ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ. Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení
|
|
|
- Ivana Šimková
- před 9 lety
- Počet zobrazení:
Transkript
1 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Krytování obráběcích strojů Autor: Jan KOŘÍNEK Vedoucí práce: Doc. Ing. Zdeněk HUDEC, CSc. Akademický rok 2013/2014

2
3
4 Prohlášení o autorství Předkládám tímto k posouzení a obhajobě bakalářskou práci, zpracovanou na závěr studia na Fakultě strojní Západočeské univerzity v Plzni. Prohlašuji, že jsem tuto bakalářskou práci vypracoval samostatně, s použitím odborné literatury a pramenů, uvedených v seznamu, který je součástí této bakalářské práce. V Plzni dne: podpis autora

5 ANOTAČNÍ LIST BAKALÁŘSKÉ PRÁCE AUTOR Příjmení Kořínek Jméno Jan STUDIJNÍ OBOR B 2301 Strojní inženýrství VEDOUCÍ PRÁCE Příjmení (včetně titulů) Doc. Ing. Hudec,CSc. Jméno Zdeněk PRACOVIŠTĚ ZČU - FST - KKS DRUH PRÁCE DIPLOMOVÁ BAKALÁŘSKÁ Nehodící se škrtněte NÁZEV PRÁCE Krytování obráběcích strojů FAKULTA strojní KATEDRA KKS ROK ODEVZD POČET STRAN (A4 a ekvivalentů A4) CELKEM 37 TEXTOVÁ ČÁST 35 GRAFICKÁ ČÁST 2 STRUČNÝ POPIS (MAX 10 ŘÁDEK) ZAMĚŘENÍ, TÉMA, CÍL POZNATKY A PŘÍNOSY Bakalářská práce obsahuje rešerši komponentů používaných při krytování obráběcích strojů. Obsahuje popis principu funkce a možnosti aplikace jednotlivých komponentů. V bakalářské práci je provedena analýza krytování portálového obráběcího stroje FVC 160/3 CNC a navržení nové koncepce krytování osy X. KLÍČOVÁ SLOVA ZPRAVIDLA JEDNOSLOVNÉ POJMY, KTERÉ VYSTIHUJÍ PODSTATU PRÁCE Krytování, obráběcí stroj, FVC, dopravníky, bezpečnost

6 SUMMARY OF BACHELOR SHEET AUTHOR Surname Kořínek Name Jan FIELD OF STUDY B 2301 Mechanical engineering SUPERVISOR Surname (Inclusive of Degrees) Doc. Ing. Hudec,CSc. Name Zdeněk INSTITUTION ZČU - FST - KKS TYPE OF WORK DIPLOMA BACHELOR Delete when not applicable TITLE OF THE WORK Covering machine tools FACULTY Mechanical Engineering DEPARTMENT Machine Design SUBMITTED IN 2014 NUMBER OF PAGES (A4 and eq. A4) TOTALLY 37 TEXT PART 35 GRAPHICAL PART 2 BRIEF DESCRIPTION TOPIC, GOAL, RESULTS AND CONTRIBUTIONS Bachelor thesis contains the search covers the components used in machine tools. It contains a description of the features and capabilities of individual components. In Bachelor work is the analysis covers gantry machine FVC 160/3 CNC and propose a new concept covers the axis X. KEY WORDS Covers, machine tool, FVC, conveyors, safety
 TOTALLY 37 TEXT PART 35 GRAPHICAL PART 2 BRIEF DESCRIPTION TOPIC, GOAL, RESULTS AND CONTRIBUTIONS Bachelor thesis contains the search covers the components used in machine tools.")
7 Obsah 1 Úvod Stanovení cílů práce Možnosti krytování obráběcích strojů Analýza provedení konstrukčních celků spojených s krytováním Třískové hospodářství Skluzy Článkové dopravníky Hrablové dopravníky Šnekové dopravníky Magnetické dopravníky Přehled výrobců dopravníků třísek Krytování pohyblivých částí stoje Stírací rámečky Teleskopické kryty Měchové kryty Spirálové kryty Rolovací krytování Dvouosé krytování Přehled výrobců krytů pohyblivých částí stroje Prostor obsluhy Dveře Bezpečnost práce Přehled nejdůležitějších norem Bezpečnostní prvky Bezpečnostní zámky Senzory pohybu Tlakové lišty Zkoušení bezpečnosti ochranných krytů Popis metody Zkušební postup Vyhodnocení zkoušky Zadání praktické části

8 7 Sestavy krytování celého stroje Kryty osy X Kryty osy Y Kryty osy Z Sestavy krytování spodní části osy X Rámy Žlaby Kolejnice Dokrytovací sestavy Třískové hospodářství stroje Popis jednotlivých kritérií a stanovení důležitosti Univerzálnost použití Cena Možnost vynášení třísek do výšky Přepravované množství Odvod řezné kapaliny Složitost montáže Návrh nejvhodnější varianty Návrh možné koncepce Krytování pohyblivých částí stroje Mechanická část osy X Popis jednotlivých kritérií a stanovení důležitosti Zatížitelnost třískami Cena Životnost a spolehlivost Hmotnost Možnost pocházení po krytu Těsnost Odolnost vůči žhavým třískám Výběr nejvhodnější varianty Analýza nového řešení Kontrola konzole nesoucí teleskopické kryty Výpočet deformace konzole Výpočet MKP

9 12 Závěrečné zhodnocení práce Seznam použité literatury

10 1 Úvod Krytování je důležitou součástí každého obráběcího stroje. Musí být konstrukčně řešeno tak, aby splnilo náročné provozní požadavky, normy a různá nařízení spojená s provozem stroje. Nemalý ohled se bere také na kvalitní ergonometrii a průmyslový design. Jednotlivé celky krytů plní obvykle hned několik aspektů najednou. Hlavní funkce krytování jsou : Bezpečnost práce Odvod řezné kapaliny Odvod třísek z pracovního prostoru Ochrana určitých částí stroje před vlivy obrábění 2 Stanovení cílů práce Primárním cílem této bakalářské práce je poskytnout obecný nástroj pro konstruktéra krytování portálových obráběcích strojů. Práce by měla pomoci při volbě jednotlivých komponentů krytování, získání základních informací o principu jejich funkce a možnosti aplikace. 3 Možnosti krytování obráběcích strojů Zásadním pro typ krytování obráběcího stroje je typ vlastního obráběcího stroje a také jeho velikost. U malých obráběcích strojů obvykle stačí minimální zakrytování pracovního prostoru, jako je tomu u univerzálního hrotového soustruhu na Obr. 1. Pokud jsou požadavky na zakrytí celého stroje, je možné řešení utěsněného krytování jako u obráběcího centra na Obr. 2. U velkých strojů s velkými posuvy je utěsněné zakrytování celého stroje a obráběcího prostoru problematické a mnohdy i nemožné jako je tomu u např. u velkého horizontálních vyvrtávaček (Obr. 3). U každého typu obráběcího stroje je brán ohled na jiné vlastnosti a požadavky, které od krytování očekáváme. Obr. 1 - Krytování soustruhu [3] Obr. 2 - Krytování vertikálního obráběcího centra [4] 4

11 Obr. 3 Horizontální vyvrtávačka [5] Při obrábění bez použití chladící řezné kapaliny mohou být stroje otevřené konstrukce. Do této kategorie mohou spadat velké konstrukce, jako jsou např. horizontální vyvrtávačky, karusely a velké portálové stroje. Pokud ale obrábění probíhá za použití chlazení a zvláště pak při použití velkých tlaků či použití chlazení mlhou, je řešení konstrukčních celků složitější a snažíme se o utěsněnou koncepci celého stroje. Při konstrukci celků krytování, na které dopadá chladící kapalina přímo nebo i po odrazu od jiných částí stroje nebo krytů, se musí dbát na spád všech stěn. Spád těchto stěn by měl být co nějvětší, aby se zamezilo shlukování tříšek a u kapaliny vytváření případné kaluže. [1] 4 Analýza provedení konstrukčních celků spojených s krytováním Základní kostra stroje je tvořena litinovými případně svařovanými celky. Na tomto základu jsou připevněny další komponenty stroje jako jsou pohony, vedení a mnoho dalších prvků. 4.1 Třískové hospodářství Dopravníky třísek u kterých se některé jejich části pohybují a mohlo by dojít k ohrožení obsluhy stroje, musí být od pracovního prostoru odděleny rošty. Velikost děr v roštech by měla být přiměřená očekávanému typu třísek a jejich množství. Maximální velikost jednotlivých děr je však omezena normou. Jednotlivé dopravníky mohou být osazeny filtrační jednotkou, která umožňuje vrátit chladící kapalinu zpět do pracovního procesu v předem definovaném stupni čistoty Skluzy Je to nejlevnější možná varianta dopravy třísek. Jedná se v podstatě pouze o plechové koryto (či stěnu) po kterém samospádem sklouzávají třísky spolu s chladící kapalinou do filtrační jednotky či dopravníku. Pro zvýšení účinnosti mohou být skluzové plochy opatřeny tryskami pro odplavení nánosu třísek. Pokud není používána chladící, či mazací kapalina při výrobním procesu, mohou třísky sklouzávat rovnou do sběrné nádoby. 5

12 Výhody: - Velice levná výroba - Není potřeba žádného motoru, či jiného hnacího zařízení Nevýhody: - potřeba dodržení minimálního spádu po celé délce dopravníku Článkové dopravníky V dopravníku se pohybuje řetěz, na který dopadají třísky a jsou po něm vezeny do místa propadu nad sběrnou nádobou. Článkové dopravníky třísek jsou vhodné k přepravě většiny druhů třísek: drobné, dlouhé, spirálové i spletené třísky do větších celků. Ale i k přepravě drobných výrobků a odpadu (kov, plast, sklo apod.) Obr. 4 Článkový dopravník s přidruženou filtrační jednotkou [6] Výhody: - Délka omezena pouze hmotností třísek v dopravníku a výkonem pohonu - Součástí dopravníku bývá i filtrační jednotka - Možnost vynášení třísek do výšky Nevýhody: - Vyšší cena Hrablové dopravníky Hlavní částí dopravníku je řetěz s hrably. Třísky propadají skrz hrablový řetěz na dno dopravníku, po kterém jsou hrably sunuty. Hrablové dopravníky jsou vhodné především pro dopravu drobných a krátkých třísek, obzvláště jsou doporučovány pro třísky z hliníku, barevných kovů a litiny. 6
 Obr.")
13 Obr. 5 Hrablový dopravník [7] Výhody: - Délka omezena pouze hmotností třísek v dopravníku a výkonem pohonu Nevýhody: - Vyšší cena - Bez možnosti separace kapaliny od dopravovaného materiálu Šnekové dopravníky Nejdůležitější součástí je šnek, což je plech nebo profil vinutý ve šroubovici. Šneky mohou být duté, nebo pro zvýšení jejich tuhosti může být středem šneku veden trubkový profil. Rychlost přepravy je dána otáčkami a stoupáním šroubovice. Jsou určeny k přepravě různých drobných třísek. Nevhodné je jejich použití tam, kde je možnost dlouhých vinutých třísek. Tyto třísky se pak namotávají na šnek a způsobují komplikace s jeho provozem. Obr. 6 Šnekový dopravník [7] Výhody: Nevýhody: - Nízká cena - Omezená délka - Nevhodné pro dlouhé třísky - Bez možnosti separace kapaliny od dopravovaného materiálu 7

14 4.1.5 Magnetické dopravníky Jsou velmi efektivní pro lámavé a jemné třísky. S výhodou se používají pro kovový prach. Pracují na principu permanentního magnetu. Uvnitř dopravníku se na pásu pohybují jednotlivé magnety a ty přitahují třísky na skluzovou desku. Po této nepohyblivé desce se třísky posunují za magnetem až do sběrné nádoby. Po oddálení magnetu od skluzové desky slábnou účinky magnetického pole a třísky spadávají do sběrné nádoby. Obr. 7 Magnetické dopravníky [8] Výhody: - Přeprava třísek i pod velkými úhly - Možnost lomení dopravníku pod několika různými úhly - Nehrozí jejich ucpání - Nehrozí kontakt s pohybujícími se částmi dopravníku Nevýhody: - Použití pouze pro magnetické materiály - Nevhodné pro přepravu velkého množství třísek Přehled výrobců dopravníků třísek Výrobce Astos Tecnimetal BroxTec SE-MI Technology Vyráběný tip dopravníku třísek Článkové, Hrablové, Šnekové, Kruhové, Magnetické Článkové, Hrablové, Šnekové Článkové, Hrablové, Magnetické Článkové, Hrablové Tab. 1 Tabulka výrobců 4.2 Krytování pohyblivých částí stoje Elementy zajištující pohyb stroje musí být umístěny v čistém prostředí, aby byla zajištěna jejich maximální funkčnost a životnost. Komponenty jako jsou kuličkové šrouby, posuvové hřebeny a lineární vedení musí být chráněny od nečistot a od vlivů obrábění jako je chladící kapalina, ale hlavně od třísek odlétávajících při obrábění. Nesmí se zapomenout ani na ochranu elektroinstalace, kabelů a hadic rozvádějících vzduch a další media po stroji. 8

15 4.2.1 Stírací rámečky Zajišťují čistotu kluzných ploch a vedení stroje. Moderní stírací systémy jsou konstruovány z kovového nosného rámečku, na kterém je navulkanizován stěrač ze syntetického kaučuku. Rámečky mohou být jak otevřené, tak uzavřené a přesně kopírují daný profil vedení. Mohou se vyrábět jako dělené, tvarové vyrobené z jednoho kusu, nebo u složitějších tvarů se mohou stírací rámečky i svařit z jednotlivých segmentů. Obr. 8 Různá provedení tvarových stěračů [9] Výhody: Nevýhody: - Nižší cena - Stěry pouze čistí povrch, ale vedení není chráněno proti vlivům obrábění Teleskopické kryty Teleskopické kryty se vyrábějí z ocelových nebo nerezových plechů, konstrukce je robustní a odolává i velkým vnějším zatížením. Skládají se z několika do sebe zásuvných dílů. Je to jeden z nejčastěji používaných pohyblivých krytů na obráběcích strojích. Stěny krytů by měli mít určitý minimální spád, aby bylo umožněno odtékání řezné kapaliny. Jednotlivé elementy jsou po obvodu vybaveny pryžovými nebo polyuretanovými stěrači, které musí vydržet náročné podmínky a působení chladící a řezné kapaliny. Uvnitř krytu je každý element vybaven opěrnými rolnami nebo mosaznými kluzáky, které se pohybují po vedení stroje a tím zvyšují svoji celkovou tuhost. Vrchní element může být opatřen pochozím plechem a tím dovoluje obsluze se po krytu pohybovat při seřizování stroje nebo při ustavování obrobku. Při pohybu se jednotlivé díly vzájemně strhávají a tím vznikají rázy. Pro tlumení těchto rázů může být prostor mezi elementy vyplněn speciální pěnovou hmotou. Při malých posuvových rychlostech jsou rázy zanedbatelné, ale při vysoké rychlosti mohou rázy zhoršit přesnost 9

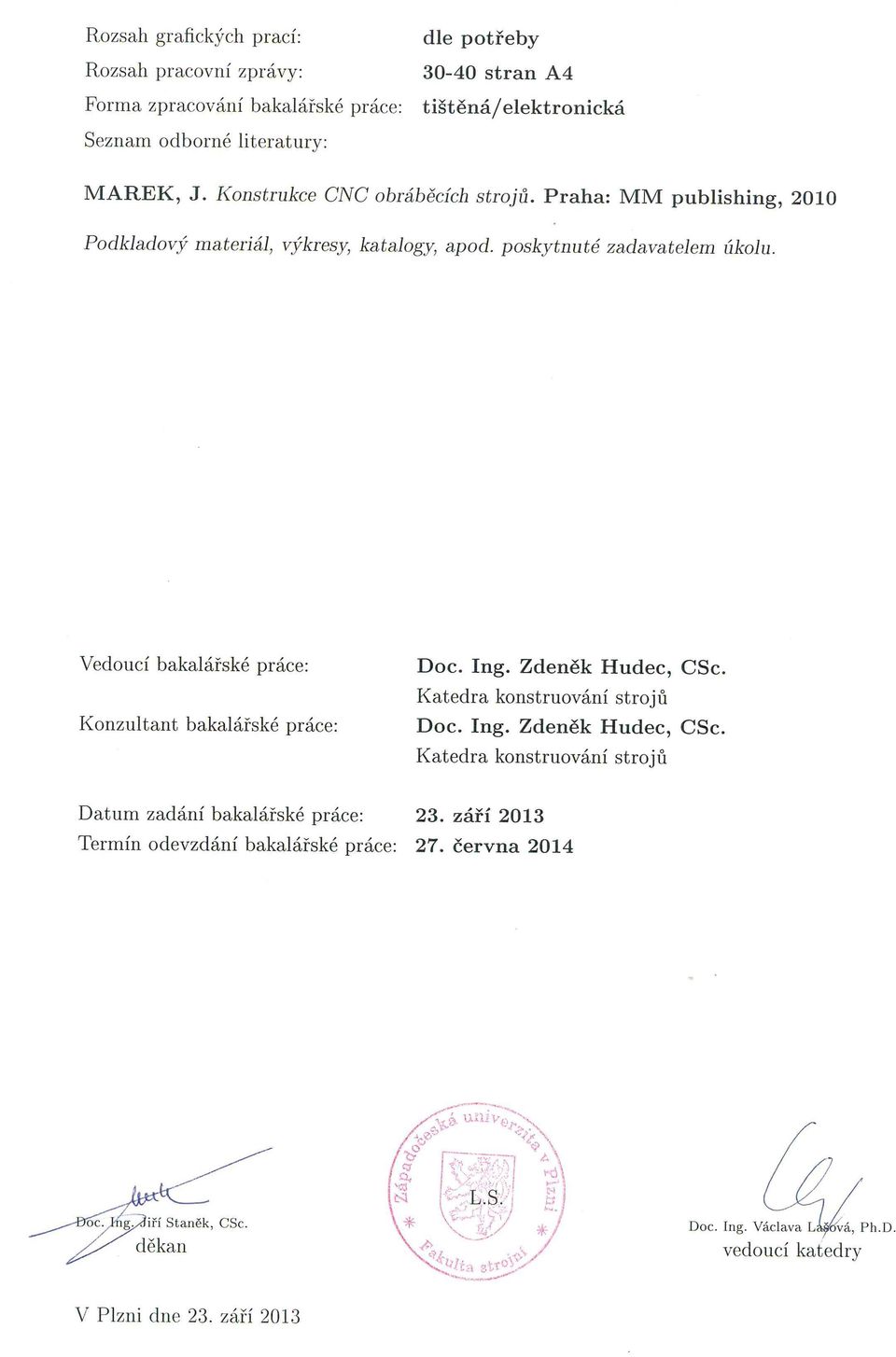
16 stroje. Pro vysoké rychlosti se doporučuje zvolit teleskopický kryt s integrovaným mechanickým pantografový systémem. Tento systém se s výhodou používá u širokých krytů, kde zabraňuje příčení a zasekávání krytu. Obr. 9 Pantografový systém teleskopických krytů [10] Výhody: Nevýhody: - Vysoká únosnost - Bez použití tlumiče vznikají při vysokých rychlostech rázy - Vysoká hmotnost -Potřebný zástavbový prostor Potřebný zástavbový prostor se vypočte ze vztahu: [mm] L [mm] L S [mm] L Z [mm] L A [mm] Celkový zástavbový prostor potřebný pro teleskopické kryty Velikost posuvu v daném směru Velikost shrnutých teleskopických krytů na minimální délku Maximální možná délka rozvinutí teleskopického krytu Obr. 10 Prostor potřebný pro instalaci teleskopických krytů [10] 10
![9 Pantografový systém teleskopických krytů [10] Výhody: Nevýhody: - Vysoká únosnost - Bez použití tlumiče vznikají při vysokých rychlostech rázy - Vysoká hmotnost -Potřebný zástavbový prostor](/docs-images/46/9265314/images/page_16.jpg "Potřebný zástavbový prostor se vypočte ze vztahu: [mm] L [mm] L S [mm] L Z [mm] L A [mm] Celkový zástavbový prostor potřebný pro teleskopické kryty Velikost posuvu v daném směru Velikost")
17 4.2.3 Měchové kryty Tyto kryty jsou vzhledem ke své poměrně malé hmotnosti vhodné pro krytování částí stroje pohybujících se s vyššími rychlostmi a zrychleními. Měch je tvořen vodícími profily, které jsou spojeny vícevrstvou umělou tkaninou. Pro snížení hmotnosti mohou být vodící profily vyrobeny z plastu. Protože je kryt vyroben z tkaniny, tak není vhodné jeho použití v místech, kde mohou dopadat žhavé třísky a v místech kde by byl vystaven nějakému většímu zatížení např. od nahromaděných třísek. Pro zvýšení tepelné odolnosti měchů se někdy používají krycí šupiny z lehkých kovů nebo z nerezového plechu. Pro ochranu válcových (tyčových) částí stroje se používají uzavřené kruhové nebo úhelníkové skládané měchy. Tento druh měchů se také používá pro krytování kuličkových šroubů. Potřebný zástavbový prostor se vypočte podle stejného vzorce jako pro kryty teleskopické. U měchových krytů je potřebný zástavbový prostor menší než u krytů teleskopických při zachování stejné velikosti posuvu. Obr. 11 Prostor potřebný pro instalaci teleskopických krytů [10] Výhody: - Nízká hmotnost - Potřebný relativně malý zástavbový prostor - Malý sklad měchu Nevýhody: - Nevydrží velké vnější zatížení - Nevhodné do míst kam mohou dopadat žhavé třísky Spirálové kryty Tento kryt se používá pro ochranu pohybových šroubů, pístů a jiných válcových částí obráběcího stroje. Vyrábí se navíjením pásů z pružinové oceli. Tloušťka pasů bývá od 0,2 do 1 mm pro standardní provedení. Tento druh krytu nepotřebuje žádné vedení, kryt se rozpíná a tím zajišťuje pokrytí potřebného prostoru. Mohou se montovat i jako dodatečný prvek při repasích starších strojů převíjením okolo válcové součásti. 11

18 Obr. 12 Možná montáž spirálového krytu [11] Výhody: - Nízká cena - Jednoduchost Nevýhody: - Není vodotěsný Rolovací krytování Rolovací kryt má nízkou hmotnost, a proto se může použít u strojů pracujícími s vyššími rychlostmi a zrychlením. Tyto kryty dokážou až zrychlení 2G. Základem je buben, ve kterém je na cívce navinutý pás. Konec toho pásu je připevněn k časti která koná pohyb (přípustné je i opačné řešení). Pásy navíjené na buden se vyrábějí z velkého množství materiálů. Mohou být vyrobeny z vícevrstvé syntetické tkaniny, pryže nebo z tenkého plechu. Existují i pásy vytvořené z kovových elementů spojené pryžovým pásem pro zajištění ohebnosti. U těchto typů krytů občas nastává problém s dostatečným utěsněním boků. Pro jejich malou odolnost proti vysokým teplotám a malou schopnost normálového zatížení (např. od nahromaděných třísek) se tyto kryty používají převážně ve svislé poloze. Je možnost několika druhů konstrukčních řešení: a) Navijákový systém b) Uzavřený systém c) Systém s pevnými konci d) Systém s volnými konci Obr. 13 Možnosti uložení rolovacího krytování [11] 12

19 Výhody: Nevýhody: - Vhodné pro velké zrychlení - Malou schopnost normálového zatížení - Malá odolnost proti vysokým teplotám Dvouosé krytování Kombinace výše zmíněných jednoosých krytů jsou používány pro zakrytí dvou pohybových os. Klasické uspořádání tvoří dva úzké vertikální a dva široké horizontální kryty, které jsou na sebe napojené. Obr. 14 Kombinace jednoosého krytování [12] Výhody: Nevýhody: - Utěsněnost pracovního prostoru - Vhodnost použití - Vysoká cena Přehled výrobců krytů pohyblivých částí stroje Výrobce Hestego Tecnimetal P.E.I. GmbH FIPA GmbH Vyráběný tip Stírací rámečky, Teleskopické kryty, Měchové kryty, Spirálové kryty, Rolovací krytování Stírací rámečky, Teleskopické kryty, Měchové kryty, Spirálové kryty, Rolovací krytování Stírací rámečky, Teleskopické kryty, Měchové kryty, Rolovací krytování, Dvouosé krytování Stírací rámečky, Spirálové kryty Tab. 2 Tabulka výrobců 13

20 4.3 Prostor obsluhy Mezi jednu z hlavních částí krytování je ochrana okolí a hlavně ochrana pracovníků obsluhujících stroj před vlivy obrábění. Základním požadavkem je bezpečnost, ale musí být současně zajištěn i dostatečně velký prostor pro náhled do pracovního prostoru. U strojů menších konstrukcí, kde je zvoleno utěsněné krytování celého pracovního prostoru, je obsluha vně stroje a pracovní prostor má možnost kontrolovat skrz okno. U velkých strojů kde je zvoleno minimální krytování by hrozilo vystavení obsluhy vlivům obrábění, jako je rozstřik chladící kapaliny a odletování často žhavých třísek. Při obrábění se vyskytnou ale situace, při kterých musí mít obsluha stroje možnost snadného přístupu k obráběcímu nástroji (ruční výměna nástroje, optická kontrola opotřebování nástroje), nebo obrobku (kontrola rozměru obrobku, očištění obrobku od třísek). Proto musí být stěna složitelné nebo posuvné konstrukce a nebo by měla být vybavena dveřmi. Toto je možnost, která se volí převážně u strojů konstrukce s pevnými stojany a pohyblivým stolem, kde se stanoviště obsluhy nemění. U strojů konstrukce horní gantry je prostor obsluhy umístěn v přední části stroje. Řady stojanů jsou z čelní části uzavřeny dveřmi posuvné nebo skládací konstrukce. Prostor pro obsluhu je od pracovního prostoru oddělen právě těmito dveřmi. Nevýhodou může být při velkých pojezdech v ose X velká vzdálenost obsluhy od místa kde probíhá obrábění. V těchto případech je pak nejčastěji použit kamerový systém. Obr 15 Prostor obsluhy u stroje FPPC typu horní gantry [13] Další možností je vytvoření samostatné ochranné kabiny, toto provedení je často k vidění u horizontálních vyvrtávaček. U strojů s pohyblivými stojany, tedy u strojů typu spodní gantry, se může ochranná kabina připevnit ke stojanu a pojíždět společně s celým portálem. To zaručuje i při velkých pojezdech ve směru osy X vždy optimální vzdálenost obsluhy pro vizuální kontrolu výrobního procesu. 14

21 Obr 16 Kabina obsluhy umístěna na stojanu se společným pojezdem [5] 4.4 Dveře Dveře umožňují vstup obsluhy stroje do pracovního prostoru pro ustavení obrobku, zakládání obrobku, výměnu nástroje, či jiné potřebné úkony. V zásadě máme dvě možnosti pro volbu typu dveří. Buď dveře posuvné nebo dveře výklopné. Při konstrukci dveří se nesmí zapomenout na správnou ergonomii. Klika dveří, nebo madlo či jiný úchopový element, je nutné umístit do správné výšky. Pokud je ve dveřích umístěno sklo pak jeho umístění by se mělo také řídit ergonomickým doporučením. Dveře mohou být ovládány ručně, nebo strojně. Dveře se strojním automatickým posuvem musí být vybaveny bezpečnostní lištou. Ta zajišťuje bezpečnost při případném sevření obsluhy stroje ve dveřích. Dveře ovládané lidskou silou je vhodné navrhovat tak, aby jejich hmotnost byla co nejmenší a manipulace s nimi nebyla pro obsluhu příliš náročná. Pokud není možnost navrhnutí dveří lehčí konstrukce, tak se doporučuje dveře opatřit nějakým podpůrným mechanismem usnadňující manipulaci s nimi, jako je například podpora vzduchovým pístem. Hlavně u strojů uzavřené utěsněné konstrukce se nesmí opomenout nutnost nakládání hmotnějších polotovarů do pracovního prostoru pomocí jeřábu. Proto pohyb některých dveří je provázán s pohybem střechy stroje, nebo je část střechy přímo součástí dveří. Dveře musí být opatřeny bezpečnostními prvky (zámky) zajišťující uzavření ochranných dveří při spuštění stroje v pracovní cyklus. Posuvné dveře jsou opatřeny rolničkami s ložisky, které jsou vedeny po určené dráze ve vedení. Vedení může být rovné či obloukové. U dveří výklopných jsou na boku dveří připevněny panty, okolo kterých se dveře otáčí. Při konstrukci dveří výklopných se musí dbát na potřebný prostor pro otevření dveří. Pro snažší manipulaci a skladnost může být dveřní systém rozdělen na několik segmentů. 15
22 5 Bezpečnost práce 5.1 Přehled nejdůležitějších norem ČSN EN A2 (200710) - Bezpečnost obráběcích a tvářecích strojů - Obráběcí centra ČSN EN A2 (200711) - Bezpečnost obráběcích a tvářecích strojů Frézky a vyvrtávačky 5.2 Bezpečnostní prvky Bezpečnostní prvky zamezují tomu, aby se obsluha stroje (nebo i jiná osoba přítomna v blízkém okolí stroje) dostala do přímého kontaktu s obráběcím nástrojem, nebo do jeho blízkosti během procesu obrábění. Po aktivaci bezpečnostního prvku by se mělo přerušit obrábění a stroj by se měl zastavit Bezpečnostní zámky Pokud má stroj dveře sloužící ke vstupu do pracovního prostoru, musí být tyto dveře opatřeny bezpečnostním zámkem. Pokud jsou dveře otevřeny, nemůže být stroj spuštěn na automatický pracovní cyklus, ale pouze na cyklus seřizování, ve kterém jsou výrazně omezeny rychlosti posuvu jednotlivých os a rychlost otáčení vřetene. Stroj může být spuštěn v automatickém pracovním cyklu pouze po uzavření veškerých dveří a tedy uzavření bezpečnostního okruhu stroje Senzory pohybu Převážně obráběcí stroje velkých rozměrů, kde není pevné krytování stroje mohou být opatřeny senzory pohybu. Jejich použití je vhodné u strojů, kde je ochranný bezpečnostní prostor okolo stroje označen pouze bezpečnostním řetězem v normou dané vzdálenosti Tlakové lišty Mohou být umístěny na hraně strojně řízených dveří, či jiného posuvového prvku. Lišty zabraňují stlačení předmětu či obsluhy stroje mezi posouvající se prvky. V pryžové tlakové liště jsou uloženy dva vodící pásky, které po stlačení a vzájemném dotyku vyšlou signál do řídícího systému, aby se pohyb přerušil Obr. 17 Profily bezpečnostních tlakových lišt [14] 16
23 5.3 Zkoušení bezpečnosti ochranných krytů Popis metody Pro zkoušení ochranných krytů, materiálů krytů a materiálů průzorů se používá tzv. metoda zkoušky nárazem. Zkouška má za cíl napodobit nebezpečí, které se objeví v případě havárie, kdy se uvolní obrobek nebo se roztrhne nástroj a jeho části jsou vymrštěny do ochranného krytu. Zkouška spočívá ve vystřelení ocelového projektilu kolmo na zkušební předmět. Materiál a rozměry projektilu jsou dané normou ČSN EN Zkoušený kryt musí být k rámu zkušebního stroje připevněn stejně jako bude upevněn na obráběcím stroji. Projektil je vždy mířen do nejzranitelnějšího místa krytu. Pokus se zkouší bezpečnost průhledového panelu je střela mířena do středu panelu Zkušební postup Pro výpočet je nutné nejprve určit maximální řeznou rychlost dle vztahu (1). Dále je nutné vypočíst teoretickou rázovou energii (2) a měrnou energii (3). Pro platnost zkoušky by vypočtená měrná rázová energie měl mít stejnou, popřípadě vyšší hodnotu, než teoretická rázová energie. Maximální řezná rychlost: (1) B maximální průměr nástroje, který může být upnut do zásobníku nástrojů n maximální frekvence otáčení vřetene Teoretická rázová energie: (2) m hmotnost projektilu v c maximální řezná rychlost Měrná rázová energie: (3) m hmotnost projektilu v c měrná rychlost nárazu (naměřená skutečná rychlost projektilu při nárazu) Vyhodnocení zkoušky Poškození nalezené na zkušebním kuse po zkoušce musí být posuzeno jako jeden z následujících případů: a) Vyboulení (trvalá deformace bez prasknutí) b) Povrchové prasknutí (viditelné jen na povrchu) c) Prasknutí v celé tloušťce (je vidět z jedné strany na druhou) d) Průnik (projektil proniknul zkoušeným materiálem) Zkoušce bylo vyhověno v případě, že nenastalo prasknutí v celé tloušťce nebo nedošlo k proniknutí projektilu zkoušeným předmětem. [2] 17
24 6 Zadání praktické části Proveďte analýzu stávajícího konstrukčního řešení podélné posuvové osy X portálového obráběcího stroje FVC 160/3 CNC z výrobního portfolia firmy Strojírna Tyc, s.r.o. Zhodnoťte stávající řešení dle stanovených kritérií a navrhněte případné inovativní řešení. - Analyzujte stávající řešení krytování stroje - Navrhněte nejvhodnější řešení pro třískové hospodářství stroje - Navrhněte nejvhodnější řešení zakytování pohyblivých částí osy X Stroj FVC 160/3 Jedná se frézovací a vrtací centrum tuhé portálové konstrukce s pojízdným stojem. Jako opce je možné zvolit na stroj karuselovací stůl. Označení 160/3 udává rozměry upínací plochy stolu, která je v tomto případě 3200 x 1600 mm. Tento stroj našel uplatnění v širokém spektru technologických operací, kterými jsou například výroba forem, hrubování a dokončování výrobků z nejrůznějších materiálů. U specifikace se zvýšenou přesností také jako velmi přesný stroj pro dokončování rovinných i tvarových ploch. Stroj je utěsněné konstrukce, což umožňuje ve stroji použití chlazení olejovou mlhou. V přední části je dvojice posuvných dveří pro snadné zakládání obrobku na stůl. U panelu obsluhy jsou dveře sloužící k ruční výměně nebo kontrole nástroje. Obr. 18. Stroj řady FVC [13] 18
25 Parametr Hodnota Jednotky Upínací plocha stolu x mm Zatížení stolu kg Pracovní zdvih osa X mm Pracovní zdvih osa Y mm Pracovní zdvih osa Z 1000 mm Rychloposuvy X,Y,Z mm / min Rozměry stroje / / mm Hmotnost stroje kg Tab. 3. Základní parametry stroje FVC 160/3 [16] 7 Sestavy krytování celého stroje Kryty stroje FVC 160/3 jsou rozděleny do 3 základních celků. Rozdělení krytů je provedeno podle osy, ke které jsou kryty montovány. 7.1 Kryty osy X Jedná se o sestavu obsahující nejvíce krytových dílů. Základem těchto krytů jsou jeklové rámy, na těchto rámech jsou usazeny veškeré kryty osy X. Vnější kryty mají oblý tvar, který udává typický vzhled stroje. Přední vnější kryty se stávají ze dvou posuvných dveří a jednoho statického segmentu. Nejmenší pojízdné dveře jsou opatřeny skly pro snažší kontrolu řezného procesu. V zadní části jsou z vrchu umístěny otvory pro odsavače aerosolu. Z čel oblých krytů jsou umístěny dveře sloužící k údržbě stroje. Směr zasunutí pojízdných dveří Otvor pro odsavač aerosolu Obr. 19 Sestava krytů osy X 7.2 Kryty osy Y Osa Y se skládá ze dvou stojanů spojených příčníkem. Sestava krytů obsahuje 3 větší sestavy, 2 z nich kryjí stojany (jedná se o sestavu dveří obsluhy a sestava dveří zásobníku) a poslední zakrývá příčník, na kterém jsou uloženy posuvové a vodící členy. Mezi kryty stojanů a kryt příčníku se variantně vkládá kryt nástavku, zde záleží na zvolené výšce portálu. Kryty osy Y dodržují oblý tvar pro zachování celistvosti designu stroje. 19
26 Měchový kryt Kryt nástavků Dveře zásobníku nástrojů Dveře obsluhy Obr. 20 Sestava krytů osy Y 7.3 Kryty osy Z Kryty jsou montovány na smykadlo, se kterým se pohybují ve směru osy Z. Boky jsou uzpůsobeny pro montáž měchových krytů navazujících na kryty osy Y. Obr. 21 Sestava krytů osy Z 8 Sestavy krytování spodní části osy X Spodní část krytů osy X patří k jedné z nejdůležitějších částí stroje. Hlavní funkcí je odvod třísek a řezné kapaliny z pracovního prostoru. Do této sestavy jsou zakomponovány dopravníky třísek i teleskopické kryty kryjící důležité pohyblivé prvky stroje. Další důležitou roli hrají i rámy nesoucí váhou vnějších oblých krytů. 20
27 Obr. 22 Krytování spodní osy X 8.1 Rámy Rámy jsou nosnou částí celé osy X. Určují ustavení do přesné polohy většiny sestav krytů osy X. Protože nesou hmotnost velkého množství krytů jsou rámy vyrobeny z trubkového profilu 50x50 pouze jekly na které přímo dosedají kryty, jsou vyrobeny z profilu 80x50 pro zvýšení pevnosti a tuhosti rámové konstrukce. Obr. 23 Rámová konstrukce 8.2 Žlaby Sestava žlabů se skládá ze čtyř podobných sestav jednotlivých žlabů. Do žlabů stéká řezná kapalina rozstřikující se po pracovním prostoru stroje a je žlabem vedena do příčného článkového dopravníku třísek, odkud je přečerpána do filtrační jednotky. Zde je kapalina vyčištěna a znovu použita v řezném procesu. Do žlabů spadávají také třísky vznikající při obrábění. Středem každého žlabu je veden šnekový dopravník, který třísky dopraví do propadu. Propadem se třísky dostanou na článkový dopravník, který třísky vyveze ven ze stroje a separuje je od řezné kapaliny. Po celé délce žlabů musí být dodržen minimální sklon pro správný odtok kapaliny k propadu. 21
28 Propad do článkového dopravníku Šnekový dopravník Obr. 24 Sestava žlabů 8.3 Kolejnice Tato sestava má za úkol svedení řezné kapaliny stékající z posuvných dveří a pevného segmentu do žlabů. K bokům sestavy jsou přišroubovány kolejnice, po kterých jsou vedeny posuvné dveře. Posuvné dveře musí být teleskopické konstrukce, a proto mají každé dveře svoje vlastní kolejnice. Ke spodním stranám jsou přivařena nosná žebra, přes které se potom sestava přišroubuje k rámům. Na vrchní straně jsou na sestavu z jedné strany přimontovány pochozí rošty a z druhé je namontována stěna zabraňující odletu třísek ze stroje při ofukování stolu (tato stěna není zobrazena). Obr. 25 Sestava kolejnic 8.4 Dokrytovací sestavy Jedná se o malé sestavy nebo pouze samostatné plechy. Tyto plechy slouží k dodržení vodotěsnosti a správnému vedení řezné kapaliny do žlabů nebo rovnou do propadu ve žlabech. Na obrázku jsou tyto sestavy zvýrazněny zelenou barvou. 22
29 Obr. 26 Koncové dokrytovací plechy 9 Třískové hospodářství stroje 9.1 Popis jednotlivých kritérií a stanovení důležitosti Pro posouzení vhodnosti dopravníku byla zvolena kritéria: univerzálnost použití cena možnost vynášení třísek do výšky přepravované množství odvod řezné kapaliny složitost montáže jednotlivá kritéria jsou blíže popsána níže. U každého kritéria byl zvolen také index důležitosti v rozmezí od 1 do 3, kde: 1 méně důležité (doplňkové vlastnosti, neovlivňující funkci) 2 spíše důležité (není podmínkou nutnou, přináší přidanou hodnotu) 3 velmi důležité (vlastnost je základním požadavkem, nezbytné pro správnou funkci) Univerzálnost použití V dnešní době se výrobci snaží o co největší univerzálnost jejich strojů. Do strojů FVC je možnost zakomponovat karuselovací stůl a tím rozšířit technologické možnosti stroje. Při aplikaci karuselovacího stolu je možné na stroji kromě frézování a vrtání, také soustružit. Při frézování vzniká krátká tříska, zatímco při vrtání hlubokých děr, nebo při soustružení na rotačním stole vzniká u určitých druhů materiálů tříska tvářená plynulá 23
30 Zvolena úroveň důležitosti: Cena Vzhledem ke snaze co nejvíce snižovat úplné vlastní náklady stroje, je nutné posoudit i tento aspekt. Ceny dopravníků pro tuto koncepci stroje se pohybují v rozmezí od Kč do Kč. V tab.4 jsou uvedeny přibližné ceny pro jednotlivé dopravníky pro sběrnou délku okolo mm. Ceny jsou uvedeny v určitém rozsahu, protože o přesné ceně dopravníku rozhoduje i jeho šíře, kterou není zatím přesně specifikována a také dodavatel. Článkové dopravníky Zvolena úroveň důležitosti: 2 Hrablový dopravník Šnekový dopravník Magnetický dopravník Cena [Kč] Tab. 4 Porovnání cen dopravníků třísek Možnost vynášení třísek do výšky Při konstrukci některých obráběcích strojů jsou dopravníky zapuštěny do základů stoje. Toto řešení se provádí z důvodu možnosti dodržení dostatečného spádu okolních stěn pro skluz třísek a stékání kapaliny do dopravníku. Dalším možným důvodem může být nedostatek místa a také nutnost třísky dopravit do kontejnerů, pokud nejsou zabudovány nádoby pod úrovní podlahy. Zvolena úroveň důležitosti: Přepravované množství Stroje FVC mohou být nasazeny do různorodých provozů za účelem plnění velkého spektra technologického využití. Za tímto účelem lze stroj vybavit několika typy vřeten a frézovacích hlav. Po detailním posouzení všech možných variant je zřejmé, že největší odebíraný objem materiálu nastane při nasazení elektrovřetene VE-15/167 s výkonem 70 kw a krouticím momentem 210Nm a to především v leteckém průmyslu. Při hrubování obrobku (slitiny hliníku) s takovýmto výkonem, vysokými řeznými rychlostmi a posuvem vzniká velké množství třísek, které musí být dopravník schopen za určitou časovou jednotku dopravit ven z pracovního prostoru. Zvolena úroveň důležitosti: Odvod řezné kapaliny Do dopravníku nepadají jen třísky, ale stéká do něj také veškerá řezná kapalina použita v řezném procesu. Na stroji je středové chlazení nástrojem o průtoku 30 l/min. Dále má stroj 24
31 také vnější chlazení o stejném průtoku. Při návrhu průtočného množství kapaliny budeme uvažovat rezervu 20 % z celkového součtu středového a vnějšího chlazení stroje. Zvolena úroveň důležitosti: 3 Průtočné množství: Složitost montáže Složitost montáže ovlivňuje délku času potřebného pro kompletaci stroje a tedy částečně i celkovou cenu výroby stroje. Složitost montáže souvisí také se složitostí demontáže, při případných poruchách dopravníku. Zvolena úroveň důležitosti: Návrh nejvhodnější varianty Každý dopravník bude bodově ohodnocen v rozmezí od 1 do 4 bodů, kde 1 bod bereme, jak nevyhovující a 4 jako plně postačující. U každého kritéria budou body násobeny důležitostí a poté sečteny. Dopravník s nejvyšším ohodnocením je pro nás nejvhodnější. Kritérium Univerzálnost použití Důležitost Článkový dopravník Hrablový dopravník Šnekový dopravník Magnetický dopravník Ideální dopravník Cena Možnost vynášení třísek do výšky Přepravované množství Odvod řezné kapaliny Složitost montáže Celkem Celkové normované hodnocení 91,07 % 78,57 % 55,36 % 53,57 % 100 % Pořadí Tab. 5 Rozhodovací tabulka pro výběr dopravníku třísek 25
32 S ohledem na výsledek rozhodovací metody, můžeme jako nejvhodnější variantu třískového hospodářství zvolit článkový dopravník. 9.3 Návrh možné koncepce V současném řešení jsou třísky z pracovního prostoru odváděny čtyřmi šnekovými dopravníky do příčného článkového dopravníku. Vzhledem ke koncepci stroje by bylo nejvhodnější článkové dopravníky umístit podél osy X na místo šnekových dopravníků používajících se při součastné koncepci stroje. Soustrojí se tak zjednoduší z 5 mechanismů na pouhé 2, tím se stroj částečně zjednoduší. Na obrázcích 28. a 29. je ukázán rozdíl mezi současným a navrhovaným provedení třískového hospodářství. Šipky ukazují směr toku třísek. Obr. 28 Současně řešení třískového hospodářství stroje Obr. 29 Návrh uspořádání článkových dopravníků ve stroji 26
33 Pro možnost použití nového uspořádání třískového hospodářství by se museli konstrukčně upravit rámy stroje a také deska spojující stojany s ložem osy X. Součastné řešení Nový návrh Typ dopravníku (délka) Cena [Kč] Typ dopravníku (délka) Cena [Kč] Šnekový (4 m) 4 x Článkový (8,6 m) 2 x Článkový (2,7 m) 1 x Celková cena Celková cena Tab. 6 Přibližný výpočet ceny třískového hospodářství stroje 10 Krytování pohyblivých částí stroje 10.1 Mechanická část osy X Mezi základní části osy X patří litinové lože, posuvový mechanismus osy X a litinový stůl. Stůl je poháněn kuličkovým šroubem a pohybuje se na předepnutých valivých vedeních. Jak kuličkový šroub, tak valivé vedení je nutné zcela separovat od vlhkosti a mechanických nečistot. V opačném případě může dojít k poškození pryžových stěračů, nebo valivých tělísek a tím zničení celého mechanismu. Dále je nutno bránit zadržování třísek a řezné kapaliny v prostoru mezi lineárním vedením. Řezná kapalina by mohla zapříčinit zkrat elektrických členů uložených pod stolem Obr. 30 Popis důležitých částí mechaniky osy X 1 Lineární valivé vedení po něm se pohybuje stůl, umožňuje lineární pohyb za vysoké geometrické přesnosti 2 Energořetězy slouží k vedení elektrické kabelů a hadic 3 Odměřování pravítko odměřující přesnou polohu stolu 4 Kuličkový šroub broušený o přesnosti IT3 s předepnutou maticí 5 Stůl slouží k upínání obrobku 27
34 10.2 Popis jednotlivých kritérií a stanovení důležitosti Pro posouzení vhodnosti dopravníku byla zvolena kritéria: zatížitelnost třískami cena životnost a spolehlivost hmotnost možnost pocházení po krytu těsnost odolnost vůči žhavým třískám jednotlivá kritéria jsou popsána níže. U každého kritéria byl zvolen také index důležitosti v rozmezí od 1 do 3, kde: 1 méně důležité (doplňkové vlastnosti, neovlivňující funkci) 2 spíše důležité (není podmínkou nutnou, přináší přidanou hodnotu) 3 velmi důležité (vlastnost je základním požadavkem, nezbytné pro správnou funkci) Zatížitelnost třískami Kryt musí být schopen unést na sobě co největší vrstvu třísek, aniž by to ovlivnilo jeho funkčnost. Protože se jedná o kryt osy X je kryt uložen v horizontálním směru a možnosti jeho sklonu jsou vzhledem k výšce stolu malé, proto je velice pravděpodobné, že se na krytu budou hromadit třísky z řezného procesu. Zvolena úroveň důležitosti: Cena Cena krytu se promítne do celkové ceny stroje, a proto je uvažováno toto kritérium při výběru krytu. Ceny krytů se pohybují v rozmezí od Kč do Kč. V tab. 7 jsou uvedeny přibližné ceny pro jednotlivé kryty pro délku v roztaženém stavu okolo mm. Ceny jsou uvedeny v určitém rozsahu, protože o přesné ceně teleskopických a měchových krytů rozhoduje jejich přesné tvarové provedení. U rolovacích krytů zase jejich přesná šíře. Stěrací rámečky + spirálové kryty Zvolena úroveň důležitosti: 2 Teleskopické kryty Měchové kryty Rolovací kryty Cena [Kč] Tab.7 Porovnání cen krytů pohyblivých částí 28
35 Životnost a spolehlivost Tyto kryty patří k jedné z nejvíce namáhaných částí krytování stroje. Vzhledem k možnosti každodenního používání stroje je životnost velice důležitá. Tyto kryty jsou namáhány nejen obtížení nahromaděných třísek, ale také od jejich častého skládání a rozkládání. Životnost by se měla blížit pracovních hodin, protože to je život vřeten hlav a dalších částí vyžadující generální opravy. Zvolena úroveň důležitosti: Hmotnost Obecně lze říci, že vysoká hmotnost teleskopických krytů může mít vliv na zatížení posuvového mechanismu a setrvačná síla krytů může negativně ovlivnit dynamiku osy. Vzhledem k hmotnosti krytů vůči hmotnosti stolu (3000 kg) a možné zatížitelnosti (až 6500 kg) je tento vliv u posuzovaného stroje minimální. Zvolena úroveň důležitosti: Možnost pocházení po krytu Stroj FVC má v prostoru obsluhy stroje pochozí rošty, ale při upínání složitých obrobků nebo při úklidu pracovního prostoru může nastat situace, kdy bude potřebovat obsluha stroje přístup z čela či z druhé strany stolu. Zvolena úroveň důležitosti: Těsnost Možnost utěsnění od okolních vlivů obrábění má velký vliv na ochranu a životnost mechanických částí osy X. Do tohoto kritéria je také zahrnuta možnost utěsnění krytu z boků, aby byla zajištěna vodotěsnost při případném rozstřiku řezné kapaliny o další kryty stroje. Zvolena úroveň důležitosti: Odolnost vůči žhavým třískám Při procesu obrábění na kryt dopadají žhavé třísky. Proto je nutné, aby kryt odolával vlivu žhavých třísek a nedošlo ke snížení funkčnosti a těsnosti krytu. Zvolena úroveň důležitosti: Výběr nejvhodnější varianty Každý dopravník bude bodově ohodnocen v rozmezí od 1 do 4 bodů, kde 1 bod bereme, jak nevyhovující a 4 jako plně postačující. U každého kritéria budou body násobeny důležitostí a poté sečteny. Kryt s nejvyšším ohodnocením je pro nás nejvhodnější. 29
36 Kritérium Zatížitelnost třískami Důležitost Stěrací rámečky + spirálové k. Teleskopické kryty Měchové kryty Rolovací kryty Ideální kryt Cena Životnost a spolehlivost Hmotnost Možnost pocházení po krytu Těsnost Odolnost vůči žhavým třískám Celkem Celkové normované hodnocení 45,59 % 94,11 % 51,47 % 61,76 % 100 % Pořadí Tab. 8 Rozhodovací tabulka pro výběr krytu pohyblivý částí S ohledem na výsledek rozhodovací metody, můžeme jako nejvhodnější variantu pro krytování pohyblivých částí osy X zvolit teleskopický kryt. Teleskopické kryty jsou používány při součastném provedení stroje. 11 Analýza nového řešení Jako nejvhodnější varianta nám vyšla kombinace dvou článkových dopravníků zajišťujících správné třískové hospodářství stroje a teleskopických krytů chránící pohyblivé části stroje. Oproti minulému řešení, kde byli použity šnekové dopravníky, jsou navrhované článkové dopravníky užší. Mezi článkovými dopravníky a litinou osy X musí být dodržen určitý prostor, aby byla dobrá přístupnost ke stavěcím šroubům stroje. Tyto šrouby jsou umístěny na spodní části mechaniky osy X a používají se k vyrovnávání stroje. Tím ale vznikne mezera mezi teleskopickými kryty a článkovým dopravníkem. Pro zamezení této mezery je vhodné například zvolení širších teleskopických krytů. 30
37 Vzniklá mezera Obr. 31 Nové řešení stroje 11.1 Kontrola konzole nesoucí teleskopické kryty Rozšířením teleskopických krytů se zvětší i jejich celková hmotnost. Je nutné rozšíření o 200 mm na každou stranu, proto bude uvažovat zvětšení hmotnosti o 20 %. Výpočet bude proveden na konzoli číslo výkresu 22_109 (viz příloha č.1). Při výpočtu budeme uvažovat shrnuté teleskopické kryty. Při této poloze veškerá váha teleskopických krytů působí přímo na konzoli. Kryt působí na konzoli ve vzdálenosti 81 mm od spoje konzole s ložem osy X. V tomto místě jsou na délce 110 mm jednotlivé segmenty opřeny o vodící rolničky. Další místo, kde působí kryty na konzoli je na nejvzdálenějším místě od vetknutí. V tomto místě je poslední nejmenší segment přišroubován ke konzoli a vrchní segmenty jsou o něj opřeny. Obr. 32 Místa opřených teleskopických krytů o konzoli Výpočet deformace konzole Hmotnost původních teleskopických krytů: Hmotnost nových teleskopických krytů: 31
38 Hmotnost působící na přední a zadní část není rovnoměrně rozložena. Budeme uvažovat, že hmota působící na přední část (místo spojení krytu se stolem) je 60% z celkové hmotnosti krytu. Síla působící na válečky: Síla působící na konci konzole: Výpočet MKP Pro zjištění maximálního napětí a maximální deformace konzole byla zvolena metoda konečných prvků. Výpočet byl proveden v programu Pro/Mechanica. Byla zvolena metoda Multi-pass adaptive s nastavením na 9 polygonů. Obr. 33 Deformace konzole [mm] 32
39 Obr. 34 Napětí v konzoli redukované napětí HMH [MPa] Analýza deformace ukazuje, že průhyb na konci konzole je 0,23 mm. Tato hodnota přijatelná k ohledu na funkci. Analýza napětí ukazuje, že napětí v konzoli se většinou pohybuje do 10 MPa. Maximální napětí 62,5 MPa vzniklo na konci ve spoji mezi vrchní deskou a žebrem. Toto napětí můžeme částečně zanedbat, protože jeho značná část vznikla částečnou chybou při výpočtu vrubu spoje. Obr. 35 Místo maximálního napětí redukované napětí HMH [MPa] 33
40 12 Závěrečné zhodnocení práce V této práci jsem měl shrnout všechny komponenty používané v oblasti krytování obráběcích strojů. Toto bylo provedeno v první části mé práce, ale krytování celého stroje je velice obsáhlé téma a jednotlivé komponenty by bylo možné podrobněji popsat, ale to by zdaleka přesahovalo rozsah této práce. Tato práce může posloužit konstruktérovi obráběcích strojů jako podklad pro získání základních informací o možnostech zakrytování obráběcího stroje a v orientování se ve výrobcích jednotlivých komponentů. V druhé části mé práce byla provedena analýza součastného krytování osy X u stroje FVC 160/3 firmy Strojírna TYC. Během analýzy bylo zjištěno, že by bylo vhodnější použití dvou článkových dopravníků namísto součastné verze stroje se čtyřmi šnekovými a jedním příčným článkovým dopravníkem. Tento návrh i s podklady byl předložen firmě Strojírna TYC. 13 Seznam použité literatury Použitá literatura: [1] MAREK, J., A KOLEKTIV Konstrukce CNC obráběcích strojů, Praha: MM publishing, 2010 [2] Norma ČSN EN A2 ( ) - Bezpečnost obráběcích a tvářecích strojů - Obráběcí centra, 2009 Internetové zdroje: [3] TRENS SK, a.s., sk [4] MAZAK, [5] TOS VANSDORF a.s., [6] ASTOS, [7] SE-MI TECHNOLOGY, [8] BROXTEC,
41 [9] HESTEGO, [10] TECHNIMETAL, [11] HENLICH, [12] MM PRŮMYSLOVÉ SPEKTRUM, [13] STROJÍRNA TYC s.r.o., [14] AMTEK, [15] P.I.E., yci_zastery&titulek=titulky/pei_kryci_zastery Katalogy výrobců: [16] STROJÍRNA TYC s.r.o., FVC - portálové obráběcí centrum s pojízdným stolem 35
42 PŘÍLOHA č. 1 Výrobní výkres konzole teleskopických krytů č.v. 22_109
43 A Cislo vykresu Nazev Typ DATUM 22_109 KONZOLA TELESKOPU FVC Poz. Cislo vykresu Nazev Rozmer Polotovar Mat.konecny C.hmotn. Kus 1 22_110 KONZOLA DIL HORNI PL _111 KONZOLA DIL BOCNI PL _112 KONZOLA DIL VZPERA PL A (1005 ) B 1x45 1x A B 2x 6 PRO KOLIK C x A C 12.5 D 55± ±0.1 D x8 2x15 E 3 POLOTOVAR: 22_109_SVAR E F 13:100 1 CISLO ZMENY DATUM STARY VYKRES POPIS ZMENY POLOHA AUTOR VSECHNA PRAVA VYHRAZENA. KOPIROVANI NEBO ZPROSTREDKOVANI V JAKEKOLIV PODOBE BEZ PISEMNEHO SOUHLASU FIRMY STROJIRNA TYC, S.R.O. JE ZAKAZANO. MERITKO KRESLIL KORINEK SVARENCE DLE INTERNIHO PREDPISU D9_ :5 TYC PREZKOUSEL PRESNOST DLE CSN ISO mk SCHVALIL DNE PROMITANI: [ISO E] PROJEKT CELK. CISTA HMOTNOST [kg] 15.7 TYP FVC POVRCHOVA UPRAVA NAZEV STROJE NAZEV KONZOLA TELESKOPU 22_109 C.V. POCET LISTU 2 CISLO LISTU 1 F -CAD-
44 A Cislo vykresu Nazev Typ DATUM 22_109_SVAR KONZOLA TELESKOPU FVC Poz. Cislo vykresu Nazev Rozmer Polotovar Mat.konecny C.hmotn. Kus 1 22_110 KONZOLA DIL HORNI PL _111 KONZOLA DIL BOCNI PL _112 KONZOLA DIL VZPERA PL A B B x20(100) 5 8x20(100) C 5 5 C (8 ) 36 D D E F 13: CISLO ZMENY DATUM STARY VYKRES POPIS ZMENY POLOHA AUTOR VSECHNA PRAVA VYHRAZENA. KOPIROVANI NEBO ZPROSTREDKOVANI V JAKEKOLIV PODOBE BEZ PISEMNEHO SOUHLASU FIRMY STROJIRNA TYC, S.R.O. JE ZAKAZANO. MERITKO KRESLIL KORINEK SVARENCE DLE INTERNIHO PREDPISU D9_0178 2:25 TYC PREZKOUSEL PRESNOST DLE CSN ISO mk SCHVALIL DNE PROMITANI: [ISO E] PROJEKT CELK. CISTA HMOTNOST [kg] 15.7 TYP FVC POVRCHOVA UPRAVA NAZEV STROJE NAZEV C.V. POCET LISTU 2 KONZOLA TELESKOPU 22_109_SVAR CISLO LISTU 2 E F -CAD-
PROBLEMATIKA KRYTOVÁNÍ PORTÁLOVÝCH OBRÁBĚCÍCH STROJŮ SVOČ FST 2013
 PROBLEMATIKA KRYTOVÁNÍ PORTÁLOVÝCH OBRÁBĚCÍCH STROJŮ SVOČ FST 2013 Jan Kořínek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Primárním cílem této bakalářské práce
PROBLEMATIKA KRYTOVÁNÍ PORTÁLOVÝCH OBRÁBĚCÍCH STROJŮ SVOČ FST 2013 Jan Kořínek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Primárním cílem této bakalářské práce
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
TELESKOPICKÉ KRYTY HENNLICH KRYTOVÁNÍ ROBUSTNÍ KONSTRUKCE DOKONALE OCHRÁNÍ STROJ PROTI HRUBÉMU MECHANICKÉMU POŠKOZENÍ
 HENNLICH KRYTOVÁNÍ TELESKOPICKÉ KRYTY ROBUSTNÍ KONSTRUKCE DOKONALE OCHRÁNÍ STROJ PROTI HRUBÉMU MECHANICKÉMU POŠKOZENÍ OCHRANA STROJŮ I V NEJNÁROČNĚJŠÍM PROSTŘEDÍ DLOUHÁ ŽIVOTNOST DÍKY VHODNÉMU KONSTRUKČNÍMU
HENNLICH KRYTOVÁNÍ TELESKOPICKÉ KRYTY ROBUSTNÍ KONSTRUKCE DOKONALE OCHRÁNÍ STROJ PROTI HRUBÉMU MECHANICKÉMU POŠKOZENÍ OCHRANA STROJŮ I V NEJNÁROČNĚJŠÍM PROSTŘEDÍ DLOUHÁ ŽIVOTNOST DÍKY VHODNÉMU KONSTRUKČNÍMU
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
ROLETOVÉ KRYTY A SYSTÉMY
 HENNLICH KRYTOVÁNÍ ROLETOVÉ KRYTY A SYSTÉMY PRO STROJE S VYSOKOU RYCHLOSTÍ POJEZDŮ IDEÁLNÍ POUŽITÍ VE STÍSNĚNÝCH PROSTORECH VELKÁ VARIABILITA NASAZENÍ DÍKY ŠIROKÉMU SPEKTRU POUŽITÝCH MATERIÁLŮ HENNLICH
HENNLICH KRYTOVÁNÍ ROLETOVÉ KRYTY A SYSTÉMY PRO STROJE S VYSOKOU RYCHLOSTÍ POJEZDŮ IDEÁLNÍ POUŽITÍ VE STÍSNĚNÝCH PROSTORECH VELKÁ VARIABILITA NASAZENÍ DÍKY ŠIROKÉMU SPEKTRU POUŽITÝCH MATERIÁLŮ HENNLICH
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
CNC frézovací centrum T - typu s otočným stolem
 CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA
 FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
ROVINNÉ BRUSKY. Řada AHR
 ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
Y X SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
TA-25 CNC soustruh. Typ TA 25 (B) TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění
 TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění") TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan
 Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
2016 BLUE RAY a.s. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
VERTIKÁLNÍ OBRÁBECÍ CENTRA
 CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
KRYCÍ MĚCHY HENNLICH KRYTOVÁNÍ ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI
 HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 1.1 TEPELNĚ SVAŘOVANÉ
HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 1.1 TEPELNĚ SVAŘOVANÉ
1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou
 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou") Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
VTB (C) 85R/100R Svislý CNC soustruh
 85R/100R Svislý CNC soustruh") VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
2016 TOOL TRADE s.r.o. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.
![MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.](/thumbs/91/105892726.jpg "MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.") MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
CNC soustruhy SF... STANDARDNÍ PŘÍSLUŠENSTVÍ STROJE VOLITELNÉ PŘÍSLUŠENSTVÍ STROJE SF 43 CNC WWW.FERMATMACHINERY.COM
 CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
OBRÁBĚCÍ CENTRA VERTIKÁLNÍ A HORIZONTÁLNÍ
 OBRÁBĚCÍ CENTRA VERTIKÁLNÍ A HORIZONTÁLNÍ PROFIL FIRMY Firma TRIMILL, a. s. byla založena v roce 2000 jako akciová společnost se sídlem v České republice. TRIMILL, a. s. se specializuje na výrobu CNC obráběcích
OBRÁBĚCÍ CENTRA VERTIKÁLNÍ A HORIZONTÁLNÍ PROFIL FIRMY Firma TRIMILL, a. s. byla založena v roce 2000 jako akciová společnost se sídlem v České republice. TRIMILL, a. s. se specializuje na výrobu CNC obráběcích
BAKALÁŘSKÁ PRÁCE ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Upínací prostředky rotačních součástí
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Upínací prostředky rotačních součástí
SHEET-POCKET TM. TELESKOPICKÉ KRYTY Speciální provedení.
 SHEET-POCKET TM Teleskopické ocelové kryty SHEET-POCKET představují nejefektivnější inovační řešení k ochraně Y-osy (svislé osy) u horizontálních obráběcích center. Kompletně uzavřený a nezávislý na konstrukci
SHEET-POCKET TM Teleskopické ocelové kryty SHEET-POCKET představují nejefektivnější inovační řešení k ochraně Y-osy (svislé osy) u horizontálních obráběcích center. Kompletně uzavřený a nezávislý na konstrukci
61. Mezinárodní strojírenský veletrh v Brně od do pavilon P, stánek 38.
 Dovolujeme si Vás srdečně pozvat k návštěvě naší expozice na: 61. Mezinárodní strojírenský veletrh v Brně od 7. 10. do 11. 10. 2019 pavilon P, stánek 38. V naší expozici si budete moci v letošním roce
Dovolujeme si Vás srdečně pozvat k návštěvě naší expozice na: 61. Mezinárodní strojírenský veletrh v Brně od 7. 10. do 11. 10. 2019 pavilon P, stánek 38. V naší expozici si budete moci v letošním roce
Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand )
") Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand ) SVOČ FST 2009 Jáchymovská 337 373 44 Zliv mmachace@seznam.cz ABSTRAKT Navrhnout zkušební stand tramvajových vozidel simulující běžné provozní
Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand ) SVOČ FST 2009 Jáchymovská 337 373 44 Zliv mmachace@seznam.cz ABSTRAKT Navrhnout zkušební stand tramvajových vozidel simulující běžné provozní
THL-620. CNC soustruh. překračujeme běžné standardy přesnosti a služeb
 THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
BND BNJ BND-51SY2 BNJ 42SY/51SY. CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou
 BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
DUGARD. VMCs DUGARD. Modelová řada E a XP Vertikální obráběcí centra DUGARD. Dodavatel obráběcích strojů již od roku 1939
 DUGARD Dodavatel obráběcích strojů již od roku 1939 DUGARD VMCs Modelová řada E a XP Vertikální obráběcí centra DUGARD www.cnc-inaxes.cz info@cnc-inaxes.cz +42 494 3 967 DUGARD řada E DUGARD řada XP Optimální
DUGARD Dodavatel obráběcích strojů již od roku 1939 DUGARD VMCs Modelová řada E a XP Vertikální obráběcí centra DUGARD www.cnc-inaxes.cz info@cnc-inaxes.cz +42 494 3 967 DUGARD řada E DUGARD řada XP Optimální
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Konstrukční zásady návrhu polohových servopohonů
 Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
The heart of engineering
 The heart of engineering BOHATÁ HISTORIE SPOLEČNÁ BUDOUCNOST 2 3 1942 1962 2005 současnost ahájena výroba a montáž přesných vyvrtávacích strojů, soustruhů, konzolových frézek a speciálních strojů v nově
The heart of engineering BOHATÁ HISTORIE SPOLEČNÁ BUDOUCNOST 2 3 1942 1962 2005 současnost ahájena výroba a montáž přesných vyvrtávacích strojů, soustruhů, konzolových frézek a speciálních strojů v nově
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA. Řada FB
 CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
MOŽNÉ VYBAVIT SUCHÝM ZIPEM PRO DODATEČNOU MONTÁŽ MATERIÁLY ODOLNÉ AŽ DO 750 C
 HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY KRUHOVÉ MOŽNÉ VYBAVIT SUCHÝM ZIPEM PRO DODATEČNOU MONTÁŽ MATERIÁLY ODOLNÉ AŽ DO 750 C SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 2.1 HENNLICH s.r.o. tel.: 416
HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY KRUHOVÉ MOŽNÉ VYBAVIT SUCHÝM ZIPEM PRO DODATEČNOU MONTÁŽ MATERIÁLY ODOLNÉ AŽ DO 750 C SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 2.1 HENNLICH s.r.o. tel.: 416
TB-25Y CNC soustružnické centrum
 TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
VTC-40. Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 OBRÁBĚCÍ STROJE
 OBRÁBĚCÍ STROJE Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 VTC-40 VTC-40a VTC-40b Rychloposuvy 48 m.min -1 Výměna nástroje 1,2 s Synchronizované závitování při
OBRÁBĚCÍ STROJE Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 VTC-40 VTC-40a VTC-40b Rychloposuvy 48 m.min -1 Výměna nástroje 1,2 s Synchronizované závitování při
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 12 - vysokotlaké chlazení při třískovém obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
Sleva. 1020 x 70 x 680 mm 1240 x 70 x 270 mm 710 x 510 x 410 mm 580 x 100 x 90 mm. 327 x 137 x 1069 mm. 124 kg 135 kg. 83 kg 93 kg
 kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
CNC soustružnická centra se šikmým ložem
 CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
Štěpán Heller, Západočeská univerzita v Plzni, Univerzitní 8, 36014 Plzeň Česká republika
 NÁVRH PĚTIOSÉHO VERTIKÁLNÍHO OBRÁBĚCÍHO CENTRA SVOČ FST 2013 Štěpán Heller, Západočeská univerzita v Plzni, Univerzitní 8, 36014 Plzeň Česká republika ABSTRAKT V této práci je čtenář seznámen s pětiosými
NÁVRH PĚTIOSÉHO VERTIKÁLNÍHO OBRÁBĚCÍHO CENTRA SVOČ FST 2013 Štěpán Heller, Západočeská univerzita v Plzni, Univerzitní 8, 36014 Plzeň Česká republika ABSTRAKT V této práci je čtenář seznámen s pětiosými
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
STABILNÍ PARTNER VE VÝROBĚ. MARSTAND
 - STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.mahr.cz, WebCode 210 Měřicí stojany, stoly a zařízení pro kontrolu obvodového
- STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.mahr.cz, WebCode 210 Měřicí stojany, stoly a zařízení pro kontrolu obvodového
STABILNÍ PARTNER VE VÝROBĚ.
 STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.tm-technik.cz Měřicí stojany, stoly a zařízení na kontrolu obvodového házení
STABILNÍ PARTNER VE VÝROBĚ. MARSTAND Nejaktuálnější informace k produktům MARSTAND naleznete na našich webových stránkách: www.tm-technik.cz Měřicí stojany, stoly a zařízení na kontrolu obvodového házení
KRYCÍ MĚCHY HENNLICH KRYTOVÁNÍ ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI
 HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 1.1 TEPELNĚ SVAŘOVANÉ
HENNLICH KRYTOVÁNÍ KRYCÍ MĚCHY ÚSPORNÉ ŘEŠENÍ PRO NEAGRESIVNÍ PROSTŘEDÍ IDEÁLNÍ PRO VERTIKÁLNÍ ULOŽENÍ DÍKY LEHKÉ KONSTRUKCI SPECIÁLNÍ KONSTRUKČNÍ ŘEŠENÍ PRODLUŽUJE ŽIVOTNOST MĚCHU 1.1 TEPELNĚ SVAŘOVANÉ
Lineární vedení LinTrek
 Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
Lineární jednotky MTV s pohonem kuličkovým šroubem
 Lineární jednotky MTV s pohonem kuličkovým šroubem Charakteristika MTV Lineární jednotky (moduly) MTV s pohonem kuličkovým šroubem a integrovaným kolejnicovým vedením umožňují díky své kompaktní konstrukci
Lineární jednotky MTV s pohonem kuličkovým šroubem Charakteristika MTV Lineární jednotky (moduly) MTV s pohonem kuličkovým šroubem a integrovaným kolejnicovým vedením umožňují díky své kompaktní konstrukci
Učení při výrobě. Concept turn 450. CNC výcvik s průmyslovým výkonem
 [ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
[ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Klíčová slova: zvedák, kladkostroj, visutá kočka, naviják
 Předmět: Stavba a provoz strojů Ročník: 4. Anotace: Digitální učební materiál zpracovaný na téma zdvihadla, představuje základní přehled o stavbě a rozdělení zvedáků, kladkostrojů a navijáků. Rovněž je
Předmět: Stavba a provoz strojů Ročník: 4. Anotace: Digitální učební materiál zpracovaný na téma zdvihadla, představuje základní přehled o stavbě a rozdělení zvedáků, kladkostrojů a navijáků. Rovněž je
AUTOMATICKÁ VÝMĚNA NÁSTROJŮ NA OBRÁBĚCÍCH STROJÍCH. Ondřej Tyc
 SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH A DOKTORSKÝCH PRACÍ FST 007 AUTOATICKÁ VÝĚNA NÁSTROJŮ NA OBRÁBĚCÍCH STROJÍCH Ondřej Tyc ABSTRAKT Práce je provedena jako rešerše používaných systémů pro automatickou výměnu
SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH A DOKTORSKÝCH PRACÍ FST 007 AUTOATICKÁ VÝĚNA NÁSTROJŮ NA OBRÁBĚCÍCH STROJÍCH Ondřej Tyc ABSTRAKT Práce je provedena jako rešerše používaných systémů pro automatickou výměnu
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
HCW HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE
 HCW 2000-4000 HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE ŠKODA HCW 2000-4000 Společnost Škoda představuje novou generaci obráběcích strojů HCW 2000-4000. Unikátní koaxiální pohon vřetene zaručuje bezkonkurenční
HCW 2000-4000 HORIZONTÁLNÍ FRÉZOVACÍ A VYVRTÁVACÍ STROJE ŠKODA HCW 2000-4000 Společnost Škoda představuje novou generaci obráběcích strojů HCW 2000-4000. Unikátní koaxiální pohon vřetene zaručuje bezkonkurenční
ROLETOVÉ KRYTY standardní provedení
 Rolové kryty Rolové kryty od P.E.I. jsou z principu vybaveny vícenásobným zpětným pružinovým systémem (patentovaný systém) a nabízí následující výhody: spolehlivost vhodnost pro obzvlášť vysoké rychlosti
Rolové kryty Rolové kryty od P.E.I. jsou z principu vybaveny vícenásobným zpětným pružinovým systémem (patentovaný systém) a nabízí následující výhody: spolehlivost vhodnost pro obzvlášť vysoké rychlosti
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST. Autor: Semerád Jan Vilová Bezdružice Česká republika
 POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Volba upínacích prostředků a způsoby upínání jsou závislé
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
TMV-1350A/ 1600A CNC vertikální obráběcí centrum
 TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
CNC vertikální obráběcí centra VFP FVP FV VMP HV U
 CNC vertikální obráběcí centra VFP FVP FV VMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady VFP, FVP a FV Rám stroje řady VFP VFP-1000A FV-1500A FVP-1300A Model FV-1500A má 4 lineární vedení
CNC vertikální obráběcí centra VFP FVP FV VMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady VFP, FVP a FV Rám stroje řady VFP VFP-1000A FV-1500A FVP-1300A Model FV-1500A má 4 lineární vedení
Lineární vedení LinTrek
 Lineární vedení Lineární vedení LinTrek Obsah Popis 117 Příklad montáže 118 Vodící rolny 119 Čepy rolen 120 Vodící kolejnice 121 Montážní rozměry 122 Montáž a provoz 124 Výpočty 125 116 Lineární vedení
Lineární vedení Lineární vedení LinTrek Obsah Popis 117 Příklad montáže 118 Vodící rolny 119 Čepy rolen 120 Vodící kolejnice 121 Montážní rozměry 122 Montáž a provoz 124 Výpočty 125 116 Lineární vedení
G - série obrábění gra tu. hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby
 G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
RMA RMA. svařovaný skelet rozvaděče s odnímatelnými bočnicemi a zadním krytem, IP20, nosnost 400 kg
 0 0 0 0 0 1 1 0 0 1 0 0 0 1 1 1 1 0 1 0 1 0 1 0 1 1 1 1 svařovaný skelet rozvaděče s odnímatelnými bočnicemi a zadním krytem, IP20, nosnost kg 19 Vysoká pevnost konstrukce má robustní svařovanou konstrukci.
0 0 0 0 0 1 1 0 0 1 0 0 0 1 1 1 1 0 1 0 1 0 1 0 1 1 1 1 svařovaný skelet rozvaděče s odnímatelnými bočnicemi a zadním krytem, IP20, nosnost kg 19 Vysoká pevnost konstrukce má robustní svařovanou konstrukci.
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
Šité krycí kruhové měchy Šité kruhové krycí měchy jsou vhodné pro krytí: Šité kruhové měchy jsou zhotoveny z: 1.18
 ŠITÉ KRYCÍ KRUHOVÉ MÌCHY Šité krycí kruhové měchy Konstrukční řešení kruhových šitých měchů je velice variabilní. Vnitřní i vnější průměry lze nadefi novat přesně podle potřeb aplikace. Libovolně je možné
ŠITÉ KRYCÍ KRUHOVÉ MÌCHY Šité krycí kruhové měchy Konstrukční řešení kruhových šitých měchů je velice variabilní. Vnitřní i vnější průměry lze nadefi novat přesně podle potřeb aplikace. Libovolně je možné
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC
 VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Návod pro montáž lineární osy a nosné desky
 Lineární osa Návod pro montáž lineární osy a nosné desky 1. Oboustranná vodící kolejnice se připevní šrouby M8 na nosný profil. 2. Nosná deska s 2 excentrickými a 2 centrickými vodícími rolnami se namontuje
Lineární osa Návod pro montáž lineární osy a nosné desky 1. Oboustranná vodící kolejnice se připevní šrouby M8 na nosný profil. 2. Nosná deska s 2 excentrickými a 2 centrickými vodícími rolnami se namontuje
CNC-Obráběcí centrum 2010
 CNC-Obráběcí centrum 2010 Venture 08 2 4 5 1 3 wood loves Venture /// German Technology 2 rychlovýměnné systémy nástrojů ve standardu Laserové polohování Elektronické snímání všech dorazových válců 1 2
CNC-Obráběcí centrum 2010 Venture 08 2 4 5 1 3 wood loves Venture /// German Technology 2 rychlovýměnné systémy nástrojů ve standardu Laserové polohování Elektronické snímání všech dorazových válců 1 2
H - série vysokorychlostní obráběcí centra. tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby
 H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější