VYSOKÉ U ENÍ TECHNICKÉ V BRN BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Drahomíra Horáková
- před 6 lety
- Počet zobrazení:
Transkript
1 VYSOKÉ U ENÍ TECHNICKÉ V BRN BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO IN ENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY PR CHODKY KLIMATIZACE Z ELASTOMERU DESIGN OF MANUFACTURING TECHNOLOGY FOR ELASTOMER BUSHINGS CONDITIONING BAKALÁ SKÁ PRÁCE BACHELOR'S THESIS AUTOR PRÁCE AUTHOR Luká varc VEDOUCÍ PRÁCE SUPERVISOR Ing. Bohumil Kandus BRNO 2016
2 Zadání bakalá ské práce Ústav: Ústav strojírenské technologie Student: Luká varc Studijní program: Strojírenství Studijní obor: Strojírenská technologie Vedoucí práce: Ing. Bohumil Kandus Akademický rok: 2015/16 editel ústavu Vám v souladu se zákonem.111/1998 o vysokých kolách a se Studijním a zku ebním ádem VUT v Brn ur uje následující téma bakalá ské práce: Návrh technologie výroby pr chodky klimatizace z elastomeru Stru ná charakteristika problematiky úkolu: Vypracování literární studie se zam ením na technologii vst ikování plast do forem v etn technologie vst ikování elastomer, provést návrh technologického postupu a návrh konstrukce vst ikovací formy. Cíle bakalá ské práce: Cílem práce je návrh technologie výroby na úrovni technologického postupu a rámcové konstruk ní výkresové dokumentace nástroje na pr chodku klimatizace z elastomeru. Seznam literatury: Sova, M. a Krebs, J. (2001): Termoplasty v praxi. Verlag Dash fer, Praha. Zeman, L. (2009): Vst ikování plast. Nakladatelství BEN, Praha. Holden, G., Legge, N., Quirk, R. and Schroeder, H. (1996): Thermoplastic Elastomers. Carl Hanser Verlag, München. Fakulta strojního in enýrství, Vysoké u ení technické v Brn / Technická 2896/2 / / Brno
3 Termín odevzdání bakalá ské práce je stanoven asovým plánem akademického roku 2015/16 V Brn, dne L. S. prof. Ing. Miroslav Pí ka, CSc. editel ústavu doc. Ing. Jaroslav Katolický, Ph.D. d kan fakulty Fakulta strojního in enýrství, Vysoké u ení technické v Brn / Technická 2896/2 / / Brno
4 ABSTRAKT ŠVARC Lukáš: Návrh technologie výroby průchodky klimatizace z elastomeru. Tato práce řeší návrh technologie výroby součásti z elastomeru. Teoretická část sestává ze zpracování rešerše na rozbor polymerních materiálů a problematiky zpravování elastomerů technologií vstřikování. V praktické části jsou řešeny výrobní podmínky, konstrukční specifika návrhu nástroje a porovnání s výchozím řešením. Dále následují technologicko-konstrukční propočty a práci uzavírá návrh technologického postupu. Klíčová slova: EPDM, vstřikování, vstřikovací forma, elastomer, BSK, vstřikovací stroj ABSTRACT ŠVARC Lukáš: Design of manufacturing technology for elastomer bushings conditioning This thesis is dealing with designing technology of manufacturing for component made of elastomer. The theoretical part is about dividing polymer materials and the issues of elastomer processing by injection molding. In the practical part is dealt with production conditions, design specifications of the tool and comparison with initial proposal. Next part is about technological and design calculations and the thesis ends with design of technological process. Keywords: EPDM, injection molding, injection mold, elastomer, BSK, Injection molding machine
5 BIBLIOGRAFICKÁ CITACE ŠVARC, Lukáš. Návrh technologie výroby průchodky klimatizace z elastomeru. Brno, s, 1 výkres, 1 příloha, CD. Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství. Ústav strojírenské technologie, Odbor technologie tváření. Vedoucí práce Ing. Bohumil Kandus.
6 ČESTNÉ PROHLÁŠENÍ Tímto prohlašuji, že předkládanou bakalářskou práci jsem vypracoval samostatně, s využitím uvedené literatury a podkladů, na základě konzultací a pod vedením vedoucího bakalářské práce. V Brně dne Podpis
7 PODĚKOVÁNÍ Tímto děkuji vedoucímu bakalářské práce panu Ing. Bohumilu Kandusovi za cenné připomínky a rady týkající se zpracování bakalářské práce. Dále děkuji zkušeným kolegům z konstrukčního oddělení a oddělení výroby ve firmě ÖKT, s.r.o za cenné rady a poskytnuté informace.
8 OBSAH Zadání Abstrakt Bibliografická citace Čestné prohlášení Poděkování Obsah ÚVOD ROZBOR ZADANÉ SOUČÁSTI POLYMERY A JEJICH ROZDĚLENÍ Kaučuky Termoplastické elastomery Termoplasty Reaktoplasty VSTŘIKOVÁNÍ Vstřikovací cyklus Vstřikovací stroje Plastikační a vstřikovací jednotka Uzavírací jednotka Řídící a regulační jednotka Rozváděcí kanály BSK Vady při vstřikování elastomerů NÁVRH ŘEŠENÍ Určené vstřikovací stroje Konstrukční řešení formy Materiály formy Konstrukční a technologické prvky Porovnání výsledného řešení Technologicko-konstrukční kontrolní propočty NÁVRH TECHNOLOGICKÉHO POSTUPU ZÁVĚR Seznam použitých zdrojů Seznam použitých symbolů a zkratek Seznam příloh Seznam výkresů
![ÚVOD [4], [18], [37] Polymerní materiály jsou pojeny s téměř každou součástí každodenního života.](/docs-images/93/113220473/images/9-0.jpg "Od lepidel, stavebních prvků, součásti automobilů a volnočasových aktivit, až k aplikacím ve zdravotnictví a potravinářském průmyslu.")



9 ÚVOD [4], [18], [37] Polymerní materiály jsou pojeny s téměř každou součástí každodenního života. Od lepidel, stavebních prvků, součásti automobilů a volnočasových aktivit, až k aplikacím ve zdravotnictví a potravinářském průmyslu. Přítomnost těchto materiálů je pro naši existenci v poslední době přímo nepostradatelná. Elastomerní směs je tvořena různými aditivy o specifickém množství, každá směs má tedy různé mechanické, chemické, fyzikální a reologické vlastnosti. Elastomery se vyznačují vysokou elasticitou, izolační a těsnící schopností, odolnosti proti relativně vysokým teplotám a opotřebení. V závislosti na typu dále mohou odolávat různým chemickým látkám, povětrnostním vlivům. Naopak jsou náchylné na působení ozonu a palivových ropných produktů. Zahrnují tedy širokou oblast výrobků jako např. pneumatiky, lepidla a podlahové krytiny, těsnění, komponenty elektroizolace, atd. viz obr. 1. Jedna z nerozšířenějších technologií na zpracování elastomerních materiálů a zvláště elastomerů je technologie vstřikování do forem. Vstřikování je vysoce produktivní a rychlý proces výroby tvarově složitých součástí. Tvarové dutiny formy musí splňovat různé kritéria, např. dostatečnou tuhost jednotlivých dílů a odolnosti proti deformačním účinkům vlivem kinetické energie vstřikovaného materiálu při vysokém tlaku. Obr. 1 Příklady typických výrobků z elastomeru 10



10 ROZBOR ZADANÉ SOUČÁSTI Na základě poptávky zákazníka obsahující 3D model součásti, je vytvořena nabídka s cenou a termínem dodání formy. Dalším krokem je zahájení konstrukčních prací, které vychází ze zadání poptávky. Zákazník zadává materiál výrobku (ze kterého vyplývá pro konstruktéra smrštění), typ lisu, na kterém bude probíhat výroba a popřípadě počet otisků ve formě. V této práci bude řešena součást průchodka klimatizace, viz obr. 2, vyráběná technologií vstřikování do formy. Zadaným materiálem je EPDM 60, tedy syntetický kaučuk o výsledné tvrdosti po zvulkanizování 60 shore. Důležitým parametrem pro návrh vstřikovací formy je smrštění materiálu, které při zadané směsi představuje 2 %. Obr. 2 Průchodka klimatizace Nejdůležitější rozměry jsou na vnějšku oblasti, která bude sloužit k umístění a uchycení průchodky do klimatizačního zařízení. Na obr. 3 jsou tyto oblasti zvýrazněny. Ostatní informace ohledně přesné funkce, širšího umístění a pracovních podmínek nebyly zákazníkem blíže poskytnuty. Obr. 4 Funkční části součásti 11
![POLYMERY A JEJICH ROZDĚLENÍ [1], [2], [3], [9], [12] Polymery jsou makromolekulární látky přírodního, nebo syntetického původu.](/docs-images/93/113220473/images/11-1.jpg "V jejich makromolekulách se mnohonásobně opakují základní monomerní jednotky, které udávají výsledným látkám strukturu a vlastnosti.")


11 POLYMERY A JEJICH ROZDĚLENÍ [1], [2], [3], [9], [12] Polymery jsou makromolekulární látky přírodního, nebo syntetického původu. V jejich makromolekulách se mnohonásobně opakují základní monomerní jednotky, které udávají výsledným látkám strukturu a vlastnosti. Vyrábí se nejčastěji z ropy, zemního plynu, uhlí, vody a dalších surovin. V polymerních látkách jsou obvykle také obsaženy různé přísady (aditiva), které usnadňují zpracování jako např.: vulkanizační činidla aktivátory a retardéry vulkanizace urychlovače vulkanizace přísady, které ovlivňují nebo mohou úplně měnit vlastnosti výsledné směsi. Jsou to např.: tvrdidla změkčovadla maziva antioxidanty plniva Polymerní látky lze rozdělit dle několika z mnohých hledisek: dle původu přírodní, syntetické dle typu reakcí, kterým vznikají polyadicí, polykondenzací, polymerací dle morfologie amorfní, krystalická, semikrystalická struktura dle složení a teplotního chování Pro účely této práce má význam objasnění rozdělení polymerů pouze dle složení a teplotního chování, viz obr. 4. Obr. 4 Rozdělení polymerů [4] 2.1 Kaučuky [1], [4], [5], [6], [9] Kaučuky (elastomery) jsou polymery s dlouhými řetězci amorfní struktury, které vzniknou zesíťovaním monomerů (vulkanizací). Vulkanizace je nevratný chemický proces aktivovaný teplem a vulkanizačními činidly jako např. sírou či peroxidy. Vznikají tak pevné spoje řetězců, viz obr. 5. V okolí spojů mají řetězce volný pohyb, což vede při působení síly k elastickým deformacím až o stovky procent. Od ostatních polymerů se také liší tím, že většina je elastická bez závislosti na teplotě. Obr. 5 Kaučuková struktura [5] Elastomery jsou ve většině případů zpracovávány jako směsi, ve které jsou obsaženy kromě kaučuku a vulkanizačních činidel dále stabilizátory, plniva, pigmenty apod. Nejběžnější typy kaučuků jsou uvedeny v tabulce 1. 12
12 Tab. 1 Nejběžnější kaučuky pro všeobecné použití [4]. Zkratka Název Poznámka NR BR SBR IR EPM EPDM Přírodní kaučuk Butadienový kaučuk Butadien-styrenový kaučuk Isoprenový kaučuk Ethylen-propylenový kaučuk Ethylen-propylen-dién-terpolymerový kaučuk Syntetický analog NR 2.2 Termoplastické elastomery [5], [6], [7], [8] Termoplastické elastomery (TPE) jsou směsi tvrdých termoplastických polymerů (např. PP, PA) a měkkých elastomerů. Na obrázku č. 6 lze vidět neuspořádané elastomerní řetězce spojené termoplastickými segmenty. Spojení je fyzikální povahy, při pokojové teplotě má vlastnosti elastomeru. Při ohřevu nad teplotu tání termoplastické částice přechází v taveninu a spojení se rozpadá, po ochlazení segmenty termoplastu opět ztuhnou a vlastnosti materiálu se vrátí k výchozímu stavu. Obr. 6 Struktura TPE [5] Hlavní výhodou TPE oproti kaučukům je tedy energeticky méně náročné zpracování, protože odpadá vulkanizace a recyklace materiálu. 2.3 Termoplasty [1], [5], [9], [10] Termoplasty jsou složené z řetězovitých makromolekul, viz obr 7. Tyto plasty jsou teplem tavitelné. Při zvýšené teplotě se segmenty řetězce začnou rozvolňovat a materiál se stává tvárným 1. Po překročení teploty tečení 2, jsou řetězce makromolekul úplně rozrušeny a materiál přechází do stavu taveniny. Ochlazením opět tuhne a nabývá své původní vlastnosti. Tento cyklus lze neustále opakovat, což je výhodné při opravách zmetků a recyklacích zbytků či odpadů. Teploty tváření jsou závislé na druhu plastu a pohybují se zhruba v rozmezí od 80 C do 140 C. Obr. 7 Struktura termoplastu [5] Jako i u ostatních druhů polymerů, se při zpracování termoplastů přidávají různá aditiva. Jako jsou např.: stabilizátory plniva změkčovadla barviva, pigmenty retardéry hoření 1 Dochází teplotě skelného přechodu T g, kdy materiál přechází z křehkého sklovitého chování do viskoelastického chování. 2 Teplota tečení označována jako T f se vyskytuje u amorfních polymerů. U semikrystalického polymery se jedná o teplotu tání krystalického podílu T m 13
13 Mezi nejdůležitější termoplasty patří: o polyvinylchlorid (PVC) o polystyren (PS) o polymethylmetakrylát (PE) o polyamid (PA) o polykarbonát (PC) o polypropylen (PP) Reaktoplasty [1], [4], [9] Reaktoplasty nebo také termosety jsou plasty teplem vytvrditelné. Vlivem tepla či tvrdidel dochází k vytvrzení, tedy spojení řetězců polymeru do hustě prostorově síťované struktury viz obr. 8. Síťovaná struktura je pojená pevnými kovalentními vazbami. Výsledný materiál je oproti ostatním plastům výrazně tvrdší, křehčí, odolnější vůči chemickým vlivům a vysokým teplotám. Případným ohřevem nelze materiál tavit ani rozpouštět. Recyklace je tak výrazně komplikovaná Základní rozdělení reaktoplastů: fenoplasty aminoplasty epoxidy polyestery polyuretany Obr. 8 Struktura reaktoplastu [5] 14
14 VSTŘIKOVÁNÍ [12], [13], [14] Vstřikování patří mezi cyklické tvářecí postupy, které jsou charakterizovány posloupností operací opakujících se při každém cyklu. Touto technologii je možné zpracovávat téměř všechny druhy termoplastů, kaučuky a některé reaktoplasty. Vyráběné součásti mohou mít komplikované tvary a jsou aplikovány v automobilovém, elektronickém průmyslu, ve zdravotnictví a zařízení pro sportovní aktivity. Polymerní materiál je plastikován ve šnekové plastikační jednotce, která je součásti vstřikovacího stroje. Materiál je plněn do šneku ve formě pásků, nebo jako granulát. Zplastifikovaný materiál se plní (vstřikuje) vysokou rychlostí do uzavřené dutiny formy, která je temperovaná na vulkanizační teplotu. Po následném zvulkanizování se forma otevře a výrobky jsou vyjmuty i s vtokovým a přetokovým zbytkem. Na rozdíl od vstřikování termoplastů, je teplota vstřikovaného elastomeru výrazně nižší než teplota formy. Další odlišností od termoplastů je ve vstřikovacím cyklu, konkrétně ve fázi vulkanizace (u termoplastů zmiňovanou fázi nahrazuje doba tuhnutí, která je mnohem méně časově a energeticky náročná). 1 Vstřikovací a plastikační jednotka, 2 Pevná upínací deska, 3 Rozvodný kanál, 4 - Horní deska formy, 5 Spodní deska formy, 6 Pohyblivá upínací deska, 7 Vodící tyče Obr. 9 Schéma vstřikování [13] Na obr. 9. je znázorněný částečný řez vstřikovacím strojem, formou a rozvodným kanálem. Levá dvojice šipek představuje uzavírací sílu stroje působící přes formu na trysky rozvodného kanálu. Význam a princip rozvodného kanálu neboli BSK bude vysvětlen v pozdější kapitole. Vodící tyče slouží k zajištění přesné rovnoběžnosti pracovních ploch upínacích desek a tuhosti celé konstrukce lisu. 15
![3.1 Vstřikovací cyklus [12], [13], [18] Vstřikovací cyklus tvoří postupný sled operací, při kterém je vyrobena jedna výrobní dávka výrobků.](/docs-images/93/113220473/images/15-0.jpg "Jak již tento proces definuje název, jedná se o opakovaný sled operací, v nichž elastomerní směs prochází tepelnými a tlakovými etapami.")
 a vstřikovaná směs plastikována v plastikační jednotce.")

15 3.1 Vstřikovací cyklus [12], [13], [18] Vstřikovací cyklus tvoří postupný sled operací, při kterém je vyrobena jedna výrobní dávka výrobků. Jak již tento proces definuje název, jedná se o opakovaný sled operací, v nichž elastomerní směs prochází tepelnými a tlakovými etapami. Při popisu vstřikovacího cyklu je nutné jasně definovat jeho počátek. Za počátek lze brát stav, kdy je forma otevřená, dutina formy prázdná (připravená k procesu) a vstřikovaná směs plastikována v plastikační jednotce. Tento stav je pak označen jako plastikace a příprava formy. a) Stav plastikace a příprava formy jsou znázorněny na obr. 10. Dutina formy je vyčištěná od zbytků zvulkanizovaného materiálu z předchozího cyklu a v plastikační jednotce je připravována další dávka elastomerní směsi. Směs je do plastikační jednotky (válce) plněna ve formě granulátu, nebo dlouhých pásů. Přípravou se rozumí doprava materiálu a ohřev na vstřikovací teplotu (většinou kapalným teplonosným médiem). b) Následuje uzavření formy. Pohyblivá upínací deska uzavírací jednotky tlačí spodní část formy k horní desce formy uzavíracím tlakem, viz obr. 11. Uzavírací tlak musí být větší než tlak vstřikovací, aby nedošlo k úniku materiálu mimo dutinu z důvodu pootevření formy. Hodnotu uzavírací síly je možno stanovit dle vztahu: = 1,1 100 [], (3.1) Obr. 10 Fáze plastikace [19] Obr. 11 Uzavření formy kde: Aproj [cm 2 ] pvs [bar] n [-] - celková plocha průmětu tvarové dutiny do dělící roviny formy - vstřikovací tlak - násobnost formy c) Vstřikování a vulkanizace. Zplastifikovaný materiál je vstřikován přes rozvodný kanál do dutiny formy viz obr 12. Doba, po kterou je dutina plněna, se nazývá doba plnění. Po úplném zaplnění formy je dále působeno na materiál tlakem, který se nazývá dotlak. Má za úkol částečně vyrovnávat vliv smrštění a zabránit unikání materiálu z dutiny formy. Dotlak bývá rovný, nebo menší než Obr. 12 Plnění dutiny formy [19] vstřikovací tlak. Doba plnění se pohybuje u elastomerů v řádech desítek sekund v závislosti na viskozitě materiálu. Hodnota vstřikovacího tlaku pro elastomery je v rozmezí MPa. Stejně 16

. Teploty forem pro nejběžnější kaučukové směsi jsou uvedeny v tabulce 2.")
16 jako u doby plnění je závislá na druhu materiálu a členitosti dutiny formy. Za stálého působení dotlaku a již ukončené operaci plnění, nastává proces vulkanizace. Chemický proces zesíťování polymerních řetězů, trvá v řádech desítek sekund až několik minut. Obr. 13 Procesní okno [18] Procesních parametrů pro vstřikování je velké množství. Ty, které nejvýznamněji ovlivňují proces, jsou např. již zmíněný vstřikovací tlak, doba plnění, tlak a doba dotlaku, teplota směsi a teplota formy. Technologickým úkolem tedy je trefit se do tzv. procesního okna viz obr. 13. nastavením různých parametrů. Procesní okno s nadsázkou zaručuje dobré výrobky (bez výskytu vad). Teploty forem pro nejběžnější kaučukové směsi jsou uvedeny v tabulce 2. Tab. 2 Doporučené hodnoty vulkanizačních teplot [32]. Chemická báze Teplota ideální Minimální Maximální NK SBR EPDM CR SILIKON FPM PNR IIR ECO Poznámka: teploty na deskách stroje v jednotkách C d) Otevření formy a vyjmutí výrobků. Na obr. 14 je znázorněna otevřená forma se surovými výrobky, které obsahují mimo vlastního vstřikovaného tvaru ještě navíc vtokovou a přetokovou soustavu. Na rozdíl od vstřikování plastů je celková mechanizace zpracování elastomerů obtížná a v mnoha případech i nereálná. Problém mechanizace se Obr. 14 Otevřená forma s výrobky [19] týká odformování dílů s tvarově složitými jádry. V těchto případech je manipulace rukou pracovníků nenahraditelná. Pro snadnější vyjímání výrobků se také používají různé separační postřiky na bázi silikonu. V případě jednodušších tvarů výlisků a nutnosti automatizované výroby skrze velikost dané výrobní série jsou využívány pro odformování speciální rotační kartáče. Plně automatizovaná výroba však vyžaduje použití (pro elastomery) nestandartních horizontálních lisů. 17
![3.2 Vstřikovací stroje [12], [14] Ve vstřikovacím stroji, viz obr. 15, dochází k plastikaci surovinné směsi ve formě pásků nebo granulátů.](/docs-images/93/113220473/images/17-0.jpg "Zplastifikovanou směs ve stavu taveniny vstřikuje pod vysokým tlakem do dutiny formy. Základním rozdělením je dle směru působení uzavírací síly, tedy horizontální nebo vertikální.")


17 3.2 Vstřikovací stroje [12], [14] Ve vstřikovacím stroji, viz obr. 15, dochází k plastikaci surovinné směsi ve formě pásků nebo granulátů. Zplastifikovanou směs ve stavu taveniny vstřikuje pod vysokým tlakem do dutiny formy. Základním rozdělením je dle směru působení uzavírací síly, tedy horizontální nebo vertikální. Dále se vstřikovací stroje řadí podle velikosti uzavírací síly. Jak pro vstřikování termoplastů, elastomerů nebo reaktoplastů vždy tyto stroje obsahují tři základní části: plastikační a vstřikovací jednotku uzavírací jednotku řídící a regulační jednotku Pořizovací náklady těchto strojních zařízení a forem jsou poměrně vysoké, a proto je tato technologie určena pro velkosériovou a hromadnou výrobu. Nicméně vstřikovací stroje jsou také pořizovány za účelem vzorkování nových forem a nových technologií. Obr. 15 Schéma horizontálního vstřikovacího stroje [15] Plastikační a vstřikovací jednotka [12], [16] Hlavní funkcí jednotky je zapracování elastomerní směsi do stavu vhodného ke vstřikování a následně požadovaný objem zplastifikovaného materiálu pod vysokým tlakem přemístit do dutiny formy. Pro plnění surové elastomerové směsi ve formě granulátu slouží zásobník, viz obr. 13. Zcela častější při vstřikování elastomerů je však surová směs ve formě pásků, která se plní přímo otvorem do plastikačního válce viz obr. 16 a také na obr. 17. Obr. 16 Plnění granulátovou směsí [19] Obr. 17 Plnění pásky [19] 18
.")

18 Uvnitř plastikační jednotky je umístěn rotující šnek, který dopravuje a vlivem tření ohřívá elastomerní směs. Materiál dále ohřívá na vstřikovací teplotu kapalné teplonosné médium. Plnění zajišťuje vstřikovací jednotka, která může být součástí plastikační jednotky (šnek při plnění koná funkci pístu, viz obr. 19). Nebo v druhém případě jsou vstřikovací a plastikační jednotky odděleně. Rotujícím pohybem šneku je materiál dopraven do plnícího válce, ze kterého je působením hydraulického pístu vstříknut přes rozváděcí kanál do dutiny formy, viz obr. 18. Ústí plnícího válce je vybaveno jednosměrným ventilem, který zajištuje pouze jednosměrný tok materiálu. Významným konstrukčním parametrem u plastikační jednotky je poměr délky ku průměru šneku (L/D). Běžné poměry pro zpracování termoplastů jsou v rozmezí 19:1 až 22:1. Při zpracování elastomerů je nežádoucí Obr. 18 Plastikační a vstřikovací jednotka [20] nadměrné zahřívání ve válci, jinak by mohlo dojít k předčasné vulkanizaci. Proto jsou poměry šneků (L/D) voleny přibližně 14:1. Mezi hlavní technologické parametry patří plastikační a vstřikovací kapacita. Plastikační kapacita informuje o maximálním množství materiálu, který je stroj schopen připravit do zpracovatelného stavu. Plastikační kapacita je uváděna v jednotkách kilogramech za hodinu (kg/h). Vstřikovací kapacita je maximální objem materiálu, který je možné vstřiknout do volného prostoru během jednoho pracovního zdvihu pístu (šneku). Představuje tak maximální objem výrobku, který je na daném stroji vyrobitelný. Nejčastěji se udává v jednotkách cm 3. Obr. 19 Plastikační a vstřikovací jednotka zároveň [24] 19
![3.2.2 Uzavírací jednotka [12], [14], [16], [22] Uzavírací jednotka, viz obr. 20, zajišťuje pohyb otevírání a uzavírání formy.](/docs-images/93/113220473/images/19-0.jpg "Má za úkol vyvinout dostatečně velkou uzavírací sílu s co možno největší rychlostí uzavírání, aby forma těsnila pod náporem tlaku vstřikovacího.")

19 3.2.2 Uzavírací jednotka [12], [14], [16], [22] Uzavírací jednotka, viz obr. 20, zajišťuje pohyb otevírání a uzavírání formy. Má za úkol vyvinout dostatečně velkou uzavírací sílu s co možno největší rychlostí uzavírání, aby forma těsnila pod náporem tlaku vstřikovacího. Uzavírací tlak se odvíjí od plochy průřezu vstřikované součásti v dělící rovně a je vyvozen buď hydraulicky, hydraulickomechanicky, nebo elektromechanicky. Velikost toho tlaku je jedním z hlavních parametrů, dle kterých je volen stroj pro danou formu. Nejběžnější uzavírací jednotky u vstřikovacích vulkanizačních lisů jsou Obr. 20 Hydraulická uzavírací jednotka [17] hydraulické. Představují své výhody jako: Jednoduché, masivní provedení. Vzhledem k tuhosti jednotky lze vstřikovat hluboké tvary. Uzavírací a přidržovací síla je přesně známa z manometrů hydraulického okruhu. Regulace rychlosti uzavírání a automatického nastavení zpomalení při dozavírání. Dostatečná rychlost u zavírání pro gumárenské potřeby Řídící a regulační jednotka [16], [21], [22] Řídící jednotka je nedílnou součástí všech vstřikovacích lisů. Slouží k nastavování procesních parametrů pro vstřikování a programování samotného procesu. Využívá řídící mikroprocesory, což umožnuje regulaci a optimalizaci v průběhu nebo diagnostiku po skončení procesu. Nastavování parametrů se provádí skrz komunikační rozhraní ovládacího panelu s dotykovým displejem a tlačítky, viz obr. 21, případně s externí klávesnicí. Součástí komunikačního rozhraní jsou také porty pro připojení různých přenosných medií. Řídící software se liší dle různých výrobců strojů. Pracovní cyklus je však ve většině případů programován v grafických sekvencích, ve kterých je snadná kontrola a případná úprava vstupních dat. Obr. 21 Ovládací panel stroje [23] 20
20 3.3 Rozváděcí kanály BSK [33], [34], [35] Studené kanály neboli BSK (blok studených kanálů) jsou zařízení, které slouží k rozvádění zplatifikované směsi ze vstřikovací jednotky přímo k jednotlivým dutinám tvarů, nebo ke skupinám dutin. Vstřikovaný materiál je dopravovaný od vstupní trysky BSK do vstřikovacích trysek v systému trubek a rozváděcích kusů. Na obr. 22 je znázorněný průřez rozvodným systémem. Vstupní tryskou vstupuje vstřikovaný materiál do BSK. Trubky jsou s přesahem usazeny do rozváděcích kusů, které dále napájí několik vstřikovacích trysek, v tomto případě 8 trysek. Celé toto sestavení je vsazeno do vyfrézovaných lůžek montážní desky a mezidesky, viz obr. 23. Pozice na obr. 22 se vztahují k obr. 23. Aby vstřikovaná směs nezvulkanizovala v dutinách rozváděcího kanálu, nesmí teplota směsi přesáhnout vulkanizační hodnotu cca 85 C. Toho je docíleno Obr. 22 Schéma rozváděcího systému oddělením studené části od topné desky izolační vrstvou (topná deska ohřívá horní desku formy na teplotu cca 180 C). Tomu také napomáhá temperační okruh v montážní desce a mezidesce, který nejprve BSK ohřívá na provozní teplotu (teplota ve vstřikovací jednotce C) a následně BSK na této teplotě udržuje (odtud tedy název blok studených kanálů). Jako temperační medium je využívaná buď voda, nebo olej. Protože rozvod směsi ke tvarovým dutinám formy je proveden v BSK, kde nezvulkanizuje, nemusí se odstraňovat rozvodný systém při každém vstřikovacím cyklu. Z čehož plyne výrazné ušetření použité směsi a zvýšení produktivity práce. Na obr. 23 je znázorněn řez rozváděcími kanály BSK. Centrovací kroužek na pozici 10 ustavuje BSK na střed upínací desky vstřikovací jednotky. Dosedací plocha vstupní trysky má negativní tvar trysky ve vstřikovací jednotce. V zadní části BSK je umístěna elektroinstalace, 1 Montážní deska, 2 Mezideska, 3 Izolační deska, 4 Topná deska, 5 Vstupní tryska, 6 Rozváděcí kus, 7 Vstřikovací tryska, 8 Elektroinstalace, 9 Centrovací čep, 10 Centrovací kroužek, 11 Rozváděcí trubka Obr. 23 Řez sestavou rozváděcího kanálu 21
.")


21 která obsahuje elektrické vyústění z topných patron a tepelných čidel. Tepelné ztráty topné desky zmírňují izolační desky, umístěné na bočních plochách a pod mezideskou. 3.4 Vady při vstřikování elastomerů [26], [29], [30], [31] Při vstřikování elastomerových směsí může nastat řada výrobních problémů (konstrukční, technologické, procesní, reologické). Většina z nich nelze zjistit dřív, než je forma vzorkována a výlisky podrobeny kontrole. Vady jsou neshody s výkresovou dokumentací a dle posouzení mohou být přípustné a nepřípustné. O jejich posouzení je diskutováno mezi výrobcem nástroje a zákazníkem. Většinu definovaných vad lze eliminovat vyladěním procesních parametrů, některé však vznikají v důsledků kombinací různých technologických kroků a jejich odstranění je náročnější. Nejběžnější vady, jejich příčiny a odstranění jsou: Smrštění a rozměrové nepřesnosti Při chladnutí dochází ke zmenšení výlisku a dutiny formy rozdílnou hodnotou. Smrštění je tedy definováno jako rozdíl mezi rozměry dutiny formy a konečného výrobku při pokojové teplotě. Tvarová dutina musí být zvětšena o hodnotu smrštění. Problémy však mohou nastat při dodatečném smrštění postupem času. Zhrubnutí povrchu, též označováno jako pomerančová kůra, viz obr. 24. Při kontaktu vstřikované směsi s horkým povrchem dutiny vznikají v malém množství připečeniny, které narůstají se vzrůstajícím počtem cyklů. Vznikají tak hrubé nerovnosti povrchu, které se projevují na výrobku. Mechanické čištění povrchu dutin probíhá až po odstavení formy a proto tyto vady vznikají při velkých sériích. Nejprve se čistí ručními nástroji (mosaznou špachtlí, brusnou vlnou) a poté pískováním. Opatřením proti těmto vadám může být snížení teploty formy, nebo častější čištění. Obr. 24 Hrubý povrch Propadliny v okolí vtoku jsou způsobeny tepelnou roztažností po vulkanizaci. Materiál uniká do přetokového prostoru a v okolí vtoku nedostatečným objemem vznikají propadliny. Tato vada je dána hlavně materiálovými vlastnostmi směsi. Odstranění propadlin je možné snížením dotlaku. Vzduchové bubliny vznikají při nedostatečném odvzdušnění tvarové dutiny, obvykle na nejvzdálenějších místech od umístění vtoku. Eliminují se přímým odvzdušněním po naplnění dutiny, tedy rychlé (1-2 s) otevření formy s následným dotlakem. Jako např. na obr. 25. kde uvízla vzduchová bublina. Na obr. 26 je vyobrazený díl bez navrhnuté odvzdušňovací soustavy. Při soutoku vstřikovaného materiálů z obou směrů nedošlo ke spojení z důvodu přítomnosti vzduchové bubliny. Což souvisí i s následující vadou toku. Obr. 25 Vzduchová bublina Obr. 26 Špatné odvzdušnění dutiny 22



22 Vady toku vznikají po rozdělení proudu taveniny (např. jádry) na dva více toků a následném spojení. Z důvodu částečně zvulkanizované směsi v čele těchto toků nedochází k plnému spojení a provázání. Na obr. 27 je typická vada toku, kdy se materiál při soutoku nedokázal ideálně spojit a soudržně držel pouze v krajích průřezu výlisku. Opatřením proti vzniku je zvýšení rychlosti a vstřikovacího tlaku. Obr. 27 Vada toku Enormní přetoky mohou být způsobeny nedostatečným uzavíracím tlakem. Důsledkem toho se při vstřikování začne forma otevírat a směs vytéká mimo tvarovou dutinu, jako na obr. 28. S tím souvisí ztráta vstřikovaného objemu a vznik propadlin. Chybou může být v konstrukčním uspořádání otisků, nebo zvýšený vstřikovací tlak. Další příčinou přetoků je nadměrná hodnota vstřikované dávky. Obr. 28 Enormní přetoky Špatná vulkanizace je projevena vnitřní pórovitostí, viz obr. 29, v nejširším průřezu. Řeší se zvýšení doby vulkanizace a zvýšení teploty formy. Obr. 29 Špatná vulkanizace 23
![NÁVRH ŘEŠENÍ [21] Cílem práce je konstrukční návrh vstřikovací formy pro určenou součást, tedy průchodku klimatizace, viz obr. 30.](/docs-images/93/113220473/images/23-0.jpg "Se stavem součásti již bylo obeznámeno v první kapitole v jejím rozboru.")

23 NÁVRH ŘEŠENÍ [21] Cílem práce je konstrukční návrh vstřikovací formy pro určenou součást, tedy průchodku klimatizace, viz obr. 30. Se stavem součásti již bylo obeznámeno v první kapitole v jejím rozboru. Výchozím zadáním pro konstruktéra je tedy 3D model výrobku, obdržený od zákazníka a další potřebné konstrukční informace: Materiál EPDM 60 smrštění 2 % Vstřikovací stroj Engel elast 250t horizontal Maximální možná násobnost formy Obr. 30 Průchodka klimatizace Prvním krokem před samotnou konstrukční činností je nutné posouzení technologičnosti součásti. Požadavky zákazníka jsou zhodnoceny a musí směřovat k možné a ekonomicky výhodné výrobní technologii. Případné změny jsou zpětně konzultovány se zákazníkem. Posuzovány jsou následující oblasti: Zaformovatelnost, násobnost a způsob plnění dutiny formy. Ostré hrany a rohy, které způsobují nedotečení materiálu a opotřebení nástroje. Tolerance výrobku z hlediska technologických možností daného materiálu. Vhodné umístění přetoků a vakuační možnosti. Použití určitého typu rozvodného kanálu v závislosti na určeném vstřikovacím stroji. Následuje vypracování konstrukčního návrhu formy, který vychází z procesního postupu výroby, ekonomických a konstrukčních propočtů. V průběhu řešení jsou dále propočítávány technologické a konstrukční parametry. Předběžným konstrukčním výsledkem je výkres sestavy, který je zasílán zákazníkovi. Ve většině případů jde o formální kontrolu, výjimečně se mohou dále řešit např. ergonomické prvky obsluhy stroje apod. Poté forma prochází vlastní výrobou. Po kompletní montáží je nutné hotovou formu otestovat při zkušebním procesu výroby vzorkování. Empiricky určené procesní parametry jako např. (doba plnění, čas vulkanizace a vakuace, objem nástřiku, dotlak) nelze odhadnout zcela přesně. V závislosti na vzniku různých nedokonalostí při vzorkování jsou upravovány do stavu dokonalé výroby. Výsledné seřízení stroje a technologický postup jsou při tomto zkušebním procesu výchozí pro sériovou výrobu. 24


24 Při vzorkování je testována ve většině případů pouze funkčnost formy, způsob odformování a kvalita výrobků. Nejsou však nijak přísně uvažovány podmínky určující finanční úspornost výroby. Provozní náklady stroje a náklady na materiál mají vysokou váhu na cenu výrobku. A právě z tohoto hlediska jsou výchozí technologické parametry, důležité pro úspornou sériovou výrobu, vylaďovány dále až zákazníkem. 4.1 Určené vstřikovací stroje Sériová výroba průchodky klimatizace bude probíhat na horizontálním vstřikovacím stroji ENGEL elast 250t od firmy Engel, viz obr. 32. Typ stroje je přímo určený pro zpracování elastomerních směsí. Avšak horizontální stroje nejsou pro vstřikování elastomerů příliš obvyklé. Jsou voleny pro velkosériovou výrobu součástí, u kterých vzhledem k technologicky vhodným tvarovým řešení jader a vnějších ploch součásti, nepředstavuje vyjmutí výrobku z formy žádný problém. Výroba na těchto strojích probíhá plně automaticky. Výrobky jsou odformovány speciálními rotačními kartáči, které je možné vidět na obr. 31. Obr. 31 Odformovací kartáče [24] Obr. 32 Horizontální vstřikovací stroj ENGEL elast 250t [24] 25
![Základní technické údaje o stroji Engel elast 250t jsou uvedeny v tabulce 3: Tab. 3 Technické parametry stroje [36]. Vstřikovací jednotka Značka jednotka hodnota Max.](/docs-images/93/113220473/images/25-0.jpg "vstřikovací kapacita Vk cm 3 800 Max. vstřikovací tlak pv bar 2000 Max. otáčky šneku ot/min 160 Max.")
25 Základní technické údaje o stroji Engel elast 250t jsou uvedeny v tabulce 3: Tab. 3 Technické parametry stroje [36]. Vstřikovací jednotka Značka jednotka hodnota Max. vstřikovací kapacita Vk cm Max. vstřikovací tlak pv bar 2000 Max. otáčky šneku ot/min 160 Max. krouticí moment Mm 1250 Účinná délka šneku L/D 10 Průměr šneku mm 50 Průměr vstřikovacího pístu mm 106 Uzavírací jednotka Uzavírací síla Fu kn 2500 Minimální výška formy hmin mm 400 Rychlost otevírání mm/s 250 Upínací deska mm 600x600 Velikost topné desky mm 600x600 Výška topné desky mm 95 Topný výkon kw 15 Počet topných zón - 4 Celkové rozměry stroje Délka m 5,5 Šířka m 1,6 Výška m 3,9 Pro vzorkování vlastní nástrojařská firma několik vstřikovacích lisů od různých výrobců. Vzhledem k tomu jsou rozšířeny možnosti testování forem odlišných konstrukcí. V ideálním případě by mělo vzorkování probíhat přímo na stroji určeném pro sériovou výrobu. Protože zákazník nepůsobí na území České republiky a ani nástrojařská firma nevlastní stejný typ stroje, je nutné provést zkušební provoz formy na stroji podobném. Zvolen byl ENGEL elast 400t, viz obr. 33. Kromě odlišnosti ve směru působení uzavírací jednotky, ostatní parametry stroje vyhovují pro testování navrhované formy. Obr. 33 ENGEL elast 400t [24] 26

26 4.2 Konstrukční řešení formy Při navrhování formy je snahou využívat co nejvíce normalizovaných dílů. Nicméně rozšířenost normálií forem pro elastomerní směsi není zdaleka tak široká jako u forem pro vstřikování termoplastů, které jsou skládány v podstatě jako stavebnice. Sestava konstrukce, viz obr. 34, je složena z horní a spodní kotevní desky, ve kterých jsou usazeny vložky s tvarovým profilem výrobku. Dále z distanční desky, centrovacího kroužku, ustavovacích čepů, vodících čepů, kluzných pouzder, transportních třmenů a spojovacích součástí. 1 Horní kotevní deska, 2 Spodní kotevní deska, 3 Sestava vložek, 4 Distanční deska, 5 Centrovací kroužek, 6 Ustavovací čep, 7 Vodící čep, 8 Kluzné pouzdro, 9 Transportní třmen, 10 spojovací součásti Obr. 34 Rozložená sestava formy Distanční deska slouží k uchycení formy do stroje a dále zvyšuje celkovou výšku formy. Vzhledem k sevření stroje musí být minimální výška formy 300 mm. Centrovací kroužek, jak z názvu napovídá, centruje formu na střed upínací desky stroje. Normalizované vodící čepy a kluzná pouzdra zajišťují přesné přímočaré vedení při otevírání formy. Transportní třmeny zajištují spojení mezi horní a spodní kotevní deskou při přepravě instalaci do stroje. Jako spojovací součásti jsou výhradně používány imbus šrouby s vnitřním šestihranem. 27

27 Na obr. 35 je znázorněna sestava vložek, jejíž dutina tvoří negativ výsledného tvaru vstřikované součásti, zvětšený o hodnotu smrštění po ztuhnutí (u této vstřikované směsi se jedná o smrštění 2 %). Sestava je rozdělena dělící rovinou na spodní a horní část. Spodní je tvořena dvěma vnějšími vložkami a jednou vnitřní, ve které jsou usazené dvě pravé jádra. Toto komplikované dělení je navržené z důvodů usnadnění výroby. Celek je pak uložen ve spodní kotevní desce. Horní část tvoří pouze jedna vložka, uložená v horní kotevní desce. 1 Horní vložka, 2 Jádro, 3 Spodní vložka vnitřní, 4 Šroub M6, 5 Spodní vložka vnější, 6 Spodní vložka upínací, 7 Šroub M5 Obr. 35 Rozložený stav sestavy vložek Jádra jsou skrz spodní vnitřní vložku přišroubovaná šrouby M6 ke spodní vložce upínací, tím je zároveň zajištěna pozice vnitřního kusu. Spodní vnější vložka je uchycena osmi šrouby M5 k upínací desce. Stejně jako kompletní spodní celek tak i horní vložka jsou v kapsách kotevních desek upevněny pomocí čtyř šroubů M8. 28
28 4.2.1 Materiály formy [25], [26] Vstřikovací forma je vyrobena z mnoha různých materiálů, dle kterých se z velké části odvozuje její cena. Funkční části, které se dostávají do kontaktu se vstřikovanou směsí, jsou namáhány na tlak a u některých směsí i na abrazivní účinky. Na konstrukční součásti (např. centrovací čepy a kroužky, opěrná tělesa, manipulační madla) působí naopak namáhání na otlačení a koroze. O volbě použití různých materiálů rozhoduje: velikost série, vstřikovaný materiál, podmínky používání nástroje, požadované fyzikální a mechanické vlastnosti cena, obrobitelnost. Oceli představují převážnou skupinu materiálů, ze kterých je forma složena. Jejich široký výběr je zúžen na několik málo druhů, které jsou vhodné ke konstrukci. U normalizovaných součástí volí materiál výrobce, zaručující se jejich správnou funkcí. Pro výrobu kotevních desek a tvarových dutin, které jsou nejvíce mechanicky namáhány, jsou používány nástrojové oceli. Kotevní a distanční desky tvoří většinový objem formy, mají tak na celkovou cenu formy vysoký vliv. Materiál desek byl zvolen jeden z levnějších, avšak s vyhovujícími požadovanými vlastnostmi, tedy (podle ČSN ). Více namáhané tvarové vložky a jádra jsou vyráběny z oceli Pro ostatní konstrukční součásti typu opěrného bloku, transportních třmenů, centrovacího kroužku apod. jsou voleny konstrukční oceli dle ČSN V případě centrovacího kroužku, který musí být tepelně zpracován kalením, je materiál volen dle ČSN Nejběžnější používané materiály jsou uvedené v tabulce 4 a 5. Dále jsou často používané nekovové materiály s účelem tepelné izolace, které jsou umístěny na vnějších plochách formy, nebo mezi BSK a topnou deskou. Nejběžněji se využívají materiály na bázi vyztužených reaktoplastů, skelnou tkaninou, např. sklotextil. V úvahu bylo také použití izolačních desek pro řešenou formu, ale při stávajících rozměrech desek by se nevešla do upínacího prostoru stroje. Tab. 4 Materiál [27]. Charakteristika: Uhlíková nástrojová ocel, vyznačující se vysokou houževnatostí a odolností proti kalícím teplotám. Dále se ocel vyznačuje dobrou obrobitelností v žíhaném stavu. Vhodnost použití: Tvrdost po zušlechtění: Max. 58 HRC Pro nástroje k obrábění dřev, kalené součásti forem např. základové desky, sloupky, dorazy. Tab. 5 Materiál [28]. Charakteristika: Legovaná nástrojová ocel ke kalení na vzduchu s velmi dobrou prokalitelností. Dobrá stálost pevnosti za tepla. Dobře obrobitelná jak ve stavu žíhaném na měkko, tak i ve stavu Vhodnost použití: Tvrdost po zušlechtění: Max. 51 HRC Nástroje pro zapracování umělých hmot. Pro namáhané formovací rámy a tvarové vložky. 29
![4.2.2 Konstrukční a technologické prvky [19], [25] Na počátku návrhu vstřikovací je zásadní rozměr upínací jednotky určeného (zvoleného) stroje, ze kterého vychází rozměry desek formy.](/docs-images/93/113220473/images/29-0.jpg "Pro výrobu dané součásti byl určen stroj ENGEL 250t, s rozměry topné desky 600x600 mm, viz obr. 36.")

29 4.2.2 Konstrukční a technologické prvky [19], [25] Na počátku návrhu vstřikovací je zásadní rozměr upínací jednotky určeného (zvoleného) stroje, ze kterého vychází rozměry desek formy. Pro výrobu dané součásti byl určen stroj ENGEL 250t, s rozměry topné desky 600x600 mm, viz obr. 36. Formát desek formy byl tedy zvolen stejný, aby byla vyplněna celá plocha a zároveň forma nepřesahovala přes okraje. Navíc zvolený formát desek je běžně dostupný v požadovanými tolerancích. Jak je možno vidět na obr. 34 upínání spodní kotevní desky formy je řešeno pomocí šroubů a T matic do drážek topné desky, která je součástí stroje a k uzavírací jednotce je uchycená osmi šrouby M20. obr. 36 Topná deska stroje obr. 37 Izometrický pohled na dělící rovinu Následuje důležitý konstrukční krok, a to volba dělící roviny součásti. Dělící rovinu je nutno volit s ohledem na vyrobitelnost tvarových vložek, vhodné vyjmutí výrobků z dutiny a optimální průběh plnění (tedy takové umístění, aby v každé polovině součásti byl ideálně stejný objem vstřikovaného materiálu). Zvolená dělící rovina, která je znázorněna v izometrickém pohledu na obr. 37 a v příčném řezu na obr. 38, je umístěna ve středu součásti na nejvzdálenějším tečném bodě. obr. 38 Dělící rovina v příčném řezu 30


30 Mezi základními požadavky zákazníka, kvůli zvýšení výrobní sérii, byl maximální počet tvarových otisků. Se zvyšující se násobností formy přímo úměrně roste hospodárnost výroby. Avšak v určitých případech může zvýšení násobnosti na maximum s sebou nést jistá rizika. Při kriticky malé vzdálenosti dutiny od kraje formy nemusí uzavírací síla stačit k hermetickému uzavření. Důsledkem toho nastávají vady u krajních výlisků, např. ve zvýšení tloušťky dělící roviny, které dále znemožní snadné odtrhnutí přetokového odpadu. Na obr. 39 je znázorněné pravidelné rozmístění dvanácti otisků. Nelze s jistotou vyloučit možný stav popisovaného problému. Minimální vzdálenosti dutin od kraje nejsou pevně stanoveny, protože závisí na mnoha různých okolnostech. Např. na velikosti dutiny nebo velikosti uzavírací síly stroje. Ve většině případů, jakož i u tohoto řešeného návrhu, je nutné posouzení zkušeného konstruktéra. Obr. 39 Rozmístění tvarových dutin V důsledku použití šestitryskového rozváděcího kanálu je vtokový systém formy, viz obr. 41, řešen jako dvojnásobně symetrické uspořádání. Z jednoho vtokového kanálu jsou tedy plněny dvě dutiny otisku. Je důležité, aby rozvodné kanálky byly co nejkratší a ke všem dutinám stejně dlouhé (zajištění stejných tlakových podmínek). Ústí vtoku je umístěné do dělící roviny a řešeno deltovým provedením s ústící mezerou 0,15 mm. Viz obr. 40. Obr. 40 Ústící mezera 31



31 Obr. 41 Vtoková soustava Pod vtokovým kanálem je tzv. vytahovák, viz detail obr. 42. Modře znázorněná část má tvar komolého kužele, která brání v pohybu ztuhlého materiálu. Při otevření formy dojde k utržení vtokového kužele v nejužším místě, tedy v místě ústí trysky BSK. Tím je zachována celistvost vtokové soustavy, čímž nevznikají problémy s odstraňování vstřikovaného materiálu při následujících cyklech. Další zajímavý konstrukční prvek je Obr. 42 Detail vytahováku znázorněn na obr. 43. Černým kroužkováním jsou zvýrazněny falešné přetoky po obvodu tvarových vložek. Při prvním zástřiku jsou tyto dutinky zaplněny vstřikovaným elastomerem a slouží v dalších cyklech jako dokonalé těsnění. Obr. 43 Falešné přetoky Důležitý konstrukční prvek pro snadnější montáž je odlehčení vložek, které je možné vidět na obr. 43, konkrétně u spodní upínací vložky (červená součást). Odlehčení představuje pás odebraného materiálu na vnější ploše vložky o hloubce 0,05 mm a výšce 10 mm. 32

32 Před nástřikem do tvarových dutin formy je nutné odstranit veškerý vzduch, který je v nich obsažen. Při vstřikování elastomerů se toho dosahuje vakuačním odvodem. Čím vyšší je vstřikovací tlak, delší doby plnění a větší velikost dutiny, tím účinnější musí být odvod vzduchu. Vakuace probíhá bezprostředně před samotným nástřikem a po celou dobu plnění. Doba vakuace se volí v řádech jednotek sekund v závislosti na velikosti nástřiku a násobnosti formy. Pro řešenou součást byla tato doba stanovena na 6 sekund. Při nedostatečném odvodu vzduchu z dutin vznikají vady v podobě bublin, nedokonalého vyplnění dutiny a studených spojů. Obr. 44 Vakuační soustava Základem je správný návrh vakuační soustavy, zavedený na povrchu spodní kotevní desky a vně horní desky, který je znázorněný zelenou barvou na obr. 44. Kompletní vakuovaná oblast je utěsněná pryžovým těsněním (na obr. 44 vyznačené hnědou barvou). Zbylý vzduch v dutině je tlačen před sebou vstřikovaným materiálem. Vakuační drážky propojují prostor dutiny s odváděcími kanálky. Pro dokonalý odvod by měly být tyto drážky umístěny na nejvzdálenějších místech od vtoku a v oblasti konce dráhy materiálového toku. Nemělo by také docházet ke vzniku přetoků, způsobených právě vakuačními drážkami. Z tohoto důvodu se volí jejich výška co nejmenší, obvykle 0,02 0,05 mm podle typu vstřikovaného materiálu. Šířka je volena libovolně, v řádu jednotek milimetrů. V tomto řešení je šířka drážky zvolená 2 mm o výšce 0,05 mm. Průřez odváděcích kanálků ve spodní desce, viz obr. 45, je volen s ohledem na snadnou výrobu. Základem je však, aby plocha průřezu byla větší než součet ploch průřezů Obr. 45 Tvar průřezu odváděcího kanálku 33
![všech vakuačních drážek. Pro kontrolu lze porovnat plochu S1 a součet všech ploch drážek dle vztahu: => [-], (4.](/docs-images/93/113220473/images/33-0.jpg "1) kde: S1 [mm 2 ] S2 [mm 2 ] n [-] e [-] - plocha průřezu rozváděcího kanálku - hodnota zjištěna pomocí softwaru Solidworks S1 = 8,25 mm 2 - plocha vakuační drážky; = 2 0,05=0,1\"\" - násobnost formy")
33 všech vakuačních drážek. Pro kontrolu lze porovnat plochu S1 a součet všech ploch drážek dle vztahu: => [-], (4.1) kde: S1 [mm 2 ] S2 [mm 2 ] n [-] e [-] - plocha průřezu rozváděcího kanálku - hodnota zjištěna pomocí softwaru Solidworks S1 = 8,25 mm 2 - plocha vakuační drážky; = 2 0,05=0,1"" - násobnost formy - počet drážek u každé dutiny 8,25 $ %, = 4,2 [-] Plocha S2 vyhovuje dané podmínce s téměř dvojnásobnou rezervou. Součet ploch S2 je dělen dvěma z důvodů dvou svislých otvorů 6 mm na každé straně. Přes tyto dva otvory vzduch odchází vrtanými kanály 10 mm v horní desce a následně výstupem ven z formy. Obr. 46 Vstřikovací forma pracovní pozice Pro manipulaci s formou, zejména při zvedání jeřábem, je využíván šroub s okem, viz obr. 46, umístěný na horní ploše v ose těžiště. Při jiné manipulaci např. montáži a demontáži, 34

34 jsou používány montážní závity na bocích formy. Upínání formy ve stroji je řešeno pomocí šroubů a T matic. Vybrání v rozích desek usnadňuje demontáž formy. 4.3 Porovnání výsledného řešení Návrh řešené součásti průchodky klimatizace vychází z předešlého řešení, ve kterém se jednalo o součást velice tvarově podobou, ale ne stejnou. Na přání zákazníka byla zvýšena násobnost formy z osmi na dvanáct otisků, viz obr původní řešení. Za podmínky použití stejného vstřikovacího stroje, tedy horizontální Engel 250T. Což byla komplikace, protože už původní návrh měl maximální rozměry desek vzhledem k rozměrům upínací desky stroje. Nově řešená součást však byla na přání zákazníka zmenšena a díky jinému uspořádání tvarových dutin se navýšení za daných podmínek zdařilo. Jiné rozmístění dutin s sebou neslo i další výhody, např. použití šestitryskového kanálu BSK na místo původního osmitryskového. Osmitryskový BSK je o něco cenově nákladnější, ale hlavně důsledkem nižšího počtu vtokových ústí, bude úspora na vstřikovaném materiálu. Kvůli jinému rozmístění dutin musel být také přepracovaný vakuační systém. Obr. 47 Původní konstrukční řešení 35
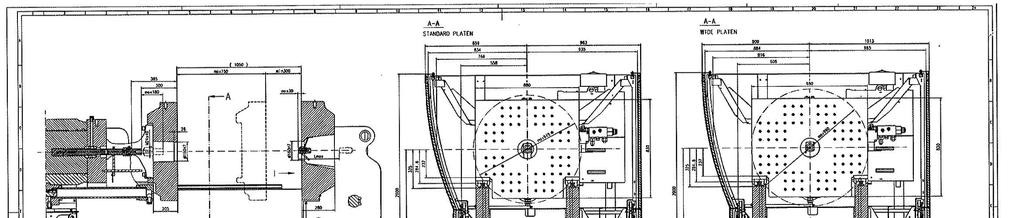
35 4.4 Technologicko-konstrukční kontrolní propočty Dle zvolených technologických parametrů formy je nutné provést kontrolní výpočty určeného vstřikovacího stroje. Data pro potřeby výpočtů byly získány pomocí softwaru Solidworks. a) Stanovení kontroly vstřikovací kapacity stroje dle podmínek: ' ( > ' ) <=> +, [%], (4.2) kde: Vk [cm 3 ] - vstřikovací kapacita stroje; Vk = 800cm 3 Vd [cm 3 ] - vstřikovaná dávka včetně rozváděcího systému; - Vd = 717cm > 717 <=> $$ 100 =89 % 2%% Kapacita vstřikovací jednotky stroje je větší jako objem vstřikované dávky, což umožnuje provoz formy na zvoleném stroji. b) Porovnání hodnot vstřikovacího tlaku stroje a zvoleného vstřikovacího tlaku dle podmínky: 3 > 34, (4.3) kde: pv [bar] pvs [bar] - maximální vstřikovací tlak stroje; pv = 2000 bar - zvolený vstřikovací tlak pro řešenou součást; pvz = 200 bar 2000 >200 => Zvolený vstřikovací tlak vyhovuje s velkou rezervou pro daný stroj. c) Kontrola minimální výšky formy hmin Při maximálním sevření uzavírací jednotky je mezi spodní a horní upínací deskou stroje vzdálenost 300mm, viz příloha 1. Tato hodnota stanovuje minimální výšku formy hmin. Ačkoliv je spodní topná deska součástí stroje, do této veličiny počítána není. Musí platit podmínka: h h 67, (4.4) kde: h [mm] hmin [mm] 1 Topná deska stroje, 2 Distanční deska, 3 - Spodní kotevní deska, 4 Horní kotevní deska, 5 - Rozváděcí kanál Obr. 48 celkový výška formy -výška formy -minimální výška formy, hmin = 300 mm 36
 Výpočet teoretické uzavírací síly dle vztahu (3.1) a porovnání s možností parametru stroje = 9 :; < =>?")
36 Výsledná výška formy h, viz obr. 48, je dána součtem výšek topné desky stroje, distanční desky, spodní a horní kotevní desky a rozváděcího kanálu. Celková výška h = 404mm tak vyhovuje podmínce minimální výšky. d) Výpočet teoretické uzavírací síly dle vztahu (3.1) a porovnání s možností parametru stroje = 9 :; < =>?@, %% kde: Aproj [cm 2 ] n [-] [], - projekční plocha tvarové dutiny do dělící roviny formy - dle výpočtu ze softwaru Solidworks Aproj = 72 cm 2, viz obr násobnost formy = ,1 100 = 1901 Celková projekční plocha = 9ABC (4.5) =12 72 =864 E" Obr. 49 Projekční plocha v dělící rovině >, (4.6) kde: Fu [kn] - maximální uzavírací tlak stroje 2500 >1901 Podmínka porovnání spočítané hodnotu uzavírací síly a maximální uzavírací síly stroje je splněna s dostatečnou rezervou. Aby nedošlo k otevření formy působením vstřikovacího tlaku, musí být uzavírací tlak větší. V přepočtu uzavírací síly 1901 kn působící na celkovou projekční plochu 864 cm 2, je teoretická hodnota uzavíracího tlaku pu = 220 barů. V praxi je však tato hodnota volena ze zkušeností ještě vyšší, a to pu = 250 barů viz tab. 6. Při zvoleném vstřikovacím tlaku pvs = 200 barů, vyhovuje uzavírací tlak stanovené podmínce. 37
37 Návrh technologického postupu Počátkem procesu je příprava formy pro vstřikování, tzn. upínání do pracovního prostoru stroje, kontrola měsíční datumovky a zahřívání na procesní teplotu dle seřizovacího listu. Následně obsluha nastaví další potřebné procesní parametry, viz seřizovací list tab. 6. Vstupní podoba surovinné směsi je ve formě pásů, které jsou dodávané od dodavatele o požadované hmotnosti. Obsluha stroje vkládá pás pouze na začátku, rotující šnek si dále materiál po celé délce pásu podává automaticky sám. Před použitím materiálu je nezbytně nutná kontrola životnosti a datum dodání od dodavatele. Tab. 6 Seřizovací list SEŘIZOVACÍ LIST Součást: Materiál: EPDM 60 Objem nástřiku: 717 cm 3 Násobnost formy: 12 Průchodka klimatizace Stroj: Uzavírací síla: Technické parametry: Engel 250t 2500kN Vstřikovací kapacita: 800 Procesní parametry Značka Nastavené hodnoty Teplota hodní topné desky [ C] <180;185> Teplota spodní topné desky [ C] <180;185> Teplota BSK [ C] <70;80> Teplota vstřikovací jednotky [ C] <70;80> Teplota šneku [ C] 65 Čas vulkanizace [min] 2,5 Uzvírací tlak p u [bar] 250 Vstřikovací tlak p vs [bar] 200 Čas nástřiku [s] <18;25> Čas cyklu [min] - Čas vakuace [s] <6;10> Teplota odformování [ C] 185 Tlak dotlaku [bar] 150 Čas dotlaku [s] <1;3> Primárně jsou zadávány nižší hodnoty teplot a tlaků. Při náznaku vad v podobě vzduchových bublin či nedostatečné vulkanizaci je nutné nejprve zvýšit teplotu na spodní topné desce a poté i na horní. V případě vzduchových vad ve výrobků je nutné přikročit k přímému odvzdušnění formy. 2 až 5 s po naplnění dutiny formy 60% rychlostí otevřít formu po dráze 1 mm po dobu 1 s. Průběh vstřikování probíhá automaticky, odformování zajišťují dva rotační kartáče. Hrubé výlisky padají do přepravního boxu, umístěného pod formou. V dalším kroku pracovníci odstraní výlisky od přetoků a vtokových systémů, popřípadě jemně začistí dělící rovinu. Vzniklý odpadní materiál již nemůže být znovu použit ke vstřikování (z důvodů nevratného vulkanizačního procesu), ale své využití nalezne v oblastech stavebnictví jako izolační složka. 38
38 ZÁVĚR Ke správnému a funkčnímu návrhu nástroje (vstřikovací formy) a technologického postupu je nutné vycházet nejen z teoretických znalostí problematiky zpracování elastomerů, ale i z praktických empirických poznatků. K tomu byla rozvedena teoretická rozprava a praktické znalosti o technologii vstřikování elastomerů. Zadaná součást byla průchodka klimatizace z materiálu EPDM, který je běžně používaný při zpracování technologii vstřikování. Dle zadaného 3D návrhu výrobku, materiálových vlastností a stroje ENGEL elast 250T, byl vypracován rámcový konstrukční návrh nástroje a technologický postup výroby. Výsledkem konstrukčního návrhu je výkres sestavy. Navržené řešení bylo porovnáno s výchozím, ze kterého vzešlo navýšení násobnosti z osmi na dvanáct tvarových otisků a tedy zvýšení produktivity práce. Na závěr byly provedeny technologicko-konstrukční propočty pro kontrolu správné konstrukce a vhodnosti použití určeného stroje. Posledním krokem byl samotný návrh technologického postupu včetně seřizovacího listu stroje s procesními parametry. 39
39 SEZNAM POUŽITÝCH ZDROJŮ [38] 1. KRATOCHVÍL, Bohumil, Václav ŠVORČÍK a Dalibor VOJTĚCH. Úvod do studia materiálů. Praha: Vysoká škola chemicko-technologická, ISBN BRIZDALA, Jan. E-ChemBook: Syntetické makromolekulární látky [online]. 2012, 2016 [cit ]. Dostupné z: 3. DLUHOŠ, Jindřich. Materiály a technologie: plasty a vybrané nekovové materiály. Vyd. 3. Ostrava: Ostravská univerzita, ISBN BĚHÁLEK, Luboš. Polymery [online] [cit ]. ISBN Dostupné z: 5. ZEMAN, Lubomír. Vstřikování plastů: úvod do vstřikování termoplastů. Praha: BEN - technická literatura, ISBN MACEK, Karel a Petr ZUNA. Strojírenské materiály. Praha: Vydavatelství ČVUT, ISBN Chemické listy [online]. Praha: Česká společnost chemická, 1997 [cit ]. ISBN ISSN Dostupné z: docs/full/1997_01_23-29.pdf 8. Resinex - Distribuce plastů a kaučuků. TPE Termoplastický elastomer [online] [cit ]. Dostupné z: 9. PECINA, Pavel a Josef PECINA. Materiály a technologie - plasty. Brno: Masarykova univerzita, ISBN SOVA, Miloš a Josef KREBS. Termoplasty v praxi. Praha: Verlag Dashöfer, ISBN ŠPAČEK, Josef. Technologie gumárenská a plastikářská II. 2., Praha: Státní nakladatelství technické literatury, LENFELD, Petr. Technologie II [online]. Liberec: Technická univerzita v Liberci, 2006 [cit ]. ISBN X. Dostupné z: kpt/obsah/vyuka/skripta_tkp/sekce_plasty/04.htm 13. TOMIS, František. Základy gumárenské a plastikářské technologie. Praha: SNTL, DRGA, Tomáš. Technologické řešení vstřikovacích nástrojů s orientací na polymerní materiály: zkrácená verze Ph.D. Thesis. [Brno: Vysoké učení technické v Brně], c2007. ISBN Disertační práce. VUT FSI. 15. Rutland plastic limited: Plastic Injection Moulding Machine. Rutland plastic limited [online] [cit ]. Dostupné z: moulding_machine.html 40
40 16. SEIDL, Martin. Stroje pro zpracování polymerních materiálů [online] [cit ]. ISBN Dostupné z: Hydraulické stroje - ARBURG. Vstřikovací stroje [online] [cit ]. Dostupné z: LENFELD, Petr. Technologie vstřikování [online] [cit ]. ISBN Dostupné z: KANDUS, Bohumil. VUT FSI. Přednášky z Technologie zpracování plastů: HTZ. Brno. 20. Rep injection. High-Technology Range [online]. [cit ]. Dostupné z: =blog&id=31&itemid= BOBČÍK, Ladislav. Formy pro zpracování plastů: sborník přednášek. Brno: Dům techniky ČSVTS, KUTA, Antonín. Technologie a zařízení pro zpracovávání kaučuků a plastů. Praha: VŠCHT, ISBN Krajske centrum dalsiho profesniho vzdelavani a celozivotniho uceni: PROGRAMOVÁNÍ VSTŘIKOVACÍHO LISU [online] [cit ]. Dostupné z: ENGEL: Vstřikovací stroje [online]. [cit ]. Dostupné z: ŘEHULKA, Zdeněk. Konstrukce výlisků z plastů a forem pro zpracování plastů: polymery. Brno: Akademické nakladatelství CERM, ISBN ŽÁK, Ladislav. UT - FSI, Ústav strojírenské technologie - Odbor tváření kovů a plastů: Násobnost forem. Brno, Dostupné také z: tvareci_nastroje_vstrikovaci_for my zak.pdf 27. JKZ Bučovice a.s. Nástrojová ocel [online]. Bučovice, 2010 [cit ]. Dostupné z: JKZ Bučovice a.s. Nástrojová ocel [online]. Bučovice, 2010 [cit ]. Dostupné z: DVOŘÁK, Zdeněk. Vady vznikající při výrobě výrobků technologii vstřikování. Zlín, NEUHÄUSL, Emil. Vady výstřiků. In: MM Průmyslové spektrum [online] [cit ]. Dostupné z: 41
41 31. JOHNSON, Peter S. Rubber processing: an introduction. Cincinnati: Hanser Gardner Publications, ISBN SICO CZ S.R.O. Doporučené hodnoty vulkanizačních teplot. Hostim. 33. GREGOR s.r.o. BSK blok studených kanálů [online] [cit ]. Dostupné z: Miroslav Novák - Konstrukční kancelář. Bloky studených kanálů [online]. [cit ]. Dostupné z: DUBOVSKÝ, Marek. Rozváděcí systém, zejména pro formy vstřikovacích vulkanizačních lisů. 36. ENGEL. Technické parametry stroje Engel 250T. ÖKT, Hostim. 37. Resinex - Distribuce plastů a kaučuků. Kaučuk [online] [cit ]. Dostupné z: Citace PRO [online] [cit ]. Dostupné z: 42
42 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK Označení Legenda Jednotka Aproj Celková plocha průmětu tvarové dutiny do dělící roviny formy [cm 2 ] e Počet drážek u každé dutiny [-] Fu Uzavírací síla stroje [kn] Fu Teoretická uzavírací síla [kn] hmin Minimální výška formy [mm] n Násobnost formy [-] pu Uzavírací tlak [bar] pu Teoretická hodnota uzavíracího tlaku [bar] pv Maximální vstřikovací tlak stroje [bar] pvs Vstřikovací tlak [bar] S1 Plocha průřezu rozváděcího kanálku [mm 2 ] S2 Plocha průřezu vakuační drážky [mm 2 ] Tf Teplota tečení [ C] Tg Teplota skelného přechodu [ C] Tm Teplota tání krystalického podílu [ C] Vd Vstřikovaná dávka včetně rozváděcího systému [cm 3 ] Vk Maximální vstřikovací kapacita [cm 3 ] 43
43 SEZNAM PŘÍLOH Příloha 1 Schéma výrobního stroje SEZNAM VÝKRESŮ Sestava formy A
44 PŘÍLOHA 1
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA TECHNOLOGICKÁ ÚSTAV VÝROBNÍHO INŽENÝRSTVÍ VADY VZNIKAJÍCÍ PŘI VÝROBĚ VÝROBKŮ TECHNOLOGIÍ VSTŘIKOVÁNÍ doc. Ing. Zdeněk Dvořák, CSc. Zlín 2013 Úvod Při zpracování
Laboratorní cvičení z p ř edmětu. Úloha č. 2. Vstřikování
 Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 2015
 NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
NÁVRH VSTŘIKOVACÍ FORMY S TEPLOU VTOKOVOU SOUSTAVOU SVOČ FST 20 Martin Míchal, Západočeská univerzita v Plzni, Univerzitní 8, 30 Plzeň Česká republika ABSTRAKT Práce je zaměřena na konstrukci vstřikovací
Tvářené díly z kovů a plastů (tváření kovů a plastů)
") Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
VSTŘIKOVACÍ FORMY 1. vtoková soustava
 VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Runnerless Molding Solutions
 Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Plně integrovaný jehlový uzavíratelný systém pro široké použití 02/09/2008 Polivalve Vyhřívaný systém Runnerless Molding Solutions Jehlové uzavíratelné systémy pro široké použití Pro vynikající vzhled
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Norma Tvar Materiál Provozní podmínky Typ* Použití. PN NBR P píst/pístnice. ČSN NBR ,5 H píst/pístnice
 MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015
 POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
JEHLOU UZAVÍRATELNÁ TRYSKA. Nová generace jehlou uzavíratelných trysek systém ENG
 JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
JEHLOU UZAVÍRATELNÁ TRYSKA Nová generace jehlou uzavíratelných trysek systém ENG Použití: Jehlou uzavíratelná tryska je určená pro zpracování termoplastů. Proti otevřené trysce může odříznutím spolehlivě
Postup Jak na seminární práci Vstřikovací forma
 Postup Jak na seminární práci Vstřikovací forma Úkolem tohoto postupu je doplnit informace získané na přednáškách a cvičeních v předmětu Konstrukce forem a napomoci při tvorbě zadaných seminárních prací.
Postup Jak na seminární práci Vstřikovací forma Úkolem tohoto postupu je doplnit informace získané na přednáškách a cvičeních v předmětu Konstrukce forem a napomoci při tvorbě zadaných seminárních prací.
Tvorba 3D modelu vstřikovací formy. Jan Vykydal
 Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Plasty. Základy materiálového inženýrství. Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010
 Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
Plasty Základy materiálového inženýrství Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Základní vlastnosti plastů Výroba z levných surovin. Jsou to sloučeniny
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Profil Typ Popis Rozsah teplot ( C) Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)
 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)") KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI. Doc. ing. Jaromír LEDERER, CSc.
 POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
POLYMERY PRINCIPY, STRUKTURA, VLASTNOSTI Doc. ing. Jaromír LEDERER, CSc. O čem budeme mluvit Úvod do chemie a technologie polymerů Makromolekulární řetězce Struktura, fázový stav a základní vlastnosti
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Konstrukce vstřikovací formy pro výrobu plastového dílu. Lukáš Mach
 Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Digitální prototyp při vstřikování plastů II
 Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Konstrukce vstřikovací formy pro vstřikování elastomerů. Bc. Adam Škrobák
 Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
UZAVÍRACÍ KLAPKA. dvojitě excentrická, DN , PN 10 PN 16. Konstrukční charakteristiky
 UZAVÍRACÍ KAPKA dvojitě excentrická, DN -1400, PN PN 16 1 uzavírací klapka a převodovka vhodná pro instalaci na povrch, do šachet i do země, pro zemní soupravu nutné doobjednat adaptér 2 tělo aerodynamické
UZAVÍRACÍ KAPKA dvojitě excentrická, DN -1400, PN PN 16 1 uzavírací klapka a převodovka vhodná pro instalaci na povrch, do šachet i do země, pro zemní soupravu nutné doobjednat adaptér 2 tělo aerodynamické
0290/11.03 AMTEC. Přesné závitové vložky pro plastové díly
 0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
0290/11.03 AMTEC Přesné závitové vložky pro plastové díly a instalační nářadí AMTEC odolné závitové vložky pro plasty Výhody závitových vložek: Naše závitové vložky jsou navrženy pro instalaci po vyjmutí
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
VISI ve TVARu Pardubice
 VISI ve TVARu Pardubice Pokročilé CAD/CAM řešení pro strojírenský průmysl TVAR výrobní družstvo Pardubice se začalo rozvíjet krátce po druhé světové válce v roce 1945. Od počáteční výroby plnících per
VISI ve TVARu Pardubice Pokročilé CAD/CAM řešení pro strojírenský průmysl TVAR výrobní družstvo Pardubice se začalo rozvíjet krátce po druhé světové válce v roce 1945. Od počáteční výroby plnících per
Ukazatele hladiny náplně, šroubové uzávěry
 Ukazatele hladiny náplně, šroubové uzávěry 1123 K0443 Olejoznaky H H1 Provedení A bez teploměru B Provedení B s teploměrem B Pouzdro termoplast polyamid. O-kroužek a ploché těsnění guma (NBR). Reflektor
Ukazatele hladiny náplně, šroubové uzávěry 1123 K0443 Olejoznaky H H1 Provedení A bez teploměru B Provedení B s teploměrem B Pouzdro termoplast polyamid. O-kroužek a ploché těsnění guma (NBR). Reflektor
Struktura polymerů. Příprava (výroba).struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.
.struktura vlastnosti. Materiálové inženýrství (Nauka o materiálu) Základní představy: přírodní vs.") Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
Struktura polymerů Základní představy: přírodní vs. syntetické V.Švorčík, vaclav.svorcik@vscht.cz celulóza přírodní kaučuk Příprava (výroba).struktura vlastnosti Materiálové inženýrství (Nauka o materiálu)
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO
 Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY OF TURBINE WITH SIDE CHANNEL RUNNER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
VSTŘIKOVACÍ FORMY vtoková soustava
 VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE. František HELEBRANT, Vladislav MAREK,
 PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
Konstrukce vstřikovací formy pro PC ventilátor. Radim Sedlář
 Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
Konstrukce vstřikovací formy pro PC ventilátor Radim Sedlář Bakalářská práce 2013 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí vstřikovací formy pro plastový díl. Vstřikovaným výrobkem je tělo
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
DVĚ PROVEDENÍ STEJNÁ FUNKCE RŮZNÉ PŘEDNOSTI. Normalizovaná horní příruba zajišťuje připojení všech typů ovládání a pohonů
 SÉRIE 600 DVĚ PROVEDENÍ STEJNÁ FUNKCE RŮZNÉ PŘEDNOSTI Provedení ekonomické DN 32 200 Označení: 600B průchozí otvory, 600T závitové otvory Vysoké hrdlo tělesa umožňuje tepelnou izolaci Normalizovaná horní
SÉRIE 600 DVĚ PROVEDENÍ STEJNÁ FUNKCE RŮZNÉ PŘEDNOSTI Provedení ekonomické DN 32 200 Označení: 600B průchozí otvory, 600T závitové otvory Vysoké hrdlo tělesa umožňuje tepelnou izolaci Normalizovaná horní
NÁVRH A VÝROBA PŘÍPRAVKU PRO MĚŘICÍ PŘÍSTROJ ALICONA IFM G4 SVOČ FST 2015
 NÁVRH A VÝROBA PŘÍPRAVKU PRO MĚŘICÍ PŘÍSTROJ ALICONA IFM G4 SVOČ FST 2015 Tomáš Pícha Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se bude zabývat konstrukčním
NÁVRH A VÝROBA PŘÍPRAVKU PRO MĚŘICÍ PŘÍSTROJ ALICONA IFM G4 SVOČ FST 2015 Tomáš Pícha Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se bude zabývat konstrukčním
DIG. Digestoř laboratorní. 1200/1500/1800/2100 x 930 x 2500 mm. Rozměry: šířka x hloubka x výška. Popis: DKN
 Název standardu Digestoř laboratorní Číslo standardu DIG Rozměry: šířka x hloubka x výška 1200/1500/1800/2100 x 930 x 2500 mm Popis: DKN Vnitřní rozměry pracovního prostoru: šířka 1070/1370/1670/1970,
Název standardu Digestoř laboratorní Číslo standardu DIG Rozměry: šířka x hloubka x výška 1200/1500/1800/2100 x 930 x 2500 mm Popis: DKN Vnitřní rozměry pracovního prostoru: šířka 1070/1370/1670/1970,
MultiBox. Rozvodnice izolované J/X. Rozvodnice víceúčelové, malé. Aplikace. Vlastnosti a výhody. Normy. Certifikace A.4
 Multiox Rozvodnice víceúčelové, malé Rozvodnice izolované plikace Vlastnosti a výhody deální pro automatizační a řídící aplikace v průmyslu, strojírenství, nástrojárnách a montážích. lektronické aplikace
Multiox Rozvodnice víceúčelové, malé Rozvodnice izolované plikace Vlastnosti a výhody deální pro automatizační a řídící aplikace v průmyslu, strojírenství, nástrojárnách a montážích. lektronické aplikace
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
PĚNOVACÍ NÁSTROJE. doc. Ing. Martin Hynek, PhD. a kolektiv. verze - 1.0
 Katedra konstruování strojů Fakulta strojní K 2 PĚNOVACÍ NÁSTROJE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České
Katedra konstruování strojů Fakulta strojní K 2 PĚNOVACÍ NÁSTROJE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST. Autor: Semerád Jan Vilová Bezdružice Česká republika
 POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Procházkova 430 517 41 Kostelec nad Orlicí
 Procházkova 430 517 41 Kostelec nad Orlicí Tel: +420 494 323 575 Fax: +420 494 323 386 E-mail: tfa@tfa.cz www.tfa.cz Stavebními kameny pro vývoj upínacího systému USS jsou dlouholeté zkušenosti v oboru
Procházkova 430 517 41 Kostelec nad Orlicí Tel: +420 494 323 575 Fax: +420 494 323 386 E-mail: tfa@tfa.cz www.tfa.cz Stavebními kameny pro vývoj upínacího systému USS jsou dlouholeté zkušenosti v oboru
Statické tabulky profilů Z, C a Σ
 Statické tabulky profilů Z, C a Σ www.satjam.cz STATICKÉ TABULKY PROFILŮ Z, C A OBSAH PROFIL PRODUKCE..................................................................................... 3 Profi ly Z,
Statické tabulky profilů Z, C a Σ www.satjam.cz STATICKÉ TABULKY PROFILŮ Z, C A OBSAH PROFIL PRODUKCE..................................................................................... 3 Profi ly Z,
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
2. DOPRAVA KAPALIN. h v. h s. Obr. 2.1 Doprava kapalin čerpadlem h S sací výška čerpadla, h V výtlačná výška čerpadla 2.1 HYDROSTATICKÁ ČERPADLA
 2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Projektová dokumentace řeší vytápění objektu domova pro osoby bez přístřeší v Šumperku.
 1 Projektová dokumentace řeší vytápění objektu domova pro osoby bez přístřeší v Šumperku. Podkladem pro zpracování PD byly stavební výkresy a konzultace se zodpovědným projektantem a zástupci investora.
1 Projektová dokumentace řeší vytápění objektu domova pro osoby bez přístřeší v Šumperku. Podkladem pro zpracování PD byly stavební výkresy a konzultace se zodpovědným projektantem a zástupci investora.
Konstrukce vstřikovací formy. Lukáš Novosad
 Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
Konstrukce vstřikovací formy Lukáš Novosad Bakalářská práce 2018 ABSTRAKT Tato bakalářská práce je zaměřena na provedení konstrukčního návrhu vstřikovací formy pro florbalovou čepel. Teoretická část
Řetězy pro stroje na pásovém podvozku
 Řetězy pro stroje na pásovém podvozku Řetězy v rozsahu rozteče článků od 90 mm do 350 mm, pro veškeré stroje pro zemní práce, těžbu i zemědělské a speciální stroje. Široký výběr nemazných řetězů, utěsněných,
Řetězy pro stroje na pásovém podvozku Řetězy v rozsahu rozteče článků od 90 mm do 350 mm, pro veškeré stroje pro zemní práce, těžbu i zemědělské a speciální stroje. Široký výběr nemazných řetězů, utěsněných,
Ventily pro samotížné a jednotrubkové soustavy. Termostatické ventily Termostatický ventil bez nastavení
 Ventily pro samotížné a jednotrubkové soustavy Termostatické ventily Termostatický ventil bez nastavení IMI HEIMEIER / Termostatické ventily a šroubení / Ventily pro samotížné a jednotrubkové soustavy
Ventily pro samotížné a jednotrubkové soustavy Termostatické ventily Termostatický ventil bez nastavení IMI HEIMEIER / Termostatické ventily a šroubení / Ventily pro samotížné a jednotrubkové soustavy
Kompozity s termoplastovou matricí
 Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
Kompozity s termoplastovou matricí Ing. Josef Křena Letov letecká výroba, s.r.o. Praha 9 Letňany josef.krena@letov.cz Obsah 1. Typy matric 2. Vlastnosti vyztužených termoplastů 3. Zvláštnosti vyztužených
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018
 PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018 E 7048 HYDRAULICKÝ VÁLEC S PŘÍRUBOU S válcem pro montáž pomocí příruby je možné dosáhnout minimální zástavbové rozměry. Montáž se realizuje jednoduše pomocí čtyř šroubů,
PRODUKTOVÉ NOVINKY FORMAŘINA I / 2018 E 7048 HYDRAULICKÝ VÁLEC S PŘÍRUBOU S válcem pro montáž pomocí příruby je možné dosáhnout minimální zástavbové rozměry. Montáž se realizuje jednoduše pomocí čtyř šroubů,
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
KOMPOZITNÍ MATERIÁLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
DRŽÁKY PŘÍPOJNIC. Počet přípojnic na fázi. Kód výrobku
 DRŽÁKY PŘÍPOJNIC systém je určen pro stavbu přípojnic se jmenovitým proudem do 5000 A a jmenovitým dynamickým proudem do 240 ka tělo držáku je vyrobeno z vysoce odolného termosetu na bázi polyesterových
DRŽÁKY PŘÍPOJNIC systém je určen pro stavbu přípojnic se jmenovitým proudem do 5000 A a jmenovitým dynamickým proudem do 240 ka tělo držáku je vyrobeno z vysoce odolného termosetu na bázi polyesterových
HSI 90 Kabelová průchodka tvořená ucpávkou a systémovým víkem
 HSI 90 Kabelová průchodka tvořená ucpávkou a systémovým víkem Dlouhá životnost K betonáži do bílé vany Inteligentně skrz zeď Ucpávky Plynotěsné a vodotěsné do 2,5 baru Kabelová průchodka pro nejvyšší požadavky
HSI 90 Kabelová průchodka tvořená ucpávkou a systémovým víkem Dlouhá životnost K betonáži do bílé vany Inteligentně skrz zeď Ucpávky Plynotěsné a vodotěsné do 2,5 baru Kabelová průchodka pro nejvyšší požadavky
RÁMY VSTŘIKOVACÍCH FOREM
 Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ RÁMY VSTŘIKOVACÍCH FOREM doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním
Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ RÁMY VSTŘIKOVACÍCH FOREM doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním
Nákup strojního vybavení dílenské víceúčelové haly
 Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
VÝROBA ROZVÁDĚČŮ ROZVÁDĚČOVÉ SKŘÍNĚ DSR
 VÝROBA ROZVÁDĚČŮ ROZVÁDĚČOVÉ SKŘÍNĚ DSR DEL a.s., STROJÍRENSKÁ 38, 591 01 ŽĎÁR NAD SÁZAVOU, CZECH REPUBLIC Obsah Obsah Obecné informace... 3 Technický popis, ovládací pulty... 3 Provedení... 4 Skladování...
VÝROBA ROZVÁDĚČŮ ROZVÁDĚČOVÉ SKŘÍNĚ DSR DEL a.s., STROJÍRENSKÁ 38, 591 01 ŽĎÁR NAD SÁZAVOU, CZECH REPUBLIC Obsah Obsah Obecné informace... 3 Technický popis, ovládací pulty... 3 Provedení... 4 Skladování...
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Vekotec. Armatury pro otopná tělesa s integrovanou ventilovou vložkou Připojovací šroubení pro otopná tělesa s integrovanou ventilovou vložkou
 Vekotec Armatury pro otopná tělesa s integrovanou ventilovou vložkou Připojovací šroubení pro otopná tělesa s integrovanou ventilovou vložkou IMI HEIMEIER / Termostatické ventily a šroubení / Vekotec Vekotec
Vekotec Armatury pro otopná tělesa s integrovanou ventilovou vložkou Připojovací šroubení pro otopná tělesa s integrovanou ventilovou vložkou IMI HEIMEIER / Termostatické ventily a šroubení / Vekotec Vekotec
Zadavatel: Hella Autotechnik, s.r.o. Družstevní 338/16 789 85 Mohelnice
 Zadavatel: Hella Autotechnik, s.r.o. Družstevní 338/16 789 85 Mohelnice Konzultant: Ivo Straka Pozice: Vedoucí konstrukčního oddělení SE1 email: Ivo.Straka@hella.com telefon: +420 583 498 642 Název: Pružné
Zadavatel: Hella Autotechnik, s.r.o. Družstevní 338/16 789 85 Mohelnice Konzultant: Ivo Straka Pozice: Vedoucí konstrukčního oddělení SE1 email: Ivo.Straka@hella.com telefon: +420 583 498 642 Název: Pružné
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
Bazénové jednotky H-Pool
 integrované odvlhčování, zpětné získávání tepla, ohřev a větrání elektronický expanzní ventil integrovaný systém MaR Užití a pracovní podmínky Bazénové klimatizační jednotky řady H-Pool pro zajištění komplexní
integrované odvlhčování, zpětné získávání tepla, ohřev a větrání elektronický expanzní ventil integrovaný systém MaR Užití a pracovní podmínky Bazénové klimatizační jednotky řady H-Pool pro zajištění komplexní
Nauka o materiálu. Přednáška č.13 Polymery
 Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
Nauka o materiálu Přednáška č.13 Polymery Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
APC (Adaptive Process Control) Stabilizuje Vaše procesy a maximalizuje zisky. Engineering Passion
 Stabilizuje Vaše procesy a maximalizuje zisky. Engineering Passion") (Adaptive Process Control) Stabilizuje Vaše procesy a maximalizuje zisky Engineering Passion 2 (Adaptive Process Control) Vnější vlivy negativně ovlivňují kvalitu dílů poskytuje ochranu před nežádoucími
(Adaptive Process Control) Stabilizuje Vaše procesy a maximalizuje zisky Engineering Passion 2 (Adaptive Process Control) Vnější vlivy negativně ovlivňují kvalitu dílů poskytuje ochranu před nežádoucími
Název zpracovaného celku: Kola a pneumatiky
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 25.10.2012 Název zpracovaného celku: Kola a pneumatiky Jsou nedílnou součástí automobilu pro jeho pohyb, přenos sil a momentů. Účel kola
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 25.10.2012 Název zpracovaného celku: Kola a pneumatiky Jsou nedílnou součástí automobilu pro jeho pohyb, přenos sil a momentů. Účel kola
UZAVÍRACÍ KLAPKY S JEDNOU EXCENTRICITOU TYP L32.6
 Použití Uzavírací klapky s jednou excentricitou jsou průmyslové armatury určené k úplnému otevření nebo uzavření průtoku. Lze je použít i pro regulaci průtoku. Při dlouhodobém používání v regulačním režimu
Použití Uzavírací klapky s jednou excentricitou jsou průmyslové armatury určené k úplnému otevření nebo uzavření průtoku. Lze je použít i pro regulaci průtoku. Při dlouhodobém používání v regulačním režimu
MAZACÍ SOUSTAVA MOTORU
 MAZACÍ SOUSTAVA MOTORU Hlavním úkolem mazací soustavy je zásobovat všechna kluzná uložení dostatečným množstvím oleje o příslušné teplotě (viskozitě) a tlaku. Standardní je oběhové tlakové mazání). Potřebné
MAZACÍ SOUSTAVA MOTORU Hlavním úkolem mazací soustavy je zásobovat všechna kluzná uložení dostatečným množstvím oleje o příslušné teplotě (viskozitě) a tlaku. Standardní je oběhové tlakové mazání). Potřebné
C Transportní a upínací přípravky
 A Vodicí sloupkové stojánky B Broušené desky a lišty C Transportní a upínací přípravky D Vodicí prvky E Přesné díly F Pružiny Šroubové, talířové, plynové a polyuretanové, pružinové a distanční jednotky
A Vodicí sloupkové stojánky B Broušené desky a lišty C Transportní a upínací přípravky D Vodicí prvky E Přesné díly F Pružiny Šroubové, talířové, plynové a polyuretanové, pružinové a distanční jednotky
-Q- rozsah teplot. -L- vstupní tlak. -H- upozornění. Odpouštění kondenzátu WA technické údaje 4.6. funkce
 funkce -Q- rozsah teplot 0 +60 C -L- vstupní tlak 0 16barů -H- upozornění Automatický odvod kondenzátu typ potřebuje k uzavření průtok 125 l/min, který je dosahován při cca 1,5 baru. Pro jednotky pro úpravu
funkce -Q- rozsah teplot 0 +60 C -L- vstupní tlak 0 16barů -H- upozornění Automatický odvod kondenzátu typ potřebuje k uzavření průtok 125 l/min, který je dosahován při cca 1,5 baru. Pro jednotky pro úpravu
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Plastové obaly v potravinářství
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Plastové obaly v potravinářství Diana Koytyuk SOŠ Stříbro Benešova 508, e-mail: skola@sosstribro.cz SOŠ Stříbro Předmět:
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Charakteristika výrobku VK 654/9-1654/9
 VK 654/9-1654/9 Charakteristika výrobku VK 654/9-1654/9 - nízkoteplotní kotel s dvoustupňovým hořákem a vestavěnou spalinovou klapkou pro zachování konstantní účinnosti v obou režimech (1. stupeň/jmenovitý
VK 654/9-1654/9 Charakteristika výrobku VK 654/9-1654/9 - nízkoteplotní kotel s dvoustupňovým hořákem a vestavěnou spalinovou klapkou pro zachování konstantní účinnosti v obou režimech (1. stupeň/jmenovitý
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
 Technologie vstøikování termoplastù se všemi svými modifikacemi má mezi zpracovatelskými plastikáøskými technologiemi zásadní význam. Pøi použití technologie vstøikování se z pøíslušného granulátu pøipraví
Technologie vstøikování termoplastù se všemi svými modifikacemi má mezi zpracovatelskými plastikáøskými technologiemi zásadní význam. Pøi použití technologie vstøikování se z pøíslušného granulátu pøipraví
TÉMATICKÉ OKRUHY KE SZZ 2013/14 ING PLASTIKÁŘSKÁ TECHNOLOGIE
 TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
KONTROLNÍ PŘÍPRAVKY K 3 POHLEDOVÉ. doc. Ing. Martin Hynek, PhD. a kolektiv. verze - 1.0
 Katedra konstruování strojů Fakulta strojní K 3 POHLEDOVÉ KONTROLNÍ PŘÍPRAVKY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Katedra konstruování strojů Fakulta strojní K 3 POHLEDOVÉ KONTROLNÍ PŘÍPRAVKY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
OZNAČENÍ A POPIS FORMY A VSTŘIKOVANÉHO DILU
 Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ OZNAČENÍ A POPIS FORMY A VSTŘIKOVANÉHO DILU doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním
Katedra konstruování stroj Fakulta strojní K 5 PLASTOVÉ OZNAČENÍ A POPIS FORMY A VSTŘIKOVANÉHO DILU doc. Ing. Martin Hynek, Ph.D. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním