Vstřikování plastů - návrh konstrukce příboru
|
|
|
- Adam Navrátil
- před 9 lety
- Počet zobrazení:
Transkript
1 Středoškolská technika 2013 Setkání a prezentace prací středoškolských studentů na ČVUT Vstřikování plastů - návrh konstrukce příboru Lukáš Lank Střední průmyslová technická škola Jablonec nad Nisou 1/1

2 MATURITNÍ PRÁCE Studijní obor: M/01 Strojírenství Strojírenství se zaměřením na CAD/CAM systémy a jazyky Autor: Lukáš Lank Podpis: Vedoucí práce: Bc. Lea Hušková Oponent práce: Ing. Jana Zouharová, Ph.D. Třída: 4.A Školní rok: 2012/2013

3

4 Prohlašuji, že jsem tuto práci vypracoval samostatně a použil jsem literárních a dalších pramenů a informací, které cituji a uvádím v seznamu použité literatury a zdrojů informací. V Jablonci nad Nisou dne: Lukáš Lank......

5 Anotace Cílem této práce je navržení tvarů jednotlivých částí příboru. Další problematikou, kterou se práce zabývá, je volba materiálu pro výše uvedené výrobky a zvolení nejvhodnější výrobní metody. Dozvíme se zde i některé zajímavosti o vzniku platů, o vývoji a následném použití plastů pro různá odvětví průmyslu. Klíčová slova: Plast, dělení plastů, vlastnosti plastů, vstřikování plastů Annotation The aim of this work is design shapes individual parts of cutlery. Another issue, which the work deals with is choice of material for above mentioned products and select the most appropriate production methods. We will learn some interesting facts about the origin of plastics, development and subsequent use of plastics for various industries. Keywords: Plastics, plastics division, properties of plastics, plastic injection

6 Obsah Obsah... 5 Použité značky a symboly Úvod Teoretická část Definice Dělení plastů Druhy plastů Použití plastů Vlastnosti plastů Způsoby zpracování plastů Zpracování reaktoplastů Zpracování termoplastů Výrobní metoda - vstřikování Praktická část Návrhy tvarů Volba materiálu Návrh výrobků Návrhy 3D modelů nožů Návrhy 3D modelů vidliček Návrhy 3D modelů lžic Závěr Použité zdroje Literatura Další zdroje informací... 35

7 6. Seznam použitého softwaru Přílohy... 35

8 Použité značky a symboly napětí v tlaku, [MPa] hustota, [ ] m hmotnost, t teplota, t čas, m = [kg], [g] t [ºC] t [h] relativní molekulová hmotnost [ ] Lank: Vstřikování plastů 7
![čas, m = [kg], [g] t [ºC] t [h] relativní](/docs-images/41/6014810/images/page_8.jpg "molekulová hmotnost [ ] Lank: Vstřikování")
9 1. Úvod V současné době je každý z nás konfrontován s obrovským vývojem a pokrokem, který se nezastavitelně dere kupředu, a my jeho nástrahám musíme čelit se vtyčenou hlavou. Se zrychlujícím se pokrokem také vzrůstá zájem o nové materiály, které by splnily stále se zvyšující nároky na životnost výrobků, nenáročnou a nejlépe žádnou údržbu, bezporuchový chod a za přijatelné finanční nároky ať se jedná o výrobní náklady nebo o samotnou výchozí hodnotu daného výrobku či výrobků. Jedním z matriálu, do kterého vkládá mnoho průmyslových odvětví velké naděje a ohromnou perspektivu a možnosti nejen pro naši, ale i pro budoucí generace je plastická hmota, jejíž vlastnosti jsou ohromující a nabízejí nám řadu využití. Dnes jsou plastické hmoty naprosto nepostradatelným materiálem, který je využíván snad ve všech odvětvích, jakými jsou například letectví, kosmonautika, automobilový a elektrotechnický průmysl, medicína, potravinářský průmysl, zbrojařský průmysl atd. Právě tento materiál, je hojně využíván pro své specifické vlastnosti jakými jsou snadná a levná výroba, možnosti a kapacity pro velkosériové výroby, nízká hmotnost, některé druhy plastů je možné použít i jako nádoby pro velmi toxické látky nebo kyseliny. Dnes si život bez plastů a jiných příbuzných hmot neumíme představit a bylo by pro nás obtížné ba skoro nemožné je nahradit materiálem nebo materiály, které by měly přesně takové, ne li lepší vlastnosti než plastické hmoty. Jak již bylo řečeno, vývoj neustále postupuje kupředu a stále jsou objevovány nové prvky a poté vyráběny nové materiály. V budoucnosti možná budeme schopni vyrábět materiály s vlastnostmi, které překonají plastické hmoty ve všech ohledech a plasty budou jimi nahrazeny a možná už nebudou nikdy používány, ale nyní jsou nepostradatelnými a nenahraditelnými prostředky, které nám umožňují, abychom byli úspěšní a dominantní ve všech směrech a byli jsme schopni docílit a možná i překonat dosavadní vývoj v průmyslových odvětvích a naprosto převratným způsobem změnit a posunout naše myšlenky a vědění ještě více kupředu než dnes. Doufejme tedy, že se nám to podaří a naše společnost poroste a náš svět se změní, doufejme k lepšímu, než je dnes. Lank: Vstřikování plastů 8

10 2. Teoretická část Hmota, které dnes říkáme plast, se poprvé objevuje roku 1862, kdy byla představena veřejnosti na průmyslové výstavě. Hmota tvrdá jako rohovina, ale ohebná jako kůže, mohla mít různou barvu, bylo možné jí zpracovat metodami jako lisování, odlévání nebo řezání. Jejím objevitel byl Angličan Alexander Parkes a hmota, kterou objevil, nese jméno Parkesin. Je to sloučenina chloroformu a ricinového oleje. Parkes přivedl na světlo světa další plasty. Mimo Celuloidu, který je sloučeninou nitrocelulózy s kafrem jako rozpouštědlo se však žádný neosvědčil. Od roku 1869 se o rozšíření Celuloidu zasloužil Američan John Wesley Hyatt. Používal se na kulečníkové koule, vložky do límečků, pravítka, ping pongové míčky, k výrobě ozdobných předmětů a hlavně filmů. Filmový průmysl byl jeho největším odběratelem, ale filmový promítači a archiváři jeho úhlavním nepřítelem. Materiál měl mnoho vynikajících vlastností. Například to byla pružnost průhlednost, možnost nanášení fotocitlivé vrstvy. Měl však jednu vlastnost, která byla příčinou mnoha katastrof a nenahraditelných kulturních ztrát, protože Celuloid výborně hoří a to i bez přístupu vzduchu. Dalším významným objevem byl Bakelit, o který se zasloužil chemik, vynálezce a vědec Leo Hendrik Baekeland, původem Belgičan. Bakelit je umělá pryskyřice, která vznikne reakcí mezi fenolem a formaldehydem. Pryskyřice mohla být zpracována tvářením nebo odléváním. Mezi jeho vlastnosti patří nehořlavost a schopnost izolovat. Používal se v elektrotechnice a v automobilovém průmyslu. Časem zaujaly jeho místo jiné plasty, ale svého času byl velmi žádán pro své skvělé vlastnosti a pro svou nízkou pořizovací cenu.[3] 2.1. Definice Plasty jsou látky složené ze směsi plniva spojeného většinou syntetickou vysokomolekulární pryskyřicí polymerem (vytvořeným řetězcem molekul organických sloučenin monomerů), schopné za určitých podmínek získat deformací nový tvar. Typickým znakem plastů je velikost molekul. Bez výjimky jsou tvořeny makromolekulami, jejichž relativní molekulová hmotnost je až (běžně organické sloučeniny maximálně ). [1] Lank: Vstřikování plastů 9

11 2.2. Dělení plastů Plasty se dělí podle chování při zpracování na reaktoplasty a termoplasty. Reaktoplasty (duroplasty) působením tepla se stávají nízkomolekulární sloučeniny (krátké řetězce monomerů vzniklé přerušením polyreakce v určité fázi výroby polymeru) po omezenou dobu plastické. Polyreakce pokračuje dalším ohřevem a jejím výsledkem je prostorově zesíťovaná amorfní (neuspořádaná) struktura. Tento děj se nazývá vytvrzování a je nevratný (po vytvrzení již nelze reaktoplasty tvarovat ani svařovat), s nepravidelnými prostorovými chemickými vazbami jeho průběh lze ovlivnit katalyzátory. Vytvrzená hmota je netavitelná a nerozpustná. Jednotlivé úseky makromolekul jsou tak hustě propojeny chemickými vazbami, že je možno celý výrobek považovat za jednu ohromnou makromolekulu. Elastomery jsou zvláštní skupinou plastů, vysokomolekulární plasty, zachovávající elastické vlastnosti v širokém rozmezí teplot. Vznikají chemickými reakcemi přísad a nízkomolekulárních polymerů, tzv. vulkanizací (obdoba vytvrzování) Termoplasty lze teplem opakovaně roztavit a ochlazením převést zpět do tuhého stavu. Tváření je tedy možné opakovat. Při zahřívání nastávají pouze změny fyzikální povahy, ale chemická struktura plastu se nemění. Makromolekuly jsou buď lineární, nebo rozvětvené, a vytvářejí strukturu buď amorfní, nebo krystalickou, sestávající z uspořádaných oblastí (krystalů) obklopených amorfní hmotou. Uspořádanost polymerů není nikdy zcela dokonalá, proto se nazývají tyto látky semikrystalické. Měřítkem je stupeň krystalinity, který udává relativní podíl krystalických oblastí ve hmotě a může být u téže látky různý podle způsobu zpracování. Termoplasty představují asi 80 [%] všech používaných plastů. Jiné dělení plastů vychází ze způsobu získání surovin k výrobě plastů: Syntetické plasty z chemicky upravených organických sloučenin vyrobených z ropy nebo uhlí (fosilní suroviny) Polysyntetické plasty z upravených přírodních surovin rostlinného nebo živočišného původu (celulóza, škrob, bílkoviny, rostlinné oleje a pryskyřice, živočišné tuky) Stále více se uplatňují i ekologická hlediska a rozdělení plastů přiblíží k možnostem jejich odstraňování po použití (zpracování nebo likvidaci odpadu): Lank: Vstřikování plastů 10
, s nepravidelnými prostorovými chemickými vazbami jeho průběh lze ovlivnit katalyzátory.")
12 Recyklovatelné (regenerovatelné) plasty jsou přímo nebo po únavě použitelné pro další výrobu (pojiva, plniva) úspora energie i zdrojů při výrobě výchozích surovin, patří sem většina termoplastů Spalitelné plasty volným spalováním vzniká pouze a, případně tepelná energie Speciálně likvidovatelné plasty rozkládají se (spalují) ve vysokoteplotních (žárových) komorách s následnou chemickou úpravou vzniklých produktů Biologicky odbouratelné plasty (převážně kompostovatelné) působením mikroorganismů (například půdních bakterií) se rozkládají pryskyřice, plniva i přísady na sloučeniny biogenních prvků (C, N, P) a vodu nebo bioplyn. Patří sem většina přírodních a některé syntetické termoplasty. Podle rozsahu použití se plasty dělí do tří skupin: Plasty pro běžné použití se ve světě vyrábí v objemu milionů tun ročně a jsou cenově dostupné polyolefiny (PE, PP), polystyrenové hmoty (PS), polyvinylchloridy (PVC), fenolformaldehydy (PF), močovinoformaldehydy (UF) a acetáty celulózy (CA) Plasty se zlepšenými vlastnostmi se vyrábí v objemu statisíců tun především polyamidy (PA), polykarbonáty (PC), polyoximetylen (POM), polymetylkrylát (PMMA), polyuretan (TPU), epoxidové (EP) a polyesterové pryskyřice (UP), silikonové hmoty (SI) Speciální plasty pro nejnáročnější aplikace v elektrotechnice, v letecké výrobě, lékařství apod. Značení jednotlivých druhů plastů (zkratky v podobě písmen) vychází z názvů jejich chemického složení a je v souladu s ČSN EN ISO , 2, 3, 4 (64 002). [1] 2.3. Druhy plastů Základní druhy plastů, struktura, značení a zpracování viz Tabulka 1 [1] Tabulka 1 Značení Chemický název Struktura Zpracování rpe Polyetylén rozvětvený ktp VS, EX, VF, TV lpe Polyetylén lineární ktp VS, EX, VF, TV Lank: Vstřikování plastů 11
 a vodu nebo bioplyn. Patří sem většina přírodních a některé syntetické termoplasty.")
13 PETP Polyetyléntereflalát ktp i atp VS, LI, EX, TV PTFE Polytetrafluoretylen ktp SP PP Polypropylen ktp VS, EX, VF, TV PS Polystyren atp VS, TV, ZP PVC Polyvinylchlorid atp VS, EX, TV, VF mpvc Polyvinylchlorid měkčený atp EX, VS, VA, OD PMMA Polymetylmetakrylát atp VS, EX, TV, OD PA Polyamid ktp VS, EX, VF POM Polyformaldehyd ktp VS, EX, VF PC Polykarbonát atp VS, EX, TV TPU Termoplastický polyuretan atp VS, EX PUR Polyuretan RP VS, ZP, LI PF Fenolformaldehyd RP LI, VS, OD UF Močovinoformaldehyd RP LI, VS MF Melamin formaldehyd RP LI, VS UP Polyester nenasycený RP LA, LI, VS EP Epoxidová hmota RP OD, LA, LI, VS Zkratka Význam Zkratka Význam atp amorfní termoplast OD odlévání ktp semikrystalický termoplast SP spékání RP reaktoplast TV tvarování VA válcování EX vytlačování VF vyfukování LA laminování VS vstřikování LI lisování ZP zpěňování Lank: Vstřikování plastů 12

14 2.4. Použití plastů PVC tvrdý používá se pro výrobu chemických nádrží a armatur, pro výrobu vodovodních a chemicky odolných potrubí do tlaku 1[MPa], do teploty 40 [ C] nebo v nábytkářství, dále se používá na výrobu speciálních profilů pro okenní rámy nebo pro potřeby stavebnictví PS, PE používají se na výrobu obkládacích dekoračních desek a pro tvarování různých předmětů ELASTOMERY těsnící podložky s tkaninovou výztuží: dopravníkové pásy, podlahoviny, koženka, profilová těsnění pro dopravní prostředky a hadice do 120 [ C] (silikonový kaučuk do 200 [ C]) PE používá se pro výrobu izolační fólie proti vlhkosti, kryty pařníků, obalové fólie, tvarování obalovin, kelímků apod. PVC, PS, PETP používají se pro potravinářský průmysl a v kosmetice PA (silon), PETP (tesil), PAN (akryl) používají se pro výrobu lan, sítí, bezpečnostních pásů, výztuží hnacích řemenů, dopravníkových pásů a pneumatik, v oděvnictví PP používá se pro výrobu lodních lan (lehčí než voda), trubek pro vodu do 90[ C] a do tlaku1 [MPa], motouzů, pytlovin, koberců PVC měkčený používá se pro výrobu hadic beztlakových a vyztužených hadic do tlaku 0,6 [MPa] a na vodu do teploty 40 [ C], dále se používá na výrobu těsnících profilů pro dopravní prostředky nebo pro potřeby stavebnictví PE rozvětvený používá se na výrobu trubek a hadic pro vodu do tlaku 0,25 až 1 [MPa], při 20 [ C] PE lineární používá se pro výrobu trubek pro vodu do tlaku 0,6 [MPa] při teplotě 20 [ C] PA používá se na výrobu trubek a hadic na benzin, oleje do tlaku 1 [MPa] a do teploty 80 [ C] PTFE používá se na výrobu hadic s vysokou chemickou odolností do teploty 260 [ C], při teplotě 100 [ C] si zachovávají ohebnost Lank: Vstřikování plastů 13
![podložky s tkaninovou výztuží: dopravníkové pásy, podlahoviny, koženka, profilová těsnění pro dopravní prostředky a hadice do 120 [ C] (silikonový kaučuk do 200 [ C]) PE používá se pro výrobu](/docs-images/41/6014810/images/page_14.jpg "izolační fólie proti vlhkosti, kryty pařníků, obalové fólie, tvarování obalovin, kelímků apod.")
15 PMMA používá se na výrobu přístrojů, modelů továren a přehrad, světelných panelů, osvětlovacích těles, ochranných štítů a krytů [1] 2.5. Vlastnosti plastů U jednotlivých materiálů jsou vlastnosti závislé na struktuře a složení základního pojiva (polymeru), druhu a množství plniva a dalších přísad. Vyztužující plniva (vlákna: skleněná, kovová, textilní, z jiného druhu plastu, tkaniny, papír apod.) ovlivňují zejména mechanické vlastnosti (pevnost, modul pružnosti) Nevyztužující plniva ( prášky anorganického nebo organického původu) mění některé fyzikální a elektrické vlastnosti (tepelnou vodivost, hustotu, izolační schopnosti apod.) Poznámka: Pro vstřikování je hranice 30 [%] hmotnosti plniva v podobě prášků nebo krátkých vláken. U jiných technologií je obsah plniv i více než 50 [%]. Příkladem může být laminát ve směru dlouhých skleněných vláken (65 [%] obsahu) dosahuje pevnosti v tahu 800 [MPa], neplněný 35 [MPa]. Stabilizátory přísady ke zpomalení degradačních procesů (zhoršování vlastností, případně tepelný rozklad) v plastech za účelem zvýšení životnosti a provozní teploty Maziva usnadňují zpracování hmoty zlepšují tekutost, zmenšují tření mezi částicemi plniva, zamezují nalepování hmoty k povrchu formy při zpracování Změkčovadla kapaliny organického původu s vysokým bodem varu, zlepšují houževnatost a tvárnost termoplastů nebo po smíchání s práškovým plastem vytvářejí pasty k dalšímu zpracování na výrobky nebo granule (například PVC) Tvrdidla podporují (vyvolávají) vznik příčných vazeb u reaktoplastů a elastomerů Katalyzátory (iniciátory a urychlovače) ovlivňují průběh (rychlost, dobu) vytvrzování Nadouvadla užívají se při výrobě lehčených plastů chemickými reakcemi nebo teplem vznikají plyny, které vytvářejí dutiny v plastu Lank: Vstřikování plastů 14
 ovlivňují zejména mechanické vlastnosti (pevnost, modul pružnosti) Nevyztužující plniva ( prášky anorganického nebo organického původu) mění některé fyzikální a elektrické vlastnosti (tepelnou")
16 Modifikátory přídavky jiného druhu polymeru ke zlepšení určitých vlastností Poznámka: Pro použití a zpracování plastů jsou rozhodující s teplotou se měnící vlastnosti (tvarovatelnost, tekutost). Zvyšováním teploty pevnost a modul pružnosti klesají, v určité oblasti se tento pokles zrychluje, může se měnit skokem přechodové teploty. [1] 2.6. Způsoby zpracování plastů Ke zpracování plastů se používá řada technologických metod a postupů, které je obtížné definovat vzhledem k jejich množství a prolínáním se navzájem. Technologické procesy lze rozdělit na tvářecí, tvarovací, a doplňkové technologie. Tvářecí technologie (vstřikování, vytlačování, lisování, válcování, odlévání, laminování, vypěňování) zásadním způsobem mění tvar výchozího materiálu se značným přemisťováním jeho částic. Tváření probíhá současně za působení teploty a tlaku. Výsledkem je polotovar (desky, trubky, vlákna) nebo hotový výrobek (výstřik, výlisek, odlitek). Tvarovací technologie (tvarování desek, ohýbání trubek, vyfukování, obrábění, svařování jen TP, lepení, spékání plastových prášků PE, PTFE) vychází z polotovaru a hmota mění tvar bez velkého přemisťování částic, může se uplatnit vliv zvýšené teploty či tlaku. Doplňkové technologie slouží k úpravě vlastností hmoty před zpracováním (příprava směsí polymerů s barvivy, plnivy, katalyzátory, příprava past, sušení hmoty, předehřev, příprava granulátu, tabletování) [1] 2.7. Zpracování reaktoplastů Tvářecí vlastnosti reaktoplastů jsou stejně jako fyzikální vlastnosti především ovlivněny plnivem. Jsou posuzovány mírou tekutosti, která závisí na tvářecí teplotě výchozí suroviny na velikosti a tvaru částic plniva, které ovlivňují tlaky potřebné k lisování a vstřikování. Před samotným zpracováním se nevytvrzené reaktoplasty upravují tabletováním (předlisováním) surovin, za účelem zmenšení objemového součinitele, zkrácení doby Lank: Vstřikování plastů 15

17 prohřátí, využití vysokofrekvenčního předehřevu a zjednodušení manipulace s hmotou v dutině formy při vlastním tváření. Kromě nejstaršího způsobu výroby součástí přímým lisováním (Obr. 4.5.) lze často tyto hmoty zpracovávat nepřímým lisováním přetlačováním (lisostřikem) (Obr. 4.6.) výhody dobré prohřátí materiálu a jeho následná tekutost, forma je mechanicky méně namáhaná. Nevýhody velké množství odpadu, dlouhá doba plnění, složitost zařízení. Vstřikování provádí se na strojích se šnekovým podáváním předehřáté hmoty, se vzrůstající teplotou se tekutost materiálu zlepšuje, je nutné vstřikování provádět pod teplotou vytvrzování. Nízkotlaké lisování používá se především u fenolických pryskyřic, výhodou tohoto způsobu je možnost použití lisů s mnohem menším výkonem a v některých případech postačuje i atmosferický tlak, nevýhodou dlouhá doba vytvrzování. Odlévání lze vyrábět součásti z reaktoplastů (především z fenolformaldehydových nebo epoxidových pryskyřic), musí se dávat pozor na přilnavost pryskyřice, je nutná vhodná volba dělícího prostředku separátoru. Laminování vrstvených hmot s dlouhými vlákny či tkaninami probíhá sycením (zaléváním, nanášením, postřikem, máčením) jednotlivých vrstev plniva pryskyřicí, zastudena nebo při zahřátí (urychlení vytvrzování), volně nebo pod tlakem (zalisování) Méně častými způsoby zpracování reaktoplastů jsou vytlačování a válcování používané k výrobě polotovarů (fólie, desky, trubky profily) Vypěňování provádí se v procesu vytvrzování při lisování nebo vstřikování nejčastěji použitím nadouvadel [1] 2.8. Zpracování termoplastů Termoplasty se zpracovávají ve viskózně tekutém stavu, což v praxi znamená zahřát amorfní polymery alespoň na teplotu viskózního toku, krystalické na teplotu tání. Zpracování termoplastů je jednodušší než u reaktoplastů. Nejrozšířenější způsob tváření je vstřikování (Obr. 8.3.) optimální tekutost je závislá na teplotách a vhodném tlaku. Vypěnování je to zvláštní způsob vstříkování nebo lisování Lank: Vstřikování plastů 16

18 Lisování se používá jen zřídka, protože vstupní materiál je třeba nejprve zahřát a po určitou dobu ho nechat ve formě vychladnout, tento postup je časově a energeticky velmi náročný Přetlačování a lisování rázem (kování) ohřáté suroviny (prášku, tablet, špalíků) v tvarových dutinách (zápustkách) například pro zpracování tvrdých PVC Válcováním se vyrábějí z termoplastů listy malých tlouštěk desky a fólie Vytlačováním nevyrábějí trubky, pásy a profily Spékáním a natavováním se zpracovávají práškové termoplasty větších molekulových hmotností Tvarování lze tím zpracovat ohřáté desky, na které působí tlak a rovněž lze takto zpracovat i fólie Foukáním Obr Princip přímého lisování reaktoplatů Obr Princip přetlačování lisování reaktoplastů a) plnění (nasypávání), b) lisování, a) plnění, b) přetlačování, c) vyjímání c) vyjímání 1 stůl lisu, 2 hmota, 3 forma, 1 tableta hmoty, 2 píst, 4 beran lisu, 5 přetok hmoty, 3 beran, 4 forma, 6 výlisek, 7 vyhazovač 5 pracovní komora, 6 kanál 7 přebytek hmoty, 8 výlisek 9 dělená vložka, 10 vyhazovač [1] Lank: Vstřikování plastů 17

19 Obr Princip vstřikování termoplastů (jeden pracovní cyklus) a) Plastikace: forma se zavírá, šnek se otáčí a vrací, plastikuje roztavenou hmotu a dopravuje ji k trysce. b) Vstřik: vstřikovací jednotka se přitiskne k formě, šnek se přestane otáčet, posune se dopředu jako píst a vstříkne taveninu do formy. c) Ukončení vstřiku: po dokončení vstřiku a ztuhnutí vtoku se vstřikovací jednotka odsune od formy. Šnek se otáčí a vrací zpět a plastikuje další dávku hmoty. d) Otevřené formy: po úplném ztuhnutí celého výstřiku se forma otevře a výstřik se samočinně vyhodí. 1 pevná část formy, 2 pohyblivá část formy, 3 samočinné vyhazovače, 5 topný válec, 6 tryska, 7 šnek, 8 termoplast, 9 vtok, 10 výstřik [2] Lank: Vstřikování plastů 18
 Otevřené formy: po úplném ztuhnutí celého výstřiku se forma otevře a výstřik se samočinně vyhodí.")
20 2.9. Výrobní metoda - vstřikování Vstřikování termoplastů je vhodnou technologií pro hotové tvarové výrobky. Principem je vstříknutí roztaveného termoplastu pod tlakem do uzavřené formy (viz Obr. 8.3.). Výstřiky mohou mít hmotnost od 1 [g] až několik kilogramů. Forma je vyrobena z kovu, obvykle ocelová, chlazená protékající vodou a má samočinné vyhazovací zařízení. Hmota ve formě ochlazením ztuhne a po jejím otevření je hotový výstřik automaticky vysunut z formy. Pracovní cyklus trvá jen několik desítek sekund, a proto je vstřikování termoplastů nejrozšířenější a nejlevnější technologií pro velkosériovou výrobu tvarových předmětů. Forma může být jednonásobná nebo vícenásobná, například až pro 40 drobných výrobků na jeden vstřik. Vstřikování strukturních pěn se provádí tak, že vhodné termoplasty, například PS, ABS, PE, PP, se před vstřikováním smísí s práškovým nadouvadlem, které se pak teplotou v topném válci rozloží na plyn. Při vstřiku je forma naplněna jen z části, plyn expanduje a zpění hmotu, která zvětší svůj objem, až vyplní celou tvarovou dutinu formy. Povrch výstřiku je tuhý, kompaktní, protože hmota stykem s chladnou stěnou formy ztuhne tak rychle, že nezpění. Pod povrchem je plynulý přechod v pěnovou strukturu (strukturní pěna). Střední hustota u takových výstřiků bývá 500 až 800 [ ]. Konečné vyplnění formy je způsobeno jen nízkým tlakem expandujícího plynu, musí mít výstřiky větší tloušťku stěn (minimálně 5 [mm], aby je materiál dobře naplnil a zpěnil v nich. V hmotě nevzniká vnitřní pnutí, takže tloušťka stěny nemusí být stejnoměrná a výrobek není náchylný k pozdějším deformacím. Takto se vyrábějí například skříně magnetofonů, televizorů, rozhlasových přijímačů a nábytkové skříně. Vstřikování reaktoplastů a elastomerů je podobné jako vstřikování termoplastů. Rozdíl je v tom, že ocelová forma je předehřívána na teploty 120 [ C] až 180 [ C] (teplota předehřevu je závislá na zpracování materiálu), aby v ní po vstřiku mohlo proběhnout zesíťování polymerních řetězců, vytvrzení u reaktoplastů nebo vulkanizace u elastomerů Vstřikovací stroj (obr. 8.4.) je vhodný pro zpracování termoplastů, strukturních pěn, reaktoplastů i elastomerů, popisovaný stroj slouží ke vstřikování termoplastů. Jeho hlavní díly jsou: vstřikovací a uzavírací jednotka, lože, pohon a ovládací zařízení (na obrázku není uvedeno). Lank: Vstřikování plastů 19

21 Obr Schéma vstřikovacího stroje (v poloze před vstřikem, forma uzavřena) 1- pevná upínací deska, 2 posuvná upínací deska, 3 forma, 4 kloubový uzávěr, 5 vodící tyče (4 kusy), 6 osy pák při otevřené poloze formy, 7 topný válec, 8 elektrické topení, 9 tryska, 10 šnek, 11 termoplast, 12 násypka, 13 převodovka s regulací otáček šneku, 14 elektromotor, 15 hydraulický posuv šneku, 16 hydraulický posuv vstřikovací jednotky, 17 hydraulické ovládání kloubového uzávěru, 18 lože, 19 čerpadlo s hydraulickým rozvaděčem 20 plynový hydraulický akumulátor [2] Vstřikovací jednotku tvoří ocelový topný válec vytápěný elektrickou energií, na jehož čele je vstřikovací tryska. V topném válci je otočně a posuvně uložen plastikační ocelový šnek. Hloubka jeho závitu se směrem ke trysce zmenšuje, aby se dosáhlo kompresního účinku při hnětení a dopravě roztaveného granulátu od násypky k trysce. Otáčky šneku jsou měnitelné. Posuv šneku i celé vstřikovací jednotky je hydraulický, vstřikovací tlak a rychlost se regulují změnou množství a tlaku přiváděné hydraulické kapaliny. Teplota topného válce se zvyšuje směrem k trysce a reguluje se samočinně zapínáním a vypínáním jednotlivých úseků topení pomocí termočlánků. Uzavírací jednotka má jednu pevnou a jednu posuvnou upínací desku. Posuvná deska umožňuje rychlé uzavírání a otevírání formy. Ovládací a programovací zařízení zajišťuje automaticky provoz a samočinné dodržování nastavených technologických parametrů (teplota v různých pásmech topného Lank: Vstřikování plastů 20
22 válce, teplota formy, vstřikovací tlak, začátek a rychlost vstřiku, doba vstřikování, doba chlazení ve formě). Elektrická část je umístěna v samostatné skříni, hydraulická část je v loži. Nejmodernější stroje jsou vybavené číslicovým ovládáním dovolujícím nastavení technologických parametrů a jejich průběhu na počítači a automatickou kontrolu a regulaci vstřikovacího procesu. Běžný způsob vstřikování (viz Obr. 8.3) existují však i jiné speciální způsoby. Vícepolohový vstřikovací stroj má více stejných forem upnutých buď na vratně posuvném stole (dvoupolohový stroj), nebo na rotačním karuselu (4 až 16 polohový stroj, obr. 8.5.) Formy postupně přicházejí před vstřikovací jednotku, která je naplní taveninou. V dalších polohách probíhá v uzavřené formě buď chlazení (u termoplastů), nebo vytvrzování (u reaktoplastů), nebo vulkanizace (u elastomerů), potom otevření formy, vyhození výstřiku, vyfouknutí formy stlačeným vzduchem a její opětné zavření. Tyto stroje mají velký pracovní výkon a jsou vhodné pro velké série výrobků, například karuselové stroje v obuvnictví. Obr Schéma půdorysu šestipolohového vstřikovacího stroje s rotačním stolem se vstřikem do dělící roviny 1 chlazení u termoplastů nebo vulkanizace u elastomerů, 2 rotační stůl 3 svislé hydraulické uzavírací jednotky s upnutými formami, 4 vstřikovací jednotka, 5 otevření formy, vyhození výstřiku a zavření formy [2] Stroj se vstřikováním do dělící roviny je vhodný pro některé výrobky z termoplastů, reaktoplastů i elastomerů hlavně se zastříknutými kovovými vložkami, například závitovými. Forma se otvírá obvykle vertikálně, aby se vložky mohly pohodlně Lank: Vstřikování plastů 21
23 vložit do její spodní části. Pro zavření formy se vstříkne tavenina horizontální vstřikovací jednotkou. Obr Vstřikování do dělící roviny 1 uzavření formy, 2 vyhazování, 3 závitová vložka, 4 vyhazovací deska s vyhazovači, 5 topný válec s tryskou, 6 výstřik [2] Zpěňování polystyrenu Zcela jiné je vstřikování předpěněného polystyrenu (PS) do formy, do níž se současně malými dírami přivádí horká pára o tlaku 0,15 [MPa]. Působením páry se PS dopění a vyplní formu. Tloušťka stěn bývá vzhledem k velmi malé pevnosti hmoty desítky až stovky milimetrů. Takto vyrobená hmota se nazývá pěnový polystyren. Výrobky z pěnového polystyrenu jsou: obaly pro citlivé nástroje, sklo a porcelán, křesla pro nábytkářství, tepelně izolační desky pro stavebnictví. Pro tento způsob výroby jsou zapotřebí speciální stroje. [2] U pístových vstřikovacích strojů se forma uzavírá horizontálním pístem, na sedlo formy se přitlačí vstřikovací tryska. Pohybem pístu se vstříkne roztavená hmota z vytápěného válce tryskou a plnícími kanály do dutiny formy. Po ztuhnutí (zchladnutí) výrobku se vstřikovací píst vrátí vzhůru, nasype se nová dávka hmoty, následuje otevření formy a vyhození výrobku. Lank: Vstřikování plastů 22
24 Nejčastěji používané stroje obsahují zařízení pro předběžnou plastifikaci, které taví plastickou hmotu mimo materiálový válec a do něho je pak hmota dodávána například plastifikačním šnekem (viz Obr. 4.9.). U jedno dutinové komory se kromě otáčení šnek axiálně (hydraulicky) posouvá a jeho čelní plocha vstřikuje určitý objem hmoty tryskou do formy (viz Obr ). [1] Obr Princip vstřikování pístem s předběžnou plastifikací v oddělené komoře 1 plastifikační šnek, 2 vstřikovací píst, 3 zpětný ventil [1] Obr Schéma vstřikovacího stroje se šnekovým podáváním 1 uzavírací válec, 2 uzavírací mechanismus, 3 tryska, 4 vyhřívání, 5 násypka, 6 hydromotor šneku, 7 válec pro axiální pohyb šneku, 8 přívod tlakové kapaliny, 9 regulační jednotka, 10 koncové spínače, 11 chladící kanály, 12 plastifikační šnek, 13 ovládací panel, 14 tavící komora, 15 forma [1] Lank: Vstřikování plastů 23
25 3. Praktická část Cílem této práce je navržení jednotlivých tvarů příboru, které budou vyráběny technologií vstřikováním plastů do kovové formy. Dále volba vhodného materiálu Návrhy tvarů Návrh tvarů samotného příboru byl velmi obtížný. Při návrhu se museli vzít v úvahu tyto skutečnosti: jestli bude příbor jednoúčelový nebo určený pro děti (dlouhodobé používání), návrh tvaru (snadné vyjmutí z formy), volba materiálu (splnění bezpečnostních a hygienických norem), výroba (jednoduché tvary snadná výroba formy, levná a rychlá výroba) Bezpečnost: Obecně by měl být znám fakt, že příbory vyráběné z plastů musí mít určitou míru bezpečnosti při jejich používání, ať už se jedná o jednoúčelový příbor, příbory určené pro více použití nebo příbory určené pro děti. Plastový příbor určený pro děti: zde se jedná o naprosté a striktní dodržení té nejvyšší bezpečnosti! Hrany plastového příboru určeného pro děti musí být upraveny tak, aby nedošlo k poranění dítěte! Tvorba modelů: Modely byly vytvořeny v programu AUTODESK INVENTOR Volba materiálu Materiál zvolený pro výrobu je PP (polypropylen). Materiál byl zvolen pro své vlastnosti, které jsou vyhovujícími pro daný účel. Jednou z uvedených vlastností je, že jakýkoliv výrobek, vyrobený z tohoto materiálu může být v dlouhodobém kontaktu s potravinami. V případě, že by se jednalo o nádobu vyrobenou z tohoto materiálu, je možné používat tuto nádobu i v mikrovlnné troubě. Další předností, na kterou je kladen v dnešním světě obzvláště velký důraz, je recyklovatelnost obalů či použitých výrobků. Polypropylen splňuje i tuto výše uvedenou podmínku, kterou dnešní společnost tvrdě posuzuje, z hlediska životního prostředí, ale především kvůli stále se tenčícím zdrojům surovin. Další doplňující informace jsou obsaženy v Tabulce H. Lank: Vstřikování plastů 24
26 Zvoleným materiálem pro tyto výrobky je: PP (Polypropylen) materiál byl zvolen z této Tabulky H [4] Lank: Vstřikování plastů 25
27 3.3. Návrh výrobků Dosažení potřebných rozměrových tolerancí je značně ovlivněno technologií výroby a konstrukcí výstřiku (rovnoměrná tloušťka stěn, přesná regulace tlaků a teplot). ČSN uvádí běžně dosažitelnou přesnost: u termoplastů IT 16 až IT 11, vyjimečně IT 9 (u jednodušších menších součástí a plastů s menším smrštěním a dobrou tekutostí v přesných jednorázových formách), u reaktoplastů IT 12 až IT 10, výjimečně až IT 8. Pro každý výrobní způsob má postup návrhu určité odlišnosti. Hlavní zásady jsou uvedeny v ČSN a v pokynech výrobců surovin či zpracovaných polotovarů a výrobců strojů. Polypropylen je semikrystalický termoplast, proto byla pro výše uvedené výrobky zvolena přesnost IT 11. Příbor bude vyráběn technologií vstřikováním plastů do kovové formy. Podrobnější informace viz Teoretická část. Pro zpracování termoplastů je vstřikování nejrozšířenější způsob. Navrhování je podstatně náročnější než u kovových výrobků z těchto důvodů: U plastů je poměrně velké smrštění, asi 0,5 [%] až 3 [%] lineárně po vyjmutí z formy (chlazená forma, vstřikování v tekutém stavu). Smrštění se zvětšuje krystalizací části struktury a závisí také na velikosti a tvaru výrobku a na technologických podmínkách při vstřikování. Převážná část smrštění (80 [%] až 90 [%]) proběhne během 24 [h] po vystříknutí a dodatečné smrštění do 1 měsíce (viz Tab. 4.4.). Po vstříknutí polypropylenu do formy dojde ke smrštění o 1,2 až 3,5 [%] a následně se projeví i dodatečné smrštění o 0,2 až 0,3 [%]. Termoplasty s práškovými plnivy (grafit, keramická moučka aj.) a s krátkými vlákny lépe odvádějí teplo (rychleji ve formě chladnou) a mají rovněž menší smrštění po vyjmutí z formy. Vnitřní pnutí způsobuje ho rychlý vstřik pod vysokým tlakem a rychlým ochlazením. Po čase dojde k samovolnému uvolnění vnitřního pnutí, zvláště při vysokých provozních teplotách (může dojít k deformaci výrobku, u křehkých materiálů i k praskání). Lank: Vstřikování plastů 26
28 Změna rozměrů dochází při: teplotní roztažnosti, mechanickému namáhání, tečením, u navlhlých hmot pronikáním tekutiny z okolního prostředí. Vznik propadlin vzniká zvyšováním vnitřního pnutí následkem nevhodného proudění taveniny vlivem nesprávně řešeného tvaru předmětu a umístění vtoku i nehomogenitou materiálu při přípravě suroviny. Tabulka 4.4. Zásady pro konstrukci výrobku: Zaoblení hran (hlavně vnitřních) plynulejší proudění tekutiny ve formě a zmírní vrubový účinek volí se 0,5 až 1 násobek tloušťky stěny Úkosy stěn jsou 0,5 [ ] až 3 [ ] (větší u vnitřních stěn a u křehčích hmot) Tloušťka stěn bývá v rozmezí 0,5 [mm] až 4 [mm], pokud možno všude stejná, aby chladnutí probíhalo stejně rychle ve všech místech. Tenké stěny znamenají úsporu materiálu, rychlejší chladnutí ve formě a menší smrštění, ale vyžadují dobře tekutou hmotu a co nejkratší dráhu taveniny při vyplňování formy. Silné stěny jsou následkem pomalého chladnutí náchylné k tvoření propadlin nebo vnitřních dutin, podobně jako v místech hromadění materiálu. Vhodnější je zvětšit tuhost výrobku žebrování: formy. Rozměry výrobku po vyjmutí z formy jsou o velikost smrštění menší než rozměry Lank: Vstřikování plastů 27
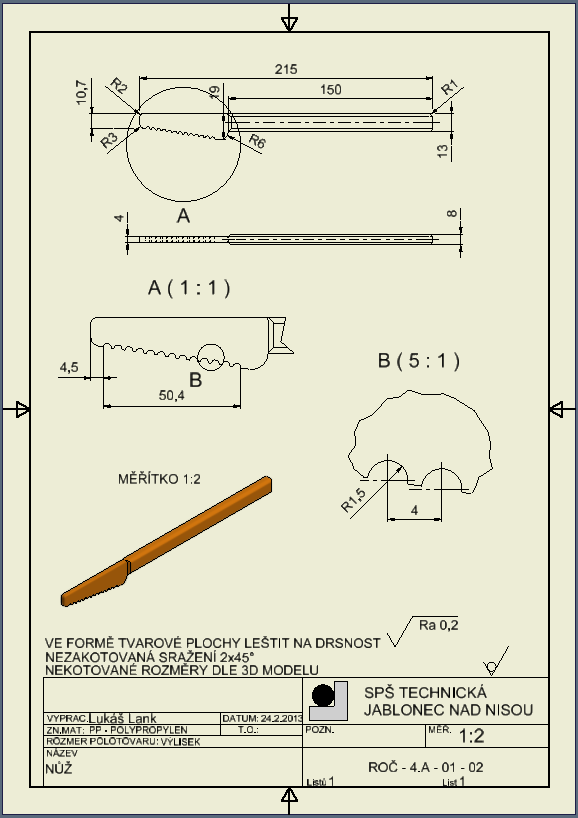
29 Pro výrobky z reaktoplastů (vstřikované do vytápěných forem) jsou vhodné rovněž dobře tekuté hmoty bez vláknitých plniv. Přesnost a rozměrová stabilita výrobků jsou lepší než u termoplastů z důvodů větší tuhosti (vyšší modul pružnosti), menšího smrštění a velmi malého vnitřního pnutí (ve formě nenastává prudké ochlazení, ale pomalejší vytvrzování polymerů). Zásady pro navrhování výrobků z reaktoplastů jsou stejné jako u termoplastů, tloušťky stěn mohou být větší 2 [mm] až 6 [mm]. [1] Volba tloušťky, viz výkresová dokumentace. Volba úprav hran, viz výkresová dokumentace Návrhy 3D modelů nožů Obr Schéma nože se zaoblenými a sraženými hranami a výraznou řeznou částí. Výkresová dokumentace, viz přílohy. Lank: Vstřikování plastů 28
30 Obr Schéma nože s tvarově upravenou rukojetí. Obr Schéma nože bez zaoblení hran. Lank: Vstřikování plastů 29
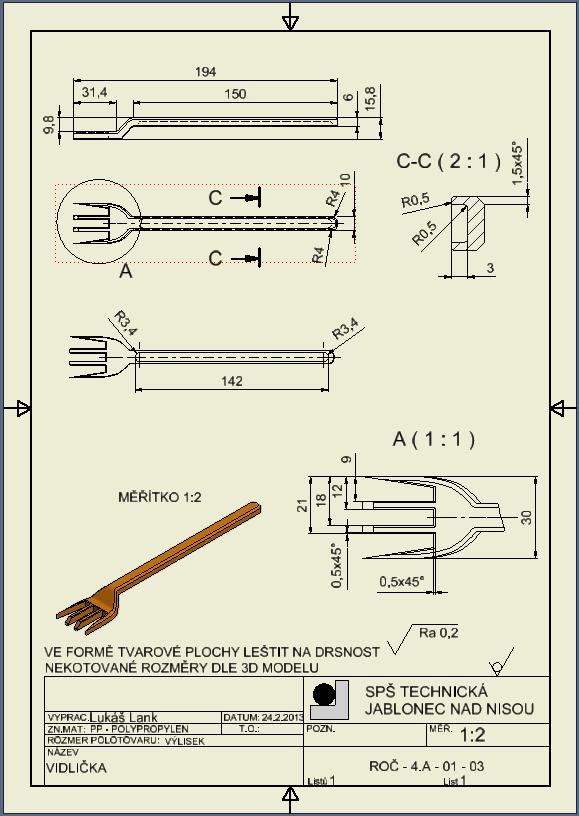
31 3.5. Návrhy 3D modelů vidliček Obr Schéma vidličky se zaoblením a sražením hran a tvarovou rukojetí. Výkresová dokumentace, viz přílohy. Obr Schéma vidličky bez sražení hran. Lank: Vstřikování plastů 30
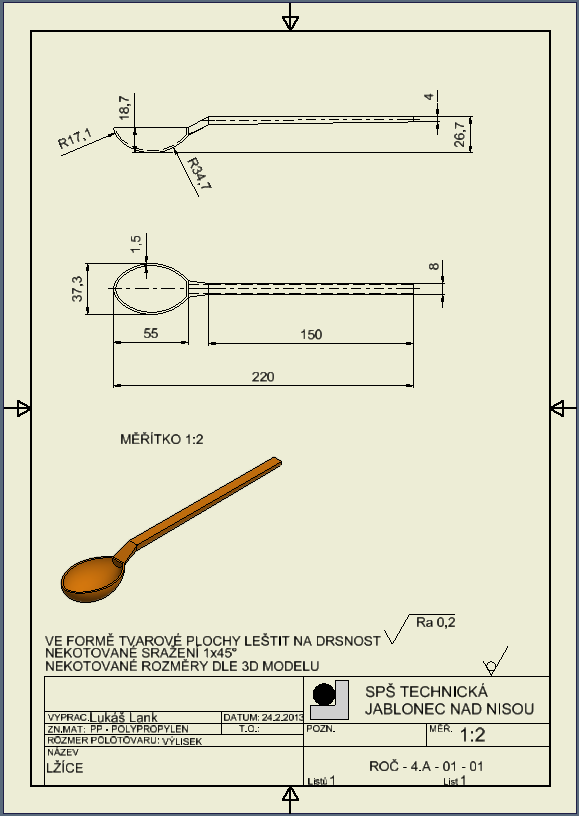
32 Obr Schéma vidličky bez úprav hran Návrhy 3D modelů lžic přílohy. Obr Schéma lžíce s tvarovou rukojetí. Výkresová dokumentace, viz Lank: Vstřikování plastů 31
33 pracovní částí. Obr Schéma lžíce s tvarovou rukojetí a zvláště tvarovanou Lank: Vstřikování plastů 32
34 pracovní částí. Obr Schéma lžíce bez úprav hran na rukojeti a s výraznou tvarovou K výrobě kompletního příboru je nutná nejen úplná výkresová dokumentace, ale jedná se o věci s vysokou tvarovou složitostí a proto je nutné, aby byly k dispozici i 3D modely příborů! Lank: Vstřikování plastů 33
35 4. Závěr Cílem této práce bylo navrhnout tvary plastového příboru, který bude vhodný pro několikanásobné použití. Dalším bodem byla volba materiálu, který svými vlastnostmi a složením bude zdravotně nezávadný a v případě dlouhodobého kontaktu s potravinami nedojde ke zdravotním komplikacím uživatele. V první časti (Úvod) je uvedena obecná důležitost plastů, jako suroviny budoucnosti vhodné k dalšímu zpracovávání a používání pro všechna odvětví průmyslu, bez které bychom si jen stěží mohli představit život. Ve druhé části (Teoretická část) je definována historie objevu a počátky éry plastů spolu s jejich prvním použitím. V podkapitolách Teoretické části je obecně definován plast spolu se svými specifickými vlastnostmi, výrobou, úpravami, použitím, recyklací a zpracováním. Ve třetí části (Praktické část) jsou uvedeny konkrétní návrhy tvarů jednotlivých částí příboru. Je zde rovněž zvolený materiál, který musel být zvolen s ohledem na výše uvedené skutečnosti. Dále se zde nachází zvolená výrobní metoda, kterou bude příbor velkosériově vyráběn. V přílohách je kompletní výkresová dokumentace jednotlivých částí navrhovaného příboru. Lank: Vstřikování plastů 34
36 5. Použité zdroje 5.1. Literatura [1] ŘASA J., HANĚK V., KAFKA J.: Strojírenská technologie 4: 1. Vydání Praha: SCIENTIA s. ISBN [2] HLUCHÝ M., KOLOUCH J., PAŇÁK R.: Strojírenská technologie 2: 2. upravené vydání Praha: SCIENTIA s. ISBN Další zdroje informací [3] ( , 19:16) [4] ( , 19:10) 6. Seznam použitého softwaru Microsoft Corporation: Microsoft Office Word 2007 Autodesk: Inventor Professional 2013 čeština (czech) 7. Přílohy 1. výkres lžíce (ROČ - 4.A ) 2. výkres nože (ROČ - 4.A ) 3. výkres vidličky (ROČ - 4.A ) Lank: Vstřikování plastů 35
37
38
39
Vstřikování plastů. plasty, formy, proces. Evropský sociální fond Praha a EU Investujeme do vaší budoucnosti
 Vstřikování plastů plasty, formy, proces SPŠ Praha 10, Na Třebešíně 2299 2 OBSAH PLASTY 1. Historie plastů 4 2. Dělení plastů 5 3. Plasty pro vstřikovací lisy 6 4. Výrobky z plastů (obr.) 7 VSTŘIKOVACÍ
Vstřikování plastů plasty, formy, proces SPŠ Praha 10, Na Třebešíně 2299 2 OBSAH PLASTY 1. Historie plastů 4 2. Dělení plastů 5 3. Plasty pro vstřikovací lisy 6 4. Výrobky z plastů (obr.) 7 VSTŘIKOVACÍ
Výroba polotovarů z plastů
 Výroba polotovarů z plastů Vlastnosti - Jsou to moderní materiály stále více pouţívány ve strojírenství - Lehké, odolné proti korozi, el. nevodivé, snadno zpracovatelné, někdy recyklovatelné - Základní
Výroba polotovarů z plastů Vlastnosti - Jsou to moderní materiály stále více pouţívány ve strojírenství - Lehké, odolné proti korozi, el. nevodivé, snadno zpracovatelné, někdy recyklovatelné - Základní
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
Laboratorní cvičení z p ř edmětu. Úloha č. 2. Vstřikování
 Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Ing. Hana Zmrhalová. Název školy: Autor: Název: VY_32_INOVACE_20_CH 9. Číslo projektu: Téma: Anotace: Datum: Základní škola Městec Králové
 Název školy: Autor: Základní škola Městec Králové Ing. Hana Zmrhalová Název: VY_32_INOVACE_20_CH 9 Číslo projektu: Téma: Anotace: CZ.1.07/1.4.00/21.2313 ORGANICKÁ CHEMIE PLASTY A SYNTETICKÁ VLÁKNA Prezentace,
Název školy: Autor: Základní škola Městec Králové Ing. Hana Zmrhalová Název: VY_32_INOVACE_20_CH 9 Číslo projektu: Téma: Anotace: CZ.1.07/1.4.00/21.2313 ORGANICKÁ CHEMIE PLASTY A SYNTETICKÁ VLÁKNA Prezentace,
KAPITOLA 12: PLASTICKÉ HMOTY Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 KAPITOLA 12: PLASTICKÉ HMOTY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
KAPITOLA 12: PLASTICKÉ HMOTY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
Vybrané polymerní materiály a jejich aplikace
 INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Ing. Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Vydalo
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Ing. Irena Lysoňková Vybrané polymerní materiály a jejich aplikace Metodická příručka Vydalo
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Nauka o materiálu. Přednáška č.13 Polymery
 Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
Plasty A syntetická vlákna
 Plasty A syntetická vlákna Plasty Nesprávně umělé hmoty Makromolekulární látky Makromolekuly vzniknou spojením velkého množství atomů (miliony) Syntetické či přírodní Známé od druhé pol. 19 století Počátky
Plasty A syntetická vlákna Plasty Nesprávně umělé hmoty Makromolekulární látky Makromolekuly vzniknou spojením velkého množství atomů (miliony) Syntetické či přírodní Známé od druhé pol. 19 století Počátky
Polymery lze rozdělit podle několika kritérií. Podle původu rozlišujeme polymery přírodní a syntetické. Přírodní polymery jsou:
 MAKROMOLEKULÁRNÍ LÁTKY (POLYMERY) Makromolekuly jsou molekulové systémy složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců. Tyto řetězce tvoří pravidelně se opakující části,
MAKROMOLEKULÁRNÍ LÁTKY (POLYMERY) Makromolekuly jsou molekulové systémy složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců. Tyto řetězce tvoří pravidelně se opakující části,
Plasty. Charakteristika a rozdělení plastů. Rozdělení :
 Plasty Charakteristika a rozdělení plastů Plasty jsou makromolekulární organické sloučeniny, které se skládají z tisíce atomů, především uhlíku a vodíku a mají specifické vlastnosti jako jsou korozivzdornost,
Plasty Charakteristika a rozdělení plastů Plasty jsou makromolekulární organické sloučeniny, které se skládají z tisíce atomů, především uhlíku a vodíku a mají specifické vlastnosti jako jsou korozivzdornost,
Plasty. Základy materiálového inženýrství. Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010
 Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 2015
 NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
Makromolekulární látky
 Makromolekulární látky Učební texty k výuce chemie školní rok 2016/2017 Makromolekuly látky složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců látky s velkou relativní molekulovou
Makromolekulární látky Učební texty k výuce chemie školní rok 2016/2017 Makromolekuly látky složené z velkého počtu atomů vázaných chemickými vazbami do dlouhých řetězců látky s velkou relativní molekulovou
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Vítězslav Bártl. srpen 2012
 VY_32_INOVACE_VB18_Plast Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast, vzdělávací obor, tematický okruh, téma Anotace Vítězslav
VY_32_INOVACE_VB18_Plast Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast, vzdělávací obor, tematický okruh, téma Anotace Vítězslav
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
Speciální ZŠ a MŠ Adresa. U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu
 Subjekt Speciální ZŠ a MŠ Adresa U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu OP Vzdělávání pro konkurenceschopnost Číslo výzvy 21 Název výzvy Žádost o fin. podporu
Subjekt Speciální ZŠ a MŠ Adresa U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu OP Vzdělávání pro konkurenceschopnost Číslo výzvy 21 Název výzvy Žádost o fin. podporu
Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO
 Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
Akce: Přednáška, KA 5 Téma: VSTŘIKOVÁNÍ PLASTŮ Lektor: Zuzana Pendyková Třída/y: 1MSA, 1OT, 2ME, 2MSA Datum konání: 4. 12. 2013 Místo konání: velká aula Čas: 4. a 5. hodina; od 10:55 do 12:35 1. POLOTOVARY
PLASTY A SYNTETICKÁ VLÁKNA
 PLASTY A SYNTETICKÁ VLÁKNA Autor: Mgr. Stanislava Bubíková Datum (období) tvorby: 15. 1. 2013 Ročník: devátý Vzdělávací oblast: Člověk a příroda / Chemie / Chemie a společnost 1 Anotace: Žáci se seznámí
PLASTY A SYNTETICKÁ VLÁKNA Autor: Mgr. Stanislava Bubíková Datum (období) tvorby: 15. 1. 2013 Ročník: devátý Vzdělávací oblast: Člověk a příroda / Chemie / Chemie a společnost 1 Anotace: Žáci se seznámí
Plastové obaly v potravinářství
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Vláknové kompozitní materiály, jejich vlastnosti a výroba
 Kap. 1 Vláknové kompozitní materiály, jejich vlastnosti a výroba Informační a vzdělávací centrum kompozitních technologií & Ústav mechaniky, biomechaniky a mechatroniky FS ČVUT v Praze 26. října 2007 1
Kap. 1 Vláknové kompozitní materiály, jejich vlastnosti a výroba Informační a vzdělávací centrum kompozitních technologií & Ústav mechaniky, biomechaniky a mechatroniky FS ČVUT v Praze 26. října 2007 1
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Plast je makromolekulární látka tvořená uhlíkem, vodíkem a dalšími prvky jako jsou fluór, chlór, síra apod.
 Polotovary z plastů Obsah 1) Co je to plast? 2) Suroviny pro výrobu plastů 3) Historie 4) Výroba plastů 5) Rozdělení plastů podle vnitřní stavby 6) Složky plastů 7) Termoplasty praktické příklady 8) Termoplasty
Polotovary z plastů Obsah 1) Co je to plast? 2) Suroviny pro výrobu plastů 3) Historie 4) Výroba plastů 5) Rozdělení plastů podle vnitřní stavby 6) Složky plastů 7) Termoplasty praktické příklady 8) Termoplasty
Pracovní stáž Univerzita Tomáše Bati ve Zlíně
 Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
DIGITÁLNÍ UČEBNÍ MATERIÁL
 DIGITÁLNÍ UČEBNÍ MATERIÁL Pořadovéčíslo DUM 216 Jméno autora Ing. Jaroslava Macounová Datum, ve kterém byl DUM vytvořen 25. 9. 2012 Ročník, pro který je DUM určen 9. Vzdělávací oblast (klíčová slova) Metodický
DIGITÁLNÍ UČEBNÍ MATERIÁL Pořadovéčíslo DUM 216 Jméno autora Ing. Jaroslava Macounová Datum, ve kterém byl DUM vytvořen 25. 9. 2012 Ročník, pro který je DUM určen 9. Vzdělávací oblast (klíčová slova) Metodický
0290/11.03 AMTEC. Přesné závitové vložky pro plastové díly
 0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
Základní požadavky: mechanické a fyzikální vlastnosti materiálu
 Materiály Základní požadavky: mechanické a fyzikální vlastnosti materiálu nesmí se měnit při provozních podmínkách mechanické vlastnosti jsou funkcí teploty vliv zpracování u kovových materiálů (např.
Materiály Základní požadavky: mechanické a fyzikální vlastnosti materiálu nesmí se měnit při provozních podmínkách mechanické vlastnosti jsou funkcí teploty vliv zpracování u kovových materiálů (např.
Kompozity s termoplastovou matricí
 Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Technologie zpracování plastů a kompozitů. Vstřikovaní plastů technologie
 2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
2331507 Technologie zpracování plastů a kompozitů Přednáška č. 4 Vstřikovaní plastů technologie 1 4.1 Princip Přednáška č. 4 Vstřikovaní plastů technologie 4.2 Technologie vstřikování 4.3 Vstřikované výrobky
18MTY 9. přenáška polymery 2
 18MTY 9. přenáška polymery 2 Zkouškové okruhy Důležité vazby v polymerech Nejvýznamnější a nejvíce vyráběné polymery Co rozumíme pod pojmem konfigurace? Je konfigurace z chemického hlediska trvalá? Vysvětlete
18MTY 9. přenáška polymery 2 Zkouškové okruhy Důležité vazby v polymerech Nejvýznamnější a nejvíce vyráběné polymery Co rozumíme pod pojmem konfigurace? Je konfigurace z chemického hlediska trvalá? Vysvětlete
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI. Doc. ing. Jaromír LEDERER, CSc.
 POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů
 Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
ČSN EN ISO 472 ČSN EN ISO
 Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Struktura polymerů. Příprava (výroba).struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.
.struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.") Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
Popis technologie tvarování
 Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
Tvarování Popis technologie tvarování Tvarování je výrobní postup, při němž polotovar mění tvar bez poškození celistvosti a bez většího přemísťování částic hmoty Proces probíhá obvykle zatepla (mezi teplotami
JEHLOU UZAVÍRATELNÁ TRYSKA. Nová generace jehlou uzavíratelných trysek systém ENG
 JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
VSTŘIKOVÁNÍ TERMOPLASTŮ
 1 ZPRACOVÁNÍ PLASTů Plasty přicházejí ke zpracování z chemických podniků ve formě prášku, granulátu, tablet či kapaliny, obvykle již s obsahem žádaných příměsí (barviv, plniv, stabilizátorů, maziv aj.).
1 ZPRACOVÁNÍ PLASTů Plasty přicházejí ke zpracování z chemických podniků ve formě prášku, granulátu, tablet či kapaliny, obvykle již s obsahem žádaných příměsí (barviv, plniv, stabilizátorů, maziv aj.).
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Tvorba 3D modelu vstřikovací formy. Jan Vykydal
 Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
MAKROMOLEKULÁRNÍ CHEMIE
 MAKROMOLEKULÁRNÍ Doporučená literatura: CHEMIE OCH/MMC/MMCH doc.rndr. Jakub Stýskala, Ph.D. 1. Nálepa K.: Stručné základy chemie a fyziky polymerů, UPOL, 1990 2. Vollmert B: Základy makromolekulární chemie,
MAKROMOLEKULÁRNÍ Doporučená literatura: CHEMIE OCH/MMC/MMCH doc.rndr. Jakub Stýskala, Ph.D. 1. Nálepa K.: Stručné základy chemie a fyziky polymerů, UPOL, 1990 2. Vollmert B: Základy makromolekulární chemie,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Využití: LDPE HDPE HDPE Nízkohustotní polyethylen:
 Termoplasty představují největší skupinu plastů termoplast je plastický, deformovatelný materiál z termoplastů se dají vyrábět díly velmi levně vstřikováním do forem a vtlačováním do forem výrobky z termoplastů
Termoplasty představují největší skupinu plastů termoplast je plastický, deformovatelný materiál z termoplastů se dají vyrábět díly velmi levně vstřikováním do forem a vtlačováním do forem výrobky z termoplastů
VLASTNOSTI VLÁKEN. 3. Tepelné vlastnosti vláken
 VLASNOSI VLÁKEN 3. epelné vlastnosti vláken 3.. Úvod epelné vlastnosti vláken jsou velice důležité, neboť jsou rozhodující pro volbu vhodných parametrů zpracování i použití vláken. Závisí na chemickém
VLASNOSI VLÁKEN 3. epelné vlastnosti vláken 3.. Úvod epelné vlastnosti vláken jsou velice důležité, neboť jsou rozhodující pro volbu vhodných parametrů zpracování i použití vláken. Závisí na chemickém
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE
 KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
Celosvětová produkce plastů
 PRODUKCE PLASTŮ Zpracování plastů cvičení 1 TU v Liberci, FS Celosvětová produkce plastů Mil. tun Asie (bez Japonska) 16 % Střední a západní Evropa 21 % Společenství nezávislých států 3 % 235 mil. tun
PRODUKCE PLASTŮ Zpracování plastů cvičení 1 TU v Liberci, FS Celosvětová produkce plastů Mil. tun Asie (bez Japonska) 16 % Střední a západní Evropa 21 % Společenství nezávislých států 3 % 235 mil. tun
Titanic Costa Concordia
 18MTY-polymery Titanic 15. 4. 1912 Costa Concordia 13. 1. 2012 Pro dlouhou historii nesprávného užití jsou plasty vysmívány Pelíšky (1999) Definice polymerů/plastů Organické látky založené na opakující
18MTY-polymery Titanic 15. 4. 1912 Costa Concordia 13. 1. 2012 Pro dlouhou historii nesprávného užití jsou plasty vysmívány Pelíšky (1999) Definice polymerů/plastů Organické látky založené na opakující
Vlastnosti a zkoušení materiálu. Přednáška č.13 Část 1: Polymery
 Vlastnosti a zkoušení materiálu Přednáška č.13 Část 1: Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou
Vlastnosti a zkoušení materiálu Přednáška č.13 Část 1: Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Střední průmyslová škola polytechnická COP Zlín. Materiály
 Materiály Maturitní témata pro obor Zpracování usní, plastů a pryže, tř. 4. A, šk. rok 2012/2013 1. Vznik makromolekulárních látek 2. Vlastnosti makromolekulárních látek 3. Přísady do plastů 4. Polyolefiny
Materiály Maturitní témata pro obor Zpracování usní, plastů a pryže, tř. 4. A, šk. rok 2012/2013 1. Vznik makromolekulárních látek 2. Vlastnosti makromolekulárních látek 3. Přísady do plastů 4. Polyolefiny
Životní prostředí. Plasty v životním prostředí
 Životní prostředí Plasty v životním prostředí 1868 John Wesley Hyatt inzerát 1856 Alexander Parkes nitrát celulosy 1870 John Wesley Hyatt celuloid 1872 The Celluloid Manufacturing Co. & J. W. Hyatt
Životní prostředí Plasty v životním prostředí 1868 John Wesley Hyatt inzerát 1856 Alexander Parkes nitrát celulosy 1870 John Wesley Hyatt celuloid 1872 The Celluloid Manufacturing Co. & J. W. Hyatt
Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1
 VARIANTA 1") Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1 Modernizace stroje v uvedeném rozsahu: MECHANICKÁ GO sehnání staršího stroje na trhu a jeho doprava do sídla zhotovitele.
Základní vybavení modernizovaného vstřikovacího stroje řady INTEC-M ( CS ) VARIANTA 1 Modernizace stroje v uvedeném rozsahu: MECHANICKÁ GO sehnání staršího stroje na trhu a jeho doprava do sídla zhotovitele.
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
Tvářené díly z kovů a plastů (tváření kovů a plastů)
") Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY
 ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
Konstrukce vstřikovací formy pro vstřikování elastomerů. Bc. Adam Škrobák
 Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Sušení plastů SUŠENÍ V SUŠÁRNÁCH. podle oběhového systému: s přetržitým provozem
 vlhkost teplota Sušení plastů Dělení sušáren: podle uspořádání procesu podle oběhového systému: s přetržitým provozem uzavřený oběh s nepřetržitým provozem (např. válcová sušárna s vytápěnými válci) otevřený
vlhkost teplota Sušení plastů Dělení sušáren: podle uspořádání procesu podle oběhového systému: s přetržitým provozem uzavřený oběh s nepřetržitým provozem (např. válcová sušárna s vytápěnými válci) otevřený
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT. www.terplastics.com www.tergroup.com
 TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
TEREZ HT HT2 HTE PRO NEJVYŠŠÍ NÁROKY PŘI NÁHRADĚ KOVŮ ZA VYSOKÝCH PROVOZNÍCH TEPLOT www.terplastics.com www.tergroup.com TEREZ HT HT2 HTE Náhrada kovu při vysokých provozních teplotách Plastikářský průmysl
Polymery a plasty v praxi POLYSTYREN & KOPOLYMERY STYRÉMU
 Polymery a plasty v praxi POLYSTYREN & KOPOLYMERY STYRÉMU RNDr. Ladislav Pospíšil, CSc. pospisil@gascontrolplast.cz 29716@mail.muni.cz 21. 3.2016 POLYMERY A PLASTY V PRAXI 1 POLYSTYREN & KOPOLYMERY STYRÉNU
Polymery a plasty v praxi POLYSTYREN & KOPOLYMERY STYRÉMU RNDr. Ladislav Pospíšil, CSc. pospisil@gascontrolplast.cz 29716@mail.muni.cz 21. 3.2016 POLYMERY A PLASTY V PRAXI 1 POLYSTYREN & KOPOLYMERY STYRÉNU
VSTŘIKOVACÍ FORMY 1. vtoková soustava
 VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ
 TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ Systémy a servis pro plastikářský průmysl a výrobce vláken a netkaných textílií Čisté, bezpečné a rychlé Německá kvalita již od roku 1969 Šetrné a přátelské k
TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ Systémy a servis pro plastikářský průmysl a výrobce vláken a netkaných textílií Čisté, bezpečné a rychlé Německá kvalita již od roku 1969 Šetrné a přátelské k
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
LEPENÍ. Osnova učiva: Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
4. Vytváření. 2. Vytváření tažením z tvárného (plastického) těsta z těsta % vlhkost. Tlak průměrně 0,5-3,5 MPa. Šnekový lis.
 těsta z těsta % vlhkost. Tlak průměrně 0,5-3,5 MPa. Šnekový lis.") 4. Vytváření - převedení polydisperzního systému výrobní směsi v kompaktní systém konkrétních geometrických rozměrů (= výlisek). - změna tvaru a změna vzájemné polohy částic působením vnějších sil. 1.
4. Vytváření - převedení polydisperzního systému výrobní směsi v kompaktní systém konkrétních geometrických rozměrů (= výlisek). - změna tvaru a změna vzájemné polohy částic působením vnějších sil. 1.
TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ
 TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ Systémy a servis pro plastikářský průmysl a výrobce vláken Čisté, bezpečné a rychlé Německá kvalita již od roku 1969 Šetrné a přátelské k životnímu prostředí Rychle
TERMÁLNÍ ČIŠTĚNÍ KOVOVÝCH DÍLŮ A NÁSTROJŮ Systémy a servis pro plastikářský průmysl a výrobce vláken Čisté, bezpečné a rychlé Německá kvalita již od roku 1969 Šetrné a přátelské k životnímu prostředí Rychle
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Všeobecné podmínky PP. 1.1 Základní informace
 Všeobecné podmínky PP 1.1 Základní informace ELMO-PLAST, a.s., Alojzov 171, 798 04 Alojzov, Czech republic Potrubí je vyráběno z ekologického polypropylen s vysokým modulem pružnosti. Materiál má optimální
Všeobecné podmínky PP 1.1 Základní informace ELMO-PLAST, a.s., Alojzov 171, 798 04 Alojzov, Czech republic Potrubí je vyráběno z ekologického polypropylen s vysokým modulem pružnosti. Materiál má optimální
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
VSTŘIKOVACÍ LISY K 5 PLASTOVÉ. doc. Ing. Martin Hynek, Ph.D. a kolektiv. verze - 1.0
 Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ VSTŘIKOVACÍ LISY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpo
Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ VSTŘIKOVACÍ LISY doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpo
Lepení plastů a elastomerů
 Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
Lepení plastů a elastomerů 3 Proč používat lepidla Loctite nebo Teroson namísto jiných spojovacích metod Tato příručka nabízí základní vodítko pro výběr vhodného lepidla Loctite nebo Teroson výrobků Henkel
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
Výroba tablet. Inženýrství chemicko-farmaceutických výrob. Lisování tablet. POMOCNÉ LÁTKY (kluzné látky, rozvolňovadla) LÉČIVÉ LÁTKY
 LÉČIVÉ LÁTKY") Lisování tablet Výroba tablet GRANULÁT POMOCNÉ LÁTKY (kluzné látky, rozvolňovadla) LÉČIVÉ LÁTKY POMOCNÉ LÁTKY plniva, suchá pojiva, kluzné látky, rozvolňovadla tabletování z granulátu homogenizace TABLETOVINA
Lisování tablet Výroba tablet GRANULÁT POMOCNÉ LÁTKY (kluzné látky, rozvolňovadla) LÉČIVÉ LÁTKY POMOCNÉ LÁTKY plniva, suchá pojiva, kluzné látky, rozvolňovadla tabletování z granulátu homogenizace TABLETOVINA
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Vlastnosti tepelné odolnosti
 materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Výroba tablet. Lisovací nástroje. Inženýrství chemicko-farmaceutických výrob. Lisování tablet. Horní trn (razidlo) Lisovací matrice (forma, lisovnice)
 Lisovací matrice (forma, lisovnice)") Lisování tablet Výroba tablet GRANULÁT POMOCNÉ LÁTKY (kluzné látky, rozvolňovadla) LÉČIVÉ LÁTKY POMOCNÉ LÁTKY plniva, suchá pojiva, kluzné látky, rozvolňovadla tabletování z granulátu homogenizace TABLETOVINA
Lisování tablet Výroba tablet GRANULÁT POMOCNÉ LÁTKY (kluzné látky, rozvolňovadla) LÉČIVÉ LÁTKY POMOCNÉ LÁTKY plniva, suchá pojiva, kluzné látky, rozvolňovadla tabletování z granulátu homogenizace TABLETOVINA
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.