DOKONČOVACÍ OPERACE OBRÁBĚNÍ
|
|
|
- Jindřiška Vítková
- před 5 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D. Kavková DOKONČOVACÍ OPERACE OBRÁBĚNÍ

2 Charakteristika obrábění zvýšení jakosti obrobeného povrchu zlepšení mechanických a fyzikálních vlastností povrchu zvýšení přesnosti tvaru a rozměru součásti zlepšení vzhledu povrchu součásti zlepšené zbytkové pnutí v povrchové vrstvě obrobku
3 Rozdělení a dosahovaná drsnost honování R a (0,1 až 0,8) μm superfinišování... R a (0,01 až 0,2) μm lapování. R a (0,005 až 0,2) μm leštění. R a (0,1 až 0,4) μm omílání R a (0,4 až 1,6) μm válečkování R a (0,1 až 0,4) μm kuličkování. R a (0,2 až 0,8) μm protlačování R a (0,2 až 0,8) μm

4 Honování stroje - honovačky nástroje - honovací hlavy s kameny kinematika - nástroj koná současně pohyb otáčivý a posuvový
5 Princip a použití obrušování povrchu brusnými kameny přitlačovanými na honovanou plochu měrným tlakem v rozmezí (0,35 až 1,4) MPa dosaženo přesného válcového tvaru bez ovality, kuželovitosti a vlnitosti povrchu obrábění - rovinných ploch - vnějších i vnitřních válcových ploch praxe - opracování děr
 v a rychlost axiálního přímočarého vratného pohybu (m.")
6 Princip opracování děr v a v o v a v o v o obvodová rychlost (m.min -1 ) v a rychlost axiálního přímočarého vratného pohybu (m.min -1 ) p k měrný tlak honovacích kamenů na obrobek (MPa)

7 Honovací hlava kovová na obvodu umístěny brusné kameny přitlačované - mechanicky - hydraulicky na honovanou plochu uložení kamenů - rovnoběžně s osou hlavy - skloněny pod malým úhlem (snížení vibrací a hlučnosti)

8 Honovací hlava - kameny
 p k měrný tlak honovacích kamenů na obrobek (MPa) vzhled plochy - křižující se stopy po brusivu s úhlem 2α přeběh")
9 Parametry procesu v o obvodová rychlost v a rychlost axiálního přímočarého vratného pohybu (m.min -1 ) p k měrný tlak honovacích kamenů na obrobek (MPa) vzhled plochy - křižující se stopy po brusivu s úhlem 2α přeběh 1/3 délky kamene min. 20 mm p k
 - grafit (vysoká jakost povrchu) - karbid či nitrid bóru (vysoká jakost povrchu, řezivost a")
10 Honovací kameny tvar kvádru brusivo - syntetický korund Al 2 O 3 (ocel i kalená) - karbid křemíku SiC ( litina) - diamant (SK, vyšší řezivost, sériová výroba) - grafit (vysoká jakost povrchu) - karbid či nitrid bóru (vysoká jakost povrchu, řezivost a trvanlivost)
 R a = (0,4 až 0,8) μm díra předbroušena - přídavek (0,02 až 0,25) mm dvě fáze - předběžná - - IT (6 až 7) - - finální")
11 Dosahované parametry drsnost povrchu v o (m.min -1 ) R a = (0,4 až 0,8) μm díra předbroušena - přídavek (0,02 až 0,25) mm dvě fáze - předběžná - - IT (6 až 7) - - finální IT 5 - R a = 0,1 μm vydatné chlazení - petrolej nebo olej v množství 50 litrů za min.
12 Stroje - honovačky horizontální - drobné součásti nebo dlouhé díry vertikální - velké, rozměrné obrobky speciální - obrábění vnějších a rovinných povrchů) honovací poloautomaty, automaty a automatické linky


13 Stroje pro honování bloků motorů
14 Podmínky honování závislost drsnosti povrchu na době honování 1 předběžné honování 2 jemné honování

15 Superfinišování použití - vnější a vnitřní rotační plochy - plochy rovinné velké množství obráběcích zrn v řezu dobré odstraňování třísek z místa řezu

16 Superfinišování stroje - univerzální superfinišovací - speciální poloautomaty a automaty nástroje - kameny přilepeny k hlavě vhodného tvaru k danému obrobku kinematika - nástroj přitlačován k ploše - kmitavý pohyb

17 Princip postupné zmenšování vrcholků nerovností obrušováním zvětšení stykové plochy snižování měrného tlaku obrábění dokončeno ve chvíli malého měrného tlaku - superfinišovací kameny neprotlačí olejový film

18 Rotační plochy součást se otáčí obvodovou rychlostí v o kameny přitlačovány silou F - konají posuv v f ve směru osy - současně vykonávají kmitavý pohyb f 1 kameny upnuty v superfinišovací hlavě

19 Rotační plochy - kinematika F v c
20 Podmínky obrobek předbroušen - R a (0,15 až 0,025)μm s přídavkem až 5 μm rotační plochy - v o (max. 40 m.min -1 ) hlava přitlačována k ploše tlakem < 0,25 MPa kmitavý pohyb hlavy o frekvenci až dvojzdvihů za min. pracovní kapalina (směs petroleje a vřet. oleje) přiváděna mezi styčné plochy kamenů a obrobku (ovlivněna kvalita obrábění)
21 Nástroje superfinišovací kameny přilepeny k hlavě vhodného tvaru k danému obrobku brusivo kamenů - syntetický korund (ocel, temp.litina aj.) - karbid křemíku (tvrdé materiály, kalená ocel) pojivo - keramické - bakelitové (pro vyšší jakost)

22 Stroje kusová výroba - soustruhy, vyvrtávačky, hrotové brusky vybavené superfinišovací hlavou pro rotační plochy malosériová výroba - univerzální superfinišinišovací stroje hromadná výroba - speciální poloautomaty a automaty

23 Stroje speciální superfinišovací stroj s deseti hlavami

24 Náhrada kamenů pásy pásy - diamantové dosaženo drsnosti R a až 0,025 μm kombinace pohybů zaručuje častou změnu místa úběru jednoho zrna
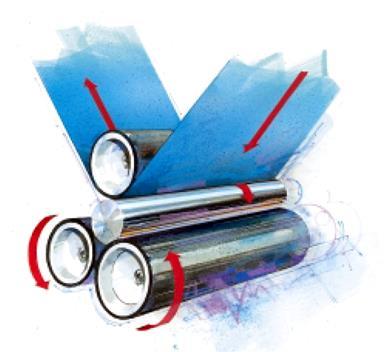
25 Superfinišování pásy

26 Způsoby uspořádání válců


27 Klikové hřídele
28 Použití součásti s předepsanou vysokou jakostí plochy - lze dosáhnout až Ra = 0,010 μm - neodstraní se tvarové nepřesnosti (kruhovitost či válcovitost) typické součásti - čepy klikových hřídelů, vačky, ventily, tělíska valivých ložisek, válce pro válcování plechů aj. nahrazujeme zdlouhavé zaběhávání (doba obrábění obvykle do 60 sekund)
 μm - tlak na obrobek 50 N - čas 80")
29 Superfinišování dílů vstřikovacího čerpadla požadavek - rovinnost < 0,5μm - rovnoběžnost < 1μm - Ra (0,3 až 0,4) μm - tlak na obrobek 50 N - čas 80 s

30

31

32

33 Příklady superfinišovacích součástí
 stroj lze připevnit na suport soustruhu nebo suport podobných")
34 Speciální HiT- Brushes použití - opracování symetrických rotačních částí (trubky, rolky a válce) stroj lze připevnit na suport soustruhu nebo suport podobných zařízení

35 Kartáče vyrobeny ze speciálních PMIA vláken vlastnosti - samočistící efekt - samobrusný efekt - spolehlivost při trvale vyšších provozních teplotách do 200 C (tj. optimální použití za sucha) - opracování kontur pomocí speciálních tvarů kartáčů
36 Izotropní superfinišování patentovaná technologie nazvaná REM (ISF) speciální technologii - dosahovaná drsnost povrchu součástí až R a 0,02 µm použití - odstranění vrcholků povrchu uhlíkových, vysoce legovaných korozivzdorných ocelí a titanu zařízení - vibrační omílací přístroje navržené fa Rösler, speciální neabrazivní keramické omílací tělíska s vysokou hustotou a aktivní chemickou směsí společnosti REM Chemicals
37 Princip aktivní chemická složka vytváří na povrchu součásti tenkou oxidovou vrstvu vibracemi a keramickým materiálem je vrstva odebírána za stálého přísunu čerstvé chemické složky odstraňovány vrcholky z povrchu až do dosažení požadované drsnosti následný oplach s leštěním ve stejném stroji s přidáním lešticí přísady a vody vytvořen matný či lesklý povrch
38 Princip nastavením omílacího stroje zajištěn jemný pohyb součástí a omílacího média nedochází k nežádoucímu úběru materiálu dochází k mírnému srážení hran - nejsou vytvářeny velké rádiusy proces probíhá při pokojové teplotě - mechanické vlastnosti materiálu neovlivněny

39 Ozubená kola podstatné snížení namáhání zvýšení životnosti převodovek značný nárůst styčné plochy až o (90-100)%
40 Lapování jemné opracování broušením brusné zrno volně rozložené v příslušném ředidle odběr materiálu prováděn prostřednictvím upraveného protikusu - lapovací nástroj a planetovým pohybem dosažení dvou požadavků - max. kvalita (drsnost) povrchu - extrémně vysoká rovinnost

41 Schéma lapování 1 obrobek 2 nástroj 3 brusivo rozptýleno v kapalině

42 Princip rovinného lapování plochy čel obrobků tvaru kotouče obrobky vloženy mezi dvě lapovací desky kruhového tvaru mezi desky přiváděna lapovací kapalina nebo pasta
43 Nástroje řezný pohyb zrn vyvolán lapovacím nástrojem přitlačovaným k lapované ploše tlakem p = (0,012 až 0,04) MPa materiál nástroje - jemná perlitická litina, měď, kalená ocel, plast brusivo rozptýleno v kapalině (petrolej s lehkým olejem) ocel - karbid křemíku, umělý korund slinuté karbidy - kubický nitrid bóru jemné lapování - Fe 2 O 3, Cr 2 O 3


44 Nástroje negativní tvar lapované plochy desky a kotouče - rovinné plochy pevná či stavitelná pouzdra - vnější rotační plochy pevné či rozpínací trny - vnitřní rotační plochy

45 Lapovací hlava

46 Lapovací trny použití - vnitřní rotační plochy rozdělení - pevný lapovací trn - rozpínací lapovací trn - rozpínací lapovací trn na vnitřní závity drážky tvoří zásobník lapovacího prostředku (nejčastěji ve šroubovici)
47 Stroje univerzální - vertikální, horizontální či bezhroté (obrábění rovinných nebo vnějších či vnitřních rotačních ploch) speciální - určitý druh součásti (např. lapování boků zubů ozubených kol)

48 Rovinné lapování použití - kovy, tvrdokovy, keramika lapovací kotouče ředící a mazací prostředky - diamantové emulze, gely a pasty
49 Lapovací kotouče systém založen na současné akci lapovacího kotouče složeného ze dvou stejnoměrně rozložených materiálů různé tvrdosti a volného diamantového zrna chlazení - zabudováno přímo pod pracovní deskou lapovacího kotouče

50 Ředící a mazací prostředky nová generace diamantových emulzí, gelů a past, ředících a mazacích prostředků produkty neobsahují žádné nečistoty - garantují maximální řezný výkon diamantu velmi malé částečky diamantu se vznášejí v chemicky čistém pojivu

51 Lapovací stroj rovinné lapování těsnících ploch armatur, ventilová sedla apod. lapovací deska a stírací kotouče vyrobeny z litiny -průměr kotouče 900 mm -vnitřní průměr stíracích kroužků 360 mm -kontinuální přívod lapovací směsi

52 Leštění - cíl dosažení - vysokého lesku součásti bez zřetele na zkvalitnění tvaru a rozměru odstranění - drobných nerovností
53 Způsoby leštění mechanické - materiál obrobku odebírán mechanickým působením zrn tvrdých brousících materiálů chemické leštění - k úběru materiálu dochází chemickým působením vhodného roztoku na povrch součásti elektrochemické leštění - k úběru materiálu dochází ektrochemickým rozpouštěním vrcholků nerovnosti



54 Leštění ALU kol dokonalý lesk ve všech záhybech




55 Příklady leštěných součástí
56 Nástroje - mechanické leštění leštící kotouče - plst, tkanina, bavlna, kůže, guma, dřevo, korek, papír, leštící kartáče, prstence, válce - střed z kovu, gumy, dřeva do kterého jsou pevně uchyceny vlákna z drátu, nylonu, bronzu, žíní aj. leštící pásy z tkaniny, gumy, silonu materiál obrobku je odebírán působením tvrdých brousících materiálů povrch nástroje před leštěním nasycen leštícím prostředkem (nejčastěji brusivem či brousící pastou)

57 Opravy laku leštěním lak automobilu poškozen častým mytím v automatických myčkách opravy drobných škrábanců (které však nezasahují do barvy vozu)

58 Aero Lap dokončování funkčních ploch do zrcadlového lesku unikátní technologie dokončování tvarových ploch zápustek, raznic, forem a řezných nástrojů
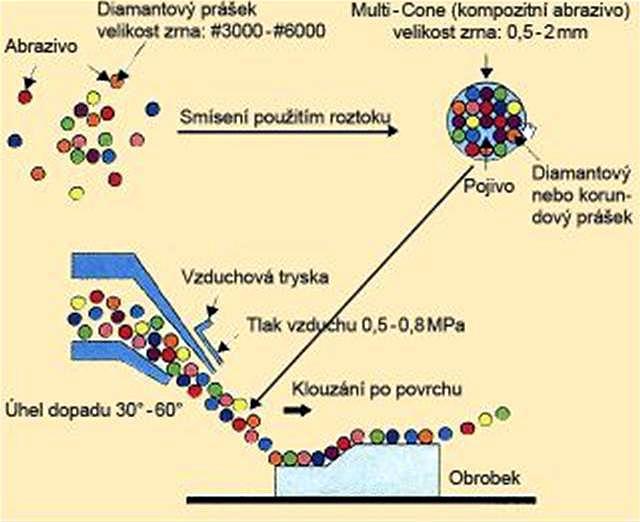
59 Princip
60 Princip Multi - Cone - kompozitní elastické částice s abrazivem speciální pojivo - dosažení pružnosti a adheze pojiva k abrazivu vysoká rychlost dopadu a skluz po povrchu nastává leštění a jemné broušení plochy

61 Charakteristika snadné lapování různých ploch zvýšení trvanlivosti a životnosti vysoká produktivita čisté pracovní prostředí bez brusného prachu


62 Omílání univerzální metoda pro úpravu povrchu dílců odhrotování čištění zaoblování hlazení leštění kuličkování


63 Omílání speciální proces leštění úběr materiálu nastane třením a nárazy leštícího prostředku na povrch obrobku obrobky a leštící prostředek se dostávají do vzájemného pohybu otáčením či vibracemi Omílací tělíska a prostředky Otáčivý omílací buben



64 Vibrační omílání omílání odlitků ve vibračním bubnu náplň - keramické či plastové abraziva čas - 5min. až hod. tvarově stabilizován povrch, čistota zvýšená tvrdost zaoblení hran

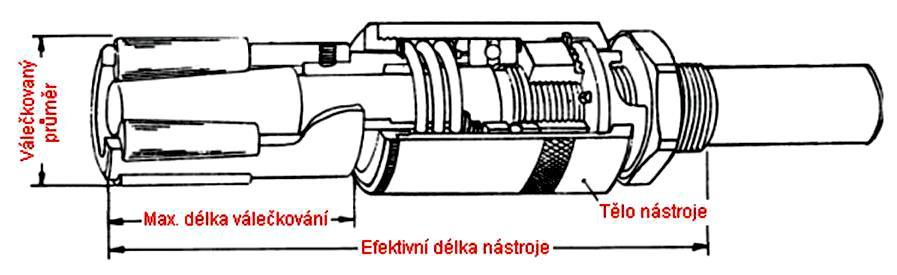
65 Válečkování dokončovací metoda povrchu nedochází k úběru materiálu ve formě třísek - přetváření povrchové vrstvy materiálu
66 Princip jeden nebo více válečků tlačeny proti povrchu obrobku téměř kolmou silou válečkovací síla vytváří ve vrcholech nerovností povrchu tlakové napětí dochází k plastické deformaci povrchové vrstvy (pouze v rámci drsnosti povrchu) objem materiálu z vrcholků povrchu přesouván do míst s nižším napětím ( prohlubní) - vyplnění zdola

67 Kinematika


68 Standardní nástroje vnější a vnitřní rotační plochy čelní a kuželové plochy vnější přímkové a tvarové plochy
69 Válečkovací hlavy vnitřní a vnější rotační plochy použití - řada strojů (např. soustruh, vrtačka,..) provoz - nehlučný, nevyvolává chvění stroje

70 Válečkovací hlavy
71 Použití plochy soustružené, vyvrtávané, hoblované, frézované nebo broušené s výchozí drsností povrchu max. R a = 3,2 μm optimální pevnost materiálu ( ) MPa chlazení - řezný olej nebo olejová emulze zpevnění povrchu o (30 40) % snížení měrných tlaků na povrchu nosný podíl povrchu až 95 %
72 Výhody zpevnění povrchu o (30 40) % snížení měrných tlaků na povrchu nosný podíl povrchu až 95 % vysoká jakost povrchu (0,2 0,1) R a zlepšení kluzných vlastností povrchu zlepšení stálosti rozměrů a geometrického tvaru až 30 % nástroje konstrukčně jednoduché, provozně spolehlivé a funkčně účinné

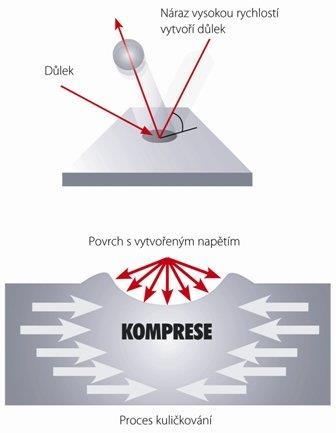
73 Kuličkování zvýšení odolnosti proti - únavě i korozní únavě - koroznímu praskání - mezikrystalové korozi - zvýšení povrchové tvrdosti aj. zlepšení mechanických vlastností materiálu - zmenšení rozměrů - zmenšení hmotnosti součástí náhrada dražšího materiálu levnějším
74 Kuličkování
75 Oblast nejčastějšího využití šroubové pružiny - zvýšení životnosti až o 1000 % ozubená kola - zvýšení životnosti až o 1000 % torzní tyče - zvýšení životnosti až o 600 % svary - zvýšení životnosti až o 200 % ojnice - zvýšení životnosti až o 10 %

 dekorativní")
")
")
76 Prostředky podle intenzity působení na povrch neinvazní - bez úběru (plastový granulát) dekorativní prostředky - balotina... (skleněné kuličky) čištění, matování a úběr materiálu (korund) zpevňování povrchu - ocelový granulát

77 Kuličkování pružin úprava tryskáním kalenými ocelovými kuličkami průměru (0,3-0,6) mm povrch pružin zbaven všech nečistot včetně okují zpevněn povrch již zakalených pružin

78 Kuličkování odlitků výrazný zisk - krátkodobý průběh zpevňování povrchové vrstvy materiálu mez únavy zvýšen o více než 150% linka vybavena sušícím zařízením a samostatnou čističkou vibrační buben naplněn chromovými satelity
79 Zdroje
Dokončovací metody obrábění. Metody s úběrem materiálu. Jemné obrábění, hlazení. Honování
 Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Dokončovací metody obrábění 2. Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Dokončovací operace obrábění - leštění
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Dokončovací operace obrábění - leštění Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 Obsah 1 Dokončovací
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Dokončovací operace obrábění - leštění Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 Obsah 1 Dokončovací
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy. Dokončovací metody obrábění Bakalářská práce
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Dokončovací metody obrábění Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Aleš Mazal Brno 2014
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Dokončovací metody obrábění Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Aleš Mazal Brno 2014
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Bc. Petr Zámečník. Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů
 UTB ve Zlíně, Fakulta technologická 1 Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů Bc. Petr Zámečník Diplomová práce 2016 UTB ve Zlíně,
UTB ve Zlíně, Fakulta technologická 1 Vliv řezných parametrů dokončovacích metod obrábění s orientací na superfinišování na jakost obráběných povrchů Bc. Petr Zámečník Diplomová práce 2016 UTB ve Zlíně,
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Zaškrabávání, zabrušování, lapování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Zaškrabávání, zabrušování, lapování Obor: Zámečník Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah: 1. Zaškrabávání...3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Zaškrabávání, zabrušování, lapování Obor: Zámečník Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah: 1. Zaškrabávání...3
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
má největší úběr z LAPI řady. Vhodný na odstraňování švů po lisovacích formách, hrubé práce v různých radiusech atp.
 Kotouče nástroje se zabudovaným abrazivem Nástroje LAPI a POLI Nástroje jsou pojeny polyuretanovou pěnou Nástroje se chladí vodou (není nutné přimazávat brusivo) Minimalizují zápraskovou vrstvu, a tím
Kotouče nástroje se zabudovaným abrazivem Nástroje LAPI a POLI Nástroje jsou pojeny polyuretanovou pěnou Nástroje se chladí vodou (není nutné přimazávat brusivo) Minimalizují zápraskovou vrstvu, a tím
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
SKUPINY SPOTŘEBITELŮ Výroba forem, slévárny, stavba lodí/plovoucích plošin, konstrukce letadel a terotechnologie. = MX = MXX = MY = F
 102 52 ŘEZNÉ TVRDOKOVOVÉ FRÉZY APPLIKACE Pro odstraňování otřepů, fazetování, omítání, orovnávání, obrábění hran a povrchů, hrubé broušení, přípravu a odstraňování svarových a pájených švů. SKUPINY SPOTŘEBITELŮ
102 52 ŘEZNÉ TVRDOKOVOVÉ FRÉZY APPLIKACE Pro odstraňování otřepů, fazetování, omítání, orovnávání, obrábění hran a povrchů, hrubé broušení, přípravu a odstraňování svarových a pájených švů. SKUPINY SPOTŘEBITELŮ
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Honovací kartáče FLEX-HONE
 Honovací FLEX-HONE FLEX-HONE jsou flexibilní honovací nástroje pro zvýšení kvality povrchu vnitřních válcových otvorů a odstranění otřepů u vrtaných otvorů konstrukce FLEX-HONE je tvořena brusnými kuličkami
Honovací FLEX-HONE FLEX-HONE jsou flexibilní honovací nástroje pro zvýšení kvality povrchu vnitřních válcových otvorů a odstranění otřepů u vrtaných otvorů konstrukce FLEX-HONE je tvořena brusnými kuličkami
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Struktura povrchů vybraných strojních součástí
 Struktura povrchů vybraných strojních součástí Ing. Petr Šperka 2009 STRUKTURA POVRCHŮ VYBRANÝCH STROJNÍCH SOUČÁSTÍ OBSAH Rozdělení Parametry povrchů Příklady povrchů reálných strojních součástí Porovnání
Struktura povrchů vybraných strojních součástí Ing. Petr Šperka 2009 STRUKTURA POVRCHŮ VYBRANÝCH STROJNÍCH SOUČÁSTÍ OBSAH Rozdělení Parametry povrchů Příklady povrchů reálných strojních součástí Porovnání
Schéma stroje (automobilu) M #1
 M #1") zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
BRUSNÉ PRSTENCE, LAMELOVÉ KOTOUČE SE STOPKOU, ROLOC
 2012 BRUSNÉ PRSTENCE, LAMELOVÉ KOTOUČE SE STOPKOU, ROLOC 101 104 COMTEK WWW.COMTEK.CZ BROUSICÍ PRSTENCE - ZIRKON Brusné prstence jsou všestranně použitelným nástrojem pro širokou škálu brusných operací,
2012 BRUSNÉ PRSTENCE, LAMELOVÉ KOTOUČE SE STOPKOU, ROLOC 101 104 COMTEK WWW.COMTEK.CZ BROUSICÍ PRSTENCE - ZIRKON Brusné prstence jsou všestranně použitelným nástrojem pro širokou škálu brusných operací,
DIAMANTOVÉ KOTOUČE, OROVNÁVAČE, PILNÍKY A PASTY. BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant. Kubický nitrid bóru (KBN, CBN)
") BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant Přírodní nebo syntetický, nejtvrdší brusný materiál, tepelná odolnost do 700 C. Není vhodný k broušení oceli, protože teploty které při broušení
BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant Přírodní nebo syntetický, nejtvrdší brusný materiál, tepelná odolnost do 700 C. Není vhodný k broušení oceli, protože teploty které při broušení
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném
 odstraňování korozních produktů odstraňování okují po tepelném") J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK
 MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
ECOCUT TI 301 Strana 1/5 Chlóruprosté řezné kapaliny nemísitelné s vodou
 Technická I N F O R M A C E TI 301 Strana 1/5 Chlóruprosté řezné kapaliny nemísitelné s vodou Cílem každé obráběcí operace je hospodárná výroba obrobků s nezávadným stavem povrchu. Přitom se na chladící
Technická I N F O R M A C E TI 301 Strana 1/5 Chlóruprosté řezné kapaliny nemísitelné s vodou Cílem každé obráběcí operace je hospodárná výroba obrobků s nezávadným stavem povrchu. Přitom se na chladící
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
DOKONČOVÁNÍ POVRCHU NEKONVENČNÍMI METODAMI A TECHNOLOGIEMI.
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY DOKONČOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY DOKONČOVÁNÍ
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
BROUŠENÍ II. Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče
 BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
15.Brusky,pily a pilovací stroje
 15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
MODERNÍ DOKONČOVACÍ METODY OBRÁBĚNÍ A JEJICH VYUŽITÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
PILOVÁNÍ. Jednoduchý sek Dvojitý (křížový) sek Rukojeť
 sek Rukojeť") PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Ruční zpracování kovů, zaškrabávání
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
STROJÍRENSKÁ TECHNOLOGIE
 Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 3 Obrábění Základní pojmy Ruční obrábění, strojní obrábění Soustružení Vrtání a vyvrtávání Frézování Hoblování a obrážení Broušení Základní pojmy OBRÁBĚNÍ
Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 3 Obrábění Základní pojmy Ruční obrábění, strojní obrábění Soustružení Vrtání a vyvrtávání Frézování Hoblování a obrážení Broušení Základní pojmy OBRÁBĚNÍ
KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ. Vydáno leden Společnost skupiny SWAROVSKI Group
 KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ Vydáno leden 2013 Společnost skupiny SWAROVSKI Group Obsah TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a
KATALOG SKLADOVÝCH VÝROBKŮ PRO PRECIZNÍ BROUŠENÍ Vydáno leden 2013 Společnost skupiny SWAROVSKI Group Obsah TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a
SKUPINA. KoTouče FíBRové. Strana... 184 Strana... 186 205 SKUPINA SKUPINA. FRéZy obrysové SKUPINA. RouNa BRuSNá. Strana.
 SKuPINa 200 PláTNa SMIRKová / v RolícH 201 HouBIčKy BRuSNé 202 KoTouče FíBRové 203 KoTouče BRuSNé Na SucHÝ ZIP 204 PáSy BRuSNé Strana.. 182-183 Strana............... 183 Strana............... 184 Strana...............
SKuPINa 200 PláTNa SMIRKová / v RolícH 201 HouBIčKy BRuSNé 202 KoTouče FíBRové 203 KoTouče BRuSNé Na SucHÝ ZIP 204 PáSy BRuSNé Strana.. 182-183 Strana............... 183 Strana............... 184 Strana...............
Trubky pro hydraulické válce
 Trubky pro hydraulické válce Trubky pro hydraulické válce Přesná ocelová trubka tvoří základní nepohyblivou část přímočarého hydromotoru. Slouží k vedení pístu osazeného těsnícími manžetami a z toho vyplývají
Trubky pro hydraulické válce Trubky pro hydraulické válce Přesná ocelová trubka tvoří základní nepohyblivou část přímočarého hydromotoru. Slouží k vedení pístu osazeného těsnícími manžetami a z toho vyplývají
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
VELKOOBCHOD Průmyslová CHRUDIM. tel.: , fax: ,
 VELKOOBCHOD Průmyslová 890 537 01 CHRUDIM tel.: 469 660 999, fax: 469 660 990, e-mail: kovintrade@chrudim.cz, www.kovintrade.cz BRUSIVO Kotouče pro úhlové brusky (FLEXCO, SKORPIO, EXTRA) 6-9 (brusné, řezné)
VELKOOBCHOD Průmyslová 890 537 01 CHRUDIM tel.: 469 660 999, fax: 469 660 990, e-mail: kovintrade@chrudim.cz, www.kovintrade.cz BRUSIVO Kotouče pro úhlové brusky (FLEXCO, SKORPIO, EXTRA) 6-9 (brusné, řezné)
Dokončovací obrábění termoplastů. Bc. Tomáš Adámek
 Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Vydáno leden 2012. Společnost skupiny SWAROVSKI Group
 Vydáno leden 2012 Společnost skupiny SWAROVSKI Group TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a přehled brousicích materiálů, tabulka broušených materiálů
Vydáno leden 2012 Společnost skupiny SWAROVSKI Group TYROLIT základní údaje 6 7 Objednávky, dodací termíny a podmínky 7 Dodací lhůty 8 Použití a přehled brousicích materiálů, tabulka broušených materiálů
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Charakteristika. Použití MOLDMAX HH
 1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
Návrh a ověření funkčnosti leštícího nástroje pro stroj EMCO T120. Design and Verification polishing tool of the EMCO T120
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie Návrh a ověření funkčnosti leštícího nástroje pro stroj EMCO T120 Design and Verification polishing
VŠB Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie Návrh a ověření funkčnosti leštícího nástroje pro stroj EMCO T120 Design and Verification polishing
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Katalog skladových výrobků Pro precizní broušení. Czech Společnost skupiny SWAROVSKI Group
 Katalog skladových výrobků Pro precizní broušení Czech 2015 Společnost skupiny SWAROVSKI Group www.tyrolit.com Katalog skladových výrobků Pro precizní broušení 1 Obsah TYROLIT základní údaje Symboly 5
Katalog skladových výrobků Pro precizní broušení Czech 2015 Společnost skupiny SWAROVSKI Group www.tyrolit.com Katalog skladových výrobků Pro precizní broušení 1 Obsah TYROLIT základní údaje Symboly 5
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
KATALOG PRODUKTŮ PRO RYTCE SKLA
 KATALOG PRODUKTŮ PRO RYTCE SKLA FIRMA POLPUR, SPOL. S R.O. JE RYZE ČESKÁ FIRMA, ZALOŽENÁ V ROCE 1991. Vyvíjíme a vyrábíme lešticí, lapovací a brousicí nástroje, a to především pro sklářský, bižuterní a
KATALOG PRODUKTŮ PRO RYTCE SKLA FIRMA POLPUR, SPOL. S R.O. JE RYZE ČESKÁ FIRMA, ZALOŽENÁ V ROCE 1991. Vyvíjíme a vyrábíme lešticí, lapovací a brousicí nástroje, a to především pro sklářský, bižuterní a
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou