STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
|
|
|
- Jindřich Matoušek
- před 9 lety
- Počet zobrazení:
Transkript
1 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav s.r.o., Ostrava 1. Úvod Účinnost tepelných elektráren je závislá na teplotě přehřáté páry a jejím tlaku. Zvýšení účinnosti z cca 35% na 42 45% vyžaduje zvýšení teploty páry nad 600 C a tlaku nad 26 MPa. Pro tyto parametry již není výhodné použít pro konstrukci membránových stěn klasické nízkolegované žárupevné oceli typu 16Mo3, 13CrMo4-5 nebo 10CrMo9-10. Pro jejich konstrukci byly vyvinuty modifikované nízkolegované žárupevné oceli typu T23 a T24 (7CrMoVTiB10-10). Snížení obsahu uhlíku pod 0,1% mělo umožnit svařování kotlových trubek s malou tloušťkou stěny bez předehřevu a tepelného zpracování po svaření (PWHT). Vysoké hodnoty RmT jsou u oceli T24 dosaženy jejím dolegováním Ti, N a B, obr. 1. Původní představa, že lze tuto ocel svařovat v malých tloušťkách bez předehřevu byla praxí brzo vyvrácena. Podle součastné praxe se ocel T24 svařuje s předehřevem C v závislosti na tloušťce a tuhosti svarového spoje, obr. 2, aby bylo dosaženo požadované tvrdosti a požadovaných hodnot KV. Názory na nutnost PWHT jsou však stále nejednotné. Zejména membránové stěny nadkritických elektráren se vyrábějí dosud bez PWHT. 2. Nadkritické kotle s membránovými stěnami z oceli T24 v Evropě Problémy s membránovými stěnami z oceli T24 se vyskytly na následujících elektrárnách. Walsum 10 Wesfallen D, E RDK 8 Eemshaven B Maasvlakte 3 Rotterdam GMK 9 Wilhelmshaven Moorburg A, B Ledvice výroba a montáž dílů Boxberg R Problémy byly způsobeny velkým počtem defektů ve svarových spojích během výroby, dopravy a montáže dílů, porušením svarových spojů při tlakových zkouškách a při najíždění kotlů, korozní praskání pod napětím za asistence vodíku. Na jejich vzniku se podílí z pohledu svařování celá řada vlivů: - Svařování bez předehřevu nebo s nízkým předehřevem - Nedodržování teploty interpass - Nekvalitní provedení svarových spojů - Malá strukturní stabilita nepopuštěných svarových spojů - Superpozice zbytkových napětí a vnějšího zatížení 1

2 Na některých elektrárnách byly problémy s ocelí T24 vyřešeny výměnou této oceli na výparníku za materiál 13CrMo4-5: Walsum 10 Boxberg R Moorburg A, B Wilhelmshaven Tato změna zvýšila provozní spolehlivost svarů na membránových stěnách spalovací komory kotlů protože Cr Mo ocel 13CrMo4-5 je méně náchylná na sekundární vytvrzování nepopuštěných svarových spojů a dodržování technologické kázně při svařování než ocel T24. Bylo však nutné zvětšit tloušťku stěny trubek. Na jiných elektrárnách se předpokládalo zvýšení provozní spolehlivosti svarových spojů z oceli T24 nízkoteplotním žíháním smontovaného kotle po dobu hodin: RDK 8: Žíhací teplota C Maasvlakte 3: Wesfallen D, E: Žíhací teplota 470 C Eemshaven A, B: Žíhací teplota 470 C Žíhací teplota C a místní žíhání jednotlivých svarů v kritických místech na teplotě 600 C Podle našeho názoru se nízkoteplotním žíháním sníží zbytková napětí po svařování, ale nezvýší se strukturní stabilita svarových spojů z oceli T24, protože zvolená žíhací teplota neumožňuje difuzi substitučních prvků a tím precipitaci karbidů, nitridů a karbonitridů legujících prvků. Při těchto teplotách je možné předpokládat pouze precipitaci fáze M3C. 3. Strukturní stabilita svarových spojů oceli T24 Vyhovující strukturní stability a požadovaných mechanických vlastností svarových spojů oceli T24 se dosáhne pouze popuštěním svarových spojů při teplotě 740 ± 10 C, obr. 2. Toto tepelné zpracování však nebylo při výrobě a montáži membránových stěn pro stávající elektrárny dosud aplikováno. Proto je tato přednáška zaměřena na posouzení vlivu následujících faktorů na strukturní stabilitu svarových spojů oceli T24: - vliv teploty interpass - vliv nízkoteplotního žíhání - vliv žíhání při provozní teplotě kotle - vliv kombinace nízkoteplotního žíhání a následné expozice při provozní teplotě kotle Při teplotních cyklech při svařování se vzhledem k dosahovaným teplotám rozpustí vytvrzující fáze vzniklé při tepelném zpracování polotovarů na jakost především v hrubozrnném pásmu TOO a ve svarovém kovu, obr. 3. Proto je studium vlivu různých režimů tepelného zpracování svarových spojů oceli T24 zaměřeno na tyto oblasti svarového spoje. Přehled zkoušených vzorků a režimů tepelného zpracování je uveden v tabulce I. Vzorky byly odebrány z reálných svarových spojů trubek Ø 42,8 x 7,1 mm svařených metodou TIG drátem typu 2,5 Cr 1,0 Mo 0,25 V Nb o Ø 2,4 mm proudem 115 A a napětím 13 V při teplotě předehřevu 180 C. 2

3 3.1 Teplota interpass Vliv dodržování teploty interpass na strukturní stabilitu svarových spojů oceli T24 je zřejmý z obr. 4. Při dodržování teploty interpass do ~ 500 C nedochází v průběhu svařování k precipitaci vytvrzujících fází. Při teplotě interpass > 500 C se už v průběhu svařování vylučuje velký počet, velmi malých částic s malou mezičásticovou vzdáleností. Důsledkem je zvýšení Re, Rm, HV a snížení plastických vlastností, zejména KV. Literatura [2] uvádí ve svarovém kovu hodnotu KV 9 J při Ti > 500 C. Dochází k vytvrzení svarového spoje. Vliv teploty interpass při Ti > 500 C je shodný s vytvrzením nepopuštěných svarových spojů při pracovních teplotách kotle. Na elektrárně Ledvice je maximální předpokládaná provozní teplota na vertikální stěně Přehříváku C a výpočtová teplota 544 C. 3.2 Nízkoteplotní žíhání Nízkoteplotní žíhání reálných svarových spojů bylo provedeno režimem 460 C / 48 hod. Naměřené hodnoty tvrdosti HV1 jsou uvedeny v tabulkách II a III. Studium mikrostruktury na elektronovém mikroskopu prokázalo, že při nízkoteplotním žíhání nedošlo k precipitaci karbidů, nitridů, nebo karbonitridů legujících prvků. Bylo pozorováno pouze dodatečné vyloučení cementitu M3C obohaceného chromem a manganem. To způsobilo pouze mírné zvýšení tvrdosti v hrubozrnném pásmu TOO (17 HV1) a ve svarovém kovu (27 HV1) v porovnání se stavem po svaření. Z hlediska vývoje mikrostruktury při provozní teplotě kotle je možné očekávat rozpouštění metastabilní fáze M3C a dodatečnou precipitaci částic MX a chromem bohatých karbidů doprovázenou výrazným vytvrzením struktury a poklesem jejich plastických vlastností 5. Nízkoteplotní žíhání na teplotách pod 500 C proto nemůže zlepšit strukturní stabilitu svarových spojů oceli T24. Toto žíhání pouze sníží zbytkové napětí po svaření. 3.3 Žíhání při provozní teplotě kotle Pro hodnocení strukturní stability nepopuštěných svarových spojů při provozní teplotě kotle byla s ohledem na provozní a výpočtovou teplotu Přehříváku 1 na elektrárně Ledvice zvolena teplota 530 C. Rozsah zkoušených výdrží na této teplotě je uveden v tabulce I. Naměřené hodnoty tvrdostí HV1 v hrubozrnném pásmu TOO a ve svarovém kovu jsou uvedeny v tabulkách II a III. Graficky je naměřené vytvrzení vyhodnocené pomocí hodnot tvrdosti zobrazeno na obr. 5 a 6. Studium mikrostruktury na elektronovém mikroskopu prokázalo, že při žíhání na teplotě 530 C došlo k precipitaci fází M3C a M2X bohatých na molybden a chrom, které se v mikrostruktuře oceli T24 zpracované na jakost nevyskytují. Dále se vyloučila fáze MX na bázi Ti (TOO) a Ti, Nb (Svarový kov) a malé množství karbidů M23C6 a M7C3. Hrubnutí těchto karbidů a nitridů je vzhledem k malé rychlosti difuze legujících prvků při teplotě 530 C velmi pomalé. Z hlediska dlouhodobého provozu kotle lze předpokládat rozpouštění metastabilních fází M3C a M2X doprovázené precipitací fází MX a chromem bohatých karbidů. Po žíhání na teplotě 530 C není tedy svarový spoj strukturně stabilní. Z hlediska creepu je fáze M2X z důvodu nižší termodynamické a rozměrové stability méně výhodná než fáze MX 5. Při této žíhací teplotě došlo k maximálnímu vytvrzení v hrubozrnném pásmu TOO a ve svarovém kovu za 10 hodin, obr. 5 a 6. Nepopuštěné svarové spoje oceli T24 při provozní teplotě kotle výrazně vytvrzují. Vysoké hodnoty tvrdosti se udržují až do 1500 hodin 3

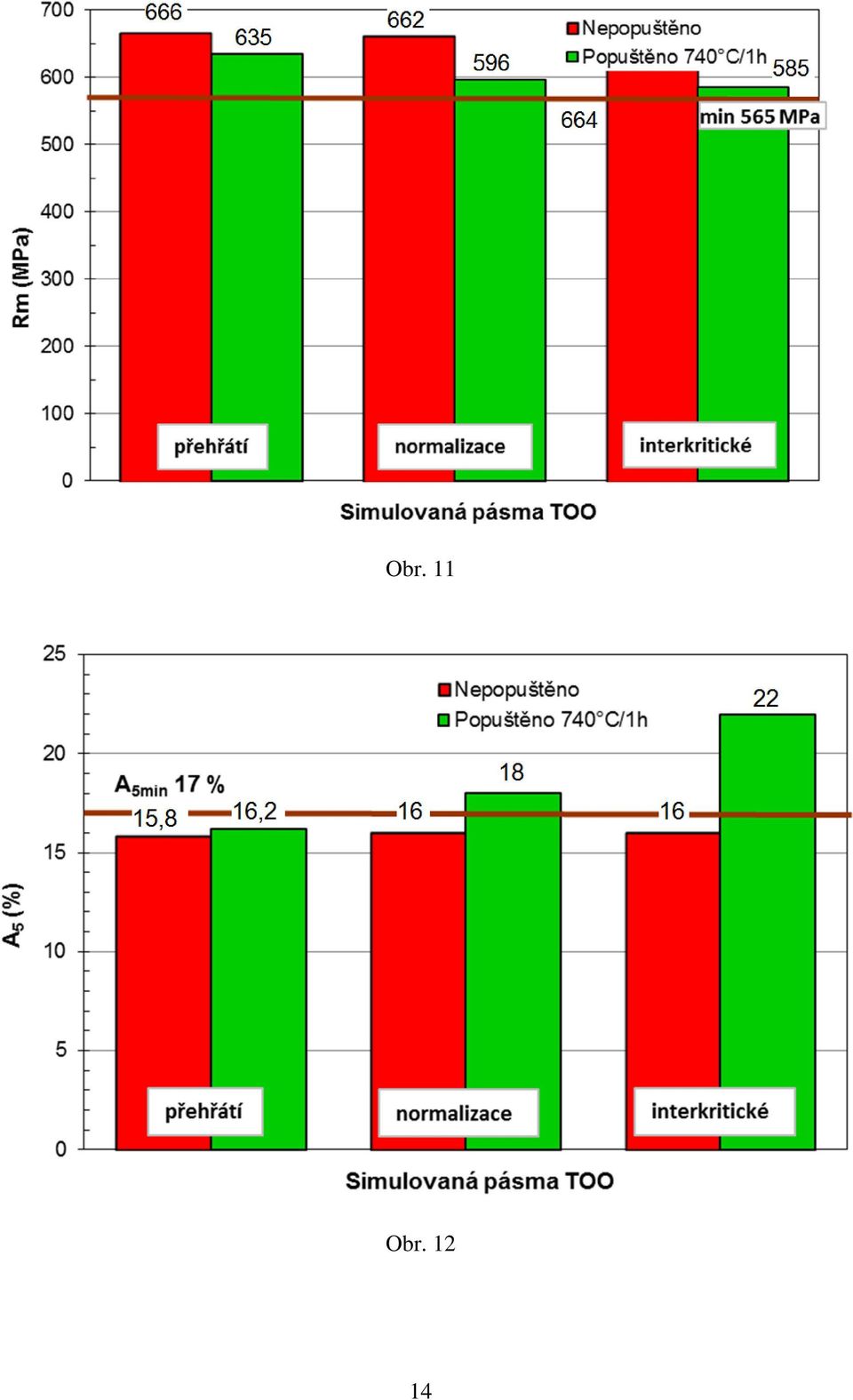
4 expozice. Vytvrzení je doprovázeno poklesem plastických vlastností. Literatura 2 uvádí při expozici > 500 C ve svarovém kovu hodnotu KV 9 J. Na reálném svarovém spoji trubky Ø 42,8 x 7,1 mm nebylo možné odzkoušet hodnoty KV v hrubozrnném pásmu TOO. Proto byla použita modelovací technika popsaná v pracech 3,4. Po namodelování teplotního cyklu odpovídajícímu hrubozrnnému pásmu TOO byly s uvážením vyšší teploty expozice 575 C naměřeny odpovídající hodnoty tvrdosti HV10 při maximálním vytvrzení po 10 hodinách expozice, obr. 7 a 8. Naměřené hodnoty KV odpovídající hodnoceným stavům jsou uvedeny na obr. 9. V hrubozrnném pásmu TOO byla v nepopuštěném stavu naměřena hodnota KV 18 J a při maximu vytvrzení po 10 hodinách expozice pouze 4 J. Vyhovujících hodnot KV bylo dosaženo po popuštění režimem 740 C / 1 hod., obr. 9. Nízké hodnoty KV způsobené vytvrzením jsou jednou z příčin porušení svarových spojů oceli T24 při výstavbě a v počáteční fázi provozu kotlů. 3.4 Nízkoteplotní žíhání a následná expozice při provozní teplotě kotle Strukturní stabilita svarových spojů po nízkoteplotním žíhání a následné expozici při provozní teplotě kotle 530 C byla hodnocena v rozsahu 1 až 1500 hodin expozice. Naměřené hodnoty HV1 jsou uvedeny v tabulkách II a III. Graficky jsou dokumentovány na obr. 5 a 6. Po expozici režimem 460 C / 48 hod. / 530 C / hod. došlo ke stejným změnám v mikrostruktuře jako při žíhání nepopuštěných svarových spojů při teplotě 530 C. Změny jsou popsány v kapitole 3.3. Při posuzované expozici došlo v hrubozrnném pásmu TOO k výraznému vytvrzení již po jedné hodině expozice. Důvodem je částečné vytvrzení mikrostruktury již při nízkoteplotním žíhání. I při této expozici je možné předpokládat velmi nízké hodnoty KV při maximu vytvrzení v hrubozrnném pásmu TOO a ve svarovém kovu. Tedy i při této expozici budou nízké hodnoty KV způsobené vytvrzením jednou z příčin porušování svarových spojů oceli T24 při výstavbě a v počáteční fázi provozu kotle. Ani tento režim žíhání nenahrazuje popuštění svarových spojů na teplotu 740 ± 10 C. Naměřené hodnoty tvrdosti HV1 ve svarovém kovu prokázaly, že i svarový kov při obou posuzovaných teplotních expozicích vytvrzuje. Naměřené hodnoty jsou však nižší než v hrubozrnném pásmu TOO. To potvrzují i výsledky uvedené v práci 3, obr. 8. Je to dáno tím, že při svařování vícevrstvého svaru se části svarových housenek popustí na vyšší teplotu než 530 C již v průběhu svařování. Při expozici pouze při teplotě 530 C došlo k maximálnímu vytvrzení po deseti hodinách expozice a při expozici 460 C / 48 hod. / 530 C již po jedné hodině expozice. Příčina je stejná jako v případě hrubozrnného pásma TOO. Vysoké hodnoty tvrdosti se ve svarovém kovu udržují až do 1500 hodin expozice. Vytvrzení svarového kovu je způsobeno stejnými změnami mikrostruktury jako v hrubozrnném pásmu TOO. 4. Mechanické vlastnosti modelovaných pásem TOO oceli T24 Pro studium vlastností modelovaných pásem TOO svarových spojů trubky Ø 42,8 x 7,1 mm z oceli T24 byla použita modelovací technika popsaná v pracech [3,4]. Naměřené hodnoty Re, Rm, A5 a KV jsou uvedeny na obr Z obrázků je zřejmé, že v nepopuštěném stavu nejsou kritické hodnoty Re a Rm, ale KV v pásmu přehřátí TOO a A5 ve všech pásmech TOO. Po popuštění 740 C / hod. jsou ve všech pásmech TOO vyhovující hodnoty Rm, KV a Re v pásmech přehřátí a normalizace. V interkritickém pásmu je hodnota Re nižší než 4

5 minimálně požadovaná. Hodnoty A5 jsou vyhovující v pásmech normalizace a částečné překrystalizace. V pásmu přehřátí je hodnota A5 o cca 1 % nižší než minimální hodnota požadovaná pro základní materiál [6]. 6. Závěr V nepopuštěném stavu limitují vlastnosti svarových spojů oceli T24 nízké hodnoty KV a A5. Po popuštění 740 C / 1 hod. limitují vlastností svarových spojů hodnoty A5 v pásmu přehřátí TOO a hodnoty Re v interkritickém pásmu. Nepopuštěné svarové spoje oceli T24, svarové spoje po nízkoteplotním žíhání na teplotách C / hod. a svarové spoje po expozici 460 C / 48 hod. / 530 C nejsou strukturně stabilní. Při nízkoteplotním žíhání dochází v hrubozrnné oblasti TOO a ve svarovém kovu k precipitaci fáze M3C obohacené o chrom a mangan doprovázené zvýšením tvrdosti. Při pracovní teplotě kotle 530 C precipitují v těchto oblastech z tuhého roztoku fáze M3C, M2X bohaté na molybden a chrom, které se v oceli T24 zpracované na jakost nevyskytují, fáze MX na bázi Ti (TOO) a Ti + Nb (svarový kov) a malá množství karbidů M23C6 a M7C3. Vzhledem k omezené mobilitě atomů legujících prvků při teplotě 530 C je jejich hrubnutí velmi pomalé. Při prodlužovaní doby výdrže na teplotě 530 C lze předpokládat postupné rozpouštění metastabilních částic M3C a M2X a dodatečnou precipitaci fáze MX a chromem bohatých karbidů. Požadované strukturní stability mohou svarové spoje oceli T24 dosáhnout pouze po doporučeném tepelném zpracování po svaření na teplotu 740 ± 10 C. Při pracovní teplotě kotle 530 C nepopuštěné svarové spoje vytvrzují. V hrubozrnné oblasti TOO dojde k maximálnímu vytvrzení po 10 hodinách expozice. Vysoké hodnoty tvrdosti se udržují až do 1500 hodin expozice. K maximálnímu vytvrzení hrubozrnného pásma TOO po expozici 460 C / 48 hod. / 530 C dochází již po jedné hodině expozice. I v tomto případě se vysoké hodnoty tvrdosti udržují až do 1500 hodin expozice. Ke stejným změnám, ale s nižšími hodnotami tvrdosti po vytvrzení dochází i ve svarovém kovu. Vytvrzení je doprovázeno výrazným snížením hodnot KV. Hodnoty KV v hrubozrnném pásmu TOO při maximálním vytvrzení po 10 hodinách expozice a ve svarovém kovu dosahují hodnot pod 10 J. Požadovaných hodnot KV nad 40 J 6 je možné dosáhnout pouze popuštěním svarových spojů na doporučenou teplotu 740 ± 10 C. Vytvrzení nepopuštěných svarových spojů při pracovní teplotě kotle je spolu dalšími faktory: - Svařování bez předehřevu, nebo s nízkou teplotou předehřevu - Nedodržování teploty interpass - Nekvalitním provedením svarových spojů - Superpozicí zbytkových napětí ve svarových spojích s vnějším zatížením jednou z příčin masivního porušování svarových spojů v první fázi provozu kotlů. Vysoké hodnoty tvrdosti nepopuštěných svarových spojů oceli T24 nad 350 HV rovněž zvyšují nebezpečí uplatnění dalšího mechanizmu poškozování svarových spojů oceli T24 a to korozního praskání pod napětím, které může být umocněno přítomností vodíku 7. 5

6 Literatura 1 Purmenský, J., Foldyna, V., Matocha, K. Perspektivní žárupevné oceli, jejich vlastnosti a praktické využití. In Metal 2006 Hradec nad Moravicí, Květen 2006 s Firemní materiál firmy Böhler Welding Group, 7CrMoVTiB10-10 (T/P 24) Sztefek R., Svařitelnost a vlastnosti svarových spojů oceli T24 (7CrMoVTiB10-10, ), Dizertační práce VŠB-TU Ostrava, 2014, s. 99,115 Sondel M., Koukal J., Schwarz D., Mictrostructure and Secondary Hardening in the P24 Steel Weld Joint, IIW International Conference, 2014 Seoul, Korea Vodárek V., Brychtová N., Holešinský J., Metalografické studium homogenního svarového spoje T24, Technická zpráva VŠB-TU Ostrava, FMMI, Katedra materialového inženýrství. ČSN EN A2 Bystrianský J., Účinek prostředí při poškození oceli 7CrMoVTiB10-10, Kotle a energetická zařízení 2015, , Brno 6

7 Tab. I: Přehled vzorků a režimů tepelného zpracování [5] Tab. II: Tvrdost HV1 hrubozrnné oblasti TOO ve studovaných vzorcích v oblasti krycí housenky[5] Vzorek HV1-1 HV1-2 HV1-3 Ø

8 Tab. III: Střední hodnoty tvrdosti HV1 ve svarovém kovu [5] 8

9 Obr. 1 Teplotní závislost mezí kluzu a mezí pevností při tečení pro vybrané žárupevné oceli [1] Obr. 2 Teplotní cyklus v průběhu svařování a TZ materiálu T/P24 [2] 9
![žárupevné oceli [1] Obr.](/docs-images/51/14683922/images/page_9.jpg "2 Teplotní cyklus v průběhu svařování a")
10 Po svaření Po TZ (740 C/1h) Hrubozrnné pásmo Jemnozrnné pásmo Pásmo AC 1 AC 3 Obr. 3 Uhlíková replika oblastí TOO po svaření a po tepelném zpracování [4] Zvětšení: 500 x Bez precipitace Precipitace na hranicích zrn Obr. 4 Vliv teploty interpass na precipitaci vytvrzujících částic [2] 10
![3 Uhlíková replika oblastí TOO po svaření a po tepelném zpracování [4]](/docs-images/51/14683922/images/page_10.jpg "Zvětšení: 500 x Bez precipitace Precipitace na hranicích zrn Obr.")
11 Obr. 5 Tvrdost hrubozrnného pásma TOO reálného svarového spoje oceli T24 po expozici na teplotě 530 C Obr. 6 Tvrdost svarového kovu reálného svarového spoje oceli T24 po expozici na teplotě 530 C 11

12 Obr. 7 Průběh změn tvrdosti HV 10 u (ne)popuštěného pásma přehřátí svarového spoje oceli T24 během teplotní expozice na teplotě 575 C [3] Obr. 8 Průběh změn tvrdosti HV 10 u (ne)popuštěného svarového kovu svarového spoje oceli T24 během teplotní expozice na teplotě 575 C [4] 12
![[3] Obr.](/docs-images/51/14683922/images/page_12.jpg "8 Průběh změn tvrdosti HV 10 u (ne)popuštěného svarového kovu [4] 12")

13 Obr. 9 Grafické porovnání hodnot nárazové práce pro různé stavy tepelného zpracování namodelovaného pásma přehřátí TOO svarového spoje oceli T24 [3] Obr


14 Obr. 11 Obr

15 Obr

HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
Obr. 1. Řezy rovnovážnými fázovými diagramy a) základního materiálu P92, b) přídavného materiálu
 základního materiálu P92, b) přídavného materiálu") POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST
 TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Teplotní režim svařování
 Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
MOŽNOSTI VYUŽITÍ MIKROLEGOVANÝCH OCELÍ. Tomáš Schellong Kamil Pětroš Václav Foldyna. JINPO PLUS a.s., Křišťanova 2, 702 00 Ostrava, ČR
 MOŽNOSTI VYUŽITÍ MIKROLEGOVANÝCH OCELÍ Tomáš Schellong Kamil Pětroš Václav Foldyna JINPO PLUS a.s., Křišťanova 2, 702 00 Ostrava, ČR Abstract The proof stress and tensile strength in carbon steel can be
MOŽNOSTI VYUŽITÍ MIKROLEGOVANÝCH OCELÍ Tomáš Schellong Kamil Pětroš Václav Foldyna JINPO PLUS a.s., Křišťanova 2, 702 00 Ostrava, ČR Abstract The proof stress and tensile strength in carbon steel can be
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Konstrukční materiály pro stavbu kotlů
 Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
HOMOGENNÍ A HETEROGENNÍ SVAROVÉ SPOJE ŽÁROPEVNÝCH OCELÍ SIMILAR AND DISSIMILAR WELD JOINTS OF CREEP-RESISTING STEELS
 HOMOGENNÍ A HETEROGENNÍ SVAROVÉ SPOJE ŽÁROPEVNÝCH OCELÍ SIMILAR AND DISSIMILAR WELD JOINTS OF CREEP-RESISTING STEELS Marie Svobodová a,b Jindřich Douda b Josef Čmakal b Jiří Sopoušek c Jiří Dubský d a
HOMOGENNÍ A HETEROGENNÍ SVAROVÉ SPOJE ŽÁROPEVNÝCH OCELÍ SIMILAR AND DISSIMILAR WELD JOINTS OF CREEP-RESISTING STEELS Marie Svobodová a,b Jindřich Douda b Josef Čmakal b Jiří Sopoušek c Jiří Dubský d a
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ
 OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
þÿ V l i v v o d í k u n a p e v n o s t a s v ay i t vysokopevných martenzitických ocelí pro automobilové aplikace
 Digitální knihovna Univerzity Pardubice DSpace Repository Univerzita Pardubice http://dspace.org þÿ B a k a l áy s k é p r á c e / B a c h e l o r ' s w o r k s K D P D F J P 2010 þÿ V l i v v o d í k
Digitální knihovna Univerzity Pardubice DSpace Repository Univerzita Pardubice http://dspace.org þÿ B a k a l áy s k é p r á c e / B a c h e l o r ' s w o r k s K D P D F J P 2010 þÿ V l i v v o d í k
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
C 321. EN ISO 21952-A: ~ G Z (CrMoV)
") C 321 EN ISO 21952-A: ~ G Z (CrMoV) rát pro svařování součástí z oceli 15 128 s provozní teplotou do 580 C. oporučený předehřev 250-300 C. Po svaření žíhat 700-730 C /2h/vzduch. - M21 V 0,10 0,60 1,00
C 321 EN ISO 21952-A: ~ G Z (CrMoV) rát pro svařování součástí z oceli 15 128 s provozní teplotou do 580 C. oporučený předehřev 250-300 C. Po svaření žíhat 700-730 C /2h/vzduch. - M21 V 0,10 0,60 1,00
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Hodnocení degradace ocelí pro tepelnou energetiku pomocí mikrosrukturních paramertrů
 Hodnocení degradace ocelí pro tepelnou energetiku pomocí mikrosrukturních paramertrů V. Vodárek Vítkovice-Výzkum a vývoj, spol. s r.o., Pohraniční 693/31, 706 02 Ostrava Vítkovice 1. ÚVOD Návrhová životnost
Hodnocení degradace ocelí pro tepelnou energetiku pomocí mikrosrukturních paramertrů V. Vodárek Vítkovice-Výzkum a vývoj, spol. s r.o., Pohraniční 693/31, 706 02 Ostrava Vítkovice 1. ÚVOD Návrhová životnost
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
E-B 312. EN 1599: E Z (CrMo) B 42
 B 42") E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
METODA FSW FRICTION STIR WELDING
 METODA FSW FRICTION STIR WELDING RNDr. Libor Mrňa, Ph.D. 1. Princip metody 2. Mikrostruktura svaru 3. Svařovací fáze 4. Svařovací nástroje 5. Svařitelnost materiálů 6. Svařovací zařízení 7. Varianty metody
METODA FSW FRICTION STIR WELDING RNDr. Libor Mrňa, Ph.D. 1. Princip metody 2. Mikrostruktura svaru 3. Svařovací fáze 4. Svařovací nástroje 5. Svařitelnost materiálů 6. Svařovací zařízení 7. Varianty metody
Mikrostrukturní analýza svarového spoje oceli P92 po creepové expozici
 Mikrostrukturní analýza svarového spoje oceli P92 po creepové expozici Naděžda ŽVAKOVÁ, Petr MOHYLA, Zbyňek GALDIA, Flash Steel Power, a. s., Martinovská 3168/48, 723 00 Ostrava - Martinov, Česká republika,
Mikrostrukturní analýza svarového spoje oceli P92 po creepové expozici Naděžda ŽVAKOVÁ, Petr MOHYLA, Zbyňek GALDIA, Flash Steel Power, a. s., Martinovská 3168/48, 723 00 Ostrava - Martinov, Česká republika,
Postupy. Druh oceli Chemické složení tavby hmotnostní % a) Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40
 Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Zkušební protokol č. 18/12133/12
 Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
VLASTNOSTI A MIKROSTRUKTURA SIMULOVANÝCH PÁSEM TOO SVAROVÉHO SPOJE OCELI T 24
 VLASTNOSTI A MIKROSTRUKTURA SIMULOVANÝCH PÁSEM TOO SVAROVÉHO SPOJE OCELI T 24 prof. Ing. Jaroslav Koukal, CSc., VŠB-TU Ostrava, Český svářečský ústav s.r.o. Ing. Martin Sondel, Ph.D., VŠB-TU Ostrava, Český
VLASTNOSTI A MIKROSTRUKTURA SIMULOVANÝCH PÁSEM TOO SVAROVÉHO SPOJE OCELI T 24 prof. Ing. Jaroslav Koukal, CSc., VŠB-TU Ostrava, Český svářečský ústav s.r.o. Ing. Martin Sondel, Ph.D., VŠB-TU Ostrava, Český
MIKROSTRUKTURA A ŽÁROPEVNÉ VLASTNOSTI SVAROVÉHO SPOJE OCELI P92 SVOČ FST 2009
 MIKROSTRUKTURA A ŽÁROPEVNÉ VLASTNOSTI SVAROVÉHO SPOJE OCELI P92 SVOČ FST 2009 Bc. Petr MARTÍNEK Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku
MIKROSTRUKTURA A ŽÁROPEVNÉ VLASTNOSTI SVAROVÉHO SPOJE OCELI P92 SVOČ FST 2009 Bc. Petr MARTÍNEK Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku
KA 19 - UKÁZKOVÝ PROJEKT
 KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
VÝVOJ NOVÉ TECHNOLOGIE OPRAVY SVAROVÝCH SPOJŮ POMOCÍ WELD OVERLAY (WOL)
") VÝVOJ NOVÉ TECHNOLOGIE OPRAVY SVAROVÝCH SPOJŮ POMOCÍ WELD OVERLAY (WOL) Ing. Zdeněk Čančura, ČEZ, a. s. Ing. Jaroslav Brom, ČEZ, a. s. Ing. Lubomír Junek, PhD., Ústav aplikované mechaniky Brno, s.r.o.
VÝVOJ NOVÉ TECHNOLOGIE OPRAVY SVAROVÝCH SPOJŮ POMOCÍ WELD OVERLAY (WOL) Ing. Zdeněk Čančura, ČEZ, a. s. Ing. Jaroslav Brom, ČEZ, a. s. Ing. Lubomír Junek, PhD., Ústav aplikované mechaniky Brno, s.r.o.
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ
 DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
OCELI A LITINY. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
E-B 321. EN ISO 3580: E Z (CrMoV) B 22
 B 22") E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
PODKRITICKÝ RŮST TRHLINY VE SVAROVÉM SPOJI MEZI KOMOROU A PAROVODEM KOTLE VÝKONU 230 T/H. Jan KOROUŠ, Ondrej BIELAK BiSAFE, s.r.o.
 PODKRITICKÝ RŮST TRHLINY VE SVAROVÉM SPOJI MEZI KOMOROU A PAROVODEM KOTLE VÝKONU 230 T/H Jan KOROUŠ, Ondrej BIELAK BiSAFE, s.r.o., Praha V důsledku dlouhodobého provozu za podmínek tečení vznikají ve svarových
PODKRITICKÝ RŮST TRHLINY VE SVAROVÉM SPOJI MEZI KOMOROU A PAROVODEM KOTLE VÝKONU 230 T/H Jan KOROUŠ, Ondrej BIELAK BiSAFE, s.r.o., Praha V důsledku dlouhodobého provozu za podmínek tečení vznikají ve svarových
Svařovací dráty TIG MMA
 Svařovací dráty TIG MMA Přehled produktů podle norem Dráty pro svařování TIG Dráty nelegované a nízkolegované Název AWS EN / EN ISO / DIN CARBOROD 1 A5.18: ER 70S-6 636-A: W 42 4 W3Si1 CARBOROD 1A A5.18:
Svařovací dráty TIG MMA Přehled produktů podle norem Dráty pro svařování TIG Dráty nelegované a nízkolegované Název AWS EN / EN ISO / DIN CARBOROD 1 A5.18: ER 70S-6 636-A: W 42 4 W3Si1 CARBOROD 1A A5.18:
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
ŽÁRUPEVNOST ZÁKLADNÍHO MATERIÁLU A SVAROVÝCH SPOJŮ OCELI P23 CREEP RESISTANCE OF STEEL P23 AND WELDMENTS
 ŽÁRUPEVNOST ZÁKLADNÍHO MATERIÁLU A SVAROVÝCH SPOJŮ OCELI P23 CREEP RESISTANCE OF STEEL P23 AND WELDMENTS Tomáš Vlasák 1, Jan Hakl 1, Jozef Pecha 2 1 SVUM a.s., Areál VÚ Běchovice, 190 11 Praha, ČR,
ŽÁRUPEVNOST ZÁKLADNÍHO MATERIÁLU A SVAROVÝCH SPOJŮ OCELI P23 CREEP RESISTANCE OF STEEL P23 AND WELDMENTS Tomáš Vlasák 1, Jan Hakl 1, Jozef Pecha 2 1 SVUM a.s., Areál VÚ Běchovice, 190 11 Praha, ČR,
OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL
 SLEDOVÁNÍ KINETIKY STRUKTURNÍCH ZMĚN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PŘECHODOVÝCH SVARŮ OCELÍ P91 OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL Daniela
SLEDOVÁNÍ KINETIKY STRUKTURNÍCH ZMĚN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PŘECHODOVÝCH SVARŮ OCELÍ P91 OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL Daniela
materiálové inženýrství
 Hutnické listy č.2/28 materiálové inženýrství Vývoj a ověřování vlastností konstrukčních ocelí se zvýšenou odolností proti požáru r. Ing. Zdeněk Kuboň, Ing. Šárka Stejskalová, Ing. Ladislav Kander, Ph..,
Hutnické listy č.2/28 materiálové inženýrství Vývoj a ověřování vlastností konstrukčních ocelí se zvýšenou odolností proti požáru r. Ing. Zdeněk Kuboň, Ing. Šárka Stejskalová, Ing. Ladislav Kander, Ph..,
US 2000 MC NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
SVĚTELNÁ A ELEKTRONOVÁ MIKROSKOPIE SVAROVÉHO SPOJE OCELI P91 LIGHT AND ELECTRON MICROSCOPY OF THE STEEL P91 WELD JOINT.
 SVĚTELNÁ A ELEKTRONOVÁ MIKROSKOPIE SVAROVÉHO SPOJE OCELI P91 LIGHT AND ELECTRON MICROSCOPY OF THE STEEL P91 WELD JOINT Dagmar Jandová ŠKODA VÝZKUM, s. r. o., Tylova 57, 316 00 Plzeň, ČR, dagmar.jandova@skoda.cz
SVĚTELNÁ A ELEKTRONOVÁ MIKROSKOPIE SVAROVÉHO SPOJE OCELI P91 LIGHT AND ELECTRON MICROSCOPY OF THE STEEL P91 WELD JOINT Dagmar Jandová ŠKODA VÝZKUM, s. r. o., Tylova 57, 316 00 Plzeň, ČR, dagmar.jandova@skoda.cz
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
4. KOVOVÉ MATERIÁLY A JEJICH ZPRACOVÁNÍ. 4.1 Technické slitiny železa. 4.1.1 Slitiny železa s uhlíkem a vliv dalších prvků
 4. KOVOVÉ MATERIÁLY A JEJICH ZPRACOVÁNÍ 4.1 Technické slitiny železa 4.1.1 Slitiny železa s uhlíkem a vliv dalších prvků Železo je přechodový kov s atomovým číslem 26, atomovou hmotností 55,85, měrnou
4. KOVOVÉ MATERIÁLY A JEJICH ZPRACOVÁNÍ 4.1 Technické slitiny železa 4.1.1 Slitiny železa s uhlíkem a vliv dalších prvků Železo je přechodový kov s atomovým číslem 26, atomovou hmotností 55,85, měrnou
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Karbidové vrtáky. Vrtáky SE HPG pro hluboké otvory. Primární aplikace. Vlastnosti a výhody
 Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R O Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100833 Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
VÁ LC E P R O VÁ LC OV N Y S T R O Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O CE LI ČSN EN 100833 Oceli k zušlechťování Část 3: technické dodací podmínky pro legované oceli
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343905 1. vydání Svařování. Obloukové svařování vysokopevnostních ocelí ve výrobě konstrukcí vojenské techniky 2. Oprava č. 1
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343905 1. vydání Svařování. Obloukové svařování vysokopevnostních ocelí ve výrobě konstrukcí vojenské techniky 2. Oprava č. 1
Mn max. P max. Mezní úchylky pro rozbor hotového výrobku % hmot. Označení oceli Pevnostní vlastnosti Zkouška rázem v ohybu
 Bezešvé ocelové trubky pro tlakové nádoby a zařízení - technické dodací podmínky. Část 1 - Trubky z nelegovaných ocelí se zaručenými vlastnostmi při okolní teplotě. Způsob výroby a dodávaný stav Chemické
Bezešvé ocelové trubky pro tlakové nádoby a zařízení - technické dodací podmínky. Část 1 - Trubky z nelegovaných ocelí se zaručenými vlastnostmi při okolní teplotě. Způsob výroby a dodávaný stav Chemické
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
NEKONVENČNÍ VLASTNOSTI OCELI 15NiCuMoNb5 (WB 36) UNCONVENTIONAL PROPERTIES OF 15NiCuMoNb (WB 36) GRADE STEEL. Ladislav Kander Karel Matocha
 UNCONVENTIONAL PROPERTIES OF 15NiCuMoNb (WB 36) GRADE STEEL. Ladislav Kander Karel Matocha") NEKONVENČNÍ VLASTNOSTI OCELI 15NiCuMoNb5 (WB 36) UNCONVENTIONAL PROPERTIES OF 15NiCuMoNb (WB 36) GRADE STEEL Ladislav Kander Karel Matocha VÍTKOVICE Výzkum a vývoj, spol s r.o., Pohraniční 31, 706 02 Ostrava
NEKONVENČNÍ VLASTNOSTI OCELI 15NiCuMoNb5 (WB 36) UNCONVENTIONAL PROPERTIES OF 15NiCuMoNb (WB 36) GRADE STEEL Ladislav Kander Karel Matocha VÍTKOVICE Výzkum a vývoj, spol s r.o., Pohraniční 31, 706 02 Ostrava
POROVNÁNÍ ODOLNOSTI SVAROVÝCH SPOJU POTRUBÍ Z OCELÍ TYPU CrNiMo 17-12-2 PROTI BODOVÉ KOROZI
 POROVNÁNÍ ODOLNOSTI SVAROVÝCH SPOJU POTRUBÍ Z OCELÍ TYPU CrNiMo 17-12-2 PROTI BODOVÉ KOROZI COMPARISON OF RESISTANCE TO PITTING CORROSION OF WELD JOINTS OF CrNiMo 17-12-2 STEEL PIPINGS Stanislav Lasek,
POROVNÁNÍ ODOLNOSTI SVAROVÝCH SPOJU POTRUBÍ Z OCELÍ TYPU CrNiMo 17-12-2 PROTI BODOVÉ KOROZI COMPARISON OF RESISTANCE TO PITTING CORROSION OF WELD JOINTS OF CrNiMo 17-12-2 STEEL PIPINGS Stanislav Lasek,
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
Jominiho zkouška prokalitelnosti
 Jominiho zkouška prokalitelnosti Zakalitelnost je schopnost materiálu při ochlazování nad kritickou rychlost přejít a setrvat v metastabilním stavu, tj. u ocelí získat martenzitickou strukturu. Protože
Jominiho zkouška prokalitelnosti Zakalitelnost je schopnost materiálu při ochlazování nad kritickou rychlost přejít a setrvat v metastabilním stavu, tj. u ocelí získat martenzitickou strukturu. Protože
Hodnocení mechanických vlastností vybraných druhů ocelí. Jakub Kabeláč
 Hodnocení mechanických vlastností vybraných druhů ocelí Jakub Kabeláč Bakalářská práce 211 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské
Hodnocení mechanických vlastností vybraných druhů ocelí Jakub Kabeláč Bakalářská práce 211 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské
22. 24. 5. 2007, Hradec nad Moravicí CHOVÁNÍ OCELI T23 PŘI DLOUHODOBÉM ÚČINKU TEPLOTY BEHAVIOUR OF STEEL T23 AFTER LONG-TIME TEMPERATURE EFFECT
 CHOVÁNÍ OCELI T23 PŘI DLOUHODOBÉM ÚČINKU TEPLOTY BEHAVIOUR OF STEEL T23 AFTER LONG-TIME TEMPERATURE EFFECT Jiří Kudrman Jindřich Douda Marie Svobodová UJP PRAHA a.s.nad Kamínkou 1345, 156 10 Praha-Zbraslav
CHOVÁNÍ OCELI T23 PŘI DLOUHODOBÉM ÚČINKU TEPLOTY BEHAVIOUR OF STEEL T23 AFTER LONG-TIME TEMPERATURE EFFECT Jiří Kudrman Jindřich Douda Marie Svobodová UJP PRAHA a.s.nad Kamínkou 1345, 156 10 Praha-Zbraslav
ČESKÁ TECHNICKÁ NORMA
 ČESKÁ TECHNICKÁ NORMA ICS 25.160.20 2000 Svařovací materiály - Drátové elektrody, dráty a tyčinky pro obloukové svařování vysokopevnostních ocelí tavící se elektrodou v ochranném plynu a jejich svarové
ČESKÁ TECHNICKÁ NORMA ICS 25.160.20 2000 Svařovací materiály - Drátové elektrody, dráty a tyčinky pro obloukové svařování vysokopevnostních ocelí tavící se elektrodou v ochranném plynu a jejich svarové
MODERNÍ MATERIÁLY A TECHNOLOGIE PRO VÝROBU ZAŘÍZENÍ URČENÝCH K PRÁCI V KOROZIVNÍM PROSTŘEDÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI OCELI PRO ŽELEZNICNÍ KOLA THE INFLUENCE OF HEAT TREATENT ON THE PROPPERTIES OF STEEL FOR RAILWAY WHEELS
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI OCELI PRO ŽELEZNICNÍ KOLA THE INFLUENCE OF HEAT TREATENT ON THE PROPPERTIES OF STEEL FOR RAILWAY WHEELS Rudolf Foret a Petr Matušek b a FSI-VUT v Brne,Technická
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI OCELI PRO ŽELEZNICNÍ KOLA THE INFLUENCE OF HEAT TREATENT ON THE PROPPERTIES OF STEEL FOR RAILWAY WHEELS Rudolf Foret a Petr Matušek b a FSI-VUT v Brne,Technická
THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI
 THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI Votava J., Černý M. Ústav techniky a automobilové dopravy, Agronomická fakulta,
THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI Votava J., Černý M. Ústav techniky a automobilové dopravy, Agronomická fakulta,
Základy úspěšného svařování ocelových konstrukcí z VP ocelí
 Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
T E C H N I C K Á U N I V E R Z I T A V L I B E R C I
 T E C H N I C K Á U N I V E R Z I T A V L I B E R C I Fakulta strojní Katedra strojírenské technologie Jan Vytlačil Vypracování metodiky zjišťování zbytkové deformace výlisku z pevnostních plechů Diplomová
T E C H N I C K Á U N I V E R Z I T A V L I B E R C I Fakulta strojní Katedra strojírenské technologie Jan Vytlačil Vypracování metodiky zjišťování zbytkové deformace výlisku z pevnostních plechů Diplomová
RENOVACE NÁSTROJOVÝCH OCELÍ PRO TVÁŘENÍ ZA STUDENA
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY RENOVACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY RENOVACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
Popouštění ocelí. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Popouštění ocelí Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Základní schema popouštění Precipitace uhlíku Do 100 o C - počátek
Popouštění ocelí Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Základní schema popouštění Precipitace uhlíku Do 100 o C - počátek
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2010 PETR DOSKOČIL Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Tepelné zpracování oceli Bakalářská
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2010 PETR DOSKOČIL Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Tepelné zpracování oceli Bakalářská
VLIV MIKROLEGUJÍCÍCH PRVKŮ A PARAMETRŮ TEPELNÉHO ZPRACOVÁNÍ NA MECHANICKÉ VLASTNOSTI PLECHŮ JAKOSTI P 460N
 VLIV MIKROLEGUJÍCÍCH PRVKŮ A PARAMETRŮ TEPELNÉHO ZPRACOVÁNÍ NA MECHANICKÉ VLASTNOSTI PLECHŮ JAKOSTI P 460N THE EFFECT OF MICROALLOYING ELEMENTS AND HEAT TREATMENT PARAMETERS ON MECHANICAL PROPERTIES OF
VLIV MIKROLEGUJÍCÍCH PRVKŮ A PARAMETRŮ TEPELNÉHO ZPRACOVÁNÍ NA MECHANICKÉ VLASTNOSTI PLECHŮ JAKOSTI P 460N THE EFFECT OF MICROALLOYING ELEMENTS AND HEAT TREATMENT PARAMETERS ON MECHANICAL PROPERTIES OF
www.ocel.cz UZAVŘENÉ ČTYŘHRANNÉ OCELOVÉ PROFILY RHS PARTNER PRO VÁŠ ÚSPĚCH
 www.ocel.cz UZAVŘENÉ ČTYŘHRANNÉ OCELOVÉ PROFILY RHS PARTNER PRO VÁŠ ÚSPĚCH Základním zaměřením společnosti, s. r. o. je skladování a prodej uzavřených ocelových profilů, silnostěnných bezešvých a svařovaných
www.ocel.cz UZAVŘENÉ ČTYŘHRANNÉ OCELOVÉ PROFILY RHS PARTNER PRO VÁŠ ÚSPĚCH Základním zaměřením společnosti, s. r. o. je skladování a prodej uzavřených ocelových profilů, silnostěnných bezešvých a svařovaných
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, 430 01 Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB
 Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
V průmyslu nejužívanější technickou slitinou je ta, ve které převládá železo. Je to slitina železa s uhlíkem a jinými prvky, jenž se nazývají legury.
 3. TECHNICKÉ SLITINY ŽELEZA - rozdělení (oceli, litiny-šedá, tvárná, temperovaná) výroba, vlastnosti a použití - značení dle ČSN - perspektivní materiály V průmyslu nejužívanější technickou slitinou je
3. TECHNICKÉ SLITINY ŽELEZA - rozdělení (oceli, litiny-šedá, tvárná, temperovaná) výroba, vlastnosti a použití - značení dle ČSN - perspektivní materiály V průmyslu nejužívanější technickou slitinou je
PEVNOSTNÍ MATERIÁLY V KAROSÉRII
 METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
METODY TVÁŘENÍ KOVŦ A PLASTŦ PEVNOSTNÍ MATERIÁLY V KAROSÉRII Důvody použití pevnostních materiálů: v současné době je snaha výrobců automobilů o zvýšení pasivní bezpečnosti (zvýšení tuhosti karoserie)
ROZBOR HOMOGENNÍHO SVAROVÉHO SPOJE SUPERMARTENZITICKÉ OCELI TYPU 13Cr6Ni2,5Mo
 ROZBOR HOMOGENNÍHO SVAROVÉHO SPOJE SUPERMARTENZITICKÉ OCELI TYPU 13Cr6Ni2,5Mo Gabriela Rožnovská - Vlastimil Vodárek - Magdaléna Šmátralová - Jana Kosňovská Vítkovice Výzkum a vývoj, spol. s r. o., Pohraniční
ROZBOR HOMOGENNÍHO SVAROVÉHO SPOJE SUPERMARTENZITICKÉ OCELI TYPU 13Cr6Ni2,5Mo Gabriela Rožnovská - Vlastimil Vodárek - Magdaléna Šmátralová - Jana Kosňovská Vítkovice Výzkum a vývoj, spol. s r. o., Pohraniční
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů
 Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
VLIV NANOČÁSTIC NA ŽÁROPEVNÉ VLASTNOSTI PROGRESIVNÍCH ŽÁROPEVNÝCH FERITICKÝCH OCELÍ
 VLIV NANOČÁSTIC NA ŽÁROPEVNÉ VLASTNOSTI PROGRESIVNÍCH ŽÁROPEVNÝCH FERITICKÝCH OCELÍ THE ROLE OF NANOPARTICLES ON THE CREEP PROPERTIES OF ADVANCED CREEP RESISTANT FERRITIC STEELS Václav Foldyna a Martin
VLIV NANOČÁSTIC NA ŽÁROPEVNÉ VLASTNOSTI PROGRESIVNÍCH ŽÁROPEVNÝCH FERITICKÝCH OCELÍ THE ROLE OF NANOPARTICLES ON THE CREEP PROPERTIES OF ADVANCED CREEP RESISTANT FERRITIC STEELS Václav Foldyna a Martin
VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Vliv tepelného zpracování na vlastnosti svarových spojů modifikované 9% Cr oceli Effect of Heat Treatment on the Properties
VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Vliv tepelného zpracování na vlastnosti svarových spojů modifikované 9% Cr oceli Effect of Heat Treatment on the Properties
X X X X X X X X X.Y---------- prevedenie zámku kružku
 Číslování výkresů PK 5.1 Tvorba čísla výkresu PK a autodílů Číslo výkresu PK a autodílu má toto základní schéma: X X X X X X X X X.Y---------- prevedenie zámku kružku pořadové číslo výška PK (autodílu)
Číslování výkresů PK 5.1 Tvorba čísla výkresu PK a autodílů Číslo výkresu PK a autodílu má toto základní schéma: X X X X X X X X X.Y---------- prevedenie zámku kružku pořadové číslo výška PK (autodílu)
S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í
 S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í WELDING OF R E I N F O R C I N G S T E E L ECONOMICAL SOLUTION J IŘÍ ŠMEJKAL, J AROSLAV PROCHÁZKA Předpisy a podmínky pro vytvoření hospodárného plnohodnotného
S VAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE HOSPODÁRNÉ Ř E Š E N Í WELDING OF R E I N F O R C I N G S T E E L ECONOMICAL SOLUTION J IŘÍ ŠMEJKAL, J AROSLAV PROCHÁZKA Předpisy a podmínky pro vytvoření hospodárného plnohodnotného
STRUKTURNÍ A FÁZOVÁ ANALÝZA OCELI T23 STRUCTURE AND PHASE ANALYSIS OF T23 STEEL
 STRUKTURNÍ A FÁZOVÁ ANALÝZA OCELI T23 STRUCTURE AND PHASE ANALYSIS OF T23 STEEL Marie Svobodová a,b Jindřich Douda b František Hnilica b Josef Čmakal b Jiří Dubský c a KMAT FJFI ČVUT, Trojanova 13, 120
STRUKTURNÍ A FÁZOVÁ ANALÝZA OCELI T23 STRUCTURE AND PHASE ANALYSIS OF T23 STEEL Marie Svobodová a,b Jindřich Douda b František Hnilica b Josef Čmakal b Jiří Dubský c a KMAT FJFI ČVUT, Trojanova 13, 120
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Detektivem při vypracování bakalářské práce.
 Detektivem při vypracování bakalářské práce. Kuksenko Yana Ing. Jana Sobotová, Ph.D. Abstrakt Výsledky bakalářské práce na téma Vliv kalicího média na užitné vlastnosti nástrojové oceli X210Cr12 jsou určeny
Detektivem při vypracování bakalářské práce. Kuksenko Yana Ing. Jana Sobotová, Ph.D. Abstrakt Výsledky bakalářské práce na téma Vliv kalicího média na užitné vlastnosti nástrojové oceli X210Cr12 jsou určeny
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010
 KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010 Tomáš Drexler, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Cílem této práce
KONSTRUKČNÍ NÁVRH HYDRAULICKÉHO LISOVACÍHO ZAŘÍZENÍ PRO VÝUKOVÉ ÚČELY SVOČ FST 20010 Tomáš Drexler, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Cílem této práce
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Precipitace sekundárních fází v ocelích obsahujících 2 až 3,5%Cr s ohledem na strukturní stabilitu a žárupevnost
 Precipitace sekundárních fází v ocelích obsahujících 2 až 3,5%Cr s ohledem na strukturní stabilitu a žárupevnost V.Foldyna*, A.Jakobová*, V.Vodárek**, M.Filip**, Z.Kuboň** * Ostrava, Česká republika **
Precipitace sekundárních fází v ocelích obsahujících 2 až 3,5%Cr s ohledem na strukturní stabilitu a žárupevnost V.Foldyna*, A.Jakobová*, V.Vodárek**, M.Filip**, Z.Kuboň** * Ostrava, Česká republika **
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ VLIV TEPELNÉHO ZPRACOVÁNÍ NA STRUKTURU A MECHANICKÉ VLASTNOSTI NÁSTROJOVÝCH OCELÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUE OF MATERIALS SCIENCE AND ENGINEERING
Žáropevné oceli pro energetiku a jejich degradace
 pro energetiku a jejich degradace JuveMatter 2011 Konference aplikovaného materiálového výzkumu 6. 9. 5. 2011, Jáchymov pro energetiku a jejich degradace Marie Svobodová 1 pro energetiku a jejich degradace
pro energetiku a jejich degradace JuveMatter 2011 Konference aplikovaného materiálového výzkumu 6. 9. 5. 2011, Jáchymov pro energetiku a jejich degradace Marie Svobodová 1 pro energetiku a jejich degradace
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
VLIV OBSAHU HLINÍKU NA VLASTNOSTI HOŘČÍKOVÝCH SLITIN PŘI ODLÉVÁNÍ DO BENTONITOVÝCH A FURANOVÝCH FOREM
 VLIV OBSAHU HLINÍKU NA VLASTNOSTI HOŘČÍKOVÝCH SLITIN PŘI ODLÉVÁNÍ DO BENTONITOVÝCH A FURANOVÝCH FOREM INFLUENCE OF ALUMINIUM CONTENT ON BEHAVIOUR OF MAGNESIUM CAST ALLOYS IN BENTONITE AND FURAN SAND MOULD
VLIV OBSAHU HLINÍKU NA VLASTNOSTI HOŘČÍKOVÝCH SLITIN PŘI ODLÉVÁNÍ DO BENTONITOVÝCH A FURANOVÝCH FOREM INFLUENCE OF ALUMINIUM CONTENT ON BEHAVIOUR OF MAGNESIUM CAST ALLOYS IN BENTONITE AND FURAN SAND MOULD
HAIGHŮV DIAGRAM VYBRANÉ PRUŽINOVÉ OCELI HAIGH DIAGRAM OF SELECTED SPRING STEEL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou