DRUHÝ GARSTKA A Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
|
|
|
- Kamil Švec
- před 9 lety
- Počet zobrazení:
Transkript
1 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve struktuře rovnocenné se strukturou samotných dílů, tedy dojde k homogennímu látkovému spojení. Přitom je nutné přivést oba díly v místě svaru do plastického nebo tekutého stavu zahřátím. Zahřátí se provádí mnoha způsoby: elektrickým obloukem průchodem elektrického proudu (elektrickým odporem) laserovým paprskem elektronovým paprskem plamenem plazmovým hořákem vzájemným třením Při většině svařovacích postupů musí být mezera mezi svařovanými díly vyplněna dalším materiálem podobného složení, jako tyto díly. Svary jsou nerozebíratelné spoje materiálovým stykem. Pro své vlastnosti se svařování široce používá v mnoha průmyslových odvětvích. 1 / 12
 laserovým paprskem elektronovým paprskem plamenem plazmovým hořákem vzájemným třením Při")
2 Výhody svařování možnost dosažení libovolného tvaru svařence při menší hmotnosti proti odlitkům nejsou potřeba další spojovací díly, takže nedojde k zvětšení průřezu v místě styku únosnost spoje je často stejná, jako navazujících dílů těsnost spoje produktivita výroby a možnost automatizace levná i kusová výroba svařenců v porovnání s nýtováním bezhlučnost Nevýhody svařování změny struktury (tepelné ovlivnění) materiálu tepelné dilatace při svařování vedou k deformacím a pnutím některé materiály nelze svařovat v některých případech tuhost a nepoddajnost spoje svařence mají proti odlitkům menší tlumicí schopnost díky odhmotnění nároky na kvalifikaci svářečů většinou je nutná úprava stykových ploch Rozdělení svařovacích metod Podle stavu materiálu v okamžiku svaření svařování tavné materiál je v místě svaru tekutý svařování tlakové materiál je v místě svaru uveden ohřevem do těstovitého stavu a stlačen Podle svařovaných materiálů svařování kovů svařování plastů Podle účelu spojování dílů nanášení materiálu Podle automatizace postupu svařování ruční svařování automatem Podle technologie (metody podle ČSN ISO 4063) obloukové svařování (ruční, v ochranné atmosféře, v aktivní atmosféře, pod tavidlem) tlakové svařování (ultrazvukové, třením) paprskové svařování (elektronové, laserové) odporové svařování (bodové, výstupkové, švové, odtavovací stykové) plamenové svařování (kyslík-acetylénem, kyslík-propanem) ostatní svařování (aluminotermické, indukční aj.) Konstrukční zásady pro tvorbu svařenců Svařitelnost materiálů je kromě jejich vlastností podmíněna zejména druhem svařování. Tavná svařitelnost nejběžnějšího konstrukčního materiálu oceli je dána obsahem uhlíku do 0,25%, nad 0,50% se svařování nedoporučuje. V materiálových listech ocelí se rozlišuje svařitelnost zaručená, dobrá nebo obtížná. K nejběžnějším materiálům pro svařování patří oceli 11343, 11373, / 12

3 Velkým problémem při svařování jsou tepelná pnutí a deformace. Z tohoto důvodu se u přesných výrobků provádí finální opracování až po svaření, případně se svařenec před obráběním žíhá. Orientační tolerance rozměrů a přídavky na opracování viz následující tabulky: Vzhledem k vnitřnímu pnutí je nutno navrhovat co nejmenší a co nejkratší svary, dlouhé svary provádět jako přerušované. Zvláště nevhodné je křížení a hromadění svarů na jednom místě. Typické připojení žeber viz obrázek: 3 / 12

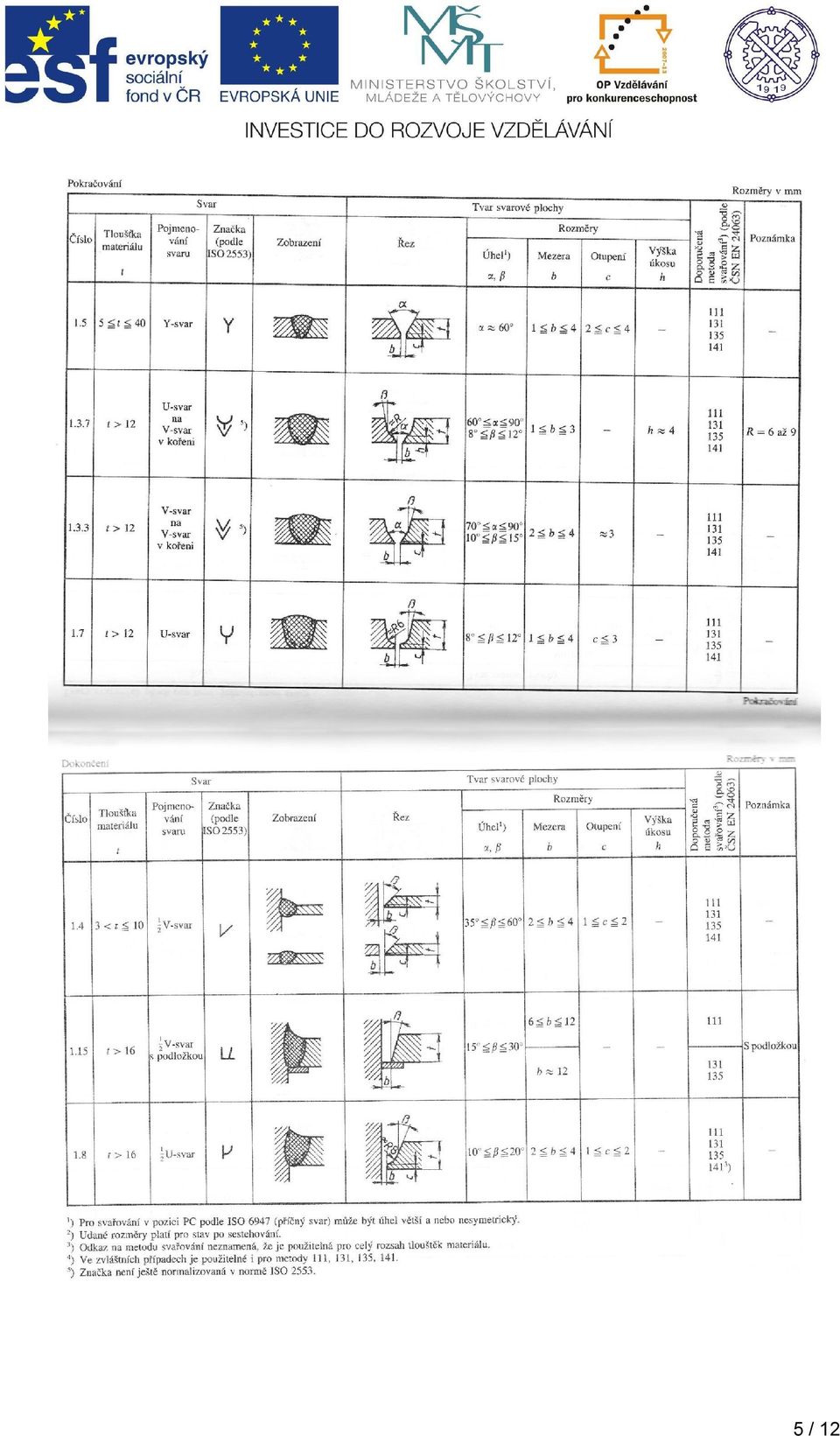
4 Tvary a rozměry svarových ploch V následujících tabulkách jsou uvedeny osvědčené tvary a rozměry pro přípravu svarových ploch. Tyto platí pro všechny druhy ocelí a pro následující metody svařování: 3 - svařování plamenem ruční obloukové svařování obalenou elektrodou obloukové svařování tavící se elektrodou v inertním plynu (metoda MIG) obloukové svařování tavící se elektrodou v aktivním plynu (metoda MAG) obloukové svařování wolframovou elektrodou v inertním plynu Tupé jednostranné svary: 4 / 12
 141 - obloukové svařování wolframovou elektrodou v inertním plynu Tupé jednostranné")
5 5 / 12
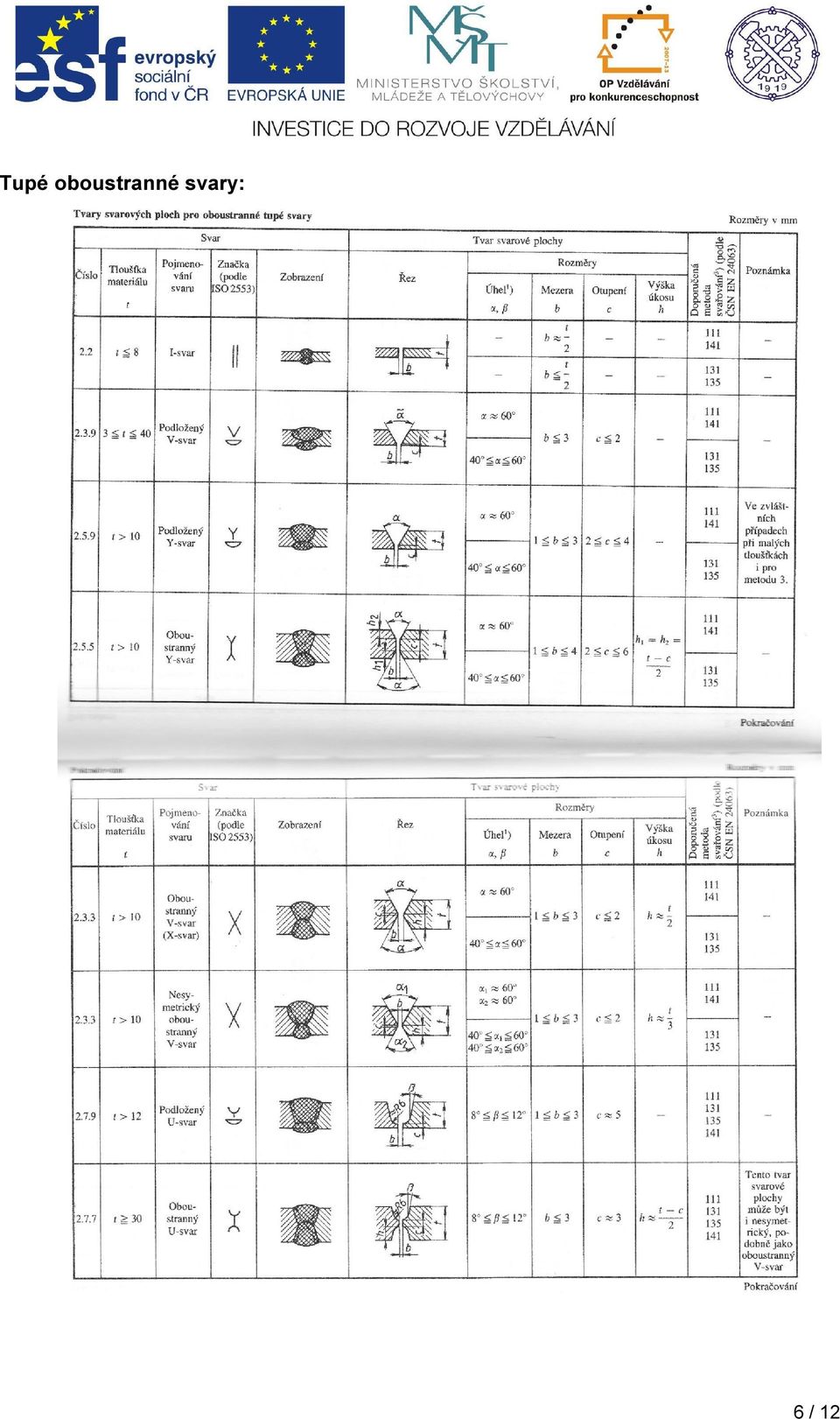
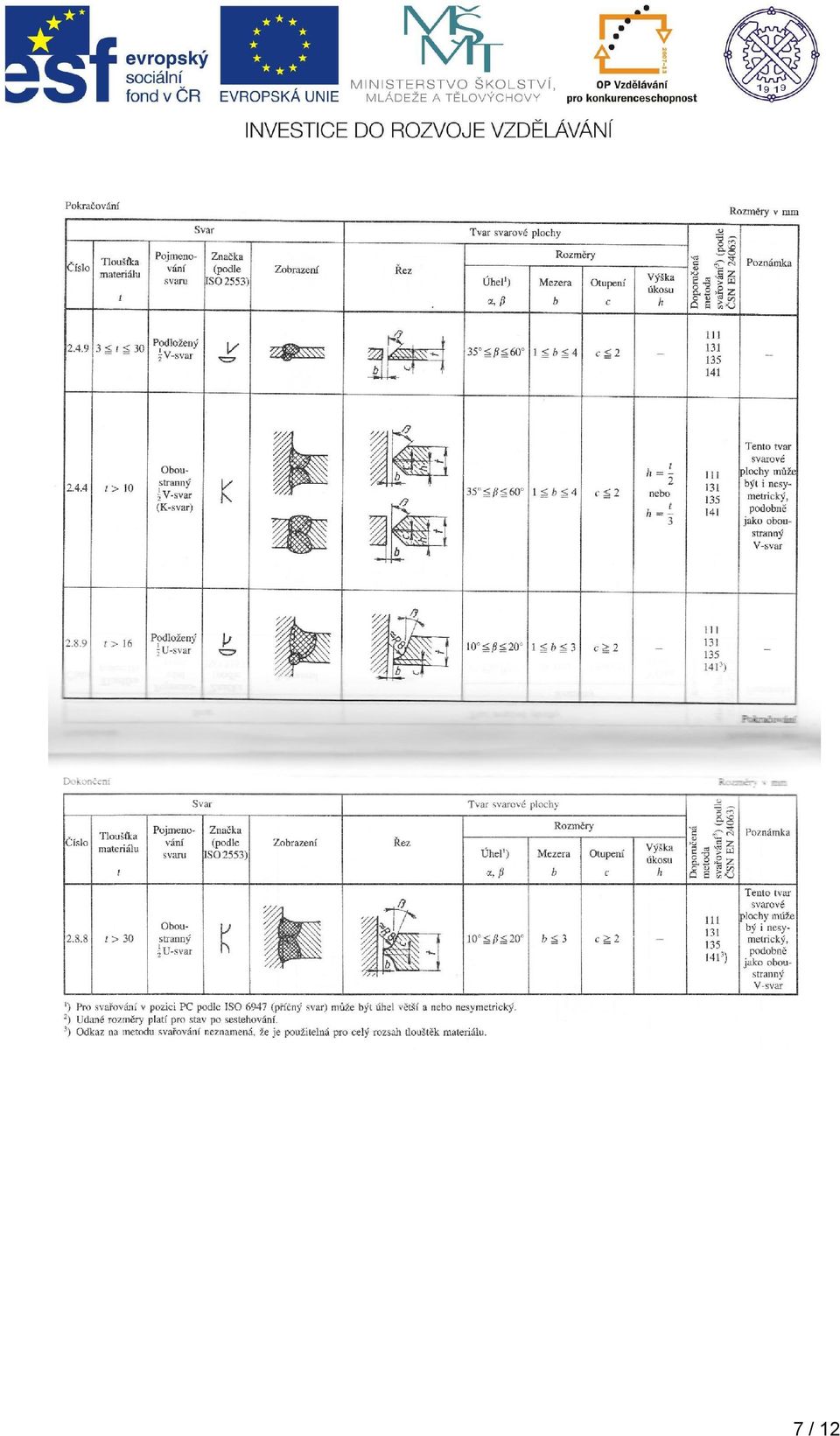
6 Tupé oboustranné svary: 6 / 12
7 7 / 12
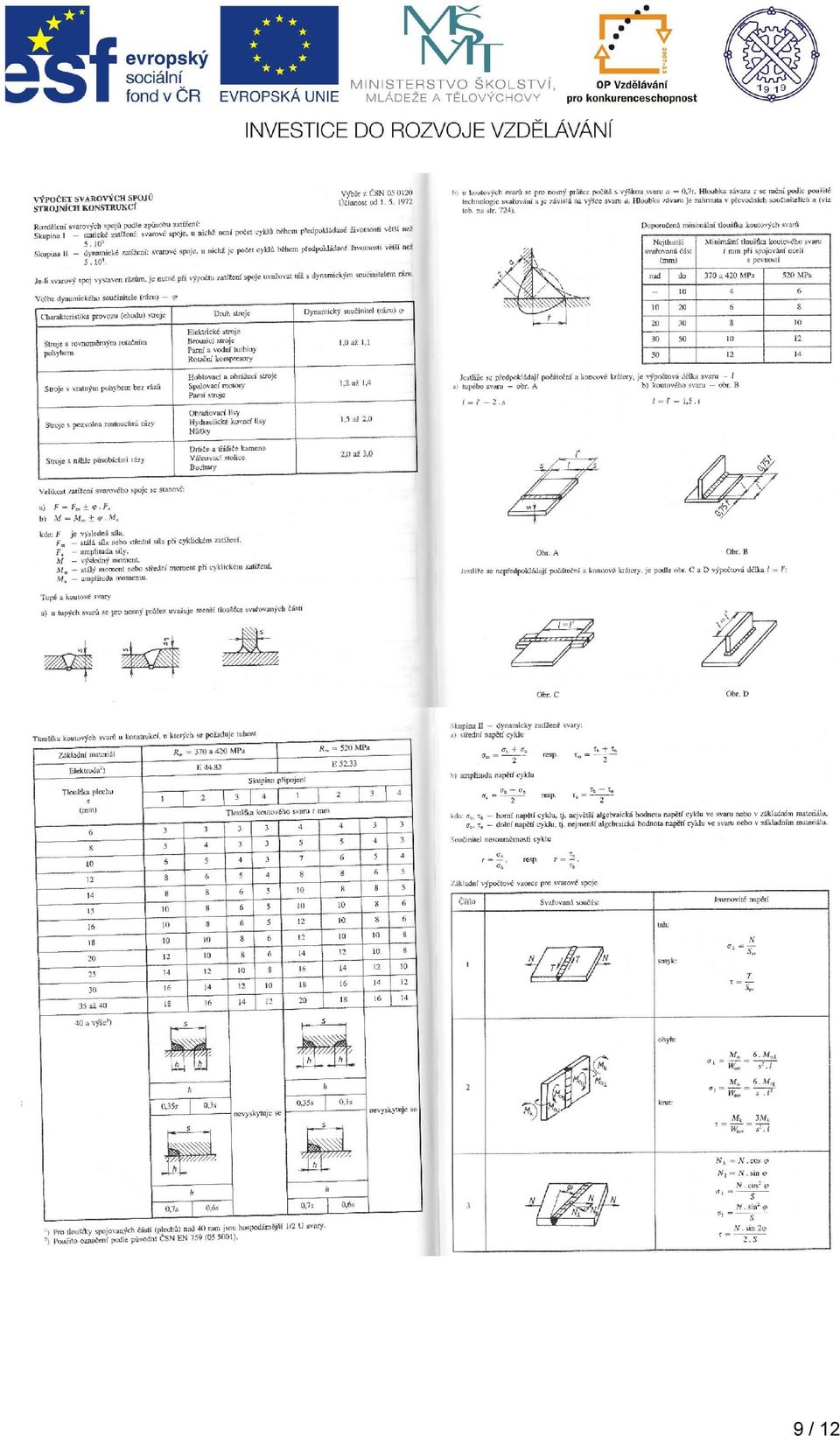
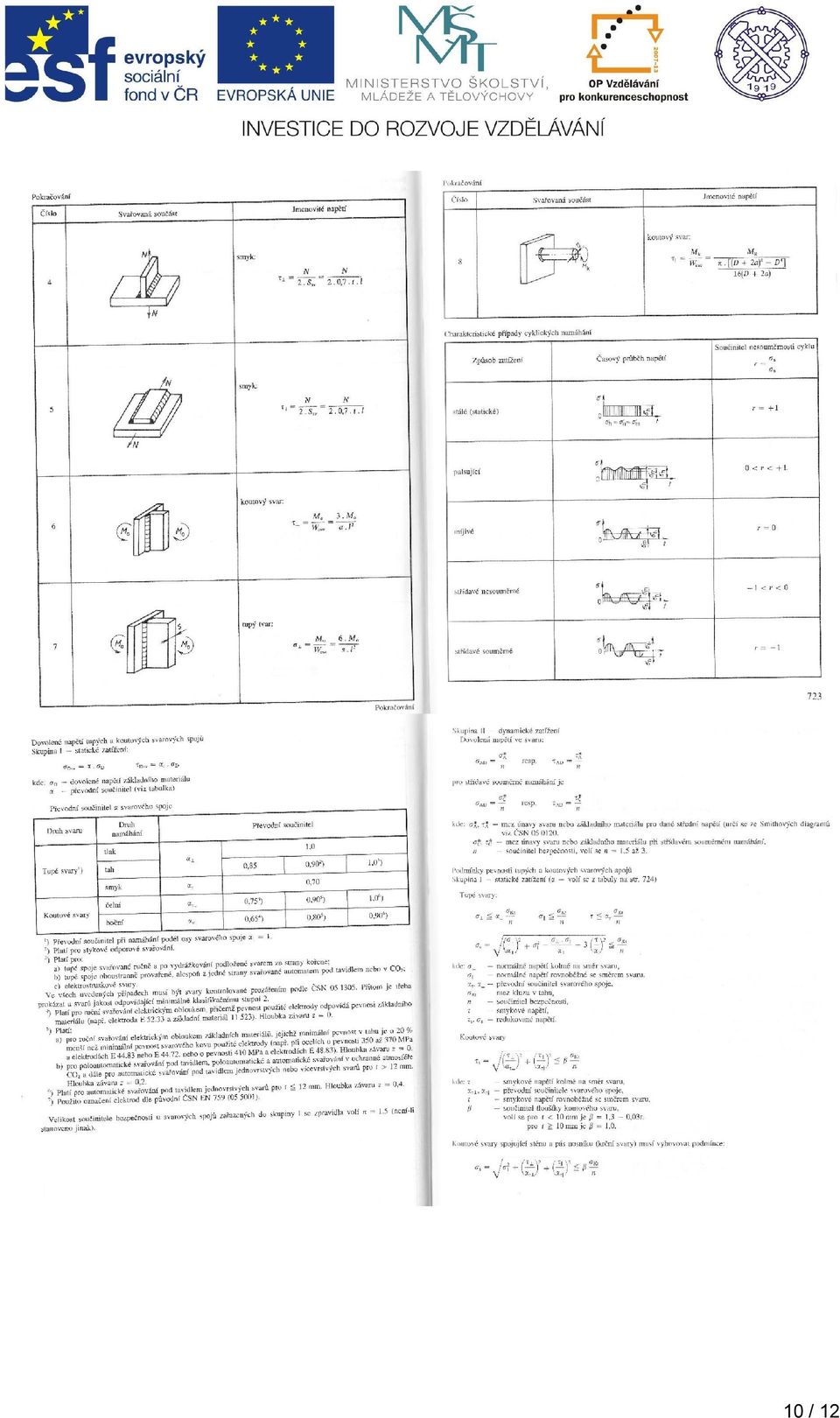
8 Koutové svary: Výpočet svarových spojů strojních konstrukcí Obecně lze říci, že výpočet svarových spojů vychází z běžných zásad pro pevnostní výpočty strojních součástí. Počítá se napjatost v nebezpečném průřezu a tato se porovnává s napětím dovoleným pro daný materiál. Při výpočtu a posuzování svarů však nastává řada komplikací: svar v konstrukci často představuje tvarově nehomogenní prvek vrub svar v konstrukci téměř vždy představuje materiálově odlišný prvek jakost svaru může ve velké míře kolísat v závislosti na typu svaru, materiálu a podmínkách svařování rozměry svaru, zejména délka, nemusí odpovídat rozměrům svarových ploch jakost základního materiálu v okolí svaru je ovlivněna tepelným působením při svařování ve svaru může po procesu svařování zůstat nezanedbatelné vnitřní pnutí Z výše uvedených důvodů je exaktní výpočet svarového spoje vždy nejistá záležitost, a to zejména v případě dynamického namáhání. Tato problematika se v praxi řeší používáním zavedených výpočetních postupů s řadou bezpečnostních koeficientů, stanovených statisticky na základě zkušeností. Existuje více metodik výpočtu, dále uvádíme výběr z ČSN : 8 / 12

9 9 / 12
10 10 / 12
11 Označování svarů na výkresech Způsob označování svarů na výkresech a celková koncepce kreslení svařenců jsou dány normami a firemními zvyklostmi. Tato problematika je náplní předmětu Technické kreslení, značení svarů naleznete i ve Strojnických tabulkách. Zadání č.1 Zadání k samostatné práci Navrhněte způsob svarového spoje kruhového táhla o průměru d=30 mm z oceli Vypočtěte únosnost tohoto spoje při statickém namáhání. Provozní bezpečnost volte. Zadání č.2 Navrhněte způsob svarového spoje plochého táhla o průřezu axb=80x10 mm z oceli Vypočtěte únosnost tohoto spoje při statickém namáhání. Provozní bezpečnost volte. Zadání č.3 Zvolte směry zatěžujících sil konzoly na obrázku. Popište namáhání svarů a napište vztahy pro jejich výpočet. 11 / 12

12 Zadání č.4 Vypočítejte únosnost konzoly na následujícím výkresu s ohledem na navržené svary. Provozní bezpečnost volte. Zdroj literatury a obrázků: Leinveber, Řasa, Vávra : Strojnické tabulky, 3.vyd. Dillinger, Josef; kolektiv : Moderní strojírenství pro školu a praxi Testové úlohy a cvičení jsou autorsky vytvořeny pro učební materiál. 12 / 12

1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
2. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
Svařované sestavy (cvičení)
") Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ GARSTKA A. 1.4.2013 Název zpracovaného celku: SVAŘOVANÉ SESTAVY (cvičení) Svařované sestavy (cvičení) Autodesk Inventor umožňuje efektivní tvorbu
Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ GARSTKA A. 1.4.2013 Název zpracovaného celku: SVAŘOVANÉ SESTAVY (cvičení) Svařované sestavy (cvičení) Autodesk Inventor umožňuje efektivní tvorbu
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Technická dokumentace
 Technická dokumentace VY_32_inovace_FREI30 : Zásady kreslení svarů a výkresů svařenců Datum vypracování: 10.10.2013 Vypracoval: Ing. Bohumil Freisleben Motto: svar není svár a není vaření jako vaření (tedy
Technická dokumentace VY_32_inovace_FREI30 : Zásady kreslení svarů a výkresů svařenců Datum vypracování: 10.10.2013 Vypracoval: Ing. Bohumil Freisleben Motto: svar není svár a není vaření jako vaření (tedy
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Sylabus přednášek OCELOVÉ KONSTRUKCE. Postupná plastifikace I průřezu. Obsah přednášky. Příklad využití klasifikace spojitý nosník.
 Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.
Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Technologičnost konstrukcí. Šimon Kovář Katedra textilních a jednoúčelových strojů
 Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Generátor rámů (cvičení)
") Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ, ČTVRTÝ Aleš GARSTKA 23.6.2012 Název zpracovaného celku: GENERÁTOR RÁMŮ (cvičení) Generátor rámů (cvičení) Generátor rámů je modul, integrovaný
Předmět: Ročník: Vytvořil: Datum: KONSTRUOVÁNÍ V CAD TŘETÍ, ČTVRTÝ Aleš GARSTKA 23.6.2012 Název zpracovaného celku: GENERÁTOR RÁMŮ (cvičení) Generátor rámů (cvičení) Generátor rámů je modul, integrovaný
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Ve výrobě ocelových konstrukcí se uplatňují následující druhy svařování:
 5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje výpočet Ing.
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje výpočet Ing.
Svařování. Rozdělení svařování
 Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
 ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N kontroly svarů prozářením nebo ultrazvukem
 Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N 15 010 Sekce technické služby kontroly svarů prozářením nebo ultrazvukem Norma je závazná pro všechny útvary společnosti a externí organizace,
Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N 15 010 Sekce technické služby kontroly svarů prozářením nebo ultrazvukem Norma je závazná pro všechny útvary společnosti a externí organizace,
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK
 MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
P ehled pouûit ch»sn EN norem
 ČSN 05 0000 ČSN ISO 857 ČSN 05 0002 ČSN EN ISO 6520-1 (H) ČSN 05 0006 ČSN EN 12345 ČSN EN 1792 ČSN EN ISO 4063 ČSN EN ISO 6947 ČSN EN 29692 ČSN EN ISO 9692-2 (H) ČSN EN 1708-1 (H) ČSN EN 1708-2 ČSN 05
ČSN 05 0000 ČSN ISO 857 ČSN 05 0002 ČSN EN ISO 6520-1 (H) ČSN 05 0006 ČSN EN 12345 ČSN EN 1792 ČSN EN ISO 4063 ČSN EN ISO 6947 ČSN EN 29692 ČSN EN ISO 9692-2 (H) ČSN EN 1708-1 (H) ČSN EN 1708-2 ČSN 05
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 9 Tlakové
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 9 Tlakové
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Výpočet skořepiny tlakové nádoby.
 Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1. Inovace a zkvalitnění výuky prostřednictvím ICT
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Pevnostní výpočet šroubů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Pevnostní výpočet šroubů
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
STANOVENÍ PODMÍNEK POŽÁRNÍ BEZPEČNOSTI PŘI SVAŘOVÁNÍ A NAHŘÍVÁNÍ TAVNÝCH ŽIVIC V NÁDOBÁCH
 druh předpisu : číslo: POŽÁRNÍ OCHRANA vnitřní směrnice 3/PO výtisk číslo: 1 Název: STANOVENÍ PODMÍNEK POŽÁRNÍ BEZPEČNOSTI PŘI SVAŘOVÁNÍ A NAHŘÍVÁNÍ TAVNÝCH ŽIVIC V NÁDOBÁCH Obsah : 1. Úvodní ustanovení
druh předpisu : číslo: POŽÁRNÍ OCHRANA vnitřní směrnice 3/PO výtisk číslo: 1 Název: STANOVENÍ PODMÍNEK POŽÁRNÍ BEZPEČNOSTI PŘI SVAŘOVÁNÍ A NAHŘÍVÁNÍ TAVNÝCH ŽIVIC V NÁDOBÁCH Obsah : 1. Úvodní ustanovení
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část B4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část B4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Nikolaj Ganev, Stanislav Němeček, Ivo Černý
 Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Technologičnost návrhu svařované konstrukce a svaru
 Technologičnost návrhu svařované konstrukce a svaru Pravidlo minimálního počtu dílů, minimální tloušťky je v souladu s efektivitou výroby, takže je zřejmé, že jeho vrcholné aplikace najdeme v hromadné
Technologičnost návrhu svařované konstrukce a svaru Pravidlo minimálního počtu dílů, minimální tloušťky je v souladu s efektivitou výroby, takže je zřejmé, že jeho vrcholné aplikace najdeme v hromadné
Svářečská škola a
 Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343905 1. vydání Svařování. Obloukové svařování vysokopevnostních ocelí ve výrobě konstrukcí vojenské techniky 2. Oprava č. 1
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343905 1. vydání Svařování. Obloukové svařování vysokopevnostních ocelí ve výrobě konstrukcí vojenské techniky 2. Oprava č. 1
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Beztřískové zpracování Svařování tavné 1
 1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
OBSAH. Úvod Mezinárodní technická normalizace
 OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Seminář Provádění ocelových a hliníkových konstrukcí dle řady norem EN 1090, Praha,
 Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
Digitální učební materiál
 Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
VY_32_INOVACE_C 07 03
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Kapitola vstupních parametrů
 Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Profil společnosti. Radim Glonek Ředitel společnosti
 Strojírenská výroba Profil společnosti... 2 Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Navařování... 6 Obrábění... 7 Soustružení... 8 Frézování... 9 Měření průtoku pomocí tlakové diference... 10 Kontakt...
Strojírenská výroba Profil společnosti... 2 Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Navařování... 6 Obrábění... 7 Soustružení... 8 Frézování... 9 Měření průtoku pomocí tlakové diference... 10 Kontakt...
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 20
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 20
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o.
 Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ SVOČ FST_2018
 DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ ABSTRAKT SVOČ FST_2018 Lukáš Kožíšek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Tato práce řeší navrhování
DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ ABSTRAKT SVOČ FST_2018 Lukáš Kožíšek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Tato práce řeší navrhování
DUM 18 téma: Svarek na výkrese sestavení
 DUM 18 téma: Svarek na výkrese sestavení ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika
DUM 18 téma: Svarek na výkrese sestavení ze sady: 01 tematický okruh sady: Kreslení výkres sestavení ze šablony: 04_Technická dokumentace Ur eno pro :1. ro ník vzd lávací obor: 26-41-M/01 Elektrotechnika
Záznam o průběhu zkoušky
 Montér ocelových konstrukcí (kód: 23-002-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Strojní zámečník; Provozní zámečník a montér;
Montér ocelových konstrukcí (kód: 23-002-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Strojní zámečník; Provozní zámečník a montér;
PROCES SVAŘOVÁNÍ. SK 01 PROCES SVAŘOVÁNÍ Změna 0. Výtisk číslo : 1. Vydáno: Účinnost od: Kontrolou pověřen: Jaroslav Vlk
 PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 Abstrakt, klíčová slova, bibliografická citace VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF
Abstrakt, klíčová slova, bibliografická citace VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet