TOLERANCE A LÍCOVÁNÍ
|
|
|
- Marek Holub
- před 6 lety
- Počet zobrazení:
Transkript
1 TOLERANCE A LÍCOVÁNÍ

2 Zdůvodnění - TOLEROVÁNÍ rozměry součástí předepsány kótami žádný rozměr nelze při výrobě ani měření dodržet s absolutní přesností = určitá smluvená nepřesnost předepsaných rozměrů = tolerance

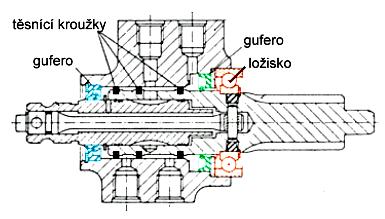
3 Zdůvodnění - LÍCOVÁNÍ vzájemný vztah mezi dvěma součástmi, které jsou v sobě uloženy či spojeny určuje lícování např. spojení hřídel - ložisko, ozubené kolo

4 Posilovač řízení video

5 Otázka máme vymezit nepřesnost průměru a délky válcové součásti rozhodněte, zda se jedná o lícování nebo tolerování rozměrů?

6 Odpověď vymezuje-li se nepřesnost průměru či délky, jedná se o tolerování rozměrů JSTE SKVĚLÍ!!!

7 DMR HMR hmr dmr t T Mezní rozměry součást s otvorem hřídel
8 Mezní rozměry horní mezní rozměr (HMR, hmr) největší dovolený rozměr součásti dolní mezní rozměr (DMR, dmr) nejmenší dovolený rozměr součásti tolerance (T, t) - rozdíl mezi horním a dolním mezním rozměrem součásti - tj. celý rozsah dovolené nepřesnosti
9 DMR HMR JMR hmr dmr t T DMR HMR dmr dmr T t Schéma
10 Otázka Zakreslete schéma s dolním mezním rozměrem díry DMR = 30, 525 mm a velikost tolerance T = 35 μm (tj. 0,035 mm) Měřená díra má skutečný rozměr 30, 555 mm. Je tato díra vyrobena v požadované toleranci?


11 30,525 30,560 30,555 0,035 Odpověď otvor měřící 30,555 mm je vyroben v toleranci skutečný rozměr DMR 30,525 mm T.0,035 mm HMR 30,560 mm skutečný rozměr musí ležet mezi DMR a HMR
12 Informace zmetek - výrobek se už nedá opravit (vyrobíme větší díru než má být) vadný výrobek - nevyhovuje předepsaným rozměrům, ale dá se opravit (díra vyvrtaná menší než má být, další operací je zvětšená na správný rozměr) Zjistěte, zda je vyhovující součást, jejíž skutečná délka měří 25,01 m, je-li horní mezní rozměr součásti 25,10 m při stanovené toleranci 10 mm?
13 Otázka Zjistěte, zda je vyhovující součást, jejíž skutečná délka měří 25,01 m, je-li horní mezní rozměr součásti 25,10 m při stanovené toleranci 10 mm?


14 Odpověď horní mezní rozměr..25,100 m tolerance - 0,010 m (tj.10mm) dolní mezní rozměr..25,090 m součást měří 25,010 m - je menší než dmr o 80 mm = součást je zmetek
15 Informace jmenovitý rozměr - rozměr uvedený na výkrese součásti úchylka - rozdíl mezi mezním a jmenovitým rozměrem horní úchylka ES (díra) es (hřídel) dolní úchylka.ei (díra) ei (hřídel) nulová čára - základní čára příslušející jmenovitému rozměru
16 DMR HMR JMR ei EI hmr dmr t T ES es Schéma nulová čára hřídel součást s otvorem
17 Otázka Je tolerance rozdíl mezi horním a dolním mezním rozměrem? Odpověď doložte výpočtem dané hodnoty: HMR = 30, 560 mm DMR = 30, 525 mm
18 30,525 30,560 0,035 Odpověď tolerance je rozdíl mezi HMR a DMR HMR DMR = T 30, , 525 = 0, 035 T = 0, 035
19 Toleranční pole plocha obdélníku, jehož vodorovné strany příslušejí - horní ES (es) a dolní EI (ei) mezní úchylce - výška udává velikost tolerance T (t) (šířka obdélníku je volná) poloha tolerančního pole vzhledem k nulové čáře je přesně určena

20 Poloha tol. pole díry a hřídele
21 Toleranční stupeň udává velikost tolerančního pole pro daný rozměr soustava tolerancí a uložení ISO stanovuje 20 tolerančních stupňů označení IT01, IT0, IT1, IT2 IT18 běžné použití - toleranční stupně (IT1 až IT18)
 přesné a všeobecné")
 stanovení mezních úchylek")
22 Oblast použití jednotlivých tolerancí soustavy ISO IT (01 až 6) výroba kalibrů a měřidel IT(5 až 12) přesné a všeobecné strojírenství IT(11 až 16) výroba polotovarů IT(16 až 18) pro konstrukce IT(11 až 18) stanovení mezních úchylek netolerovaných rozměrů

23 Uložení udává vzájemný vztah dvou strojních součástí rozlišujeme 3 základní typy uložení uložení s vůlí uložení s přesahem uložení přechodné
24 DMR HMR hmr dmr t T Uložení s vůlí uložení zajišťující vždy vůli mezi dírou a hřídelem po spojení v max v min v vůle součást s otvorem hřídel
25 Výpočet vůle vůle - v - rozdíl mezi skutečným rozměrem díry a hřídelem, je-li hřídel menší než díra vůle minimální - v min = DMR - hmr - rozdíl mezi nejmenším rozměrem díry a největším rozměrem hřídele vůle maximální - v max = HMR - dmr - rozdíl mezi největším rozměrem díry a nejmenším rozměrem hřídele
26 DMR HMR T hmr dmr t Uložení s přesahem uložení zajišťující vždy přesah mezi dírou a hřídelem po spojení p min p max součást s otvorem hřídel
27 Uložení s přesahem přesah - p - rozdíl mezi skutečným rozměrem díry a hřídelem, je-li hřídel větší než díra přesah minimální - p min = dmr - HMR - rozdíl mezi nejmenším rozměrem hřídele a největším rozměrem díry přesah maximální - p max = hmr - DMR - rozdíl mezi největším rozměrem hřídele a nejmenším rozměrem díry
28 DMR HMR T Uložení přechodné uložení zajišťující po spojení mezi dírou a hřídelem přesah či vůli v max hmr dmr t p max součást s otvorem hřídel
29 Uložení přechodné ve spojení se může vyskytnout jak vůle, tak i přesah toleranční pole díry a hřídele se částečně, nebo úplně překrývají přesah maximální - p max = hmr - DMR - rozdíl mezi největším rozměrem hřídele a nejmenším rozměrem díry vůle maximální - v max = HMR - dmr - rozdíl mezi největším rozměrem díry a nejmenším rozměrem hřídele
30 Uložení hybné nehybné přechodné
31 Otázka zakreslete schéma uložení pro dané hodnoty: JMR = 30 mm, ES = 60 μm, EI = 25 μm, es = 20 μm, ei = 2 μm určete druh uložení mezní rozměry a tolerance díry i hřídele vůle či přesahy
32 30, , 060 0, 035 Odpověď - schéma v max = 0, 058 mm v min = 0, 005 mm 0, 060 0, 025 díra v max v min 0, 020 0, 002 hřídel 30,020 30, 002 0, 018
33 Odpověď HMR = JMR + ES = 30, , 060 = 30, 060 DMR = JMR + EI = 30, , 025 = 30, 025 T = HMR - DMR = 30, , 025 = 0, 035 hmr = jmr + es = 30, , 020 = 30, 020 dmr = jmr + ei = 30, , 002 = 30, 002 t = hmr - dmr = 30, , 002 = 0, 018 v min = DMR - hmr = 30, , 020 = 0, 005 v max = HMR - dmr = 30, , 002 = 0, 058 uložení hybné (s vůlí), jednotky (mm)
34 Otázka proveďte náčrt, rozbor a určete druh uložení z mezních rozměrů: hřídel ø 53, 018 a ø 52, 988 díry ø 53, 046 a ø 53, 000

35 Rozbor HMR = JMR + ES = ES = HMR JMR ES = 53, , 000 = 0, 046 DMR = JMR + EI = EI = DMR JMR EI = 53, , 000 = 0, 000 T = HMR - DMR = 53, , 000= 0, 046 hmr = jmr + es = es = hmr jmr es = 53, , 000 = 0, 018 dmr = jmr + ei = ei = dmr jmr ei = 52, , 000 = - 0, 012 t = hmr - dmr = 53, , 988 = 0, 030 jednotky (mm)
36 ø 53, 000 0, 058 0, 018 Odpověď zjednodušené schéma 0, 046 0, 000 0, 018-0, 012 vůle max = 0, 058 mm přesah max = 0, 018 mm uložení přechodné
37 Otázka mezní rozměry hřídele ø 35, 756 mm, ø 35, 729 mm mezní rozměry díry ø 35, 720 mm, ø 35, 636 mm proveďte náčrt, rozbor a rozhodněte, zda se jedná o uložení: hybné, přechodné či nehybné
38 Rozbor hmr = jmr + es = es = hmr jmr es = 35, , 700 = 0, 056 dmr = jmr + ei = ei = dmr jmr ei = 35, , 700 = 0, 039 t = hmr - dmr = 35, ,739 = 0, 027 HMR = JMR + ES = ES = HMR JMR ES = 35, , 700 = 0, 020 DMR = JMR + EI = EI = DMR JMR EI = 35, , 700 = - 0, 064 T = HMR - DMR = 35, , 636 = 0, 084 jednotky (mm)
39 jmr = 35, 700 0, 120 0, 009 Odpověď 0, 056 0, 020 0, 029-0, 064 přesah max = 0, 120 mm přesah min = 0, 009 mm uložení nehybné
40 Pamatuj - čtení kót ø135 H6 ø = válcová díra 135 = jmenovitý rozměr (mm) H = poloha tolerančního pole díry (velké písmeno) 6 = stupeň přesnosti ø135 m7..ø = válcová hřídel 135 = jmenovitý rozměr (mm) m = poloha tolerančního pole hřídele (malé písmeno) 7 = stupeň přesnosti
41 jmr Praktické zobrazení tolerančních polí obrazy tolerančních polí kresleny v relativních vzájemných proporcích a s relativním umístěním vůči nulové čáře ES pmax p min es ei 0 EI
42 Stupně přesnosti relativní velikost tolerančních polí v závislosti na stupni přesnosti IT
43 Příklad vyhledejte v tabulce číselných hodnot tolerancí správné úchylky a doplňte mezní rozměry ø 32 H9 ø 32 H3 ø 32 H15 ø 32 H11 ø 32 H8 ø 32 H5

44 Řešení tolerovaný rozměr horní mezní rozměr dolní mezní rozměr ø 32 H9 ø 32, 062 ø 32, 000 ø 32 H3 ø 32, 004 ø 32, 000 ø 32 H15 ø 33, 000 ø 32, 000 ø 32 H11 ø 32, 160 ø 32, 000 ø 32 H8 ø 32, 039 ø 32, 000 ø 32 H5 ø 32, 011 ø 32, 000
45 Lícovací soustavy obvykle se používají dvě soustavy 1. soustava jednotné díry 2. soustava jednotného hřídele v praxi nejčastěji soustava jednotné díry - zhotovení přesných hřídelů je výrobně snažší než zhotovení děr
46 Soustava jednotné díry vždy volena poloha tolerančního pole díry H (základní úchylka EI = 0) k danému tolerančnímu poli díry H přiřazena různá toleranční pole hřídelů možná uložení s vůlí, přesahem i přechodná uložení přechodné uložení smykové uložení hybné uložení nehybné H 0
47 Soustava jednotného hřídele vždy volena poloha tolerančního pole hřídele h (základní úchylka es = 0) k danému tolerančnímu poli hřídele h přiřazena různá toleranční pole děr možná uložení s vůlí, přesahem i přechodná uložení přechodné h uložení nehybné 0 uložení hybné uložení smykové
48 Příklad stanovte soustavu jednotného hřídele či díry dle daného zadání ø 40 H7/k6, ø 25 F8/h7, ø 32 G6/h8 ø 56 H9/m10, ø 110 E5/h6, ø 24 H6/p6

49 Řešení soustava jednotné díry - ø 40 H7/k6, ø 56 H9/m10, ø 24 H6/p6 soustava jednotného hřídele - ø 25 F8/h7, ø 32 G6/h8, ø 110 E5/h6
50 Příklad určování hodnot ze Strojnických tabulek pro tolerované hodnoty stanovte a) úchylky b) mezní rozměry c) velikost tolerance ø 110 f7, ø 28 H5, ø 56 m6, ø 12 H7, ø 42 k6, ø 24 e8, ø 8 H6, ø 9 h8
 109, 964 109, 929 28, 009 28, 000 56, 030 56, 011 12, 018 12, 000 42, 018 42, 002 23,960 23, 927 8, 009 8, 000 9, 000 8, 978 tolerance (mm) 0,")
51 tolerovaný rozměr úchylky (mm) ES, EI, es, ei ø 110 f7-0, 036-0, 071 ø 28 H5 + 0, 009 0, 000 ø 56 m6 + 0, , 011 ø 12 H7 + 0, 018 0, 000 ø 42 k6 + 0, , 002 ø 24 e8-0, 040-0, 073 ø 8 H6 + 0, 009 0, 000 ø 9 h8 0, 000-0, 022 mezní rozměry (mm) 109, , , , , , , , , , ,960 23, 927 8, 009 8, 000 9, 000 8, 978 tolerance (mm) 0, 035 0, 009 0, 019 0, 018 0, 016 0, 033 0, 009 0, 022
52 Příklad stanovte pro dané uložení ø 32 H7/n6 1) jmenovitý rozměr 2) úchylky ES, EI, es, ei (mm) 3) mezní rozměry 4) velikost tolerance 5) schéma tolerančních polí 6) vzájemný vztah díry a hřídele 7) druh uložení
53 Řešení 1) jmenovitý rozměr JMR = ø 32 mm 2) úchylky ES = + 0, 025 mm; EI = 0, 000 es = + 0, 033 mm; ei = + 0, 017mm 3) mezní rozměry HMR = 32, 025 mm; DMR = 32, 000 mm hmr = 32, 033 mm; dmr = 32, 017 mm 4) velikost tolerance T = 0, 025 mm; t = 0, 016 mm
54 ø 32, 000 0, 025 0, 008 0, 016 0, 033 Řešení 5) schéma tolerančních polí + 0, , 025 0, , 017 vůle max = 0,008 mm přesah max = 0,033 mm
55 Řešení 6) vzájemný vztah díry a hřídele vůle max = 0, 008 mm přesah max = 0, 033 mm 7) druh uložení uložení přechodné
56 Zdroje javvi.webzdarma.cz Úvod do lícování - V. Dolejš
T = HMR DMR T = ES - EI
 Tolerování rozměrů Skutečné rozměry vyrobené součásti se vždy liší od jmenovitých rozměrů udaných na výkrese kótami. Aby bylo dosaženo souladu mezi požadavky konstrukce a výrobou, zavádí se tolerování
Tolerování rozměrů Skutečné rozměry vyrobené součásti se vždy liší od jmenovitých rozměrů udaných na výkrese kótami. Aby bylo dosaženo souladu mezi požadavky konstrukce a výrobou, zavádí se tolerování
Tolerování rozměrů, základní pojmy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Tolerování rozměrů Tolerování rozměrů, základní pojmy Při výrobě součástí vznikají nepřesnosti způsobené zvolenou
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Tolerování rozměrů Tolerování rozměrů, základní pojmy Při výrobě součástí vznikají nepřesnosti způsobené zvolenou
Tolerují se tzv. funkční rozměry, tzn. rozměry součásti, které jsou důležité z hlediska funkce součásti.
 Tolerování těles Obsah: 1. Co je to tolerování? 2. Které rozměry se tolerují? 3. Rozměry funkční a nefunkční (volné) 4. Základní pojmy tolerování 5. Předepisování odchylek dle polohy tolerančního pole
Tolerování těles Obsah: 1. Co je to tolerování? 2. Které rozměry se tolerují? 3. Rozměry funkční a nefunkční (volné) 4. Základní pojmy tolerování 5. Předepisování odchylek dle polohy tolerančního pole
Technická dokumentace
 Technická dokumentace Obor studia: 23-45-L / 1 Mechanik seřizovač VY_32_inovace_FREI15 : Základní pojmy lícování, lícovací soustavy Datum vypracování: 1.1.213 Vypracoval: Ing. Bohumil Freisleben Motto:
Technická dokumentace Obor studia: 23-45-L / 1 Mechanik seřizovač VY_32_inovace_FREI15 : Základní pojmy lícování, lícovací soustavy Datum vypracování: 1.1.213 Vypracoval: Ing. Bohumil Freisleben Motto:
Definice tolerování. Technická dokumentace Ing. Lukáš Procházka
 Technická kumentace Ing. Lukáš Procházka Téma: tolerování rozměrů, uložení 1) Definice tolerování 2) Všeobecné tolerance 3) Zapisování tolerancí na výkresech 4) Soustavy uložení Definice tolerování - rozměry
Technická kumentace Ing. Lukáš Procházka Téma: tolerování rozměrů, uložení 1) Definice tolerování 2) Všeobecné tolerance 3) Zapisování tolerancí na výkresech 4) Soustavy uložení Definice tolerování - rozměry
V OBRAZOVÉ DOKUMENTACI KVALITATIVNÍ PARAMETRY. Úchylky geometrického tvaru. Úchylky geometrické polohy. Tolerování a lícování rozměrů
 KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
Předepisování rozměrů a kreslení strojních součástí lekce IV - str
 Předepisování rozměrů a kreslení strojních součástí lekce IV - str.118-199 Lícování, zobrazování součástí 1 Obsah lekce IV. 1. Předepisování přesnosti rozměrů, tvaru a polohy Tolerování rozměrů, základní
Předepisování rozměrů a kreslení strojních součástí lekce IV - str.118-199 Lícování, zobrazování součástí 1 Obsah lekce IV. 1. Předepisování přesnosti rozměrů, tvaru a polohy Tolerování rozměrů, základní
VÝPOČET TOLEROVANÝCH ROZMĚRŮ
 VÝPOČET TOLEROVANÝCH ROZMĚRŮ OBSAH ZADÁNÍ ÚLOHY... 2 ŘEŠENÍ ÚLOHY... 2 Uložení s vůlí.... 2 Výpočet:...4 Uložení s přesahem.... 5 Výpočet:...5 Uložení přechodné... 6 Výpočet:...7 ŘEŠENÍ ÚLOHY... 8 LITERATURA...
VÝPOČET TOLEROVANÝCH ROZMĚRŮ OBSAH ZADÁNÍ ÚLOHY... 2 ŘEŠENÍ ÚLOHY... 2 Uložení s vůlí.... 2 Výpočet:...4 Uložení s přesahem.... 5 Výpočet:...5 Uložení přechodné... 6 Výpočet:...7 ŘEŠENÍ ÚLOHY... 8 LITERATURA...
Technická dokumentace
 Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI16 : Předepisování přesnosti rozměrů Datum vypracování: 17.01.2013 Vypracoval: Ing. Bohumil Freisleben Motto: přesnost
Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI16 : Předepisování přesnosti rozměrů Datum vypracování: 17.01.2013 Vypracoval: Ing. Bohumil Freisleben Motto: přesnost
Technická dokumentace
 Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI19 : předepsané tolerance, podmínky kontroly tolerancí Datum vypracování: 04.02.2013 Vypracoval: Ing. Bohumil Freisleben
Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI19 : předepsané tolerance, podmínky kontroly tolerancí Datum vypracování: 04.02.2013 Vypracoval: Ing. Bohumil Freisleben
12.5 Uložení příklady
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY
 UNIVERZITA PALACKÉHO PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY Sylabus cvičení do předmětu: Technická grafika PhDr. MILAN KLEMENT, Ph.D. OLOMOUC 2005 PhDr. Milan Klement, Ph.D. Technická
UNIVERZITA PALACKÉHO PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY Sylabus cvičení do předmětu: Technická grafika PhDr. MILAN KLEMENT, Ph.D. OLOMOUC 2005 PhDr. Milan Klement, Ph.D. Technická
Příprava k závěrečnému testu z TD. Opakovací test
 Opakovací test 1. Výkres nakreslený s užitím kreslících pomůcek, v normalizovaném měřítku a podle platných technických norem nazýváme: a) Snímek b) Originál c) Náčrt d) Normalizovaný 2. Výkres nakreslený
Opakovací test 1. Výkres nakreslený s užitím kreslících pomůcek, v normalizovaném měřítku a podle platných technických norem nazýváme: a) Snímek b) Originál c) Náčrt d) Normalizovaný 2. Výkres nakreslený
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
VŠB TU OSTRAVA, Fakulta bezpečnostního inženýrství Rozměrová a tvarová přesnost, přesnost polohy, drsnost povrchu
 VŠB TU OSTRAVA, Fakulta bezpečnostního inženýrství Rozměrová a tvarová přesnost, přesnost polohy, drsnost povrchu Ing. Eva Veličková Obsah: 1. Rozměrová a tvarová přesnost, přesnost polohy, montáž....
VŠB TU OSTRAVA, Fakulta bezpečnostního inženýrství Rozměrová a tvarová přesnost, přesnost polohy, drsnost povrchu Ing. Eva Veličková Obsah: 1. Rozměrová a tvarová přesnost, přesnost polohy, montáž....
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků.
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků. Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků. Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Správné čtení výkresové dokumentace pro strojní mechaniky
 STUDIJNÍ MATERIÁLY Správné čtení výkresové dokumentace pro strojní mechaniky Autor: Ing. Ivana Horáková Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
STUDIJNÍ MATERIÁLY Správné čtení výkresové dokumentace pro strojní mechaniky Autor: Ing. Ivana Horáková Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1
 VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
Kontrola uložení pístního čepu měření mikrometrem a subitem
 Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
FUNKCE A ZAMĚNITELNOST STROJNÍCH SOUČÁSTÍ
 FUNKCE A ZAMĚNITELNOST STROJNÍCH SOUČÁSTÍ Úplnou zaměnitelnost součástí zajišťují tři druhy přesností: +0,1 rozměrová (H7/f7, H7/r6, 0, ±0,1) geometrická ( ) struktura povrchu ( ) Funkce: kladka se odvaluje
FUNKCE A ZAMĚNITELNOST STROJNÍCH SOUČÁSTÍ Úplnou zaměnitelnost součástí zajišťují tři druhy přesností: +0,1 rozměrová (H7/f7, H7/r6, 0, ±0,1) geometrická ( ) struktura povrchu ( ) Funkce: kladka se odvaluje
Současné možnosti využití technických norem lícování
 Současné možnosti využití technických norem lícování Vypracoval: Ing. SKOPAL Jaroslav, CSc., ČVUT Fakulta strojní Ústav strojírenské technologie Agentura ČAS 2018 Tento dokument může být bezplatně šířen
Současné možnosti využití technických norem lícování Vypracoval: Ing. SKOPAL Jaroslav, CSc., ČVUT Fakulta strojní Ústav strojírenské technologie Agentura ČAS 2018 Tento dokument může být bezplatně šířen
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ VÝROBNÍ VÝKRESY (POPISOVÉ POLE)
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ VÝROBNÍ VÝKRESY (POPISOVÉ POLE)
OBSAH. Úvod Mezinárodní technická normalizace
 OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
Členění podle 505 o metrologii
 Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ PRAVIDLA PRO KÓTOVÁNÍ SOUČÁSTÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ PRAVIDLA PRO KÓTOVÁNÍ SOUČÁSTÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ VÝROBNÍ VÝKRESY (POPISOVÉ POLE)
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ VÝROBNÍ VÝKRESY (POPISOVÉ POLE)
GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST
 GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST Přesnost Tvaru Orientace Umístění Házení Např.: n ěče h o v ů či n ě če m u Jeden prvek Dva a více prvků * základna nemusí být vždy požadována Toleranční pole
GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST Přesnost Tvaru Orientace Umístění Házení Např.: n ěče h o v ů či n ě če m u Jeden prvek Dva a více prvků * základna nemusí být vždy požadována Toleranční pole
U Ústav technologie obrábění, projektování a metrologie
 U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I K A _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I K A _ P W P Název školy: Číslo a název projektu: Číslo
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
OVMT Komparační měření Měření s převodem elektrickým
 Komparační měření Měření s převodem elektrickým Měření s převodem elektrickým patří mezi komparační metody měření (porovnávací měření). Rozdělení komparačních metod: 1. Měření s převodem pneumatickým 2.
Komparační měření Měření s převodem elektrickým Měření s převodem elektrickým patří mezi komparační metody měření (porovnávací měření). Rozdělení komparačních metod: 1. Měření s převodem pneumatickým 2.
Kontrola a měření. 1. Základy metrologie, jednotky SI
 Kontrola a měření Obsah: 1. Základy metrologie, jednotky SI 2. Teorie chyb 3. Lícovací soustava 4. Statistická měření 5. Měření délek 6. Měření úhlů 7. Kontrola jakosti povrchu 8. Zkoušky bez porušení
Kontrola a měření Obsah: 1. Základy metrologie, jednotky SI 2. Teorie chyb 3. Lícovací soustava 4. Statistická měření 5. Měření délek 6. Měření úhlů 7. Kontrola jakosti povrchu 8. Zkoušky bez porušení
Technická dokumentace
 Technická dokumentace VY_32_inovace_FREI21 : Zásady kreslení závitů Datum vypracování: 1.9.2013 Vypracoval: Ing. Bohumil Freisleben Motto: spirálovitě vinuté drážky spoutáme normami a pravidly Text slouží
Technická dokumentace VY_32_inovace_FREI21 : Zásady kreslení závitů Datum vypracování: 1.9.2013 Vypracoval: Ing. Bohumil Freisleben Motto: spirálovitě vinuté drážky spoutáme normami a pravidly Text slouží
Předepisování jakosti povrchu
 Předepisování jakosti povrchu Při výrobě strojních součástí je nutné dbát nejen na přesnost rozměrů, ale také na vzniklé nerovnosti povrchu. Jednotlivé plochy mohou vznikat obráběním (povrch obrobený),
Předepisování jakosti povrchu Při výrobě strojních součástí je nutné dbát nejen na přesnost rozměrů, ale také na vzniklé nerovnosti povrchu. Jednotlivé plochy mohou vznikat obráběním (povrch obrobený),
Kreslení strojních součástí. 1. Čepy. Rozdělení čepů: a) normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres
 normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres") Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
OVMT Kontrola úchylky tvaru a polohy Tolerance tvaru
 Kontrola úchylky tvaru a polohy Tolerance tvaru Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména v poválečných
Kontrola úchylky tvaru a polohy Tolerance tvaru Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména v poválečných
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI
 KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
1. ÚVOD DO TECHNICKÉ DOKUMENTACE. České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní.
 1. ÚVOD DO TECHNICKÉ DOKUMENTACE Pedagogická fakulta JU České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní Učitelství pro ZŠ semestr: Tématický plán Vyučující : Předmět
1. ÚVOD DO TECHNICKÉ DOKUMENTACE Pedagogická fakulta JU České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní Učitelství pro ZŠ semestr: Tématický plán Vyučující : Předmět
Operační měřidla. Operační měřidla. L±u ØD. Odvození měřidel:
 Předět: Ročník: Vytvořil: Datu: Základy výroby čtvrtý M. Geistová 7.srpen 01 Název zpracovaného celku: Operační ěřidla Operační ěřidla Pro velkou část ěření se ve výrobních podnicích používá nenoralizovaných
Předět: Ročník: Vytvořil: Datu: Základy výroby čtvrtý M. Geistová 7.srpen 01 Název zpracovaného celku: Operační ěřidla Operační ěřidla Pro velkou část ěření se ve výrobních podnicích používá nenoralizovaných
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ PŘEDEPISOVÁNÍ PŘESNOSTI ROZMĚRŮ,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ PŘEDEPISOVÁNÍ PŘESNOSTI ROZMĚRŮ,
Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení:
 Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení: -Odevzdání a obhájení všech 9 konstrukčních programů -Nejméně 50% úspěšnost při vypracování závěrečné písemné práce -Alespoň
Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení: -Odevzdání a obhájení všech 9 konstrukčních programů -Nejméně 50% úspěšnost při vypracování závěrečné písemné práce -Alespoň
Normalizace usměrnění lidské činnosti z hlediska hospodárnosti, materiálu, jakosti a vyměnitelnosti výrobků podle určitých zásad.
 Význam technického kreslení Jedním z předpokladů dobré práce kvalifikovaného dělníka ve výrobě je i znalost technického kreslení. Na práci v technickém kreslení budou kladeny tyto požadavky: 1. Vypěstování
Význam technického kreslení Jedním z předpokladů dobré práce kvalifikovaného dělníka ve výrobě je i znalost technického kreslení. Na práci v technickém kreslení budou kladeny tyto požadavky: 1. Vypěstování
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
VY_52_INOVACE_H 01 31
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Martin Škoula TECHNICKÁ DOKUMENTACE
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Martin Škoula TECHNICKÁ DOKUMENTACE SOUBOR PŘÍPRAV PRO 2. R. OBORU 23-56-H/01OBRÁBĚČ KOVŮ Vytvořeno
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Martin Škoula TECHNICKÁ DOKUMENTACE SOUBOR PŘÍPRAV PRO 2. R. OBORU 23-56-H/01OBRÁBĚČ KOVŮ Vytvořeno
11. Měření závitů. Profil metrického závitu je určen jmenovitými rozměry:
 11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
Měřidlo s měřicími rameny na vnější měření 838 TA. Parametry. Technická data a rozměry. Použití
 9-24 MaraMeter. Ukazovací přístroje na měření vnějších rozměrů Měřidlo s měřicími rameny na vnější měření 838 TA Pro měření tlouštěk a síly stěn Ozubený převod zajišťuje spolehlivou opakovatelnost Velmi
9-24 MaraMeter. Ukazovací přístroje na měření vnějších rozměrů Měřidlo s měřicími rameny na vnější měření 838 TA Pro měření tlouštěk a síly stěn Ozubený převod zajišťuje spolehlivou opakovatelnost Velmi
VÝUKOVÝ MATERIÁL PRO ŽÁKY
 PROJEKT Zlepšení podmínek výuky učebních oborů CZ.1.07./1.1.06/01.0079 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky VÝUKOVÝ MATERIÁL PRO ŽÁKY Vyučovací
PROJEKT Zlepšení podmínek výuky učebních oborů CZ.1.07./1.1.06/01.0079 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky VÝUKOVÝ MATERIÁL PRO ŽÁKY Vyučovací
kolík je v jedné nebo více spojovaných součástech usazen s předpětím způsobeným buď přesahem naráženého kolíku vůči díře, nebo kuželovitostí
 KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
metodika Základní pojmy závitů. sešit formátu A4, rýsovací potřeby 17. 9. 2013, 2. B
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
MASARYKOVA UNIVERZITA
 MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA Katedra didaktických technologií Příprava učitele pro rekvalifikační kurz Obsluha CNC strojů Diplomová práce Brno 2012 Vedoucí práce: Ing. Zdeněk Píša, Ph.D Autor
MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA Katedra didaktických technologií Příprava učitele pro rekvalifikační kurz Obsluha CNC strojů Diplomová práce Brno 2012 Vedoucí práce: Ing. Zdeněk Píša, Ph.D Autor
Z Á V I T Y. základní tvarový prvek šroubů a matic. geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici.
 Z Á V I T Y základní tvarový prvek šroubů a matic tgψ = Ph π. d geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici. DRUHY ZÁVITŮ se rozdělují podle: polohy profilu
Z Á V I T Y základní tvarový prvek šroubů a matic tgψ = Ph π. d geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici. DRUHY ZÁVITŮ se rozdělují podle: polohy profilu
Soustava a předepisování tolerancí dle ČSN, EN a ISO, se zaměřením na přesnost rozměrů a geometrie
 Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra aplikované fyziky a techniky Bakalářská práce Soustava a předepisování tolerancí dle ČSN, EN a ISO, se zaměřením na přesnost rozměrů
Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra aplikované fyziky a techniky Bakalářská práce Soustava a předepisování tolerancí dle ČSN, EN a ISO, se zaměřením na přesnost rozměrů
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Určení těžiště střižných sil,funkční rozměry nástrojů pro střih Ing.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Tvarový druh Technologické hledisko
 VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
Technická dokumentace
 Technická dokumentace VY_32_inovace_FREI26 : Zásady kreslení výkresů hřídelů a hřídelových čepů Datum vypracování: 5. 9. 2013 Vypracoval: Ing. Bohumil Freisleben Motto: Jedny z nejrozšířenějších částí
Technická dokumentace VY_32_inovace_FREI26 : Zásady kreslení výkresů hřídelů a hřídelových čepů Datum vypracování: 5. 9. 2013 Vypracoval: Ing. Bohumil Freisleben Motto: Jedny z nejrozšířenějších částí
Popis výukového materiálu
 Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
TDS-TECHNIK 10.0. TDS-Výpočty. TDS-Kusovník
 TDS-TECHNIK 10.0 V následujícím textu jsou uvedeny informace o již desáté verzi strojírenské aplikace TDS- TECHNIK. V úvodu jsou popisovány moduly Výpočty a Kusovník, které jsou společné všem verzím. Pak
TDS-TECHNIK 10.0 V následujícím textu jsou uvedeny informace o již desáté verzi strojírenské aplikace TDS- TECHNIK. V úvodu jsou popisovány moduly Výpočty a Kusovník, které jsou společné všem verzím. Pak
Technická dokumentace
 Technická dokumentace Věda pro život, život pro vědu Registrační číslo: CZ.1.07/2.3.00/45.0029 V Sokolově, 5. 3. 2014 Ing. Martin Svoboda, Ph.D. 1 technické kreslení - souhrnný název pro všechny druhy
Technická dokumentace Věda pro život, život pro vědu Registrační číslo: CZ.1.07/2.3.00/45.0029 V Sokolově, 5. 3. 2014 Ing. Martin Svoboda, Ph.D. 1 technické kreslení - souhrnný název pro všechny druhy
AutoCAD nastavení výkresu
 Kreslení 2D technické dokumentace AutoCAD nastavení výkresu Ing. Richard Strnka, 2012 Otevření nového souboru - Začít od začátku Pro zobrazení panelu viz obrázek je nutno přepnout proměnnou STARTUP na
Kreslení 2D technické dokumentace AutoCAD nastavení výkresu Ing. Richard Strnka, 2012 Otevření nového souboru - Začít od začátku Pro zobrazení panelu viz obrázek je nutno přepnout proměnnou STARTUP na
Modul č. 1-Technologie montáže a metrologie
 Modul č. 1-Technologie montáže a metrologie Výukové postupy metrologických úloh: Kontrola odchylek tvaru vrtání válce Kontrola tvaru vačkového hřídele Kontrola rozměrů ozubeného kola Kontrola tolerance
Modul č. 1-Technologie montáže a metrologie Výukové postupy metrologických úloh: Kontrola odchylek tvaru vrtání válce Kontrola tvaru vačkového hřídele Kontrola rozměrů ozubeného kola Kontrola tolerance
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
1. Popisové pole Rozměry a umístění popisového pole
 1. Popisové pole Na každém výkrese musí být popisové pole podle mezinárodní normy ČSN EN ISO 7200 (01 3113) Technická dokumentace - Údaje v popisových polích a záhlavích dokumentů. Toto popisové pole platí
1. Popisové pole Na každém výkrese musí být popisové pole podle mezinárodní normy ČSN EN ISO 7200 (01 3113) Technická dokumentace - Údaje v popisových polích a záhlavích dokumentů. Toto popisové pole platí
ení H7/js6 a jmenovitý
 PŘÍKLAD NA LÍCOVL COVÁNÍ Zadání: Nakreslete a vyhodnoťte toleranční pole pro uložen ení / a jmenovitý průměr r 5 mm (určete druh uložen ení,, vyčíslete odpovídaj dající vůle nebo přesahy p Vmin, Vmax,
PŘÍKLAD NA LÍCOVL COVÁNÍ Zadání: Nakreslete a vyhodnoťte toleranční pole pro uložen ení / a jmenovitý průměr r 5 mm (určete druh uložen ení,, vyčíslete odpovídaj dající vůle nebo přesahy p Vmin, Vmax,
Pracovní sešit. Školní rok : 2005 / 2006 ELEKTRICKÁ MĚŘENÍ PS 1 MĚŘÍCÍ PŘÍSTROJE
 INTEGROVANÁ STŘEDNÍ ŠKOLA Jméno žáka: CENTRUM ODBORNÉ PŘÍPRAVY 757 01 Valašské Meziříčí, Palackého49 Třída: Pracovní sešit Školní rok : 2005 / 2006 Modul: ELEKTRICKÁ MĚŘENÍ PS 1 MĚŘÍCÍ PŘÍSTROJE Obor:
INTEGROVANÁ STŘEDNÍ ŠKOLA Jméno žáka: CENTRUM ODBORNÉ PŘÍPRAVY 757 01 Valašské Meziříčí, Palackého49 Třída: Pracovní sešit Školní rok : 2005 / 2006 Modul: ELEKTRICKÁ MĚŘENÍ PS 1 MĚŘÍCÍ PŘÍSTROJE Obor:
Střední průmyslová škola elektrotechnická a informačních technologií Brno
 Střední průmyslová škola elektrotechnická a informačních technologií Brno Číslo a název projektu: CZ.1.07/1.5.00/34.0521 Investice do vzdělání nesou nejvyšší úrok Autor: Ing. Bohumír Jánoš Tématická sada:
Střední průmyslová škola elektrotechnická a informačních technologií Brno Číslo a název projektu: CZ.1.07/1.5.00/34.0521 Investice do vzdělání nesou nejvyšší úrok Autor: Ing. Bohumír Jánoš Tématická sada:
OVMT Měření vnějších rozměrů
 Měření vnějších rozměrů Základní pojmy Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Zásady správného měření 1. Pro
Měření vnějších rozměrů Základní pojmy Při kontrole výrobků se zjišťuje, zda odpovídají požadavkům rozměry, tvary a jakost ploch při použití předepsaných měřicích postupů. Zásady správného měření 1. Pro
Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení:
 Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení: -Odevzdání a obhájení všech 9 konstrukčních programů -Nejméně 50% úspěšnost při vypracování závěrečné písemné práce -Alespoň
Požadavky pro udělení klasifikovaného zápočtu z předmětu Technické kreslení: -Odevzdání a obhájení všech 9 konstrukčních programů -Nejméně 50% úspěšnost při vypracování závěrečné písemné práce -Alespoň
T- MaR. Ústav technologie, mechanizace a řízení staveb. Teorie měření a regulace. Podmínky názvy. 1.c-pod. ZS 2015/ Ing. Václav Rada, CSc.
 Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace Podmínky názvy 1.c-pod. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ praktická část OBECNÝ ÚVOD Veškerá měření mohou probíhat
Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace Podmínky názvy 1.c-pod. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ praktická část OBECNÝ ÚVOD Veškerá měření mohou probíhat
Obr. 1 Schéma rozměrového obvodu pro zadání A - L
 Zadání programů z předmětu 347-32/3 - Základy strojnictví ( ZS ), kombinovaná forma studia, FS Str. 1 PROGRAM č. 3 - VÝPOČET ROZMĚROVÉHO OBVODU Podle individuálního zadání z tabulek proveďte výpočet rozměrového
Zadání programů z předmětu 347-32/3 - Základy strojnictví ( ZS ), kombinovaná forma studia, FS Str. 1 PROGRAM č. 3 - VÝPOČET ROZMĚROVÉHO OBVODU Podle individuálního zadání z tabulek proveďte výpočet rozměrového
Měření na nízkofrekvenčním zesilovači. Schéma zapojení:
 Číslo úlohy: Název úlohy: Jméno a příjmení: Třída/Skupina: / Měřeno dne: Měření na nízkofrekvenčním zesilovači Spolupracovali ve skupině Zadání úlohy: Na zadaném Nf zesilovači proveďte následující měření
Číslo úlohy: Název úlohy: Jméno a příjmení: Třída/Skupina: / Měřeno dne: Měření na nízkofrekvenčním zesilovači Spolupracovali ve skupině Zadání úlohy: Na zadaném Nf zesilovači proveďte následující měření
Broušení děr na planetové brusce
 Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
Formáty výkresů a úprava výkresových listů
 Formáty výkresů a úprava výkresových listů Formáty výkresů Rozměry výkresových listů a předtisků pro všechny druhy technických výkresů používaných ve všech oblastech průmyslu a ve stavebnictví předepisuje
Formáty výkresů a úprava výkresových listů Formáty výkresů Rozměry výkresových listů a předtisků pro všechny druhy technických výkresů používaných ve všech oblastech průmyslu a ve stavebnictví předepisuje
TDS-TECHNIK 15 pro ZWCAD
 TDS-TECHNIK 15 pro ZWCAD V následujícím textu jsou uvedeny informace o hlavních novinkách strojírenské nadstavby TDS-TECHNIK 15.0 Komplet pro ZWCAD. Nový nástroj: Migrace uživatelských nastavení K nadstavbě
TDS-TECHNIK 15 pro ZWCAD V následujícím textu jsou uvedeny informace o hlavních novinkách strojírenské nadstavby TDS-TECHNIK 15.0 Komplet pro ZWCAD. Nový nástroj: Migrace uživatelských nastavení K nadstavbě
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Protokol měření. Kontrola a měření závitů
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Tech. dokumentace-kjp-ing. Král K. 1
 Tech. dokumentace-kjp-ing. Král K. 1 Obsah lekce III. 1. Základní pojmy a pravidla Provedení kót Hraniční značky Zapisování a umístění 2. Soustavy kót Řetězcové, od základny, smíšené, souřadnicové 3. Kótování
Tech. dokumentace-kjp-ing. Král K. 1 Obsah lekce III. 1. Základní pojmy a pravidla Provedení kót Hraniční značky Zapisování a umístění 2. Soustavy kót Řetězcové, od základny, smíšené, souřadnicové 3. Kótování
Teorie měření a regulace
 Ústav technologie, mechanizace a řízení staveb CW01 Teorie měření a regulace Praxe názvy 1. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. OBECNÝ ÚVOD - praxe Elektrotechnická měření mohou probíhat pouze při
Ústav technologie, mechanizace a řízení staveb CW01 Teorie měření a regulace Praxe názvy 1. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. OBECNÝ ÚVOD - praxe Elektrotechnická měření mohou probíhat pouze při
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
Securifor Svařovaná síť potažená polyesterem
 1 Všeobecné vlastnosti Tato specifikace stanovuje požadavky pro panely vyrobené z pozinkovaných drátů, svařené a následně potažené vrstvou polyesteru. Panely jsou určeny k oplocení. Tyto panely se používají
1 Všeobecné vlastnosti Tato specifikace stanovuje požadavky pro panely vyrobené z pozinkovaných drátů, svařené a následně potažené vrstvou polyesteru. Panely jsou určeny k oplocení. Tyto panely se používají
STŘEDNÍ PRŮMUSLOVÁ ŠKOLA V TEPLICÍCH
 STŘEDNÍ PRŮMUSLOVÁ ŠKOLA V TEPLICÍCH Strojní oddělení Protokol o provedeném měření Druh měření Měření a kontrola vnějších závitů číslo úlohy 1 Měřený předmět 3 vzorky závitů Měřil Jaroslav ŘEZNÍČEK (T.
STŘEDNÍ PRŮMUSLOVÁ ŠKOLA V TEPLICÍCH Strojní oddělení Protokol o provedeném měření Druh měření Měření a kontrola vnějších závitů číslo úlohy 1 Měřený předmět 3 vzorky závitů Měřil Jaroslav ŘEZNÍČEK (T.
OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU
 OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU Hřídele a ložiska druhy hřídelí, nosné hřídele, pevnostní výpočty hybné hřídele a hřídelové čepy, pevnostní výpočty materiály hřídelů kluzná ložiska,
OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU Hřídele a ložiska druhy hřídelí, nosné hřídele, pevnostní výpočty hybné hřídele a hřídelové čepy, pevnostní výpočty materiály hřídelů kluzná ložiska,
Použité zdroje a odkazy: Nápověda Corel Draw X6, J. Švercl: Technické kreslení a deskriptivní geometrie pro školu a praxi
 Označení materiálu: Autor: Mgr. Ludmila Krčmářová VY_32_INOVACE_PoGra1709 Tematický celek: Corel DrawX6 Učivo (téma): Kótování v Corel Draw Stručná Charakteristika: Využití nástrojů CD vhodných na kótování
Označení materiálu: Autor: Mgr. Ludmila Krčmářová VY_32_INOVACE_PoGra1709 Tematický celek: Corel DrawX6 Učivo (téma): Kótování v Corel Draw Stručná Charakteristika: Využití nástrojů CD vhodných na kótování
TECHNICKÁ DOKUMENTACE
 VŠB-TU Ostrava, Fakulta elektrotechniky a informatiky Katedra elektrických strojů a přístrojů KAT 453 TECHNICKÁ DOKUMENTACE (přednášky pro hodiny cvičení) Cvičení č. I. Formáty výkresů 1 Formáty výkresů
VŠB-TU Ostrava, Fakulta elektrotechniky a informatiky Katedra elektrických strojů a přístrojů KAT 453 TECHNICKÁ DOKUMENTACE (přednášky pro hodiny cvičení) Cvičení č. I. Formáty výkresů 1 Formáty výkresů
ceny na poptávku Ceny v Kč / ks bez DPH platné od 20.9.2004
 ZÁVITOVÉ KALIBRY METRICKÉ ZÁKLADNÍ ŘADA dle ISO DIN 13 0000 oboustranné kalibry 0001 jednostranné kalibry, dobrá strana 0002 jednostranné kalibry, zmetková strana 0003 závitový kroužek dobrý 0004 závitový
ZÁVITOVÉ KALIBRY METRICKÉ ZÁKLADNÍ ŘADA dle ISO DIN 13 0000 oboustranné kalibry 0001 jednostranné kalibry, dobrá strana 0002 jednostranné kalibry, zmetková strana 0003 závitový kroužek dobrý 0004 závitový
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Měření závitů - kontrola středního průměru -
 Měření závitů - kontrola středního průměru - Profil metrického závitu Studijní text Příklad označení - M12 M - metrický závit 12 - jmenovitý velký průměr závitu d = D = 12 mm d - velký průměr závitu šroubu
Měření závitů - kontrola středního průměru - Profil metrického závitu Studijní text Příklad označení - M12 M - metrický závit 12 - jmenovitý velký průměr závitu d = D = 12 mm d - velký průměr závitu šroubu
Plošné měření a orýsování - test
 1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech.
 Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech.") a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech. 1. Konstrukční materiály a polotovary Předpis výrobku, jeho polotovaru a materiálu musí v konstrukční
a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech. 1. Konstrukční materiály a polotovary Předpis výrobku, jeho polotovaru a materiálu musí v konstrukční
Úvod 7 1. Než začneme 9. 2. Technická normalizace 19. 3. Technické zobrazování 35. 4. Kótování 73
 Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
VY_32_INOVACE_C 07 03
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Rozměrové náčrtky Motory řady 1LE1 s hliníkovou kostrou, velikost 100 až 160 - všeobecná řada se zkrácenou dodací lhůtou
 Rozměrové náčrtky Motory řady 11 s hliníkovou kostrou, velikost 100 až 160 - všeobecná řada se zkrácenou dodací lhůtou Tvar IM 3 G_081_00181_Z 1 1 100 S/M a 160 /M na straně N ' ' Tvary IM 5 a IM V1 G_081_00182_Z
Rozměrové náčrtky Motory řady 11 s hliníkovou kostrou, velikost 100 až 160 - všeobecná řada se zkrácenou dodací lhůtou Tvar IM 3 G_081_00181_Z 1 1 100 S/M a 160 /M na straně N ' ' Tvary IM 5 a IM V1 G_081_00182_Z
Střední průmyslová škola elektrotechnická a informačních technologií Brno
 Střední průmyslová škola elektrotechnická a informačních technologií Brno Číslo a název projektu: CZ.1.07/1.5.00/34.0521 Investice do vzdělání nesou nejvyšší úrok Autor: Ing. Bohumír Jánoš Tématická sada:
Střední průmyslová škola elektrotechnická a informačních technologií Brno Číslo a název projektu: CZ.1.07/1.5.00/34.0521 Investice do vzdělání nesou nejvyšší úrok Autor: Ing. Bohumír Jánoš Tématická sada: