Technologie I. Pájení
|
|
|
- Alexandra Tesařová
- před 9 lety
- Počet zobrazení:
Transkript
1 Technologie I. Pájení
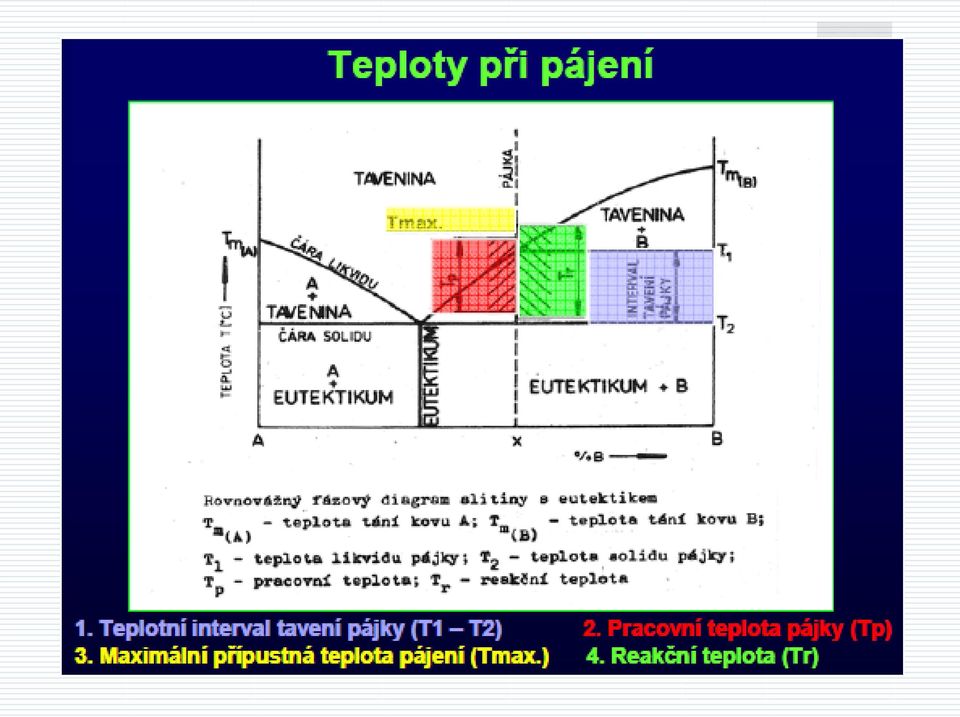
2 Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného materiálu tzv. pájky, která má odlišné chemické složení a nižší bod tavení než základní (pájený) materiál. Při pájení nedochází v místě spoje k natavení spojovaných materiálů Ohřívá se buď jen pájené místo, nebo celá součást Spojení nastává nejčastěji v důsledku vzájemné difuze a rozpustnosti pájky a základních materiálů Spoj vzniká spojením tří materiálů: základního, pájky a tavidla Pro pájení se používá pájedlo (nástroj, který umožňuje natavit přídavný materiál) a pájka (přídavný materiál) Pájka Pájedlo: vykazuje značně nižší teplotu než pájený materiál má jiné chemické složení než pájený materiál elektrická odporová (pro pájení měkké) kyslíko-acetylenový plamen (pro pájení tvrdé) dříve se používala benzinová pájedla pájedla nahřívaná plamenem
 a pájka (přídavný materiál)")
3 Použití pájení v praxi Technologie pájení se využívá hlavně v těchto oblastech: TU v Liberci Elektrotechnický průmysl Přesné strojírenství Chladírenský průmysl Spotřební průmysl Energetický průmysl Využívají v případech, kde je požadovaná těsnost, elektrická vodivost, pěkný povrchový vzhled spoje, mechanická pevnost. Rozdělení procesu pájení: má tří fáze Příprava pájení Ohřev na pájecí teplotu: vytvoření pájeného spoje Chladnutí: dokončení procesu, po ztuhnutí nabývá spoj požadované pevnosti

4 Výhody pájení Menší spotřeba energie, větší pracovní rychlost TU v Liberci Možnost spojování všech kovů a slitin (jinak nespojitelných), lze kombinovat železné i neželezné materiály Možnost mechanizace a automatizace procesu Velká rozměrová přesnost Menší vnitřní pnutí v materiálu, menší strukturní změny v základním materiálu Vysoká produktivita Jednoduší zařízení Lze svařovat tenkostěnné i tlustostěnné součásti Pájka vyplňuje celý průřez spoje V některých případech nahrazuje svařování Nevýhody pájení Menší pevnost spojů Nevhodnost pro dlouhé spoje Složitější tvar a náročnější příprava spojů Přítomnost dalšího materiálu ve spoji může zhoršit odolnost proti korozi

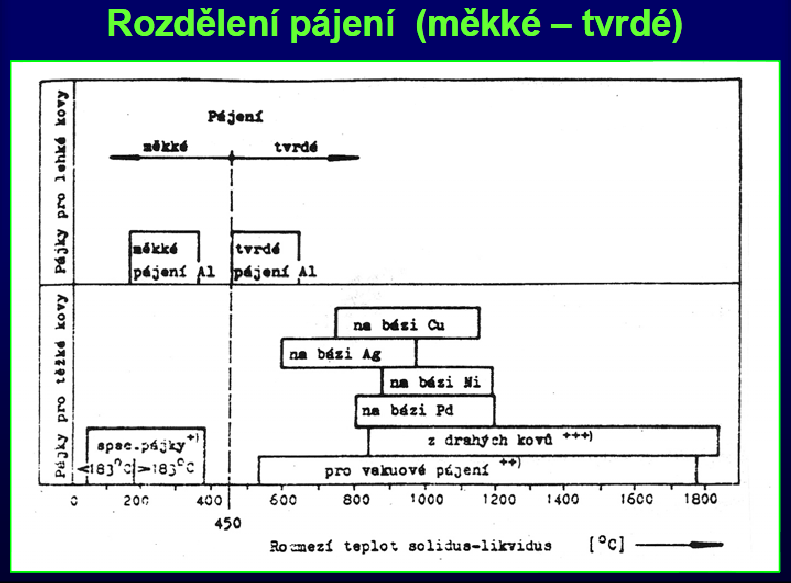
5 Dělení pájení Podle teploty tavení pájky: TU v Liberci Pájení měkké: teplota solidu pájky je do 450 C Pájení tvrdé: teplota solidu pájky je nad 450 C Podle použitého zdroje T tav (tavidla) < T tav (pájky) < T tav (základního materiálu) Podle způsobu spojení a tvaru pájeného spoje Podle prostředí Podle způsobu nanesení pájky na stykové plochy: Na kapilární: mezera je < 0,25 mm Na nánosové: Pracovní teplota u kapilárního způsobu je C nad teplotou likvidu pájky. U nánosového se rovná pracovní teplota teplotě smáčení základního materiálu.


6 TU v Liberci
7 Požadavky na pájky: Nižší bod tání než základní materiál: T tav (pájky) < T tav (základního materiálu) Interval tavení má být úzký (nejlépe eutektické složení pájky) TU v Liberci Pájka má jiné složení než základní materiál a musí mít nízký obsah nečistot Nesmí s základním materiálem vytvářet křehké intermediální fáze Musí obsahovat prvky s malým rozdílem elektrochemického potenciálu ve styku s základním mat. (kvůli korozi) Musí mít dobré pájecí vlastnosti (smáčivost, roztékavost, kapilarita): v roztaveném stavu nízká viskozita Mechanické a fyzikální vlastnosti musí odpovídat požadavkům provozu (pevnost, el. vodivost, porézita) Umísťuje se co nejblíže ke spoji
 Musí mít dobré pájecí vlastnosti (smáčivost, roztékavost, kapilarita): v roztaveném stavu nízká viskozita Mechanické a fyzikální vlastnosti musí")
8 Forma pájky: Jsou ve formě polotovaru: TU v Liberci Prášky Dráty Trubičky Tyčinky Pásky Pasty

9 Interakce pájky a základního materiálu TU v Liberci Adhézní spoj: nedochází k vzájemné rozpustnosti pájky a základního mat. (není změně chemického složení základního mat.). Spoje mají dobrou el. Vodivost, ale menší pevnost. Pb-Fe, Pb-Cu, Ag-Fe Spoj s přechodovými oblastmi: vznikají v důsledku vzájemné difuze a rozpustnosti pájky se základním mat. (dochází k změně chemického složení základního mat.) hloubka difuzní vrstvy: x 2 =2.D.t D difuzní součinitel (cm 2 /s) t čas difuze (s) 1 základní mat. 2 přechodová oblast základního mat. 3 přechodová oblast pájky 4 pájka
 hloubka difuzní vrstvy: x 2 =2.D.")
10 Vznik přechodových oblastí Při úplné rozpustnosti v tekutém a částečné rozpustnosti v tuhém stavu Při úplné rozpustnosti v tekutém i tuhém stavu Při úplné rozpustnosti v tekutém a nerozpustnosti v tuhém stavu Fyzikální podstata pájení TU v Liberci Povrchové napětí: klesá se stoupající teplotou (u čisté mědi je to naopak) Smáčivost: je to schopnost tekuté pájky přilnout k čistému povrchu spojovaných mat. (je hodnocena velikostí stykového úhlu) Dokonalá smáčivost (kohezní síly < adhezní síly) Nesmáčenlivost (kohezní síly > adhezní síly) Úhel smáčení: cosα = (σ 1,3 - σ 1,2 ) / σ 2,3 = σ H / σ 2, dokonalá smáčivost (pro kapilární) dobrá smáčivost (pro nánosové) pájka smáčivá (pro nánosové) špatná smáčivost 180 pájka nesmáčivá σ H adhezní napětí
 Dokonalá smáčivost (kohezní síly < adhezní síly) Nesmáčenlivost (kohezní síly > adhezní síly) Úhel smáčení: cosα = (σ 1,3 - σ 1,2 ) / σ 2,3 = σ H / σ 2,3")
11 Označení mezipovrchových napětí: σ 1,2 mezi pájeným mat. a pájkou σ 1,3 mezi pájeným mat. a okolní atmosférou TU v Liberci σ 2,3 mezi pájkou a okolní atmosférou Označení sil: F 1 adhezní síly F 2 kohezní síly F 3 přitažlivé síly plynného prostředí Označení prostředí: 1 základní materiál 2 pájka 3 okolní atmosféra

12 Roztékavost: je to schopnost tekuté pájky roztéci se při určité (pracovní) teplotě po vodorovném povrchu základního materiálu. Vzlínavost: je to schopnost tekuté pájky vyplnit při pracovní teplotě úzkou mezeru spoje působením kapilárních sil. určuje se výška h vzdálenost do, které pájka vzlíná Pro svislou vzdálenost: TU v Liberci Pro vodorovnou vzdálenost: σ H adhezní napětí (N/m) α stykový úhel ρ hustota pájky (kg/m 3 ) g tíhové zrychlení (m/s 2 ) s velikost mezery (m) η dynamická viskozita (Pa.s) ԏ doba potřebná pro zatečení pájky (s)
 α stykový úhel ρ hustota pájky (kg/m 3 ) g tíhové zrychlení (m/s 2 ) s velikost mezery (m) η dynamická viskozita (Pa.")
13 Závislost kapilárního tlaku na velikosti mezi pájenými materiály TU v Liberci

14

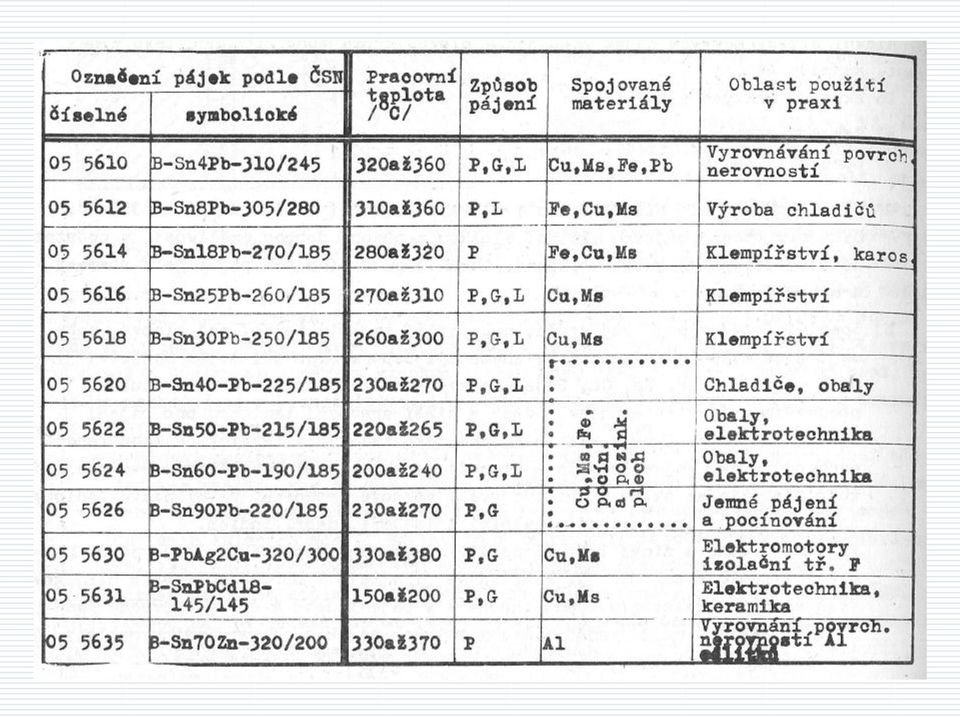
15 Měkké pájení Používáme pájky s teplotou tavení do 450 C Na spoje s menší pevností TU v Liberci Lze pájet oceli, měď, stříbro, olovo, hliník, nikl, zinek, cín a jejich slitiny, šedou litinu i keramiku Pájky pro měkké pájení jsou nejčastěji cínové (na bázi cínu a olova) nebo speciální (zvláštní vlastnosti např. spojování kovů se sklem) s 4-90% Sn Pracovní teplota je C Pevnost spoje v tahu je do 80 MPa, v střihu do 50 MPa
 s 4-90% Sn Pracovní teplota je 190-350 C Pevnost spoje v tahu je do 80 MPa, v")

16 Označování cínových pájek Číselné označení udávající tvar pájek

17
18 Tvrdé pájení Používáme pájky s teplotou tavení nad 450 C Pro spoje s vyšší pevností Pracovní teploty obvykle nad 700 C TU v Liberci Lze pájet oceli, litinu, hliník, měď, nikl, žárupevné mat., keramickokovové materiály a grafit. Nerezavějící ocel, wolfram, tantal, niob, grafit, keramika: tyto materiály se musí před pájením poniklovat, pomědit, postříbřit Pevnost spoje v tahu dosahuje hodnot přes 400 MPa, v střihu MPa Tvrdé pájky mohou být na bázi: Mědi Slitin mědi s obsahem fosforu Mosazi Zlata Stříbra Hliníku

19

20

21 Tavidla Jsou to chemické látky, které zlepšují technologii pájení. Pravidla pro volbu: Podle druhu základního mat. Podle druhu pájky Podle teploty tavení pájky Podle druhu a tloušťky povrchov. oxidů Funkce a charakteristika tavidla: Dobré smáčení základního mat. i pájky Reakční teplota musí být o C nižší než teplota tavení pájky Má mít stálé povrchové napětí Tavidla chrání pájku i základní materiál před účinky okolního prostředí (oxidací) Hustota tavidla má být menší než hustota pájky Tavidlo musí být chemicky stálé Musí být zdravotně nezávadné Snadno odstranitelné zbytky tavidla po pájení Interval tavení tavidla musí být minimální
22 Forma tavidla: Prášek Kapalina Pasta Ochranná atmosféra Nebo místo tavidla může být použito vakuum Značení: podle normy ČSN Podle reakční teploty: S leptavým účinkem Bez leptavého účinku Na lehké kovy Na těžké kovy Pro měkké pájení: Pro tvrdé pájení: C C C C nad 1000 C
23
24
25 Zdroje tepla Pájení pájkou (dotykové): měkké pájení Plamenem: měkké i tvrdé pájení V peci: měkké i tvrdé pájení Ve vakuu: nejnáročnější spoje, ve vakuové peci El. Obloukem, indukčně, ultrazvukem, třením, horkým vzduchem Paprsky: laser, elektron Ponorem: v solné lázni, v lázni tavidla, kovové lázni Příprava pájených spojů
26 Druhy spojů: pro měkké pájení
27 Druhy spojů: pro tvrdé pájení
28
29 Vady spojů Studený spoj Přehřátý spoj Pájkou nesmáčená místa Výskyt plynových dutin Kapky pájky Zbytky tavidla Nedostatečný přechod pájky Trhliny
30
31
32
33 Indukční pájení
34 Pájení v peci
35 Pájení ponorem
36 Plamenové pájení
37
38
39
40
41
42
43 Děkuji za pozornost. TU v Liberci
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
AlfaNova Celonerezové tavně spojované deskové výměníky tepla
 AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
OPTIMALIZACE PROCESU PÁJENÍ MĚDĚNÝCH KOMPONENT GENERÁTORU. Danuše Klauberová
 SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH A DOKTORSKÝCH PRACÍ FST 2007 OPTIMALIZACE PROCESU PÁJENÍ MĚDĚNÝCH KOMPONENT GENERÁTORU Danuše Klauberová ABSTRAKT Diplomová práce řeší problematiku technologie tvrdého ručního
SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH A DOKTORSKÝCH PRACÍ FST 2007 OPTIMALIZACE PROCESU PÁJENÍ MĚDĚNÝCH KOMPONENT GENERÁTORU Danuše Klauberová ABSTRAKT Diplomová práce řeší problematiku technologie tvrdého ručního
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Seznam platných norem NDT k 31.12.2011
 Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Univerzita Tomáše Bati ve Zlíně
 Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Vlastnosti technických materiálů
 Vlastnosti technických materiálů Kovy a jejich slitiny mají různé vlastnosti, které jsou dány především jejich chemickým složením a strukturou. Pro posouzení použitelnosti kovů v technické praxi je obvyklé
Vlastnosti technických materiálů Kovy a jejich slitiny mají různé vlastnosti, které jsou dány především jejich chemickým složením a strukturou. Pro posouzení použitelnosti kovů v technické praxi je obvyklé
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Adhezní síly. Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008
 Adhezní síly Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008 Vazby na rozhraní Mezi fázemi v kompozitu jsou rozhraní mezifázové povrchy. Možné vazby na rozhraní
Adhezní síly Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008 Vazby na rozhraní Mezi fázemi v kompozitu jsou rozhraní mezifázové povrchy. Možné vazby na rozhraní
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
PrávnínařízeníEU. Výběr vhodnéslitiny
 PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
Nylofor 3D. Obrázek 1. Strana : 1 / 7 Certifikováno : Oddělením kvality Werner Frans Dne : 23/04/2009
 1 Obecné vlastnosti 1.1 Popis Tato specifikace určuje požadavky na svařované pozinkované ocelové dráty a síťové panely potažené organickým povlakem, které jsou dle normy EN 102277 určeny k oplocování.
1 Obecné vlastnosti 1.1 Popis Tato specifikace určuje požadavky na svařované pozinkované ocelové dráty a síťové panely potažené organickým povlakem, které jsou dle normy EN 102277 určeny k oplocování.
ROZDĚLENÍ CHEMICKÝCH PRVKŮ NA KOVY, POLOKOVY A NEKOVY
 DIGITÁLNÍ UČEBNÍ MATERIÁL Číslo projektu CZ.1.07/1.5.00/34.0763 Název školy SOUpotravinářské, Jílové u Prahy, Šenflukova 220 Název materiálu INOVACE_32_ZPV-CH 1/04/02/13 Autor Obor; předmět, ročník Tematická
DIGITÁLNÍ UČEBNÍ MATERIÁL Číslo projektu CZ.1.07/1.5.00/34.0763 Název školy SOUpotravinářské, Jílové u Prahy, Šenflukova 220 Název materiálu INOVACE_32_ZPV-CH 1/04/02/13 Autor Obor; předmět, ročník Tematická
Svařování tlakem Podstata metody záleží ve vzájemném přiblížení spojovaných součástí na vzdálenost odpovídající řádově parametru krystalové mřížky.
 Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
Klasifikace a značení podle mezinárodní normy ISO 17672
 Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Neželezné kovy a jejich slitiny. Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny
 Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
Podle vlastností rozdělujeme chemické prvky na. Periodická soustava prvků
 Téma: Kovy Podle vlastností rozdělujeme chemické prvky na. Periodická soustava prvků kovy nekovy polokovy 4/5 všech prvků jsou pevné látky kapalná rtuť kovový lesk kujné a tažné vodí elektrický proud a
Téma: Kovy Podle vlastností rozdělujeme chemické prvky na. Periodická soustava prvků kovy nekovy polokovy 4/5 všech prvků jsou pevné látky kapalná rtuť kovový lesk kujné a tažné vodí elektrický proud a
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Seznam platných norem z oboru DT k
 Seznam platných norem z oboru DT k 30.9.2011 Stupeň Znak Číslo Název ČSNEN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního zkoušení pro stupeň
Seznam platných norem z oboru DT k 30.9.2011 Stupeň Znak Číslo Název ČSNEN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního zkoušení pro stupeň
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Adhezní síly v kompozitních materiálech
 Adhezní síly v kompozitních materiálech Obsah přednášky Adhezní síly, jejich původ a velikost. Adheze a smáčivost. Metoty určování adhezních sil. Adhezní síly na rozhraní Mezi fázemi v kompozitu jsou rozhraní
Adhezní síly v kompozitních materiálech Obsah přednášky Adhezní síly, jejich původ a velikost. Adheze a smáčivost. Metoty určování adhezních sil. Adhezní síly na rozhraní Mezi fázemi v kompozitu jsou rozhraní
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
2. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
1. Pájení Laserem 93* (ostatní způsoby)
") 1. Pájení Laserem 93* (ostatní způsoby) Technologie pájení, kdy na rozdíl od svařování dochází k difúznímu spojování dílů nataveným přídavným materiálem za pomoci tavidla při teplotě nižší, než je teplota
1. Pájení Laserem 93* (ostatní způsoby) Technologie pájení, kdy na rozdíl od svařování dochází k difúznímu spojování dílů nataveným přídavným materiálem za pomoci tavidla při teplotě nižší, než je teplota
MĚKKÉ PÁJENÍ Pájení kovů pomocí cínových slitin
 MĚKKÉ PÁJENÍ Pájení kovů pomocí cínových slitin Co je měkké pájení? Pájení je soubor postupů, při nichž přivádíme do spoje teplo, doplňujeme slitiny jiných než spojovaných kovů a s nižším bodem tavení
MĚKKÉ PÁJENÍ Pájení kovů pomocí cínových slitin Co je měkké pájení? Pájení je soubor postupů, při nichž přivádíme do spoje teplo, doplňujeme slitiny jiných než spojovaných kovů a s nižším bodem tavení
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
PROPALINE vydání 2/2017
 PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
Kovy a kovové výrobky pro stavebnictví
 Kovy a kovové výrobky pro stavebnictví Rozdělení kovů kovy železné železo, litina, ocel kovy neželezné hliník, měď, zinek, olovo, cín a jejich slitiny 1. Železo a jeho slitiny výroba železa se provádí
Kovy a kovové výrobky pro stavebnictví Rozdělení kovů kovy železné železo, litina, ocel kovy neželezné hliník, měď, zinek, olovo, cín a jejich slitiny 1. Železo a jeho slitiny výroba železa se provádí
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
LOGO. Struktura a vlastnosti kapalin
 Struktura a vlastnosti kapalin Povrchová vrstva kapaliny V přírodě velmi často pozorujeme, že se povrch kapaliny, např. vody, chová jako pružná blána, která unese např. hmyz Vysvětlení: Molekuly kapaliny
Struktura a vlastnosti kapalin Povrchová vrstva kapaliny V přírodě velmi často pozorujeme, že se povrch kapaliny, např. vody, chová jako pružná blána, která unese např. hmyz Vysvětlení: Molekuly kapaliny
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
MMC kompozity s kovovou matricí
 MMC kompozity s kovovou matricí Přednosti MMC proti kovům Vyšší specifická pevnost (ne absolutní) Vyšší specifická tuhost (ne absolutní) Lepší únavové vlastnosti Lepší vlastnosti při vysokých teplotách
MMC kompozity s kovovou matricí Přednosti MMC proti kovům Vyšší specifická pevnost (ne absolutní) Vyšší specifická tuhost (ne absolutní) Lepší únavové vlastnosti Lepší vlastnosti při vysokých teplotách
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové