Postup vypracování byl zvolen v takovém rozpětí, že vzhledem ke specifikaci a stáří stroje (včetně doby ukončení výroby), nebylo možné sehnat k vypracování některé manuály a technické dokumentace stroje. Podařilo se mi však z praktického i časového hlediska být přítomen u kompletní opravy a modernizace WKV 100, jejíž doba trvala téměř čtyři týdny. 43
44 Zde jsem mohl jednotlivé úkony sledovat, dělat si poznámky a případně upravovat časový sled. Zároveň mi bylo umožněno otestovat některá pracovní měření a úkony či mi byl poskytnut prostor k odzkoušení a ověření některých nových možností, které jsem rovněž zakomponoval. Celý proces byl pro mě velkou pomocí při pochopení souvislostí tématu jako celku. Po praktické přípravě jsem začal pracovat na samotné teoretické části, ve které jsem charakterizoval stroj jak z hlediska jeho konstrukce a určení tak samotného návrhu postupu generální opravy a modernizace. Praktické zkušenosti, ze kterých jsem v základu vycházel, jsem si při této fázi vypracovávání dával i do kontextu s odbornou literaturou a znalostmi získanými studiem, což mi výrazně pomohlo. Modernizaci jsem vzhledem k její povaze a nutnosti určení rozsahu zařadil téměř na její začátek, aby v následném postupu již bylo zřejmé, jaký je pravý důvod a cíl generální opravy, což se mi dle mého názoru povedlo. Samotný postup generální opravy pak v bakalářské práci řadím do dvou sekcí do Mechanické a Elektrotechnické. Může se na první pohled jevit, že by bylo vhodnější je zapracovat do sebe, ale z hlediska přehlednosti pro další případný rozvoj práce ve směru technologického postupu by to, myslím si, nebylo výhodné. Jak jsem se již zmínil v samotném textu, byl rok ukončení výroby popisovaného stroje již opravdu dávno (r. 1993), což kladlo vypracování další drobné překážky. Je zajímavostí, že stroj je natolik specifický, že většina pomůcek pro jeho opravu je zakázková a nejsou tak stanoveny žádnou normou. Rovněž se v jednotlivých pracovních operacích vyskytují měřicí přístroje, jež by někteří z nás pravděpodobně již nebyli schopni ani identifikovat. Je tedy zvláštní, že i přes možnosti pořízení nových moderních speciálních a měřicích přístrojů, jsou tyto samotnými pracovníky KINC, spol. s r.o., (a tím i mnou v navrženém postupu), brány jako výhodné, neboť s novými přípravky by přišla i vyšší ekonomická nákladnost či prodloužení doby jednotlivých prací. Důvody, jako je nutnost speciálních přípravků, jejich přesná zakázková výroba, potřeba vlastnit požadované měřicí přístroje a v neposlední řadě znalost postupu generální opravy, je možno chápat jako určité KNOW HOW, což dokazuje malá míra poskytovatelů tohoto rozsahu generálních oprav a modernizací stroje WKV 100 (dle dostupných zpráv jsou pouze dva). 44
45 Přínos práce, bych ze svého pohledu strukturovaně shrnul takto: zvyšuje přehlednost celého procesu generální opravy a modernizace stroje dává základ pro budoucí vypracování technologického postupu opravy ukazuje možnosti rozsahu modernizací upozorňuje na možné problémy a úskalí spojené s jednotlivými úkony procesu Téma bakalářské práce se mi zdálo velmi zajímavé a přimělo mě v praxi veškeré postupy aplikovat a odzkoušet. Rovněž na mě kladlo značné požadavky i v přípravě teoretické, neboť bylo nutné si vytvářet i vzájemný kontext jednotlivých přístupů z této stránky. Myslím si, že se mi podařilo v dané problematice velmi dobře zorientovat a zpracovat problematiku, jak jsem si předsevzal. Pokud se podaří vypracovat v budoucnu, tolikrát již zmiňovaný, technologický postup generální opravy WKV 100 bude smysl práce naplněn zcela a beze zbytku. 45
46 9. Seznam použité literatury: KOVOSVIT n.p., Sezimovo Ústí: Souřadnicová vyvrtávačka WKV technický návod. [B.r.]. 83 s. KOVOSVIT n.p., Sezimovo Ústí: Protokol přesnosti. [B.r.]. 16 s. DILLINGER, J. a kol. Moderní strojírenství pro školu i praxi. 1.vyd. Brno: Europa- Sobotáles cz., s. ISBN KAREIS, B., KAREIS, P., KAREIS, B. Technologie oprav. 1.vyd. Prah: Informatorium, s. ISBN FOREJT, M., PÍŠKA, M. Teorie obrábění, tváření a nástroje. 1. Vyd. Brno: Akademické nakladatelství CERM, s. ISBN ŘASA, J., POKORNÝ, P., GABRIEL, V., Strojírenská technologie Vyd. Praha: Scientia, s. ISBN HEIDENHAIN s.r.o., Praha: Výrobní program [B.r.]. 55 s. Wikipedie. Wi-Fi - Wikipedie, otevřená encyklopedie. Wikipedie otevřená encyklopedie. [Online] [Citace: ]. Dostupné na FERMAT cz. s.r.o. Měření přesnosti obráběcích strojů [Online] [Citace: ] Dostupné na 46
47 10. Seznam příloh Příloha č Protokol k výstupní a výkonové pracovní zkoušce (dle výrobce) Příloha č Pracovní protokol firmy KINC, spol. s r.o. Příloha č Schéma generální opravy a modernizace mechanická část Příloha č Seznam fotodokumentace 47
48 10.1. Protokol k výstupní pracovní a výkonové zkoušce 48



49 10.2. Pracovní protokol firmy KINC, spol. s r.o. 49
50 10.3. Schéma generální opravy mechanická část 50
51 51
52 10.4. Seznam fotodokumentace Obr. č. 1.: Souřadnicová vyvrtávačka WKV 100 Obr. č. 2.: Obr. č. 3.: Obr. č. 4.: Obr. č. 5.: Obr. č. 6.: Obr. č. 7.: Obr. č. 8.: Obr. č. 9.: Obr. č. 10.: Obr. č. 11.: Obr. č. 12.: Svislý vřeteník Vodorovný vřeteník Převodní skříň v částečné demontáži Zaškrabávací tušírovací přípravky Vzor povrchové úpravy vodicích ploch po zaškrabání Ovládací monitor indikace digitálního odměřování HEIDENHAIN Sestava měřícího zařízení Autokolimátor Měřící váha CARL SIZE JENA k měření rovinných pancéřových ploch Měřící váha CARL SIZE JENA (speciální úprava) Speciální přípravek na měření rovinnosti ploch Přípravek pro měření čelních dosedacích stojanů a souběžnosti vodicích ploch pracovního stolu Obr. č. 13.: Lineární snímač polohy Heidenhain 52






53 Fotodokumentace Obr. č. 1.: Souřadnicová vyvrtávačka WKV 100 Obr. č. 2.: Svislý vřeteník 53


54 Obr. č.3.: Vodorovný vřeteník Obr. č. 4.: Převodová skříň v částečné demontáži 54




55 Obr. č. 5.: Zaškrabávací tušírovací přípravky Obr č. 6.: Vzor povrchové úpravy vodicích ploch po zaškrabání 55


56 Obr. č. 7.: Ovládací monitor indikace digitálního odměřování HEIDENHAIN Obr. č. 8.: Sestava měřicího zařízení: Autokolimátor 56


57 Obr. č. 9.: Měřicí váha firmy CARL SIZE JENA k měření rovinnosti pancéřových ploch Obr. č. 10.: Měřicí váha firmy CARL SIZE JENA (speciální úprava) 57


58 Obr. č. 11.: Speciální přípravek pro rovinnosti ploch Obr. č. 12.: Přípravek pro měření souběžnosti čelních dosedacích ploch stojanů a souběžnosti vodicích ploch pracovního stolu 58

59 Obr. č. 13: Lineární snímač polohy Heidenhain 59
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA
 FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC
 VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
CNC frézovací centrum T - typu s otočným stolem
 CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
JAINNHER. www.moostrading.cz. Profil společnosti. Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD. Rozloha závodu: 17.
 JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
REQ /A CNC vertikální frézovací centrum musí splňovat následující parametry definované v tabulce č. 1.
 Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY
 UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY 1 O NÁS Fabryka Obrabiarek Precyzyjnych AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA S.A.) byla založena
UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY 1 O NÁS Fabryka Obrabiarek Precyzyjnych AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA S.A.) byla založena
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TB-25Y CNC soustružnické centrum
 TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
ROVINNÉ BRUSKY. Řada AHR
 ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
Y X SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.
![MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.](/thumbs/91/105892726.jpg "MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.") MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
Univerzální CNC a konvenční frézky
 Univerzální CNC a konvenční frézky FNX30 FNE40 FNE50 1 Fabryka Obrabiarek Precyzyjnych O nás AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA
Univerzální CNC a konvenční frézky FNX30 FNE40 FNE50 1 Fabryka Obrabiarek Precyzyjnych O nás AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA
G - série obrábění gra tu. hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby
 G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
Modernizace a opravy obráběcích strojů
 Modernizace a opravy obráběcích strojů Generální opravy Generální opravou se nemění systém ovládacích prvků stroje ani jeho primární funkce. Přesný rozsah generální opravy je závislý na typu stroje a je
Modernizace a opravy obráběcích strojů Generální opravy Generální opravou se nemění systém ovládacích prvků stroje ani jeho primární funkce. Přesný rozsah generální opravy je závislý na typu stroje a je
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:
![Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:](/thumbs/17/153585.jpg "Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:") [ E[M]CONOMY ] znamená: Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L Univerzální frézky s nástrojářskou přesností pro průmyslové aplikace EMCOMAT FB-3 [Vertikální
[ E[M]CONOMY ] znamená: Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L Univerzální frézky s nástrojářskou přesností pro průmyslové aplikace EMCOMAT FB-3 [Vertikální
CNC soustružnická centra se šikmým ložem
 CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
Váš dopis značka/ze dne Naše značka Vyřizuje V Praze Věc: Nabídka dodávky univerzálního hrotového soustruhu SN 50
 TST servis a. s. Šífařská 1/3, 147 00 Praha 4 Tel.: 241 774 596, fax:241 771 218 e.mail: info@tstservis.cz Společnost je zapsána v Obch. rejstříku, odd. B, vl. 148 Hadyna-International s.r.o. Radim Šindel
TST servis a. s. Šífařská 1/3, 147 00 Praha 4 Tel.: 241 774 596, fax:241 771 218 e.mail: info@tstservis.cz Společnost je zapsána v Obch. rejstříku, odd. B, vl. 148 Hadyna-International s.r.o. Radim Šindel
VTB (C) 85R/100R Svislý CNC soustruh
 85R/100R Svislý CNC soustruh") VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
CNC soustruhy SF... STANDARDNÍ PŘÍSLUŠENSTVÍ STROJE VOLITELNÉ PŘÍSLUŠENSTVÍ STROJE SF 43 CNC WWW.FERMATMACHINERY.COM
 CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Geometrická přesnost Schlesingerova metoda
 TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
BND BNJ BND-51SY2 BNJ 42SY/51SY. CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou
 BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D
 [ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
[ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan
 Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou
 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou") Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM
 MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
2016 TOOL TRADE s.r.o. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
CNC SOUSTRUHY ROVNÉ LOŽE. Řada R
 CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO
 JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO Úvod Tento návod k obsluze je určen pro pracovníky obsluhující tento stroj. Všichni pracovníci obsluhy musí být S tímto návodem seznámeni. 1. VŠEOBECNÉ POZNATKY
JEDNOSTRANNÁ TLOUŠŤKOVACÍ FRÉZKA TOS BRNO Úvod Tento návod k obsluze je určen pro pracovníky obsluhující tento stroj. Všichni pracovníci obsluhy musí být S tímto návodem seznámeni. 1. VŠEOBECNÉ POZNATKY
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
THL-620. CNC soustruh. překračujeme běžné standardy přesnosti a služeb
 THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA. Řada FB
 CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní.
 Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
SA Trade bestseller hoblovka s protahem HP-200 (více na straně 28). 6 490,- Dřevoobráběcí stroje
. 6 490,- Dřevoobráběcí stroje") Dřevoobráběcí stroje Kombi brusky Příslušenství, truhlářské svěrky, dlabačka Hoblovky s protahem Truhlářské frézky Soustruhy na dřevo, sada dlát, hoblice 26 27 28 29 30 6 490,- SA Trade bestseller hoblovka
Dřevoobráběcí stroje Kombi brusky Příslušenství, truhlářské svěrky, dlabačka Hoblovky s protahem Truhlářské frézky Soustruhy na dřevo, sada dlát, hoblice 26 27 28 29 30 6 490,- SA Trade bestseller hoblovka
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
HCW HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE
 HCW 2000-4000 HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE ŠKODA HCW 2000-4000 Společnost Škoda představuje novou generaci obráběcích strojů HCW 2000-4000. Unikátní koaxiální pohon vřetene zaručuje bezkonkurenční
HCW 2000-4000 HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE ŠKODA HCW 2000-4000 Společnost Škoda představuje novou generaci obráběcích strojů HCW 2000-4000. Unikátní koaxiální pohon vřetene zaručuje bezkonkurenční
LITINA KATALOG VÝROBKŮ Z LITINY
 LITINA KATALOG VÝROBKŮ Z LITINY Obsah Profil společnosti 3 Popis Litiny 4 Litinové desky 5 Výrobky z litiny 6 Stojany pod litinové desky Somet cz 9 Příslušenství pro litinové desky 10 Výrobní technologie
LITINA KATALOG VÝROBKŮ Z LITINY Obsah Profil společnosti 3 Popis Litiny 4 Litinové desky 5 Výrobky z litiny 6 Stojany pod litinové desky Somet cz 9 Příslušenství pro litinové desky 10 Výrobní technologie
Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje
 Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje Obráběcí centra Jsou to číslicově řízené obráběcí stroje, na kterých je možné obrábět z různých stran beze změny v upnutí obrobku a různými
Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje Obráběcí centra Jsou to číslicově řízené obráběcí stroje, na kterých je možné obrábět z různých stran beze změny v upnutí obrobku a různými
Výkony potřebují kvalitu.
 ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
CNC soustruh CKE 6156Z /1500
 CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
2016 BLUE RAY a.s. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad
 Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
H - série vysokorychlostní obráběcí centra. tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby
 H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
Návod k montáži. Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 25, 32, 45, 63, 71 a 80
 Professional Drive Technology Motors Drives Controls Návod k montáži Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 5,, 45,, 1 a 0 SERVO-DRIVE s.r.o. Nová telefon: +40 54 00 5 5 00 Brno
Professional Drive Technology Motors Drives Controls Návod k montáži Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 5,, 45,, 1 a 0 SERVO-DRIVE s.r.o. Nová telefon: +40 54 00 5 5 00 Brno
TA-25 CNC soustruh. Typ TA 25 (B) TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění
 TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění") TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
Zvláštní příslušenství: příruba brusného kotouče (PBP-200A) obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.
 obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.") Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
Kalibrační přístroje Strana 353
 Kalibrační přístroje Mikrometrické výškoměry Height Mastery Strana 344 Délkové měřicí přístroje - Check Mastery Strana 348 Kalibrační přístroje Strana 353 343 Digitální mikrometrické výškoměry Height Mastery
Kalibrační přístroje Mikrometrické výškoměry Height Mastery Strana 344 Délkové měřicí přístroje - Check Mastery Strana 348 Kalibrační přístroje Strana 353 343 Digitální mikrometrické výškoměry Height Mastery
TOS Hostivař s.r.o. UBB 50
 UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
Produktiv BasiCut EasyCut
 P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
VERTIKÁLNÍ OBRÁBECÍ CENTRA
 CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC
 Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC WFT 130 CNC WRFT 130 CNC WFT 130 CNC a WRFT 130 CNC jsou vodorovné vyvrtávačky stolového typu. V prvním případě se jedná o model s výsuvným pracovním
Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC WFT 130 CNC WRFT 130 CNC WFT 130 CNC a WRFT 130 CNC jsou vodorovné vyvrtávačky stolového typu. V prvním případě se jedná o model s výsuvným pracovním