METODA FSW FRICTION STIR WELDING
|
|
|
- Vratislav Kubíček
- před 9 lety
- Počet zobrazení:
Transkript
1 METODA FSW FRICTION STIR WELDING RNDr. Libor Mrňa, Ph.D. 1. Princip metody 2. Mikrostruktura svaru 3. Svařovací fáze 4. Svařovací nástroje 5. Svařitelnost materiálů 6. Svařovací zařízení 7. Varianty metody 8. Příklady

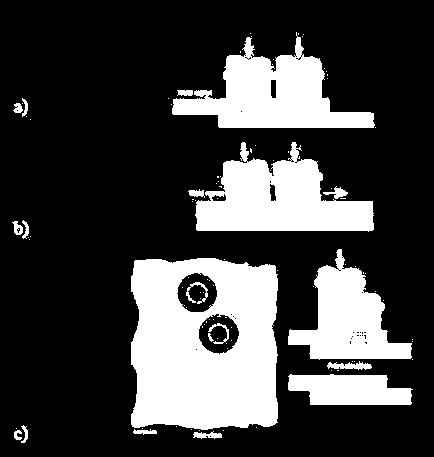
2 PRINCIP METODY Vtlačování rotujícího nástroje do styku dvou svařovaných materiálů Rotací nástroje vzniká třecí teplo vedoucí až k plastifikaci materiálu Rotací nástroje dochází k promísení obou materiálů
3 PRINCIP METODY
4 MIKROSTRUKTURA SVARU dynamicky rekrystalizovaná zóna (někdy označená jako nuget ) je oblast silně deformovaného materiálu, který zhruba odpovídá umístění nástroje během svařování. Zrna uvnitř zóny jsou rovnoosá orientovaná jedním směrem a často řádově menší než zrna v základním materiálu. Výrazný rys zóny je výskyt několika koncentrických prstenců, které jsou označovány jako cibulo-prstencová struktura. Původ těchto prstenů není dosud řádně vysvětlen. termomechanicky ovlivněné pásmo nastane po obou stranách dynamicky deformované zóny. V této oblasti je napětí a teplota nižší a účinek promísení mikrostruktury spojovaných materiálů má menší rozsah. Mikrostruktura zóny je rozeznatelná od základního materiálu, poněvadž byla také významně deformována. tepelně ovlivněné pásmo je běžné pro všechny svařovací postupy. Tato oblast podléhá tepelnému cyklu, ale není zde deformace během svařování. Výše teploty však může mít významný efekt v případě tepelně nestabilní mikrostruktury.
5 MIKROSTRUKTURA SVARU Mikrostruktura v nugetu Mikrostruktura základního materiálu Vytvořené spoje jsou velmi dobré kvality bez pórů, bublin, oxidických vměstků a trhlin.
6 MIKROSTRUKTURA SVARU

7 SVAŘOVACÍ FÁZE
 vyroben z oceli AISI H13 (ČSN 19 554, DIN 1.")
8 NÁSTROJE Velmi vysoké požadavky jsou kladeny na materiál rotačních nástrojů, které jsou vystaveny vysokému abrazivnímu opotřebení při vysokých teplotách. Nástroj je pro kovy s nízkou teplotou tavení (do 600ºC) vyroben z oceli AISI H13 (ČSN , DIN ), Je to nástrojová ocel pro nástroje pracující za tepla s výbornou odolností proti abrazivnímu opotřebení a vysokou tvrdosti i při vysokých teplotách., Nástroje pro kovy s vyšší teplotou tavení se vyrábějí z kovových kompozitů na bázi legovaných ocelí a vysokotavitelných kovů vyztužených boridy titanu, karbidy chrómu, karbidy titanu a jinými tvrdými částicemi. Pro ocel jsou ve vývoji nástroje z wolframové slitiny- chemické složení je zatím utajené.
9 SVAŘOVANÉ MATERIÁLY V současnosti se uvedený princip běžně používá pro svařování hliníkových slitin, slitin z hořčíku, titanu, niklu, mědi, olova a zinku. Materiály s vyšší teplotou tavení a vyšší pevností lze svařovat jen do určité tloušťky. Jednou z největších výhod při svařování FSW u vytvrditelných slitin hliníku je relativně nízká teplota procesu, kdy ještě nedochází k poklesu mechanických vlastností. Vytvrzující precipitáty se sice při vysokém přetvoření rozbijí a zmenší svoji velikost, ale zůstávají v celkovém objemu materiálu konstantní. Naopak u tavného svařování se precipitáty rozpustí a v tepelně ovlivněné oblasti výrazně klesají mechanické vlastnosti. Například u slitiny hliníku typu 5083 jsou úplně stejné hodnoty pevnosti u ZM i svaru FSW. U slitiny 7108 T79 klesla pevnost z 370 MPa na 320 MPa po svaření a po přirozeném stárnutí se zvedla na 350 MPa. Stejné hodnoty pevnosti před a po svařování a umělém stárnutí svarového spoje bylo dosaženo u slitiny 6082 T6. Velká přednost je možnost spojovat různorodé materiály tavnými metodami nesvařitelné. Svařování FSW se používá v širokém rozsahu tloušťek od 1,5mm jednostranného do 30 mm oboustranného svaru bez jakéhokoliv přídavného materiálu a ochranného plynu. Rychlost svařování se pohybuje od 15 do 50cm/min.
10 VÝHODY METODY FSW základní materiály se netaví, nevzniká licí hrubozrnná struktura s možností dendritického i objemového odmíšení vyloučení vzniku intermetalických sloučenin při svařování různorodých materiálů vyloučení propalu prvků, pórovitosti a bublinatosti svar bez trhlin za tepla, s malým tepelným ovlivněním dobré mechanické vlastnosti vlivem zjemnění zrna v materiálu při deformačním tváření široký sortiment svařovaných materiálů a jejich kombinací zlepšení bezpečnosti z důvodu absence jedovatých výparů nebo rozstřiku roztaveného kovu žádné přídavné materiály nebo plynová ochrana snadná automatizace, nižší náklady na přípravu výroby a méně času na školení obsluhy nové typy svarových spojů svařování může probíhat ve všech pozicích (horizontální, svislý, atd), není tam žádný svarová lázeň
11 NEVÝHODY A OMEZENÍ METODY FSW nutnost opracování nebo řešení závěrečného otvoru nutnost velké upínací síly méně flexibilní technologie ve srovnání s obloukovým svařováním potíže se střídáním tloušťky a s nelineárními svary příčný poměr svaru méně příznivý než u tavného svařování.

12 ZAŘÍZENÍ PRO FSW
13 VARIANTY METODY Twin-stir TM, při které se současně používají dva nebo více nástrojů, které mají vzájemně obrácenou rotaci. Mohou se pohybovat tandemově za sebou, nebo vedle sebe v tzv. paralelním uspořádání vedle sebe s šachovnicovým přesazením nástrojů. Opačná rotace nástrojů, redukuje reaktivní kroutivé síly a zlepšuje symetrii svarového spoje. V případě tandemu bývá např. pro svařování oceli první nástroj předehřívací a druhý svařovací. U paralelního svařování s přesazením získáme velmi široký závar. Skew-stir TM která má výrazný odklon osy trnu a umožňuje svařovat širší svar vhodný pro rohové a T-svary. Při svařování roste jakost svaru ve spodní rozšíření části. Re-stir TM se vyznačuje střídavou rotací po jedné nebo několika otáčkách nástroje, která umožňuje lepší symetrii svarového spoje. Reverzní svařování zajišťuje konstantní vlastnosti svaru v celém průřezu, je však náročné na eliminaci setrvačných hmot. Dual-rotation FSW je charakteristická rozdílnou rotací vlastního trnu a horního třecího nástroje. Širokou škálou možných nastavení rotací v závislosti na charakteru materiálu je možné dosáhnou velmi dobré jakosti svarového spoje. Snížením rotace horního třecího nástroje se omezuje přehřátí povrchu materiálu Pro-stir TM umožňuje svařovat několik vrstev plechů do celistvého prostorového dílce.

14 VARIANTY METODY

15 PŘÍKLADY SVARŮ

16 PŘÍKLADY Z PRAXE - DOPRAVA Rychlovlak Javelin (GB) skříň z Al panelů Ford GT svar Al profilů středového tunelu Svařování Al disku

17 PŘÍKLADY Z PRAXE RAKETOVÁ TECHNIKA Kosmická loď Orion Nádrž pro ARES 1 Nádrž pro Falcon 9 Nádrž pro Delta 4
18 PŘÍKLADY SVAŘOVÁNÍ METODOU FSW
19 SVAŘOVÁNÍ POTRUBÍ
FRICTION STIR WELDING (FSW)
") FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ
 OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování tlakem Podstata metody záleží ve vzájemném přiblížení spojovaných součástí na vzdálenost odpovídající řádově parametru krystalové mřížky.
 Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
VÝROBA TEMPEROVANÉ LITINY
 VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Konstrukční materiály pro stavbu kotlů
 Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
Princip. konvenční setrvačníkový Kmitavý Orbitální
 Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
VY_32_INOVACE_275_Ruční zpracování kovů _PwP
 Číslo projektu Číslo materiálu Název školy Autor Tematická oblast Téma Typ materiálu Ročník, obor CZ.1.07/1.5.00/34.0880 VY_32_INOVACE_275_Ruční zpracování kovů _PwP Střední odborná škola a Střední odborné
Číslo projektu Číslo materiálu Název školy Autor Tematická oblast Téma Typ materiálu Ročník, obor CZ.1.07/1.5.00/34.0880 VY_32_INOVACE_275_Ruční zpracování kovů _PwP Střední odborná škola a Střední odborné
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Ocelový tubusový stožár
 Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
PEVNOSTNÍ MATERIÁLY V KAROSÉRII
 METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
PATENTOVÝ SPIS ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA 16. 10. 87 FR 87/8714323 FEDERÁLNÍ ÚŘAD PRO VYNÁLEZY. (11) Číslo dokumentu:
 Číslo dokumentu:") PATENTOVÝ SPIS (11) Číslo dokumentu: 277 578 ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Číslo přihlášky: 6852-88 (22) Přihlášeno: 17. 10. 88 (30) Právo přednosti: 16. 10. 87 FR 87/8714323 (40) Zveřejněno:
PATENTOVÝ SPIS (11) Číslo dokumentu: 277 578 ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Číslo přihlášky: 6852-88 (22) Přihlášeno: 17. 10. 88 (30) Právo přednosti: 16. 10. 87 FR 87/8714323 (40) Zveřejněno:
Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky
 Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky Způsob výroby Dodací podmínky ČS E 10025 4 září 2005 Způsob výroby volí výrobce..
Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky Způsob výroby Dodací podmínky ČS E 10025 4 září 2005 Způsob výroby volí výrobce..
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
České dráhy, a.s. ČD V 5. Předpis. pro vzduchojemy železničních kolejových vozidel. Úroveň přístupu A
 České dráhy, a.s. ČD V 5 Předpis pro vzduchojemy železničních kolejových vozidel Úroveň přístupu A České dráhy, a.s. ČD V 5 Předpis pro vzduchojemy železničních kolejových vozidel Schváleno rozhodnutím
České dráhy, a.s. ČD V 5 Předpis pro vzduchojemy železničních kolejových vozidel Úroveň přístupu A České dráhy, a.s. ČD V 5 Předpis pro vzduchojemy železničních kolejových vozidel Schváleno rozhodnutím
EWM-coldArc- Studený proces svařování elektrickým obloukem
 Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
PERSPEKTIVNÍ METODY SPOJOVÁNÍ MATERIÁLŮ PŘIVAŘOVÁNÍ SVORNÍKŮ Perspective Methods of Material Joining Stud Welding
 PERSPEKTIVNÍ METODY SPOJOVÁNÍ MATERIÁLŮ PŘIVAŘOVÁNÍ SVORNÍKŮ Perspective Methods of Material Joining Stud Welding Ing. Marie Válová, Ing.Ladislav Kolařík, IWE Abstrakt: The paper deals with modern progressive
PERSPEKTIVNÍ METODY SPOJOVÁNÍ MATERIÁLŮ PŘIVAŘOVÁNÍ SVORNÍKŮ Perspective Methods of Material Joining Stud Welding Ing. Marie Válová, Ing.Ladislav Kolařík, IWE Abstrakt: The paper deals with modern progressive
Aplikace 90 W. Pneumatické brusky s kleštinovým upínáním VŠEOBECNÉ POUŽITÍ ROZSÁHLÝ VÝBĚR ZE SORTIMENTU VYSOKOOTÁČKOVÁ BRUSKA
 VŠEOBECNÉ POUŽITÍ Pneumatické brusky s kleštinovým upínáním typu GDS jsou určeny pouze pro ruční obvodové a šikmé broušení brousicími tělísky. Brusky lze použít i k obrábění tvrdokovovými frézami. Maximální
VŠEOBECNÉ POUŽITÍ Pneumatické brusky s kleštinovým upínáním typu GDS jsou určeny pouze pro ruční obvodové a šikmé broušení brousicími tělísky. Brusky lze použít i k obrábění tvrdokovovými frézami. Maximální
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
METALOGRAFIE I. 1. Úvod
 METALOGRAFIE I 1. Úvod Metalografie je nauka, která pojednává o vnitřní stavbě kovů a slitin. Jejím cílem je zviditelnění struktury materiálu a následné studium pomocí světelného či elektronového mikroskopu.
METALOGRAFIE I 1. Úvod Metalografie je nauka, která pojednává o vnitřní stavbě kovů a slitin. Jejím cílem je zviditelnění struktury materiálu a následné studium pomocí světelného či elektronového mikroskopu.
2006/2007. Řezání / broušení. ... příslušenství k profesionálnímu použití. Diamantové řezné kotouče. Řezné kotouče. Brusné kotouče
 Řezání / broušení 2006/2007 Diamantové řezné kotouče Řezné kotouče Brusné kotouče Lamelové brusné kotouče Fíbrové brusné kotouče Kartáče z ocelového drátu... příslušenství k profesionálnímu použití Přehled
Řezání / broušení 2006/2007 Diamantové řezné kotouče Řezné kotouče Brusné kotouče Lamelové brusné kotouče Fíbrové brusné kotouče Kartáče z ocelového drátu... příslušenství k profesionálnímu použití Přehled
Postupy. Druh oceli Chemické složení tavby hmotnostní % a) Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40
 Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
ALUPLUS 1. MS tyče kruhové... 14 MS tyče čtvercové... 15 MS tyče šestihranné... 15
 ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
ALUPLUS 1 Obsah L profily nerovnoramenné......................................................2 L profily rovnoramenné........................................................3 T profily..................................................................3
Materiály pro stavbu rámů
 Materiály pro nosnou soustavu CNC obráběcího stroje Pro konstrukci rámu (nosné soustavy) obráběcího stroje lze využít různé materiály (obr.1). Při volbě druhu materiálu je vždy nutno posuzovat mimo jiné
Materiály pro nosnou soustavu CNC obráběcího stroje Pro konstrukci rámu (nosné soustavy) obráběcího stroje lze využít různé materiály (obr.1). Při volbě druhu materiálu je vždy nutno posuzovat mimo jiné
pro nástroje ze slinutých karbidů, přesné broušení, broušení.
 1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
1 RUČNÍ BROUŠENÍ NA KOTOUČOVÝCH A STOLOVÝCH BRUSKÁCH Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý nástroj BROUSÍCÍ KOTOUČ (BK) jehož břity jsou geometricky nestejné
Ultrazvukové svařování - 41
 Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
Jominiho zkouška prokalitelnosti
 Jominiho zkouška prokalitelnosti Zakalitelnost je schopnost materiálu při ochlazování nad kritickou rychlost přejít a setrvat v metastabilním stavu, tj. u ocelí získat martenzitickou strukturu. Protože
Jominiho zkouška prokalitelnosti Zakalitelnost je schopnost materiálu při ochlazování nad kritickou rychlost přejít a setrvat v metastabilním stavu, tj. u ocelí získat martenzitickou strukturu. Protože
TEORIE SLÉVÁNÍ. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
Lisy působí na tvářený materiál klidným tlakem a prokovou materiál v celém průřezu. Oproti bucharům je práce na nich bez rázů a bezpečnější.
 4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku
 Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Kvalitní brusivo. Brusné materiály na opracování kovů
 Kvalitní brusivo Brusné materiály na opracování kovů Kvalitní brusivo Spolehlivá cesta k perfektnímu povrchu Profesionálně broušené obrobky vynikají nepřehlédnutelnou kvalitou povrchové struktury, která
Kvalitní brusivo Brusné materiály na opracování kovů Kvalitní brusivo Spolehlivá cesta k perfektnímu povrchu Profesionálně broušené obrobky vynikají nepřehlédnutelnou kvalitou povrchové struktury, která
Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R O Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100833 Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
VÁ LC E P R O VÁ LC OV N Y S T R O Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100833 Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
Výztužné oceli a jejich spolupůsobení s betonem
 Výztužné oceli a jejich spolupůsobení s betonem Na vyztužování betonových konstrukcí používáme: a) výztuž betonářskou definovanou jako vyztuž nevyvozující předpětí v betonu. Vyrábí se v různých tvarech
Výztužné oceli a jejich spolupůsobení s betonem Na vyztužování betonových konstrukcí používáme: a) výztuž betonářskou definovanou jako vyztuž nevyvozující předpětí v betonu. Vyrábí se v různých tvarech
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE
 KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
Denní světlo je zdarma! Využijte jej!
 Denní světlo je zdarma! Využijte jej! PROFI LOVÁ VÝPLŇ ACRYLLUZ APC Obsah 3 o nás 4 Victory 5 Vision 6 Acrylluz Victory 7 Acrylluz Vision 8 PPC 9 Acrylluz APC 10 montážní návod 12 montážní foto 14 profilová
Denní světlo je zdarma! Využijte jej! PROFI LOVÁ VÝPLŇ ACRYLLUZ APC Obsah 3 o nás 4 Victory 5 Vision 6 Acrylluz Victory 7 Acrylluz Vision 8 PPC 9 Acrylluz APC 10 montážní návod 12 montážní foto 14 profilová
Koroze. Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí
 Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou.
 1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko
 zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle
zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Identifikace zkušebního postupu/metody PP 621 1.01 (ČSN ISO 9556, ČSN ISO 4935) PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)
 PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)") List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
V průmyslu nejužívanější technickou slitinou je ta, ve které převládá železo. Je to slitina železa s uhlíkem a jinými prvky, jenž se nazývají legury.
 3. TECHNICKÉ SLITINY ŽELEZA - rozdělení (oceli, litiny-šedá, tvárná, temperovaná) výroba, vlastnosti a použití - značení dle ČSN - perspektivní materiály V průmyslu nejužívanější technickou slitinou je
3. TECHNICKÉ SLITINY ŽELEZA - rozdělení (oceli, litiny-šedá, tvárná, temperovaná) výroba, vlastnosti a použití - značení dle ČSN - perspektivní materiály V průmyslu nejužívanější technickou slitinou je
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Drahé kovy. Fyzikálně-chemické vlastnosti drahých kovů. Výskyt a těžba drahých kovů
 Drahé kovy Drahé kovy je označení pro kovové prvky, které se v přírodě vyskytují vzácně, a proto mají vysokou cenu. Mezi drahé kovy se řadí zejména zlato, stříbro a platina. Fyzikálně-chemické vlastnosti
Drahé kovy Drahé kovy je označení pro kovové prvky, které se v přírodě vyskytují vzácně, a proto mají vysokou cenu. Mezi drahé kovy se řadí zejména zlato, stříbro a platina. Fyzikálně-chemické vlastnosti
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Řetězy svařované zkoušené, jakost 24 a 30 NÁVOD K POUŽÍVÁNÍ, MONTÁŽI A ÚDRŽBĚ
 Řetězy svařované zkoušené, jakost 24 a 30 podle TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 11/2013 TELEFON 584 488 111 Polská 48 NAHRAZUJE 04/2010 TELEFAX 584 428194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
Řetězy svařované zkoušené, jakost 24 a 30 podle TP a PN VÝROBCE Řetězárna a.s. VYDÁNÍ 11/2013 TELEFON 584 488 111 Polská 48 NAHRAZUJE 04/2010 TELEFAX 584 428194 790 81 Česká Ves E-mail: retezarna@pvtnet.cz
S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í
 S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í WELDING OF R E I N F O R C I N G S T E E L ECONOMICAL SOLUTION J IŘÍ ŠMEJKAL, J AROSLAV PROCHÁZKA Předpisy a podmínky pro vytvoření hospodárného plnohodnotného
S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í WELDING OF R E I N F O R C I N G S T E E L ECONOMICAL SOLUTION J IŘÍ ŠMEJKAL, J AROSLAV PROCHÁZKA Předpisy a podmínky pro vytvoření hospodárného plnohodnotného
Šetřete svůj čas a peníze s Thermdrill
 Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
Obrázek č. 1: Skladba pražcového podloží
 Autor: Veronika Libosvárová Článek vydán: 7. číslo magazínu GEOmail (říjen 2010) Společnost Tensar International uvedla prostřednictvím naší společnosti v roce 2008 na český trh trojosou monolitickou stabilizační
Autor: Veronika Libosvárová Článek vydán: 7. číslo magazínu GEOmail (říjen 2010) Společnost Tensar International uvedla prostřednictvím naší společnosti v roce 2008 na český trh trojosou monolitickou stabilizační
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
TEPELNÉ ZPRACOVÁNÍ NIKLOVÝCH SUPERSLITIN HEAT TREATMENT OF HIGH-TEMPERATURE NICKEL ALLOYS. Božena Podhorná a Jiří Kudrman a Karel Hrbáček b
 TEPELNÉ ZPRACOVÁNÍ NIKLOVÝCH SUPERSLITIN HEAT TREATMENT OF HIGH-TEMPERATURE NICKEL ALLOYS Božena Podhorná a Jiří Kudrman a Karel Hrbáček b a UJP PRAHA a.s., Nad Kamínkou 1345, 156 10 Praha Zbraslav, E-mail:
TEPELNÉ ZPRACOVÁNÍ NIKLOVÝCH SUPERSLITIN HEAT TREATMENT OF HIGH-TEMPERATURE NICKEL ALLOYS Božena Podhorná a Jiří Kudrman a Karel Hrbáček b a UJP PRAHA a.s., Nad Kamínkou 1345, 156 10 Praha Zbraslav, E-mail:
Obr. 1. Řezy rovnovážnými fázovými diagramy a) základního materiálu P92, b) přídavného materiálu
 základního materiálu P92, b) přídavného materiálu") POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
Ve středu pozornosti: páry z kovů. Kovové páry
 Ve středu pozornosti: páry z kovů Kovové páry Není náhoda, že řada pracovníků v kovozpracujícím průmyslu trpí něčím, co se podobá chřipkovým onemocněním, s příznaky jako je rýma, bolení v krku, zvýšená
Ve středu pozornosti: páry z kovů Kovové páry Není náhoda, že řada pracovníků v kovozpracujícím průmyslu trpí něčím, co se podobá chřipkovým onemocněním, s příznaky jako je rýma, bolení v krku, zvýšená
Vypracoval: Ing. Vojtěch Slavíček Vydání: 1 Schválil dne: 01.02.2015 František Klípa
 DISTANCE OCELOVÉ TYPU D Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
DISTANCE OCELOVÉ TYPU D Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
NEDOSTATKY PŘI VÝBĚRU A ZPRACOVÁNÍ VYSOKOLOGOVANÝCH NÁSTROJOVÝCH OCELÍ. Peter Jurči
 NEDOSTATKY PŘI VÝBĚRU A ZPRACOVÁNÍ VYSOKOLOGOVANÝCH NÁSTROJOVÝCH OCELÍ Peter Jurči ČVUT, Fakulta strojní, Karlovo nám. 13, 121 35 Praha 2, p.jurci @seznam.cz ABSTRACT Selection of suitable material for
NEDOSTATKY PŘI VÝBĚRU A ZPRACOVÁNÍ VYSOKOLOGOVANÝCH NÁSTROJOVÝCH OCELÍ Peter Jurči ČVUT, Fakulta strojní, Karlovo nám. 13, 121 35 Praha 2, p.jurci @seznam.cz ABSTRACT Selection of suitable material for
ELEKTROLYTICKY VYLUČOVANÉ KOMPOZITNÍ POVLAKY (ECC) JAKO POVRCHOVÁ OCHRANA ODOLNÁ PROTI OPOTŘEBENÍ VE STROJÍRENSTVÍ
 JAKO POVRCHOVÁ OCHRANA ODOLNÁ PROTI OPOTŘEBENÍ VE STROJÍRENSTVÍ") ELEKTROLYTICKY VYLUČOVANÉ KOMPOZITNÍ POVLAKY (ECC) JAKO POVRCHOVÁ OCHRANA ODOLNÁ PROTI OPOTŘEBENÍ VE STROJÍRENSTVÍ František Kristofory, Miroslav Mohyla, Petr Kania a Jaromír Vítek b a VŠB-TU Ostrava,
ELEKTROLYTICKY VYLUČOVANÉ KOMPOZITNÍ POVLAKY (ECC) JAKO POVRCHOVÁ OCHRANA ODOLNÁ PROTI OPOTŘEBENÍ VE STROJÍRENSTVÍ František Kristofory, Miroslav Mohyla, Petr Kania a Jaromír Vítek b a VŠB-TU Ostrava,
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
SVAŘOVÁNÍ KOVOVÝCH MATERIÁLŮ LASEREM LASER WELDING OF METAL MATERIALS
 SVAŘOVÁNÍ KOVOVÝCH MATERIÁLŮ LASEREM LASER WELDING OF METAL MATERIALS Petr AMBROŽ a, Jiří DUNOVSKÝ b a ČVUT v Praze, Fakulta strojní, Výzkumné centrum pro strojírenskou výrobní techniku a technologii,
SVAŘOVÁNÍ KOVOVÝCH MATERIÁLŮ LASEREM LASER WELDING OF METAL MATERIALS Petr AMBROŽ a, Jiří DUNOVSKÝ b a ČVUT v Praze, Fakulta strojní, Výzkumné centrum pro strojírenskou výrobní techniku a technologii,
Strana: 1/7 Nahrazuje: FK 008 ze dne 01.02.2015 Vypracoval: Jiří Hoffmann Vydání: 5 Schválil dne: 01.08.2015 František Klípa
 Strana: 1/7 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato technická specifikace platí pro výrobu, kontrolu, dopravu, skladování a objednávání za studena tvářených drátů pro výztuž do betonu ozn. B500A-G,
Strana: 1/7 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato technická specifikace platí pro výrobu, kontrolu, dopravu, skladování a objednávání za studena tvářených drátů pro výztuž do betonu ozn. B500A-G,
Svařovací dráty TIG MMA
 Svařovací dráty TIG MMA Přehled produktů podle norem Dráty pro svařování TIG Dráty nelegované a nízkolegované Název AWS EN / EN ISO / DIN CARBOROD 1 A5.18: ER 70S-6 636-A: W 42 4 W3Si1 CARBOROD 1A A5.18:
Svařovací dráty TIG MMA Přehled produktů podle norem Dráty pro svařování TIG Dráty nelegované a nízkolegované Název AWS EN / EN ISO / DIN CARBOROD 1 A5.18: ER 70S-6 636-A: W 42 4 W3Si1 CARBOROD 1A A5.18:
kapitola 72 - tabulková část
 7200 00 00 00/80 ŽELEZO A OCEL 7201 00 00 00/10 I. ZÁKLADNÍ MATERIÁLY; VÝROBKY VE FORMĚ GRANULÍ NEBO PRÁŠKU 7201 00 00 00/80 Surové železo a vysokopecní zrcadlovina v houskách, ingotech nebo jiných primárních
7200 00 00 00/80 ŽELEZO A OCEL 7201 00 00 00/10 I. ZÁKLADNÍ MATERIÁLY; VÝROBKY VE FORMĚ GRANULÍ NEBO PRÁŠKU 7201 00 00 00/80 Surové železo a vysokopecní zrcadlovina v houskách, ingotech nebo jiných primárních
CZ.1.07/1.5.00/34.0304
 Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
LEPENÉ SPOJE. 1, Podstata lepícího procesu
 LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
ZESILOVÁNÍ STAVEBNÍCH KONSTRUKCÍ EXTERNĚ LEPENOU KOMPOZITNÍ VÝZTUŽÍ
 Ing.Ondřej Šilhan, Ph.D. Minova Bohemia s.r.o, Lihovarská 10, 716 03 Ostrava Radvanice, tel.: +420 596 232 801, fax: +420 596 232 944, email: silhan@minova.cz ZESILOVÁNÍ STAVEBNÍCH KONSTRUKCÍ EXTERNĚ LEPENOU
Ing.Ondřej Šilhan, Ph.D. Minova Bohemia s.r.o, Lihovarská 10, 716 03 Ostrava Radvanice, tel.: +420 596 232 801, fax: +420 596 232 944, email: silhan@minova.cz ZESILOVÁNÍ STAVEBNÍCH KONSTRUKCÍ EXTERNĚ LEPENOU
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv
 Podniková norma energetiky pro rozvod elektrické energie ČEZ Distribuce, E.ON Distribuce, E.ON ČR, Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv PNE 34 8211 3. vydání Odsouhlasení
Podniková norma energetiky pro rozvod elektrické energie ČEZ Distribuce, E.ON Distribuce, E.ON ČR, Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv PNE 34 8211 3. vydání Odsouhlasení
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 200 V 3 ALBROMET 220 Ni 4 ALBROMET 260 Ni 5 ALBROMET 300 6 ALBROMET 300 HSC 7 ALBROMET 340 8 ALBROMET 340 HSC 9 ALBROMET 380 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 200 V 3 ALBROMET 220 Ni 4 ALBROMET 260 Ni 5 ALBROMET 300 6 ALBROMET 300 HSC 7 ALBROMET 340 8 ALBROMET 340 HSC 9 ALBROMET 380 10 ALBROMET
Technická příprava výroby sdruženého tvářecího nástroje. Bc. Marek Holčák
 Technická příprava výroby sdruženého tvářecího nástroje Bc. Marek Holčák Diplomová práce 2010 ABSTRAKT Cílem této diplomové práce je konstrukce, technologie, ekonomické hodnocení sdruženého tvářecího
Technická příprava výroby sdruženého tvářecího nástroje Bc. Marek Holčák Diplomová práce 2010 ABSTRAKT Cílem této diplomové práce je konstrukce, technologie, ekonomické hodnocení sdruženého tvářecího
41000 101-106 Provedení 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný.
 ß 1000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 1000 101-106 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 1000 201-209 5 dílů, sada obsahuje po 1 pilníku:
ß 1000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 1000 101-106 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 1000 201-209 5 dílů, sada obsahuje po 1 pilníku:
Kovy a kovové výrobky pro stavebnictví
 Kovy a kovové výrobky pro stavebnictví Rozdělení kovů kovy železné železo, litina, ocel kovy neželezné hliník, měď, zinek, olovo, cín a jejich slitiny 1. Železo a jeho slitiny výroba železa se provádí
Kovy a kovové výrobky pro stavebnictví Rozdělení kovů kovy železné železo, litina, ocel kovy neželezné hliník, měď, zinek, olovo, cín a jejich slitiny 1. Železo a jeho slitiny výroba železa se provádí
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST
 TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
Slévárny neželezných kovů
 Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
0100/08.01. Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností
 0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
BETONOVÉ OBRUBNÍKY A ŽLABY
 Podle normy EN 1340 jsou betonové obrubníky prefabrikované betonové dílce určené k oddělení povrchů ve stejné výškové úrovni nebo v různých úrovních, které poskytují: fyzikální nebo vizuální rozlišení
Podle normy EN 1340 jsou betonové obrubníky prefabrikované betonové dílce určené k oddělení povrchů ve stejné výškové úrovni nebo v různých úrovních, které poskytují: fyzikální nebo vizuální rozlišení
KOMPOZITNÍ MATERIÁLY
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 KOMPOZITNÍ MATERIÁLY JIŘÍ ROUŠ
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 KOMPOZITNÍ MATERIÁLY JIŘÍ ROUŠ
Inovace bakalářského a navazujícího magisterského studijního programu v oboru Bezpečnost a kvalita potravin (reg. č. CZ.1.07/2.2.00/28.
 Inovace bakalářského a navazujícího magisterského studijního programu v oboru Bezpečnost a kvalita potravin (reg. č. CZ.1.07/2.2.00/28.0287) Název ústavu: Ústav hygieny a technologie masa Název předmětu:
Inovace bakalářského a navazujícího magisterského studijního programu v oboru Bezpečnost a kvalita potravin (reg. č. CZ.1.07/2.2.00/28.0287) Název ústavu: Ústav hygieny a technologie masa Název předmětu:
KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010
 KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010 Tomáš Drexler, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Cílem této práce
KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010 Tomáš Drexler, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Cílem této práce