Výroba otvorů VRTÁNÍ
|
|
|
- Radim Kubíček
- před 8 lety
- Počet zobrazení:
Transkript
1 Výroba otvorů VRTÁNÍ

2 Charakteristika třískové obrábění rotačních ploch (otvorů) - do plného materiálu - zvětšení již předpracované díry (předvrtané, předlité, předkované apod.) stroje - vrtačky nástroje - vrtáky


3 Pojem vrtání zahrnuje výrobu otvorů vrtáky rozšiřování otvorů - záhlubníky - výhrubníky - výstružníky
 - nástroj (jsou možné i jiné varianty)")
4 Kinematika hlavní řezný pohyb rotační - nástroj vedlejší pohyb přímočarý (posuv) - nástroj přísuv (dán poloměrem nástroje) - nástroj (jsou možné i jiné varianty)
5 Vrtáky - skupiny středící vrtáky šroubovité vrtáky kopinaté vrtáky vrtáky s vyměnitelnou špičkou vrtáky s vyměnitelnými břitovými destičkami korunkové vrtáky dělové a hlavňové vrtáky ejektorové vrtáky BTA (Boring and Trepanning Association) nebo STS (Single Tube Systém) odstupňované vrtáky vrtáky do plechu speciální sdružené nástroje

6 Středící vrtáky použití navrtávání začátku díry do plného materiálu navrtání středícího otvoru pro uchycení materiálu do koníku (mezi hroty)

7 Středící vrták B 60 HSS D 3.15 rozměry d = 3,15 mm d1 = 11,2 mm L = 63 mm I = 4,9 mm

8 Středící důlek maznice z mosazné kulatiny

9 Sada středících vrtáků
 - snížení tření na stěnách díry - vedou vrták čelní plocha - dva hlavní břity - příčné")
10 Šroubovitý vrták dvě šroubovité drážky - odvod třísek - přívod chladící kapaliny k břitům fazetky (úzké válcové) - snížení tření na stěnách díry - vedou vrták čelní plocha - dva hlavní břity - příčné ostří

11 Progresivní řešení vrtáků s vyměnitelnými břitovými destičkami ze slinutého karbidu

12 Kopinaté (ploché) vrtáky velmi tuhá konstrukce možnost vrtat díry (28 až 128) mm poměr L : D do 3 : 1 bez navrtávání drsnost povrchu horší než po šr. vrtáku břitová destička zapadá do vybrání vrtáku

13 Kopinaté vrtáky obvykle vnitřní přívod kapaliny VBD z RO nebo SK nástroje používat na CNC strojích

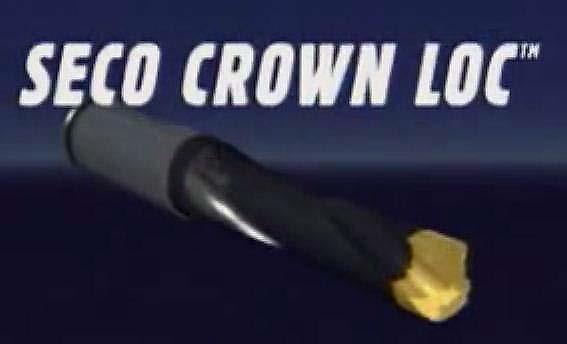
14 Vrtáky s vyměnitelnou řeznou hlavou firma Mapal


15 Vrtáky s vyměnitelnou špičkou forma hlavice umožněn centrální přívod řezné kapaliny do místa řezu
16 Výhody nejvyšší kvalita vrtaného otvoru minimální doba vrtání úspory nákladů na řezný materiál - progresivní slinuté karbidy přesné spojení hlavy s tělesem nástroje s využitím vrubů zajišťuje mimořádnou tuhost děleného nástroje a optimální přenos krouticího momentu radiální upínací systém umožňuje snadnou manipulaci intenzivní chlazení kapalinou přiváděnou přímo na břity v řezu
 m.min -1, posuvy (0,4 až 1) mm.")
17 firma Horn obrábění hliníkových ráfků docílení vysoce lesklých povrchů upínací držáky s přívodem vnitřního chlazení řezné rychlosti (1 200 až 2 200) m.min -1, posuvy (0,4 až 1) mm.ot. -1

18 Vrtáky s vyměnitelnou břitovou destičkou umožněn centrální přívod řezné kapaliny do místa řezu

19 Přednost nástroje možnost do jednoho tělesa upínat několik různých destiček výměna jednoduchá - lze ji provádět při upnutí vrtáku ve vřetenu tvrdý povlak na tělese zvyšuje životnost a zajišťuje plynulý odvod třísek

20 Korunkové (trepanační) vrtáky výroba do ø 250mm hloubka díry 2,5m

21 Korunkové vrtáky vrtání tzv. na jádro materiál odřezáván ve tvaru mezikruží uvnitř zůstává jádro, které se posouvá dutinou vrtáku spolu s třískami vrtáky jedno či více břité


22 Vrtání na jádro obrobek - dutý hřídel lodního šroubu nástroj - zvládnutí složitého konvexního i konkávního tvaru v místech navrtávání a výběhu
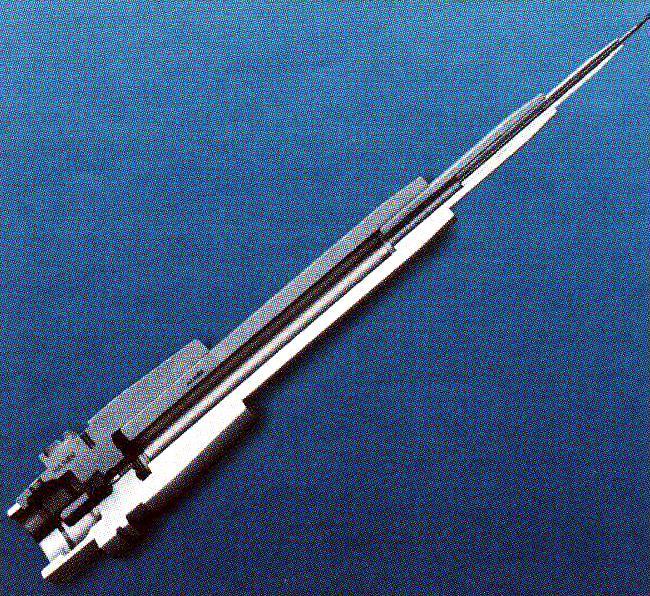
 vrtání hlubokých děr délky (10")

23 Dělové vrtáky (správný název hlavňový vrták) vrtání hlubokých děr délky (10 až 100)D tělo a ostří konstruováno tak, aby vedení v díře bylo co nejlepší

24 Kinematika vrták - posuv obrobek - rotační pohyb
 MPa běžně průměry (0,7 až 40)")
25 Dělové vrtáky dokonalý odvod třísek proudem chladící kapaliny o tlaku (2 až 4) MPa běžně průměry (0,7 až 40) mm

26 Proces vrtání

27 Proces vrtání

 drsnost Ra pod")
28 Ejektorové vrtáky přívod chladící kapaliny mezi vnějším pláštěm vrtací tyče a vnitřní trubkou o tlaku (0,5 až 2)MPa třísky odváděny vnitřní trubkou délky děr přes 10m (umožněno vodítky s hladícím účinkem) drsnost Ra pod 1,6μm

29 Ejektorové vrtáky použití - vrtání do plného materiálu břitové destičky - připájené - vyměnitelné volba typu vrtáku dle průměru vrtané díry



30 CoroDrill 800 správné vyplachování třísek z vrtané díry při hlubokém vrtání dosaženo díky konstrukčnímu provedení nástroje ve spojení s vysokým tlakem řezné kapaliny STS (Single Tube Systém)

31 Speciální vrtáky odvrtávání svařovacích bodů vrtání do tenkostěnných součástí mimořádně vysoká přesnost vrtání bez otřepů bez použití důlčíku vrtání do plechů z oceli, mosazi, Al, Zn, Cu aj.
32 Frézovací vrták vrtání a frézování plechů, dřeva, plastických hmot, tenkostěnných materiálů krátká část v provedení jako šroubovitý vrták přechází do tvaru frézy s lamači třísek materiál HSS TiN

33 Sdružené nástroje odstupňované vrtáky - vrtání dvou a více průměrů současně

34 Speciální sdružené nástroje vrtání díry se současným - vystružováním - závitováním - zahlubováním - hlazením

35 Vrtáky do plechu vrták do plechu pro široký rozsah

36 Odstupňované vrtáky do plechu použití - středění a navrtávání do tenkostěnných profilů - zpracování plechu v průmyslu - ušlechtilá ocel, neželezné kovy, termoplasty aj. až do tloušťky 4mm
 do plně zakaleného materiálu - velmi hladký povrch - břity velmi ostré")
37 Odstupňované vrtáky do plechu drážky pro odvod třísek broušeny metodou CBN (kubický nitrid bóru) do plně zakaleného materiálu - velmi hladký povrch - břity velmi ostré
 mm materiál HSS cena sady")
38 Sada stupňovitých vrtáků průměry (4-12; 4-40; 4 30) mm materiál HSS cena sady 620,- Kč

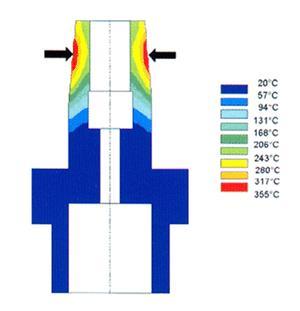
39 Termální tvářecí vrták do plechu kuželový nástroj vyrobený z karbidu wolframu

40 Princip nástroj při tváření otvorů generuje třecí teplo vznikající prostřednictvím relativně vysokých otáček a axiální síly působící na obrobek teplo lokálně ohřívá materiál -> nástroj plynule prochází obrobkem -> formování pouzdra z přemísťovaného materiálu
41 Vrtací operace speciální případy - vrtání děr v plechu - odstupňované vrtání vrtání díry se současným vystružováním, závitováním, zahlubováním aj. vrtání děr v těžkoobrobitelných, kompozitních a nekovových materiálech - vrtáky se speciální konstrukcí nebo geometrií
42 Šroubovitý vrták 1 příčné ostří 2 špička příčného ostří 3 jádro 4 úhel příčného ostří 5 délka příčného ostří 6 průměr jádra 7 hlavní ostří 8 hlavní hřbet 9 vnější špička 10 otvor pro přívod chladící kapaliny 11 řezná část 12 pata
43 Šroubovitý vrták 13 délka hlavního ostří 14 průměr vrtáku 15 fazetka 16 šířka paty 17 vedlejší hřbet vrtáku 18 výška fazetky 19 čelo 20 úhel sklonu hl. ostří 21 úhel sklonu šroubovice 22 úhel špičky 23 drážka pro odvod třísek

44 Řezná rychlost max. řezná rychlost na obvodě nástroje - směrem k ose klesá k nule technologické problémy (např. příčný břit vrtáku v podstatě neodebírá třísku - materiál plasticky deformován)

45 Řezná rychlost změna řezné rychlosti podél celého ostří 1 - směr hlavního pohybu 2 - směr posuvového pohybu 3 - směr řezného pohybu 4 - obrobená plocha 5 - přechodová plocha P fe - pracovní boční rovina φ - úhel posuvového pohybu
46 Rychlosti vrtání řezná rychlost v c v c = π.d.n 1000 [m.min -1 ] posuvová rychlost v f v f = f.n = z.f z.n[mm.min -1 ] rychlost řezného pohybu v e v e = v 2 c + v 2 f [m.min -1 ]


47 Průřez třísky odebíraný jedním břitem nástroje S = f 2 D. 2 = f.d 4 [mm 2 ] S = f 2 D - d. [mm 2 2 ]
48 Vrtací operace navrtání díry do plného mat. - středící vrták vrtání krátkých děr do plného materiálu nebo předpracovaných děr vrtání dlouhých děr do plného materiálu nebo předpracovaných děr D poměr L D poměr L vrtání průchozích děr (větších průměrů) na jádro tj. odřezávání mat. ve tvaru mezikruží = 1 5 až
 úhel špičky ε - tvořen dvěma hlavními břity úhel příčného ostří 55 - ztráta posuvové síly")
49 Geometrie šroubovitých vrtáků úhel čela γ o - dán stoupáním šroubovice ω (směrem k ose vrtáku se zmenšuje) úhel špičky ε - tvořen dvěma hlavními břity úhel příčného ostří 55 - ztráta posuvové síly minimální

50 Skupina použití dle úhlu ω normální obrobitelnost - oceli i nerezavějící, slitiny Cu od CuZn40 tvrdé a křehké materiály - vysoce pevné oceli, slitiny Cu do CuZn40, lisované materiály měkké materiály - Al, Cu, slitiny Zn
51 Materiál - RO HSS legury W, Cr, Mo, V aj. - dlouhá životnost, vysoká výkonnost a řezná rychlost, (t p < 600 C) použití - legovaná a nelegovaná ocel, ( Rm < 900 MPa), - šedá, temperovaná, tvárná litina - grafit, Al slitiny s krátkou třískou, bronz, mosaz
52 Druhy broušené válcované frézované
53 Materiál - RO HSS Co 5 - vysocevýkonné vrtáky - tvrdost zachována při zvýšených teplotách použití - nejvyšší nároky - tĕžkobrobitelné materiály - legovaná a nelegovaná ocel (R m < 900 MPa) - ocel vysoce legované Cr, - nerezová a kyselinám odolná ocel

54 Povlakované vrtáky MV Brno 2008

55 Druhy vrtáků vrtání hloubek až 5.D zvýšená trvanlivost pro všechny materiály dvojitý povlak k dvojnásobnému výkonu monolitní vrták ze slinutého karbidu Titex X-treme PLUS s patentovaným dvojitým povlakem DPL (Double Performance Line)
56 Šroubovité vrtáky Titex série XD určené pro hluboké vrtání až 30.D na obráběcích centrech vnitřní chlazení celková délka až 430mm extrémní pevnost vrtáků - obrábění ocelí, litiny, neželezných kovů i slitin titanu
57 Materiál - SK použití - tvrdé, houževnaté materiály, (t p < 900 C) např. kalená ocel, tvrzená litina, beton, mramor, tvrzené plasty - zvlášť dlouhá životnost při včasném ostření a dostatečném přívodu chladící kapaliny - nevhodné pro předlité otvory (nebezpečí zlomení) - vřeteno bez axiální vůle (vylomení ostří)

 - SK")


58 Nejpoužívanější vrtáky - monolitní vrtáky (povlaky) - monolitní vrtáky SK (povlaky) - vrtáky s řeznými segmenty SK - vrtáky s VBD

59 Vrtáky s mechanicky upínanými řeznými segmenty ze SK

60 Základní pojmy - popis vrtáku

61 Základní pojmy - VBD

62 Záběrové podmínky
 otáčky n n = 1000.v π.")
63 Řezná rychlost, otáčky řezná rychlost v c v c = π.d.n 1000 (m.min -1 ) otáčky n n = 1000.v π.d (min c _ 1 )

64 Průřez třísky f posuv za otáčku D průměr vrtáku a p hloubka řezu D S = f. 2 = f.a p 2 = (mm )

65 Chlazení nástroje

66 Doporučení pro praxi hloubka otvoru < 3D - vrtávání do šikmých, konkávních, konvexních a obecně nerovných ploch
67 Doporučení pro praxi hloubku díry > 3D a vrtáky pracující s velkým vyložením - požadavek rovinné vstupní plochy - homogenní obrobek je-li plocha šikmá, konvexní, konkávní nebo obecně nerovná - nutno snížit posuv o 50% až do plného zavrtání

68 Doporučení pro praxi vrtání díry s osou kolmou nebo skloněnou k ose jiné díry - průměr provrtávané díry max.1 4.D


69 Druhy vrtáků vrtáky firmy Sandvik Coromant (Švédsko) - rozsah průměrů (17,5-58) mm
 - rozsah průměrů")
70 Druhy vrtáků vrtáky firmy Sandvik Coromant (Švédsko) - rozsah průměrů (60-80) mm

71 Druhy vrtáků vrtáky firmy Iscar (Israel)

72 Druhy vrtáků vrtáky firmy Mitsubishi (Japonsko)
 mm ve všech materiálech")
73 Druhy vrtáků univerzální vrtáky Multidrill zajistí vrtání otvorů ø (18 až 53) mm ve všech materiálech




74 Použití vrtání - průměr díry roven průměru vrtáku vrtání - průměr díry větší průměru vrtáku vyvrtávání zarovnávání čela

75 Průměr díry větší průměru vrtáku osa vrtáku osa rotace obrobku vyosení vrtáku o + x D c jmen. ø vrtáku D 1 ø tělesa vrtáku D o ø otvoru D o = D c + 2x velikost vyosení x - omezena vůlí mezi vrtaným otvorem a tělesem vrtáku


76 Upínání vrtáků válcová stopka - vrtáky do ø16 mm - spojení s vřetenem pomocí tříčelisťového sklíčidla

77 Rychloupínací sklíčidlo rychloupínací sklíčidlo s plastovým obalem

78 Upínacího sklíčidla Gűhring GM 300 sestava upínacího uzlu se zvýšenou upínací silou
 menší rozměry vrtáků - redukční pouzdra redukční pouzdra s vyrážecími")
79 Upínání vrtáků kuželová stopka - unášení a držení vrtáků se děje třením stopky ve vnitřním kuželu vřetene (Morseův kužel) menší rozměry vrtáků - redukční pouzdra redukční pouzdra s vyrážecími klíny



80 Tepelné upínání

81 Výhody tepelného upínání přesnost obvodového házení 3μm upínací síla - přenášena přes přilehlou plochu, jež se po tepelném upnutí smrští kolem stopky nástroje vysoká přesnost umožňuje použití různých prodloužení

82 Využití tenké držáky prodloužené držáky

83 Značka ThermoGrip upínačů
84 Vlastnosti ThermoGrip upínačů výměna nástroje během sekund - indukční nebo elektrický ohřev s vysokým rozsahem energie upínače ze zvlášť teplotně odolné oceli - vysoká životnost a tvarová stabilita pro stopky nástrojů z HSS i z HM (tvrdokovů) čas ochlazení je < 30 sekund vhodné i pro upínání fréz

85 Vlastnosti ThermoGrip upínačů žáruvzdorné oceli teplotně odolné do 550 C upínání smršťováním více než 5000 krát patentovaný kuželovitý náběh ke středění nástroje odlehčení - zajišťuje zamezení pnutí při uvolnění

86 Modulární nadstavba prodloužení a redukce na menší průměr lze dosáhnout vyložení nástroje až 230mm

87 Hydraulické upínače

88 Ostření - přístroj Drillgrind přesné broušení vrtáků lze upravit příčný břit, nastavit vrcholový úhel a nabrousit i vrtáky s tvrdokovem

89 Zvýšení přesnosti a drsnosti vrtaných děr vyhrubování vystružování zahlubování nástroje - výhrubníky - výstružníky - záhlubníky stroje - vrtačky kinematika - viz vrtání
90 Odchylky kruhovitosti 1. vrtání (100μm) 2. vyhrubování (30μm) 3. vystružování (10 μm)
91 Vyhrubování použití - zpřesnění geometrického tvaru - zlepšení drsnosti povrchu - díry ø nad 10mm velikost přídavku - dle druhu materiálu obrobku a břitu - dle konstrukce nástroje druhy výhrubníků - stopkové (do ø 32mm) - nástrčné (od ø 24mm) zuby ve šroubovici materiál břitu - RO - VBD



92 Výhrubníky 1 řezný kužel 2 tělo 3 upínací stopka 4 upínací díra 5 VBD

93 Výhrubníky VBD - min. 1 břit
94 Vystružování dokončovací operace výroby děr s předepsanými geometrickými parametry dosahovaná přesnost IT (5 až 8) dosahovaná drsnost R a (0,8 až 1,6 )μm nástroje - výstružníky stroj - vrtačky kinematika - viz. vrtání

95 Přehled výstružníků
96 Výstružníky - rozdělení počet zubů - 4 až 18 zuby - přímé - ve šroubovici nerovnoměrná rozteč zubů - kruhovitost díry - vysoká kvalita povrchu - zamezení vibrací přednostně volen lichý počet zubů
97 Výstružníky - rozdělení dle způsobu práce - ruční - strojní dle způsobu upínání - stopkové (stopka kuželová či válcová) - nástrčné
98 Ruční rozpínací výstružník duté těleso v podélném směru mezi zuby rozříznuto vtlačováním kužele do díry zvětšování průměru (až o 0,1mm jmenovitého průměru) použití v opravárenství
99 Stavitelný výstružník použití dokončovací obráběcí operace válcových otvorů rozměr výstružníku - plynule měnitelný v uvedeném rozsahu (např. z ø60 na ø65 a každý mezirozměr) nastavený rozměr se měří přes pár protilehlých nožů běžně dodávaná geometrie nožů vyhovuje obrábění šedé litiny a bronzu

100 Stavitelné výstružníky zuby vsazeny v drážkách - posuvné na kuželové ploše
101 Ruční výstružníky válcová stopka zakončená čtyřhranem delší tělo se zuby - ruční výstružník s přímými zuby - ruční kuželový výstružník s přímými zuby - ruční kuželový výstružník se zuby ve šroubovici
102 Strojní výstružníky zuby ve šroubovici - povrch přerušovaný - tenké materiály - sklon šroubovice levý, pravý (ω = 7 až 8) obrábění houževnatých materiálů s vysokou R m nástrčné - pro větší ø děr - vnitřní kuželová díra 1 : 30 - unášecí drážka k zajištění na trnu

103 Výstružník HSS materiál nožů výkonná ocel HSS tělo z konstrukční oceli výměnné nože dodávány sanostatně použití - železné i neželezné kovy - plastické hmoty

104 Jednobřitý strojní výstružník vnitřní přívod řezné kapaliny


105 Vystružování průchozích děr materiály tvořící dlouhou třísku - problém s odvodem třísek z místa řezu Ham-Final nástroje se speciální geometrií SN výbrus na čele břitů uděluje třískám dynamiku a usměrňuje jejich pohyb před nástroj břity SK, VBD s PVD TiAlN

106 Nástrčný výstružník se zuby SK hlavice výstružníku HAM Final tělo

107 Výstružníky s břity z cermetu cermet vhodný pro dokončovací operace velmi nízká drsnost povrchu velmi vysoká řezná rychlost dlouhá trvanlivost ostří

108 Výměnná vystružovací hlavice VVH tepelně upnutá hlavice z cermetu pracovní kapalina přiváděna středem tělesa nástroje nebo k jednotlivým zubům


109 Výstružníky s usměrněným chlazením speciální výstružník s tvrdokovovými plátky s usměrněným chlazením do drážek profilu v c = 47 mmin -1 f = 2,2 mm.ot. -1 v f = 1500 mm.min -1 trvanlivost břitu 4000 děr, tj. 100 metrů

110 Zahlubování obrobení souosého válcového či kuželového zahloubení děr zarovnání čelní plochy sražení hrany nástroje - záhlubníky stroje - vrtačky kinematika - viz vrtání

111 Záhlubníky dvou a vícebřité (lichý počet zubů) nástroje s břity na čele druhy - válcové, kuželové, ploché vodící čepy - vedení nástroje
 mm, cena ~ 410,- Kč")
112 Záhlubníky sada 3 - břitých záhlubníků, α = 90, mat. HSS 5 kusů (ø 5; 6; 8; 10; 12) mm, cena ~ 410,- Kč

113 Zpětné zahlubování zahlubování v nepřístupných místech

114 Záhlubníky firmy Granlund (Švédsko)
115 Stroje - vrtačky dle konstrukčního provedení vrtačky - ruční - stolní - sloupové - stojanové - otočné - vodorovné na hluboké díry - speciální


116 Stolní vrtačky jednoduchá konstrukce převodovka otáček a posuvů posuvný vřeteník posuv vřetena ruční pracovní stůl opracování děr do ø 16mm

117 Stolní vrtačky



118 Stolní vrtačky naklápěcí vrtačka

119 Řadová vrtačka
120 Sloupové vrtačky základní prvek stroje - sloup vertikální posuv vřeteníku i pracovního stolu po sloupu posuv vřetena mechanický upínání obrobků na pracovní stůl, větší obrobky na základovou desku použití do vrtání ø 40 mm

121 Sloupové vrtačky



122 Sloupové vrtačky
123 Stojanové vrtačky robustní stojan (skříňový průřez) vřeteník a pracovní stůl se pohybují po svislém vedení konstrukce vrtaček pro vrtání děr do ø80 mm

124 Otočné vrtačky použití - vrtání děr do těžších a rozměrnějších obrobků vřeteník posuvný po rameni rameno - otočné - výškově přestavitelné po vedení sloupu - vrtání děr do ø100 mm

125 Otočné vrtačky upínání obrobků - menší obrobky na pracovní kostku - větší na základovou desku


126 Otočné vrtačky

127 Otočné vrtačky

128 Montážní vrtačky použití - montážní dílny - přenosné nastavení libovolného vyložení vřeteníku na rameni otáčení ramena v rozsahu 360 provádění operací ve velkém prostoru kolem vrtačky
129 Řezné podmínky viz. normativy dosahovaná přesnost a drsnost - viz. normativy
 l h = D 2.cot gκ r (mm) t AS l n l l n.f h l p (min) κ r úhel nastav. hl.")
130 Řezné podmínky - strojní čas n otáčky (min -1 ) f posuv (mm) l délka díry (mm) D průměr díry (mm) l h výška hrotu vrtáku (mm) l h = D 2.cot gκ r (mm) t AS l n l l n.f h l p (min) κ r úhel nastav. hl. ostří ln náběh (mm) lp přeběh (mm) 1/3.D
131 Speciální vrtačky specializované vrtací operace - vrtačky na hluboké díry - souřadnicové vrtačky - vícevřetenové vrtačky - stavebnicové vrtačky s vrtacími hlavami, apod.
 - přesnost roztečí (až")
132 Souřadnicové vrtačky použití vrtání děr s vysokou přesností - IT (2 až 5) - přesnost roztečí (až 0,002mm)

133 Souřadnicové vrtačky vřeteník výškově přestavitelný křížový stůl zajišťuje polohu obrobku ve vodorovné rovině


134 Vícevřetenové vrtačky

135 Ruční vrtačky

136 Ruční vrtačky


137 Vrtání laserem vrtací zařízení
 otvorů min.")


138 CO 2 lasery vyřezávání (kruhových i tvarových) otvorů min. ød = 5mm Nd:YAG lasery - vrtání děr ød = 0,025 mm průmysl - lasery o výstupním výkonu (100 až 500) W doba vrtání závisí na výstupním výkonu laseru a na tloušťce vrtaného materiálu
139 Zdroje
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
Velmi výkonný vrták pro vrtání vysoce pevných a houževnatých materiálů s pevností až 1200 MPa, např. nerezových ocelí, titanových slitin,
 symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Přehled výrobků a použití:
 SPECIÁLNÍ VRTÁKY Přehled výrobků a použití: Materiál Povrch DIN Ostření Vrcholový úhel Sklon šroubovice Stopka Číslo Strana 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0 10,0 101 107
SPECIÁLNÍ VRTÁKY Přehled výrobků a použití: Materiál Povrch DIN Ostření Vrcholový úhel Sklon šroubovice Stopka Číslo Strana 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0 10,0 101 107
Vrtáky na plechy. U nových vysoce výkonných vrtáků na plechy jsou broušeny drážky pro odvod třísek do plně zakaleného materiálu metodou CBN.
 VRTÁKY NA PLEHY 03 Vrtáky na plechy U nových vysoce výkonných vrtáků na plechy jsou broušeny drážky pro odvod třísek do plně zakaleného materiálu metodou BN. BN (kubický nitrid bóru) je mnohem tvrdší,
VRTÁKY NA PLEHY 03 Vrtáky na plechy U nových vysoce výkonných vrtáků na plechy jsou broušeny drážky pro odvod třísek do plně zakaleného materiálu metodou BN. BN (kubický nitrid bóru) je mnohem tvrdší,
Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539
 _HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
_HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Pro výkon je důležitá kvalita.
 Inklusive 131 - S válcovitou stopkou a čtyřhranem - Levá spirála 7-8 - Řezný úkos cca 1/4 délky břitu (l 2 ) - Přesnost Ruční výstružníky DIN 26. Není vhodné na díry se dnem (slepé díry). d 1 l 2 l 1 d
Inklusive 131 - S válcovitou stopkou a čtyřhranem - Levá spirála 7-8 - Řezný úkos cca 1/4 délky břitu (l 2 ) - Přesnost Ruční výstružníky DIN 26. Není vhodné na díry se dnem (slepé díry). d 1 l 2 l 1 d
Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2
 Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
13010 Ruční výstružníky DIN 206
 Obrábění 3 Ruční výstružníky DIN 26 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7-8, náběh cca /4 délky břitu ( ), přesnost H7.. Na díry se dnem (slepé díry) nevhodné. 3 d 2 d 2 3 2, 25
Obrábění 3 Ruční výstružníky DIN 26 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7-8, náběh cca /4 délky břitu ( ), přesnost H7.. Na díry se dnem (slepé díry) nevhodné. 3 d 2 d 2 3 2, 25
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Vydání 01/18. Všechny uvedeny bez DPH. HIGH-END třískové obrábění. // Nová definice pro výkon a efektivitu!
 Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
VÝROBNÍ PROGRAM TK NÁSTROJE
 TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
12105 Provedení DIN 335, úhel zahloubení Provedení DIN 347, úhel zahloubení 120.
 Inklusive 1215-1217 - Mnohobřitové - Pravořezné - Válcovitá stopka (tvar A) K odstraňování otřepů, srážení hran a zahlubování otvorů do normálně se obrábějících materiálů, jako ocel, litina, barevné a
Inklusive 1215-1217 - Mnohobřitové - Pravořezné - Válcovitá stopka (tvar A) K odstraňování otřepů, srážení hran a zahlubování otvorů do normálně se obrábějících materiálů, jako ocel, litina, barevné a
KATALOG INOVACE. UniDrill. Kopinaté vrtáky s břitovými destičkami. kennametal.com
 KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Spirálové vrtáky z celotvrdokovu DIN 338 typ N
 ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 2. část
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 2. část Studijní opory pro magisterskou formu studia Doc. Ing. Anton Humár,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE TECHNOLOGIE I TECHNOLOGIE OBRÁBĚNÍ 2. část Studijní opory pro magisterskou formu studia Doc. Ing. Anton Humár,
HSS HSS HSS. ß Provedení Úhel zahloubení 90, jednobřité, pravořezné, válcovitá stopka (tvar A). Obrábění. Kuželovitý záhlubník (špičatý)
. Obrábění. Kuželovitý záhlubník (špičatý)") 1215-1217 Více břitů, pravořezný, válcovitá stopka (tvar A). K odstranění otřepů, lámání hran a zarovnávání děr v normálně se obrábějících materiálech, jako: ocel, litina, barevné a lehké kovy.. Kuželovitý
1215-1217 Více břitů, pravořezný, válcovitá stopka (tvar A). K odstranění otřepů, lámání hran a zarovnávání děr v normálně se obrábějících materiálech, jako: ocel, litina, barevné a lehké kovy.. Kuželovitý
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Stupňovité vrtáky. U nových vysoce výkonných stupňovitých vrtáků jsou drážky na odvod třísek broušeny metodou cbn do plně zakaleného materiálu.
 STUFENBOHRER FORETS TRAPPENBOREN TRINBOR FRESE BROAS STUPŇOVITÉ WIERTŁA СТУПЕНЧАТЫЕ BURGHIE KADEMELİ STOPNIČASTI STEPENASTA LÉPSŐS PAKOPINIAI DRILLS A ÉTAGÉS ESALONADAS GRADINI STOPNIOWE ÎN FÚRÓ sac GRĄŽTAI
STUFENBOHRER FORETS TRAPPENBOREN TRINBOR FRESE BROAS STUPŇOVITÉ WIERTŁA СТУПЕНЧАТЫЕ BURGHIE KADEMELİ STOPNIČASTI STEPENASTA LÉPSŐS PAKOPINIAI DRILLS A ÉTAGÉS ESALONADAS GRADINI STOPNIOWE ÎN FÚRÓ sac GRĄŽTAI
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ
 FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
TM Tools s.r.o. DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
 Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
KATALOG 2017 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
CENÍK VÝROBKŮ 2011 - CZK
 VÝROBA PORADENSKÝ SERVIS PRODEJ CENÍK VÝROBKŮ 2011 - CZK VRTÁKY DRILLS BOHRER VÝHRUBNÍKY CORE DRILLS AUFBOHRER VÝSTRUŽNÍKY REAME REIBAHLEN ZÁHLUBNÍKY COUNTEINKS SENKER DRŽÁKY HOLDE HALTER PLATNOST OD 1.
VÝROBA PORADENSKÝ SERVIS PRODEJ CENÍK VÝROBKŮ 2011 - CZK VRTÁKY DRILLS BOHRER VÝHRUBNÍKY CORE DRILLS AUFBOHRER VÝSTRUŽNÍKY REAME REIBAHLEN ZÁHLUBNÍKY COUNTEINKS SENKER DRŽÁKY HOLDE HALTER PLATNOST OD 1.
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
KATALOG 2019 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5
 KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Kompozity. Řešení pro obrábění typických výrobků. Ve spolupráci s
 Kompozity Řešení pro obrábění typických výrobků Ve spolupráci s Obrábění kompozitních materiálů program umožňující zvýšení konkurenceschopnosti po stánce výkonu i výsledků Sandvik Coromant a Precorp..
Kompozity Řešení pro obrábění typických výrobků Ve spolupráci s Obrábění kompozitních materiálů program umožňující zvýšení konkurenceschopnosti po stánce výkonu i výsledků Sandvik Coromant a Precorp..
ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL
 MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky
 Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
MAGNETICKÉ VRTAČKY MD 4055 MD 4055 A MD 5075 VA MD 5075 MD 5075 V TPC 2000 MD 6075 S MD 1000 TPC 3000
 MAGNETICKÉ VRTAČKY MD 4055 MD 4055 A MD 5075 VA MD 5075 MD 5075 V TPC 2000 MD 6075 S MD 1000 TPC 3000 Magnetické vrtačky Magnetická jádrová vrtačka Model MD 4055 lze využít pro jádrová vrtání o průměru
MAGNETICKÉ VRTAČKY MD 4055 MD 4055 A MD 5075 VA MD 5075 MD 5075 V TPC 2000 MD 6075 S MD 1000 TPC 3000 Magnetické vrtačky Magnetická jádrová vrtačka Model MD 4055 lze využít pro jádrová vrtání o průměru
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Základní charakteristika frézování. frézování - třískové obrábění rovinných i vnitřních a vnějších tvarových ploch stroje - frézky nástroje - frézy
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 8. cvičení - Vrtání Okruhy: Druhy vrtaček Základní druhy nástrojů pro vrtání Upínání nástrojů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 8. cvičení - Vrtání Okruhy: Druhy vrtaček Základní druhy nástrojů pro vrtání Upínání nástrojů
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata - hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata - hlavní
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed
 New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
Exkluzivní tvar pro zahlubování
 Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
NÁSTROJE NOVINKY B055H. Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000. Nová generace vysoce výkonných fréz.
 NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Modulární systém Coromant EH
 Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární vrtáky. Modulární vrtací systém KSEM. Hlavní použití. Funkce a výhody
 Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...