Svařování svazkem elektronů
|
|
|
- Barbora Kolářová
- před 9 lety
- Počet zobrazení:
Transkript
1 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání svazkem elektronů

2 Princip Proud urychlených a zaostřených elektronů dopadá na materiál Při dopadu díky vysoké kinetické energii elektron proniká hluboko do materiálu Brzděním elektronu při srážkách s částicemi materiálu se maří pohybová energie elektronu a vzniká teplo Hustota energie elektronového svazku je až Wcm -2 Kvůli volnému pohybu elektronů je nutné svařování provádět ve vakuu řádově 10-4 Pa

3 Průnik elektronů do materiálu Část elektronů předá svoji kinetickou energii krystalové mřížce (většinou v několika nepružných odrazech). Pro svařování je důležité, aby toto proběhlo u co největšího počtu elektronů. Hloubka vniku elektronů do materiálu je dána vztahem: Část primárních elektronů se od povrchu pružně (zcela bez nebo jen s částečnou ztrátou energie) odrazí. Některé vodivostní elektrony jsou primárními elektrony vyraženy do prostoru nad povrchem (jako tzv. sekundární elektrony). Jako při každé změně rychlosti elektronů vzniká i zde spojité (tzv. brzdné ) rentgenové záření., kromě tzv. charakteristického záření na určitých vlnových délkách charakteristických pro různé materiály. Část energie dodaná primárními elektrony se také spotřebuje na vyzářené světlo a teplo, ionizaci. Tyto jevy lze považovat za ztráty. Pohybují se v intervalu 10 40% energie svazku
. Jako při každé změně rychlosti elektronů vzniká i zde spojité (tzv.")
4 Průnik elektronů do materiálu

5 Proces Po dopadu elektronů se materiál taví a sublimuje Vzniká válcová dutina obklopená roztaveným materiálem Díky vakuu páry kovu rychle expandují do vakua dutina se velmi rychle prohlubuje Hloubka dutiny závisí na kinetické pohybové rychlosti elektronů, rychlosti posuvu a materiálových vlastnostech

6 Fáze vzniku Key hole Tupý spoj Materiál se taví na povrchu Vznik key hole Key hole v plné tloušťce Svar po ztuhnutí

7 Schéma zařízení Elektronové dělo g Jednotka centrování svazku, stigmátor Fokusační čočka b senzorika svařenec manipulátor

8 Elektronové dělo Žhavená katoda - vlákno. Vyrobená z W drátu. Nižší životnost, velké ztráty. Pro velké výkony se používá pásek z wolframu

9 Zaostřovací systém Používá se elektromagnetická čočka. Je tvořena cívkou s pólovými nástavci Tvar nástavců určuje optické vlastnosti čočky. Z optického hlediska jen optická spojka

10 Čerpací systém Předvakuum je vytvářeno pomocí rotačních olejových vývěv Hlavní čerpání je pomocí turbomolekulárních vývěv.

11 Rychlost ohřevu pro různé materiály Doby potřebné pro dílčí etapy procesu odpařování materiálu elektronovým svazkem při urychlovacím napětí 50 kv a plošné hustotě výkonu 10 4 W/mm2. Doba ohřevu (mikrosekund) potřebná k zahřátí povrchu: Al Ag Cu Fe Mg Mo Ni Ti W Zr k bodu tání 3,026 1,162 2,120 3,499 3,368 3,406 3,310 4,477 2,313 2,596 k bodu varu 13,66 3,184 6,165 7,603 7,743 7,827 8,261 10,60 4,751 6,898 k odpaření 70,75 15,38 30,97 40,47 35,26 40,55 41,38 56,74 28,28 12,89

12 Rychlost vniku elektronového svazku do materiálu Při vysoké hodnotě plošné hustoty výkonu se materiál v zasažené tenké vrstvě za dobu velmi krátkou (desítky mikrosekund) přemění na páru. Jakmile k tomu dojde, změní se podmínky pro výměnu energie primárních elektronů s částicemi zasažené látky tak, že svazek předává v oblasti vyplněné párou podstatně méně energie (na jednotku objemu) která se spotřebuje na zvyšování teploty páry nad bod varu a ionizaci molekul. Při zanedbání tohoto procesu lze vypočíst rychlost vniku svazku do materiálu v mm.s -1. Urychlovací napětí je 50 kv. Al Ag Cu Fe Mg Mo Ni Ti W Zr Mezní rychlost 274,8 324,9 189,1 165,0 855,5 126,9 142,5 205,6 96,16 800,4
 která se spotřebuje na zvyšování teploty páry nad bod varu a ionizaci molekul.")
13 Výsledky působení elektronového svazku na materiál Podle daných podmínek a volby parametrů můžeme měnit výsledný účinek svazku, tj.tvar a rozměry oblasti působením svazku ovlivněné, v širokých mezích. Ovlivněná změnou struktury je především ta část, která prošla změnou skupenství. Její nejbližší okolí mohlo být přitom ovlivněno tepelně v důsledku zahřátí vedením tepla od roztavené oblasti. Ta může mít různý tvar a rozměry, v závislosti na celkovém výkonu svazku, jeho plošném rozložení, době působení a vlastnostech materiálu.



14 Svařovací parametry Urychlovací napětí. Volíme blízké maximu zařízení ale svařovací proces tímto neřídíme. Udává se v kv. Proud svazku. Základní svařovací parametr. Příliš velký prou způsobuje rozprašování taveniny. Vhodná senzorika to dokáže řídit. Svařovací výkon = U a x I b Příklad: x 0,04 = 2000 W = 2 kw

15 Svařovací parametry Zaostření. Při tloušťkách do 10 mm se zaostřuje na povrch materiálu. Jinak cca do 1/3 tloušťky Rychlost posuvu. Vyšší rychlosti posuvu mohou vést ke svarovým vadám a zhrubnutí svarové housenky

16 Vliv vakua na vlastnost svazku Zařízení se středním vakuem Zařízení s vysokým vakuem < 1 x 10-4 mbar < 1 x 10-4 mbar < 5 x 10-2 mbar < 5 x 10-4 mbar Lze použít pro Cu, Al, ocel Využití pro reaktivní materiály Ti, Zr, Nb

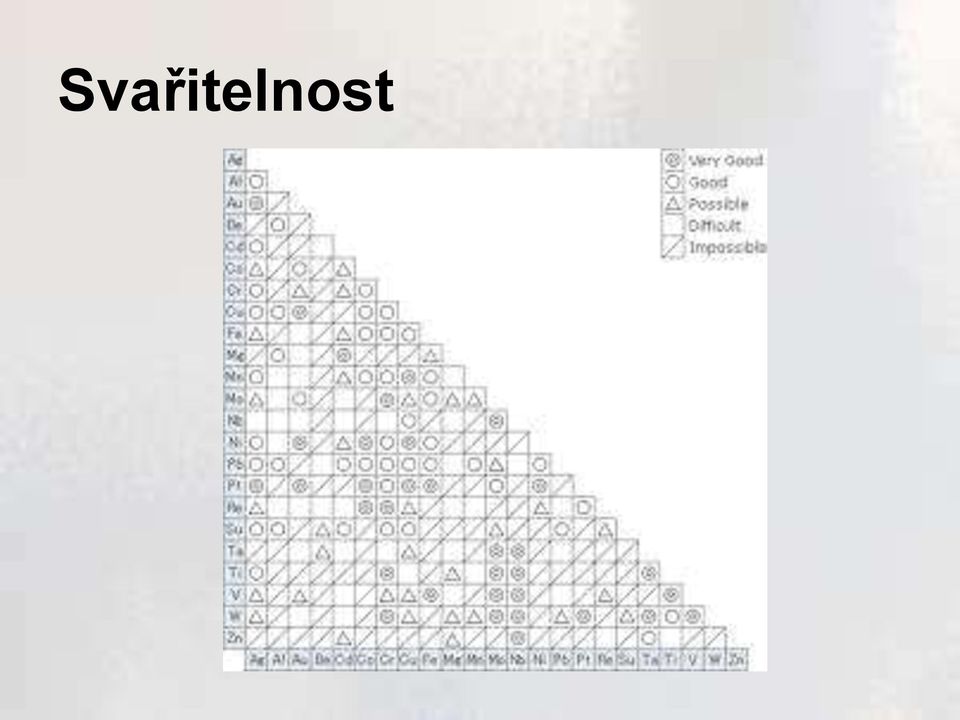
17 Svařitelnost Hliník a slitiny Svařitelný až na vyjímky Beryllium Beryliová měď Litina Měď Zlato Hastelloy Inconel Kovar Slitiny hořčíku Molybden Monel Nikl Slitiny niklu Platina Stříbro Nerezové oceli Nízkouhlíkaté oceli Středně uhlíkaté oceli Vysoce uhlíkové Tantal Titan Wolfram Slitiny zinku Zirkon Lze svařit, ale vznikají toxické produkty Dobře svařitelná, nutná deoxidace Nesvařitelné všechny typy Lze svařit, může být problém s pórovitostí svaru Svařitelné Svařitelný Dobře svařitelný Dobře svařitelný nepokovený. Při pokovení Au nebo Ni způsobuje svarové vady Svařitelné při použití speciálních technik Velmi dobře svařitelný Svařitelný, kujný svar Svařitelný, kujný svar Perfektně svařitelné Svařitelná Svařitelné Dobře svařitelné kromě ocelí s vyšším obsahem C Do 0,2% C svařitelné V intervalu 0,2 0,5% C svařitelné ale s předehřevem a dohřevem Nad 0,5% C nesvařitelné. Svařitelný, kujný svar Svařitelný, kujný svar Svařitelný, ale možný křehký svar Nevařitelné Svařitelný, kujný svar.

18 Svařitelnost
19 Legislativa ČSN EN Svařování Doporučení pro svařování kovových materiálů Část 7: Elektronové svařování

20 Výhody Poskytuje svary s vysokou štíhlostí až 1:50 Velmi malá tepelně ovlivněná oblast (tedy i malá smrštitelnost a deformace) Vakuum zabraňuje kontaminaci svaru nežádoucími plyny Svařovací rychlosti až 10x vyšší v porovnání s metodou TIG Možnost svaru průvarem přeplátováním Lze svařovat i kovy běžně nesvařitelné Velmi snadné změny svazku elektronů snadná regulace hloubky svaru Svařování bez přídavného materiálu

21 Nevýhody Svařování ve vakuu prodlevy kvůli čerpání a zavzdušnění komory Problematické svařování velkých svařenců omezení velikostí komory a vstupní propusti Při urychlovacích napětích nad 15 kv vzniká RTG záření nutnost ochrany obsluhy Složitější manipulace s obrobkem ve vakuu Problematické svařování vysoceuhlíkatých materiálů
22 Srovnání EB MAG 150 mm silný svar Počet svarů: Svařovací čas na metr [min]: Přídavný materiál na metr[kg]:0 32 Závěr: Kratší svařovací čas, úspora materiálu Štíhlejší svar Jednoznačně větší efektivita pro svařování EB! EB svar 1 průchod MAG svar 157 průchodů
23 Příklady Bronz/ocel 30 mm Hliník 40 mm měď 60 mm Svar 150 mm Nerez ocel 2 mm
24 Příklady Vakuová příruba Část převodovky Ultravakuový díl Vlnovec pro vakuum
25 Zařízení pro svařování EB
26 Zařízení pro svařování EB
27 Svařování s vyvedením svazku elektronů do vzduchu
28 Děrování svazkem elektronů Penetrační hloubka závisí na energii elektronů (urychlovacím napětí a proudu) Vytváří se key hole obklopená stěnou tekutého kovu Po plné penetraci dochází k odpaření plastového materiálu. Rychle se rozpínající páry vypláchnou taveninu z otvoru.
29 Děrování svazkem elektronů Využití: Ekonomická technika pro vytváření velkého množství děr v kovových materiálech Vysoká produktivita až 3000 otvorů za sec. Možnost vytvářet různé tvary otvorů od válcových po kónické a pod úhlem k povrchu, štíhlost až 1:20 Spalovací komora Průměr otvorů v rozsahu 0,08 2,0 mm Tloušťka materiálu do 10 mm chladící otvor
30 Další příklady děrování Odstředivka pro výrobu skelného vlákna Filtr pro papírenský průmysl
31 Povrchové kalení svazkem elektronů Oceli s obsahem uhlíku > 0.18% Výhody vakua: žádné změny barvy, vodíkové křehnutí, redukce pórovitosti, odpaření nečistot Přesné a dynamické tvarování svazku umožňuje přizpůsobit se požadovaným zónám kalení na dílci. Zakalené plochy jsou dobře definovatelné vždy jen tak, kde to potřebné Hloubka prokalení se pohybuje v rozmezí 0,1 1,7 mm
32 Příklady kalení svazkem elektronů materiál: Hloubka prokalení:1,0 + 0,3 mm tvrdost: 58 HRC materiál: GLS 250 hloubka prokalení: 1,0 mm tvrdost: 60 HRC materiál: AlMg hloubka prokalení: 1,0 + 0,3 mm tvrdost: 58 HRC material: hloubka prokalení: 0,6 + 0,3mm tvrdost: HRC
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Sorpční vývěvy. 1. Vývěvy využívající fyzikální adsorpce (kryogenní vývěvy)
") Sorpční vývěvy Využívají adsorpce, tedy vazby molekul na povrch pevných látek. Lze je rozdělit do dvou skupin:. vývěvy využívající fyzikální adsorpce. vývěvy využívající chemisorpce. Vývěvy využívající
Sorpční vývěvy Využívají adsorpce, tedy vazby molekul na povrch pevných látek. Lze je rozdělit do dvou skupin:. vývěvy využívající fyzikální adsorpce. vývěvy využívající chemisorpce. Vývěvy využívající
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Netřískové způsoby obrábění
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
METODA FSW FRICTION STIR WELDING
 METODA FSW FRICTION STIR WELDING RNDr. Libor Mrňa, Ph.D. 1. Princip metody 2. Mikrostruktura svaru 3. Svařovací fáze 4. Svařovací nástroje 5. Svařitelnost materiálů 6. Svařovací zařízení 7. Varianty metody
METODA FSW FRICTION STIR WELDING RNDr. Libor Mrňa, Ph.D. 1. Princip metody 2. Mikrostruktura svaru 3. Svařovací fáze 4. Svařovací nástroje 5. Svařitelnost materiálů 6. Svařovací zařízení 7. Varianty metody
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
TECHNOLOGIE POVRCHOVÝCH ÚPRAV. 1. Definice koroze. Soli, oxidy. 2.Rozdělení koroze. Obsah: Činitelé ovlivňující korozi H 2 O, O 2
 TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
KA 19 - UKÁZKOVÝ PROJEKT
 KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
42 X X X X. X X Hutní skupina. Pořadové číslo slitiny Sudé tvářené Liché - slévárenské
 9. NEŽELEZNÉ KOVY Význam - specifické vlastnosti - i malá množství rozhodují o spolehlivosti, výkonu a využití celého zařízení (součásti elektrických obvodů, kontakty, pružiny, korozně a tepelně namáhané
9. NEŽELEZNÉ KOVY Význam - specifické vlastnosti - i malá množství rozhodují o spolehlivosti, výkonu a využití celého zařízení (součásti elektrických obvodů, kontakty, pružiny, korozně a tepelně namáhané
Svařování tlakem Podstata metody záleží ve vzájemném přiblížení spojovaných součástí na vzdálenost odpovídající řádově parametru krystalové mřížky.
 Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
Svařování tlakové Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie. Neželezné kovy
 Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
Elektronová mikroskopie a mikroanalýza-2
 Elektronová mikroskopie a mikroanalýza-2 elektronové dělo elektronové dělo je zařízení, které produkuje elektrony uspořádané do svazku (paprsku) elektrony opustí svůj zdroj katodu- po dodání určité množství
Elektronová mikroskopie a mikroanalýza-2 elektronové dělo elektronové dělo je zařízení, které produkuje elektrony uspořádané do svazku (paprsku) elektrony opustí svůj zdroj katodu- po dodání určité množství
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Aplikace 90 W. Pneumatické brusky s kleštinovým upínáním VŠEOBECNÉ POUŽITÍ ROZSÁHLÝ VÝBĚR ZE SORTIMENTU VYSOKOOTÁČKOVÁ BRUSKA
 VŠEOBECNÉ POUŽITÍ Pneumatické brusky s kleštinovým upínáním typu GDS jsou určeny pouze pro ruční obvodové a šikmé broušení brousicími tělísky. Brusky lze použít i k obrábění tvrdokovovými frézami. Maximální
VŠEOBECNÉ POUŽITÍ Pneumatické brusky s kleštinovým upínáním typu GDS jsou určeny pouze pro ruční obvodové a šikmé broušení brousicími tělísky. Brusky lze použít i k obrábění tvrdokovovými frézami. Maximální
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
PBS TURBO TCR PDH. 1. Produkty společnosti PBS Turbo ( 5 typových řad ):
:") PBS TURBO Společnost PBS Turbo s.r.o. vznikla v roce 1997 spojením podniku MAN B&W Diesel AG, Augsburg a Divize plnicích turbodmychadel První brněnské strojírny Velká Bíteš, a.s. Společnost se zabývá pouze
PBS TURBO Společnost PBS Turbo s.r.o. vznikla v roce 1997 spojením podniku MAN B&W Diesel AG, Augsburg a Divize plnicích turbodmychadel První brněnské strojírny Velká Bíteš, a.s. Společnost se zabývá pouze
Základní stavební částice
 Základní stavební částice ATOMY Au O H Elektroneutrální 2 H 2 atomy vodíku 8 Fe Ř atom železa IONTY Na + Cl - H 3 O + P idávat nebo odebírat se mohou jenom elektrony Kationty Kladn nabité Odevzdání elektron
Základní stavební částice ATOMY Au O H Elektroneutrální 2 H 2 atomy vodíku 8 Fe Ř atom železa IONTY Na + Cl - H 3 O + P idávat nebo odebírat se mohou jenom elektrony Kationty Kladn nabité Odevzdání elektron
Koroze. Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí
 Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Klasifikace a značení podle mezinárodní normy ISO 17672
 Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Ocelový tubusový stožár
 Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
Ocelový tubusový stožár Je v Evropě nejčastěji používaným typem stožáru pro větrnou elektrárnu. Stožáry mají výšku většinou 40 105m, výjimečně i více. V těchto délkách by je nebylo možné přepravovat a
VÝROBA TEMPEROVANÉ LITINY
 VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Nedestruktivní defektoskopie
 Nedestruktivní defektoskopie Technologie údržeb a oprav strojů Obsah Vizuální prohlídky Kapilární metody Magnetické práškové metody Ultrazvukové metody Radiodefektoskopické metody Infračervené metody Optická
Nedestruktivní defektoskopie Technologie údržeb a oprav strojů Obsah Vizuální prohlídky Kapilární metody Magnetické práškové metody Ultrazvukové metody Radiodefektoskopické metody Infračervené metody Optická
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
PŘÍDAVNÉ MATERIÁLY S VYSOKÝM OBSAHEM NIKLU PRO EXTRÉMNÍ TEPLOTY, VYSOCE KOROZIVZDORNÉ A SPECIÁLNÍ APLIKACE
 PŘÍDAVNÉ MATERIÁLY S VYSOKÝM OBSAHEM NIKLU PRO EXTRÉMNÍ TEPLOTY, VYSOCE KOROZIVZDORNÉ A SPECIÁLNÍ APLIKACE SLITINY NA BÁZI NIKLU PRO EXTRÉMNÍ TEPLOTY, VYSOCE KOROZIVZDORNÉ A SPECIÁLNÍ APLIKACE dráty MIG,
PŘÍDAVNÉ MATERIÁLY S VYSOKÝM OBSAHEM NIKLU PRO EXTRÉMNÍ TEPLOTY, VYSOCE KOROZIVZDORNÉ A SPECIÁLNÍ APLIKACE SLITINY NA BÁZI NIKLU PRO EXTRÉMNÍ TEPLOTY, VYSOCE KOROZIVZDORNÉ A SPECIÁLNÍ APLIKACE dráty MIG,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
DeltaSpot Odporové svařování
 DeltaSpot Odporové svařování Hranice jsou zde proto, aby se prolamovaly: pro nás to platí v každém případě VŠEOBECNÉ INFORMACE PROCES U systému DeltaSpot se to také podařilo Posunovat hranice to je naším
DeltaSpot Odporové svařování Hranice jsou zde proto, aby se prolamovaly: pro nás to platí v každém případě VŠEOBECNÉ INFORMACE PROCES U systému DeltaSpot se to také podařilo Posunovat hranice to je naším
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Ústav materiálového inženýrství - odbor slévárenství 1 PŘÍLOHA KE KAPITOLE 13 Disertační práce Příloha ke kap. 13 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Ústav materiálového inženýrství - odbor slévárenství 1 PŘÍLOHA KE KAPITOLE 13 Disertační práce Příloha ke kap. 13 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Ultrazvukové svařování - 41
 Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
PATENTOVÝ SPIS ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA 16. 10. 87 FR 87/8714323 FEDERÁLNÍ ÚŘAD PRO VYNÁLEZY. (11) Číslo dokumentu:
 Číslo dokumentu:") PATENTOVÝ SPIS (11) Číslo dokumentu: 277 578 ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Číslo přihlášky: 6852-88 (22) Přihlášeno: 17. 10. 88 (30) Právo přednosti: 16. 10. 87 FR 87/8714323 (40) Zveřejněno:
PATENTOVÝ SPIS (11) Číslo dokumentu: 277 578 ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Číslo přihlášky: 6852-88 (22) Přihlášeno: 17. 10. 88 (30) Právo přednosti: 16. 10. 87 FR 87/8714323 (40) Zveřejněno:
Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3
![Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3](/thumbs/26/7514041.jpg "Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3") Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
Optimalizace montážní linky pro výrobu pólů. Jiří Kuběja
 Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Dnové vypouštěcí ventily - diskové
 1 Dnové vypouštěcí ventily - diskové Diskové dnové vypouštěcí ventily - přehled Kuželka (disk) Sedlo Výstupní úhel 90, 60, nebo 45 Vstupní příruba ASME,DIN či vlastní Ucpávkové kroužky Výstupní příruba
1 Dnové vypouštěcí ventily - diskové Diskové dnové vypouštěcí ventily - přehled Kuželka (disk) Sedlo Výstupní úhel 90, 60, nebo 45 Vstupní příruba ASME,DIN či vlastní Ucpávkové kroužky Výstupní příruba
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
Slévárny neželezných kovů
 Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Slévárenské slitiny. Slévatelnost - schopnost slévárenských slitin vytvářet kvalitní odlitky - přispívá k ní:
 Slévárenské slitiny Slévatelnost - schopnost slévárenských slitin vytvářet kvalitní odlitky - přispívá k ní: tavitelnost - je schopnost kovů a slitin přecházet ze stavu pevného do stavu kapalného; zabíhavost
Slévárenské slitiny Slévatelnost - schopnost slévárenských slitin vytvářet kvalitní odlitky - přispívá k ní: tavitelnost - je schopnost kovů a slitin přecházet ze stavu pevného do stavu kapalného; zabíhavost
Katalog Výrobk 2009/2010
 Katalog Výrobk 2009/2010 Komplexní systémová myšlenka. Kompromisy v oblasti kvality svářeček se dlouhodobě nevyplatí. Tuto zkušenost získali mnozí naši zákazníci dříve, než věnovali svou důvěru společnosti
Katalog Výrobk 2009/2010 Komplexní systémová myšlenka. Kompromisy v oblasti kvality svářeček se dlouhodobě nevyplatí. Tuto zkušenost získali mnozí naši zákazníci dříve, než věnovali svou důvěru společnosti
Konstrukční materiály pro stavbu kotlů
 Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
Konstrukční materiály pro stavbu kotlů Hlavní materiály pro stavbu kotlů jsou: materiály kovové trubky prvky nosné konstrukce materiály keramické šamotové cihly, šamotové tvarovky žárobeton Specifické
Inovace profesní přípravy budoucích učitelů chemie
 Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
CTR 750 EV NABÍDKOVÝ LIST. Pilous. 4140 34 0,9 1,1 mm
 NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
Snímače průtoku kapalin - objemové
 Snímače průtoku kapalin - objemové Objemové snímače průtoku rotační plynoměry Dávkovací průtokoměry pracuje na principu plnění a vyprazdňování komor definovaného objemu tak, aby průtok tekutiny snímačem
Snímače průtoku kapalin - objemové Objemové snímače průtoku rotační plynoměry Dávkovací průtokoměry pracuje na principu plnění a vyprazdňování komor definovaného objemu tak, aby průtok tekutiny snímačem
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
STANDARD DÍL 3 SVAROVÉ SPOJE
 Mondi Štětí a. s., STANDARD DÍL 3 SVAROVÉ SPOJE STANDARD 3 Strana: 1/34 STANDARD DÍL 3 SVAROVÉ SPOJE PROVÁDĚNÍ, PODMÍNKY, KVALITA, PŘEDPISY, NORMY, USTANOVENÍ Zpracoval: Ověřil: Schválil: jméno: Ing.Turek
Mondi Štětí a. s., STANDARD DÍL 3 SVAROVÉ SPOJE STANDARD 3 Strana: 1/34 STANDARD DÍL 3 SVAROVÉ SPOJE PROVÁDĚNÍ, PODMÍNKY, KVALITA, PŘEDPISY, NORMY, USTANOVENÍ Zpracoval: Ověřil: Schválil: jméno: Ing.Turek
Metalografie ocelí a litin
 Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Katalog ORBITÁLNÍ DĚLENÍ & ÚKOSOVÁNÍ. >> CZ [790 700 00x Rev. 0913]
![Katalog ORBITÁLNÍ DĚLENÍ & ÚKOSOVÁNÍ. >> CZ [790 700 00x Rev. 0913]](/thumbs/34/17170620.jpg "Katalog ORBITÁLNÍ DĚLENÍ & ÚKOSOVÁNÍ. >> CZ [790 700 00x Rev. 0913]") Katalog >> CZ [790 700 00x Rev. 0913] ORBITÁLNÍ DĚLENÍ & ÚKOSOVÁNÍ >> Orbitalní stroje k dělení a úkosování trubek pro vysoce čistá zpracovatelská zařízení Naše novinky. BRB 2 FullAuto Stroje k opracování
Katalog >> CZ [790 700 00x Rev. 0913] ORBITÁLNÍ DĚLENÍ & ÚKOSOVÁNÍ >> Orbitalní stroje k dělení a úkosování trubek pro vysoce čistá zpracovatelská zařízení Naše novinky. BRB 2 FullAuto Stroje k opracování
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
Analytické metody využívané ke stanovení chemického složení kovů. Ing.Viktorie Weiss, Ph.D.
 Analytické metody využívané ke stanovení chemického složení kovů. Ing.Viktorie Weiss, Ph.D. Rentgenová fluorescenční spektrometrie ergiově disperzní (ED-XRF) elé spektrum je analyzováno najednou polovodičovým
Analytické metody využívané ke stanovení chemického složení kovů. Ing.Viktorie Weiss, Ph.D. Rentgenová fluorescenční spektrometrie ergiově disperzní (ED-XRF) elé spektrum je analyzováno najednou polovodičovým
Autor: Bc. Tomáš Zelenka Obor: Fyzikální chemie povrchů
 Autor: Bc. Tomáš Zelenka Obor: Fyzikální chemie povrchů Modifikované verze Dewarových nádob Konstrukce řešena pro vložení exp. aparatury (nebo její části) ta pracuje za nízkých teplot Kryostaty - různé
Autor: Bc. Tomáš Zelenka Obor: Fyzikální chemie povrchů Modifikované verze Dewarových nádob Konstrukce řešena pro vložení exp. aparatury (nebo její části) ta pracuje za nízkých teplot Kryostaty - různé
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... F1 Přehled druhů v nabídce... F2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... F1 Přehled druhů v nabídce... F2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... F1 Přehled druhů v nabídce... F2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie
 Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
TEORIE SLÉVÁNÍ. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Ústav anorganické chemie AV ČR, v.v.i.
 Turbo naprašovačka Q150T ES kompaktní TEM / SEM naprašovačka kovů nebo uhlíku Nabídka pro: Ústav anorganické chemie AV ČR, v.v.i. ŘEŽ, Poptávka: e-mail 23.5.2014 Nabídka č. AZ/14/QT/21 24. května 2014
Turbo naprašovačka Q150T ES kompaktní TEM / SEM naprašovačka kovů nebo uhlíku Nabídka pro: Ústav anorganické chemie AV ČR, v.v.i. ŘEŽ, Poptávka: e-mail 23.5.2014 Nabídka č. AZ/14/QT/21 24. května 2014
Základní informace o wolframu
 Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
Polymorfismus kovů Při změně podmínek (zejména teploty), nebo např.mechanickým působením změna krystalické struktury.
, nebo např.mechanickým působením změna krystalické struktury.") Struktura kovů Kovová vazba Krystalová mříž: v uzlových bodech kationy (pro atom H: m jádro :m obal = 2000:1), Mezi kationy: delokalizovaný elektronový plyn, vyplňuje celé kovu těleso. Hmotu udržuje elektrostatická
Struktura kovů Kovová vazba Krystalová mříž: v uzlových bodech kationy (pro atom H: m jádro :m obal = 2000:1), Mezi kationy: delokalizovaný elektronový plyn, vyplňuje celé kovu těleso. Hmotu udržuje elektrostatická
MODERNÍ MATERIÁLY A TECHNOLOGIE PRO VÝROBU ZAŘÍZENÍ URČENÝCH K PRÁCI V KOROZIVNÍM PROSTŘEDÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
Kvalitní brusivo. Brusné materiály na opracování kovů
 Kvalitní brusivo Brusné materiály na opracování kovů Kvalitní brusivo Spolehlivá cesta k perfektnímu povrchu Profesionálně broušené obrobky vynikají nepřehlédnutelnou kvalitou povrchové struktury, která
Kvalitní brusivo Brusné materiály na opracování kovů Kvalitní brusivo Spolehlivá cesta k perfektnímu povrchu Profesionálně broušené obrobky vynikají nepřehlédnutelnou kvalitou povrchové struktury, která
LASER MATERIAL PROCESSING HARDENING AND WELDING. Stanislav Němeček Tomáš Mužík
 ZPRACOVÁNÍ MATERIÁLŮ LASEREM - KALENÍ A SVAŘOVÁNÍ LASER MATERIAL PROCESSING HARDENING AND WELDING Stanislav Němeček Tomáš Mužík MATEX PM, s.r.o., Morseova 5, 301 00 Plzeň, ČR, nemecek@matexpm.com Abstrakt
ZPRACOVÁNÍ MATERIÁLŮ LASEREM - KALENÍ A SVAŘOVÁNÍ LASER MATERIAL PROCESSING HARDENING AND WELDING Stanislav Němeček Tomáš Mužík MATEX PM, s.r.o., Morseova 5, 301 00 Plzeň, ČR, nemecek@matexpm.com Abstrakt
P O N U K O V Ý L I S T
 NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
0100/08.01. Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností
 0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
FRICTION STIR WELDING (FSW)
") FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
FRICTION STIR WELDING (FSW) 1 VZNIK NOVÉ TECHNOLOGIE Nová technologie svařování (Friction Stir Welding - FSW) byla vynalezena v roce 1991. Byla patentována a rozvinuta pro použití v průmyslu svařovacím
Závitníky Shark žraloci s vysokým výkonem
 Závitníky Shark žraloci s vysokým výkonem Představení řady Shark Dormer DIN závitníky pro různé aplikace se značkou Shark vynikají vysokým výkonem a snadno je rozeznáte podle barevných proužků, které označují
Závitníky Shark žraloci s vysokým výkonem Představení řady Shark Dormer DIN závitníky pro různé aplikace se značkou Shark vynikají vysokým výkonem a snadno je rozeznáte podle barevných proužků, které označují
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku
 Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006. Degradace nízkolegovaných ocelí v. abrazivním a korozivním prostředí
 ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
LAHVOVÉ REDUKČNÍ VENTILY
 LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
TRMICKÁ ENERGETICKÁ STROJÍRNA s. r. o. VÝMĚNÍK VTXDR PRŮVODNÍ TECHNICKÁ DOKUMENTACE
 VÝMĚNÍK VTXDR PRŮVODNÍ TECHNICKÁ DOKUMENTACE Datum poslední revize: 1 leden 2012 OBSAH...1 1 VÝMĚNÍK VTXDR...1 PRŮVODNÍ TECHNICKÁ DOKUMENTACE...1 1 Datum poslední revize: 1 leden 2012...1 Obsah...2 1.
VÝMĚNÍK VTXDR PRŮVODNÍ TECHNICKÁ DOKUMENTACE Datum poslední revize: 1 leden 2012 OBSAH...1 1 VÝMĚNÍK VTXDR...1 PRŮVODNÍ TECHNICKÁ DOKUMENTACE...1 1 Datum poslední revize: 1 leden 2012...1 Obsah...2 1.
Postupy. Druh oceli Chemické složení tavby hmotnostní % a) Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40
 Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Neželezné kovy a jejich slitiny. Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny
 Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
ZÁKLADNÍ KOVY, HUTNÍ A KOVODĚLNÉ VÝROBKY
 DJ ZÁKLADNÍ KOVY, HUTNÍ A KOVODĚLNÉ VÝROBKY 27 ZÁKLADNÍ KOVY A HUTNÍ VÝROBKY; SOUVISEJÍCÍ PRÁCE 27.1 Železo, ocel, feroslitiny, ploché a za tepla tvářené výrobky 27.10 Železo, ocel, feroslitiny, ploché
DJ ZÁKLADNÍ KOVY, HUTNÍ A KOVODĚLNÉ VÝROBKY 27 ZÁKLADNÍ KOVY A HUTNÍ VÝROBKY; SOUVISEJÍCÍ PRÁCE 27.1 Železo, ocel, feroslitiny, ploché a za tepla tvářené výrobky 27.10 Železo, ocel, feroslitiny, ploché
HCR1325 Obrábění oceli zapichováním a upichováním. Nové produkty pro obráběcí techniky. Březen 2015
 New Březen 2015 Nové produkty pro obráběcí techniky Obrábění oceli zapichováním a upichováním WNT Česká republika s.r.o. Sokolovská 250 594 01 Velké Meziříčí Tel. +420 566 522 411 Fax +420 566 522 414
New Březen 2015 Nové produkty pro obráběcí techniky Obrábění oceli zapichováním a upichováním WNT Česká republika s.r.o. Sokolovská 250 594 01 Velké Meziříčí Tel. +420 566 522 411 Fax +420 566 522 414
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je