VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Libor Blažek
- před 6 lety
- Počet zobrazení:
Transkript

1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA REÁLNÉ SOUČÁSTI POMOCÍ TECHNOLOGIE VYTAVITELNÉHO MODELU PRODUCTION OF REAL COMPONENT BY LOST WAX CASTING TECHNOLOGY BAKALÁŘSKÁ PRÁCE BACHELOR'S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR David Remeš Ing. Aleš Jaroš, Ph.D. BRNO 2016
2 Zadání bakalářské práce Ústav: Ústav strojírenské technologie Student: David Remeš Studijní program: Strojírenství Studijní obor: Strojírenská technologie Vedoucí práce: Ing. Aleš Jaroš, Ph.D. Akademický rok: 2015/16 Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma bakalářské práce: Výroba reálné součásti pomocí technologie vytavitelného modelu Stručná charakteristika problematiky úkolu: Bakalářská práce je zaměřena na výrobu reálné součásti pomocí technologie vytavitelného modelu, součástí práce je teoretický rozbor dané problematiky, výroba silikonové formy a následné odlití voskového modelu součásti. Cíle bakalářské práce: Úvod 1. Charakteristika technologie vytavitelného modelu 2. Konstrukce 3D modelu součásti 3. Výroba silikonové formy 4. Odlití voskového modelu součásti Závěr Seznam literatury: HORÁČEK, M. Technologie vytavitelného modelu - technologie pro nové tisíciletí. Slévárenství, 2001, č. 10, s ISSN BEELEY, PR., SMART, RF. Investment Casting. 1st ed. Cambridge: The University Press, p. ISBN HORÁČEK, M - CILEČEK, J.: Capabilities of Investment Casting Technology, Livarski,Vestnik, Vol.54, 4 / 2006, pp CAMPBELL, J. Castings. 1st ed. Oxford: Butterworth Heinemann, p. ISBN Fakulta strojního inženýrství, Vysoké učení technické v Brně / Technická 2896/2 / / Brno
3 Termín odevzdání bakalářské práce je stanoven časovým plánem akademického roku 2015/16 V Brně, dne L. S. prof. Ing. Miroslav Píška, CSc. ředitel ústavu doc. Ing. Jaroslav Katolický, Ph.D. děkan fakulty Fakulta strojního inženýrství, Vysoké učení technické v Brně / Technická 2896/2 / / Brno
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Bakalářská práce se zabývá výrobou skutečné součásti pomocí technologie vytavitelného modelu. V práci je popsána charakteristika technologie vytavitelného modelu, následně konstrukce 3D součásti, výroba silikonové formy, výroba voskového (plastového) modelu součásti. V závěru je provedeno technickoekonomické zhodnocení. Klíčová slova přesné lití, vytavitelný model, silikonová forma, vosk ABSTRACT This thesis deals with the real production of component by using investment casting technology. The thesis describes characteristics of investment casting technology, subsequently construction of 3D component, production of silicone mould, production of wax (plastic) of the model component. At the end of the work is provided technical and economic evaluation. Key words investment casting, lost wax, silicone mould, wax BIBLIOGRAFICKÁ CITACE REMEŠ, D. Výroba reálné součásti pomocí technologie vytavitelného modelu. Brno, 2016, 61 s. Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. Vedoucí bakalářské práce Ing. Aleš Jaroš, Ph.D.
5 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 PROHLÁŠENÍ Prohlašuji, že jsem bakalářskou práci na téma Výroba reálné součásti pomocí technologie vytavitelného modelu vypracoval samostatně s použitím odborné literatury a pramenů, uvedených v seznamu, který tvoří přílohu této práce v Brně Datum David Remeš
6 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 PODĚKOVÁNÍ Děkuji tímto Ing. Aleši Jarošovi, Ph.D. za cenné připomínky a rady při vypracování bakalářské práce a rovněž bych chtěl poděkovat své rodině za podporu během celého studia.
7 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH ABSTRAKT... 4 PROHLÁŠENÍ... 5 PODĚKOVÁNÍ... 6 OBSAH... 7 ÚVOD CHARAKTERISTIKA TECHNOLOGIE VYTAVITELNÉHO MODELU Technologie obecně Historie Charakteristika technologie Výroba forem na modely Výroba voskových modelů Sestavování voskových modelů Výroba keramických forem Vytavování voskových modelů Vypalování keramických skořepin Tavení a odlévání Dokončovací operace Kontrola odlitků Světová produkce a situace v ČR v rámci posledních let Dosahovaná přesnost odlitků - obecně KONSTRUKCE 3D MODELU SOUČÁSTI Ukázka vybrané součásti Rozbor vhodných variant pro výrobu součásti Výběr optimální varianty pro výrobu VÝROBA SILIKONOVÉ FORMY Plastový model Silikonová forma ODLITÍ VOSKOVÉHO MODELU SOUČÁSTI Příprava formy pro odlití voskového modelu Odlití voskového modelu Další postup výroby ZÁVĚR SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK... 52
8 FSI VUT BAKALÁŘSKÁ PRÁCE List 8 SEZNAM PŘÍLOH... 53
9 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 ÚVOD Technologie vytavitelného modelu je jednou z velmi náročných, avšak také velmi přesných metod výroby součástí. Rozšířila se v 50. letech minulého století, do tohoto období byla považována za vysoce specializovanou, a tudíž nepříliš rozšířenou. Termín metoda vytavitelného vosku, nebo častěji používané přesné lití, byl vytvořen z procesu, kdy je na voskový model nanášena keramická hmota, která tvoří skořepinu, posléze formu, do níž je odléván kov. U odlitků vytvořených touto metodou je zaručena vysoká rozměrová i geometrická přesnost a lze odlít i tvarově složité a tenkostěnné odlitky, které jsou pří použití běžných konvenčních metod odlévány náročněji. V některých případech je dokonce nemožné použít klasického konvenčního způsobu odlévání [1]. V této bakalářské práci je obsažen a rozebrán po kapitolách celý proces výroby součásti, konkrétněji části rukojeti navijáku, pomocí technologie vytavitelného modelu. Práce je rozdělena do dvou částí, teoretické a praktické. První část je zaměřena na charakteristiku technologie vytavitelného modelu. Druhá část pak popisuje reálnou výrobu zvolené části rukojeti navijáku pomocí této technologie. V praktické části je zachycen celý postup od volby součásti přes konstrukci v CAD softwaru, vytisknutí modelu v 3D tiskárně a následné upravení stop jednotlivých tištěných vrstev po výrobu silikonové formy a následného odlití voskového modelu, potažmo plastového modelu součásti. Odlití voskového modelu bylo finální operací této práce. V případě pokračování v tomto postupu by následovalo vytvoření keramické skořepiny (formy) pomocí ponoření do obalové hmoty (keramické břečky) a posypávání žáruvzdorným materiálem. Tento proces by byl pro dosažení požadované tloušťky vrstvy opakován několikrát. Další operací by bylo vytavování vosku a vypalování (žíhání) za vysoké teploty v peci.. Následně by bylo možné do takto připravené předehřáté formy odlít roztavený kov. Výstupní výrobek, připravený pro následné zpracování (pokud je nutné), by byl získán vytlučením z keramické skořepiny (formy), oddělením od vtokové soustavy (řezáním), oddělením od nálitků (broušením) a finálním broušením (leštěním).
10 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 1 CHARAKTERISTIKA TECHNOLOGIE VYTAVITELNÉHO MODELU Technologie vytavitelného modelu ( na ztracený vosk nebo přesné lití ) zaujímá v dnešní době hlavní pozici na poli moderních technologií lití kovů. Můžeme ji dále zařadit mezi technologie near-net-shape (produkty blízké hotovým výrobkům), kdy je materiál přeměněn na tvary a rozměry blížící se hotovým výrobkům. Díky této technologii je možné používat materiály, které nelze běžným konvenčním způsobem zpracovat [1]. 1.1 Technologie obecně Přesné lití můžeme chápat jako technologii, kterou lze vytvářet tvarově velmi členité součásti, u nichž je část ploch vyráběna již při lití s takovou rozměrovou přesností a hodnotou drsnosti povrchu, že dokončování v mnohých případech (např. obráběním) není nutné. U ploch, na které jsou kladeny vysoké rozměrové nároky, které je potřeba obrábět, jsou přídavky na obrábění velmi malé a spotřebovaný čas na samotné odstranění a s tím spojené náklady jsou citelně nižší než u jiných (konvenčních) způsobů lití. Jednou z největších předností lití na vytavitelný model je možnost vyrábět tvarově složité odlitky s malými rozměrovými tolerancemi a s velmi dobrou jakostí povrchu. Pomocí této metody lze odlít i vysoce reaktivní materiály, jako je titan a jeho slitiny [2, 3]. 1.2 Historie První zmínky o technologii vytavitelného modelu sahají až do doby př. n. l. do rozlehlé oblasti starověké Číny, dále se šířila do Indie, Egypta a Evropy. Na obr. 1.1 jsou zachyceny artefakty, které byly vyrobeny touto metodou. K hojnému průmyslovému využívání této technologie však došlo až ve 20. století v souvislosti s druhou světovou válkou. Obrovský tlak na výrobu nejrůznějších součástí v období druhé světové války způsobil velký rozmach všech výrobních technologií. Výjimkou nebylo ani lití na vytavitelný model, i když tato technologie zůstávala stále spíše v pozadí ostatních technologií. V Československu se tato technologie začala využívat až v roce 1957, kdy byla postavena první specializovaná slévárna ve Zlíně, v níž bylo vyrobeno 250 tun odlitků ročně.

11 FSI VUT BAKALÁŘSKÁ PRÁCE List 11 Nové modelovací či formovací hmoty a zrychlené výrobní postupy, které využívají mechanizaci jednotlivých částí výrobních úseků, se rozšířily až s rozvojem vědních oborů [4]. Přesné lití tzv. na ztracený vosk je v dnešní době využíváno hlavně v automobilovém a v leteckém průmyslu, v kosmonautice, energetice, elektrotechnice, lékařství, sportu a v nespočtu dalších oborů. Opomenuto nemůže zůstat ani výtvarné umění, v němž tato metoda vlastně vznikla. Hned od vzniku technologie byly na tyto přesně lité odlitky kladeny vysoké jak rozměrové, tak geometrické požadavky. Tato technologie se neustále zdokonaluje a rozvíjí, což je způsobeno neustále se zvyšujícími nároky na přesnost součásti [1, 3]. Obr. 1.1 Bronzová socha Persea s hlavou Medusy (1450) a zlatý hřeben (400 n. l.) [1]. 1.3 Charakteristika technologie Výrobní proces je rozdělen do několika etap, nejlépe celou výrobu vystihuje obr. 1.2, kde jsou vyobrazeny jednotlivé výrobní operace od výroby formy až po finální kontrolu odlitku.
 Výroba skořepin posypávání voskových modelů žáruvzdorným materiálem 5) Vytavování voskových")
12 FSI VUT BAKALÁŘSKÁ PRÁCE List 12 1) Výroba forem na modely 2) Výroba voskových modelů 3) Sestavování modelů do stromečků 4a) Výroba skořepin namáčení voskových modelů do keramické břečky 4b) Výroba skořepin posypávání voskových modelů žáruvzdorným materiálem 5) Vytavování voskových modelů
13 FSI VUT BAKALÁŘSKÁ PRÁCE List 13 6) Vypalování skořepin 7) Tavení a odlévání 8) Odstraňování keramiky 9) Oddělování odlitků z vtokové soustavy řezání 10) Oddělování vtoků z odlitků broušení 11) Dokončovací operace tryskání, broušení, leštění 12) Kontrola Obr. 1.2 Jednotlivé části procesu [5].
14 FSI VUT BAKALÁŘSKÁ PRÁCE List Výroba forem na modely Formy jsou zhotovovány dvojím způsobem, a to obráběním (podle výkresu) nebo odléváním (podle matečného modelu). Obráběné formy (obr. 1.3) se používají hlavně ve velkosériové výrobě, tedy tam, kde je potřeba zajistit dlouhou životnost formy, a dále u výroby odlitků vyžadujících tu nejvyšší přesnost. Odlitky vyráběné v těchto formách jsou velmi přesné, to však za cenu vysokých nákladů na tuto technologii. Relativně nenáročná je výroba forem pro modely bez vnitřních dutin. Modely s vnitřními dutinami nebo tvarově členité modely musí zahrnovat vyjímatelná jádra. Tato jádra jsou náročná z hlediska přesnosti výroby a lícování ve formě. Pro výrobu těchto forem je nejčastěji použita ocel nebo slitiny hliníku [2]. Výhody ocelí oproti hliníku jsou [1]: nižší náchylnost k poškození a deformaci než hliník, snadnější oprava, důvodem je lepší svařitelnost oceli oproti hliníku, nižší náchylnost k poškození u spojovacích hran. Výhody hliníku oproti oceli jsou [1]: jednodušší a rychlejší obrábění, to znamená méně nákladná výroba, voskové modely jsou vyráběny výrazně rychleji, důvodem je lepší tepelná vodivost hliníku, snadnější manipulace a instalace na stroj díky výrazně nižší hmotnosti hliníku. Formy vyráběné podle matečného modelu (odléváním) jsou rozděleny podle velikosti a složitosti a k výrobě takových forem může být použito různých způsobů a materiálů [7]: formy z nízkotavitelných slitin, formy ze zinkových slitin, formy z plastických hmot, formy ze sádry, formy ze silikonového kaučuku,
![FSI VUT BAKALÁŘSKÁ PRÁCE List 15 formy vyráběné galvanoplasticky, formy vyráběné metalizací. Obr. 1.3 Forma zhotovená obráběním [6]. Formy z nízkotavitelných slitin Poměrně jednoduchá a lehká výroba.](/docs-images/93/111889023/images/15-0.jpg "Vyrábí se zalitím kovového matečného modelu nízkotavitelnou slitinou. Matečný model bývá usazen v ocelovém plášti. Modely vyrobené v těchto formách mívají vysoce přesný a kvalitní povrch.")
15 FSI VUT BAKALÁŘSKÁ PRÁCE List 15 formy vyráběné galvanoplasticky, formy vyráběné metalizací. Obr. 1.3 Forma zhotovená obráběním [6]. Formy z nízkotavitelných slitin Poměrně jednoduchá a lehká výroba. Vyrábí se zalitím kovového matečného modelu nízkotavitelnou slitinou. Matečný model bývá usazen v ocelovém plášti. Modely vyrobené v těchto formách mívají vysoce přesný a kvalitní povrch. Nevýhodou je nepříliš dlouhá životnost takových forem, při manipulaci dojde snadno k jejich poškození. Životnost se pohybuje mezi 500 až 2500 kusy modelů [2, 7]. Formy ze zinkových slitin Jsou vyrobeny taktéž zalitím matečného modelu, ale zde je použita zinková slitina. Bývají tvrdší a také odolnější proti opotřebení a deformaci v porovnání s formami
16 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 z nizkotavitelných slitin. Mívají tedy delší životnost a jsou nejčastěji použity na větší série modelů. Nevhodné jsou pro modely s velkými dutinami a šikmými nebo bočními jádry [6, 7]. Formy z plastických hmot Jsou vyrobeny zalitím matečného modelu dentakrylem nebo epoxidovou pryskyřicí. Výroba je relativně jednoduchá a levná. Trvanlivost je nízká, tudíž jsou vhodné pro malé série modelů. Nevýhodou je nízká přesnost a také nízká tepelná vodivost [1, 7]. Formy ze sádry Jsou zhotoveny zalitím matečného modelu sádrou. Využívají se na tvorbu modelů, které mají nízkou rozměrovou přesnost. Jsou tvořeny volným gravitačním litím. Životnost je nízká a jsou využívány při kontrole navržené technologie výroby [6, 7]. Formy ze silikonového kaučuku Matečný model je zalit silikonovým kaučukem, jak je vidět na obr Využití nachází při kontrole navrhované technologie a také pro modely předmětů v bižuterii. Používá se při tvorbě malé série modelů, u kterých není důležitá rozměrová přesnost. Výhodami jsou: krátká doba výroby, tvorba forem s negativními úkosy forma je pružná, poměrně snadná výroba komplikované dělící roviny. Hlavními nevýhodami jsou: nízká tepelná vodivost následkem je prodloužení výrobního cyklu, nízká životnost forem, modely musí být obvykle ořezávány. Tento druh formy jsme použili pro náš experiment [7, 8]. Formy vyráběné galvanoplasticky Vyrábějí se jako kovové skořepiny z mědi, niklu nebo železa v galvanické lázni. Využívají se hlavně na komplikované a dosti přesné modely s nízkou vahou. Nevhodné však jsou pro výrobu modelů s otvory, hlubokými drážkami a zářezy [1, 6]. Formy vyráběné metalizací Výroba spočívá ve vrhání roztavených částic zinku nosným plynem za pomoci metalizační pistole na povrch matečného modelu. Rozprášené částice se deformuji vlivem působení kinetické energie, spojují a vytvářejí pevnou souvislou vrstvu. Vrstva kopíruje všechny tvary, po vytvoření dostatečné tloušťky vrstvy se vzniklá skořepina zalije

17 FSI VUT BAKALÁŘSKÁ PRÁCE List 17 nízkotavitelnou slitinou nebo epoxidovou pryskyřicí naplněnou kovovým práškem. Výhodami jsou: relativně nízká cena formy, krátká doba výroby, poměrně vysoká životnost. Nevýhodami jsou: obtížná úprava formy, modely vyžadují ořezávání, opravy se provádí pouze použitím epoxidové pryskyřice [2, 7]. Obr. 1.4 Forma vytvořená ze silikonového kaučuku [8]. V současné době se téměř ve všech případech používají formy zhotovené obráběním, nejpoužívanějším materiálem bývají slitiny hliníku nebo ocel [7] Výroba voskových modelů Voskové modely se vytváří z voskových směsí (obr. 1.5), samotný vosk nezajistí všechny požadavky, které jsou kladeny na modelovou hmotu. Dnešní voskové směsi se skládají z mnoha komponent, jako je přírodní vosk uhlovodík, přírodní vosk ester, syntetický vosk, montánní vosk, přírodní a syntetická pryskyřice, organické plnivo, voda. Tyto komponenty tvoří sloučeninu. Vlastnosti nezbytné pro ideální voskovou směs jsou optimální: tvrdost, bod tavení, rychlost tuhnutí, povrchová kvalita, viskozita, roztahování/smršťování [1, 7]. Voskové modely jsou vytvářeny dvěma odlišnými způsoby: gravitačním litím do formy a vstřikováním do formy. Gravitační lití do formy bývá použito už jen výjimečně, a to jen při výrobě pomocných modelů, např. vtokových kanálků. Vstřikování do formy je hlavní metodou pro výrobu voskových modelů. Při výrobě
18 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 je využito speciálních vstřikovacích lisů, které vstřikují roztavený vosk pod tlakem do formy. Teplota vstřikování vosku se pohybuje mezi 55 C až 90 C. Teprve po úplném ztuhnutí je model odstraněn z formy. Tyto lisy jsou rozděleny dle stavu vosku, který jsou schopny vstřikovat. Jsou používány 3 základní typy strojů pracujících s voskem a to: tekutým, kašovitým a pevným [2, 7]. Na výrobu voskových modelů je možno použít několik druhů voskových směsí odlišujících se vlastnostmi a zejména použitím [7]: vosky na modely - čisté (neplněné), - plněné, - emulgované, vosky na vtoky, vtokové soustavy, rekultivované vosky, speciální vosky - adhesní (lepivý), - namáčecí, - opravný, - vosky na jádra, - rozpustné vosky Sestavování voskových modelů Modely jsou vytvářeny zpravidla samostatně, z ekonomického hlediska je však vhodnější sestavovat modely dohromady propojením na vtokovou nebo nálitkovou soustavu, a to za pomoci lepení nebo pájení. Vtoková soustava je vytvářena z regenerovaného vosku. Používají se dva druhy sestavování modelů [2]: sestavovaní jednotlivých modelů, sestavovaní více modelů do tzv. stromečku.

19 FSI VUT BAKALÁŘSKÁ PRÁCE List 19 Sestavovaní jednotlivých modelů Tento způsob se využívá hlavně na odlitky vážící více jak 2 kg, někdy však i na menší složitě členité odlitky. Nejčastěji jsou použity odlitky z vysokolegovaných slitin, u kterých vysoká rozměrová přesnost a kvalita znemožňují použití jiné slévárenské technologie. Vtoková soustava s nálitky je zhotovována ve speciálních formách a na model je poté připevněna pájením nebo lepením [2]. Obr. 1.5 Voskové směsi [7]. Sestavovaní více modelů do tzv. stromečku Stromeček je tvořen větším počtem modelů, tyto jsou spojovány jednotlivými vtoky a vtokovou soustavou (obr. 1.6). Konstrukční provedení, tvar stromečku a umístění modelu ovlivňují následné etapy technologického procesu. Nezbytná kritéria, která musí vtokový systém s vhodným umístěním splňovat, jsou následující [2]: při vytavování musí všechen vosk vytéct ze skořepinové formy,
20 FSI VUT BAKALÁŘSKÁ PRÁCE List 20 při pájení nebo lepení nesmí dojít k poškození již připojených modelů, po nanesení poslední vrstvy musí zůstat mezera mezi modely. Slévárny v této době používají ekonomicky standardizované vtokové systémy usnadňující manipulaci, mezioperační dopravu a následné další zpracování [2]. Obr. 1.6 Jednotlivé části stromečku [7] Výroba keramických forem Jedním z hlavních znaků metody vytavitelného modelu je bezpochyby nedělená samonosná forma. Model se vždy po jednom použití zničí vytavením, pro každou formu se tak používá model nový. Abychom předešli porušení křehkého voskového modelu a dosáhli nejvyšší přesnosti, je zapotřebí použít kašovité formovací směsi ( břečky ) a poté posypat ostřivem. Vzhledem k vlastnostem keramických forem je mnoho možností uplatnění přesného lití a nepřeberné množství použitelných slitin. Z tohoto důvodu je možné uvedenou metodou vytvořit takové tvary, kterých jinou metodou běžně není možné dosáhnout [1, 7]. Některá úskalí tohoto procesu však vyžadují zvláštní pozornost. Tepelná roztažnost vosků je relativně velká, skořepiny se však vyznačují poměrně malou roztažností. Někde mezi těmito dvěma se nachází odlévané slitiny. Tyto rozdíly je potřeba optimalizovat, a to hlavně z důvodu ovlivnění přesnosti výroby odlitků. Finální rozměr
21 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 odlitku se nepatrně liší od výchozího voskového modelu, důvodem této nepřesnosti bývá vliv dalších charakteristik procesu, které se tykají rozměrových změn [1, 2] Vytavování voskových modelů Před odlitím kovu do skořepinové formy je potřeba odstranit vytavitelný voskový model, toto se uskutečňuje až po nanesení a úplném vysušení poslední vrstvy obalu skořepiny. Hlavním cílem této fáze výroby je čistá keramická skořepina bez vosku, především tedy bez jejího poškození, za krátkou dobu a s nízkými náklady [6, 7]. Voskový model je možno vytavit ze skořepinové formy různými způsoby. Nejčastěji jsou používány dvě technologie, a to vytavování přehřátou párou v autoklávu a vytavování vyžíháním (flash fire dewax system). Další technologie vytavování, jako je vytavování za vysoké teploty, za nízké teploty, mikrovlnným ohřevem, dielektrickým ohřevem nebo horkým vzduchem, jsou zastaralé a jsou používaný jen výjimečně v některých slévárnách. Vosk může být dále použit jako detektor chyb a s jeho pomocí je možné odhalit vady, jako jsou např. praskliny, a to zejména při využití tmavších vosků, s jejichž pomocí je při prosáknutí vada zobrazena jako skvrna na povrchu formy. Prasklinám lze předcházet vytvořením dilatační spáry na povrchu modelu [1, 2] Vypalování keramických skořepin Ještě než můžeme provést další operaci, kterou je odlévání, je třeba skořepinu vypálit (žíhat). Takto upravené formy jsou schopny odolat extrémním teplotám. Při vhodném výběru složení keramické břečky a posypového materiálu mohou být použity pro rozsáhlou oblast slitin. Žíhání skořepiny způsobí přeměnu amorfní formy vázané vrstvy SiO 2 (oxid křemičitý) na formu krystalickou a odstraní těkavé látky a zbytky vosku [2, 7]. Hlavní důvody pro vypalování těchto forem jsou: odstranění zbytků vosku a těkavých látek po vytavování, zhutnění struktury keramiky (získání potřebné pevnosti skořepiny) a předehřátí formy před odlitím na požadovanou teplotu. Výsledky žíhání bývají uspokojivé, pokud jsou užity vosky dostatečné kvality a s obsahem měně než 0,1 % popelovin. Důležité pří žíhání je také dostatečné množství kyslíku pro vypálení vosku, tím dojde k zabránění vzniku karbonizovaného vosku. Žíhací teploty obvykle překračují teplotu 800 C, nejčastěji od 900 C do C. Maximální teploty žíhání
22 FSI VUT BAKALÁŘSKÁ PRÁCE List 22 (kolem C) je použito u forem při procesu usměrněného tuhnutí. Při tomto procesu musí být kov ponechán delší dobu v tekutém stavu. Žíhací teplota nesmí přesáhnout C, při této teplotě se keramika na bázi křemičitanů přibližuje teplotě tavení křemičitanu [7, 4] Tavení a odlévání Pro výrobu kvalitních a přesných odlitků je jedním z hlavních, ne-li dokonce nejdůležitějších etap celé technologie tavení a odlévání. Odlévá se ihned po vyjmutí z vypalovací (žíhací) pece do ještě žhavých skořepin. Sníží se tím teplotní šok při lití, omezí se tvorba vnitřních pnutí ve skořepinách, a je tím také sníženo nebezpečí praskaní skořepin. Před samotným odlitím do žhavých skořepin jsou ve většině případů vloženy keramické filtry, které jsou předehřáté na teplotu skořepiny [2, 7]. Nejčastěji se ve slévárnách přesného lití využívá elektrických indukčních pecí, jádrových či bezjádrových nebo vakuových pecí. Pokud jsou na odlitek kladeny nejvyšší možné požadavky na kvalitu, použije se vakuová pec. Ve vakuových pecích jsou odlévány zejména speciální vysokolegované materiály. Menších tavících agregátů s obsahem jednotek kilogramů se využívá zejména pro vysoce kvalitní dentální odlitky a odlitky pro bižuterii. Odlévat je možné na vzduchu (otevřené lití) nebo ve vakuu (vakuové lití). Teplota samotných keramických (skořepinových) forem je udržována mezi 700 C až 800 C, nebo na teplotě okolí, kde ovšem hrozí nebezpečí praskání skořepin [1, 7]. Odlévání je rozděleno na [6]: klasické (gravitační) lití (viz obr. 1.7), sklopné lití, tavení a gravitační lití ve vakuu, vakuové nasávání (CLA, CLV) Dokončovací operace Jednou z nejnáročnějších pracovních operací v této technologii jsou dokončovací operace. Pořadí, v jakém se dokončující operace provádí, je následovné [1]: odstranění většiny keramické skořepiny (nejčastěji mechanicky),

23 FSI VUT BAKALÁŘSKÁ PRÁCE List 23 oddělení odlitků od vtokové soustavy (viz obr. 1.8), odstranění zbytku keramiky, a to chemicky nebo mechanicky, oddělení vtoků od odlitků, tryskání a dokončování. Obr. 1.7 Odlévání kovu do formy. Někdy je potřeba do těchto dokončovacích operací zařadit také další operace, jako je např. tepelné zpracování nebo obrábění. Pořadí těchto operací se ve slévárnách liší, ale zde uvedené je používáno nejčastěji [1] Kontrola odlitků Na dokumentech (výkresech) získaných od zákazníka jsou mimo jiné uváděny také postupy a požadavky na kontrolu jednotlivých dílů. U odlitků se v zásadě kontroluje tvar a rozměr ve spojení s vizuální kontrolou, hlavním úkolem je kontrolovat vnější nespojitosti a kvalitu povrchu.
![FSI VUT BAKALÁŘSKÁ PRÁCE List 24 Obr. 1.8 Oddělování odlitků od vtokového systému [18]. Vlastnosti materiálu zjišťujeme zejména pomocí chemické analýzy a mechanické zkoušky.](/docs-images/93/111889023/images/24-0.jpg "Tyto zkoušky dále rozšiřujeme o další druhy nedestruktivních zkoušek, jako je zkouška maximálního zatížení, zkouška netěsnosti a mnoho dalších zkoušek, které lze využít k celkovému vyhodnocení")
![odlitků. Zkoušky je možné rozdělit do tří různých kategorií [1]: metody pro rozměrovou kontrolu, metody pro zjišťování kvality povrchu, metody pro zjišťování vnitřních vad nedestruktivní metody.](/docs-images/93/111889023/images/24-1.jpg "Metody pro rozměrovou kontrolu Na kvalitu přesně litých odlitků označovaných nejčastěji anglickým pojmem near-net-shape má podstatný vliv důsledné dodržování rozměrů.")
24 FSI VUT BAKALÁŘSKÁ PRÁCE List 24 Obr. 1.8 Oddělování odlitků od vtokového systému [18]. Vlastnosti materiálu zjišťujeme zejména pomocí chemické analýzy a mechanické zkoušky. Tyto zkoušky dále rozšiřujeme o další druhy nedestruktivních zkoušek, jako je zkouška maximálního zatížení, zkouška netěsnosti a mnoho dalších zkoušek, které lze využít k celkovému vyhodnocení odlitků. Zkoušky je možné rozdělit do tří různých kategorií [1]: metody pro rozměrovou kontrolu, metody pro zjišťování kvality povrchu, metody pro zjišťování vnitřních vad nedestruktivní metody. Metody pro rozměrovou kontrolu Na kvalitu přesně litých odlitků označovaných nejčastěji anglickým pojmem near-net-shape má podstatný vliv důsledné dodržování rozměrů. Pro kontrolu rozměrové přesnosti můžeme použít mnoho různých technik. Standardně se používá automatických či ručních měřidel, mikrometrů, trojrozměrných automatických měřicích systémů a souřadnicových měřicích systémů (viz obr. 1.9) [1, 7]. Metody pro zjišťování kvality povrchu Trhliny a další povrchové vady mohou být zjišťovány použitím enormního množství metod. Nejpoužívanějšími z nich jsou: chemické leptání, vizuální kontrola, zkouška vířivými proudy, fluorescenční kapilární metoda a magnetická zkouška (pomocí které je možné zjistit vady umístěné přímo pod povrchem). Tyto metody potřebují pro dobré výsledky poměrně čisté a relativně hladké povrchy zkoušených dílů [1, 7].

25 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 Metody pro zjišťování vnitřních vad nedestruktivní metody Nedestruktivní metody se standardně rozdělují na elektromagnetické, optické, akustické, radiografické, tepelné a vzájemně propojené. Z velkého množství technik a alternativ nedestruktivního zkoušení používá slévárenský průmysl následující metody [2, 7]: vizuální, penetrační, magnetické, vířivé proudy, ultrazvukové, rentgenové. Ve slévárnách odlitků, které vyrábí metodou vytavitelného modelu, jsou nejčastěji používány metody penetrační, vizuální a rentgenové [1, 7]. Obr. 1.9 Měřidla a měřící zařízení [19]. 1.4 Světová produkce a situace v ČR v rámci posledních let Počet odlitků vyráběných metodou na ztracený vosk stále roste. Celosvětová ekonomická krize v roce 2008 byla jedinou výjimkou, kdy byl zaznamenán pokles celosvětové produkce odlitků vyráběných touto technologií. Konec krize znamenal opětovné navýšení počtu produktů vyráběných metodou přesného lití. Předpokládá se,
 je pro představu vyobrazeno rozdělení prodeje přesných odlitků dle světové produkce situace v roce 2011 [9].")
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 že i v budoucnu bude trend rostoucí poptávky po přesných odlitcích nadále pokračovat. Objednávky v mnoha odvětvích průmyslu jsou plánovány až na 5 let dopředu. Na následujícím obrázku (obr. 1.10) je pro představu vyobrazeno rozdělení prodeje přesných odlitků dle světové produkce situace v roce 2011 [9]. Česká republika a její pozice v rámci prodeje přesných odlitků je z pohledu světové produkce téměř zanedbatelná (0,4% podíl na světové výrobě odlitků technologií vytavitelného modelu), avšak v přepočtu na jednoho obyvatele se řadíme k nejvyspělejším státům Evropy [ 10, 11, 12, 13, 14]. V České republice je rovněž pozorovatelný vzestupný trend používání této technologie. Podíl jednotlivých českých sléváren na prodeji přesných odlitků ukazuje obr níže. Roční obrat v roce 2010 byl v České republice 55 milionů USD (tj. 1,051 miliard Kč) při 810 zaměstnancích v oboru. Obr Prodej přesných odlitků rozdělených dle světové produkce v roce 2011 [9]. Pro rok 2011 byl pak obrat 58 milionů USD (tj. 1,026 miliard Kč) při 850 zaměstnancích v oboru. Rozdíl nárůstu v USD a Kč v letech 2010 a 2011 je zapříčiněn oslabením USD vůči Kč. V roce 2012 však nastala stagnace, která byla způsobena hlavně špatnou ekonomickou situací v některých zemích EU, zejména v Řecku, Itálii, Španělsku a Portugalsku [9].

27 FSI VUT BAKALÁŘSKÁ PRÁCE List Dosahovaná přesnost odlitků - obecně Odlitek, co se týče velikosti a tvaru, není nikdy dokonalý. Také z tohoto důvodu je na výkresech uváděna tolerance. K jejímu porušení dochází elementárními chybami, jako je nesprávná poloha zaváděcích kolíků, nesprávná manipulace aj. Elementární chyby vedou k chybám systematickým, které lze poměrně snadno odstranit vhodnou úpravou modelového zařízení. Další chyby už není možné tak lehce odstranit, tyto odchylky jsou označovány chybami náhodnými [15]. Při odlévání žádné dva odlitky nejsou úplně přesné, stejně je tomu i u ostatních výrobků, kdy je použito jiných technologií, včetně přesného obrábění. Tolerance odlitků dle ISO normy udávají, že různými technologiemi je možno dosahovat různých hodnot přesnosti. V zásadě platí, že se zvětšujícím se jmenovitým rozměrem nepřesnosti odlitků vzrůstají (obr. 1.12) [15]. Přesná tuhá forma a přesný tuhý model je základním požadavkem pro dosažení přesnosti odlitku. Výběr optimální technologie (např. nízké náklady, místní dostupnost, atd.) pak ovlivňuje nepřeberné množství dalších faktorů Obr Podíl jednotlivých sléváren v ČR na prodeji přesných odlitků v roce 2011 [9]. Finální rozměry odlitků určují zejména následující faktory [15]: přesnost modelového zařízení (včetně materiálu modelů), přesnost formy (kovové formy, keramické formy, pískové formy), způsob skládání forem (použitá metoda).
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 Obr Průměrné tolerance rozměrů (2,5 ϭ) dosahované různými technologiemi odlévání [16].


29 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 2 KONSTRUKCE 3D MODELU SOUČÁSTI Součást (obr. 2.1), která bude vyráběna, byla vybrána z důvodu zjednodušení tvaru pro následnou výrobu, snížení hmotnosti a objemu použitého materiálu a kvůli celkovému zvýšení pevnosti těla rukojeti. 2.1 Ukázka vybrané součásti Vyráběná součást slouží jako část rukojeti (obr. 2.2) pro navíjení vlasce, je tedy podstatnou pomůckou při lovu ryb. Na obr. 2.3 je vidět její poloha v rámci celé sestavy navijáku. Obr. 2.1 Vyráběná část rukojeti. Obr. 2.2 Sestava rukojeti.

30 FSI VUT BAKALÁŘSKÁ PRÁCE List 30 Obr. 2.3 Sestava navijáku. 2.2 Rozbor vhodných variant pro výrobu součásti Nejprve byl zhotoven originál části rukojeti v softwaru Inventor (obr. 2.4). Varianty pro výrobu byly zhotoveny celkem tři, z nichž jedna byla vybrána jako nejvhodnější a pro náš případ plně dostačující. Ve zhotovených variantách oproti originálu chybí otvory jak pro spojení madla s vyráběnou částí rukojeti, tak pro spojení vyráběné časti s další částí rukojeti. Ty budou vytvořeny až po odlití vrtáním. Pro tvorbu těchto variant byly v softwaru Inventor použity základní prvky, jako je například vysunutí. Nejprve byl vždy vytvořen náčrt a dále bylo použito šablonování (případně zaoblení). Jako materiál pro porovnávání hmotnosti v softwaru Inventor byla použita nerezová ocel. Váha originální součásti vytvořené v tomto programu je 0,060 kg. Záměrem je tuto váhu zredukovat a zároveň udržet, případně i zvýšit pevnost součásti a celkově zjednodušit tvar.
 plocha oproti originálu. Naopak je zde přidáno více odlehčovacích drážek, které dodávají estetický dojem, a navíc se jimi rovněž mírně sníží hmotnost.")
31 FSI VUT BAKALÁŘSKÁ PRÁCE List 31 Obr. 2.4 Originál vyráběné části rukojeti vytvořený v softwaru Inventor. První varianta (obr. 2.5) je v podstatě totožná s originálem s tím rozdílem, že je zde použito slabšího průměru pro tělo rukojeti, což vedlo k citelnému snížení hmotnosti. Dále zde není vytvořena odlehčovací (estetická) plocha oproti originálu. Naopak je zde přidáno více odlehčovacích drážek, které dodávají estetický dojem, a navíc se jimi rovněž mírně sníží hmotnost. Váha této varianty je 0,051 kg. Obr. 2.5 Varianta číslo 1 vyráběné části rukojeti vytvořená v softwaru Inventor.
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 U druhé varianty (obr. 2.6) byl podstatnou změnou zejména průřez. Původní kruhový průřez byl nahrazen elipsovitým, což vedlo k výraznému snížení hmotnosti a vzhledem k tomu, že v namáhaném směru je hlavni poloosa ještě širší než u originálního kruhového průřezu, byla také zvýšena pevnost součásti. Dále byly oproti originálu odstraněny pro jednodušší výrobu a rovněž z důvodu zatečení vosku odlehčovací (estetické) plochy. Váha této varianty je pouze 0,049 kg. Obr. 2.6 Varianta číslo 2 vyráběné části rukojeti vytvořená v softwaru Inventor. Varianta číslo 3 (obr. 2.7) je, co se týče průřezu, totožná s předchozí variantou. Rozdíl je patrný v orientaci elipsy, která je orientována vedlejší poloosou ve směru zatížení. Na této variantě rovněž chybí odlehčovací (estetická) plocha. Oproti předchozí variantě je ohrožena pevnost součásti z důvodu orientace elipsy (vedlejší poloosa ve směru zatížení součásti), která má slabší průřez oproti původnímu kruhovému. Váha této varianty je 0,051 kg. 2.3 Výběr optimální varianty pro výrobu Pro výrobu součásti byla zvolena jako optimální varianta číslo 2 (obr. 2.6). Hmotnost byla vypočtena softwarem Inventor pro nerezovou ocel o 11 gramů nižší, než tomu bylo u originálu, který byl vytvořen rovněž v tomto softwaru. Navíc byla zvýšena pevnost součásti rozšířením v namáhaném směru. V této variantě byly oproti originálu také odebrány zbytečné estetické (odlehčovací) plochy, které by byly problémem při odlévání vosku, jenž by nemusel úplně zatéct. Ideálně by bylo třeba tyto plochy

33 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 následně obrobit, ale tím by se zvýšil výrobní čas a rovněž výrobní náklady. Z důvodu lepší zabíhavosti vosku bylo do součásti přidáno zaoblení ve spojích kulových ploch s tělem rukojeti. Obr. 2.7 Varianta číslo 3 vyráběné části rukojeti vytvořená v softwaru Inventor.
34 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 3 VÝROBA SILIKONOVÉ FORMY Po vytisknutí části rukojeti z plastového materiálu ve 3D tiskárně byla vyrobena dvoudílná silikonová forma, která má dělící rovinu vedenou středem součásti v podélném směru. V této kapitole je rozebrána výroba silikonové formy krok po kroku. 3.1 Plastový model Po zvolení optimální varianty byl model exportován do formátu STL (export do tohoto formátu umožňuje většina CAD systémů). Tento formát je nezbytný pro 3D tisk součásti. Tisk byl proveden na 3D tiskárně uprint, se softwarem CatalystEX, kterou vyrábí společnost Stratasys [20]. Jako stavební materiál jsme použili ABS plus, jeho mechanické vlastnosti jsou uvedeny v tab Tab. 3.1 Mechanické vlastnosti termoplastu [21]. Mechanické vlastnosti Rozsah hodnot Jednotka Pevnost v tahu 36 MPa Modul pružnosti v tahu 2300 MPa Pevnost v ohybu 52 MPa Modul pružnosti v ohybu 2200 MPa Poměrné prodloužení 4 % Pro vytisknutí součásti byla použita metoda FDM (Fused Deposition Modelling). Použitá metoda využívá natavování termoplastického materiálu. Tento materiál bývá navinut ve formě drátu na cívce (obr. 3.1), která se vkládá do zařízení ve speciálních kazetách, z nichž je materiál vtlačován do zahřívacích trysek, v nichž je materiál ohříván a poté nanášen (tisknut) po vrstvách na základovou desku. Tato tiskárna je vybavena dvěma kazetami (zásobníky), do kterých se vkládá stavební (ABS plus) a podpůrný materiál. Podpůrný materiál zabraňuje zhroucení tisknutého modelu. Po dokončení tisku je od součásti odstraněn, a to chemicky nebo mechanicky [22]. Samotné nastavení 3D tiskárny a tisku bylo provedeno pro vyráběnou část rukojeti v softwaru CatalystEX. Nejprve bylo třeba nastavit měřítko (1:1) a jednotku (mm), pak určit tloušťku tištěné vrstvy (0,254), způsob vyplnění modelu (řídký s vysokou hustotou) a nakonec způsob vyplnění podpůrného materiálu (řídký minimalizuje spotřebované množství). Pro výrobu části rukojeti z plastu bylo použito zařízení zobrazené


 b) Obr. 3.")
35 FSI VUT BAKALÁŘSKÁ PRÁCE List 35 na obr. 3.2a. Na obr. 3.2b je zobrazena ultrazvuková čistička, které se využilo pro odstranění podpůrného materiálu. Obr. 3.1 Princip metody FDM [23]. a) b) Obr. 3.2 Použité zařízení pro výrobu plastového prototypu nástroje: a) 3D tiskárna uprint [20]; b) ultrazvuková čistička [24]. Na obr. 3.3 je vyobrazena poloha (umístění) tištěné součásti v tiskárně uprint, kdy byl použit softwar CatalystEX. Tiskárna je omezena pracovním prostorem 203 x 152 x 152 mm, což je pro náš případ plně dostačující.

36 FSI VUT BAKALÁŘSKÁ PRÁCE List 36 Obr. 3.3 Orientace tištěné součásti v softwaru CatalystEX. Na obr. 3.4 jsou vyobrazeny tištěné vrstvy obou použitých materiálů, tedy jak stavební ABS plus, tak i podpůrný materiál. Pro 3D tisk části rukojeti bylo zapotřebí6,450 cm 3 stavebního a 3,294 cm 3 podpůrného materiálu. Celkový čas potřebný pro tisk této součásti byl vypočten softwarem CatalystEX na 3,83 hod. Vytisknutý model součásti je zobrazena na obr Obr. 3.4 Stavební a podpůrný materiál pro tisk součásti v softwaru CatalystEX.
.")

37 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 Obr. 3.5 Vytisknutá součást s podpůrným materiálem na základové desce. Poté co byl odstraněn podpůrný materiál, bylo nutné součást vytmelit a vybrousit. To hlavně z důvodu nerovností na součásti způsobených tiskem, který probíhal po vrstvách (obr. 3.1). Na modelu byly již okem zjistitelné jednotlivé vrstvy, které by se přenesly na silikonovou formu, a tím i na voskový model. Tomuto přenesení jsme zabránili právě vytmelením a následným vybroušením součásti do hladka, jak je patrné na obr Obr. 3.6 Vytisknutá, vytmelená a vybroušená část rukojeti. 3.2 Silikonová forma Pro zhotovení silikonové formy bylo použito metody vakuového lití. Tato metoda je jednou z nejvíce používaných metod pro výrobu funkčních plastových prototypů, kdy je třeba odlít jen několik kusů, protože výroba kovových forem je příliš nákladná. Postup výroby byl následovný.
.")
.")
38 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 Nejprve byly vytvořeny stěny formy, a to použitím nařezaných skel přiměřené velikosti. Tato skla byla spojena do skleněného boxu vhodné velikosti pomocí tavné pistole (obr. 3.7a). Tento box bylo nutné vyplnit plastickou hmotou ( plastelínou ), a to v té části formy, která bude odlita jako druhá. Použito bylo tedy formy dvoudílné. Ještě před zaformováním modelu do plastické hmoty bylo třeba vhodně zvolit umístění vtokové soustavy (obr. 3.7b). Do takto připravené formy byl vložen a lehce přimáčknut připravený (vytmelený, vybroušený) plastový model vytisknutý ve 3D tiskárně (obr. 3.6) tak, aby byla vhodně zvolena dělící rovina, která má podstatný vliv na kvalitu voskového modelu. Nevhodným zvolením dělící roviny může dojít ke zničení nejen voskového modelu, ale i celé formy. Pro zapadnutí obou kusů formy do sebe byly na plastové hmotě vytvořeny důlky, které byly zality silikonovou hmotou. Ještě než mohla být silikonová hmota nalita do formy, bylo třeba plastový model potřít separátorem pro snadnější vyjmutí modelu ze silikonové formy. a) b) Obr. 3.7 Příprava výroby formy: a) Výroba skleněného boxu; b) Vyplnění formy (boxu) a zaformování modelu. Do takto připravené formy byla nalita dvousložková silikonová hmota, kterou tvoří silikonový kaučuk Silastic T-4 a vytvrzující složka (tužidlo) Silastic T-4 O Curing Agent, obě od společnosti Ebalta. Po smíchání obou složek v poměru 10:1 byl ještě před nalitím do formy kelímek Hot Cup s touto směsí vložen do vakuového zařízení MK-Mini od společnosti MK Technology GmbH (obr. 3.9) z důvodu odstranění nežádoucích bublin (obr. 3.8). Během procesu vakuování tyto bubliny vyplouvají na hladinu a praskají (obr. 3.8b). Kvůli získání co nejpřesnějšího otištění tvaru součásti je
![FSI VUT BAKALÁŘSKÁ PRÁCE List 39 velmi důležité, aby na povrchu součásti nebyly přilepeny bubliny. Vlastnosti silikonové hmoty jsou uvedeny v tab. 3.1. Tab. 3.1 Vlastnosti použité silikonové směsi [25].](/docs-images/93/111889023/images/39-0.jpg "Vlastnosti silikonové směsi Hodnota Jednotka Viskozita při 25 C 35000 mpa s Čas zpracování 200 g/20 C 90 min Vytvrzení při pokojové 12 hod teplotě Tvrdost dle Shoreho 40 A D při 20 C Pevnost v tahu")
. Vzniklá hmota byla následně nalita do připraveného skleněného boxu vyplněného plastickou hmotou (obr. 3.7b). a) b) c) Obr.")
 rozebrána. Dále byla silikonová forma oddělena od plastové (teď už nepotřebné) hmoty.")
39 FSI VUT BAKALÁŘSKÁ PRÁCE List 39 velmi důležité, aby na povrchu součásti nebyly přilepeny bubliny. Vlastnosti silikonové hmoty jsou uvedeny v tab Tab. 3.1 Vlastnosti použité silikonové směsi [25]. Vlastnosti silikonové směsi Hodnota Jednotka Viskozita při 25 C mpa s Čas zpracování 200 g/20 C 90 min Vytvrzení při pokojové 12 hod teplotě Tvrdost dle Shoreho 40 A D při 20 C Pevnost v tahu 6,6 N m 2 Doba vakuování se odvíjí zejména od objemu silikonové směsi. Během samotného vakuování musí být proces několikrát přerušen z důvodu pěnění a vytékání směsi (obr. 3.9b). Proces vakuování byl ukončen poté, co se hladina směsi ustálila (obr. 3.9c). Vzniklá hmota byla následně nalita do připraveného skleněného boxu vyplněného plastickou hmotou (obr. 3.7b). a) b) c) Obr. 3.8 Příprava silikonové hmoty - vakuování: a) před procesem; b) proces vakuování; c) připravená silikonová hmota. Vytvrzování směsi proběhlo na vzduchu při pokojové teplotě. Pro rychlejší vytvrzení by bylo možno použít pece. Po vytvrdnutí silikonu byla tato dočasná forma (box) rozebrána. Dále byla silikonová forma oddělena od plastové (teď už nepotřebné) hmoty. Jako finální operace první části formy byly odřezány přebytečné části silikonu, aby bylo dosaženo požadovaného obdélníkového tvaru. Druhá část formy vznikla stejným způsobem jen s tím rozdílem, že místo plastové hmoty byla použita první část formy.

. Obr. 3.9 Vakuové zařízení MK-mini. Obr. 3.10 Odlitý horní díl silikonové formy s vtokovým systémem.")


40 FSI VUT BAKALÁŘSKÁ PRÁCE List 40 Do té byl následně vložen plastový model, který byl opět potřen separátorem pro snadnější oddělení modelu od formy (obr. 3.11). Obr. 3.9 Vakuové zařízení MK-mini. Obr Odlitý horní díl silikonové formy s vtokovým systémem. Takto připravená forma byla až po okraj zalita silikonem (obr. 3.12). Vytvrzování rovněž proběhlo na vzduchu při pokojové teplotě. Rozebraná forma je zobrazena na obr Složená forma je vyobrazena na obr Obr Příprava druhé části formy. Obr Zalití druhé části formy silikonem.


41 FSI VUT BAKALÁŘSKÁ PRÁCE List 41 Obr Připravená dvoudílná silikonová forma pro výrobu voskových modelu rozložená. Obr Připravená složená dvoudílná silikonová forma pro výrobu voskových modelu s vtokem umístěným na horní ploše vlevo.
 pro porovnání zabíhavosti, pórovitosti a jakosti povrchu.")

42 FSI VUT BAKALÁŘSKÁ PRÁCE List 42 4 ODLITÍ VOSKOVÉHO MODELU SOUČÁSTI Tato kapitola je zaměřena na odlití voskového modelu součásti, které bude popsáno krok po kroku tak, jak je nutné postupovat pro tvorbu co nejpřesnější kopie součásti, která byla vytisknuta ve 3D tiskárně. Dále byl odlit navíc model z plastu (rychleschnoucí pryskyřice) pro porovnání zabíhavosti, pórovitosti a jakosti povrchu. 4.1 Příprava formy pro odlití voskového modelu Nejprve bylo nutné dvoudílnou silikonovou formu spojit kovovými kancelářskými sponkami z důvodu nežádoucího vytékání vosku mimo formu. Další operací bylo předehřívání. Teplota předehřevu byla stanovena na vyšší hodnotu, než jakou měl vosk při odlévání (80 C), a to na 86 C po dobu 0,5 hod z důvodu přenášení formy z předehřívací pece do vakuového zařízení MK-mini, kde byl vosk odlit do formy. Samotným předehřevem bylo získáno požadované lepší zabíhavosti vosku. Obr. 4.1 Forma spojená kancelářskými sponkami. Obr Předehřívací pec. 4.2 Odlití voskového modelu Nejprve bylo nutné roztavit vosk. Při ohřívání silikonové formy v peci byl současně ohříván vosk na teplotu 80 C v licím kelímku Hot Cup (obr. 4.3), který je součástí vakuového licího zařízení MK-mini. Odlití proběhlo ve vakuu, aby se předešlo nežádoucím bublinám vně i uvnitř vznikajícího voskového modelu. Pro lepší zatečení vosku do celé dutiny silikonové formy bylo nutné formu podložit. Toto podložení bylo provedeno jednoduše dřevěnými podložkami (obr. 4.4). Proces odlití vosku do silikonové


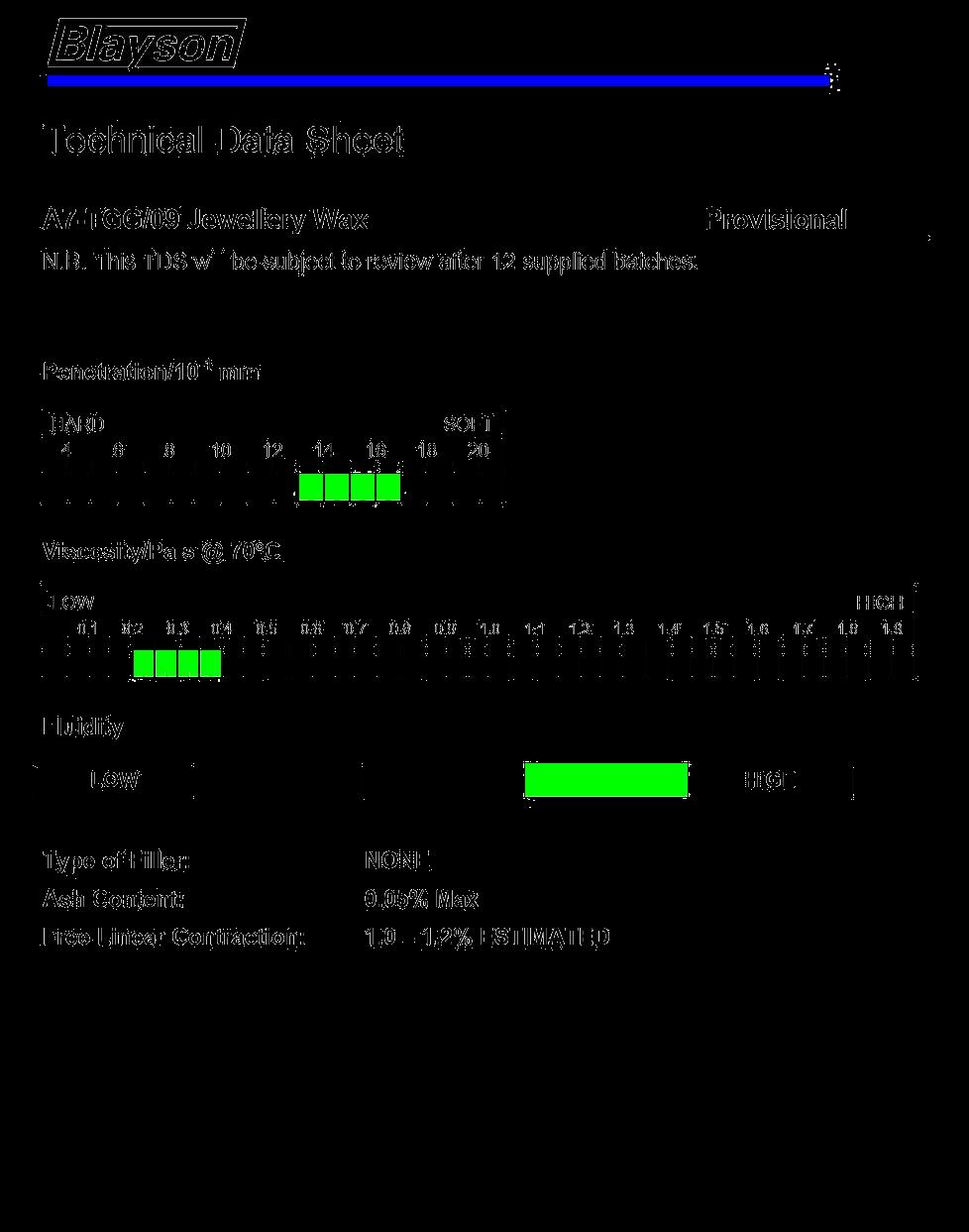
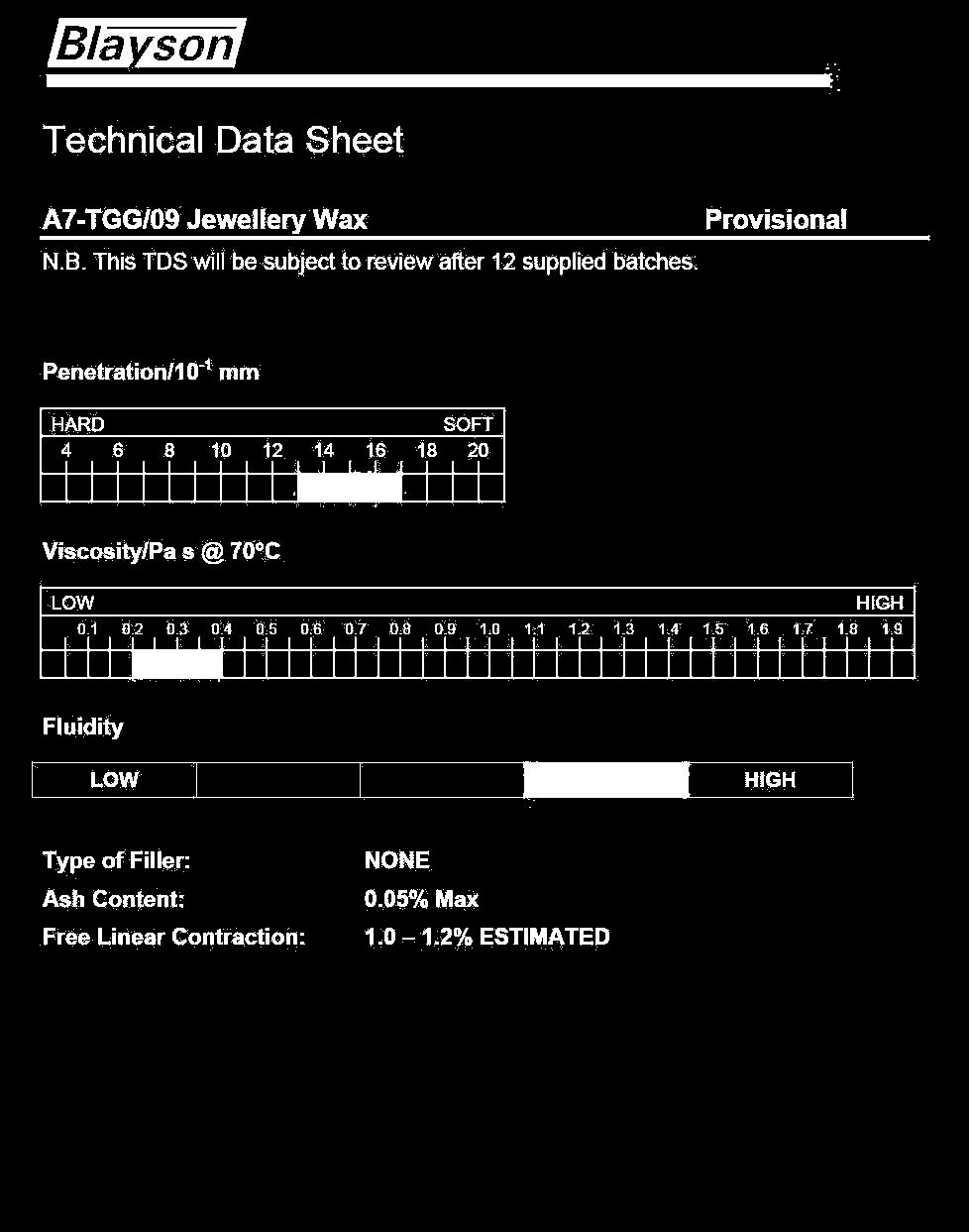
43 FSI VUT BAKALÁŘSKÁ PRÁCE List 43 formy je zobrazen na obr Po odlití byla forma ponechána na vzduchu, kde tuhla při pokojové teplotě. Teprve poté mohla být forma opatrně rozebrána, aby nedošlo k poškození voskového modelu součásti, konkrétně části rukojeti navijáku. Obr. 4.3 Licí kelímek Hot Cup vakuového licího zařízení MK-mini se zásobníkem vosku. Obr. 4.4 Podložení formy. Pro odlévání byly vybrány tři druhy vosků s různými vlastnostmi. Odlitek z prvního vosku s označením A7/RT 26 byl značně pórovitý, špatně zatékal a celkově se s ním špatně pracovalo. Při vyjímání z formy došlo k jeho zlomení, z toho důvodu nevyhovoval, nebyl z něho tedy odléván další kus, ale byl zvolen jiný druh vosku. Popis a vlastnosti vosku jsou uvedeny v příloze 2 [26]. Odlitek z druhého vosku A7/RT 27 (obr. 4.6) již nebyl tolik pórovitý a dobře zabíhal. Proto byl z tohoto vosku odlit další kus (obr. 4.7). Druhý odlitek z tohoto vosku již pórovitý nebyl. Popis a vlastnosti použitého vosku jsou uvedeny v příloze 3 [26]. Další vosk, který byl použit pro odlití této součásti, má označení A7-TGG/09 (obr. 4.7). Vosk s tímto označením se používá zejména ve šperkařství díky jeho dobré zabíhavosti. Odlitek z tohoto vosku dopadl nejlépe jak po stránce zatečení, tak po stránce jakosti a pórovitosti. Pro výrobu větší série odlitků voskových modelů by bylo s největší pravděpodobností použito tohoto vosku. Podrobný popis a vlastnosti tohoto vosku jsou uvedeny v příloze 4 [26].


44 FSI VUT BAKALÁŘSKÁ PRÁCE List 44 Obr. 4.5 Proces lití voskové směsí do silikonové formy. Obr. 4.6 Voskový model z vosku A7/RT 27 první odlitek.






45 FSI VUT BAKALÁŘSKÁ PRÁCE List 45 Obr. 4.7 Voskový model z vosku A7/RT 27 druhý odlitek. Obr. 4.8 Voskový model z vosku A7-TGG/09.
.")
. Vlastnosti a použití tohoto materiálu jsou uvedeny v příloze 5 [27]. Obr. 4.9 Rychleschnoucí pryskyřice SG 200 A+B.")
![4.3 Další postup výroby Další postup by byl následovný [28]: sestavení voskových modelů do tzv.](/docs-images/93/111889023/images/46-2.jpg "stromečku, výroba skořepinové formy, vytavení voskového modelu, vypálení skořepinové formy (žíhání), odlití kovu do")
46 FSI VUT BAKALÁŘSKÁ PRÁCE List 46 Pro ověření funkčnosti vyrobené silikonové formy při použití jiného než voskového materiálu byl do formy odlit i plastový model součásti (části rukojeti navijáku). Byla zvolena dvousložková rychleschnoucí pryskyřice od společnosti Ebalta. Tato pryskyřice má označení SG 2000 / Komp. A+B (obr. 4.9). Vlastnosti a použití tohoto materiálu jsou uvedeny v příloze 5 [27]. Obr. 4.9 Rychleschnoucí pryskyřice SG 200 A+B. 4.3 Další postup výroby Další postup by byl následovný [28]: sestavení voskových modelů do tzv. stromečku, výroba skořepinové formy, vytavení voskového modelu, vypálení skořepinové formy (žíhání), odlití kovu do skořepinové formy: klasické (gravitační) lití, sklopné lití,
47 FSI VUT BAKALÁŘSKÁ PRÁCE List 47 dokončovací operace: rozbití skořepinové formy, odstranění vtokové soustavy, oddělení vtoků a nálitků, tryskání, přeobrobení funkčních ploch odlitku, kontrola odlitku: rozměrová, jakostní, kontrola vnitřních vad.
48 FSI VUT BAKALÁŘSKÁ PRÁCE List 48 ZÁVĚR První kapitola této bakalářské práce se zabývá charakteristikou technologie vytavitelného modelu obecně. Je zde podrobně popsán celý postup výroby krok po kroku tak, jak je standardně postupováno při použití této technologie pro výrobu součásti ve slévárnách. Rozebrána je zde zejména výroba forem, a to vyráběných jak obráběním, tak podle matečného modelu (odléváním). Pro představu je zde také zhodnocena situace rozvoje této technologie ve světě i v České republice v rámci posledních let. Druhá, třetí a čtvrtá kapitola je zaměřena na výrobu reálné součásti, kterou byla zvolena část rukojeti na rybářský naviják. Rybářské vybavení je neustále zdokonalováno, proto byl v této práci učiněn pokus zdokonalit i tuto součást. Hlavním cílem bylo snížit hmotnost součásti, což se povedlo. Druhá kapitola je zaměřena na konstrukci 3D modelu. Kromě originálu zde byly vytvořeny 3 varianty pro výrobu. Z těchto variant byla vybrána ta varianta, která nejlépe splňovala cíle, jež byly stanoveny. Vybrána byla proto varianta číslo 2, kde byla při použití nerezové oceli zjištěna hmotnost v konstrukčním softwaru Inventor o 11 gramů nižší oproti originálu. Dalšími podstatnými výhodami, kterých bylo touto metodou dosaženo, bylo zvýšení pevnosti součásti v namáhaném směru, zjednodušení tvaru, zjednodušení výroby, snížení objemu materiálu, a v konečném důsledku i snížení celkových výrobních nákladů. Třetí kapitola je zaměřena na výrobu silikonové formy. Zde je popsána výroba matečného modelu vytištěného ve 3D tiskárně. Dále jsou zde uvedeny kroky, které je třeba provést pro výrobu silikonové formy dle matečného modelu. Ve čtvrté kapitole je zaznamenán postup pro vakuové odlití voskového (plastového) modelu části rukojeti navijáku do silikonové formy v zařízení MK-mini od společnosti MK Technology GmbH. Pro porovnání vlastností byl tento model odlit z více druhů vosků a nakonec byl použit i plast. Nejvhodnějším se jevil odlitek z vosku s označením A7-TGG/09 od společnosti Blayson, který se používá zejména ve šperkařství z důvodu dobré zabíhavosti. Tento odlitek dopadl nejlépe jak po stránce zabíhavosti a pórovitosti, tak i po stránce celkové jakosti. Pro větší sérii výrobků by tedy bylo vhodné použít tento typ vosku.
49 FSI VUT BAKALÁŘSKÁ PRÁCE List 49 SEZNAM POUŽITÝCH ZDROJŮ [1] BEELEY, P. R.; SMART, R. F. Investment Casting. London: The Institute of Materials, 1995, 486 s. ISBN [2] DOŠKÁŘ, J. Výroba přesných odlitků. Praha: Státní nakladatelství technické literatury, 1976, 315 s. ISBN DT [3] HORÁČEK, M. Slévárenská technologie I. 2. vyd. Brno: VUT Brno, 1990, 166 s. ISBN [4] HORÁČEK, M. Rozměrová přesnost odlitků vyráběných metodou vytavitelného modelu [online] Brno, 2009, 92 s. [vid ]. ISBN X. Dostupné z: clanky/technologie-vytavitelneho-modelu/technologie-vytavitelneho-modelu.pdf. Habilitační práce. VUT. [5] Jednotlivé části procesu přesného lití. In: Nowak SA: Process [online]. Nowak [vid ]. Dostupné z: [6] SOUKUPOVÁ, L. Technologie vytavitelného modelu v současnosti [online]. Brno, 2011 [vid ]. 56 s. Dostupné z: zav_prace_soubor_verejne.php?file_id= Bakalářská práce. VUT. Vedoucí práce Milan Horáček. [7] HERMAN, A. Lití na vytavitelný model [online]. Praha, 2009, 30 s. [vid ]. Dostupné z: Dizertační práce. ČVUT. [8] Liti kovů - vytavitelný ABS model a odlitek. In: MCAE 3D Digitální technologie: Vakuové lití [online]. MCAE Systems [vid ]. Dostupné z: [9] WILLIAMS, R; HORÁČEK, M. a HIRST, R. Přehled světové produkce odlitků vyráběných metodou vytavitelného modelu. Slévárenství: Časopis pro slévárenský průmysl. 2012, LX(9-10), ISSN [10] DOŠKAŘ, J. New Ways of Metal Casting. Praha, 1955.
50 FSI VUT BAKALÁŘSKÁ PRÁCE List 50 [11] HORÁČEK, M. Investment Casting in Czech Republic. In: INCAST: Časopis pro slévárenský průmysl. 1997, (1-2). [12] HORÁČEK, M.; ROUS, S. Investment Casting in Czech Republic. Cambridge: 23rd BICTA Conference, [13] HORÁČEK, M. Central and Eastern Europe. Monte Carlo: 10th World Conference on Investment Casting, [14] HORÁČEK, M. Technologie vytavitelného modelu v České republice. Bulettin: Czech Investment Casting Association, [15] CAMPBELL, J. Casting. UK: Butterworth Heinemann, [16] HORÁČEK, M. Technologie vytavitelného modelu - technologie pro nové tisíciletí. Slévárenství. 2001, (10), ISSN [17] Proces odlití. In: Mesit foundry: Výroba odlitků [online]. Mesit [vid ]. Dostupné z: [18] Proces oddělování odlitků. In: KDYNIUM: Oddělování odlitků [online]. KDYNIUM [vid ]. Dostupné z: [19] Měřidla. In: Slévárna Anah: Systém kvality [online]. Slévárna Anah Prostějov [vid ]. Dostupné z: systemkvality/rozm%c4%9brov%c3%a1%20kontrola% jpg. [20] 3D tiskárna uprint. In: Stratasys: 3D tiskárny [online]. Stratasys [vid ]. Dostupné z: [21] Tabulka vlastností. In: Evektor: Vývojové aktivity - 3D tisk metodou FDM - Specifikace použitých materiálů [online]. Evektor [vid ]. Dostupné z: [22] PÍŠKA, M. Speciální technologie obrábění. 1.vyd. Brno: Akademické nakladatelství CERM, s. ISBN [23] Princip nanášení materiálu metodou FDM. In: Periferie tiskárny: Fused deposition modeling [online]. [vid ]. Dostupné z: Modul_EP_pf/EP-vyuka12.html.
51 FSI VUT BAKALÁŘSKÁ PRÁCE List 51 [24] Ultrazvuková čistička. In: Kanclservis: Zdravotnické vybavení - ultrazvukové čističky [online]. [vid ]. Dostupné z: [25] Silikon Silastic T-4. In: Ebalta: Katalog produktů - silikony [online]. Ebalta [vid ]. Dostupné z: silastic-t-4. [26] Virtuální prohlídka společnosti Blayson. In: Blayson vlastnosti vosků [online]. Blayson [vid ]. Dostupné z: [27] Tekutá rychleschnoucí licí pryskyřice In: Ebalta Katalog produktů Rychleschnoucí pryskyřice [online]. Ebalta [vid ]. Dostupné z: pryskyrice-neobsahujici-plniva/sg-2000-komp-a%c2%a0-b. [28] JAROŠ, A. Nové frézovací nástroje z rychlořezných ocelí pro hrubovací operace [online]. Brno, [vid ]. 147 s. Dostupné z: Dizertační práce. VUT. Vedoucí práce Miroslav Píška.
52 FSI VUT BAKALÁŘSKÁ PRÁCE List 52 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK Zkratka Jednotka Popis ABS [-] Akrylonitril Butadien Styren CAD [-] Computer Aided Design CLA [-] Counter-gravity & Low-pressure casting in Air CLV [-] Counter-gravity & Low-pressure casting in Vakuum FDM [-] Fused Deposition Modelling ISO [-] International Organization for Standardization SiO 2 [-] Oxid křemičitý STL [-] Standard Triangulation Language or STereoLitography
53 FSI VUT BAKALÁŘSKÁ PRÁCE List 53 SEZNAM PŘÍLOH Příloha 1 Silikonová směs SILASTIC T-4 [25] Příloha 2 Vosk A7/RT 27 [26] Příloha 3 Vosk A7/RT 26 [26] Příloha 4 Vosk A7-TGG/09 [26] Příloha 5 Rychleschnoucí pryskyřice SG 200 A+B [27]
54 PŘÍLOHA 1: Silikonová směs SILASTIC T-4 Silikonový kaučuk základní hmota a tužidlo T-4/T-4 Použití: Silastic T-4 je vysoce pevný silikonový kaučuk k výrobě forem pro prototypy a malé série. Byla vyrobena zejména pro rychlou výrobu prototypů. Silastic T-4 je dvousložkový silikonový kaučuk s možností volby tužidla a to mezi T-4 S (standard) nebo T-4 O (olejové). Po smíchání s tužidlem v poměru 10 : 1 se vytvrzuje při pokojové teplotě na průhledný (transparentní) kaučuk. Tužidlo T-4 O vyvolává samomazný efekt, čímž vylepšuje separační vlastnosti materiálu. Vlastnosti: - vynikající samoseparační vlastnosti, - vytvrzení je možno urychlit teplem, - velmi nepatrné smrštění a dobrá dimenzní odolnost, - Velmi tvrdý, ale flexibilní a tuhý, - Vhodný zejména pro použití při vyšších teplotách, - Dvě silikonová tužidla: T-4 S (standard) nebo, T-4 O (olejové). Popis: Silastic T-4 je dvousložkový silikonový kaučuk s možností volby tužidla a to mezi T-4 S (standard) nebo T-4 O (olejové). Po smíchání s tužidlem v poměru 10 : 1 se vytvrzuje při pokojové teplotě na průhledný (transparentní) kaučuk. Tužidlo T-4 O vyvolává samomazný efekt, čímž vylepšuje separační vlastnosti materiálu. Informace pro zpracování Směs Hmota Tužidlo SILASTIC S Barva průsvitná - - Hmot. díly poměr míchání viskozita mpas cca cca cca 300 čas zpracování minut vytvrzení při pokojové teplotě Hod
55 Vlastnosti Typ zkoušky Jednotka Hodnota Tvrdost Shore DIN Shore A cca 40 Pevnost v tahu EN ISO 527 MPa 6,7 Protažení EN ISO 527 % 400 Odolnost proti přetržení DIN ISO 34-1 kn/m - Hustota při 23 C - g/cm 3 - Lineární smrštění Interní pokyny % <0,1 Zpracování a použití: Po smíchání s tužidlem v poměru 10:1 se vytvrzuje při pokojové teplotě na transparentní (průhledný) kaučuk. Tužidlo T-4 O vyvolává "samomazný efekt", čímž vylepšuje separační vlastnosti materiálu. Hlavní znaky: rychlé vytvrzení za 6-8 hodin při pokojové teplotě, nízká viskozita - snadné míchání a odplynění, dobré separační vlastnosti. Povrch originálu musí být čistý bez zbytků staré hmoty. Při porézním povrchu používáme separátor voskový, anebo PTFE sprej. Mícháme v poměru 100:10 v čisté nádobě, důkladně až k úplnému spojení obou složek. Mícháme ručně nebo pomocí míchadla, plynule v menších dávkách a dbáme, aby teplota během míchání nestoupla nad 35 C. Doporučujeme směs podrobit vakuování pro odstranění vzduchu (1-2 min.). Během vakuování nabude směs až 5-ti násobku výchozího stavu, s čímž je třeba počítat při volbě velikosti mísící nádoby. Když vakuování neprovádíme, naneseme vlasovým štětcem malou vrstvu (1-2 mm). Po jejím vytvrzení pak pokračujeme dále. Odléváme co nejdříve, abychom snížili možnost pohlcení vzduchu. Vytvrzení do stavu flexibilní gumy nastane při teplotě C za 6-8 hodin, pak můžeme rozebírat. Zkrácení vytvrzovací doby dosáhneme ohřevem, ale jen za cenu větší smrštivosti. UPOZORNĚNÍ: Všechny elastomery vytvrzované tužidly, jsou při styku s určitými materiály náchylné k nedokonalému vytvrzení, a to do 24 hod. Dojde jen k částečnému vytvrzení, anebo kontaktní plocha s druhým materiálem zůstává lepivá. Materiály, které obsahují aminy, organické sloučeniny cínu, nebo látky složené ze sloučenin kyselin, působí mimořádně silně proti vytvrzování. Proto doporučujeme přezkoušet míchací nádoby, formy, vlastní modely a separátory, zda nebrání vytvrzování. Použití: Formy ze SILASTIC T-4 mají i při vysokých teplotách dlouhou životnost. Stálé používání nad 200 C však po delší době způsobuje snížení elasticity. Použití pro teploty nad 250 C se nedoporučuje. Po úplném vytvrzení je SILASTIC T-4 velmi odolný chemikáliím. Dlouhodobý styk s pryskyřicemi a dalšími agresivními hmotami může mít vliv na fyzikální vlastnosti, dělitelnost, eventuálně na přesnost rozměrů formy. Doporučuje se proto pravidelně rozměry forem přezkoušet.
56 PŘÍLOHA 2: VOSK A7-RT/26 VÝROBCE BLAYSON Charakteristika: - rychle tuhnoucí vosk, - minimální přilnavost, - dobrá tekutost, - dobrá rozměrová stabilita, - bez náklonnosti ke vzniku dutin, - maximální doporučená teplota tavení 100 C, - při zpracování doporučeno stálé míchání. Vlastnosti: -dodávání ve formě: pelet, - bod tuhnutí C, - bod skápnutí C, - doporučená teplota vstřikování v tekutém stavu C, - doporučená teplota vstřikování v pastovitém stavu C, - obsah plniva %, - typ plniva XLPS µm, - obsah popela max 0,03 %, - viskozita při 70 C 0,8-1,2 Pa s, - střední tekutost, - volná lineární kontrakce 0,6-0,8 %, - barva: zelená.
57 PŘÍLOHA 3: VOSK A7/RT 27 VÝROBCE BLAYSON Charakteristika: - rychle tuhnoucí vosk, - minimální přilnavost, - dobrá tekutost, - dobrá rozměrová stabilita, - bez náklonnosti ke vzniku dutin, - maximální doporučená teplota tavení 100 C, - při zpracování doporučeno stálé míchání. Vlastnosti: -dodáván ve formě: pelet, - bod tuhnutí: C, - bod skápnutí: C, - doporučená teplota vstřikování v tekutém stavu: C, - doporučená teplota vstřikování v pastovitém stavu: C, - obsah plniva: %, - typ plniva: XLPS µm, - obsah popela: max 0,03 %, - viskozita při 70 C: 0,8-1,3 Pa s, - střední tekutost, - volná lineární kontrakce: 0,8-1 %, - barva: zelená.
58 PŘÍLOHA 4: VOSK A7-TGG/09
59

60 PŘÍLOHA 5: RYCHLESCHNOUCÍ PRYSKYŘICE SG 200 / KOMP. A+B SG 2000 / Komp. A + B Označení: vysoce jakostní, velmi tekutá rychletvrdnoucí licí hmota Pryskyřice: SG 2000 Komp. A Tužidlo: SG 2000 Komp. B Barva: slonová kost Použití - slévárenské modely - jaderníky - formovací desky - negativy - prototypy - vakuové hlubokotažné formy - kopírovací modely Vlastnosti materiálu - neplněná - velmi tekutá - vysoká možnost plnění - dokonalé celkové vytvrzení - velmi vysoká pevnost - vysoká tepelná odolnost Informace pro zpracování Výrobek Směs SG 2000 / Komp. A + B Pryskyřice SG 2000 Komp.A Tužidlo SG 2000 Komp. B Barva slonová kost bílá žlutavá Poměr míchání hm díly Viskozita při 25 C mpas 50 ± 5 80 ± ± 5 Hustota při 20 C g/cm 3 1,10 ± 0,02 1,02 ± 0,02 1,14 ± 0,02 Čas zprac. 200g/20 C minut Vytvrzení při pokojové tep. hod. 0, Fyzikální informace Vlastnosti Typ zkoušky Jednotka Hodnota Pevnost v ohybu EN ISO 178 MPa 57 ± 5 E-Modul (v ohybu) EN ISO 178 MPa 1500 ± 100 Deformace ohybem v okamžiku EN ISO 178 % 7,5 ± 0,4 lomu Pevnost v tlaku EN ISO 604 MPa 45 ± 5 Rázová houževnatost ( Charpy ) EN ISO 179 kj/m 2 24 ± 4
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
ÚSTAV STROJÍRENSKÉ TECHNOLOGIE SLÉVÁRENSKÁ TECHNOLOGIE
 Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING
 Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Fused Deposition Modeling - Laminated Object Manufacturing - Inject Printing Ing. Lukáš Procházka
Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PEVNOLÁTKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Fused Deposition Modeling - Laminated Object Manufacturing - Inject Printing Ing. Lukáš Procházka
Ing. Aleš Herman, Ph.D.
 1 Úvod Lití na vytavitelný model Ing. Aleš Herman, Ph.D. Práce se zabývá a popisuje technologii přesného lití na vytavitelný model. Nejprve se zabývá podstatou přesného lití, poté je postupně po kapitolách
1 Úvod Lití na vytavitelný model Ing. Aleš Herman, Ph.D. Práce se zabývá a popisuje technologii přesného lití na vytavitelný model. Nejprve se zabývá podstatou přesného lití, poté je postupně po kapitolách
APLIKACE METODY FDM PRO VÝROBU BEZPEČNOSTNÍ KRYTKY STŘEŠNÍHO NOSIČE APPLICATION OF FDM METHOD FOR PRODUCTION OF ROOF RACK SAFETY COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
2.18 Rapid prototyping, 3D tisk
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
BRNO UNIVERSITY OF TECHNOLOGY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SOUČASTNÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SOUČASTNÉ
SikaForce -7550 elastické turbo 2-k polyuretanová technologie
 SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
SikaForce -7550 elastické turbo 2-k polyuretanová technologie Potřebujete urychlit Váš výrobní proces? Využijte skvělé vlastnosti lepidla, kombinující pevnost současně s pružností. SikaForce -7550 V moderních
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Seznam platných norem NDT k 31.12.2011
 Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING
 Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Three Dimensional Printing - Selective Laser Sintering - Direct Metal Laser Sintering Ing. Lukáš
Střední průmyslová škola na Proseku Novoborská 2, 190 00 Praha 9 PRÁŠKOVÉ TECHNOLOGIE RAPID PROTOTYPING - Three Dimensional Printing - Selective Laser Sintering - Direct Metal Laser Sintering Ing. Lukáš
Ing. Petr Knap Carl Zeiss spol. s r.o., Praha
 METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TECHNOLOGIE VYTAVITELNÉHO MODELU V SOUČASNOSTI
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
PŘÍLOHA 1: JAWA 50 TYP 20, 21 -TECHNICKÉ PARAMETRY
 PŘÍLOHA 1: JAWA 50 TYP 20, 21 -TECHNICKÉ PARAMETRY Motor Motor Chlazení Vrtání Zdvih ležatý dvoudobý jednoválec vzduchem Ø 38 mm 44 mm Zdvihový objem 49,8 cm 3 Kompresní poměr 9,2 : 1 Největší výkon Rozvod
PŘÍLOHA 1: JAWA 50 TYP 20, 21 -TECHNICKÉ PARAMETRY Motor Motor Chlazení Vrtání Zdvih ležatý dvoudobý jednoválec vzduchem Ø 38 mm 44 mm Zdvihový objem 49,8 cm 3 Kompresní poměr 9,2 : 1 Největší výkon Rozvod
vlastností odlitků, zvláště pak na únavovou životnost. Jejich vliv Cena opravných prací těchto vad (připečeniny, zapečeniny) je
 je") PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN DESIGN PC MONITORU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN DESIGN PC MONITORU
Bc. Jan Drápela Ing. Matyáš Chaloupka
 www.mcae.cz ا mcae@mcae.cz ا +420 549 128 811 Progresivní využití aditivních technologií v moderní společnosti Bc. Jan Drápela Ing. Matyáš Chaloupka Komplexní řešení Od prvotního nápadu až po finální produkt!
www.mcae.cz ا mcae@mcae.cz ا +420 549 128 811 Progresivní využití aditivních technologií v moderní společnosti Bc. Jan Drápela Ing. Matyáš Chaloupka Komplexní řešení Od prvotního nápadu až po finální produkt!
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Zadání soutěžního úkolu:
 Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY SILIKONOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY SILIKONOVÉ
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip
 Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
TECHNOLOGIE I (slévání a svařování) Přednáška č. 5: Druhy forem a jejich charakteristika. Výroba pískových forem, model modelová deska. Formovací směsi (ostřivo, pojivo, přísady, popř. voda). Pojiva I,
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
TECHNOLOGIE VYTAVITELNÉHO MODELU V SOUČASNOSTI
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Digitální prototyp při vstřikování plastů II
 Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
DRÁTKOBETON PRO PODZEMNÍ STAVBY
 DRÁTKOBETON PRO PODZEMNÍ STAVBY ABSTRAKT Václav Ráček 1 Jan Vodička 2 Jiří Krátký 3 Matouš Hilar 4 V příspěvku bude uveden příklad návrhu drátkobetonu pro prefabrikované segmentové ostění tunelu. Bude
DRÁTKOBETON PRO PODZEMNÍ STAVBY ABSTRAKT Václav Ráček 1 Jan Vodička 2 Jiří Krátký 3 Matouš Hilar 4 V příspěvku bude uveden příklad návrhu drátkobetonu pro prefabrikované segmentové ostění tunelu. Bude
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY. Ocelové odlitky Litinové odlitky Zápustkové výkovky
 Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
Strojírensko-metalurgická skupina ODLITKY A VÝKOVKY Ocelové odlitky Litinové odlitky Zápustkové výkovky SLÉVÁRNY A KOVÁRNA Naši slévárenskou a kovárenskou produkci zajišťují dvě slévárny a jedna kovárna
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
TE1 slévání 2 /u12133
 TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 2 /u12133 Ing. Aleš Herman, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ
 METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
METROTOMOGRAFIE JAKO NOVÝ NÁSTROJ ZAJIŠŤOVÁNÍ JAKOSTI VE VÝROBĚ Ing. Petr Knap Carl Zeiss spol. s r.o., Praha ÚVOD Společnost Carl Zeiss Industrielle Messtechnik GmbH již dlouhou dobu sleduje vývoj v poměrně
Podniková norma Desky z PP-B osmiúhelníky
 IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
3D Tiskárna Rep Rap. Jakub Skořepa, Jan Zubr, Filip Dušek. Střední průmyslová škola a Vyšší odborná škola, Chomutov Školní 1060/50, CHOMUTOV 1/6
 Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT 3D Tiskárna Rep Rap Jakub Skořepa, Jan Zubr, Filip Dušek Střední průmyslová škola a Vyšší odborná škola, Chomutov
Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT 3D Tiskárna Rep Rap Jakub Skořepa, Jan Zubr, Filip Dušek Střední průmyslová škola a Vyšší odborná škola, Chomutov
ZKOUŠENÍ MATERIÁLU. Defektoskopie a technologické zkoušky
 ZKOUŠENÍ MATERIÁLU Defektoskopie a technologické zkoušky Zkoušení materiálů bez porušení Nedestruktivní zkoušky (nezpůsobují trvalou změnu tvaru, rozměrů nebo struktury): metody zkoumání struktur (optická
ZKOUŠENÍ MATERIÁLU Defektoskopie a technologické zkoušky Zkoušení materiálů bez porušení Nedestruktivní zkoušky (nezpůsobují trvalou změnu tvaru, rozměrů nebo struktury): metody zkoumání struktur (optická
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Modelové a formovací hmoty
 Modelové a formovací hmoty Silikan 38 Silikan Universal 38 Silisan N 38 Gloria Special 38 Alabastrová Sádra 39 Mramorit Blue 39 Mramorit 39 Efektor 39 Convertin Hart 40 Ceradent 41 Tessex Al 41 Tessex
Modelové a formovací hmoty Silikan 38 Silikan Universal 38 Silisan N 38 Gloria Special 38 Alabastrová Sádra 39 Mramorit Blue 39 Mramorit 39 Efektor 39 Convertin Hart 40 Ceradent 41 Tessex Al 41 Tessex
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU. Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ
 VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ SEEIF Ceramic,a.s., Rájec-Jestřebí, Česká Republika libor.bravansky@ceramic.cz
VLIV KOROZNÍHO PŮSOBENÍ OCELÍ S VYSOKÝM OBSAHEM MANGANU A CHROMU NA ŽÁRUVZDORNOU KERAMIKU Libor BRAVANSKÝ, Kateřina KADLÍKOVÁ SEEIF Ceramic,a.s., Rájec-Jestřebí, Česká Republika libor.bravansky@ceramic.cz
NOVÉ SMĚRY V KONSTRUKCI A VÝROBĚ FOREM PRO VOSKOVÉ ODLITKY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NOVÉ SMĚRY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NOVÉ SMĚRY
LOGO. Struktura a vlastnosti pevných látek
 Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
COMTES FHT a.s. R&D in metals
 COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
MIROSLAV HOLČÁK viceprezident metalurgie tel.: +420 585 073 100 e-mail: metalurgie@unex.cz
 MANAGEMENT KAREL KALNÝ generální ředitel tel.: +420 585 072 000 e-mail: ceo@unex.cz JIŘÍ MAŠEK viceprezident strojírenství tel.: +420 585 073 106 e-mail: strojirenstvi@unex.cz ZDENĚK TUŽIČKA ředitel výroby
MANAGEMENT KAREL KALNÝ generální ředitel tel.: +420 585 072 000 e-mail: ceo@unex.cz JIŘÍ MAŠEK viceprezident strojírenství tel.: +420 585 073 106 e-mail: strojirenstvi@unex.cz ZDENĚK TUŽIČKA ředitel výroby
Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman
 ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
3D tisk. Semestrální práce z předmětu: Kartografická polygrafie a reprografie. Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk
 Semestrální práce z předmětu: Kartografická polygrafie a reprografie 3D tisk Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk Praha, duben 2012 Katedra mapování a kartografie Fakulta stavební ČVUT
Semestrální práce z předmětu: Kartografická polygrafie a reprografie 3D tisk Autor: Karolína Noskyová, Kateřina Štefíková, Václav Vlk Praha, duben 2012 Katedra mapování a kartografie Fakulta stavební ČVUT
ARGENPAL IV A NÁVOD NA POUŽITÍ
 NÁVOD NA POUŽITÍ ARGENPAL IV A SP.42100.529.001 ARGENPAL IV A je stříbropaládiová dentální slitina s velmi vysokou pevností, typu 4. Je určena pro značně namáhané odlitky zubních náhrad (inlaye, kořenové
NÁVOD NA POUŽITÍ ARGENPAL IV A SP.42100.529.001 ARGENPAL IV A je stříbropaládiová dentální slitina s velmi vysokou pevností, typu 4. Je určena pro značně namáhané odlitky zubních náhrad (inlaye, kořenové
OCELOVÁ KONSTRUKCE ROZHLEDNY STEEL STRUCTURE OF VIEWING TOWER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES OCELOVÁ KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES OCELOVÁ KONSTRUKCE
FAKULTA STROJNÍHO INŽENÝRSTVÍ, VUT BRNO NETME Centre
 Quality control Robotic machining Rapid prototyping 3D optical digitalization Additive manufacturing of metal parts Mechanical and industrial design Obsah prezentace Představení pracoviště Laboratoře Vývoj
Quality control Robotic machining Rapid prototyping 3D optical digitalization Additive manufacturing of metal parts Mechanical and industrial design Obsah prezentace Představení pracoviště Laboratoře Vývoj
Vzhled Pryskyřice má formu zelené průsvitné folie síly 0,1 0,7 mm (dle přání zákazníka), pružné a tvárné při pokojové či zvýšené teplotě.
, pružné a tvárné při pokojové či zvýšené teplotě.") Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
Použití Epoxidová pryskyřice ve formě fólie určená pro patentovanou Letoxit Foil Technologii (LF Technology), což je technologie suché laminace, která je zvláště vhodná pro výrobu laminátových struktur
0290/11.03 AMTEC. Přesné závitové vložky pro plastové díly
 0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21)
") Modelář ve slévárenství (kód: 21-025-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Modelář ve
Modelář ve slévárenství (kód: 21-025-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Modelář ve
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÍCEÚČELOVÁ SPORTOVNÍ HALA MULTI-FUNCTION SPORTS HALL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES VÍCEÚČELOVÁ SPORTOVNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES VÍCEÚČELOVÁ SPORTOVNÍ
Analýza licího cyklu technologie lití pod tlakem
 Fakulta strojní ČVUT Ú, 12133 Ústav strojírenské technologie Analýza licího cyklu technologie lití pod tlakem Lukáš Kupec, Ing. Aleš Herman PhD. Abstrakt Příspěvek popisuje analýzu odlitku z Al slitiny,
Fakulta strojní ČVUT Ú, 12133 Ústav strojírenské technologie Analýza licího cyklu technologie lití pod tlakem Lukáš Kupec, Ing. Aleš Herman PhD. Abstrakt Příspěvek popisuje analýzu odlitku z Al slitiny,
HeatMasters. Zařízení pro tepelné zpracování TOPNÉ PRVKY
 HeatMasters Zařízení pro tepelné zpracování TOPNÉ PRVKY Výhradní zastoupení pro Českou republiku a Slovensko: ARC-H Welding s.r.o., Kaštanová 34, 620 00 Brno INDUKČNÍ CÍVKY Indukční cívky Heatmasters jsou
HeatMasters Zařízení pro tepelné zpracování TOPNÉ PRVKY Výhradní zastoupení pro Českou republiku a Slovensko: ARC-H Welding s.r.o., Kaštanová 34, 620 00 Brno INDUKČNÍ CÍVKY Indukční cívky Heatmasters jsou
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
3. Holečkova konference
 Standardní a nestandardní kontrolní metody při výrobě pěnokeramických filtrů VUKOPOR Ing.Vojtěch Sehnal Kontrola při výrobě filtrů VUKOPOR: Kontrola vstupních surovin: - granulometrie - ph - viskozita-konzistence
Standardní a nestandardní kontrolní metody při výrobě pěnokeramických filtrů VUKOPOR Ing.Vojtěch Sehnal Kontrola při výrobě filtrů VUKOPOR: Kontrola vstupních surovin: - granulometrie - ph - viskozita-konzistence
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
Středoškolská technika KLADNICE 300 t (výtah z maturitní práce)
") Středoškolská technika 2017 Setkání a prezentace prací středoškolských studentů na ČVUT KLADNICE 300 t (výtah z maturitní práce) Simon Kalombo Střední průmyslová škola strojnická a Střední odborná škola
Středoškolská technika 2017 Setkání a prezentace prací středoškolských studentů na ČVUT KLADNICE 300 t (výtah z maturitní práce) Simon Kalombo Střední průmyslová škola strojnická a Střední odborná škola
PROJEKT II kz
 PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY
 ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
FSI VUT BAKALÁŘSKÁ PRÁCE List 1. NETISKNOUT! Titulní list
 FSI VUT BAKALÁŘSKÁ PRÁCE List 1 NETISKNOUT! Titulní list FSI VUT BAKALÁŘSKÁ PRÁCE List 2 NETISKNOUT! Zadání FSI VUT BAKALÁŘSKÁ PRÁCE List 3 NETISKNOUT! Licenční smlouva - oboustranně FSI VUT BAKALÁŘSKÁ
FSI VUT BAKALÁŘSKÁ PRÁCE List 1 NETISKNOUT! Titulní list FSI VUT BAKALÁŘSKÁ PRÁCE List 2 NETISKNOUT! Zadání FSI VUT BAKALÁŘSKÁ PRÁCE List 3 NETISKNOUT! Licenční smlouva - oboustranně FSI VUT BAKALÁŘSKÁ